One method of making a hardie hole that has gone the rounds is to drill or flame cut a hole then build up with weld around a piece of square tubing.
A similar method is to weld in an insert with a square hole.
There are better ways.
None of the methods below require broaching, welding in an insert or making an insert with a square hole.
The first requires no machining or high tech methods at all.
NOTE that all hardy and punching holes need to be open at the bottom for scale, chips, buttons and tools to fall through.
Some old anvils have a curved exit that tools will not fall through.
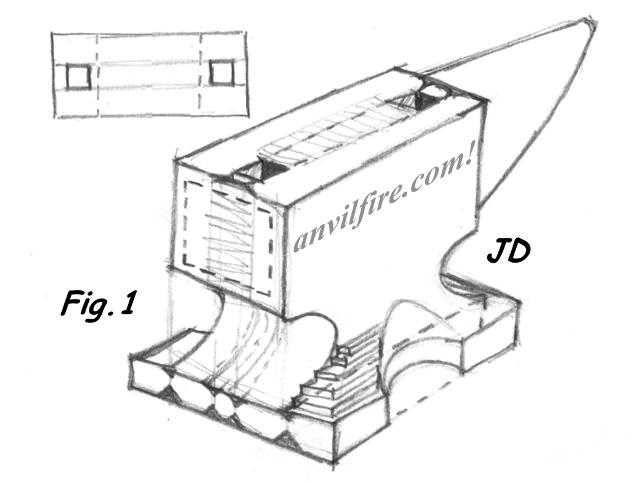 Figure 1:
Figure 1:
This method was suggested by the way Patrick Nowak made his
1050 pound English Style Anvil.
He used a center plate to increase the width of his anvil and create a large weld prep between the two main plates.
Patrick drilled and counterbored large holes to weld two inserts with square holes.
But it would have been easier, saving a lot of steps, to use the spacer plate to create the square hardie holes as above.
This would work with a built up body or the entire anvil.
Clearance at the bottom of the hole could be created with a little grinding and also allow some welding in the corners.
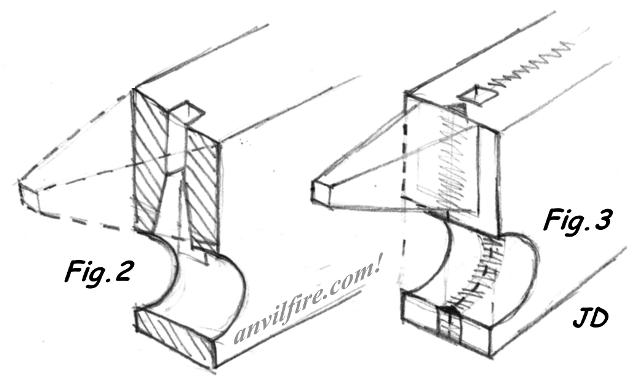 Figure 2:
Figure 2:
This method is similar to the machined groove in
3 Hardie Holes but the hole/slot is machined into the body of the anvil.
This could also be done using the method in Figure 1, the slot being closed by the horn.
Note the exaggerated clearance at the bottom of the opening.
Figure 3:
This method requires a split anvil design similar to Patrick Nowak's large anvil but with only two plates and the hole made by slots machined in both pieces.
This would require careful alignment when welding but would not be too difficult.
This method could be used to create one or more central holes such as seen in Chain Makers anvils.
References and Links



städ, incus, aambeeld, batente, hardie hole