New anvils have sharp corners that need to be rounded off (dressed).
The amount of radius is personal taste.
Today most folks make a short heavily rounded area near the horn end on the far side of the anvil.
This is for doing heavy work on the corner and serves two purposes. ONE it that sharp corners are bad forging practice and that much heavy work on corners is similar to fullering. TWO is that the area where heavy work gets done tends to chip. Grinding the edge round reduces the likelihood of chipping OR if already chipped smooths the chips into a workable surface. Note that the heavy work area is the side AWAY from you and this differs if you are left handed. Some make the heavy work area a narrow place about 3" wide and other radius about half the side then taper gently all the way to the heel. Many also radius the near side similar to the far but not as much.
How much? Again it depends on personal taste but it also depends on the size of the anvil.
| Blacksmiths' Anvil Corner Radii |
| Weight |
Heavy Work |
Sides |
Light |
up to 100 lb.
45 kg |
3/16" (5mm) |
1/8" (3mm) |
1/16" (1.5mm) |
100 to 200 lb.
45 to 90 kg |
1/4" (6.4mm) |
5/32" (4mm) |
1/8" (3mm) |
200 to 350 lb.
90 to 160 kg |
9/32" (7mm) |
5/32" (4mm) |
1/8" (3mm) |
350 lb. UP
160 kg UP |
5/16" (8mm) |
3/16" (5mm) |
5/32" (4mm) |
Weight ranges approximate, adjust for class of work (heavy or light).
Adjust +/- .010" (.25mm) for personal preference.
(c) 2007 J.Dempsey |
NOTE: All edges including the hardie hole and pritchell hole should have smoothly radiused corners. Tools slip in and out easier and work does not get marred.
Bottoms of hardie holes and pritchell holes should also be checked and dressed as they often have dangerously sharp edges on new anvils.
Sides, for the first few inches should be dressed smooth if they are rough.
If the anvil is old and used it may already be dressed. If the anvil is antique you need to carefully evaluate any changes.
If the anvil is old and has been weld repaired or machined and the corners sharpened then this was a waste of labor I hope you did not pay for. Machining also reduces the thickness of the steel plate AND depth of hardening leaving the anvil soft and easy to mark.
Used anvils often have cut surfaces that can be easily dressed out with a sander. AND for some reason every old anvil I have seen has had the tip of the horn hammered on and mushroomed. This should be gently dressed off. Note that the point of an anvil horn is blunt ranging from a 3/8" flat to 3/4" on large anvils. This is for safety.
Where old anvils have been badly chipped they should be smoothed out and the corners radiused as above. When chips are too deep for a radius to clean up just blend them in a little to remove sharp edges that may mark your work or chip again. It is MUCH better to gently dress anvil corners than to weld them up. Welding results in hard and soft places and conditions that are likely to produce cracking or chipping (again). Most anvils that are badly chipped would not have been if properly radiused to start with.
- guru - Thursday, 06/07/07 10:22:05 EDT
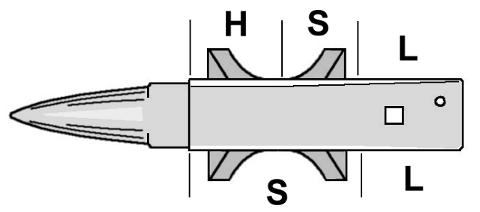
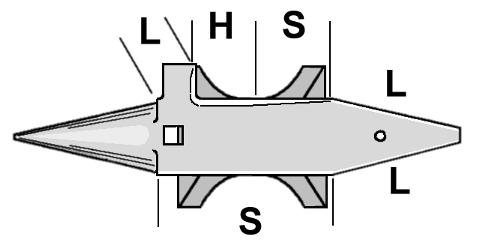
 Hofi Anvil
Hofi Anvil with short dressed sections at middle of anvil.
This is a very modest radiusing that is typical on many profesional's anvils.
This is between a 3/16" and 1/4" radius.
Others will carry the radius around the corner along the side shelf and run the tapering radius farther along the far edge.
Continuing around the inside corner at the shelf makes a very nice saddle for dressing many things.
Demonstrators and Others take note!
No matter how badly you want to dress the corners on that demonstration site anvil DO NOT DO IT!
In recent years major suppliers have LOANED brand new anvils to organizations to use for demos and they have come back with rounded corners!
The demonstrators had absolutely NO BUSINESS doing this unless they were prepared to purchase the anvil then and there.
If you want it your way, ship your anvil to the demo.
References and Links



städ, incus, aambeeld, batente