What is the most common stake shank taper?
We know there is no standard and some folks are stating that 5 degrees included is normal. So far we have found that this is not true, and that 10 to 13 degrees is most common. In my collection of stakes from various old and new sources they are all 12 degrees. This includes old open die forged stakes and new cast stakes. Others I have asked to measure theirs have found tapers from as low as 2 degrees to 15 degrees but the majority so far have averaged around 12 degrees. One stake table had all 10 to 11 degree taper holes. This would fit 12 degree stakes tight at the top but may have been made for 10 degree taper stakes.
The 5 degrees included angle is favored by a couple current makers that machine their stake tapers. The low taper requires little material removal. The problem with such a low taper is that it puts tremendous force on the holder or stake plate and can be difficult to remove OR damage the holder, especially old cast iron plates designed for steeper angles.
The higher 12 degree taper makes engineering sense because 14.5 degrees or less is a locking angle.
Tools that want to be snug, do little damage to each other and be easy to remove would use 10 to 12 degrees.
Just enough to work, but not too much.
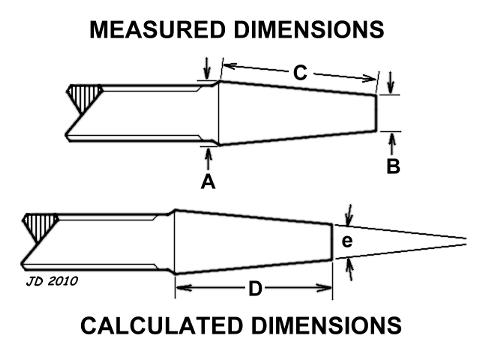
We've made it easy to measure the tapers.
Measure the top, the bottom and the length of the taper (against the surface, or hypotenuse) as accurately as possible (precision scale, dial or vernier calipers). I'll do the math in a spread sheet I've setup to compile the data. It would be helpful to provide the data for each stake as follows:
Stake identification (type, brand, age if known), top, bottom, side length.
When we are satisfied that we have collected enough data I will publish the results.
This may be helpful data for others and perhaps help set an industry standard where there has been none in the past.
Thank you to all submitters in advance. You may post your responses in one of our forums or send mail to us.

A group of the measured stakes from the shop of Bernard Tappel.
From upper left to right, medium beak horn, squaring, large beak horn, conductor and classic blowhorn stake.
Tapers equal 14.4, 10.2, 10.1, 13.3, 7.9, 7.9 (1.50, 1.063, 1.413, .820 inches per foot per side).
NOTES:
1) The order of the dimensions submitted is not critical.
There are three distinct sizes that are not interchangable.
2) Measurements do not need to be from the corners exactly as shown.
Often the ends of the taper are crooked or incomplete. As long as the distance "C" between the two measurements is given we can determine the angle.
3) No mater how the taper is measured (directly or indirectly and calculated as above) the limits of accuracy in angles of this type is about +/- 1° or greater.
4) In general we have found that each manufacturer used a specific taper for their entire line of tools.
The only difference being some of the small anvils used on long extension arms.
It helps us if you identify the tool as best as you can.
Standard Tapers
Most machinery tapers in English units for several hundred years were always expressed as inches per foot. Spindle tapers, tapered gibs and pattern draft were (and often still are) all expressed in inches per foot. Precision measuring angles was and still is most commonly done using a 12 inch sine plate which gives taper per foot directly.
Our 12 degree tapers above are close to or exactly actually 1-1/4 per foot per side, a very common fractional taper.
In decimal degrees this is 11.894 or our average of the included angles we have measuured so far.
Other common tapers such as 1-1/8 and 1-1/16 per foot also come closer to the actual values of the rounded 10 and 11 degrees of our measured samples.





städ, incus, aambeeld, batente, stake