| |

Railroad Spike Hatchet
Demonstration by Bill Epps.
August 4, 1999
|
Bill-Epps :
20:34:58 |
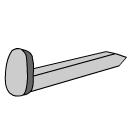
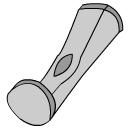
Tonight we are going to make a throwing hatchet from a
railroad spike. |
Bill-Epps :
20:35:57 |
|
|
|
Bill-Epps :
20:36:05 |
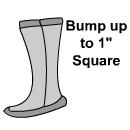
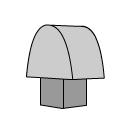
The first thing we do is bump it up on the point end. |
|
Bill-Epps :
20:37:52 |
A Railroad spike starts out about 6" long and about
5/8" square. We are going to bump it up till it is about 1" square and 3 inches
long. |
|
Bill-Epps :
20:39:15 |
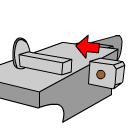
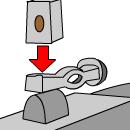
With the splitting punch I will split the hole or eye for the
handle. |

|
Bill-Epps :
20:40:26 |
This picture is the splitting punch. A very important tool. I
go half way from one side then half way from the other side. I make my slot about an
1" to 1 1/4" long. |
|
Bill-Epps :
20:42:40 |
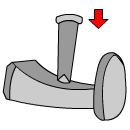
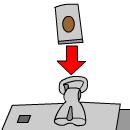
After we make the slot, stand it up on the head and hit on the
end to start the slot to open up. The material that the punch is made out of (I have 2 one
is S7 and the other is D2), but 52100 should work well also. |
|
Bill-Epps :
20:43:52 |
|

|
Bill-Epps :
20:45:41 |
I start working the slot or eye on the horn just to even
things out and get the hole back in the center before I start my drift. I haven't
mentioned heats, I assume you guys can figure this out., but you work this metal very hot,
but careful not to burn it up. |
Bill-Epps :
20:45:59 |

|

|
Bill-Epps :
20:48:29 |
Now I start my drift, but I don't drift the hole all the way
out just yet., I just want to drive the drift about 1/2 to 3/4 the way through. I don't
want to finish the hole to size yet because when you start spreading the blade you will
distort the hole anyway, so leave it a little small so you can straighten it back up. |
Bill-Epps :
20:50:02 |
I made the first drift that I use then I found out that a very
good one can be bought from Kane and Son , Centaur Forge or Valley Forge and making a
tomahawk drift is too damn much trouble when the can be bought very cheaply. |
Bill-Epps :
20:50:20 |
|
|
|
Bill-Epps :
20:53:13 |
The bottom fuller is used to fuller the spike in the center. I
fuller it in the center on one side and the quarters on the other side. The fuller I use
had a 1/4" radius on it (1/2" diameter). Fullering helps it to spread to get the
width on a blade. The cutting edge length should come out about 4" |
Bill-Epps :
20:53:37 |

|
|
Bill-Epps :
20:54:49 |
Now we start spreading and thinning down the blade after
fullering |
Bill-Epps :
20:55:05 |

|
|
Bill-Epps :
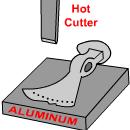
20:56:57 |
I use a cross pien to get more spread to it and to thin the
blade. I use a cutting plate (mine happens to be aluminum) to trim off the jagged edge and
make it easier to hot rasp. |
Bill-Epps :
20:57:35 |

|

|
Bill-Epps :
20:59:25 |
Now I use a hot rasp with steel good and hot. Start with an
old farrier rasp then I go to a mill file to shape the edge. |
Bill-Epps :
20:59:49 |
 |
flatthumb :
21:03:45 |
Bill, way cool hatchet - have you used them for camping? |
toby :
21:04:07 |
Bill how far is the hole from the head, and how thin do you
make the blade |
Bill-Epps :
21:04:09 |
After we get the hatchet shaped and the cutting edge filed, I
harden the cutting edge (Only). I heat the whole piece until it is non magnetic and put
the edge about 1/2" deep in to the quench tub. I never see any reason for hardening
anything other than the working part. When it turns black and stops sizzling, I take it
out and it let finish cooling on its own. This will draw the edge down to where I have a
good tough edge, but still hard enough to stay sharp. |
Bill-Epps :
21:04:27 |

|
grant :
21:05:43 |
you do your finish drift from just one side for taper? |
allen :
21:05:46 |
When do you size the hole to the proper size ? |
Bill-Epps :
21:06:16 |
Back up a couple of steps, After I hot rasp and file the edge,
I finish drifting the hole to size., then you harden the edge. After it is cool drive a
store bought tomahawk handle into the hole. We buy our handles from Buckskinner supply
houses or Centar |
Bill-Epps :
21:07:21 |
You drive the drift from the "Front" side so you end
up with a tapered hole to fit the handle which is tapered. |
Bill-Epps :
21:07:32 |
|
grant :
21:09:20 |
wedged in or just tight in the taper? |
Bill-Epps :
21:09:30 |
The handle should be driven in tight and you have a pretty
good chunking axe and the head of the RR Spike makes a pretty good hammer head for driving
tent stakes. Stand back 5 paces, chuck it like a rock and it will stick every time you hit
the target! |
abear :
21:09:49 |
Bill, when first centering the eye up on the horn, I assume
you were working the edges and not driving the opening onto the horn?? |
Bill-Epps :
21:10:17 |
The spikes I use have an "HC" on the head which
stands for "High Carbon" Steel |
Bill-Epps :
21:11:11 |
Very seldom do I get it exactly in center, so I have to thin
one side to get the slit back in center. |
Bill-Epps :
21:11:34 |
Questions anyone? |
toby :
21:12:39 |
how far from head do you start the hole , and how thin is the
edge |
tom :
21:12:58 |
you get that eye big enough for standard hawk handle? never
figured you could ! |
abear :
21:13:07 |
Do we know how early they stopped making wrought iron spikes?? |
Youngsmith :
21:14:07 |
the spike seems kind of light, does that effect the
performance? |
paul :
21:15:14 |
If you want to use the head as a hammer, would you not have to
harden that end as well? |
grant :
21:15:32 |
youngsmith, they look great because everyone can see it was
made from a spike |
Bill-Epps :
21:15:41 |
About an inch and 1/2 down from the top to the center of the
slot and the slot will be about 1" to 1 1/4" long. You get a lot of length when
you start thinning and stretching the blade. Do not know about the wrought iron spikes.
Have seen very few. |
Bill-Epps :
21:16:33 |
Youngsmith, they are a lot lighter than folded and wrapped
hawk, but they are easier to throw and get greater penetration because of the thinner
blade. |
bbb :
21:18:42 |
How much do you get for them, Bill? |
Bill-Epps :
21:19:15 |
Flatthumb said it right, they look like a railroad spike and
people marvel that it can be turned into this piece. I do sell lots of hawks, all that I
have made so far. I get $45 far |



Railroad Spike Hatchet
Demonstration by Bill Epps.
August 4, 1999
Bill-Epps :
20:34:58Bill-Epps :
20:35:57Bill-Epps :
20:36:05Bill-Epps :
20:37:52Bill-Epps :
20:39:15Bill-Epps :
20:40:26Bill-Epps :
20:42:40Bill-Epps :
20:43:52Bill-Epps :
20:45:41Bill-Epps :
20:45:59Bill-Epps :
20:48:29Bill-Epps :
20:50:02Bill-Epps :
20:50:20Bill-Epps :
20:53:13Bill-Epps :
20:53:37Bill-Epps :
20:54:49Bill-Epps :
20:55:05Bill-Epps :
20:56:57Bill-Epps :
20:57:35Bill-Epps :
20:59:25Bill-Epps :
20:59:49flatthumb :
21:03:45toby :
21:04:07Bill-Epps :
21:04:09Bill-Epps :
21:04:27grant :
21:05:43allen :
21:05:46Bill-Epps :
21:06:16Bill-Epps :
21:07:21Bill-Epps :
21:07:32grant :
21:09:20Bill-Epps :
21:09:30abear :
21:09:49Bill-Epps :
21:10:17Bill-Epps :
21:11:11Bill-Epps :
21:11:34toby :
21:12:39tom :
21:12:58abear :
21:13:07Youngsmith :
21:14:07paul :
21:15:14grant :
21:15:32Bill-Epps :
21:15:41Bill-Epps :
21:16:33bbb :
21:18:42Bill-Epps :
21:19:15Sample from Raymond Richard
Click for detail - Added November 7, 2002
Links:
iForge is an Andrew Hooper Production
Copyright © 1999 Bill Epps
HTML Copyright © 1999 - 2012 Jock Dempsey, www.anvilfire.com
Webmaster email: webmaster at anvilfire . com