The Engine Lathe is a common manually operated metal turning lathe.
The simplest stripped down lathe does not have chucks.
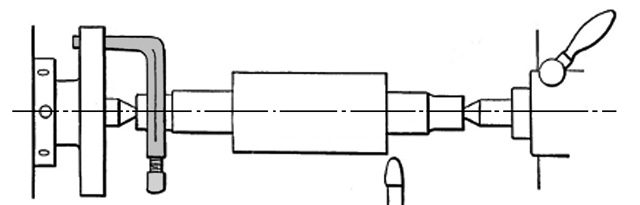
Work is supported on a "face plate" or in between centers (60° points) in a process known as "turning between centers".
Lathes come with a face plate or drive dog plate and centers as a minimum.
However, they do not come with the drive dogs to turn the work.
While Turning Between Centers is considered "old fashioned" by many it is the most basic AND most precise method of turning parts in a lathe.
The advantages include being able to take the work in and out of the lathe without losing precision.
Parts can be reversed to machine different ends OR test fitted and machined some more.
Old parts that have center holes can be remachined as accurately as originally manufactured.
Parts can be rough machined then heat treated and finish machined or precision ground on the original centers.
Parts with through bores can be fitted to an arbor and the part machined absolutely concentric to the arbor supported between centers.
Tapers can be machined between centers by offsetting the tail stock AND eccentrics can be machined on offset mandrels.
Types of drive dogs:
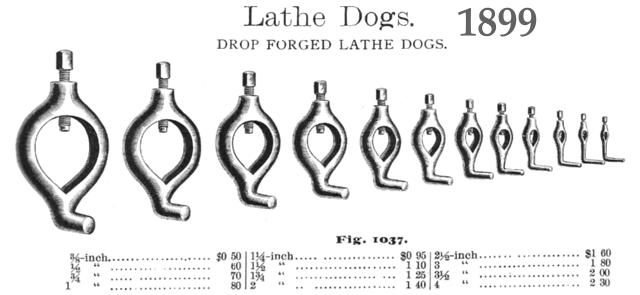
- Forged Straight or Bent Tail Dogs (hand of drop forged)
- Cast Straight or Bent Tail Dogs.
- Clamp-on Dogs
- Patent and non-standard dogs.
Straight Tail dogs require a U-clip bolted to the face plate.
Clamp on Dogs fit a wide range of sizes and are often the only turning dog in some kits.
Bent and Straight Tail Dogs come with single clamping screws and double clamping screws.
Double screws are most common on large size dogs.
Traditionally the machinist had to be able to forge his cutter bits.
So it would not be unexpected that they should hand forge drive dogs as needed or as a set.
When Armstrong invented the Lathe Tool Holder in 1895 that replaced the large hand forged cutters with a holder and a small HSS bit the machinist no longer needed to be a blacksmith.
Armstrong also supplied drive dogs so the machinist did not not need to make those as well.
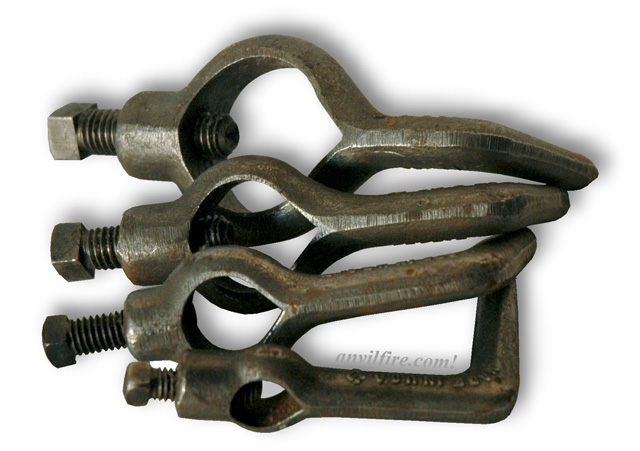
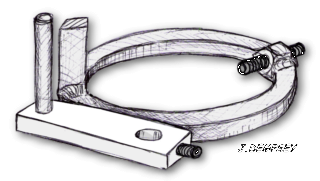 Shop made drive dogs are often fabricated from whatever is on hand.
The small 1/2" x 2.5" dog in front is one I saw in shop with a small 6" lathe.
It is made of aluminium so very light weight for its size, the steel drive pin apparently pressed in.
Shop made drive dogs are often fabricated from whatever is on hand.
The small 1/2" x 2.5" dog in front is one I saw in shop with a small 6" lathe.
It is made of aluminium so very light weight for its size, the steel drive pin apparently pressed in.
The 4" drive dog is made from 1/2" HR steel bar bent in a ring and a hex nut welded in the gap.
A short piece of rectangular bar welded in place for the drive dog. Its ugly but it worked.
But this is a blacksmithing page and WE are blacksmiths.
So we may want to forge our own OR fabricate them.
The original Bent Tail Dogs were hand forged and production versions followed roughly the same patterns.
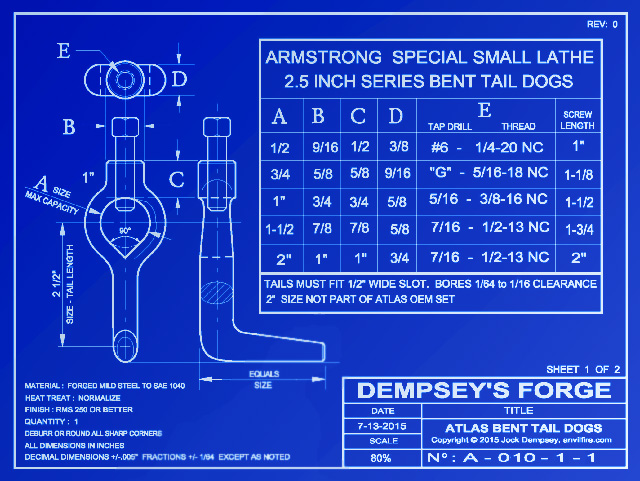
The drawings below are taken from light duty forged Armstong bent tail dogs that were supplied by Atlas for their 6" and 10" Benchtop lathes.
When you reverse engineer a product line such as these you learn a lot about the design criteria.
These are good things to know if you are going to manufacture a line of parts varying in size.
 1) Bent tail dogs are designed around a window that results in a series. This window is the length of the tail from center and the length of the bent tail, which in this case is the same.
1) Bent tail dogs are designed around a window that results in a series. This window is the length of the tail from center and the length of the bent tail, which in this case is the same.
2) Proportionality (overall weight relative to size) is necessary to prevent excessive vibration and to be strong enough for the expected torque.
3) The V portion would ideally be 120 degrees. But this reduces the locking power of the V.
90 degrees is the common standard.
The armstrong dogs above are made by drop forging, drilling and then broaching the corner rather than slitting and drifting.
NEXT - Forging lathe dogs.
References and Links
Compiled 2009, UPDATED July 2010, Sept. 2011, August 2017



The Engine Lathe is a common manually operated metal turning lathe.
The simplest stripped down lathe does not have chucks. Work is supported on a "face plate" or in between centers (60° points) in a process known as "turning between centers". Lathes come with a face plate or drive dog plate and centers as a minimum. However, they do not come with the drive dogs to turn the work.
Types of drive dogs:
- Forged Straight or Bent Tail Dogs (hand of drop forged)
- Cast Straight or Bent Tail Dogs.
- Clamp-on Dogs
- Patent and non-standard dogs.
Straight Tail dogs require a U-clip bolted to the face plate. Clamp on Dogs fit a wide range of sizes and are often the only turning dog in some kits. Bent and Straight Tail Dogs come with single clamping screws and double clamping screws. Double screws are most common on large size dogs.Traditionally the machinist had to be able to forge his cutter bits. So it would not be unexpected that they should hand forge drive dogs as needed or as a set. When Armstrong invented the Lathe Tool Holder in 1895 that replaced the large hand forged cutters with a holder and a small HSS bit the machinist no longer needed to be a blacksmith. Armstrong also supplied drive dogs so the machinist did not not need to make those as well.
The 4" drive dog is made from 1/2" HR steel bar bent in a ring and a hex nut welded in the gap. A short piece of rectangular bar welded in place for the drive dog. Its ugly but it worked.
But this is a blacksmithing page and WE are blacksmiths. So we may want to forge our own OR fabricate them. The original Bent Tail Dogs were hand forged and production versions followed roughly the same patterns. The drawings below are taken from light duty forged Armstong bent tail dogs that were supplied by Atlas for their 6" and 10" Benchtop lathes.
When you reverse engineer a product line such as these you learn a lot about the design criteria. These are good things to know if you are going to manufacture a line of parts varying in size.
2) Proportionality (overall weight relative to size) is necessary to prevent excessive vibration and to be strong enough for the expected torque.
3) The V portion would ideally be 120 degrees. But this reduces the locking power of the V. 90 degrees is the common standard.
The armstrong dogs above are made by drop forging, drilling and then broaching the corner rather than slitting and drifting.
NEXT - Forging lathe dogs.
References and Links
Compiled 2009, UPDATED July 2010, Sept. 2011, August 2017