| |
 |
|
|
|
GURU
|
|
This is part II of an introduction to making simple patterns and molds.
The methods used are little differnt than thousands of years ago.
The minimum tools required are simple woodworking hand tools but machinery such as band saws and lathes are very helpful.
This part is about cores and core boxes.
|
|

Figure 4 |
Many castings need to be hollow or have starter holes for machined bores such as this part. To cast in the hole a "core" is used. Cores are made of mold material, sand or plaster. In the case of green sand molding a baked sand core is used. Various binders are used. Molassas is one that is easy to come by and smells good baking.
|
|
|
|
|

Figure 1 |

Figure 5 |
|
GURU
|
|
Cores are anchored and aligned by places in the mold called "core prints". This makes the patterns look a little strange sometimes.
The orange cylinder on the gear pattern is a core print. Next to it is the pattern for our part above with core prints.
|
|
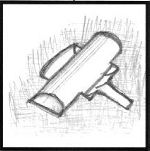
Figure 6 |
The core prints make places to rest the core in the mold as shown. Then the other half of the mold holds the core in place.
|
|

Figure 3 |
Cores are made in wooden, plastic or metal molds called "core boxes". The sand mixed with binder is packed into the core box, then removed and baked to harden it. Sometimes cores are coated with "core wash" a high temperature resistant filler often containing graphite. Cores are also vented with tubes and reinforced with wire as necessary.
|
|
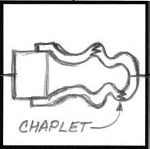
Figure 7 |
Some cores can only be anchored at one end or are very heavy. In this case they are supported by parts called "chapplets". These are made of a metal similar to that being cast and are generaly perforated so that they melt into the casting and become part of it.
|
GURU
|
|
Making core prints and core boxes for a complex part can be a bigger job than making the basic pattern. For large parts the core box may be considerably larger than the pattern or mold.
|
|
|
|
|
|
Links:
|



Cores and Core Boxes
Demonstration by Jock Dempsey
June 6, 2001
This part is about cores and core boxes.
Figure 4
Figure 1
Figure 5
The orange cylinder on the gear pattern is a core print. Next to it is the pattern for our part above with core prints.
Figure 6
Figure 3
Figure 7
iForge is an Andrew Hooper Production
HTML Copyright © 2001 Jock Dempsey, www.anvilfire.com