This file cutter's anvil has a soft lead insert to support V shaped and tapered point files.
Flat files are cut on the flat of the anvil with a sheet of lead or zinc to protect the previously cut teeth on the opposite side.
The file cutter's hammer has an angled handle that is often curved.
The face is also angled to the long axis so that the face and handle are 45° or less angle to each other.
The motion of the hammer is more of a pulling down movement than striking.
File cutter's hammers range in weight from small sledges of 5 or 6 pounds (2.3 - 2.7 kg) down to "light" hammers of 3 pounds (1.4 kg).
Hand File Cutting was practiced well into the 20th Century and is still done in some places to make specialty files that cannot be made by machine.
Files have been made since the beggining of the iron age and possibly earlier making this an ancient technology.
The terms used for files and file cuts such as bastard cut, second cut and file shapes date back hundreds if not thousands of years.
While it seems that it would be an incredibly slow process, an experianced file cutter could cut the teeth on 4 or 5 (possibly more) files in an hour.
At one time the steel in files was more valuable than the labor of the file cutter.
Many files were made in heavy patterns that when worn out were sent back to the factory, annealed, ground and re-cut.
Files were also recycled by blacksmiths who welded them into larger pieces to make tools as well as for steeling edged tools.
The unique arrangement of these tools with the hammer floating above is from the Maison de l'Outil display.
Photos by Stefaan Meeus, Digital processing and Drawings by Jock Dempsey
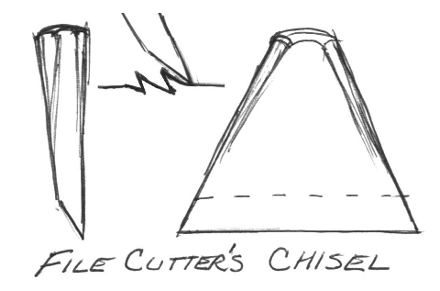
A File Cutters' chisel is very short, just big enough to grip between thumb and forefinger.
About 2 to 2.5" (48 to 64 mm) long is typical. The width varies as needed from 1" to 2" (24 - 50 mm).
The angle of the edge is critical controlling both the shape of the tooth and distance between teeth.





This file cutter's anvil has a soft lead insert to support V shaped and tapered point files. Flat files are cut on the flat of the anvil with a sheet of lead or zinc to protect the previously cut teeth on the opposite side.

The file cutter's hammer has an angled handle that is often curved. The face is also angled to the long axis so that the face and handle are 45° or less angle to each other. The motion of the hammer is more of a pulling down movement than striking. File cutter's hammers range in weight from small sledges of 5 or 6 pounds (2.3 - 2.7 kg) down to "light" hammers of 3 pounds (1.4 kg).
Hand File Cutting was practiced well into the 20th Century and is still done in some places to make specialty files that cannot be made by machine. Files have been made since the beggining of the iron age and possibly earlier making this an ancient technology. The terms used for files and file cuts such as bastard cut, second cut and file shapes date back hundreds if not thousands of years. While it seems that it would be an incredibly slow process, an experianced file cutter could cut the teeth on 4 or 5 (possibly more) files in an hour.
At one time the steel in files was more valuable than the labor of the file cutter. Many files were made in heavy patterns that when worn out were sent back to the factory, annealed, ground and re-cut. Files were also recycled by blacksmiths who welded them into larger pieces to make tools as well as for steeling edged tools.
The unique arrangement of these tools with the hammer floating above is from the Maison de l'Outil display.
Photos by Stefaan Meeus, Digital processing and Drawings by Jock Dempsey
A File Cutters' chisel is very short, just big enough to grip between thumb and forefinger. About 2 to 2.5" (48 to 64 mm) long is typical. The width varies as needed from 1" to 2" (24 - 50 mm). The angle of the edge is critical controlling both the shape of the tooth and distance between teeth.