|
Hugh McDonald
Steel Rolling Mill Plans Examples and Additions to the Review
Building your own and about rolling steel
|
|
Review Part II - by Jock Dempsey Part I - Review
CD-ROM review and example
DO NOT under estimate the thought and engineering that went into this machine. I have spent a lot of time discussing this machine with Hugh McDonald and Jim Steele via e-mail and post and a lot of thought and R&D has gone into making this a successful machine. As an experienced machine designer and builder I want to build my own and do it my way and I will. . . eventually. However, after a LOT of study and redesign there are few changes I would make in this machine. I DO have some improvements, but details about those will have to wait until I build it and try them out. |
|
- Jim Steele, WA, Australia | |

|
|
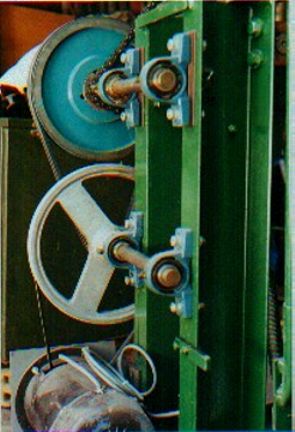
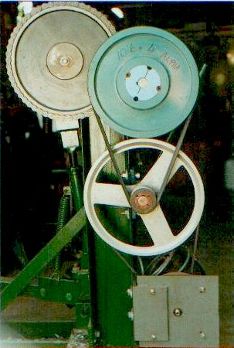
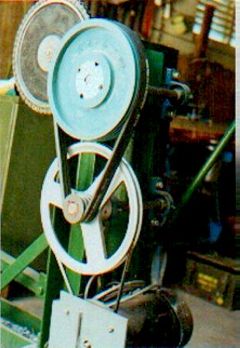
| Photos of the machine built for Jim Steele. Note the handwheel adjustment and roller details. These are carefully covered in the plans with excellent detailed drawings. | |
|
|
|
The drive train on these machines reduce the final output speed to 20 - 25 RPM which feeds the steel at about 14 feet per minute.
This large amount of reduction produces a HUGE amount of torque (force at shaft).
The drive train starts with a single belt drive, goes to a double belt drive and then finishes with a chain drive.
Each of these changes is needed to transmit the ever increasing torque as the speed slows down.
At 25 RPM with a 1 HP motor the final torque is ~2250 inch pounds. This means with a 2.125" diameter roller the mill has 2000 pounds of "push" on the steel (limited by friction). There is a lot of room for changes and adaptations of available (scrap?) parts in the drive train. However, you need to understand drive ratios and be able to do the simple calculations required. Hugh makes recommendations in the plans and explains many of these details (but you still have to do the math if you deviate from the plans). Jim Steele says that the the primary belt needs to be correctly sized so that if the machine is stalled (and you WILL stall it often when learning to use it) the belt will slip preventing damage to machine and motor. The horsepower needed is proportionate to the diameter of the rollers used. What this ratio is, or if it is a direct proportion, we have not determined. However, Hugh says his prototype machine only had a 1/2 HP motor and his plans recommend a 3/4 HP motor. The machine Kayne and Son builds has a 1HP motor and I suspect that other commercial machines will follow suit. | |

|
X. THE MECHANICAL TREATMENT OF STEEL Steel is either cast to the desired shape or else it is mechanically treated to give it shape. Though many articles can be cast, some can only be obtained by working, as is true, for example, in making sheet steel. Furthermore, most steels are mechanically treated because the work performed on them imparts desirable properties. Hot Work. -- The temperature at which steel is mechanically treater has profound effect upon its properties. Hot work is mechanical work performed above the critical range of the steel. This means that the finishing temperature of working should not be lower than the critical temperature. |
|
Such treatment results in the refinement of the grain, that is a reduction in the size of the steel crystals.
The finer the crystal size, the tougher and more ductile the steel.
For the purpose of explanation, let us assume a a definite crystal size corresponds to a definite temperature when steel is allowed to cool normally from that temperature.
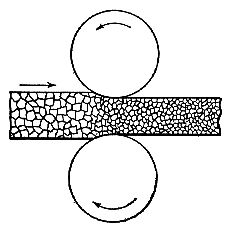
In working an ingot into, let us say, a square bar, the hot steel is passed through a number of pairs of rolls, each of which reduces its size.
This is diagrammatically shown in Fig. 80 (the illustration at the top of this article). Each pair of rolls subjects the metal to considerable pressure, thereby breaking up a large crystal structure into a smaller one.
between the successive rolls, however, the sensible heat in the steel causes an increase in crystal size, and so on up to the time the metal enters the last pair of rolls.
Should the bar bar be finished much above the critical range, the crystal size would be much larger than if the finishing temperature were just above this range.
This is diagrammatically illustrated in Fig. 81 (above left). It is evident that the hot working of steel requires a nicety of performance in order that the best results may be obtained.
Elements of Ferrous Metallurgy, Second Edition, Rosenholtz and Oesterle, 1938, John Wiley and Sons, NY, pp.141,142. NOTE: Recent research has determined that ductility is related to the lubricity of the material in the crystal boundaries. The finer the crystals the better the "lubrication". Blacksmiths try to achieve these same results "packing" the edge of a blade by forging it at a low heat. However, getting consistent results is very difficult and highly unpredictable. A small rolling mill is ideal for this. | |

Forged work by Hugh McDonald, photo by Hugh McDonald Besides being one heck of an inventor Hugh is also a productive blacksmith. He says, "I figured an Australian Blacksmith should be able to make a Kangaroo head, so I worked on it till I got it fairly right." "The heads are made entirely on the front and back edges of the anvil from 25 x 6mm flat bar (~1/4 x 1" bar)."The blades on the letter openers are drawn out on the rolling mill. Hugh says, "Its the only way". Hugh originally wanted to draw out the reins on tongs using his rolled mill and he has. But now he makes them (a lot of them) another way. But THAT is the subject for another story. . . |
|
Hugh McDonald 150 Williams Rd. Gooseberry Hill 6076 Western Australia
| ||
|
