Talking of swords, my old man said my grandfather made a knife from a old holden kingswood suspension spring, i own my grandfather's anvil, tools, and even his leather suspenders and jacket, so i thought it would be a waste if i didnt use them, was wondering if i was to recreat his knife what colour should i temp it to? or better still how do i find out its ratings, is there a test you can do, or should i read more of my father's engeneering books and find out the hard way??
|
|
AdamEverAlert
- Thursday, 10/08/09 04:54:25 EDT
|
damn... lol i read from the wrong end anyways, another thing, why are swords made in sections? could'nt you just make the hilt, and pommel, into the one piece or would it become dodgey with the heating/tempering process? perhaps the shock would break the tiny bones in your hand when you struck something solid? i dont know?!?
|
|
AdamEverAlert
- Thursday, 10/08/09 05:05:04 EDT
|
Adam, The first question depends somewhat on the type of steel you use and the type of blade. Tempering should be to make the part as soft as practical. Too hard and the blade is brittle and could break. Too soft and it will not hold an edge and possibly bend. The thinner the blade the harder the temper can be because it will still be flexible.
I would recommend somewhere between a purple and full blue. See our Temper Color Chart with Hardness and Junk Yard Steel FAQ Also note that most hand made things are not uniformly hardened and tempered.
Some blades are made with the guard integral to the whole but very few modern blades are. Bronze age swords were often cast in one piece and some kris are made with integral guards. The reason most blades are made of multiple pieces is practicality and art. Many years ago someone figured out that the guard, grip and pommel could be slipped on and the the end of the tang upset to hold the whole together. This is a pretty simple assembly. It also covers the ends of a leather covered or wire wrap grip so there are no loose ends. The Japanese on the other hand use a pin to hold on the parts so that they can be easily changed from "working" to "dress" furniture. Their round guards (tsuba) would not be practical to be forged from the blade.
Artistically multi-piece blades allow for the use of mixed metals. Guards and pommels can be made of brass, silver or gold. . . modern metals include aluminium, stainless and titanium.
Yes, study is important. Use what you have available and look at our Sword Making Resources List. Note that there are reviews of most of the books including where to obtain them. If you study all the books on this list you will have a good start.
|
|
- guru
- Thursday, 10/08/09 08:25:38 EDT
|
Anvil ID:
Jock and Ken Scharabok;
E-mail with photos of Dad's latest find, 325lb London-style Wrought-Body anvil!
for possible ID.
There are virtually no markins visible at this point in the anvil's life. It's a very usable tool, however.
|
|
- Dave Leppo
- Thursday, 10/08/09 08:46:58 EDT
|

Dave's Dad's anvil. It was either made by one of the lesser known makers OR a second OR its a repair job by one of the major makers that did repairs. The reason I am inclined to say its a repair is the high step and rough horn.
In any case its a good old anvil. So who cares who made it.
|
|
- guru
- Thursday, 10/08/09 10:04:10 EDT
|
Bad Pictures, does the bottom of the heel show visible hammer blows from a powerhammer---it looks like it to me. If so it may be an Arm and Hammer made in Columbus OH as it was common in their anvils not to dress the underneath of the heel.
Good brans if so---can you show us what the bottom of the anvil looks like---the depression in it is distinctive for several anvil makers.
Thomas
|
|
Thomas P
- Thursday, 10/08/09 10:54:43 EDT
|
Adam; the answer is that doing a self hilted blade usually makes it way too heavy. Wood for a grip is a lot lighter and you don't need to use very expensive sword steels for parts that don't need high carbon steel.(even as late as the American Civil War high carbon steel cost as much a 5 times the cost of wrought iron!). (especially when you consider that to make a good grip you need a substantial amount of volume!)
Remember that heavy swords are slow swords and slowness gets you killed in battle!
Also guards get damaged in battle making them easier to replace without having to mess with the heat treat of the blade is a good thing.
How many more factors would you like?
Thomas
|
|
Thomas P
- Thursday, 10/08/09 11:01:27 EDT
|
Dave's anvil - The handling hole in the front foot is a Peter Wright feature, but from the pictures I can't tell if it has the flats on the edges of the feet, typical of the later Peter Wrights.
|
|
- Bernard Tappel
- Thursday, 10/08/09 11:30:13 EDT
|
The bottom is flat with a large square handling hole. Underside of heel shows machine forging marks but is fairly smooth. Weld seams throughout the body indicate piecing together from scrap. Corrosion on one side shows it is definitely wrought iron with steel face.

|
|
- guru
- Thursday, 10/08/09 11:36:10 EDT
|
Thomas P, or anyone else with a learned opinion, I was watching the movie "300" again last night.
What do you think about the actuale utillity of the "Sparten" short sword? It is an intreiging design and rather eye catching but, I wonder about the balance and the endurance of a blade form like that.
I think an actuale working blade would be quite unweildy and very hard on the user. Sure would be a neat project to try though...
|
|
- merl
- Thursday, 10/08/09 12:05:22 EDT
|
Nope, its not a PW, no flats. PW's, besides had very graceful lines.
Note that the group image is linked to a high res version.
The detail above also shows where the table has been dressed down. Normally the step is created by the addition of the face.
|
|
- guru
- Thursday, 10/08/09 12:21:43 EDT
|
Merl,
I also looked at the Spartan swords very carefully and to me they looked like long bowie knives. I looked online to see if there were real Spartan swords found by archeologists. I saw the documentary about the 300 Spartans and the movie was mostly true except for some hollywood fill ins to spice it up. 300 Spartans did kill over 20,000 Persian soldiers in a two day battle !! It seems impossible, but the Spartans were trained to be warriors from the age of 7 years old. They were trained to fight as a unit and had bronze shields while the Persians were made of wicker.
|
|
Mike T.
- Thursday, 10/08/09 14:09:07 EDT
|
Mike T,
I hate to refer to a movie for any kind of accurate depiction of an actual event but, it's true that the movie was based on a comic book depiction of the actual battle and, has more than just a grain of truth to it.
Accoring to the companion dvd, the styleized fighting in the battle scenes was created from a combination of martial arts, and filming requirements.
I'm sure the weapons were also created to meet the needs of the film but, I can't help wondering how that particular blade would perform.
I don't have any expeirience with any kind of sword but, I do have more than a little practical expeirience with a standard US issue machete so, I look at the blade from "300" and it steems that other than being much heavier than a US machete and a bit longer, it seems like it would work much the same way...?
I have a pretty good grip and strong wrists and arms but, the "300" sword looks like a wrist breaker to me.
|
|
- merl
- Thursday, 10/08/09 18:51:54 EDT
|
Howdy Guru
The anvil looks like an American Wrought Brooklyn NY. I know some early ones had the 4th handling hole and the shape this on has to the foot corners. They had a face plate also, but this could be a repair as you mention. I have seen Americans' with a large step to the table. All of this is just a guess. What do you think?
|
|
- Time Keeper
- Thursday, 10/08/09 19:02:55 EDT
|
Mystery anvil:
Guru, doesn't the horn on that anvil look like it is way too small, like it was put on to replace one that had been broken off and lost?
The horn on my H-B is nearly as long as the top face and as wide as the body.
As you point out, this one was made from a build up of wrought iron scrap so maybe this was all the maker had left for the horn or maybe it was planned out this way.
|
|
- merl
- Thursday, 10/08/09 19:04:27 EDT
|
The battered horn and corners of the feet are why it had the look of a repair job. There is a jog under the horn that looks like it was a support point while being re-forged. You do not see this factory standard anvils.
On the other hand. A friend of mine has a collection of "Colonial" anvils and most are the most butt ugly things you have ever seen. Richard Postman has identified over 250 manufacturers of anvils in England for his new book. The fact that there were so many and that not ALL made really pretty anvils leaves the one above open to be a lesser known manufacturer from England.
As hand made products requiring a teem of workers to produce it would take a lot practice, IE high production levels, to get really good at making an anvil with clean lines. Anyone that saw the face welding operation at Quadstate would agree that it is not an easy task.
My theory is that the big makers in England trained workers that could do a great job of making anvils and many of them left to work for others OR to setup their own shop. But without the volume of work from the huge export market served by a very few they could not keep the level of skilled workers the big makers had. So quality suffered. This is REALLY tough forging, to work with a teem, by hand, to produce a product with a difficult shape and well known lines. Keeping smooth lines and a specific style is the hard part.
|
|
- guru
- Thursday, 10/08/09 20:21:12 EDT
|
I wonder what material shape and size they started with to forge anvils and also what kind of tooling they used. Would they have used large fullers fixed to the hammer, manually manipulated tooling, or use specialized dies. Does anyone know of any old books dealing with tooling and techniques for large scale industrial power hammer work? I have Practical Blacksmithing by Richards which deals with it some.
|
|
- T Murch
- Thursday, 10/08/09 21:22:40 EDT
|
On the anvil subject, I agree with the alpha guru. Compared to a cleanly made anvil like a PW, this one looks like it was cob-jobbed. Has anyone noted that it lists to starboard?
|
|
Frank Turley
- Thursday, 10/08/09 21:29:59 EDT
|
THE power hammer book is "Blacksmith Manual Illustrated" by JW Lillico. Not a lot of text and much of the work is far out of the scale most here are working at but it is a wonderful book. It is a reprint of an older book so it does not go into the detail like modern books but it coners a wide scope of work. It was available as a free download on the countryside website along with the cosira books but I am not sure if it still is.
|
|
- JNewman
- Thursday, 10/08/09 22:04:52 EDT
|
Guru,
I'm back with yet another novice question. I tried to find the answer to this in the owner's manual for my MIG but it seems that Lincoln prints their manuals for multiple machines and they leave out important information on the specific machine I happen to own. I need to buy a new welding hood to replace the little hand shield included with the welder. I'm considering a Lincoln Electric Auto-Darkening Welding Helmet. Its lens darkens to shade 10 in .0025 seconds when you strike an arc. Is shade ten enough to protect my eyes? I'm using a basic handyman's MIG that runs on 110 current using 75/25 gas mix. Sometimes I also use flux core but not often. There is only a wire speed adjustment and a high or low setting. Nothing fancy or even slightly advanced about this machine but it is a good little workhorse with an 80% duty cycle. Would this mask be a good choice for regular almost daily use?
Thanks
Bill
|
|
Bill
- Thursday, 10/08/09 22:13:29 EDT
|
Bill,
For the type of use you're planning, that helmet would be fine, if a bit overkill. There are less expensive auto-darkening helmets on the market that are probably plenty sufficient for your use. You probably won't need shade 10 - shade 9, or possibly even shade 8, should be sufficient for the relatively low output of that machine.
That said, I personally use a Jackson Nex-Gen auto-darkening helmet and like it just fine, except that the new Jackson headgear is nowhere near as good as the older ones. In fact, I swapped out the headgear from my old Jackson fixed-lens helmet into the Nex-Gen, as I am unable to get over the habit of flipping the helmet up and down with my head.
Whatever helmet you get, get it from a reputable dealer who will take it back if you can't stand it after a few days. Some people simply can't get comfortable with the auto-darkening helmets.
|
|
vicopper
- Thursday, 10/08/09 22:37:53 EDT
|
Interesting stuff thanks thomas and of course the guru!, i'm about to make a old school forge, clay basin with a air source in the bottom, i just was wondering, will plane coal do? or do i have to turn it into coke first? seeing as i live right next to a coal port (well 2 actually) it's pretty easy for me to get my hands on alot of the stuff for well.... free :) if u know where to go!, and seeing as most of the coal goes to japan. its mostly really fine and clean, the japaneese have land issues so they buy the high grade, low waste stuff for storage purposes, sumthin like a wheelbarro full will produce a coffee cup full of waste when burnt, Oh and if i do have to make coke out of rougher/cruder coal, is there links on this site that can point me to a design for a coke oven?
|
|
AdamEverAlert
- Thursday, 10/08/09 22:58:29 EDT
|
Helmet Shades: A shade 10 is the norm for light to medium welding. A shade 12 often comes with medium duty welders but is a little darker than needed. The 12 is for the max output of the welder with the heaviest recommended rod. Heavy duty welders require a 14 but you can use a 12 or 10 when using them for lighter work.
The rule on shades is to start heavy and then test lighter shades. Use the darkest one that gives suitable visibility. You want to be able to see into the weld but not have distractions form the brightness.
The advantage to a #10 shade is that in bright sunlight or better than average artificial light you can see fairly well through the lens without an arc. Use good light and you don't need to flip the helmet up and down OR use an auto darkening helmet.
|
|
- guru
- Thursday, 10/08/09 23:10:26 EDT
|
Hi Frank
I saw you in the new Anvil's Ring in your blacksmith school shop. You had your back turned...grin.
Frank, I lists to the left. Since the anvil lists to the right we would balance each other out. If it is up for donation I would give a rebuilt rough anvil a good home...LOL.
I think it is a nice anvil even though a little tough looking. I would call it a Hillbilly Wright and just use it. :)
|
|
- Time Keeper
- Thursday, 10/08/09 23:34:33 EDT
|
Welding Shade:
When I used to work as a production welder I found that a ten shade was useless for what I was doing.
The larger the wire and the higher the amperage the bigger the arc will be.
I used to average 500 amps and would run certain aluminum and 7/64 fluxcore jobs at 800 amps.
I ran parts on a large rotary table so some of the beads were quite long.
I wore protective clothing that was just short of something you would see on the pouring floor in a foundry and stood behind a 1/4" steel plate that came up above my waist for protection from the heat and UV.
I had a 13 shade in my helmet and wore a pair of "glacier glasses" with the side sheilds and 2 shade lenzes.
I also learned to hold the gas cup of the mig gun in such a way that I was not looking directly at the arc but was still able to maintain position and keep an eye on the weld path(often a 1" wide by .5" deep groove requireing many passes to fill)
I'm sure there have been improvements made since then but, at that time I was not able to use an auto darkening helmet even if it went up to a 13 shade.
I found that the auto helmets I was trying out had two layers of LCD screens. If you looked straight through them you would get the full effect of what ever shade you dialed on.
If you were NOT looking straight (kind of the way a person looks down through bi-focals) you would end up getting a MUCH lower shade effect.
There is NO room for error with a 500-800 amp arc.
Your shade prefrence will depend on your situation. You may be able to use a 10 shade for short runs on a small machine but, if you feel you want a darker one, get one.
They are the only eyes you get.
I only did that job for a little over a year, 48-50 hours a week. Except for the occasional quick weld up my eyes and lungs are done with welding.
|
|
- merl
- Thursday, 10/08/09 23:54:58 EDT
|
"The Slanted Anvil" now there is a great name for a pub!!
Frank, I saw the way that anvil leaned so badly I figured it must have been intentional!
|
|
- merl
- Friday, 10/09/09 00:04:03 EDT
|
i'd say with the spartan sword, it was created more for thrusting and hacking, over slashing and smashing, Hence the big sheilds that when in formation (50-75 men) would cover your partner in an overlapped style, there would be not much room for free swings and crushing blows(thrusts thru gaps in sheilds would be my bet), i have also read text about spartin solders in raiding party's maybe 5-10, that would be sent to neibouring towns and villages for defence, i suppose then the "Hacking" part of the sword would be used in theise styles of fighting, because of the spartan's hard training and devotion to war, he would usually be put incharge of a group of malitia or city guards in small units, seeing as the small units were usually crudely made in a hurry, chances are they were craftsmen,with minimum training and not soldiers, so their weapons would change. fighting in a solid line sheild to sheild would not be an option, some malitia might not even own a sheild,... SPEAR! anyways go to a history site!
|
|
AdamEverAlert
- Friday, 10/09/09 00:06:35 EDT
|
Shades: While my buzz box goes up to 225 amps it is rarely used at more than 125-150 amps using 1/8" AC rod. So a number 10 works fine.
I tried a very early very expensive auto-darkening helmet and could see the arc JUST long enough that I was distracted by the "floaters". It hung on the wall until the suspension gave out and it fell and broke. . .
I have since used a "modern" auto-darkening helmet. Pretty slick. But I do not know about the high shade versions. I still weld with a standard helmet.
|
|
- guru
- Friday, 10/09/09 00:17:45 EDT
|
Forging an anvil: Hand and machine methods are different. Richard Postman has them described fairly well in his book.
The basic methods are the same but in England and Europe they use slightly different methods.
The English method starts with a rectangular block with four handling holes on the narrow faces. On early style anvils the blocks were not shaped much. On later anvils the blocks were tapered to be narrower at the face. Feet were welded on, then the heel and the horn. The heel often has a long plate that blended from the the middle of the block to the end of the heel to reinforce the weld joint. Horns were butt welded on and were often the weak link. The better makers such as Mousehole and Peter Wright extended the horn as far down the waist as possible.
Being a built up shape most of the dressing was blending welds. The last things done prior to welding on the face was to punch the hardy hole through the wrought and plug the handling hole in the center of the top.
The face was prepared prior to welding with the hardy hole already in it. Often the face was pieced to make the hole. The face and the anvil body were heated in separately controlled forges so as not to burn the steel face. Then they were brought together and welded. The hardy hole was drifted to size and to clean it up. Pritchel holes were punched through and then all the edges dressed. Then the anvil was quenched and the face ground smooth.
All the forging except the body block and shaping the component pieces was done by strikers. Big fullers and flatters were used along with well crowned hammers.
Later, as waists of anvils became narrower and steam hammers more common it became better and stronger to forge the top half and bottom half as one piece and then join at the waist. As machinery got bigger the two halves were forged in dies.
|
|
- guru
- Friday, 10/09/09 00:19:23 EDT
|
"The Slanted Anvil" I LIKE that!
Merl, Can we use that for the name of our new chat?
|
|
- guru
- Friday, 10/09/09 00:22:11 EDT
|
Old School Forge, Coal and Coke:
A pit forge should have the blast come in at the bottom from the side. You don't want fuel and ash to fall in and clog the tuyeer. Pit forges should use charcoal because there is no clean out.
In a coal forge when you start with coal you make coke in the forge as part of the process of maintaining the fire. You can specifically make coke by piling fresh coal on a small hot fire let it simmer, then put it out before it uses up the fuel. You can pick out as much as 75% coke. Occasionally smiths do this to have coke ready to fuel a welding fire.
|
|
- guru
- Friday, 10/09/09 00:43:42 EDT
|
Thanks Guru, i've been reading that post/blog thingie about coal and coke fuels in the archives, and reading this seems to make it all the more clearer thanks again, i hopefully should have enuff notes and and understanding to start belting sumthing out of steel, hehe i'll tell you how it goes, right after i let my clay basin set, hehe brilliant idea to come in from the sides, neva would of thought of that!
|
|
AdamEverAlert
- Friday, 10/09/09 01:14:07 EDT
|
im looking for a simple plan for building a forge any help please.
|
|
forger
- Friday, 10/09/09 04:37:43 EDT
|
Thanks to all for the Anvil comments. I haven’t noticed the right-leaning, and have seen it in person twice, once to take the photos, for which I used two clamp-lights and took multiple shots of each side and bottom-front & rear, stabilizing the camera on a stool. I believe that the anvil was made in three pieces: Base, upper Body, & face; this based on the patterns visible in the wrought body and weld line across the waste (said pieces WERE forge-welded from smaller pieces of WI). The whole top-plate weld line is visible, and there’s even a small void in the wrought directly below the face (visible upper right in Guru’s 10/08/09 11:36:10 EDT post). I tapped the face all over, and there are no dead spots that I can feel.
BTW, I have a PW and a Fisher that’s much uglier (but I love it dearly). Dad bought this anvil cheap after making repeated inquiries at the local flee-market. It was in a basement, and now it’s in the BS continuum, and will eventually see use. I don’t need it (I want it).
It’s not for sale, though.
|
|
Dave Leppo
- Friday, 10/09/09 07:03:32 EDT
|
"The Slanted Anvil"
Yes Guru, Please do!
A great name like that should be put to good use...
|
|
- merl
- Friday, 10/09/09 09:02:12 EDT
|
Yeah, we had it setup to be Slack-Tub Pub II but that just didn't flow. . . When we launch the new high tech one the old one will continue on autopilot as it has for years. Amazingly it is running on the very FIRST internet chat program written.
|
|
- guru
- Friday, 10/09/09 10:15:41 EDT
|
Yeah, ya gotta' watch those right wing anvils. . .

Dave's old fisher is an early Fisher classic. It had a really primitive repair (below) that he tried to reinforce with some welding. . . It broke off and he found it better to just use as-is. The heavy pitting in the side is a combination of corrosion and casting defects.

Broken heels and horns are common, especially on Fishers. Primitive repairs are almost as common and often just as comical (or sad, depending on your outlook).
|
|
- guru
- Friday, 10/09/09 10:15:50 EDT
|
Welding not by me - as purchased
|
|
Dave Leppo
- Friday, 10/09/09 10:19:02 EDT
|
The important thing about these two anvils (the "unidentified" and the Fisher is that both are far from perfect but they are both perfectly usable as-is. AND, they are better than shiny new ASO's. They have both lasted 100 years or more and will last another 100 with regular use.
|
|
- guru
- Friday, 10/09/09 12:27:38 EDT
|
Forge Building: Forger, see our plans page if you have not already.
|
|
- guru
- Friday, 10/09/09 12:56:34 EDT
|
I was working in the rail yard one day and noticed some coke that had fallen off of a hopper car. I picked up a chunk and it looked like a shiny black molten glob. Guru, if coal is placed over a slow coal fire, removed at the right time, will it turn into molten globs like the ones I saw ? My nephew is in the NCIS ( just thought I'd throw that in ) he also loves to forge and make blades. He said when the coal burned down, they would pour motor oil on it and the resulting goo would burn very hot.
|
|
Mike T.
- Friday, 10/09/09 15:12:53 EDT
|
"Stoker coal" sometimes had waste oil added to control dust.
Coke is made from coal much the way that charcoal is made from wood. Incomplete combustion in an O2 poor situation. Melting is most likely coal tars.
All the industrial coke I have seen/used was shiney gray metallic sponge looking stuff not melted globs---melted globs sounds more like clinker than coke.
Thomas
|
|
Thomas P
- Friday, 10/09/09 16:14:43 EDT
|
Mike, Coke looks like dark grey hardened foam. Not goopy. The exterior surface may look like it has been molten but most is broken up lumps.
Good bituminous coal does soften and become plastic as the tars melt. This results in the coal becoming a larger mass as it cokes down. So your coke lumps are often larger than the coal. They are also lighter weight due to the foaming.
I am not a fan of adding oil to coal.
|
|
- guru
- Friday, 10/09/09 16:15:41 EDT
|
Im slow in my thank you's. Very busy week. But thank you to the responces. I appreciate real life experiences. It can save us a lot of time and effort.
|
|
Milton
- Friday, 10/09/09 17:51:52 EDT
|
Auto dark helmet: Arc One makes a reasonably inexpensive pretty good automatic filter plate, sizes to fit in standard helmets. I have a #10 that I have been using for about 10 years intermitently, it works for stick, TIG or MIG in the 50-200 amp range.
|
|
- Dave Boyer
- Friday, 10/09/09 19:52:00 EDT
|
I'm pretty well sold on the high-end auto-darkening helmets - the ones that, like my Jackson Nex-Gen, will reliably go from a shade 3 to a shade 13. Since I do TIG welding at as low as 10 amps, I need the lighter shades, but when I ramp up the welder to 250 amps on aluminum I need more like a shade 11 or 12, depending on the situation.
I tried one of the early cheap ones and got "flashed" enough that I pitched it. A few years later I tried one again and it seemed much better. When I started doing enough welding to matter, I opted for the high-end helmet and haven't been sorry at all.
If you do much welding in weird positions so that you're looking half sideways or have your head other than perpendicular to the arc, I recommend you get a helmet with multiple sensors. The single-sensor helmets can fail to read an arc flash if they're not facing it pretty much straight one.
|
|
vicopper
- Friday, 10/09/09 20:41:34 EDT
|
I was given an auto darkening helmet this month. It was easy for me to get used to it as the lights going out when I strike an arc is common with Chinese wiring.
|
|
philip in china
- Friday, 10/09/09 21:26:06 EDT
|
I have a very large very old, I know where it has been for the last 80 or so years BLACKSTONE ANVIL and have wasted a whole day on the net trying to find out something...anything about it, please if you know anything or where I can find out anything.Please any help would be appreciated. Paul
|
|
Paul Morsch
- Friday, 10/09/09 21:49:16 EDT
|
Your guidelines said to provide my level of experience... I've done a little bit of metalwork, but wouldn't call myself a "blacksmith" in any way :-). I forged a "steel" for a flint & steel firestarter for Boy Scouts [I'm an adult leader, not a scout] out of an old file, and I've heated, beat, and bent steel pieces for various things over the years that worked for what I wanted but didn't necessesarily look the best when they were done :-). I also have a small gas welder, and a small electric welder, which I can use reasonably competently [again, it may not look good after welding, but it stays together :-) .]
As for my question: I have an old cast-iron skillet, that I wanted to use as a base for my dutch ovens [using a dutch oven on a grill rack [as is sometimes necessary] doesn't work very well, it needs a flat surface under it for the coals]. The skillet I have will work, as is, but, if I could bend the handle up a bit, it would fit in the bag with the oven. I've looked at a few Web postings on bending cast iron. Some say it can't be done without cracking it... some say low heat and bend it slowly... some say heat it cherry red and bend it. So, I figured I'd ask someone who seems to actually work with metal :-).
Should it be possible to bend the handle on a cast iron skillet? Or would I be better off just cutting it off and filing it smooth?
I realize, since you won't have the metal in front of you, that you may not be able to give a definitive answer, but any thoughts or suggestions you might have would be welcome.
Thank you.
|
|
Rick
- Friday, 10/09/09 22:20:52 EDT
|
Thomas P, did you see the question I posted above about the "Sparten" short sword depicted in the movie "300"?
I was hoping to get your opinion if you would care to weigh in on it.
|
|
- merl
- Saturday, 10/10/09 00:33:12 EDT
|
Rick, One aspect of cast iron is that it does NOT bend. It is also difficult to impossible to weld. Many who claim ease of welding cast iron are welding ductile iron, a different material that is also cast.
To keep from cracking or breaking the skillet your plan to saw off the handle would be best. IF you want to attach and angled handle then one could be riveted or bolted on.
|
|
- guru
- Saturday, 10/10/09 05:26:34 EDT
|
Rick,
Why not just make a bigger bag?
|
|
JimG
- Saturday, 10/10/09 16:54:37 EDT
|

Philip in China, thought that some castings he recently had made would add to the discussion on Bronze Swords. These are the rough castings photographed at the foundry.
|
|
- guru
- Saturday, 10/10/09 22:18:03 EDT
|
Guru, are you refering to the Sparten swords from the movie "300"?
I always assumed they were forged from some kind of steel.
There is even a brief shot of a blacksmith working a sword over an anvil.
I had not considerd the historical inaccuracy of the metal type.
I suppose I'll have to do some research into the actual weapons used by the real Spartens.
I was realy most interested in how a blade of that wieght and configuration would handle in practice or battle.
|
|
- merl
- Saturday, 10/10/09 23:10:45 EDT
|
Ah, hard to tell. I'm probably mistaken. The Greeks of this era were still considered a transitional society metallurgicaly I think. Iron ans steel had been introduced for a long time and they may have been using steel swords. But they were still using a lot of bronze for things later cultures would use steel.
As far as anvil and forging scenes the movie industry has almost always been technically wrong on one of more parts of these scenes. Bad technique (bang tsp tap), late anvil types in early eras, wrong forge types. Tools that hadn't been invented. . .
|
|
- guru
- Sunday, 10/11/09 10:09:13 EDT
|
SPOON BITS: does anybody know how to make one? i imagine it would be like a spoon but sharper and longer. i think that leaf springs will be satisfactory for a blade and shank? thanks for the help guys.
Ps. i could not find any info on here for making one so i decided to post.
|
|
bigfoot
- Sunday, 10/11/09 11:03:19 EDT
|
There are three completely different things called "spoon bits"
First, there are bits for horses, a variety of which is called a spoon bit.
Second, there are gouges for woodworking, like a chisel, which are hammered with a mallet, to carve wood.
And third, there are actual bits, that are placed in either hand or electric drills, that drill big round tapered holes, usually for chair leg holes, called spoon bits.
None of them look anything like a spoon that you eat with.
The hand chisel and rotary drill types both look like gouges- long tools, curved across the short section, almost like a partial piece of pipe that has been cut longways.
I think you would be well served to buy the Alexander Weygers book, The Complete Modern Blacksmith- its only thirteen bucks at Amazon, and virtually every question you have asked here in the last few months is covered by it, as Weygers worked, like you, with no money, no storebought tools, and built his entire shop from free junk. And he shows how to make curved chisels and gouges, sometimes called "spoon bits".
|
|
- Ries
- Sunday, 10/11/09 11:20:35 EDT
|
sorry i was not clear, i am referring to the drill bits (oops!) I think that the complete modern blacksmith would be a good investment for me. thanks for the help.
|
|
bigfoot
- Sunday, 10/11/09 11:38:06 EDT
|
Spoon Bits are a primitive wood working bit that DO look somewhat like an eating spoon. There are drawings of them from the Mästermyer Find and shown in our NEWs. See
anvilfire NEWS, Ed 26, p5. Mästermyer project
|
|
- guru
- Sunday, 10/11/09 12:57:50 EDT
|
They actually made a working spoon bit from a lawnmower blade on mythbusters one time LOL http://www.youtube.com/watch?v=AJgYtt99V5s from the tree cannon episode
|
|
- T Murch
- Sunday, 10/11/09 13:53:44 EDT
|
SPOON BITS
Browsing around at Roy Underhill's Woodwright Shop might turn up some info. He has visited a few tool-making blacksmiths over the years.
|
|
- Tom H
- Sunday, 10/11/09 16:58:05 EDT
|
Does anyone know if the new safety warnings/guidelines regarding the dangers of hexavalent cromium when welding stainless steel also extend to the forging or forge welding of stainless? Thanks!
|
|
Judson Yaggy
- Sunday, 10/11/09 18:46:00 EDT
|
SPOON BITS: thanks for the help. i think i will make a bottom swage to do this or just get a big ball of some sort. T MURCH would you happen to have any pics of the tools you used? thanks for the help again.
|
|
bigfoot
- Sunday, 10/11/09 18:51:24 EDT
|
Judson, I am not sure but think I read that the very high temp of an electric arc changes the valence of metalic chrome to the Chrome +6 state. I am not sure that the lower temp of forge welding will do the change.
|
|
ptree
- Sunday, 10/11/09 20:00:17 EDT
|
Yeah Guru, your right there. The movie and television industry is well known for takeing extream license and liberty with historical and technical facts
|
|
- merl
- Sunday, 10/11/09 21:28:11 EDT
|
Bigfoot,
How big a spoon bit are you wanting to make (and why)?
I have made a few in the 3/8 and 1/2 inch size range.
|
|
JimG
- Sunday, 10/11/09 21:38:59 EDT
|
Hex chrome presents the greatest problem when the metal is transfered across the arc, as in stick & MIG welding. Tig is much safer. My guess is that forging & forge welding won't create the problems. Fume exhaust systems that colect fumes right at the arc work the best.
|
|
- Dave Boyer
- Sunday, 10/11/09 21:43:30 EDT
|
Email your way Bigfoot.
|
|
JimG
- Sunday, 10/11/09 21:51:51 EDT
|
ok, so there is no email your way, it bounced.
|
|
JimG
- Sunday, 10/11/09 22:12:34 EDT
|
Jim, try fisher.norris@. . . . our system doesn't like two part names. . .
|
|
- guru
- Sunday, 10/11/09 22:23:59 EDT
|
that may have done it, (least it hasn't returned) thanks Jock.
|
|
JimG
- Sunday, 10/11/09 23:49:15 EDT
|
Spoon bits: i need about a 3inch diameter to put a hole in a stump so i can then place in a heavy truck axle. and Jim thanks for the email i am about to read it now.
|
|
bigfoot
- Monday, 10/12/09 08:45:57 EDT
|
Jim i am going to use said spoon bit to drill a 3 inch diameter hole in a stump for an anvil for a buddy (long story, but think vertical rr rail except i will have an axle). by the way my email is fisher.norris@ymail.com in case the system is not working. also the email you sent me has not showed up yet, so it might be yahoo not liking me :D. thanks for the help.
|
|
bigfoot
- Monday, 10/12/09 08:49:30 EDT
|
I have some speed reducer shafts form Boston Gear that are about 1.5" diameter. Does anyone know what the alloy may be. I'm hoping it's 1045. Thanks
|
|
ryan
- Monday, 10/12/09 09:52:02 EDT
|
Bigfoot, a spoon bit that size should be fairly easy. I wouldn't bother with any special tooling. Leafspring will work nice for that. Just use a ballpeen and the end grain of a stump to give the working end the shape you want. I wouldn't recommend using a power drill with a hand made spoon bit.
Do some web research using "spoon auger" and there should be some images
|
|
JimG
- Monday, 10/12/09 10:20:30 EDT
|
That method of spooning is shown in "Professional Smithing" by Donald Streeter. I never ask "why" someone wants to make/do/have something. Sometimes you don't need to know why and other times it's way too obvious. One time a cousin of mine asked if I could make him a bunch of spikes welded in the center so they would look like pyramids when thrown on the ground. He didn't say what they were for. I told him I will not have any part of his revenge plans to blow out a neighbor tires. He was stunned that I knew.
|
|
- Nippulini
- Monday, 10/12/09 10:53:24 EDT
|
Spade Bits and Spoon Bits: These are two different things and modern bits for use in high speed drills are the cheap and simple spade bit.
A spade bit is just flat with a pilot and the two edges ground opposite directions to make cutting edges. I have hand forged these from round and flat bar, cutting the pilot from the flat with a chisel. By cutting the two sides from opposite sides the edges have a sloped edge as forged and the diamond section of the pilot can be twisted to make a screw. Almost no grinding required.
The problem with these is the high torque especially if they hang up which is common with this type bit. A big one on a powerful 1/2" geared drill will pick you up and do a helicopter with you OR break your arm if you don't let go.
The big problem is drilling hole in the end grain of stumps. The common method was to heat an iron and burn a hole. If you need a good fit you burned the hole undersized then trimmed it with a gouge. Alternately you can make a rough hole and use filler such as auto-body putty.
To make a 3" hole I would probably drill a bunch of small holes, say 1/2 to 3/4" then saw and chisel out the remainder. You might still need to burn out the bottom if its deep.
I have large diameter modern bits for wood that are 2-1/2 or 3" and a 1/2" Milwaukee drill to use them with. They are scary to use and the number one thing I do is be prepared to let go and get out of the way. Even with the long 3/4" pipe handles that screw into the body of this heavy duty drill it can get away from TWO people. . .
AND. . if you don't already have the perfect stump, you can laminate one from framing lumber with the hole sawed out (for square) or carved into two of the 1-1/2" pieces to make a 3" hole. . .
|
|
- guru
- Monday, 10/12/09 11:24:55 EDT
|
Okay, I realized you guys were talking about something completely different. I was assuming you meant the drill bit made from an old door knob covered with strips of sandpaper for finishing the forging of an actual spoon. Must remember to scroll up.
In the meantime, I've put together a small demo page of my stainless swords for the sword swallowers. Please let me know what you think (other than the temporary placement of an anvil on a metal stool... it was just for the pic, okay?).
http://greatnippulini.com/sword.html
|
|
- Nippulini
- Monday, 10/12/09 12:04:25 EDT
|
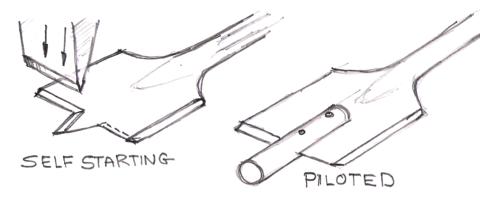
Two Types of Spade Drills
These bits are fairly easy to make. The piloted bit requires making a slot in the pilot and pining or riveting it on. The piloted bit will hang less but requires drilling a pilot hole first.
|
|
- guru
- Monday, 10/12/09 12:12:52 EDT
|
Nip, I know its hard to get photos of processes when you work alone but I would think buffing and polishing would be a critical step to show as well as a close up of the finish.
|
|
- guru
- Monday, 10/12/09 12:29:37 EDT
|
One advantage of the spoon auger is being able to start it at an angle (which is one reason chairmakers like them)and with both edges sharpened they will cut on the return when used in a bow or pump drill. But I think you will need a Tee handle to power a 3inch or a spring pole lathe... How were the holes bored through wood for those old wooden pumps?
That's why I often ask "why" if the answer is something along the lines of "I want to see how it was done" or for some specific reason then you know. But often there are more efficient ways to do a job that we don't know about.
|
|
JimG
- Monday, 10/12/09 12:37:42 EDT
|
Yeah, I've actually skipped those steps Jock. Way too much extra work for the price I'm selling these for. Besides, when I do buff and polish, the process warps the blades. 0.075" of 304 tends to bend REAL easy. Probably not the best choice, but that's all the supplier had at hand.
Back to the "why"... now I will contradict myself. My employees who get trained to pierce eventually have to go out and but pigskin to practice on. I tell them to tell the butcher that they are making pork rinds. If they told the butcher the real reason, they'd probably get thrown out of the store. Giving the answer to the reason why, for me, relies entirely on what answer the questioner wants to hear.
|
|
- Nippulini
- Monday, 10/12/09 13:54:48 EDT
|
I am a big fan of hole saws for drilling large holes, I have used them in many applications from cnc mills to brace and bit work, they are easy to start with the pilot drill which also helps keep things straight. It's also amazing how many teeth they can loose and still work.
|
|
- Hudson
- Monday, 10/12/09 15:56:48 EDT
|
The problem with hole saws is their depth limit. While you can drill in steps the problem is cutting off the core if drilling end grain. Then you are back to a hammer and chisel or multiple hole drilling and chiseling.
I've got hole saws from 3/4 to 4" and use them for all kinds of things. Blind holes in end grain is not one of them. One might mark a nice clean circle to start. . but that is all.
|
|
- guru
- Monday, 10/12/09 16:54:05 EDT
|
You *could* cut the back off a hole saw and extend it with tube, then drill a through hole. Might not be the best approach, though.
|
|
Mike BR
- Monday, 10/12/09 17:38:28 EDT
|
I've drilled a lot of deep holes with hole saws - some over 30" deep. Those were through old walls of building here on the island and were homemade carbide-tipped hole saws. I make them only about 10" deep and break out the core as I go along. They are made with a pilot shank to follow a pilot bore for ease of tracking.
For a 3" hole in a stump end, I'd take an old 3" bimetal hole saw and remove about half the teeth with an angle grinder, making deep gullets. Then re-sharpen the remaining teeth to have a more aggressive hook. If the hole needed to be deeper than the 2" the hole saw normally allows, I'd cut off the back end, add in a section of 3" thin wall tubing (fence tubing) and weld the back end on again. Use a piece of 1/4" drill rod for a long pilot shank into a hole drilled previously with a regular twist drill. The trick then becomes to remove the core after cutting the hole.
To remove the core, I'd use a 1" to 1-1/2" spade bit down the center of the core and then make a quick and dirty boring bar to part the remainder of the core. This method has worked well for me in the past, at least.
|
|
vicopper
- Monday, 10/12/09 18:30:14 EDT
|
will 3 1/2 in holes work? then chisel out the remaineder? the hole is gonna be about 2ft deep. so i think s big bit is needed :D. thanks for the help.
btw i do not have a ball pein hammer.... yet. thanks again.
|
|
bigfoot
- Monday, 10/12/09 18:33:03 EDT
|
Nip, what he has asked for are calthrops. Search on that term and you might get some results.
|
|
philip in china
- Monday, 10/12/09 19:31:43 EDT
|
At the axle shop we used hole saws (actually core drills to drill 3" holes 24 to 30" deep in 4140. Did take a wacking great Warner and Swasey turret drill with probably 50Hp, but it only took about 6 minutes:)
|
|
ptree
- Monday, 10/12/09 19:52:14 EDT
|
Thanks guys!
|
|
Judson Yaggy
- Monday, 10/12/09 20:11:42 EDT
|
The anvils for the Clay Spenser tire hammer I made in the summer of 2008 up near Titusville along with other western PA blacksmiths were about 7 & 1/2 " round cores from a valve making operation - length was about 36" Grades varied a little, but 4140 and 4340 were both present, as marked on the incoming rounds.
We figured at least a 50% increase over Clay's normal hammer builds due to the quality (weight) of the materials found by the folks who sponsored the build.
|
|
- Gavainh
- Monday, 10/12/09 20:41:22 EDT
|
We are using some 7-5/8" round I had for a power hammer anvil. A 32" piece weighs 414 pounds. We are welding eight pieces of 2 x 2 x 24" stock to the round adding another 216 pounds for a total of 630 without the base or die holder. This is for a 94 pound hammer. This is a 6.8:1 ratio. Not as efficient as it could be but as good as many modern hammers. There is room for another 100 pounds or more. . .
|
|
- guru
- Tuesday, 10/13/09 00:56:17 EDT
|
I used to be able to get large "cores" from Jorgensen forge up to 10" or so. They "treepanned" them out of large forgings. Sometimes 20' or more. Pretty cool operation to see. We got them at scrap price, but some people screwed the whole thing up cause they came back complaining about the quality. Often had "piping" or other junk in the core. So they quit selling them.
|
|
- grant
- Tuesday, 10/13/09 13:01:00 EDT
|
I used to be able to get large "cores" from Jorgensen forge up to 10" or so. They "treepanned" them out of large forgings. Sometimes 20' or more. Pretty cool operation to see. We got them at scrap price, but some people screwed the whole thing up cause they came back complaining about the quality. Often had "piping" or other junk in the core. So they quit selling them.
|
|
- grant
- Tuesday, 10/13/09 13:02:03 EDT
|
found a nice old forging hammer. do you know of anyone in the virginia area that might be in need?
|
|
jason
- Tuesday, 10/13/09 13:56:49 EDT
|
There is often some ding a ling that will mess up a "deal". A friend of mine had permission to scavenge scrap from a local water-jet cutting outfit. Lots of good stuff, especially for an artist. Then he made the mistake of telling a friend about the deal. The friend asked for and got the same permission. THEN shortly after, the friend was caught in the dumpster wearing shorts and flipflops. . . THAT was the end of that deal. . . It was a deal someone could make a living from . . .
A friend of mine had a deal to collect old fruit from fruit stands to feed to the local wildlife. Everyone was happy including the fruit stand owners and the wildlife. Then a guy who learned about the "deal" started to collect the old fruit to eat. . . He wasn't that poor, just cheap and a little weird. When the fruit stand owners found out the old fruit supply went to the trash or had to be paid for. . . I'm sure the wild life was not happy.
All it takes is one bad egg to mess up the deal for many.
|
|
- guru
- Tuesday, 10/13/09 13:58:14 EDT
|
Jason, what kind of hammer? Roughly where in VA?
|
|
- guru
- Tuesday, 10/13/09 14:00:07 EDT
|
Niles bement pond in norfolk
|
|
jason
- Tuesday, 10/13/09 14:22:46 EDT
|
Not sure exactly what I would do with it, and I couldn't afford to move it to arkansas.
|
|
jason
- Tuesday, 10/13/09 14:32:27 EDT
|
http://www.govliquidation.com/auction/view?id=2707614&convertTo=USD current bid is 0, and starting bid is 150 bucks.
|
|
jason
- Tuesday, 10/13/09 14:43:01 EDT
|
I don't think that will fit in my basement
|
|
- Nippulini
- Tuesday, 10/13/09 14:59:54 EDT
|
A 4000 pound hammer is a SERIOUS machine. The anvil alone at 20 tons will take a heavy trailer and possibly heavy load permits. The cost of getting it out of the plant will cost more than most folks are willing to put into a hammer today. These machines are mostly going for scrap. Often if the facility has too costly of requirements for working on their site the machine may stay there with no bids.
|
|
- guru
- Tuesday, 10/13/09 15:16:43 EDT
|
seems a shame that it's probably gonna be cut up though
|
|
jason
- Tuesday, 10/13/09 15:31:30 EDT
|
The 400# Chambersburg up in Halifax is more painful to not buy...
Thomas in New Mexico
|
|
Thomas P
- Tuesday, 10/13/09 17:19:13 EDT
|
Dave's dad's anvil - I worked on an anvil once with that much of a drop down to the cutting table. It was a Hay Budden, I believe, a pretty good sized one.
|
|
- Stormcrow
- Tuesday, 10/13/09 21:25:13 EDT
|
In the Old Millstone Museum collection several anvils have the high step. The Peter Wright and one Hay-Budden are obviously modifications or custom. The PW has a sloped step to make the step higher (common mod on repairs) and the Hay-Budden has a completely reshaped horn which may or may not have been a factory mod. Since these were the anvils owned by the last full time operator of the shop one can assume that he preferred a high step and had all his anvils that way.
The subject anvil (posted on the 8th) has a ground down (sloped) shelf which creates a high step. This is done for several reasons. Most are to create a step where little remains from machining the face (a ruined anvil), others to dress deep chisel marks and once in a rare while to create a higher step.
|
|
- guru
- Tuesday, 10/13/09 22:10:12 EDT
|
I have two Trentons with deep steps, both forged that way. I liked them because you could use them as vee-blocks along with the cross peen in order to start, say, a rolled socket. At one of Francis Whitaker'S workshops, he said that he had arc welded over the chisel marks on one old anvil with mild steel rod. The table was then sanded smooth. He claimed that if you're an ornamental iron smith, that you would not use the table for cold cutting, EVER.
|
|
Frank Turley
- Wednesday, 10/14/09 09:28:36 EDT
|
I find it to be one of the most awkward practices ever attempted to cut metal with a chisel on any surface. If I hold the chisel in my left hand and the hammer in my right hand, what is holding the iron? Or do I have to do a balancing act and hope for the best? Or do I do the logical next step... use the hardie. I use my hardie for cutting more than anything else, that way my anvils tables are smooth and clean, no chisel marks on MY babies.
|
|
- Nippulini
- Wednesday, 10/14/09 09:52:18 EDT
|
Yeah Nip, that's the hard part of wareing a full leather apron instead of the farrier wrap around leg style.
I end up trying to balance on one leg while pinching the end of the stock between my thigh and belly and then trying to make the chisle go were it's supossed to go...(yeah right)
A fellow smithing friend of mine bent a peice of 10ga. steel to fit over the top of his anvil face and then has a foot operated hold down mounted in the hardy hole.
It works well and he says the foot operation alows him to work much faster but, of corse he is tied to that position at the anvil to work the foot pedle.
I suggested he add a spring to hold the work down so he can walk around the anvil if need be.
He also has this set up on a dedicated anvil so he doesn't have to keep moving it to be able to use the anvil for other work.
I'm not so advanced as that. Like you I mostly use the hardy for a sliting operation along with a dedicated hammer that is only used for tool striking.
|
|
- merl
- Wednesday, 10/14/09 11:26:32 EDT
|
Hi guru,
I operate a 1690 farm house museum in central ,NJ we are looking for a blacksmith that does demonstrations. Any help you can offer would be great.
Trying to preserve history one step at a time
Scott
|
|
Scott McCabe
- Wednesday, 10/14/09 11:30:01 EDT
|
Cutting with a chisel, or hot set has some advantages over a hardy. Mainly for me is I can see what I'm doing. This is also one of the reasons i like an anvil at the lower "taditional" height so I can hold the iron between my legs without concern.
|
|
JimG
- Wednesday, 10/14/09 11:55:54 EDT
|
Hi we just came across a Brandon Machine hammer with grinder and i would like more info on it.You know where i can find any info.
|
|
- Scott
- Wednesday, 10/14/09 11:58:30 EDT
|
Supporting Loose Work - Chiseling on the anvil: Nip, This is a problem that in many cases you learn to simply handle OR you find a way to hold the work.
Much chiseling is not cutting through and it done on the top of the anvil. Work simply lays on the anvil and chiseling is done in such a way that it does not move the work. This requires careful control. Too steep an angle and the work scoots. Friction will hold the work up to a point and no further. With practice smiths, especially farriers do a LOT of chiseling on loose pieces laying on the anvil.
A common method of holding work is between the legs (your crotch) while the end is on the anvil. This works for moderately long work and work help with clamped tongs (tongs with a ring). It is another technique that requires practice. It also requires an anvil set at the right height. An anvil set high for close work cannot be used this way. But a standard height anvil set at knuckle height is just right on most people. Note however, that some people have shorter legs proportionate to their trunk, especially short women.
IF the work is to be cut through then a chisel plate is used to protect the anvil. Soft steel is used for hot work and aluminum for cold work. These work with both the methods above.
Chisel plates can be loose OR have edges to fit over the anvil. An easier method is to use a hardy shank attached to the plate to hold it in place. This can be welded, bolted or riveted. In some shops this is just as common a tool as the other "standard" hardy tools. When you setup tools for a new anvil, you make a cutting plate (or two) for the anvil.
If the above mentioned methods do not hold the work securely enough then clamping is required. Bent leg hold fasts can be used in the hardy hole, or spring types. See Anvil Hold Downs iForge demo
A combination chisel plate with vise grip hold down clamp would be a handy accessory if you do a lot of chiseling.
If the above do not work for you then there are other ways. If you are parting work (cutting in two), then a multi-purpose shear can be used hot or cold. Rod shears are also handy. In industry a forging hammer is often paired with a shear/press or "nipper". For production sizing an ironworker is often used. But these are beyond the scope of anvil work.
So, the problem is solved in one of two ways, skill resulting from practice, or preparation in the form of tools. The advantage of the skills method is that you don't need special tools and you always have the "tools" you need.
|
|
- guru
- Wednesday, 10/14/09 12:02:08 EDT
|
Chiseling on the anvil: I'm fortunate enough to have one of Rich Waugh's (Vicopper) cam actuated hold downs. I've found it to be a great way to securely hold stock on the anvil when I need to. He makes them with a forged hold down arm on one side and a socket for other arms to be inserted on opposite when needed. They really hold! It's also great for things like punching round stock without a bolster or v block. I think there is a picture of one in the Forgemagic gallery. Rich had some for sale at at few of the recent meets; I'm not sure if he still has any left, maybe he'll mention where you can get one.
|
|
- SGensh
- Wednesday, 10/14/09 12:43:15 EDT
|
Been wondering lately if anyone uses a "Beverly" type shear to cut hot steel. Seems like you could cut through 1/4 inch or so hot.
|
|
- grant
- Wednesday, 10/14/09 15:44:36 EDT
|
Grant,
Dave Manzer used to use a beverly to cut hot stock. He does that on one of his powerhammer videos.
|
|
JimG
- Wednesday, 10/14/09 15:47:10 EDT
|
As I recall "Practical Blacksmithing", ed Richardson, had a fellow make a shear he used for trimming plow points hot. Simple design and maybe cheaper than buying shear blades for your Beverly.
Cutting like punching is a good way to transfer heat by contact intro your tooling. Of course if you have high alloy blades for it....
Thomas
|
|
Thomas P
- Wednesday, 10/14/09 16:37:32 EDT
|
Beverly Shear blades are high alloy designed for cutting stainless and may take the heat. I'm sure this is not true of the knock offs. But one of the $100 knock offs that was dedicated to hot shearing could do a lot of work.
Grant recommended a "nipper" for cutting off the small excess point that is often created when repointing breaker bits. This was an old OBI shear with HSS blades made from lathe cutter bits turned on the diagonal. The bits are supported in a V-groove with thin bolted plates holding them in place. The press was adjusted so that the edges ALMOST touched.
In operation it was like using an upper and lower hot cut with 90° edges. Cutting in two directions leaves a nearly 90° point that can be easily ground after twisting off the little tip. This might work for other cutting jobs when you wanted a pointed edge similar to cutting with a chisel.
The cutter bits work like inserts as they have four edges that can be used as they dull.
|
|
- guru
- Wednesday, 10/14/09 17:44:06 EDT
|
Well, particularly for cutting off the mushroom and junk before re-pointing. With good stop-blocks they can be set up to near zero and give a near perfect chisel. 90 degree Spring nippers are also useful for cutting off bar and leaves an end that will not "fishmouth" when forged out.
|
|
- grant
- Wednesday, 10/14/09 18:56:16 EDT
|
I will often hold work to the anvil with my adjustable helper-stand and the length of work bridged across and resting on the anvil chisel plate. I hang a piece of scrap junk on the work, as a weight, in between the anvil and stand. I forged an s-hook for my ugly piece of junk.
|
|
Frank Turley
- Wednesday, 10/14/09 19:17:49 EDT
|
Nippers: This is a good use of what have become a "machine non-gratis" in modern shops. Old punch presses are dangerous for hand fed work and not easily adaptable to forge work. But this is an application that they are well suited for.
I have recently heard of folks converting OBI presses to "poor mans" fly presses. Remove the motor, lock the clutch, install a pull down handle on the flywheel and you are ready to go. On a standard OBI press you would need a heavy plate for a platten. IF the work height and tooling put the crank near the top or bottom of the stroke the force could be nearly the same as a manual flypress, but at the middle (crank at 90°) the force is 1/3 to 1/4 less at the same flywheel velocity. However, due to the short travel the velocity is much less. I suspect the force is 1/8th that of a true flypress. But old 20 and 30 ton OBI presses have heavier flywheels than the small manual flypresses and this would make up for some of the efficiency. So for little money in a scrap machine you can have an OK bumping press. But don't put a bunch of money into it. . .
|
|
- guru
- Wednesday, 10/14/09 19:46:09 EDT
|
As Steve Gensheimer mentioned above, I've designed and produced a cam-actuated anvil hold-down that really works well. It will even hold round stock, or square-on-the-diamond if needed. It's quick, adjustable from 0" to over 2" stock thickness, and exerts well over 1000psi holding pressure. I pretty much sold out at QuadStates and a couple other shows, but I can make more and send one by mail if desired.
|
|
vicopper
- Wednesday, 10/14/09 20:51:50 EDT
|
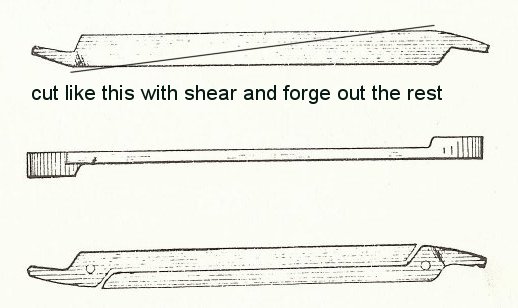
Here is a drawing from MT Richardson's Practical Blacksmithing that Grant sent in. This is what he was thinking about shearing to make tong making easier. I'm not sure the chiseling method at the bottom is easier than drawing out the stock.
A combination of the two might be the best if you have the shear. Chisel the end notches as in the bottom drawing, bend the jaw sections out of the way, then shear the long center cut.
Hmmmmmm a fine flame or plasma cut . . . A short tracer cut?
|
|
- guru
- Wednesday, 10/14/09 21:24:08 EDT
|
Vicopper, I hate to ask but, could you post a picture of your hold down with a scale next to it or something so we could get an idea how big it is.
I would be interested if it would fit on my Russian anvil that I use for that kind of thing.
|
|
- merl
- Wednesday, 10/14/09 21:24:45 EDT
|
Bumping press: If You use a punch press like this be sure to work far enough away from bottom ded center that You don't inadverdantly get the press stuck on BDC under load. When the motion stops the oil film is lost on the crank bearings, efectively locking the crank from rotating. I know first hand of a situation where the spacers had to be cut out from under a die with a torch to resolve this problem.
|
|
- Dave Boyer
- Wednesday, 10/14/09 21:28:06 EDT
|
Grant, assuming you don't want to flame, plasma or water jet those tongs, could you set up a short chisle tool for the top tool in a power hammer and have a cutting table/block in place of the bottom tool? Let the hammer do the grunt work and at least you can see where to steer the work.
A 2" chisle, in a big enough hammer to punch it, might make pretty short work of that job and leave only a little clean up.
Still have to be done hot though...
|
|
- merl
- Wednesday, 10/14/09 21:41:48 EDT
|
OBI Press for a Forging press:
As a tool and die maker, I have some time in makeing tooling and die sets for these machines.
I have never befor weighed in on this subject because I feel the conversion AND OPERATION of a crank press into a forging press while possible, is somewhat beond the typical hobby blacksmith and would be a chalange for anyone not experienced with their operation.
As the Guru has stated time and time again they are INCREDABLY DANGEROUS under normal conditions let alone "experimental" situations.
Anyone observing one of these machines at work may think that just because they move real fast and make alot of noise they can do the same job as any power hammer, Not so.
Again as the Guru has stated many times befor, they don't BEGIN to reach their rated tonage untill around 15 deg Befor BDC, and that is probably a little early yet.
I'm not saying it could not be done. If you had a machine with a screw adjuster on the crank linkage, to adjust the shut hight, and then made multiple passes decreasing that hight for each one a little at a time, you might get away with it BUT, there is NO room for error.
Only an idiot with a death wish would try to adjust the shut higth on the fly, if it was even possible to do so.
If you crash a small crank press you might get lucky and only shear a pin.
Crash a big machine and you may get unlucky enough to have your tooling spit out or explode on you.
Another thing that is seldom mentioned when people start talking about using a crank press for forging is, that the press has been designed with the assumption that the bottom plates and base will not have to resist the rated tonage for mor than a moment as the fly wheel and crank runs up to and passes by BDC. It is also assumed that as this run up is hapening the shearing or forming action of the die/tooling has already begun and not everything will happen in the last 15 degrees or less. It is possable that because the pressing tonage increases on more of a curve (when compared to the sudden sharp rise of a hammer blow) that the machine frame would take the strain but, I would think not for very long.
One reason a hammer works so well is the sudden rise in "force" applied to the work causes a greater elasticity in the material then you would get from a press of an equale tonage.
I think punch presses are cool. Not much can make work happen faster than a well planed out and executed die set.
I get so angry when ever I see one just thrown out for scrap but, I don't think they would make a good substitute for a power hammer.
That's my .02 (wanted or not...)
|
|
- merl
- Wednesday, 10/14/09 22:58:04 EDT
|
The problem with punch presses used for forging is that the application must be carefully engineered. The rated capacity of a punch press is 15-20 percent of the total energy stored in the flywheel. So if you stall one it creates 5 to 10 times the force of normal operation. While they have overload situations built into the design most are not THAT overbuilt and something always breaks. When you trip that lever ALL that force is released and must be applied in a carefully engineered situation.
Flypresses are designed to operate at full stall conditions, stretching the frame like a spring. Punch presses are not.
I have several old punch presses. They are handy for some jobs. I've used them to make washer style shim sets, punch thousands of 9/32" holes for 1/4" bolts in machine covers. I've got a set of notching dies I want to setup semi-permanently on one press. But every job must be looked at and the loads calculated before putting material in one of these presses.
|
|
- guru
- Thursday, 10/15/09 00:57:48 EDT
|
2000lb steam hammer. The market is very flat for industrial hammers. If you can buy a piece of kit like that for scrap value, and have a spare $20k to lift it and put it in storage (even outside if its well protected) you will make a lot of money selling it to a fast developing country in a few years time (Vietnam & Thailand are my ones to watch!) just gotta be prepared to sit it out!
|
|
- John N
- Thursday, 10/15/09 04:12:04 EDT
|
Punch presses and forgeing. The big mechanical presses and upsetters are laid out a bit like a punch press and that fools some into thinking they work the same. The upsetters I worked with were National Machinery and Ajax brand. They had a set of spring loaded toggles that were there to "open" when the machine went solid before TDC. When a 10" upsetter, that forges at 2400 to 2700 tons, opens up the toggles, everybody in the city block sized forge shop knew it happened! big noise and shockwave through the concrete floor. Consider that the upsetter was on a 200 cubic yard or so block foundation.
The forces approach infinete as that crank approaches TDC.
I believe the big upright presses share the same toggle design, but can't swear.
|
|
ptree
- Thursday, 10/15/09 06:21:21 EDT
|
I'm in the process of setting up a small coal forge outside my shop. I have a squirrel cage fan that I plan to use for a blower. I would like to just use it on 1-speed and control the amount of air with a damper or air gate. Should I just pipe it straight to the forge and put an air gate in the pipe, or is there a better way to design the "plumbing" for the air?
|
|
greg
- Thursday, 10/15/09 10:10:12 EDT
|
Greg, That works well. Some folks use variable speed controllers but they are expensive if the blower is more than 1/10 HP or so.
The important thing is to rig your air gate control so it is easy to reach and durable as well. These tend to get slammed around a lot when you are in a hurry to get work out of the forge. A heavy lever with stops and then a light connection to the gate that doesn't but heavy loads on it. On my big gas forge I have a ring handle that you can operate by hand, with tongs or even a hammer without hurting the switch.
|
|
- guru
- Thursday, 10/15/09 11:25:24 EDT
|
Well, I think I'd shear them as shown and then just cut the pointy ends off. Get's you a lot closer to to the finish and it would be quick and easy.
If you have a power hammer then chiseling would not make sense, you could draw the reins out in less time.
|
|
- grant
- Thursday, 10/15/09 13:10:08 EDT
|
(tongs) When sheared I like the triangular taper blending into the joint. Very strong. Most of the hand forging would be to draw this area out a little (but not too much).
Drawing all that out is a one heat job on a power hammer after forming the jaws.
|
|
- guru
- Thursday, 10/15/09 14:12:50 EDT
|
I couldn't agree more. Using a punch press requires knowledge of it's limitations. The "nipper" we were talking about has a very small risk of jamming. I have a little one set up for pointing, but the work is fed in slowly. They CANNOT be used for general work. They generally have to have a properly designed, well thought out, job-specific setup. I punch my tongs and set the rivet in one too. I also stamp my name with one.
|
|
- grant
- Thursday, 10/15/09 14:14:53 EDT
|
I think I should make a little shear to go in the fly press. That could be a nice little accessory. You guys didn't know we were working on "product design" here didja?
|
|
- grant
- Thursday, 10/15/09 14:26:50 EDT
|
Fly Press Tooling:
Like a throatless shear but instead of a long handle to operate it use the ram of the fly press...?
|
|
- merl
- Thursday, 10/15/09 15:30:17 EDT
|
Jock, I tried to register a couple of weeks ago (maybe it was last week). I think that it said that I would get a verification e-mail. I haven't gotten it and it is not in my Spam Filter. Please help
Wayne
|
|
waynecoe
- Thursday, 10/15/09 17:08:00 EDT
|
Wayne, the "Pub Master" has had mysterious PC problems for a few weeks. Took 3 "experts" to finally fix it. She is catching up. I told her to look for your registration.
|
|
- guru
- Thursday, 10/15/09 18:02:36 EDT
|
Shear I'm partial to tooling like this setup in a die set. But that can add cost to the tooling. On the other hand, if you need the guides, dies sets are cheap due to their high production.
|
|
- guru
- Thursday, 10/15/09 18:32:03 EDT
|
I agree on die sets for many thing. But in this case the posts would interfere with the "clear space" around the shears. I often make matching dies that incorporate their own guiding. In this case guiding is only required left-to-right not front-to-back. I'll send you an email picture of a simple idea.
|
|
- grant
- Thursday, 10/15/09 18:56:31 EDT
|
Greg, For a very simple but extremely effective air gate see www.anvils.co.uk Their online catalogue is excellent as a source of designs.
I have a couple of forges running on squirrel cage blowers. I just have these wired through a dimmer switch which works fine. If I want a really retarded fire I just blank off some of the side of the fan with a piece of paper. After 4 years of this the blower is still blowing well.
|
|
philip in china
- Thursday, 10/15/09 19:11:20 EDT
|
Merl & others: My cautionary post about BDC on a punchpress was in refrence to Jock's post about using one by hand in place of a flypress. I doubt You could generate enough force pulling the flywheel 1/4 of a turn with 1 hand to harm the 20-30 ton press mentioned in the origional post, You just won't get that much speed.
I agree that forging in a punch press isn't for amatures or the size punchpress one might have in a home shop.
I have seen a 1000 ton toggle press used to flatten round stock to make Hurst shifter handles. Each blank made 2 parts, the flattened area is at the bottom of the handle where it attached to the mechanism. This operation was done cold, well the part started cold anyway...
The 3500 & 5000 ton presses [or any of the smaller ones] at the auto frame plant had nothing to let loose in the event of an overload like the upsetter jeff mentioned. "Modern" presses are not solidly linked on the drive, there is an air clutch between the flywheel and the gear train or crank that CAN slip, but not untill well above rated tonnage. This offers a degree of protection to the press itself, but localised pressure in the tooling causes damage. When mistakes were made tool steel shattered and machine steel squished or bent.
|
|
- Dave Boyer
- Thursday, 10/15/09 20:01:14 EDT
|
I recently did an installation of three 125 ton "straight-side" presses that were pretty much the latest technology. They had massive air brake/air clutches AND overload toggles on the connecting rods. Massive steel frames too. None of them cost us more that $10,000.00 in todays used market! What are they new? 1/4 of a million?
|
|
- grant
- Thursday, 10/15/09 20:18:04 EDT
|
SHIFTER HANDLES? I've made tens of thousands of them. Tried to do them cold in a 200 ton press and "missed it by that much". We ended up "warm" forging them. They were made from 5/8 cold drawn and are bent first and then flattened so that the bottom part comes out about 1/4 X 1-1/8. We "forged" them at about 1100F. Well below scaling temperature, because the biggest expense was polishing for plating.
|
|
- grant
- Thursday, 10/15/09 20:24:38 EDT
|
Greg,
If you're going to use an air gate on an electric blower, I'd suggest you put it on the intake of the blower, rather than on the exhaust. This is a matter of simple physics - when the exhaust is blocked, the blower is trying to compress the air trapped in the volute, thus straining the motor. On the other hand, when you restrict the intake, the motor is working against less air and not working as hard. Better for the motor this way.
If the blower you're planning to use is one that relies on the air it moves to cool itself, then you can't restrict either the exhaust or intake. In that instance, you have to use a diverter to let the blower continue to pass the same amount of air, just direct it away form the forge. It isn't likely that your squirrel cage blower is this type, though, so your best bet is to simply make a pivoting damper on the intake and use that to regulate the flow of air to the forge.
|
|
vicopper
- Thursday, 10/15/09 21:12:18 EDT
|
I just bought a 150CFM blower and was going to put a valve on the hose until I read the above post. Will it hurt to use a voltage regulator to speed up and slow down the blower ?
|
|
Mike T.
- Friday, 10/16/09 00:46:17 EDT
|
Yes Dave, I get all that.
My point is, I'm not saying it "couldn't" be done,
I am saying it"shouldn't" be done.
Not by someone who doesn't REALY now what they are doing anyway.
I did make a simple flatening die set for a company that made a large special size flat washer from 10ga. steel.
Sometimes this perticular washer would come out dished or or otherwise out of flatness tolerance.
Rather than toss them out for scrap because they were an odd size the customer would have someone try to straighten them in an arbor press. Very tedious and took too long.
I took a standard 4 post die set for a 10T crank press they had and put a tool steel plate on the top and bottom half with the idea to set the shut hight at the thickness of the material and "tap the iregularities" out of it with a few hits as the washer was pushed through with a thiner push stick.
It didn't work. With the shut hight set just at 10ga. the peices would start to deform out of diameter and concentricity, back off on the shut hight and they wouldn't get flat. It was also very hard on the press.
So we put a spring set (10 or 12,000 lbs. I think) between the linkage and the top half and told the operator to just hold the foot pedal down for three or four hits and that worked.
We still had to work with in the "sweet spot" of the press travle.
Now that I'm beeing slowly subverted to the ways of the blacksmith, I sometimes think about that solution and wonder if it would work for forging.
I could come up with a lot of chores in my shop for a little 10T, that might be one more. I admit it does bear looking into.
I realy don't think a 10T would do much in the way of any real forging though...
|
|
- merl
- Friday, 10/16/09 00:51:23 EDT
|
i am trying to make a spring simalier to those used in making long spring stee traps and was wondering how to temper low carbon steel into spring steel of is that even possible. thanks
|
|
shawn
- Friday, 10/16/09 01:27:03 EDT
|
Blowers: If the fan motor is what is known as "shaded pole" (has no capacitor starter circuit) it can be run on a ceiling fan control OR a light dimmer. Ceiling fan controls work and hold up better for the couple dollars more cost.
Note that fan motors must be started on "high" and then turned down. If you try to start them on "low" the motor can stall and overheat.
There is nothing wrong with using a sliding gate valve on these low power blowers. It is done all the time. Many folks use both a speed control and a valve for the flexibility.
|
|
- guru
- Friday, 10/16/09 01:37:17 EDT
|
Springs: Shawn, FIRST, it is a fact of physics that all steel has the same springyiness. However, the difference between hardened and tempered spring steel and mild steel is that the hard steel can be flexed farther without bending. SO, if mild steel can be used without bending, then its OK.
However, in general springs are made out of medium to high carbon steel that are hardened and tempered. IF you need a spring that can be flexed farther than mild then you need a different grade of steel. In some cases work hardened stainless steel is used because it does not require heat treating. But generally you need a heat treatable steel.
|
|
- guru
- Friday, 10/16/09 01:51:34 EDT
|
I've worked with metals for around 40 years by now. Mostly sheet metals and Aluminum and Steel welding. And for a hobby I do woodworking. I just recently started some blacksmithing. My question is I wanted to make some woodturning tools and the factory made tools mention "high speed steel". Is this a reference to perhaps the hardness of the steel or the carbon content of the metal used? And can I achieve a satisfactory hardness through tempering? I havemade some tools from scrap iron and they work pretty good but they don't stay sharp too long. What is the best way to temper steel with an oil quench, or brine, or what? I appreciate your time for looking at my questions.
|
|
MetalMan
- Friday, 10/16/09 07:02:08 EDT
|
Wood Working Tools and HSS: MetalMan, HSS is a group of alloy steels called M steels that are very high carbon and high Molybdenum as well as other alloying ingredients. These were developed for machining metal and will keep an edge into the red heat range. Being good at these temperatures also makes them good for cutting other materials such as wood at very high speed where friction can overheat the tool. It also makes tools such that poor grinding technique does not wreck the edge hardness.
HSS is one of the few steels that generally is not heat treated in the small shop.
Tool steels come in a wide variety of types grouped by alloy and use. For wood working tools high carbon "non-tool" (low alloy) steels are often used. But for machine working wood tool steels and carbide (ceramic metal) inserts are used.
Tool steels vary in price and difficulty working them. The most common are 01 and W1. The O stands for oil hardening and W for water hardening. There are also A series for air hardening and H series for heat resistant. S steels are shock resistant too steels. The number further defines the specific alloy in the series.
Scrap steel is mystery metal that we call "Junk Yard Steel" and we have rules for applying them. To start with, their identification is up to you and you must become your own metallurgist. See our FAQs page under Junk Yard Steel. Most scrap is mild steel and not considered hardenable to a sufficient degree to be useful. Springs (both flat and coil) are often medium to high carbon steel that can make great wood working tools. Some axels are also medium carbon steel.
But if you are serious about your tool making you should purchase new tool steel of a known alloy which you can get hardening and tempering information. See our Heat Treating FAQ for the basics.
|
|
- guru
- Friday, 10/16/09 09:35:07 EDT
|
Looking for good springy steel shim stock. End product must be thin yet stiff and springy to fit into tiny crevices. I can't go into too much detail of the intended use of the product as local laws may prohibit use and production. Any tips towards good material?
|
|
- Nippulini
- Friday, 10/16/09 11:15:50 EDT
|
Hello Guru
I have some old dies with the word Ketos on them. Does this mean 01 steel?
Thank you :)
|
|
Brande
- Friday, 10/16/09 13:18:22 EDT
|
Nip, Stainless shim stock (say .030") is REAL springy due to the work hardening of rolling it. But it can be cut with a saw or good shear.
|
|
- guru
- Friday, 10/16/09 13:26:37 EDT
|
Ketos® is a registered trademark of Crucible Steel for their AISI O1 tool steel. The trade mark has been around for a long time and I suspect the dies are that steel.
Bit power hammer die blocks are made by very few companies and every one has the company name, batch and serial numbers on them. It may be this type thing.
|
|
- guru
- Friday, 10/16/09 14:07:43 EDT
|
The earliest "high-speed" steels were "T" series for tungsten. Should be the "W" series maybe.
Good, serviceable turning tools can be made from O-1 or even W-1. Just keep them cool.
|
|
- grant
- Friday, 10/16/09 16:49:05 EDT
|
Ketos dies are probably not forging dies. Lot of cold work dies are made from O-1.
|
|
- grant
- Friday, 10/16/09 16:50:56 EDT
|
If I'm remembering right, molybdenum was originally substituted for tungsten in HSS for cost and availability reasons. Quite possibly during during WWII -- molybdenum's mined domestically; tungsten isn't. I also seem to remember that performance of tungsten HSS is still as good as or better than the molybdenum variety.
|
|
Mike BR
- Friday, 10/16/09 17:11:53 EDT
|
The best HSS and several special alloys are the whole mix of alloying ingredients with only a trace of iron. Since there is no iron in some they are not called "steel". DoAll sells one today called DoAlloy in little triangular inserts for about $20 each. They are unbelievably tough and will take intermittent cuts that carbides will not. We had a job machining a large part with a bolt circle (24 1-3/4" hole on a 38" BC) in stainless steel. Nothing would hold up. We tried going to the OEM for advise not realizing that THEY had machined the part before drilling the holes. . . We tried every available material and were thinking were were doomed to replacing carbide points several times while passing the holes. . Then we discovered DoAlloy.
The hitch to using these inserts is that the holders for them were HUGE and we had to make our own to fit the equipment. Talk about machining a bunch of picky angles!
|
|
- guru
- Friday, 10/16/09 18:31:47 EDT
|
Grants Shear Suggestion:

This is Grant's idea for a self guiding shear to use on a flypress or other type press. It is primarily a bolt together design so that it can be carefully fitted together.
Depending on the size of the press it could be made of flat stock anywhere from 1/2" to 1". I would make the blades out of the best steel I could afford in flats but for hot work it could be as economical as AISI 4140 or 4150. With care it COULD be welded together. . .
Trim you hot parts in this rather than endangering your Beverly!
|
|
- guru
- Friday, 10/16/09 18:52:03 EDT
|
Talking about high speed steel, I have wondered for a long time how good M3 steel would be for making skinning knives. The reason being I read where razor blades are made from M4 steel, but have not found a source for it.
|
|
Mike T.
- Friday, 10/16/09 19:44:19 EDT
|
Thank you for the information gents.
|
|
Brande Watchmaker
- Friday, 10/16/09 19:45:37 EDT
|
Thank for posting that, Jock. I would expect that it could cut up to 1/2" bar hot. Be great for cold cutting cold stock op to maybe 1/4 cold, maybe more. The great thing about a fly press is if you don't make it thru you can just hit it again. You should show your sketch that allows "throatless" type work to be done hot. I think your idea would work as advertised. I think it would be a great accessory for the fly press.
|
|
- grant
- Friday, 10/16/09 19:58:06 EDT
|
Shear Blade Option

The blade, which also acts as the guide for the shear is a simple plate with a slot milled or otherwise cut in it. My idea was to run a 90°-V milling cutter through the same slot to narrow the cutting land and provide angled throat clearance. Optionally you could just plunge cut a funnel shape at the back of the groove.
This gives you a little advantage at the back of the blade so that (hot) metal could make the turn out of the shear. This would be needed for long cuts such as suggested in the tong making drawing posted earlier.
While the shear could be made of fairly light material the heavier the parts the closer the blades will stay and the cleaner the cut.
|
|
- guru
- Friday, 10/16/09 20:46:40 EDT
|
Now all I need is a fly press. . . .
I DO have an old 5 or 8 ton double geared arbor press. It might work with something like this for light work and hot work. Like everything else I've got it needs setup (a stand) and a few repairs (some used a sledge on the ram and mushroomed it). . . such is life.
|
|
- guru
- Friday, 10/16/09 20:49:54 EDT
|
Mike T - M4 tool steel: We had perferating punches made of M4, while they did hold up well I don't think they lasted any better than D2 in the cold work aplication We used them in.
|
|
- Dave Boyer
- Friday, 10/16/09 22:39:14 EDT
|
My problem with many very high alloy steels in edge tools it that they are hard to sharpen well. While they may hold up a little longer when they need sharpening it is much harder to do. Common carbon steels seem to be much easier to sharpen and though they might dull more easily there is nothing like a freshly sharpened carbon steel edge.
That said, it is different when using these steels for machine work. "Sharp" does not mean a fine thin edge but does mean a clean crisp edge. I stone my HSS cutters for that last bit of sharp but the steel often cuts the stone more than the stone cutting the steel.
|
|
- guru
- Friday, 10/16/09 23:49:08 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|



