Gunsmith's Rifling Machine
Designed by Maj. J.G. Smithley 1944
Since large commercial rifling machines had been in production for many years one can only guess at the purpose of this machine.
Perhaps it was a prototype for the small gun shop OR for an armoury doing custom work.
It appears perfect for the small gunsmith shop making one-off specialty weapons or doing ballistics research.
While cut rifling is still done, high production barrel rifling is either done by swaging (hot or cold forming the metal).
One method is drawing a hard "button" through the barrel to form the grooves, the other is to rotary forge the barrel around a grooved mandrel which is then extracted.

The machine is driven from the far end or "tailstock" end if compared to a lathe.
A powered lead screw moves the carriage which in turn rotates the spiral guide which turns the spindle that holds the barrel through change gears.
Indexing the grooves is via the holes in the rifling head. The rate of twist is determined by change gears.

The spiral guide on this machine causes the barel to rotate but change gears determine the rate of twist.

Collets were used to hold both riflers and barrels.
The gun barrel passes through the hollow spindle. T
his machine could rifle a gun barrel as long as the travel of the carriage (perhaps 40").

Here you can clearly see the use of structurals and precision cold drawn bar to build the bed and carriage.
The rifling head appears to have indexing holes to cut from 8 to 3 grooves.
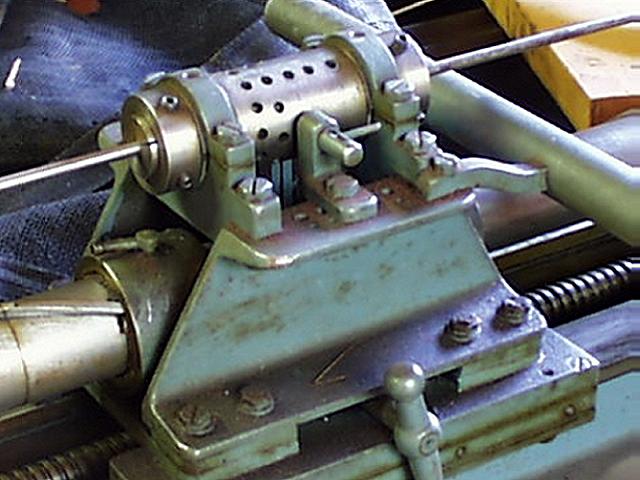
Closeup of indexing head showing unusual sloted hex-head screws. Note the use of car channel and the nicely hand rounded corners.
This is the type of craftsmanship you would expect from a Gunsmith.

The rate of twist is controlled by this lathe type change gear mechanism.
Adjustments nearly as fine as the sine-bar type machine could be made but with the numerical certainty of spur gears.

The drive pulley and this classy pillow block along with the change gears are the only standard machine components used.
The collets may be standard but is unknown.
Designed by Maj. J.G. Smithley 1944

This machine was owned by our good friend Patrick McGhee (1953 - 2011) of Petersburg, VA who passed away in February.
I do not know the disposition of this machine.
Machine photos taken September 1998.
References and Links


Gunsmith's Rifling Machine
Designed by Maj. J.G. Smithley 1944
Since large commercial rifling machines had been in production for many years one can only guess at the purpose of this machine. Perhaps it was a prototype for the small gun shop OR for an armoury doing custom work. It appears perfect for the small gunsmith shop making one-off specialty weapons or doing ballistics research.While cut rifling is still done, high production barrel rifling is either done by swaging (hot or cold forming the metal). One method is drawing a hard "button" through the barrel to form the grooves, the other is to rotary forge the barrel around a grooved mandrel which is then extracted.
The machine is driven from the far end or "tailstock" end if compared to a lathe. A powered lead screw moves the carriage which in turn rotates the spiral guide which turns the spindle that holds the barrel through change gears. Indexing the grooves is via the holes in the rifling head. The rate of twist is determined by change gears.
The spiral guide on this machine causes the barel to rotate but change gears determine the rate of twist.
Collets were used to hold both riflers and barrels. The gun barrel passes through the hollow spindle. T his machine could rifle a gun barrel as long as the travel of the carriage (perhaps 40").
Here you can clearly see the use of structurals and precision cold drawn bar to build the bed and carriage.
The rifling head appears to have indexing holes to cut from 8 to 3 grooves.
Closeup of indexing head showing unusual sloted hex-head screws. Note the use of car channel and the nicely hand rounded corners. This is the type of craftsmanship you would expect from a Gunsmith.
The rate of twist is controlled by this lathe type change gear mechanism. Adjustments nearly as fine as the sine-bar type machine could be made but with the numerical certainty of spur gears.
The drive pulley and this classy pillow block along with the change gears are the only standard machine components used. The collets may be standard but is unknown.
This machine was owned by our good friend Patrick McGhee (1953 - 2011) of Petersburg, VA who passed away in February. I do not know the disposition of this machine.
Machine photos taken September 1998.
References and Links