|
|
| |
| |
|
|
|
|
|
|
|
|
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|



| |
| |
|
Tell them you found it on anvilfire.com!
|
Blacksmithing and metalworking questions answered.
|
Anvil Making,
Amboß, Amboss,
l'enclume,
incudine,
el yunque, bigornia,
städ,
incus,
aambeeld,
batente
|
|
Don't let preconceived ideas about what an anvil should look like get in the way of having a good usable tool.
Experienced blacksmiths use almost every feature of the classic anvil everyday and would sorely miss them if taken away.
However, 90% of forging is done on the flat face and edges. For millinia, anvils were roughly rectangular lumps of iron or steel.
In many shops today this is still the standard. In one place a large sledgehammer head set into the ground was being used as a knife maker's anvil!
Today, for the same cost as a cheap imported cast iron anvil that will not hold up you can have a very serviceable steel or tool steel anvil.
The resulting anvil is the same (shape) as used since the beginning of the iron age and is still in use by the Japanese swordsmith.
You can order from most Steel Service Centers, fine flame cut 4140 or 4150 tool steel billets.
A 4" x 10" x 10" block (108 x 254 x 254mm) weighs about 114 pounds (53kg) and can be had for $1.20 a pound (1998 USD). J.T. Ryerson and Sons will also Blanchard grind this block (at extra cost).
For $125 and some sweat equity grinding the surfaces you can have a fine anvil.
These alloys can also be flame hardened. 4150 is commonly used for industrial forging dies.
A36 (structural) plate is a little cheaper but is also serviceable and infinitely better than cast iron.
NOTE: Since this was originally written steel plate prices in the US have skyrocketed.
The supplier listed above now serves less of the country and alloy plate is often unavailable.
Such is the current decline of US industry.
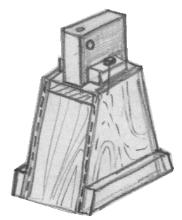
Slab anvil on a wooden stand.
Holes drilled through to use for punching.
The hole on the face intersects with a larger hole to allow pieces punched out to fall through.
This is a handy option but expensive if you need to pay a machine shop to to do it.
A blacksmith with a big drill press might be very helpful.
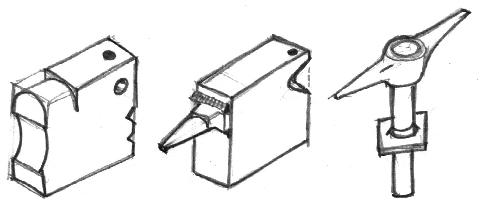 Ideas and Options:
Ideas and Options:
- Left, A short section radiused with a grinder or torched and ground.
Two edges with flame cut swageing profiles (don't get carried away). This is a good pattern to have cut in quantity for a school.
- Center, A slender horn made from half of an old pick-axe, the eye flattened into a flange for welding. Preheat both block and "horn" before welding.
A "heel" flame cut to expose the bottom of a drilled pritchel hole. The flame cut notch is at a 45° angle so that as little material as possible is removed.
- Right, A Bickern made from an old pick-axe welded to a piece of shafting.
Those of you using railroad track (for whatever):
Did you know rail is an alloy moderately high carbon steel that can be hardened to anvil hardness?
It makes great fullers (sawed of in narrow pieces), and set tools can be made similarly.
Oil quench this steel.
Water quenching may crack it.
NOTE: Very early (antique) rail may be wrought iron, not hardenable, but a great source of wrought.
References and Links
|
|
|



städ, incus, aambeeld, batente