 RR-Rail Anvils:
RR-Rail Anvils:
Typical
horizotal railroad rail anvils are miserable things.
This is because they put no mass under the hammer blow and the narrow web makes them very springy.
The radiused surface is something only Chinese smiths appreciate.
To put MASS under the hammer blow you turn the rail on end.
This puts 50% of the rail directly under the blow and takes the spring out of the connection between it and the web and flange. These now become good mass with a high efficiency.
YES, this makes the working surface small.
However, this small spot, just a few times larger than the face of the hammer, is just as big as the "sweet spot" that most smiths find on their anvils and use for 90% of their work.
As long as this area is larger than what you are hammering on then it is more than you need.
So for forging up to about 3" bar stock the end of the rail is all you need!
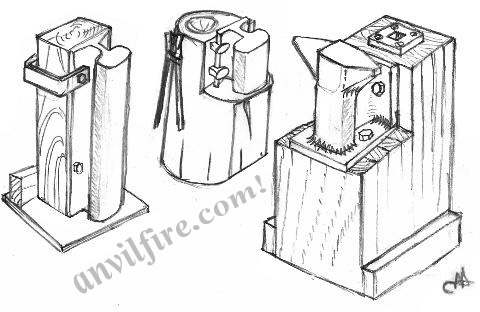
Above are three ways to mount a piece of rail.
1) IF you have a choice and can get a piece cut the length you need then a 28" long (or a little over knuckle height) piece of rail will weigh about 100 pounds which is a nice anvil weight, ESPECIALLY if most of it is under the hammer blow.
In this case the 90 to 120 pounds of rail will react to your blows like a 200 to 300 pound anvil.
Pretty NICE eh?
2) The second method (middle) shows a typical short section of rail mounted on a tree stump using RR-spikes.
Rail and spikes. . cooool!
While this short length of 10" to 12" will only weigh about 30 to 40 pounds it will react like an anvil about twice that weight.
Grind the web into a fuller (radiused) shape.
IF you have a typical horizontal RR-rail anvil with a pointed horn on it then carve a hole in the stump and bed it into body putty or epoxy (like a stake anvil).
3) The last (right) setup is based on a drawing I made for an
iForge demo on tools made from RR-rail way back in 2000. . .
Here I show a stand made from laminated structural lumber.
Much less could be used.
It also shows a bolster plate for holding hardy tools from
iForge demo #164 on square holes.
 RR-anvil inlet into hardwood stand by Stefaan Meeus of Belgium
RR-anvil inlet into hardwood stand by Stefaan Meeus of Belgium
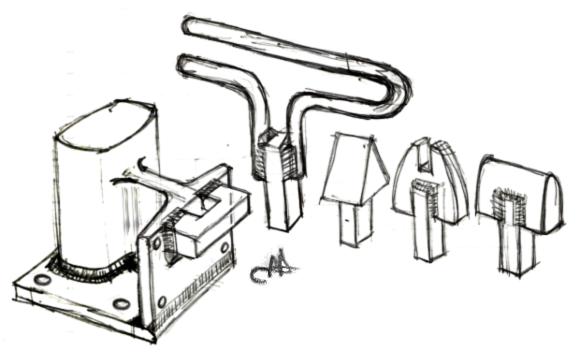
Portable nail making anvil with integral hardy and removable vice on stand.
While these are not great anvils, the bladesmithing community has taken up the banner of using long stock on end to make bladesmithing anvils.
They are using heavy round stock from 4" to 6" in diameter.
Their target and working space is only a little larger than the above RR-rail anvils. This is the current rage in bladesmithing.
Rail has the advantage of that nice flange to bolt to.
If you are working in a shop with a dirt floor or outdoors you can set a post in the ground 2 or 3 feet then mount your rail on one side and a leg vise on the other.
If you have access to a welder OR someone that will do a little cuitting and welding for you then the little double horned RR-rail anvil could be made.
The SAME features could be put on a long piece as well and make a very good anvil. See below.
John N commented that in many parts of Asia swords and knives are forged on sledge hammer head anvils for EXPORT to the Europe and the US. . .
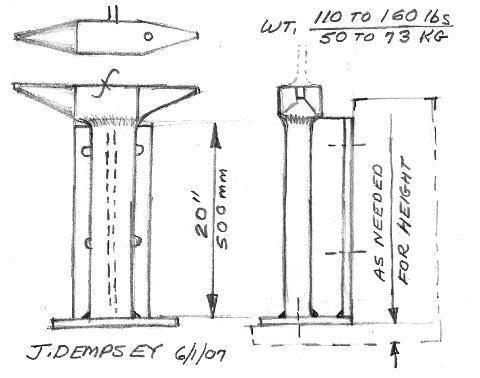
IF you MUST make an anvil from RR-rail and I have seen MANY with a lot more work in them than the above, THIS is the best way to make one.
You start with a 3 foot long (36" or .91m) piece of RR-rail. The weight will vary with the type of rail but the one dimension given will give you an anvil short enough for most people and it can be raised with a wooden pad attached to the rest of the stand which helps balance the anvil.
So you start with 3 feet and cut off a cubit (or a foot depending on the starting length). This shorter piece is then flame cut and ground to make a double ended anvil top. Use the web side for the face (upside down). The reason is that much old used RR-rail has flaws (shears and cold shuts) in the working surface. Put that side down to weld to the base. Note that the top end of the flange may be cut down or rounded or decorative as you may want. It is shown as simple as possible.
Drill four mounting holes in the rail and two or more in the base plate. The base plate is not necessary but it will help distribute the force and make the whole more stable. It should be about 1/2" (13mm) thick.
Fit and weld the pieces together. Remember that RR-rail is often 75 point carbon steel and needs to be preheated prior to welding and cooled slowly after.
If you want to drill a punching hole or make a hardie hole in the rail be sure to grind away any heat affect material from cutting. Then drill on a drill press at low speed.
The results are a 100 pound (50kg) or more anvil with an effective mass of a much heavier anvil. The flat working face will be about 3" (75mm) wide long enough for most work.
- guru - Friday, 06/01/07 22:27:02 EDT
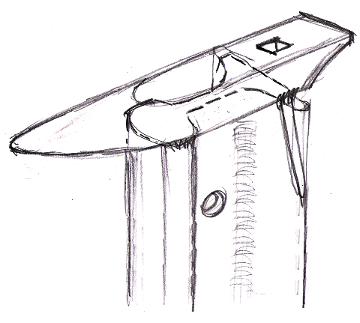
Another way to cap a vertical section of RR-rail is the long way as shown.
A foot or more long section of rail cap is cut and shapped, hardie hole created then welded to the top of the vertical section.
If designed properly the horn hangs beyond the rail head below and the hardie hole just clears the flange.
A longer cap could be made with round and long square horns creating a heavy duty bickern or stake anvil.
A row of punching (AKA pritchel) holes could be drilled down the center of the square end.
For armour work the rail cap can be heated and bent up and shaped to a ball end by hot or cold work.
A ball ended saddle stake could also be created.
References and Links



städ, incus, aambeeld, batente