| |
 |
|
|
|
-GURU
ANVILFIRE
|
|
Tonights demo is going back to the basics. We've had requests for simple how-to so tonight we are going to have part of a set of punching instructions. Those of you with experience please chime in tonight. Others pleas wait until the end for the Q&A session.
|
|
|

Figure 01 |
Hot work punches should be tapered so they don't stick in the hole. As they penetrate the metal they heat and swell. The taper assures you can pull it back out.
|
|
-GURU
ANVILFIRE
|
|
The corners of hot punches should be lightly radiused.
The metal actually flows around the end of hot punches and a square sharp end makes an oversize rough hole.
|
|
|
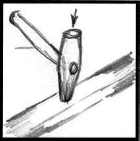
Figure 02 |

Figure 03 |
|
|
-GURU
ANVILFIRE
|
|
Small punches generally don't have handles. Punches over 1/2" (13mm) generally have handles. On work no thicker than the punch diameter you should be able to punch 2/3 to 3/4 way through on one heat.
|
|
|

Figure 04 |
If you quickly flip the work over you should be able to see a dark spot where the metal is a little cooler from nearly punching through. Line your punch up here. If the work is too cool to punch give it a shallow starting mark if you can.
|
|
|

Figure 05 |

Figure 06 |
|
|
-GURU
ANVILFIRE
|
|
The work should be lined up over the pritchel hole, hardy hole, a monkey tool or swage block. The second stage actually punches out the remaining material from the first step.
|
|
|

Figure 07 |
When punching to size all you want to do is punch out the "biscuit" not drive the punch too deeply. This leaves a hole that tapers from both sides.
|
|
|

Figure 08 |
A drift can then be used to size the hole and remove the taper. Drifts have a straight center section and gentle tapers on both ends. They should be tool steel like your punches and other cutting tools.
|
|
-GURU
ANVILFIRE
|
|
When punching deep holes (anything over the diameter of the punch) it often takes several heats.
|
|
TOM STOVAL
|
|
And, cooling the punch!
|
|
-GURU
ANVILFIRE
|
|
Between heats the punch should be cooled. However, some smiths keep multiple punches and drifts to prevent the need to quench and possibly damage the tool steel.
A lubricant such as axle grease can be used to help keep the punch cool and from sticking.
Some smiths drop a little coal dust in the hole to do the same.
The BEST lube is an industrial Alkaline Salt solution such as Fuchs Forge Ease 3512
The process is the same but generally you don't want to try to punch over 2/3 deep from the first side.
|
|
Barne
|
|
Monkey tool ??
|
|
-GURU
ANVILFIRE
|
|
If you use coat dust be sure that it is fresh bituminous coal that has some volatiles in it.
The volatiles gas off cooling and lubricating the punch.
Graphite, coke or anthracite dust doesn't do that.
A monkey tool is a block of steel with one or more holes in it.
Not as fancy as a swage block. Just something to back up the work.
|
|
|

Figure 09 |
For punching swelled holes a slitting or splitting punch is used.
These look like a hot chisel but the corners are radiused and have an "edge" ground on the sides.
The part on the sides does not need to be sharp, just tapered.
|
|
|

Figure 10 |

Figure 11 |
|
|
-GURU
ANVILFIRE
|
|
Slitting just gets the hole started.
It is sometimes done from both sides if the work is fairly thick.
|
|
|

Figure 12 |

Figure 13 |
|
|
-GURU
ANVILFIRE
|
|
A square drift for opening up the slit needs a point but not a "cutting" point.
It is shaped like the round drift but flat on the struck end.
|
|
|
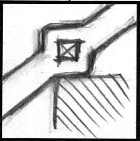
Figure 14 |
Swelling square holes you leave the drift in the hole and rework the bar around it.
A slitting punch can be used for a round hole also.
The "opening up" drift for a round hole has a round shank and is chisel shaped on the business end.
|
|
-GURU
ANVILFIRE
|
|
Drifts and many punches are tools that the smith makes before starting a job if he knows he is going to need them.
|
|
-GURU
ANVILFIRE
|
|
Questions. . .
|
|
AGLADISH
|
|
Does your slitting punch have a flat on the end, or is it sharp like a chisel?
|
|
-GURU
ANVILFIRE
|
|
A slitting punch is made sharp but with about a 60 degree edge because sharper wont take the heat unless it is made of very good hot work steel. See the next demo for more details.
|
|
COONDOGGER
|
|
What if you want to thread the hole?
|
|
-GURU
ANVILFIRE
|
|
For a threaded hole you will need "tap drill" size punches and tap in the usual manner.
|
|
BILL
|
|
What it the difference in the length of the splitting punch and the dia. of the drift?
|
|
J-J
|
|
I make a drift the same dia as the Minimum diameter of the tap to be used, then it cuts a perfect thread.
|
|
TEDD-HARRIS
|
|
I have seen a slitting chisel made with a curved end and made of H13.
The smith used a cake of beeswax to cool and lube his chisel.
|
|
COONDOGGER
|
|
If you work over the hardy hole instead of a monkey tool, how do you get the biscuit out of the hardy hole?
|
|
-GURU
ANVILFIRE
|
|
The slitting punch needs to be long enough to hold and not get burnt unless it is handled.
All my drifts are short, 6-8"
|
|
J-J
|
|
I make slitting chisels 1/8" less wide than the drift...
|
|
-GURU
ANVILFIRE
|
|
Coondogger, You need to be sure there is plenty clearance for the size hole you are punching.
Biscuits should fall through the which ever hole they are punched over.
For large holes a bolster plate or swage block is used.
|
|
TEDD HARRIS
|
|
Why are your drifts double ended?
|
|
J-J
|
|
Tedd, if the tail end of the drift was not tapered it would stick in the hole instead of falling through after sizing the hole at the drifts mid point . . .
|
|
JWOLFE
|
|
Is 01 tool steel good for punches and drifts
|
|
J-J
|
|
Oregon chain saw bars, at least the older ones, were all O1 tool steel.
|
|
TEDD HARRIS
|
|
O1 is an oil hardening steel. H13 is air hardening. It will hold its hardness longer.
|
|
-GURU
ANVILFIRE
|
|
The advantage of some BIG anvils is a large enough hole to do some serious punching.
European style anvils have a round punching hole almost the same size as the hardy hole.
|
|
TEDD HARRIS
|
|
An anvil made Uri Hoffi style has a series of round holes in graduated sizes in the square beak.
|
|
-GURU
ANVILFIRE
|
|
O1 is still good tool steel.
I make my drifts double ended because the first ones that I had came from a set of my grandfather's tools and I just kept copying them ;)
|
|
COONDOGGER
|
|
Can you use Visegrips® to hold small drifts or hot punches?
|
|
AGLADISH
|
|
A double ended drift drops out of the work instead of having to be sent through with a punch.
|
|
-GURU
ANVILFIRE
|
|
Yes, Vise grips are very handy for hot work.
However, don't let them get HOT.
The springs loose their temper and then the pliers don't work too good.
However, if you use Vise-Grip® brand tools you can get replacement springs.
|
|
TEDD HARRIS
|
|
Makes sense.
I have seen only one drift made by an old blacksmith.
It had a taper on only one end.
I imagine the work was turned over and the drift tapped back through the other side.
|
|
J-J
|
|
Sounds like it was a punch Tedd.
|
|
-GURU
ANVILFIRE
|
|
Double ended, That's true plus you don't have to look close when you pick it up.
Smiths tools need to be simple because you are usually working fast and under pressure of losing the heat. . .
|
|
PIX
|
|
I've been slitting with a regular cold chisel, I never thought about the tapered sides. . . thanks once again!
|
|
TOM STOVALL
|
|
Horseshoes are punched a bit differently.
Nail holes are stem punched at a red to form the seat of the nail head, then the nail hole is punched through with a sharp pritchel at a black heat.
If the pritchel is sharp, no back punching is necessary.
I make mine out of coil springs and go to water between each hole.
|
|
TEDD HARRIS
|
|
You can make or modify tongs to hold punches and drifts while striking.
It could have been a punch.
I think it was called a drift, but it was used for hammers.
|
|
-GURU
ANVILFIRE
|
|
JJ, I've seen lots of NICE old drifts that were all mushroomed because someone didn't know the difference (between a punch and a drift).
|
|
J-J
|
|
Tom, that technique took me a while to get right.
The high end of a black heat, nearing 1000 degrees was too hot and the material mushed.
Seemed like 400 to 600 degrees was right. ???
|
|
BILL
|
|
I never allow the punch to get real hot (keep it cool between heats)
|
|
TEDD HARRIS
|
|
I hate getting my hands too warm.
I wear a welding glove on my tong hand and I make my punches with long shanks.
Haven't made a handled punch, yet.
|
|
-GURU
ANVILFIRE
|
|
Pix, (slitting chisel) its kind of a special tool that is easier to grind to shape than to forge.
I've never seen any REAL old ones.
Probably because old smiths didn't have efficient grinders like we do today.
|
|
NTECH
|
|
Guru, I leave a can of water under the hardie hole to catch the punch when it goes through.
Catches the tool and cool it for the next use.
|
|
-GURU
ANVILFIRE
|
|
PUNCHING PART II Slitting Holes
Making Matrix and specialty Punches Touchmark, character and eye punches.
Punch Lube Test Report An Informal Comparison Test by Jeff Reinhardt AKA Ptree
|
|



Demonstration by Jock Dempsey
guru at anvilfire.com!
August 2, 2000
ANVILFIRE
Figure 01
ANVILFIRE
Figure 02
Figure 03
ANVILFIRE
Figure 04
Figure 05
Figure 06
ANVILFIRE
Figure 07
Figure 08
ANVILFIRE
ANVILFIRE
The process is the same but generally you don't want to try to punch over 2/3 deep from the first side.
ANVILFIRE
A monkey tool is a block of steel with one or more holes in it. Not as fancy as a swage block. Just something to back up the work.
Figure 09
These look like a hot chisel but the corners are radiused and have an "edge" ground on the sides. The part on the sides does not need to be sharp, just tapered.
Figure 10
Figure 11
ANVILFIRE
Figure 12
Figure 13
ANVILFIRE
Figure 14
The "opening up" drift for a round hole has a round shank and is chisel shaped on the business end.
ANVILFIRE
ANVILFIRE
ANVILFIRE
ANVILFIRE
ANVILFIRE
ANVILFIRE
ANVILFIRE
ANVILFIRE
ANVILFIRE
ANVILFIRE
I make mine out of coil springs and go to water between each hole.
ANVILFIRE
ANVILFIRE
ANVILFIRE
Making Matrix and specialty Punches Touchmark, character and eye punches.
Punch Lube Test Report An Informal Comparison Test by Jeff Reinhardt AKA Ptree
iForge is an Andrew Hooper Production
HTML Copyright © 2000 Jock Dempsey, www.anvilfire.com
Webmaster email: webmaster at anvilfire.com