| |
 |
|
|
-GURU
|
Some of this is common sense but some is not so obvious.
The point here is to think about all the uses a simple swage block has.
Swage blocks have been around for some 3200 years or more yet not every shop has one.
Some of the uses of blocks were taken over by better designed anvils with hardy and pritchel hole and the swage attachements that fit the hardy hole.
The following operations cannot all be done on every swage block as not every block has all features.
|
|
-GURU
|
To be useful most swage blocks need a stand of some type. Industrial blocks with all the holes need a steel frame as shown at the top so that the holes are clear underneith. Mine has a similar stand and a seperate stand for setting the block on edge. On a large block a single stand is a stretch.
For small artist blacksmith blocks with bowl and spoon depressions a heavy wooden bench similar to an anvil stand is suitable. Multiple levels can be used to good advantage to hold the block at the right height. Stands could make another demo.
|
|
|
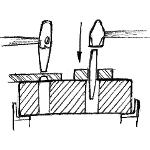
Figure 1
Click for Detail |
Punching and Drifting:
The block is used to support work for punching and drifting where the hardy hole or pritchel hole of the anvil is not suitable.
Hot punching is done in the usual manner starting on a flat surface.
These tasks are best done on a heavy stand with open bottom. It is helpful to have a sand box under the stand to catch loose drifts and punches preventing damage to them.
|
|
|
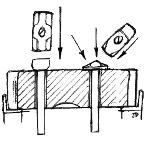
Figure 2
Click for Detail |
Upsetting and Heading:
Upsets, once started unsupported are more efficiently finished while supported in a suitable hole in a block or anvil. If a suitable sized hole is not available then a bolster plate can be used.
A set of bolster plates with a range of holes with the minimum clearance (about 1/32") for the sizes is a fine swage block accessory that can also be used with the anvil.
|
|
|

Figure 3
Click for Detail |
Heading with Bolster:
Many fasteners have special shoulders, squares such as on carriage bolts, tapers for plow bolts and flat head screws, and cylindrical shoulders for various purposes. These are made with a smith-made tool, a bolster plate. Bolster plates are often made with a variety of shoulders for one sized shank.
Bolster plates made of tool steel can help control the size and shape of the shoulder when upsetting. Under heavy use the edges of swage blocks break down and a bloster can replace those edges.
|
|
|
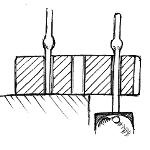
Figure 4
Click for Detail |
Support for Mid-bar Upsetting:
When upsetting a place in the middle of a bar it is often difficult to support the bar. A heavy swage block resting on an anvil, heavy bench, floor or on a stand can useful for this purpose. In this case the block is only helping hold the work and is something to push against to keep the bar straight as it tries to bend at the upset.
The block can be used in its stand, on a heavy bench or on the floor for this purpose.
|
|
|
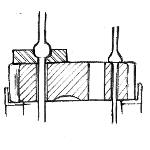
Figure 5
Click for Detail |
Mid Bar Upsetting with Bolster:
Where the shape of the shoulder is suitable to the shape of the block the upset can be done directly against the block once it has been started.
For large mid-bar upsets or formed upsets a bolster with a hemispherical or conical depression can give better control.
|
|
|
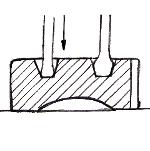
Figure 6
Click for Detail |
Upsetting in Special Upsetting Hole:
The upsetting hole is a new feature suggested by Josh Greenwood in 1999 and used by John Newman on his artist blacksmith block.
The upsetting hole prevents the bar from moving around while striking the cool end and the taper of the hole helps produce a well centered upset.
|
|
|
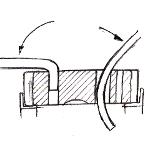
Figure 9
Click for Detail |
Bending using holes:
The holes are useful for supporting a bar while making a bend in round, square or rectangular bar.
A block securly attached to the bed or tailgate of a truck can be very useful in making field bends such as for adjusting a railing to fit.
A block resting on the ground can also be threaded onto a long bar and the leverage of the bar and the block together can be applied for the same purpose.
|
|
|
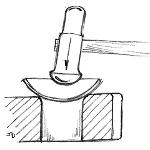
Figure 13
Click for Detail |
Dishing over Holes:
Dishing can be performed over the holes in the block. The large holes that are almost useless for other purposes should have large smooth edge radii for dishing.
Modern smiths often make tools for doing this from sections of pipe welding them to a flange or a flange and shank to fit a hardy hole.
|
|
|
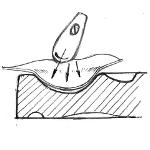
Figure 14
Click for Detail |
Dishing over Special Depressions:
One of the earliest uses of blocks was dishing of ladles and spoons. Larger depressions are useful for armours to make a helm. Most raising is started with a dishing operation but not too much as this thins the metal. Artist blacksmiths use these depressions for everything from the curvature of leaves to bodies of animals.
Large radii on the edges of the depression reduce maring or cutting of the work.
|
|
|

Figure 17
Click for Detail |
Riveting and Dressing Spheres:
Large and small blocks including artist blacksmith blocks and dapping blocks have various hemispherical depressions that can be used for a number of things.
Support for rivet heading is a common task replacing a rivet set or used in conjunction with a rivet set.
The same depression can be used to form or dress a forged rivet head.
Hemispherical depressions can also be used for dressing balls and spheres.
|
|
|
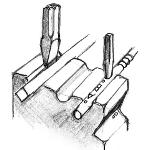
Figure 16
Click for Detail |
Support for rounds and squares on edge:
When starting a chisel cut on the corner of a bar a swage block is very handy. The same applies for incising, stamping or splitting rounds that tend to roll away otherwise.
Hex grooves will also support rounds quite well for this purpose and tend to lock them in place if a proper fit.
|
|
|
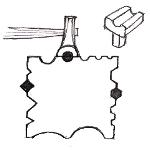
Figure 7
Click for Detail |
Swaging (bottom swage):
The primary purpose for the edge grooves is finish swaging while using a top swage. The alternative to a swage block is a dozen or more bottom swages to fit the anvil. The block is more economical and it does not suffer from shanks that do not fit when an anvil is replaced.
The swage block should have well radiused edges on the shoulder side when dressing shapes.
|
|
|

Figure 8
Click for Detail |
Swaging Odd Sections :
The standard grooves on a block can be used to forge half rounds, 90° and 60° triangles and half hexes. Special blocks often have octagons (for rifle barrels), half ovals and rectangular grooves.
It is helpful for this purpose to have large radiused edges on the starting side of the block.
Starting with round stock of the same cross sectional area as the finished shape requires the least work when making odd sections.
|
|
|
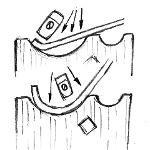
Figure 10
Click for Detail |
Bending Using External Radius:
Bar can be hammered hot or cold in the larger external radii of a block. This is very handy for quick cold work in stock up to 1/2" (13mm).
Blocks with large radii were used designed for wheelwrights to start bends in tires prior to going to a roll bender, dress welds and take kinks out of wheels. Any large curve can be dressed on these surfaces.
|
|
|
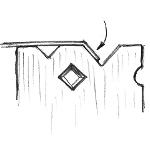
Figure 11
Click for Detail |
Edge bending sheet and thin plate:
This is a task often done in a special block. V's in larger swage blocks substitute for this purpose.
The plate or sheet can also be hammered down into the V while supported across the V as well as over the outside corners.
|
|
|
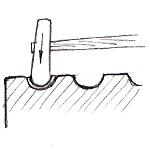
Figure 12
Click for Detail |
Forming Stock with Fuller:
U shapes from sheet metal beads up to wood workers gouges and round stock tongs can be made within the range of the block. A handled or hand held fuller or a piece of round stock the proper size is used to form the shape in the groove.
Small grooves can substitute for a sheet metal grooving or creasing stake.
|
|
|

Figure 15
Click for Detail |
Substitute Hardy Hole or Stake Plate:
Many square shanked blacksmiths, armourers and tinsmiths tools will fit the square holes of an industrial swage block. Tapered shanks should only be used in blocks with tapered holes specifically made for them.
Using dogs the industrial swage block can substitute for a small weld platten for bending and supporting work. A large industrial block could be called a poor man's weld platten.
|
|
-GURU
|
These are just a few of the techniques that can make use of a swage block. There are many other ways to use swage blocks if you let your imagination guide you.
Swage blocks are a largely under utilized tool in many shops that have them. Largely the reason is that most are not on stands or benches where they are convenient to use.
Mount those blocks and USE them!
|
|
Links:
|
|
|



Click for Detail
Demonstration by Jock Dempsey
Wednesday November 8, 2006
Swage blocks have been around for some 3200 years or more yet not every shop has one. Some of the uses of blocks were taken over by better designed anvils with hardy and pritchel hole and the swage attachements that fit the hardy hole.
The following operations cannot all be done on every swage block as not every block has all features.
For small artist blacksmith blocks with bowl and spoon depressions a heavy wooden bench similar to an anvil stand is suitable. Multiple levels can be used to good advantage to hold the block at the right height. Stands could make another demo.
Figure 1
Click for Detail
The block is used to support work for punching and drifting where the hardy hole or pritchel hole of the anvil is not suitable.
Hot punching is done in the usual manner starting on a flat surface.
These tasks are best done on a heavy stand with open bottom. It is helpful to have a sand box under the stand to catch loose drifts and punches preventing damage to them.
Figure 2
Click for Detail
Upsets, once started unsupported are more efficiently finished while supported in a suitable hole in a block or anvil. If a suitable sized hole is not available then a bolster plate can be used.
A set of bolster plates with a range of holes with the minimum clearance (about 1/32") for the sizes is a fine swage block accessory that can also be used with the anvil.
Figure 3
Click for Detail
Many fasteners have special shoulders, squares such as on carriage bolts, tapers for plow bolts and flat head screws, and cylindrical shoulders for various purposes. These are made with a smith-made tool, a bolster plate. Bolster plates are often made with a variety of shoulders for one sized shank.
Bolster plates made of tool steel can help control the size and shape of the shoulder when upsetting. Under heavy use the edges of swage blocks break down and a bloster can replace those edges.
Figure 4
Click for Detail
When upsetting a place in the middle of a bar it is often difficult to support the bar. A heavy swage block resting on an anvil, heavy bench, floor or on a stand can useful for this purpose. In this case the block is only helping hold the work and is something to push against to keep the bar straight as it tries to bend at the upset.
The block can be used in its stand, on a heavy bench or on the floor for this purpose.
Figure 5
Click for Detail
Where the shape of the shoulder is suitable to the shape of the block the upset can be done directly against the block once it has been started.
For large mid-bar upsets or formed upsets a bolster with a hemispherical or conical depression can give better control.
Figure 6
Click for Detail
The upsetting hole is a new feature suggested by Josh Greenwood in 1999 and used by John Newman on his artist blacksmith block.
The upsetting hole prevents the bar from moving around while striking the cool end and the taper of the hole helps produce a well centered upset.
Figure 9
Click for Detail
The holes are useful for supporting a bar while making a bend in round, square or rectangular bar.
A block securly attached to the bed or tailgate of a truck can be very useful in making field bends such as for adjusting a railing to fit.
A block resting on the ground can also be threaded onto a long bar and the leverage of the bar and the block together can be applied for the same purpose.
Figure 13
Click for Detail
Dishing can be performed over the holes in the block. The large holes that are almost useless for other purposes should have large smooth edge radii for dishing.
Modern smiths often make tools for doing this from sections of pipe welding them to a flange or a flange and shank to fit a hardy hole.
Figure 14
Click for Detail
One of the earliest uses of blocks was dishing of ladles and spoons. Larger depressions are useful for armours to make a helm. Most raising is started with a dishing operation but not too much as this thins the metal. Artist blacksmiths use these depressions for everything from the curvature of leaves to bodies of animals.
Large radii on the edges of the depression reduce maring or cutting of the work.
Figure 17
Click for Detail
Large and small blocks including artist blacksmith blocks and dapping blocks have various hemispherical depressions that can be used for a number of things. Support for rivet heading is a common task replacing a rivet set or used in conjunction with a rivet set. The same depression can be used to form or dress a forged rivet head.
Hemispherical depressions can also be used for dressing balls and spheres.
Figure 16
Click for Detail
When starting a chisel cut on the corner of a bar a swage block is very handy. The same applies for incising, stamping or splitting rounds that tend to roll away otherwise.
Hex grooves will also support rounds quite well for this purpose and tend to lock them in place if a proper fit.
Figure 7
Click for Detail
The primary purpose for the edge grooves is finish swaging while using a top swage. The alternative to a swage block is a dozen or more bottom swages to fit the anvil. The block is more economical and it does not suffer from shanks that do not fit when an anvil is replaced.
The swage block should have well radiused edges on the shoulder side when dressing shapes.
Figure 8
Click for Detail
The standard grooves on a block can be used to forge half rounds, 90° and 60° triangles and half hexes. Special blocks often have octagons (for rifle barrels), half ovals and rectangular grooves.
It is helpful for this purpose to have large radiused edges on the starting side of the block.
Starting with round stock of the same cross sectional area as the finished shape requires the least work when making odd sections.
Figure 10
Click for Detail
Bar can be hammered hot or cold in the larger external radii of a block. This is very handy for quick cold work in stock up to 1/2" (13mm).
Blocks with large radii were used designed for wheelwrights to start bends in tires prior to going to a roll bender, dress welds and take kinks out of wheels. Any large curve can be dressed on these surfaces.
Figure 11
Click for Detail
This is a task often done in a special block. V's in larger swage blocks substitute for this purpose.
The plate or sheet can also be hammered down into the V while supported across the V as well as over the outside corners.
Figure 12
Click for Detail
U shapes from sheet metal beads up to wood workers gouges and round stock tongs can be made within the range of the block. A handled or hand held fuller or a piece of round stock the proper size is used to form the shape in the groove.
Small grooves can substitute for a sheet metal grooving or creasing stake.
Figure 15
Click for Detail
Many square shanked blacksmiths, armourers and tinsmiths tools will fit the square holes of an industrial swage block. Tapered shanks should only be used in blocks with tapered holes specifically made for them.
Using dogs the industrial swage block can substitute for a small weld platten for bending and supporting work. A large industrial block could be called a poor man's weld platten.
Swage blocks are a largely under utilized tool in many shops that have them. Largely the reason is that most are not on stands or benches where they are convenient to use.
Mount those blocks and USE them!
iForge is an Andrew Hooper Production
HTML Copyright © 2006 Jock Dempsey, www.anvilfire.com
Webmaster email: webmaster at anvilfire.com