| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from April 23 - 30, 2006 on the Guru's Den |
|
|
|
Wendy and Ellen, It does indeed sound like a Fisher and Norris, but I doubt that is is a cast iron body. The square holes in the waist and bottom sound like handling holes for porter bars used when forging wrought iron anvil bases. Also, the swelling around the bottom of the hardy hole indicates that it was punched, though Fisher did use a built up boss around the hardy hole on their cast anvils. Likewise, the "weld" around the waist indicates a composite anvil, possible a wrought iron base and the face forge-welded on. One other thing that makes me lean toward the wrought body notion is the stamped in lettering and "3" on the side. Cast Fisheers used the weight number cast onto the top of the front foot, and like all th elettering on cast Fishers, it is raised, rather than stamped in. I seem to recall that the earliest Fishers were made this way, prior to the company patenting their cast iron body with the cast-in-place tool steel face. I don't have a copy of Anvils in America, so I can't verify this. Can you check it in your copy, Ellen? |
| vicopper - Saturday, 04/22/06 21:26:55 EDT |
|
Rich, The cast iron on cast steel face patent was granted October 16th, 1847. The process would work with either cast iron onto cast steel or wrought iron onto cast steel. So either variation is possible. In later years (post Civil War Era), Fisher make a big deal about wrought iron bodied anvils sagging and in fact published pictures of Peter Wrights sent to their factory from Railroad Shops to be "fixed". From the pictures many of them were beyond fixing. I suspect strikers working on too small of an anvil. If the anvil goes "thud" it's cast iron bodied. That too was listed as a selling point, the smith didn't go deaf while forging. They must have done something right; they were America's first production anvil and also our last. 1843 to 1979 is a good record Interesting side note: after the Civil War, as the South struggled to rebuild, Fisher made runs of Anvils without the Eagle on the side, for shipment to the South. Southerners considered the eagle an emblem of the northern armies of vandals, looters, destroyers, arsonists, defilers of all things pure, etc, etc, and Fisher wanted to sell anvils, so...... |
| Ellen - Sunday, 04/23/06 03:13:56 EDT |
|
Question for blade-smiths....I make a vary-ation of an 1890s forge that uses inovations for my own reasons... too much typing to explain here. I have a smith/friend who is wanting to go deeper into blade-making , daggers ,maybe swords eventually....I will be making him a new forge , and have heard of Japanese forges , that have a row of blast-holes to create a long fire. They use exclusivly charcoal I'm told .....But I would like to make this next one to be used with coal in mind...' klinkers ' and related conserns that arn't associated with charcoal. This is so he can still forge with either fuel. The question is...my design could be easilly modified to be adjustable in lenght of fire ; a mouth opening 1/2 to 3/4 |
| - Phil Johnson - Sunday, 04/23/06 04:38:21 EDT |
|
sorry-continued from above...a mouth opening 1/2 to 3/4wide and 2 1/2 long could be slid open to what lenght?? You tell me ...and would there really be any advantage to blast lenght variabillity...if not what would be a good general lenght of blast to make daggers with. I realise theres plenty more in this specialised area I need to understand ..but primarilly am looking at this blast situation...thankfull for any imput Phil J. |
| Phil Johnson - Sunday, 04/23/06 04:48:51 EDT |
|
Phil, Japanese forge. The forge is two clay banks with one tuyere aperture coming in from one side of one clay bank, slightly above ground. The length of forge is probably not longer than 12 -14". The blade when hardened is run back and forth in the fire. See Kapp and Yoshihara, "The Craft of the Japanese Sword". The fire is open at the top, with no "mouth opening". You need enough depth and width to make a decent fire. When forging something with some length to it, you take progressive, slightly overlapping heats. A long fire is not needed. Multiple tuyeres would make multiple hot spots on a blade; not good and not necessary. I think co-author and bladesmith, Yoshihara, will be at the Seattle ABANA conference in early July. worldwideweb: abanaseattle2006.com |
| Frank Turley - Sunday, 04/23/06 10:28:26 EDT |
|
Here is a little slide show of the Fisher. Hope this helps with the invetigation. http://www.northcoast.com/~solarae/Fisher.pdf |
| Wendy - Sunday, 04/23/06 11:46:01 EDT |
|
I need help locating photos and specs on a colonial era forge wagon for a friend of mine who has a battery. He does civil war and mexican war impressions, but wants to set up for colonial era. It seems I have seen some pics on the net a while back but I cant locate them now. I have seen the govt. specs for the 1860's era forge, did they have such specs for the colonial army? |
| RBC - Sunday, 04/23/06 15:03:31 EDT |
|
Ironwolf. I would never try to convert a plain babbited bearing to grease from oil. The bearings are usually hrdrodynaimic type bearings. This means that the shaft floats on a film of oil. The bearing is usually designed for a shaft and journal size and the load and speed as well as the oil viscosity. Change anything much and you usually see bearing faiulure. I would not have a problem on vertical slides with the grease. As noted the oil in the babbit bearing will flush particalrs out of the bearing which grease won't. If you have a nasty area, I too would tarp the hammer when not in use, And i would be tempted to go to a cup oiler. These are made by many but look at "Gitts". I would tend to "pre-oil' that is open the oiler valve, and hand turn the shaft a few turns then turn the power on. This will tend to help push out any garbage from the bearing. On my hammer, I have no babbit, and no high speed bearings on rotating shafts that are zerked. EVERY other recipracating or low speed joint is zerked and lubed with a2 1/2% moly grease. Good as it gets and the grease is only $1.50 a tube. The special grease often sold for farm use, are very good in outdoors applications, but a moly grease is as good as it gets on indoor equipment. Good Luck |
| ptree - Sunday, 04/23/06 15:58:45 EDT |
|
Will Our guild just finished an octagonal gazebo with vines, leaves and grape clusters. 28 clusters in all. We took the easy way out, bought 5/8 steel balls from ENCO ($15/100)and textured them by loosly confining red hot balls in a 3/8 loop with a handle, and tapping rapidly (50 to 60 times with a 2-3 inch stroke) while moving them over the face of the anvil. We used a heavy mesh basket for heating them in the fire, about 40 at a time. After we had our 450 or so done, we welded them in clusters by placing them in a sort of trough made of stainless and then brazing the back side. Used about 12 to 16 at a time for a cluster with a stem. Looked pretty good when finished. Only problem was when too much flux was used and the bunch stuck to the trough with flux. I would hate to think of doing 450 in a swage. But then I am just a bit lazy. |
| Jim Curtis - Sunday, 04/23/06 16:51:44 EDT |
|
I've recently received a whole bunch of old used brake shoes. Anything interesting I can do with them? Also, can anyone point me in the right direction concerning musical steels? I have a client interested in making some odd percussion instruments, one of which is my idea: The small African instrument known as the "hand piano", some steel plates nailed to a wooden box, then played with the fingertips. Well, my idea is a large version with more notes and larger tines, about the size enough for one hand per key. Also was asking about a "metalliphone"? |
| - Nippulini - Sunday, 04/23/06 17:04:39 EDT |
|
RBC, get thee hence to www.forgemagic.com, blacksmiths forum, photo gallery, "by contributor" and look at Jymm Hoffman's gallery. He has a colonial traveling forge and all the good stuff, plus there is a DVD of him demoing his work available from UMBA .....www.umbaonline.org....go to library, and they sell DVD's or VHS tapes. $7 for the first one, $5 thereafter, includes shipping. You can also email Jymm...his address should be over there somewhere, or just post a message as to your needs. He volunteers information freely, and is a master smith, specializing in Colonial, circa French and Indian war items, including cannon, howitzers, etc. |
| Ellen - Sunday, 04/23/06 17:45:31 EDT |
|
Wendy, Nice slideshow, pristine old anvil. Nice to have, nice to look at. thanks for sharing. |
| Ellen - Sunday, 04/23/06 17:50:30 EDT |
|
Whoooooeeeeeeee! Thanks Ken Scharabok for a great weekend! And thanks to Big Blue for the Power Hammer Demos! Thaks to Richard Postman for helping to identify a variety of orphan anvils (my Russian is still incognito). The CSI Hammer In was well attended for a first year event (about 30 people) and a lot of good stuff was bought and sold. Hope more folks can attend next year! |
| quenchcrack - Sunday, 04/23/06 18:06:20 EDT |
|
Quenchcrack, you're making me jealous! Sounds like an event too good to miss! CSI Members: short news item of some interest in the Member's Forum; I just posted it. |
| Ellen - Sunday, 04/23/06 19:06:30 EDT |
|
Nippulini, I made a Kalimba or "thumb piano" a few years ago. It consits of a small mahogany box with a number of steel reeds that you pluck with you thumbs. Is that what you are building? If so, check out the cheap leaf rakes that have long, flat spring-steel tines. |
| DonS - Sunday, 04/23/06 19:58:32 EDT |
|
I have been unable to locate Jymm Hoffman's email address. I looked over at UMBA's site as well, but couldnt find it there either. Any of you fine people have his email address? I hadn't been over to forgemagic's site in a while, I used to hang out at the keenjunk site on a regular basis. Gee, I miss that site! Thanks fort the info Ellen, anymore pics or sketches out there folks? |
| RBC - Sunday, 04/23/06 20:30:51 EDT |
|
Wendy You have a very early style Vulcan anvil. It is cute. I use to have one like it. |
| - Burnt Forge - Sunday, 04/23/06 20:45:13 EDT |
|
RBC: post your interest, what you are looking for, on ForgeMagic, in the blacksmiths forum, put your email address in the BODY of your post, ie Mastersmith AT goofyDOT org, and Jymm will figure it out and contact you when he has time. Don't just list your email in the box which says email or you will be treated to some wonderful investment opportunities in Nigeria, male enhancement pills, online sites showing small girls having relations with burros, or whatever. As I mentioned in my previous post UMBA has a library that SELLS DVDS and VHS tapes, one or two of which have Jymm working at his 1750's traveling forge with square anvil. Great DVD. He is a talented smith! |
| Ellen - Sunday, 04/23/06 20:47:34 EDT |
|
IronWolf: Your Champion "Hercules" hammer uses babbit bearings in its mainshaft. I would not recommend you switch the hammer over to use grease in this area. Stick with oil. I use non-detergent straight 30-wt. in my hammers during warmer months. During the winter and extreme cold I�ll use 10-wt or (depending on the ambient temperature) 20-wt because my shop isn�t well heated. I don�t heat my shop over night during the winter. I oil my hammers at least twice daily (first thing in the morning and after lunch). First thing when I get in the shop during the winter is I�ll turn on the heat and light the forge. I�ll oil my hammer with 10-wt if it�s really cold and I�ll switch to heavier oil as the shop temperature rises. If I start out in the morning using 30-wt oil in my hammers during the winter they run very sluggish. It might not be to bad to use grease in the guides but why bother it�s just as easy to use oil. I use to mix oil and grease in slurry and I brushed it on the guides of my 50lb Little Giant when I owned it. If the problem is the oil run out of the bearing to quickly and there is no further adjustment perhaps it�s time to pour new babbits. If that's not the case. Try putting a porous felt in the oil reservoirs to help control the flow and give a slow even drip. |
| Bruce R. Wallace - Sunday, 04/23/06 22:36:55 EDT |
|
If I have this in the wrong place, then I apologize ahead of time. Well this question does have to do with swords, but not what you normally have to deal with (if I'm wrong and it is, then I apologize). I'm not looking for lessons on how to make a sword or anything like that. I just have some questions, time wise and possibility wise, that I didn't see in the how to make a sword article you have here. I'm working on a multi author fantasy story (what I personally call role playing on message boards, since to me, you are pretty much writing a story) that is a follow up to one me and the other two authors involved have done a while back. I'm currently stuck on how long after the first I want this story to be. I'm leaning towards five months, during which my particular character receives training from a group of highly skilled swordsmen in a remote village. During the course of this, or before (haven't quite decided which), the blade of his sword breaks and gets reforged. The sword I'm thinking of is like a cross between these two http://www.coldsteel.com/88vs.html http://www.coldsteel.com/88hnh.html but with a slightly longer hilt than the second sword. It is just the blade that is being reforged, not the hilt, pommel, and everything else. I'm also toying with the idea of runes being inscribed on the remade blade. My knoweldge of blacksmithing is like next to nothing. I came across this site when doing research on it for this story. So, in a village where the blacksmiths are at the top of their game, would it take a few months for a team (say between three and eight people) to reforge a blade? Is it possible to engrave runes on a blade that is being reforged, or is that only something that can be done when making a blade from scratch? Though this story is fantasy, I would like to keep this part of it close to reality, unlike the movies. Thanks in advance. |
| - Matt Stevens - Sunday, 04/23/06 23:09:04 EDT |
|
Matt - a remote village is not likely to have a master swordsmith in it , but if it did it would only take a few days to complete the sword reforging. |
| - rthibeau - Sunday, 04/23/06 23:37:03 EDT |
|
Back from Tennesee. Will catch up in AM. Matt, It MIGHT, just MIGHT be possible to forge weld a broken blade back together depending on where it broke with complete dissasembly. But it is going to be an obvious repair no matter how skilled the smith. To make an invisible repair with require complete dissassembly and regrinding. The last thing done is fit the furniture which it semi-permanent. To rework the blade like new would require some destructive dissasembly that will require modifications to reassemble. The guard grip and pommel on old blades and many new blades are attached by upsetting (hammering like a rivet) the end of the tang. Even with modern tools this is difficult to dissasemble without damaging the tang and pommel. As noted often here and in our sword making article this was the work of several specialists. A repair would consist of dissasembly (with some damage), about 30 minutes to 1 hr. depending on how hard the smith tried to save parts. Weld, dress, repair the tang, harden and temper, less than a day. Then regrind the blade (also usualy a specialist but MAYBE the smiths assistant), probably several days to a week with ancient equipment, polish by hand, another week. YEARS to learn how. Then to have the furniture replaced on what is now a wholly different blade that is lighter and much thinner. . . a week or more AFTER arguing with the smith or owner about not being able to use the old parts that no longer fit . . . LOTS of drama here. Use your imagination. This is a repair of what was presummably a valuable item. Now it is NOT the same and never will be no matter how hard the reparier tries. If it had any magic, it is probaly gone up the forge flue. A disaster, a hard lesson for all, a humbling experiance for the apprentice blade smith. . . . Engraving is yet another process you need to study. It is usualy done to finished items. However there is a difference between engraving and stamping both of which could be used. To write with any authority about a subject, even in fantasy you need to understand what it is you are writing about. The best science fiction authors were in fact scientists. For us to fill in all the details would be writing the story. There is a long list of references attached to our swordmaking article. From them you will find your answers PLUS a thousand more questions. And if you REALLY want reallity, then pick up a hammer and forge some iron. Then using primitive tools finish a blade. Cramped fingers, sore muscles, blisters, black metal smutz ground into one's skin. . . this is the real world of blacksmithing. |
| - guru - Sunday, 04/23/06 23:59:36 EDT |
|
Big Anvil, having a bid on it, if I get it I will decide what to do with it :) Brake shoes - TGN, depending on age they might be lined with something nasty - excercise caution! |
| - John N - Monday, 04/24/06 06:27:50 EDT |
|
Anvil authorities: Take a look at eBay #6273542205. Over 500 lbs and he has another listed over 300. Look in particular at base. Also, hardy hole seems very close to end of heel. Manufacturer? Doesn't seem to match up with anything in Anvils in America. Perhaps prototypes which didn't go into production. |
| Ken Scharabok - Monday, 04/24/06 07:18:18 EDT |
|
I'm looking for a quick and easy field test to tell wrought iron from regular mild steel. |
| Bill Hoboth - Monday, 04/24/06 09:06:38 EDT |
|
Ken, I doubt if it is a prototype but there have been lots of makers of tools and machines that ran a limited number of cast anvils to supply with sets of tools or as a temporary sideline. Many are poorly shaped things (such as these). At first I thought it was a Grizzly (shown below - also not in AIA).  by Jock Dempsey") Grizzly Anvil: These are one of the ugliest anvils ever made yet the most popular piece of anvil clip art floating around is based on one of these. Perhaps it is fitting as it is almost a cartoon of an anvil. . . However, I am surprised at how many blacksmithing groups use it in their logos. Anvil above photographed at SOFA 2005. Image digitaly enhanced. |
| - guru - Monday, 04/24/06 09:29:50 EDT |
|
Matt Stevens, Sword. I think I reported this before...that at the Edinborough Castle in Scotland, they had some royal objects on display along with the royal jewels. The royal sword had a not too neat lap weld mid-length, with the shuts in evidence. I noticed that the scabbard also was crumpled at a matching juncture. We asked the guard what the story might be, and of course, he knew zilch. As the alpha guru states, the sword will never be the same, especially true if the weld is crappy. Ken & All. Anvils. We should probably talk about anvil ID and other interesting anvil tidbits on the hammer-in forum. Having said that, I will briefly state that both eBay anvils look like tiny, homemade, railroad track anvils. If they do weigh what the seller says, I'm guessing that they may have been machined at some industrial firm for a specific use. Bob Hoboth. Wrought Iron. It's called the spark test. Touch the specimen pieces lightly to a grinding wheel and look at the carrier lines in the "shower". Move the tool rest, so that the sparks don't bounce off of it. The wrought iron will have fairly straight carrier lines with a few short connecting lines off of the long ones. We call them sprigs. At the termination of the longer, carrier lines, you will often see a small separation and a short "dash". Mild steel will begin to show bursting, small, explosive star bursts on the sprigs and carrier lines. The shower incandescence is a little brighter than wrought iron. A high quality wrought iron will not have the bursting. Always test the unknown to a known, if possible. |
| Frank Turley - Monday, 04/24/06 09:46:12 EDT |
|
Bill, Due to the variations in quality of wrought it is often difficult to tell. There are no fool proof easy tests. When wrought is heavily corroded it is easy to tell from the wood grain like patterns. This could be emulated with strong acid. When wrought is broken it often leaves pulled out fibres like a piece of green wood when it is broken. When used in structures like bridges many pieces will have forge welds such as the loops in the ends of a tension bar. Steel parts have solid forged ends with punched holes. A spark test from a grinder works fairly well but you need a fairly coarse wheel. Small die grinders like a Dremmel tool make such small sparks that they look like steel even though they are off pure iron. Wrought or pure iron should make long sparks with few or no branches. When doing the spark test it is best to have a couple comparison samples. Wrought will not harden. Low carbon steel WILL harden especially if over heated. Wrought will not. Steel will magnetize. The harder the steel the stronger the magnetizm and more permanent the magnet. Pure iron and wrought, while magnetic, will not magnetize. |
| - guru - Monday, 04/24/06 09:48:22 EDT |
|
I was recently given a blade as I showed some interest in doing some metal working for fun. this blade is already tempered and shaped and really just needs to have the handle added and be edged but I was hoping to stylize it a little more with a blood groove in the thick of it, I was wondering what would be the best way of accomplishing this without damaging the current integrity of the blade keeping in mind I have minimal metal working tools at my disposal. |
| Grant - Monday, 04/24/06 11:24:54 EDT |
|
Brake pads, Shoes: TNG, As noted by John, The shoe material is not good for reuse and may contain asbestoes. The old were asbestoes and the newer ones contain: GRAPHITE BARIUM SULFATE MAGNESIUM OXIDE QUARTZ (CRYSTALLINE SILICA) COPPER ALUMINUM OXIDE WOLLASTONITE CRISTOBALITE SiO2, Silicon Dioxide. FIBERFRAX The mineral dusts are not good to breathe but the barium and magnesium compounds are active materials that cause the immediate problems. In general what you have is a bunch of what is considered non-toxic waste if properly disposed of but a low level hazardous material if you grind off the pad materials and produce dust. Other than the fact that they have mild steel backing plates they are useless. |
| - guru - Monday, 04/24/06 11:42:10 EDT |
|
Grant In my opinion thats not a great idea. Unless you know what you are doing you could runin the whole blade. Plus you would probly need a few extra tools that would be needed. I'll talk to a buddy of mine who does blades and see what he thinks. But on my part of smithing. Ran into another problem with making my suit of armor. Actually more like the sheild. Every time I try to make the shape of the sheild I want. It doesn't want to take the shape I want it to. How can I fix this. And I dont use a form i just pound it out. Ps How was the hammer-in turn out Ken and guru? |
| - Tyler - Monday, 04/24/06 11:43:22 EDT |
|
Existing Blade: Grant, Any grinding that does not heat the metal above about 400°F (204°C) should not hurt the blade. On thick sections you simply cool repeatedly in water. On edges you work carefully so that no temper colors are shown. Wet grinding and hand stones generally do not produce enough heat to effect temper. Grinding on a water cooled belt is the best way to remove a significant amount of material. As to "integrity" of the blade that depends on the current shape and the final shape. It would be easy to grind too thin a center groove that could result in cracking or breaking under load. As soon as you change the shape of any tool YOU are now the designer and tool maker and have to make these decisions. |
| - guru - Monday, 04/24/06 11:52:56 EDT |
|
Frant, I've made a fuller with a hand held power grinder before. The only problem I had with the width of the fuller. It was a 1/4 inch wheel, so it wasn't very wide, and I came VERY close to grinding all of the way through. If you could get a grinding wheel the width of the fuller you want, and a mount for it then that might work. Just make sure that you keep cooling the blade, as it will get hot enough to affect temper, and quickly. |
| - Rob - Monday, 04/24/06 12:01:14 EDT |
|
Oops, sorry, GRANT, not Frant. With that aside, I'd like some info myself on tempering. I plan on making a big leaf spring crossbow with a 3/16" spring. What rockwell hardness would I need to get about a 250-300 pound pull? ---Rob |
| - Rob - Monday, 04/24/06 12:03:18 EDT |
|
Clock Repair: William, This is the wrong forum. IF the clock has any value you should take it to a clock repairman. There are parts available through some hard to find sources for a few of the old clocks, other have to have parts made for them. It is a very specialized business. |
| - guru - Monday, 04/24/06 12:08:10 EDT |
|
www.sawstop.com This is not just a great product, it should be the industry standard. It is not cheap, but what are your fingers worth? Wayne, thanks! I'm not shopping for a table saw any more. I'm just saving my money. . . |
| - guru - Monday, 04/24/06 12:36:59 EDT |
|
Hello, my name is Michael Maffeo. I am currently a student studying mechanical engineering and I am working on a project for my materials course. It pertains to 16th century anchor chain and how it was made from a blacksmithing standpoint. I need to know how they made the individual chain links and how they assembled the links together. Thanks for your time and I hope to hear from you soon. |
| Michael Maffeo - Monday, 04/24/06 12:43:39 EDT |
|
Springs: Rob, The hardness is irrevelent to the spring load. All steel has the same springyness to within a very small percentage. This material property is called the modulas of elastisity and is about 29.8 million pounds per square inch. To calculate your spring you will need to use a deflection formula from Machinery's Handbook of other engineering reference. The hardness is needed to flex the spring beyond the normal yeild point of a mild steel spring. This gives you a longer stroke for a given spring thus a lighter or more high performance product. In spring steel a deep blue is the normal temper color. I'm not sure on the hardness. Your variables are (thickness, you've decided that) width and length. Your model is end supported center (point) loaded. Note that on your bow you will have a supported section that will not flex. Pretend this is not part of the spring then add it when you cut the spring to length. I'm sure there is a book out there on cross bows that gives you the exact methodology. |
| - guru - Monday, 04/24/06 12:57:16 EDT |
|
Wendy, Anvils in America has a picture of an early Fisher Noriss anvil, circa 1850, which has exactly the shape your anvil does, page 158, top left. True, Vulcan anvils made their horns the same way, but they did not start production until about 1870. |
| Ellen - Monday, 04/24/06 13:20:03 EDT |
|
Spring blue: you can cut it....with a new file. But it's hard if it's 5160 or one of the chrome steel alloys. I have no experience with 1095 so can't speak on that one. |
| Ellen - Monday, 04/24/06 13:22:19 EDT |
|
I'm doing a project on blacksmiths and your knowledge would be greatly appreciated. On improvements that have been made to the process, how and where the process is used today, any projections of future use of the process? Thanks |
| John - Monday, 04/24/06 13:28:41 EDT |
|
Michael, sites of interest: www.practicalmachinist.com then search for chain making. A couple of pictures of interest will show up, example www.gtj.org.uk/en/blowup1/29671. Then you should also check with www.brucewilcockforgings.com. He has an excellent DVD of making an anchor using methods going back to Roman times. It is NOT a small anchor. Forge welding with 5 strikers....grin! Who needs a power hammer? Invite those guys over for a pizza and some Guiness Stout and they could shape most anything. |
| Ellen - Monday, 04/24/06 13:31:38 EDT |
|
Wendy I had the very same size little andvil and a large one that was marked. It for sure is not a Fisher. Look at the waste and heel. The larger one I had was marked and the early vulcan design. I suspect the smaller one would be a Early Vulcan or Badger. Looke at the raise under the heel and notch across back foot. Just like badger on top of page 143 or. Foot, notch and waist Vulcan on middle left page 206. All three makers did make those little anvils without tables. Non shown in AIA. If memory serves Vulcan and Badger were one time owned by the same company. The larger one that had all the features of yours was a vulcan 1870 circa. The small one was identical to yours. I just do not think it to be a Fisher having owned two anvils just like yours. |
| - Burnt Forge - Monday, 04/24/06 13:36:42 EDT |
|
Chainmaking: Michael, Chain was made the same way up until the beginning of the 20th century when electric welded steel chain replaced hand forged and welded wrought iron chain. Large and small it was all the same except for bar chain. For this the bar was added to each link as it was made. 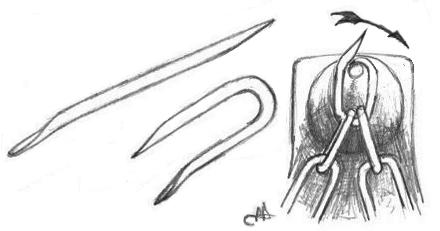 The illustration above has a slight error, most chain was welded at the end (curved part) of the link. Obtain a "repair" link to see the shape. These are basicaly the shape of the link before welding. The process is:
For what the tools looked like in a chain factory see our book review of Chainmaking in the Black Country By Ron Moss. Chain shops varied from one and two man operations to large factories. The only difference in the process in the late 19th and early 20th century from earlier centuries is that steam power operated shears and rotary benders for heavy chain making. Anchor chain was made by a team of two men using the same techniques used to make small chain. Women were often employed to make small chain. Extreamly heavy chain such as that used to guard harbors was made similarly except when the sections of three were assembled it was done with flat bars and riveted pins. Note that the Ron Moss book is currently not available from Richard Postman. However, you may contact him in regards to obtaining the book directly. |
| - guru - Monday, 04/24/06 13:54:48 EDT |
|
In my earlier posting i had a misconbubulation of info. I thought he wanted to heat the entire blade up in a forge and make a blood grove in the blade. Does anyone know what to make chainmail out of? |
| - Tyler - Monday, 04/24/06 14:28:39 EDT |
|
Michael, Chain. I never made heavy anchor chain, but I've made a number of smaller links. Since Jock already said that a link is welded on the end rather than side, that would change the order of fabrication a little. After cutting the bar, the hairpin bend is made next, with legs of equal length before scarfing. During the next step, if you hustle, you can scarf both ends, bend, and lap them in one heat. The scarfs are made at an angle over the near radiused edge of the anvil...or they can be made on the anvil face with careful cross peen blows. When making a long chain, it gets heavy, and it helps to have a holder/helper with large tongs supporting a portion of the weight between hearth and anvil. |
| Frank Turley - Monday, 04/24/06 15:02:16 EDT |
|
Michael, the links I gave you are specific to Marine Anchor Chain, and they are too darned big to weld on a small anvil. We're talking 4 to 6" round stock here for a ship's anchor chain. Sorry to contradict the above. These were still haveing a lot of hand fabrication in the mid 20th century in the British shops I cited, and it took teams of men to handle the chain plus overhead chain hoist. |
| Ellen - Monday, 04/24/06 15:12:17 EDT |
|
Clock Repair: you might check here to see if there is someone local you can speak with. http://www.horologysource.com/Default.asp Especially if you have an interest in working with it yourself. |
| Escher - Monday, 04/24/06 15:34:22 EDT |
|
I realize that I should aquire a copy of "The Book", but I sure have enjoyed all of the discussion regarding my little anvil. In my opinion, it's this discourse that keeps our craft alive. Burnt Forge, the little anvil in question is, no doubt, a Fisher Norris. The name is printed on it. Barring a hoax, I'm satisfied with Ellen's verdict. Thanks again everybody. This has been a fun interlude. Now, anyone interested in placing a value on it? |
| Wendy - Monday, 04/24/06 16:29:29 EDT |
|
Just wanted to say thanks for the answers I got, so thanks. From the explanations, it sounds like, for realism, it'd be better to just have a completely new sword forged as opposed to reforging a broken one. Guess I'll set this follow up a few more months to a year or more (assuming the five month fast forward I originally planned would not be long enough for training and having a new sword forged which, after reading your sword article, I don't think it would be long enough) after our last story ended. Once again, thanks for your help. It is appreciated. I think I'm starting to get an interest in blacksmithing now and may, later on in life, when I have the essentials of life taken care of (more or less), pick it up as a hobby some time. I don't know if I'll be any good or not, but it sounds like it'll be fun, despite the obvious hard work that goes into it. |
| - Matt Stevens - Monday, 04/24/06 17:06:29 EDT |
|
if i wanted to make forge welded pintles but with screw thread ends would it be easiest to make the pintle and then send it somewhere to be thread rolled or to buy some sort of low carbon lag type bolt and cut the head off and weld it around the pin? |
| coolhand - Monday, 04/24/06 17:40:29 EDT |
|
Dear guru, A while back I was working on a clock and over tightened a collar on a shaft. (One whack too many while staking.) Any notions as to how to loosen a brass collar on a polished steel shaft? Preferably without detempering a spring or gear on the shaft? In some of the hobby machinist magazines I've seen project articles on making small bearing pullers which would do the job, 'though their plans require a mill. . . Which I just realized isn't really necessary, as careful grinding and filing with repeated careful measuring to make the forces balance. . . I guess I need to remind myself that there are few things that really REQUIRE machine tools. I've heard tell of Pakistanis making reasonable copies of Smith & Wesson revolvers with nothing but hand tools. . . Comments? |
| John Lowther - Monday, 04/24/06 17:45:15 EDT |
|
LOOKING FOR PROJECT BOOKS CONTAINING INFO ON PROJECTS WITH RAILROAD SPIKES AS THE BASE MATERIAL. THANKS BYRON |
| BYRON AUBREY - Monday, 04/24/06 18:12:27 EDT |
|
Wrought Iron Test, generally I saw it most of the way through and break it and look for a fiberous break. Note WI can be high carbon, see "natural steels" made from high carbon blooms. and finally From "Formulas for Profit", Bennett, copyright 1939, 4th printing "To identify iron from steel" "Mix 5 drops nitric acid with 10 drops H2O", (remember acid into water *NEVER* water into acid),"File a clean spot and place a drop on it. If it is steel it will turn black immediatly. If it is wrought iron or malleable iron it will stay bright for a considerable length of time." Use at your own risk! On Shields: may I commend you to the armourarchive.org a series of forums on making armour. On Swords: may I commend you to swordforum.com a series of forums on swords. Thomas |
| Thomas P - Monday, 04/24/06 18:41:12 EDT |
|
I wrote earlier asking for advice in putting a fuller in a blade, well I'm nearly finished planning the design for my knife, my query is: what tools might one find in an average garage that I might use to shape my raw blade and is there anything I might want to invest in as a beginner? |
| Grant - Monday, 04/24/06 18:52:14 EDT |
|
Matt Stevens: Bear in mind a sword might pass through many owners hands. I suspect the victor in a battle got to carry home the spoils of battle so to speak. While some swords might be scrapped, many may have ended up in service in their army. Some may have been issued to recruits and collected from those being mustered out or may have been placed in storage for the next campaign. Your story might include a history of a particular sword going from owner to owner. Possibly for a twist, have it lost in battle and then, year later, coming back to the original owner. What was the movie about about a rifle as such - Winchester 76 with Jimmy Steward? |
| Ken Scharabok - Monday, 04/24/06 18:57:59 EDT |
|
Bryon Aubrey: To my knowledge there is not a book on the general topic of "101 Things to Make from Railroad Spikes". If someone is interested in creating one along this line I can act as publisher/distributor. |
| Ken Scharabok - Monday, 04/24/06 19:00:48 EDT |
|
I am starting blacksmithing as a hobby and i was wondering what materials are needed to build a proper forge from scratch |
| seranox - Monday, 04/24/06 19:25:01 EDT |
|
what metals can withstand the melting tempature of iron and/or steel |
| seranox - Monday, 04/24/06 19:26:07 EDT |
|
Grant, I'm not sure what you would mean by "average garage" (due to the fact that I've never had anything close to normal or average), but the basic tools that I started with are a hand held angle grinder, a bench grinder, and a set of files. This is what I started with, and I managed to make a fair blade with these tools. I would recommend getting a wet grinder (as the good Guru mentioned) as well. Also, a drill press would help a lot if you are going to get into smithing at all. |
| - Rob - Monday, 04/24/06 19:31:03 EDT |
|
Seranox, be creative. I wouldn't feel safe, personally, using anything other than steel or cast iron. My forge is not even 1/16 of an inch thick, and it does well enough. Technically, it doesn't have to wistand the melthing temperature of iron or steel, becase it is not in the middle of the fire, where it actually gets that hot. With that in mind, again, be creative. Wheels, brake drums, I've heard of using lawn mower parts, etc. can work well. |
| - Rob - Monday, 04/24/06 19:34:56 EDT |
|
Melting Points: Seranox, If yuu are looking for metal crucible materials Platinium is commonly used. Tungsten is also a high melting point metal. Forges are built from cast iron, steel, clay, brick. . . The fire is largely insulated by the surrounding fuel and heat rises up away from the forge. Steel and Cast iron forges are also cooled by the open air on the back side. Materials depend on the type of forge. Coal forges are built from iron, steel and brick. Charcoal forges from brick and clay. Gas forges are built from refractory brick and/or high tech industrial ceramics like Kaowool and ITC-100 (see our store). Oil forges are built from the same but tend to be industrial duty and more brick is used. |
| - guru - Monday, 04/24/06 19:39:13 EDT |
|
Grant, An average garage would have a vehicle in it, and that vehicle would have springs on the suspension. Take one of the springs and make from it a scraper. Shape the blade of the scraper so that it will cut the fuller to the profile you desire. While it may sound like a lot of work, a good scraper will move a lot of metal in relatively short order, in the hands of someone who knows what he's doing. Scrapers were being used for such purposes long before files and grinders were ever thought of. A number of bladesmiths still use scrapers for the final profiling of blade fullers. |
| vicopper - Monday, 04/24/06 19:54:24 EDT |
|
Byron RR spikes can be used in alot of projects as the base material. But you really need to find out if there high carbon or low carbon. That will make a difference. It would also depend on what you want to make. Rr spikes can be used for Tongs, hammer heads, Chizzels, etc etc etc. Just really depends on you and what you want to make. |
| - Tyler - Monday, 04/24/06 20:02:18 EDT |
|
RR Spike Projects; There used to be a list of 101 things to make from RR spikes on one of the ABANA Club sites. It was also posted on About.com. It does not appear to be available anywhere now. |
| quenchcrack - Monday, 04/24/06 20:29:26 EDT |
|
"Average Garage" Where? When? A friend from Chile went to his first American barbeque in a Florida suburb in the early 1980's. He THOUGHT he knew his host whom he worked with. While there he wandered into the open garage. On the pegboard covered walls hung racks of shiney new Craftsman tools, wrenches, drills, saws, rachets, various hammers a bench grinder, a hand grinder, drill press and table saw, mower and weed eater. A typical "middle class" U.S. garage. He asked the host, "What do you manufacture here?" He did not underestand the answer. In his native Chile where his family was fairly well off and operated a hardware store (la Ferriteria), someone that owned that many tools would have a dozen people working for them manufacturing something or running a large repair or contracting business. It took him many years to understand just how rich many people in the U.S and Canada really are. He told me that if he had this many tools at home in Chile he would have been a VERY rich man. In Mexico, Central America and South America a tool shed, a "bodega" might have a hammer, one screw driver, shovel, hoe and an axe, perhaps even a wheelbaro or a mechanical push mower. This is a "middle class" familiy's lawn tools. Someone that owns a (ONE) weedeater has a lawn business. Someone with a typical U.S. lawn tractor has a farm. However, in Africa and India these would be considered very rich people. I have wittnessed this level of tool value in Central America. It is completely different than what we have here in the U.S. and it REALLY makes you appreciate just how rich we are. . . However, on average it was not too different in the U.S. not too long ago. -------------------------------------- When I was growing up in the 1960's we had enough tools for me to build a competitive soap-box racer. My family was generally well off but there was EIGHT children so there was little extra money. But my father, an engineer, had invested in a few tools over the years and we had the best equiped garage/shop in the neighborhood. We had a small 6" craftsman lathe ($120 complete with motor and attachments in 1950), a ShopSmith with minimal attachments - it was a modest drill press, table saw, wood lathe and grinder. Then there was two ceramic kilns, a small heavy vise, a small 2" vise (mine), 3/8" and 1/4" electric drills, a Sabre saw an eclectic set of wrentches and a small air compressor with no tank that we ran a spray gun on. . . Although we had some machinery it was nothing compared to that garage in Florida where everything was new and proudly displayed on pegboard with multiples of every size of wrench. But our machines and ability to use them set us far above the "average" garage. I've known guys in the "burbs" that had as many tools as most professional mechanics including a heavy duty auto floor jack. My 80+ year old mother in-law had every imaginable electric lawn maintenence device as well as a full chest of tools that had been her deceased husbands. She never once opened them but thought she needed them. ------------------------------------ Today WE are largely Hobby Smiths and part time knife makers and piddlers. Many will not have as many tools as the "average" but they will have the RIGHT tools to work metal. It takes few tools to be a smith or blade smith but they need to be the right tools. The two most important tools in metal working are a good vise and grinders. Today a small "garage" shop may have at least three grinders. A typical 6" bench grinder, a small 4-1/2" angle grinder and a 2x42" belt grinder that is often home built. See the review of the $50 Knife Shop and the Ray Clontz Belt Grinder. A good vise is used more than an anvil and is more of a necessity to most work. In some cultures they do without but it is one of the greatest advances of Western technology and MAY be one of the reasons Europe and the West dominated the rest of the world industrialy. A small bench to large floor drill press is more important than many other machines as it can also double for a sander using a drum type sanding unit and also adapted to wood turning. Drilling holes accurately and in quantity is an important task. You will need at LEAST a fractional set of drill bits in a drill index. Every good garage shop has a buzz-box welder. These little modern wonders let you put together all sorts of other tools like Ray Clontz's grinder and many others with some imagination. Many folks would say you need a cutoff saw or abrasive chop saw. I hate a chop saw so much that I will hand saw until I have blisters. . . A cutoff type band saw is necessary only if you are in business but they sure are NICE. . . You would be amazed at what you can saw using a GOOD heavy hack saw frame and a coarse heavy blade with set teeth. Files are important, they are not cheap AND they are consumable. I have many that are 25 years old but many also get worn out on a single job. A couple hundred dollars worth of files is a starter set. Along with good industrial quality drill bits they are the small tools that you do not see proudly displayed that are important investments. See our list of basic tools in the Getting Started article for the minimal forge tools. Then there is the complete set of mechanics tools needed to properly maintain all the other stuff. . . But many get away with a cresent wrench and a pair of vise grips. In our declining post industrial society of the United States (it IS believe me) there are MANY opportunities to purchase all sorts of used tools and machines CHEAP. Small shops thrive on the left overs of large and small industry. Tools that cost many thousands new sell for pennies on the dollar IF they do not go to scrap. Mechanical power hammers have been one such tool. Heavy vises and benches another. I have a WONDERFUL old Di-Acro bar shear that I only paid $10 for. One 130 pound bench vise was a gift as was a 150 pound Peter Wright anvil. An old Craftsman drill press was traded for at about $100 value. The serious metal worker can accumulate a surprising shop setup in our currently tool rich society. So what is in YOUR "average" garage????? |
| - guru - Monday, 04/24/06 21:06:27 EDT |
|
Rail road spikes: try http://www.metalsmithinghow-to.com/tutorials.cfm?content=82&page=Spikes/index.htm |
| Bob H - Monday, 04/24/06 21:07:07 EDT |
|
Scrapers: for those who have not seen them they are pictured at www.msc.com And I agree with Vicopper, they will remove a LOT of metal properly used, and leave a nice finish. |
| Ellen - Monday, 04/24/06 21:07:49 EDT |
|
Rail road spikes: try http://www.metalsmithinghow-to.com/tutorials.cfm?content=82&page=Spikes/index.htm |
| Bob H - Monday, 04/24/06 21:08:08 EDT |
|
RR-Spike Projects List: I will try to find it. It is not in my last ABANA-chapter sites back-up. . . Let folks know we have a standing policy to adopt complete web metal working sites that are going to be abandonded. CSI will assure that they remain available and intact. |
| - guru - Monday, 04/24/06 21:31:05 EDT |
|
Scrapers: Ellen, Etal, We have an iForge demo on making and using scrapers including the tool to put on a wire edge. Scrapers and Burnishers |
| - guru - Monday, 04/24/06 21:34:57 EDT |
|
hello to all I would like to build a press using a hyd. cylinder run by compressed air. I have been thinking of a lever press to increase the power of the cylinder., 5inch bore 43/4inch stroke 2 inch ram,any ideas or comments will be welcome. I have 8 cylinders to chose from. thanks to all, freddie |
| freddie - Monday, 04/24/06 22:32:06 EDT |
|
What is the intended purpose of the press? |
| - guru - Monday, 04/24/06 22:57:04 EDT |
|
Guru, thanks, I had forgotten about that excellent iForge demo. Scrapers are good. After draw filing my 46" long flintlock barrel it was scraped for the final finish before browning. And, yes, I made the scraper. Wish I still had it. |
| Ellen - Monday, 04/24/06 23:13:43 EDT |
|
Guru, thank you, hopefully forge welding blades (some) and squezzing instead of hammering steel,I have the time to build this press,and the cylinders and the other steel that I need. Soooo would this idea work, increasing the pressure from a cyl.through a lever would creatate alot of stress over the whole machine correct?? Or will the machine not be quick enough. thank you freddie |
| freddie - Tuesday, 04/25/06 01:56:53 EDT |
|
Hi. I have a question about grinding up dehydrated borax for use as forge welding flux. I just got beck from the California Blacksmith Association's Spring Conference. One of their workshops featured steak turners. Unfortunately, the stock available was either too big or too small. Being too smart by half, I figured that I would forge weld two of the smaller pieces lengthwise to form a thcker piece of stock. You can probably guess what happened. At the end of the workshop, I ended up with two burnt (separate) peices of steel and no steak turner. Lots of people came by and offered advice. One person asked me if I had ever successfully forge welded before. I had, but it was in a charcoal forge. Aha, she said, that was it. The current forge had dirty coke. I suspeced that this may be part of the reason, since even with frequent fluxing and wire brushing, I did not feel the "stick" in the fire. But, Zack Noble just demo'ed forge welding without flux earlier, so the poor craftsman cannot really lay full blame on his tools. One of the things that gave me a lot of trouble was the borax/boric acid mixture that I brought in my bag foaming up. It would foam before covering the metal, and I remembered welding at an earlier workshop with the provided dehydrated borax. Went on clean and smooth. I had these experiences in mind when I bought a Krups burr wheel coffee grinder at a garage sale over the weekend. I can either press this into grinding service, or I can decommission my current propeller-style grinder. Hmmm, grinding good coffee is more important to me than forge welding, since there's always my old pal Miller, but I am willing to sacrifice the more suitable grinder for the borax. I recall from brazing that melted borax is pretty tough and chippy stuff. Would the wheel grinder or the the "propeller" grinder be better, or neither? Thanks, Eric |
| EricC - Tuesday, 04/25/06 02:00:51 EDT |
|
Hi there. I have no experience or anything in blacksmithing/metalworking and i'm currently asking myself what i should do with my life for a living. I currently work in industrial racking and theres nothing i like more in there than to get my hammer and repair some bent metal beam so it fits. So, i'm considereing to start training to work with metal. I'm as much an artist than a practical man, but before going ahead in this i was wondering, how are the markets generally for a blacksmith/metalworker in these times where machines do most of the work? I'd very much like to go ahead in this, but i don't want to end up again having learnt a new trade and not be able to live off of it. (i was in cinema before, but the market for this around here in quebec just dropped, many many technicians, no jobs at all) Thanks |
| Felix - Tuesday, 04/25/06 06:40:30 EDT |
|
Grant, the webiste britishblades.com has lots of info on tools for knife making, along with 'how tos' on making blades by stock removal, and forging, as well as lots of easy to follow info on finishing / handles etc. well worth a browse! |
| - John N - Tuesday, 04/25/06 06:51:50 EDT |
|
Eric, Dehydrated borax goes on better but does not make a diference in welding. The plain borax, once there is a wetted spot sticks fine. The trick is to flux early and add a little as it wets and sticks. Those welding billets often shovel the borax on over the container of borax. . . Making a long weld is tricky. The pieces need to be held together and carefully heated. As the heat will be shorter than the pieces you only want to work at the place that is ready to weld. Once it is stuck then heat the next place. A long forge weld is in fact a bunch of short forge welds. The problem with building up stock like this is that every weld is a chance to screw up. On the other hand it is very good practice. Remember that steel welds best below the sparking point. |
| - guru - Tuesday, 04/25/06 08:49:11 EDT |
|
Freddie's Press: I had thought of going this route but you need a LOT of lever to make up the difference of the hydraulic pressure. Most of the presses being used are running 1,000 to 2,000 PSI hydraulic pressure (I think). That is 10 to 15 times the air pressure you will have available. With reasonable size pins and parts you will have probably 4" between the pivot and the ram center. This means you would need a 40 to 60 inch lever if I am right on the pressure. That is a long machine with very little stroke on the working end. However, the working stroke at contact does not need to be much. You will need riser blocks for adjustment and not much clearance. With a 10 to 15 to one lever you will get 1" to 3/4" travel from 10" cylinder stroke. |
| - guru - Tuesday, 04/25/06 09:20:35 EDT |
|
RR Spikes revisited: Ken Scharobok sent me an email that the link did not work. So, I checked it out, and it looks like they had a server crash and have not completely rebuilt the site. So save the link and check back, would be my best suggestion. |
| Bob H - Tuesday, 04/25/06 09:23:03 EDT |
|
I just want to say �thanks� to everyone here for the great information, how to, lively debate and just a general all around helpfulness. I like many I suspect, have never asked questions but stand on the edge reading, watching and learning. I use your i-forge demonstrations in my classroom as I put my limited blacksmith skills to work when we study that era. The students love it and this years Russian Roses turned out great! In thanks I wanted to pass on a trick I learned from a metals teacher in my past, one that I can�t recall posted here. It was a way to keep your welding leathers soft and supple. I often remember using leathers that were so stiff they inhibited the work or worse yet didn�t use them for that reason. He advocated washing the leathers with a bottle of fabric softener added. He would use the whole bottle but I have tried it with half and the results are much the same. As I remember he used his washing machine and stopped the cycle for an hour or so in the middle. I also remember him saying that doing this nearly cost him his marriage. I have used it on some really rough garments, things that would stand on their own and they are still flexible 5 years later. I tumble dry it until it is just damp. Use a bucket and a crispy old welding glove if you need proof of concept, you might even get a useful glove back. Don�t skimp on the softener and the cheep stuff works fine. |
| - Ken - Tuesday, 04/25/06 10:26:14 EDT |
|
Bob H, RR spikes: That same article can be found at: lametalsmiths.org/news/index.htm |
| - Tyler Murch - Tuesday, 04/25/06 12:04:48 EDT |
|
tell me a bit about super alloys manufacturing at labouratary scale |
| - adilmehmood - Tuesday, 04/25/06 12:54:27 EDT |
|
Hello, I am trying to find a blacksmith who can fabricate a kingsize platform bed frame with a celtic knot for the headboard, who is near Kitty Hawk, NC. I have been trying to contact The Manteo Blacksmith Shop since Dec. 2005. but have had no luck! Can anyone help me? Thanks, Lisa |
| Lisa - Tuesday, 04/25/06 13:05:48 EDT |
|
Guru, I need someone to point me in the direction of musical steel notations and how to tune metal. Refer to above posts concerning the Kalimba, or "hand piano".... also am stumped on info regarding a "metalliphone", a percussion instrument made from a large strip of steel (?). |
| - Nippulini - Tuesday, 04/25/06 13:13:22 EDT |
|
adilmehmood, Everything is just done on a relatively small scale. Alloys are combined and melted in small crucibles up to 10 pounds (4.5 kilos) and poured into a billet mold. This may be held in a special oven to control shrinkage and crystal growth. The furnaces vary according to the metal and what is being looked for. For certain purposes, looking for super-conductors or special corrosion resistant alloys the amounts created may only be ounces. Just enough to test or to process and test. Once a desired property is found then larger amounts are made and other tests are run. EXAMPLE: A super conductor is found but it cannot be made in quantity OR it cannot be formed into useful shapes (has no ductility). Often small blacksmith shop sized power hammers are used to condition or shape a billet for mechanical tests. There are also "laboratory" sized rolling mills used to roll the metal to shape. After initial processing special machines are used to machine various specimens for tensile and failure mode testing. Much of the process is trial and error. Tests are run, heat treating varied and more testing done. If an alloy is expected to be used in a special environment (hot, cold, corrosive) the metals are exposed to those conditions and tested. Comparisons made to existing alloys and more testing done. Then another batch is created and the process is repeated. In recent years most of the University laboratories that had forging and rolling capability have scraped their machinery. Only a few places (in the US) now do metals research. |
| - guru - Tuesday, 04/25/06 13:22:10 EDT |
|
Lisa, E-mail coming your way. |
| - guru - Tuesday, 04/25/06 13:24:24 EDT |
|
Kalimba tuning: TNG, This is done largely by trial and error but are often just a range of tones that do not match specific "notes". There is also a book. . (at home) on making simple musical instruments that includes both Xylophones and other simple instruments. Note that even though our ears tell us differently drums and bells do not have a specific "note". They are a blend of overlapping notes. For free bar vibrators there ARE specific notes and these can be calculated. However, fine tuning is done after manufacture by slight removal of material. Simple bar vibrators are calculated based on length, density of material and overall weight. They are supported at the dead nodes which are usualy 1/4 of the length from the ends. The more free the bar is to vibrate the louder and longer the tone. I do not have my references here but I will poke around and see what I can find. |
| - guru - Tuesday, 04/25/06 14:05:52 EDT |
|
Tuning: One of the things that makes certain music sound exotic is that the notes do not match what we in the West consider regular notes. In fact, Western music uses bastardized notes that create an equal set of 12 notes per octave (which is 8 notes). This was done to accept the piano into the world of music. In natural tones the notes were equal frequencies. C was 256 cycles per second. Chinese and Japanese music are completely different as well. There is a simpler explanation by start here: http://hyperphysics.phy-astr.gsu.edu/Hbase/music/pythag.html |
| - guru - Tuesday, 04/25/06 14:13:07 EDT |
|
Jock, I tried to place an order with the CSI store; it declined my credit card for obscure reasons.....card total did not match payment total.....both numbers look the same to me. I then tried to fax the order to you *********** and that number has been disconnected. All suggestions as to placing the order are welcome. Thank you. |
| Ellen - Tuesday, 04/25/06 21:29:06 EDT |
|
I bought my great grandad's blacksmithing equipment. One of the pieces is a little giant trip hammer. How would i find out how old it is? Thanks. |
| Russsell Coleman - Tuesday, 04/25/06 21:36:54 EDT |
|
Russell, There are serial numbers on the hammer somewhere on the side. Should be a smooth placed with them stamped in (not cast in). You may have to scrape off paint to read them. You also need the model information from the crank wheel, should say 25 or 50 or 100 lbs. Then we can look it up for you. |
| - guru - Tuesday, 04/25/06 23:45:08 EDT |
|
Ellen, I tried the form and it seems to work OK. That FAX number has been dead for years. . Hmmmmm it is still on the mail/fax page. Will correct. Seems to be some cyber glitch as I never heard that error. |
| - guru - Tuesday, 04/25/06 23:52:29 EDT |
|
Tuning I found a very good reference on line but the math is beyond simple explaination and use. About a day to setup formulas that work in the real world (for me). Will look into it. http://www.maths.abdn.ac.uk/~bensondj/html/music.pdf Pages 118-119 have the final solutions. When I worked on this and checked this stuff last (10 years ago) I had a glokenspiel to measure and compare results to. I had this working on an old PC that has died. . . |
| - guru - Wednesday, 04/26/06 00:04:28 EDT |
|
Sort of trivial, I know,, But why does Little Giant call its self a "Triphammer". Triphammer as I always understood was a hammer that rides a rotating cam then to "trip" at the moment the cam reaches its apex,The hammer falling by gravity or spring driven. Where a Little Giant hammer is forced up and down on the crankpin, Nothing seems to "trip" in the description of its operation. I imagine the apex of the crankpin could be viewed as the "trip" as the hammer is forced down during its strike cycle , then tripped again as its forced back up. Maybe its refering to the "round trip" of the hammer up-dn-up-dn cycles. Anyway always thought it odd. Maybe its just a translation thing for me... As a side note, Somewhere I have a beautiful print of a Smith (sitting no less, must be nice to sit!)working at waterwheel driven triphammer making what I think is a scythe, The forge off to his side he can reach over, draw the hot steel out then begin hammering with out getting out of his chair! |
| - Sven - Wednesday, 04/26/06 01:15:23 EDT |
|
I am heating a 100 mm dia x 500 mm long m.s. bar to 200 c. How much time it will take to cool the bar from 200 C to 35 C (ambient) in open air. How to claculate the time. |
| PRADHAN - Wednesday, 04/26/06 01:20:37 EDT |
|
Trip Hammers and Sitting: Sven, I think Little Giant called their machine a "power hammer", not a trip hammer. All the literature from Little Giant calls them that. "Trip Hammer" is common usage by the un-informed. In production situations sitting was common. Bruce Wallace has a Bradley Hammer that he still runs every day. I have seen a photo of a worker sitting at that same hammer making some kind of part by the thousands (stacks of them around the hammer). The place he held his foot on the tubular clutch treadle was worn through in that one place! Perhaps that is one reason the dies are so low on old power hammers. . . |
| - guru - Wednesday, 04/26/06 07:53:08 EDT |
|
Some More Sitting (Sitting some more?): I remember a photograph of an industrial axe making operation where the smith had a bicycle seat/saddle mounted in front of the power hammer, forging the blades. A good set-up for continuous production of single items, or single operations; not so good if you're trying to create something new. Sunny and cool on the banks of the Potomac. Visit your National Parks: www.nps.gov Go viking: www.longshipco.org |
| Bruce Blackistone (Atli) - Wednesday, 04/26/06 08:29:16 EDT |
|
Cooling: PRADHAN, I am not very good at thermal dynamics and not sure how to calculate this. I suspect it would take less time to heat a sample and wait for it to cool. I tried ASM Heat Treaters Guide thinking they might have a rate of cooling chart. They do not. Marks Mechanical Engineers' Handbook has a chapter on the subject of "Transmission of Heat by Conduction and Convection". Thermal conductivity is given as the "basic Fourier conduction law". There are two pages of variable definitions. About half appear to apply to this problem. Things that you would think are constants are not. The thermal conductivity of steel varies from 20 to 26.2 BTU per sq/ft per degree F per foot thickness over the range of cooling you are wanting (old book, no metric units). Since this is a linear change you can easily apply it to your formula. Film or Boundry Layer Theory also applies. As the temperature of the air rises the rate of transfer will drop. You can assume a constant air temperature provided by moving air or a rising temperature in an enclosure. To make sure you have fresh air on all surfaces the part needs to be suspended on a rack where air can circulate. No model or example such as yours was given. In MACHINERY'S HANDBOOK an example is given for losses from a steam pipe to surrounding air. The rate of loss is given as 2.15 Btu per hour per square foot per degree F of temperature difference. Not sure if this applies but is probably close. Confused? Me too. I might have an answer for this one if I did heat transfer calculations every day. . . Or had time to use another library other than my own. |
| - guru - Wednesday, 04/26/06 09:40:15 EDT |
|
The confusion over whether that contraption we all know and love is a power hammer or a trip hammer arose at the very git-go when the Mayer brothers, Louis, and Laurence and Conrad, way back in the late 19th Century, first devised the monster in Mankato, Minnesota. Lacking as they did our modern technical sensibilities and higher education, the poor benighted Mayerses thought that what they had invented and were selling was a trip hammer. At least that is what they called their baby in 1900: yup, The New Little Giant Trip Hammer. Not Powerhammer. Nope, the Mayers thought it was a by-God Trip Hammer. That is what Richard R. Kern reports in his epic volume The Little Giant Powerhammer, H & K Publishing, Xenia, Ohio, 1992, anyway. And that's what the the brothers continued to call it, Kern says, after they lost control of their company and moved to Antigo, Wisconsin in 1920 and kept on making what they in their ignorance continued to call a "trip hammer." Kern, however, agrees with the Guruissimo. He says trip hammer is slang and that powerhammer is the correct term. Me, now, I happen to like trip hammer better because that's what my big, ugly, greasy, clattering, banging, wonderful old Mayer Bros. B-90 says it is, right there cast into its big black flywheel, and I figure, hell's bells, if it doesn't know what it is, who does? |
| Miles Undercut - Wednesday, 04/26/06 13:05:40 EDT |
|
Miles, Thanks for the correction. I just glanced over some of the literature in the Kern book and did not read that particular bit. . |
| - guru - Wednesday, 04/26/06 14:16:18 EDT |
|
Likely wrong, but I believe the technical name for a hammer operated off of something like a waterwheel is a heave hammer. From what I can tell by reading Mouse Hole Forge by Richard Postman every Mouse Hole anvil was made on such a hammer arrangements. |
| Ken Scharabok - Wednesday, 04/26/06 15:10:36 EDT |
|
Hammer hammer. Results... names matter not. (smile) Especially seeing as all I have is my old slightly modified Craftsman MOL 2 1/2 pound cross peen hand held. |
| Ralph - Wednesday, 04/26/06 15:28:53 EDT |
|
Ralph-- Yes, as Gertrude Stein once said, a pane is a peen is a pein is a pene. Or, the way Shakespeare put it, a hammer by any other name would sound as sweet. |
| Miles Undercut - Wednesday, 04/26/06 16:19:24 EDT |
|
Wendy Value on your 30 Fisher & Norris Anvil. I had one identical to yours in even better condition. Mine was not rusty and had a wonderful aged patina. I sold it to a collector at 175.00. I think that would be about the max value to the right person. I would at least get 100.00 for it. |
| - Burnt Forge - Wednesday, 04/26/06 16:40:43 EDT |
|
Ken That is correct. They are Helve Hammers. The English had another name for them. I can't recall at the moment. If I do I will post it. Mousehole had two large water driven helve hammers and two smaller steam hammers. I have a neat Mouse Hole Anvil that you can see the helve hammer markings. |
| - Burnt Forge - Wednesday, 04/26/06 16:47:39 EDT |
|
I think they called the helve hammers...shingling hammers. Infact I just found it on page 9 of the Mousehole Book. Richard states: "The west Shingling hammer worked the iron sponge ball that came white hot from the puddling furnace." |
| - Burnt Forge - Wednesday, 04/26/06 16:52:14 EDT |
|
Helve Hammer: I just found in Richards book where the old-fashioned water driven helve hammer was know in England as "metal helve". |
| - Burnt Forge - Wednesday, 04/26/06 16:56:41 EDT |
|
Don't forget about radiant heat loss from the hot bar. 200 C is relative cool by blacksmith standards, but I suspect hot enough to result in significant radiation. |
| Mike B - Wednesday, 04/26/06 18:09:05 EDT |
|
Lets see ther were called swanz hammers in germany---supposed to be because they looked like a swan's neck. BTW I what at the Blist Hill Museum, Coalbrookdale UK, back when they were siting in the steam powered "shingling hammers" for the wrought iron works so I think that's a job name not a hammer type. Thomas |
| Thomas P - Wednesday, 04/26/06 19:02:34 EDT |
|
Thanks. The serial number is 3374. It is a 25lbs. I believe that is a old style. Thanks once again |
| Russsell Coleman - Wednesday, 04/26/06 19:42:00 EDT |
|
I just built a forge in my backyard. I have been forging on an old steel beam (wich works surprisingly well as an anvil). For some reason the iron doesnt seem to be very workable, even though it is properly heated. Could the hammer be to blame? |
| BNC - Wednesday, 04/26/06 21:02:41 EDT |
|
I just purchased an old Rockwell drill press,model'Homecraft 11-120'. It has the original motor(Delta Motors 1/3hp 110/220 single phase). I need to rewire the power cord but the wiring diagram to the motor is gone. Where can I find this info? I'm 'surfed' out! |
| Chris - Wednesday, 04/26/06 21:20:42 EDT |
|
BNC, No, its the "surprisingly well working anvil". A structural beam unless it is a tremondously heavy section (over 1" flanges) is a lousy anvil. All the mass for the weight of it is spread out and very flexible. As a newby you should be working with about a 2 pound (900 gram) hammer on something for an anvil that weighs no less than 30 pounds (14 kg )and has sections over 2" (50mm) thick. Preferably a real anvil of at least 100 pounds (45 kg). RR-rail is often used but poorly. If you have a piece about 28" long or less you can set it vertical and use the end for your anvil. Yes this is a small target but it is all you need and that long piece of steel below the striking point will be equivalent to 200 pound (90 kg) anvil. The best anvil is consodidated mass. A cube or sphere is a most efficient anvil. As the mass is spread out the efficiency of the mass is reduced greatly. Steel beams are designed to give the greatest flexural strength for the least weight. RR-rails are simila except that they have that nice heavy chunk at the top. See iForge demo #45 RR-rail tools Figures 16,17 and 18 for efficient use of RR-rail to make an anvil. The longer the better. |
| - guru - Wednesday, 04/26/06 22:45:20 EDT |
|
Little Giant #3374: Models 3347 to 3492 were made in 1924. That is an early model as many of the parts are the same from #1 to 3818 or 4650 (depending on parts). |
| - guru - Wednesday, 04/26/06 22:54:20 EDT |
|
Single Phase Motor: Chris on a single phase motor there are only two places to hook the wires and it doesn't matter (the green ground goes to the case ALWAYS). The only difference is if the bundles are pulled apart or if you do not know if it was 110 or 220. The numbering is pretty much universal and will be the same as another motor of the same approximate type (don't have one here or I would look). If you go to baldor.com, select a similar motor, then on the left hand menu select "Connection Diagram". You will have a sample detail. Ignore the color code. But the wire numbering has been standard for many years. SHOULD work but I will not promise it won't fry your motor. But it is what I would do. |
| - guru - Wednesday, 04/26/06 23:07:47 EDT |
|
Hi. I'm trying to fix my semi-ornate metal bedframe. It's a rather inexpensive one but I paint it and reuse it. So I attempted to repair a metal piece from it with my small propane torch. It's either that or this MIG wleder I borrowed from a neighbor. I couldn't get a good ground on the frame for the MIG. Anyone have any tips? Thanks, Charlane PS. Good stuff on the biodiesel. You can use any kind of oil with a little methanol and lye (sodium hydroxide). I did this with my old beater Mercedes and it does smell like french fries....or is that 'freedom fries'? |
| Charlane - Thursday, 04/27/06 00:10:26 EDT |
|
Charlane, You can try a couple different things to get a better ground. First is to sand off a small spot of paint in an area that won't show too much. Then clip there with your ground clamp. If it has hollow tubes for legs then you can try taking off whatever kind of foot or base the legs have and try putting one side of the ground inside the pipe. It's probably not painted inside. FredlyFX http://fredlyfx.com |
| FredlyFX - Thursday, 04/27/06 04:04:47 EDT |
|
Bed Repair, Be careful! Charlane, Many old beds have cast elements on them made of lead or zinc. Fumes from either one are very hazardous AND the parts will just melt off and leave a mess if you attempt to weld them. An air propane torch will not get steel hot enough to weld. The MIG is good but you should practice a little on some other metal first. Not only do you need a good ground but MIG will not weld through paint, dirt or rust (or PLATING). So you will need to have thoroughly removed all the paint and rust or plating from the weld area and a zone around it (about 3/4" wide space). The plating example is nickle but it should stil be removed in the immediate weld zone about 1/4" wide. While cleaning you can test the metal with a file. Zinc and lead are both white metals and lighter than clean steel. A sure fire test is to try to pickup some suspect filings with a magnet. If they don't imediately cling to the magnet then they are not iron or steel. You will also need to look for brazed or soldered joints. You cannot MIG weld over either of these and the solder joint will probably contain lead. The braze joint will be a brassy or copper color. |
| - guru - Thursday, 04/27/06 08:00:27 EDT |
|
Thanks for the additional info Tom P. I think you are correct about shingling being a job not a hammer type. I found the swanz hammer really informative. |
| - Burnt Forge - Thursday, 04/27/06 09:16:55 EDT |
|
BED REPAIR: if the piece is ornamental & not structural try just soldering it with the propane torch . It will have to be clean just like if you were going to use the mig. An acid core solder may just be the trick. |
| cordell - Thursday, 04/27/06 10:39:52 EDT |
|
If the bed piece is ornamental---epoxy it on! Cheap frames are often quite thin and with the possible plating issues I would probably try to drill and bolt before I would try to weld. At the old water powered smithy in Lauf ADP (auf der Pignitz IIRC) a short ways north of Nuremburg they still had the old swanz hammer shafts up in the attic; they were running off watter powered luft (air) hammers when they finally shut down in the 1970's. it's run by a club as part of the industrial museum now. For some funny reason I visited quite a number of smithies when I was in Germany... Thomas |
| Thomas P - Thursday, 04/27/06 11:53:23 EDT |
|
Grrr |
| - Nippulini - Thursday, 04/27/06 12:15:50 EDT |
|
Hello, Just wondering if anyone can tell me where to find plans hopefully with dimensions of a colonial (US) traveling forge that may have been used in the mid to late 1700's. I know that the Federal Archives might have a set but cannot find the link or correct address to inquire. Thanks, Tom C. TN |
| Tom Cook - Thursday, 04/27/06 12:21:12 EDT |
|
Tom Cook: at forgemagic.com in the photo gallery, under "by contributors" find Jymm Hoffman's album. He has a colonial traveling forge from French and Indian wars. He can also be seen on umbaonline.org; they have a DVD or VHS tape for $7.50 with him demoing using the traveling forge. It's in the library section. |
| Ellen - Thursday, 04/27/06 15:53:34 EDT |
|
thomas IF you dont mind me asking What all smithies did you go to? I might a know a few of them. On the bed frame thing. Wleding wouldnt be a great idea. Epoxie would be the best way to go. Just sand and make sure your its a very clean surface. O and just to be sure it will stay drill and bolt it. Better to be safe than sorry. |
| - tyler - Thursday, 04/27/06 15:57:59 EDT |
|
Charlane: I am surprised that there has been so much advice on the bed repair, when we have not seen it. Guru is right, that there neede to be a careful evaluation if the materials before a repair procedure can be decided upon. If it is soft metal or if it is thin tubing, the MIG is out. I often work on similar items, if they ware thin tubing by oxyacetylene welding or brazing with a TINY tip. Work on thin stock takes skill, and practice. I loose my touch in a few months non-use and have to practice on similar material before I start the project. I can do much thinner material with OA than with MIG or even TIG. If it is a joint that has separated and the tube is OK, I often Silver-solder with Sil-Flo. Of course we are all speculating. Sometimes they were made of heavy gauge tubing or even solid stock! |
| - John Odom - Thursday, 04/27/06 18:18:34 EDT |
|
Slitting vs. slot punching 1/2" bar. Which gives you the cleanest hole (assuming it's done properly)? |
| Mike H - Thursday, 04/27/06 18:56:22 EDT |
|
Mike, It depends on the shape of your tools and your technique. In 1/2" square you are talking about a small section to punch or slit, slitting leaving more material. If you are very careful and mark your work with a cold chisle before heating so that the alignment is very accurate then slitting will be very clean. What are the end results you are looking for? |
| - guru - Thursday, 04/27/06 19:04:17 EDT |
|
Bed Repair: I completely forgot that it is possible that the bed is actually brass. Then forget the MIG, a very small torch and lots of practice are required as John O pointed out. Epoxy is fine for decorative elements but structural parts will need to be welded. |
| - guru - Thursday, 04/27/06 19:06:18 EDT |
|
Can anyone give me tips on how to make a decent pair of tongs? |
| BNC - Thursday, 04/27/06 20:26:38 EDT |
|
BNC. Go to the navigate anvilfire menu on the right of the screen and tune in iForge. Scroll down to tongs. Come see me in New Mexico. I'll show you how to do forge them. |
| Frank Turley - Thursday, 04/27/06 21:15:33 EDT |
|
BNC, Also see the Machinery's Handbook tongs dimensions chart on our FAQs page. You do not need to follow the dimensions perfectly but they will give you an idea of proportion and shape. On iForge there are simple tongs and tongs by Bill Epps. On our 21st Century page see the tongs there. I thought I had invented this method (and had on my own). However, Uri Hofi said he thought HE invented it about 10 years after I did. . . then he found out it was published in a British publication in the early 1900's. . . It is not the best way to make tongs but it takes less forging skill than others and makes fair tongs. Frank can have you making tongs in a few hours. . . |
| - guru - Thursday, 04/27/06 22:08:27 EDT |
|
I was hoping someone could tell me a little about my anvil. It is a 395# Hay Budden. The serial number is 159803. The front says "Hay Budden" then "Manufacturing" and under that "Brooklyn NY". The weight is inscribed farther down. On the opposite side near the top and on the side with the hardy holes is the number "25". I'd like to know the year of production and the significance of the "25" on the back. Thanks for your time. |
| Marrell Ball - Thursday, 04/27/06 22:49:54 EDT |
|
Thank you for the help. I just started blacksmithing and really dont know what to do. I have no money to spend on an anvil, but im doing my best. |
| BNC - Thursday, 04/27/06 22:57:54 EDT |
|
Marrell, serial #159803 indicates year of manufacture as 1908. Richard Postman author of Anvils in America speculates that the number stamped on the opposite side near the hardy hole may been a specific run of steel from the supplier, but that is only speculation. Inspector's numbers are stamped on the front of the waist or to the left or right of the handling hole and range from 0 to 9. |
| Ellen - Thursday, 04/27/06 23:13:13 EDT |
|
Thank you Ellen! I appreciate your help. |
| Marrell Ball - Thursday, 04/27/06 23:47:23 EDT |
|
Marrell Ball: To add a bit more to what Ellen said, 1908 is the year H-B transitioned from the upper half of the body being wrought iron with a steel plate to a plateless (one-piece tool steel) construction. Your's may be one or the other. The base is likely cast mild steel. Normally H-B didn't make their own bases, purchasing them from a sub-contractor. However, if they didn't have one on hand, particularly on larger anvils, they might forge one out. These would typically be missing the classic depression in the bottom which only left about a 1/2" or so inch rim around the outside of the bottom of the base. Postman has also noted cases where the bottom half didn't quite match the top in proportion, such as they were going for a 160-lb anvil, were out of the 160-lb base, so used either 150 or 170 and feathered it in. |
| Ken Scharabok - Friday, 04/28/06 07:25:54 EDT |
|
Tyler: lets see the one in Lauf, Roth, Hessen Park open air museum, and IIRC the one in the wall of Marksburg castle. lastly my favorite: Bad Windsheim open air museum---they let me play, (actually the smith asked me to demonstrate welding up a billet for him---and yes I travelled with a billet and borax, spent a summer in Germany and didn't want to suffer withdrawl) I managed to visit the one in lauf on the weekend they fire up but they said insurance forbid them from haing "outsiders" at the forge. The one outside of Roth was easy to find---there was a 275 kg air hammer where the driveway met the road. I looked up schwanzhaemmer (umlaut a in hammer) and schwanz and the term is also used for "tail" and wagging the tail which may be a less objectionable derrivation of the term. thomas |
| Thomas P - Friday, 04/28/06 09:45:11 EDT |
|
I need some information on S-7 tool steel. Forging temp, quenching temp, tempering range, and does it need to be normalized What alloy(s) make it air harding? Will it make a good tomahawk? |
| - Tyler Murch - Friday, 04/28/06 12:42:25 EDT |
|
One more thing, Is Peddinghaus really coming back? |
| - Tyler Murch - Friday, 04/28/06 12:43:31 EDT |
|
finally deciding to want to become a blacksmith myself i find it hard just to find someone who can help. ive gone to local shops and all but many of them refuse to give me any kind of information that is useful and reading book after book and much of it is the same stuff. if you could give me some ideas to get this thing going at this point im kind of lost. i was looking for some kind of apprentice work but all the shops and people i talk to like i said cant really do anything so if you could give me some ideas that would be great. |
| kong lo - Friday, 04/28/06 13:10:11 EDT |
|
Kong Lo, First off, which basic regeon are you in? I ask as it will be easier for use to point you to locals who can/will help. We literally 'have/know' smiths worldwide. Welcome to the crowd |
| Ralph - Friday, 04/28/06 13:52:08 EDT |
|
Kool kool I wanna go to Germany and study steel making. Thomas how did you get them to let you demostrate? I would think there very strict on who they let in. |
| - Tyler - Friday, 04/28/06 15:08:40 EDT |
|
Tyler. S7. You can't normalize S7, because it is air hardening. "S" stands for Shock Resistant". It is hardened in still air @ 1725�F, but can be tempered for either cold or hot work, depending on the temperature. For hot work, tempering at 100-1150�F is recommended. For cold work, 400�F and above; you'll need to experiment. After forging, 1950-2050�F and not below 1700�F, you anneal @ 1500-1550�F; cool 25�F per hour down to 1000�F, and then air cool (ambient) S7 is tricky for a blacksmith to work, especially to anneal unless you have a furnace with a temperature control. S7 is composed of carbon, chromium, and molybdenum. I would recommend making a tomahawk the old fashioned way, out of mild steel or wrough iron and laying in (forge welding) a high carbon steel bit. Disclaimer. Double check temperatures with your tool steel supplier. |
| Frank Turley - Friday, 04/28/06 15:21:58 EDT |
|
Tyler, See? I already made a temperature goof. Hot tempering should read, 1000-1150�F for S7. |
| Frank Turley - Friday, 04/28/06 15:23:55 EDT |
|
Tyler, well I walked up to the pair of smiths that were demonstrating and waited for a lull in the crowd and handed them the billet and asked if they could forge weld it up. They said "no" and I said "I can"...next thing I know they had lifted me over the crowd rope, stuck a hammer in my hand and said "show us!" I spent the next couple of hours with them and had a great time. my wife and the kids went through the rest of the museum and had a snack at the beer garden. She heard one of the smiths talking to the head of the museum at the beer garden (went out for refreshments it was hot that summer) about the "american smith" and "damascus steel". I left the billet with them and the head smith was going to forge a roman knife out of it...I hope to return someday and see it. Fortune favours the prepared (and the bold). Thomas |
| Thomas P - Friday, 04/28/06 16:04:50 EDT |
|
Ridge tool is claiming Peddinghaus anvils will be back in production but until there are anvils in inventory ready to ship it will just be a rumor. |
| - guru - Friday, 04/28/06 16:08:13 EDT |
|
Kong Lo: With the assumption you are in the U.S. employees are at a disadvantage in having a small number of employees. Say I took you on as an apprentice with room, board and pocket money. I believe as far as the federal government (and probably states) you are every bit as much of an employee as if I hired you at wages. As such, I now have to take several deductions out of your pay (and I believe the fair value of room and board is considered to be wages) and match them. With an employee I may then come under the rules and regulations of OSHA. You are probably talking to one-man shops so for them to take on an employee may signficantly increase their paperwork and liability concerns. As a complete novice, your output may not justify you at even free labor. It doesn't take many oops, such as cutting a pile of parts to 11 1/2" when they were suspose to be 11 3/4", or broken equipment, to put an employee in the negative productivity column. Age old circumstances. I can't get a job without experience and I can't get experience without a job. Just a thought: Approach some of the blacksmithing schools about a certain period of being a live-in employee in exchange for the opportunity to take blacksmithing classes. For a list of some of the schools now offering blacksmithing classes go to www.abana.org and then use the RESOURCES link to the school list. The J.C. Campbell Folk School has an excellent reputation for their classes. Frank Turley (Santa Fe, NM I believe), a contributor to this forum, has the longest running blacksmithing school in the U.S. Another possibility is Tom Clark at the Ozark School of Blacksmithing in Potosi, MO. You can then approach potential employers with at least some hands-on training under your belt. |
| Ken Scharabok - Friday, 04/28/06 16:45:38 EDT |
|
Wanna be: Kong Lo, A bold plan. Have you read our Getting Started article? Followed all the links? Read the article on apprenticeships? I have most of the blacksmithing books on the market and they are all different with just a little repitition. Have you studied them or just read them? Which books? The modern blacksmith shop is more machine shop than forge. Do you have any skills in this area? Considered taking courses in welding, machine work, industrial safety? Most shops are looking for people with some kind of skills. They are not in the free education business. What kind of blacksmith? Most modern smiths that do decorative work, armour or knives are "artist blacksmiths". Do you have any artistic skills? Can you draw the things you want to make or sculpt them in clay? Do you need to study drafting, art, sculpture? To sell a job you have not made you will need to draw it. Most modern blacksmiths are also self employed, running their own businesses. There is a big difference between making things and making a living. There is the capital to buy tools, pay rent, advertise, pay for insurance. . . Much of the knowledge to make a business work is not in books and must usualy come from inside. Lots of details to fill into your plan. We will try to help point you in the right dirrection but this is largely a self-study buusiness. There are schools that will teach you specific blacksmithing skills but you will need to design your own curriculum for the rest. |
| - guru - Friday, 04/28/06 17:05:38 EDT |
|
Although I am not a 100% blacksmith shop, I am a metalworking shop that does blacksmithing, and currently I have 2 full time employees. I can tell you what I look for- I want basic metalworking skills- the ability to measure and layout accurately, familiarity with common shop tools such as saws, grinders, drill press, and the ability to weld. I usually hire graduates of a 2 year welding degree course from a nearby community college. They already know the difference between aluminum and stainless, know how to tig, mig and stick weld, can run a plasma cutting torch, drill a hole, sharpen a tungsten, grind off a weld. These are basic skills for any professional metalworking shop in this day and age. Then, if you want blacksmith employment, on top of that I would want hand and power hammer forging experience. Around here, I can think of a good 6 to 8 pro shops that hire blacksmiths- and the employees in demand are graduates of the University of Illinois course in blacksmithing, at Carbondale. These kids, young men and women, can get a job. They have a rep as being competent and well taught. So if you are serious about employment as a blacksmith, I would be working, and saving money, to go to school, or else checking into student loans. There is a very good blacksmithing program in Austin Texas, at the community college there, as well as classes at many other colleges, but for a full degree program, Carbondale is the place, many of the most distinguished pro smiths working today went there. |
| - Ries - Friday, 04/28/06 17:11:43 EDT |
|
I can't get a job without experience and I can't get experience without a job. Back in the 1970's my brother-in-law had spent 3 years in drafting classes and was pretty competent. He worked construction but wanted a job that wasn't seasonal even if it paid less. For at least four years he applied for every drafting job in our area. Every one wanted someone with experiance. . . He finally gave up. In some areas you can create your own experiance in others you cannot. Certain areas of blacksmithing you can create your own experiance. If you can make consistant forge welds and can demonstrate it then you have experiance. If you can punch holes cleanly and accurately you have experiance. If you can forge a half dozen different scroll ends and make several feet of smooth scroll without a jig, you have experiance. These are all things you can teach yourself and then practice, practice, practice. . . You have to have the desire AND the drive. I gave a fellow over a year's shop time and all the fuel and material he could burn up as well as access to my entire library. In that time he learned to make hooks. . . and maybe read one book all the way through. Drive is the important part of this business. |
| - guru - Friday, 04/28/06 18:32:22 EDT |
|
Hello - I am a PhD Metallurgist working with quenchants, quenching on a commercial basis. We supply quenchants all over the world to a variety of heat treaters and forging houses. I have been asked to write an article regarding the history of quenching for Advanced Materials and Process (ASM International). I am having difficulty finding sources and citations regarding quenching and quenchants from about 100AD to about 1200 AD (I suspect because of intellectual property reasons). There is also a short supply of references from about 1600 to about 1850 - when it really starts to take off, and people are now interested in quatitfying quenching. Do any of you have any references, papers or review articles regarding these time periods? I would greatly appreciate it. D. Scott MacKenzie, PhD |
| kb0fhp - Friday, 04/28/06 19:40:47 EDT |
|
michigan |
| kong lo - Friday, 04/28/06 20:01:38 EDT |
|
Well as i wrote im from michigan and love the trade simply because of its art values. i sculpt carve and love to draw but yea i see what ur saying with the experience other than my last year of school thats about it. i also know its a lot of an alone thing and to be honest i prefer it that way but how i think im at a stand still because i can only teach myself to so much and what im really looking for is for some one to help or guide me to that next level. well again thanks to all that responded and if you have any more tips ill of course be glad to hear them |
| kong lo - Friday, 04/28/06 20:16:15 EDT |
|
Kong lo., check out Tillers International, near Scotts Michigan. That is just east of Kalamazoo. Do a web search for them, and check out thier classes. |
| Bob H - Friday, 04/28/06 21:14:17 EDT |
|
kbOfhp, The conditions were right. My co-author, Marc Simmons, of "Southwestern Colonial Ironwork" came up with a source from the book, "Metalwork Universe" by Hans-Ulrich Haedke, New York, 1969. Haedke states that the blades made in Toledo, Spain, were becoming renowned as early as the ninth century. The blades were made by Moslem craftsmen with Christians working along side of them. The bladesmiths selected a balmy night when the clouds obscured the stars and a warm south wind was blowing. A cherry red heat was taken on the blade, and it was quenched immediately in the Tajo River. That kind of "magic" is probably what you're going to run into during your research. Much of what was done was pragmatic and based on prior successes. Fortuitous successes were guarded as trade secrets, and hardly anything was written. From 100-1200 AD, most of the populace was illiterate. Even as late as the 1700s in France, when Diderot was assembling his encyclopedia of the trades, he was highly suspect by the guilds and vilified. As a matter of interest, the Japanese blade quenching, done in the dark in tepid water, is described in "The Craft of the Japanese Sword" by Kapp & Yoshihara. Though a contemporary description, the methodology may have roots going back to the 14th century or earlier. Our gurus, Jock Dempsey, Thomas P. and Bruce Blackistone (Atli) are fairly well versed in early European history relating to metalwork. They may chime in on this subject. |
| Frank Turley - Friday, 04/28/06 22:20:00 EDT |
|
Scott, I presume you have already noted the use of quenching in Theophilus' "Divers Arts" written in 1120; but have you followed up the bibliography in "The Sword in Anglo-Saxon England" H.R.Ellis Davidson? For the later time period I would strongly suggest you refer to "Sources for the History of the Science of Steel" C.S.Smith and the period works it references. One of the period sources he excerpts is a listing of quenching mediums used that is quite amusing. A century too early would be Agricola's "De Re Metallica" and Biringuccio's "Pirotechnia" Alan Williams and Anthony de Reuck's "The Royal Armoury at Greenwich 1515-1649" has a discussion on the use of quenching on late Renaissance Armour and of course Dr Williams' seminal work "The Knight and the Blast Furnace" will be of use to you. Another period source would be Moxon's "Mechanic's Exercises" dating from the second half of the 17th century and of course Diderot's Encyclopedia from the late 18th century. There is an archeological metallurgy mailing list arch-metals that your question might be profitably asked. And finally for human interest you might look through "Practical Blacksmithing", Richardson a collection of late 1880's and early 1890's articles from a blacksmithing journal---perhaps interesting to see how much of the science had worked down into practical use. "Steelmaking Before Bessemer: Vol I Blister Steel and Vol II Crucible Steel" Barraclough, may have some data for you but I don't recall him discussing quenching, rather the process of making the steel but the appendicies may have some germain info. Just off the top of my head, I hope some of this proves useful. I have copies of most of these works if you have a specific question about them. My e-mail address should work. Atli, do you recall any usefull Y1K sources I missed? Thomas |
| Thomas Powers - Friday, 04/28/06 23:21:10 EDT |
|
Quenchants: Please do not repeat anything related to blood quenches. It has been written in some "respected" publications by authors that should have known better but liked to tell a tall tale. It all myth and there has never been any proof of any kind other than old wives tales to scare little children (or slaves). Water was used and sometime or another brine was discovered to be a good quenchant. As noted the phase of the moon and proper prayers were often mor important than the medium. The two earlist extant references on metal working technology resources are; De Re Metallica by Georgius Agricola, 1556 translated by Herbert Clark Hoover and Lou Henry Hoover (yes, that is president Hoover). pp.425-426 water mentioned for hardening. An Essay Upon Diverse Arts, Theophilus, 1125. ?? |
| - guru - Friday, 04/28/06 23:22:17 EDT |
|
Assumptions: In a side note Hoover refers to Homer, Odyssy (IX, 465). "As a blacksmith plunges an axe or hatchet into cold water to temper it--for it is this that gives strength to the iron--and it makes a great hiss as he does so, . ." |
| - guru - Friday, 04/28/06 23:56:24 EDT |
|
This may me redundant, but exactly what is the difference between air quenching and normalizing? How can you tell if non-magnetic ferrous steelss have reach the "non-magnetic" heating point? And WHY do people insist on calling me a smithy? |
| - Nippulini - Saturday, 04/29/06 07:29:56 EDT |
|
TGN, 1. Air-quenching refers to steels such as A2 that harden by cooling in air, rather than quenching in oil or water. The term "quenching" means the act of putting the hot steel (or non-ferrous metal, for that matter) into a medium that will abstract the heat at an appropriate rate for the particular alloy. Different quenching media have different rates at which the abstraction of heat occurs, based on their "specific heat", "thermal conductivity" and temperature. So salt water at room temp is going to abstract heat very quickly, plain water less quickly, warm oil even less quickly, moving air slowly, and still air very slowly. The media differ, but the process is the same. 2. The appropriate heat for hardening is not necessarily the point at which the metal becomes "non-magnetic"; that is only a convenience we use because it is approximately correct for most carbon steels. Many alloys require heating to as much as a hundred degrees above the non-magnetic point, and some require less. Each alloy has its appropriate temperature for hardening, just as it has its appropriate temperature for drawing the hardness as well. The manufacturer of the alloy publishes the hardening data. I'm not a metallurginst, but as I understand it, the proper point for hardening has to with the temperature at which certain structural changes have occured to the crystal structure and chemical composition of the metal, rather than whether or not it is magnetic. 3. They insist on calling you that because they are uninformed and have never learned any more of Longfellow's famous poem than the first lline, "Under the spreading chestnut tree, the village *smithy* stands." The next line, if they would read it, clearly says, "The *smith*, a mighty man is he..." So, they confuse the place with the person. Why anyone would attach that particular appellation to a fellow who dangles anvils from his pierced nipples is completely beyond my comprehension, though. I always thought guys who did stuff like that were called *freaks*, or *geeks*, or just plain *weird*, myself. (GRIN) |
| vicopper - Saturday, 04/29/06 08:44:38 EDT |
|
Smithy and Stainless: To last guestion, ignorance. A smithy is a place not a person. Certain alloy steels harden at a relatively slow cooling rate thus are "air quenched". Normalizing is heating to the upper transformaition (A3) point where the steel has the finest grain or crystal structure and letting it slowly cool. Often forged parts are just tossed aside to slowly cool and is called "normalizing" but this is a short cut that is not suitable for high carbon or tool steels. Normalizing is only appropriate for certain steels. If you are going to deal with modern alloy tool steels you need to get the specific heat treating for each one from the steel manufacturer OR preferably have a reference that has their heat treatments. Books like the ASM Metals Reference Book or ASM Heat Treaters Guide are important tools in any shop that deals with a variety of steels. In some shops they are just as necessary as the furnace or forge. MACHINERY'S HANDBOOK has heat treating information and general information about stainless steels. They are not quite as detailed as the ASM Metals Reference Book but are close and more readily available. The ASM Heat Treaters Guide has good articles on steel types as well as graphs of various properties. There are seperate articles about every steel covered. Generally non-magnetic stainless steels do not harden by heating and quenching so the "non-magnetic point" would be pointless. The temperatures for annealing to create the greatest corrosion resistance are considerably higher (lower forging range). The magnetic Marensitic grades of stainless (the 400 series) can be quench hardened. 440C is heated into the forging range then air or oil quenched to harden. It is interesting to note that this steel become harder when tempered to 475 to 500°F. You cannot "normalize" this steel. To really understand the differences between austenitic, ferretic, martensitic and precipitation hardening steels takes a lot of study. Although I understand the terms I do not have a "feel" for them or a picture in my mind of exactly what each is in detail. If I did I would probably be a metallurgist. |
| - guru - Saturday, 04/29/06 09:15:43 EDT |
|
Magnetic Point vs. A3: As ViCopper pointed out we use the non-magnetic point as a seat of the pants or "blacksmiths" heat treating convention. However, this temperature is uniform for steels at about 1415°F (768°C). While the "Upper Transformation" temperature or A3 point varies from as high as 1675°F (913°C) for low carbon steel to as low as 1350°F (732°C) for 85 point carbon steel (65°F (36°C) below the non-magnetic point). It then spikes up to almost 1500°F (816°C) for 1095 steel. The non-magnetic point is correct for steels from about 65 to 80 point carbon. All these wonderful relationships as well as crystal structure and defintions cane be found on the chart "Tempil Basic Guide to Ferrous Metallurgy". Available from the Tempil division of Big Three Industries, Inc. South Plainfield, NJ, USA. These charts are available in page size and wall charts. Thank you Micki for my wall size Tempil Guide! |
| - guru - Saturday, 04/29/06 09:41:59 EDT |
|
Hi, i am having trouble when fabricating my gates, i cant seem to keep them flat, my bench is not very big and the gates over hang the bench, also i am from a welding background and dont have much experience making gates and railings and would very much like some tips on speeding things up without cutting corners, can enyone help me? Thanks |
| - Mark Johnston - Saturday, 04/29/06 13:24:39 EDT |
|
I need some help in determining what type of metal/steel to use to make some strikers for my boyscouts to use with flint for fire starting? I have tried an old file but get little or no spark. I bought a piece of 1/4 square stock from home depot that also refused to give the required sparks. Do I need high carbon,low carbon? Do I need to heat,hammer,quench? I am not a blacksmith,I work in an autobody repair shop in Florida. Thank You in advance for any possible help/info!!! |
| Rich - Saturday, 04/29/06 13:40:43 EDT |
|
Rich the file is more likely to throw a good spart than a piece of A36. Was it a good brand of file? How did you heat treat it. What are you using for the "flint"? And finally a trick; especially with beginning smiths the striker may have a layer of decarburized steel covering the "good" stuff. So grind a bit off the striking face after forging and heat treating. Mark: You will need a flat space for asembly, preferably an acorn table; but a flat section of concrete pad will help. As a weldor watch out for the pull up of the weld bead as it cools. TGN, well you know as we all age out metabolism slows and those pounds do creep up on us until some of us smiths are not only mistaked for a building but for an entire industrial park! (Rumour has it that at least one fellow who posts here was once mistaked for a third world country...) Thomas ich bin ein berliner! |
| Thomas Powers - Saturday, 04/29/06 14:13:21 EDT |
|
The file is of unknown orgin and has not been heat treated by me in any way.The flint is texas chert that gives great sparks from a striker purchased at a rendevous! |
| Rich - Saturday, 04/29/06 14:27:46 EDT |
|
Hey now, I resemble that remark. . . Strikers: These need to be medium to high carbon steel. Note that some rasps are case hardened and not solid high carbon steel. Old files work as does almost any kind of spring. As Thomas noted cleaning up with a grinder helps. Steel tends to become decarburized in the forge more than picking up carbon so cleaning off the surface helps. Hard strikers create more heat and better sparks. See iForge demo # 51, dragon striker |
| - guru - Saturday, 04/29/06 15:25:15 EDT |
|
Rich, If you can get an old farrier's hoof rasp and cut or break off a piece to your specs, you can forge it to shape, water quench (it is W-1 steel), grind off the carurized surface and have a good sparker. Farriers will give away old rasps if asked politely. Got a riding stable or horse boarding facility in your area? Then you've got farriers. |
| Ellen - Saturday, 04/29/06 16:05:12 EDT |
|
Thank you for your help. Some of the references I have - some I was not aware of. I will look those references up. If any one has any quenching or heat treating questions - please don't hesitate to ask - I would be more than happy to help. Scott, aka KB0FHP |
| kb0fhp - Saturday, 04/29/06 16:40:17 EDT |
|
Rich, Nobody else seems to have come right out and said it, so I will, since you say you have no smithing background. Use the file steel, it is high carbon. After you forge/bend the striker to shape, heat it to the point it will no longer attract a magnet and quench it in warm water. This will get it very hard, which it needs to be to make sparks. Don't bother drawing the temper, just leave it hard. Then lightly grind off the outside layer, maybe ten thousandths deep, (.010") to expose steel that hasn't lost any carbon to the fire. Strikers work by having the hard flint shave off a very minuscule sliver of steel that "burn" in the air. Knowing that, I was finally able to learn the technique for actually "striking" a spark. So I'm a slow learner, what can I say? (grin) |
| vicopper - Saturday, 04/29/06 16:52:37 EDT |
|
Scott, Glad we could help. We often get heat treating questions I cannot handle and we have a couple folks that volunteer, but more is better when it comes to experiance. |
| - guru - Saturday, 04/29/06 16:58:18 EDT |
|
Strikers. best ones I make are from garage door springs |
| Ralph - Saturday, 04/29/06 17:36:01 EDT |
|
Rich, I and my son make flint strikers for our troop. If you dont have a lot of equipment, see if you can find a garage door spring. This will have a handy size of spring steel, and can be made into a dandy striker with a little work. The spring can be cut with an abrasive cut off wheel in a hand grinder into about 6" parts if straightened. Use a torch to shape to a C shape and then heat as above and quench. Then grind. An even better looking striker can be seen on the I-forge on this site if you have ability to forge. |
| Ptree - Saturday, 04/29/06 17:45:56 EDT |
|
Wow,you guys are the greatest,thank you all very much!A heavy load has been lifted off my back!I found your site through a google search about 7 pages in on a site called journeytoforever.org I have bookmarked your site and will return to let y'all know how it is going! My remaining questions are:Can someone better define spring steel for me and secondly what would I ask for to order some stock as I have a steel fabricator not far from my job as an auto body tech.An lastly,I must say you have some vey knowledgable folks here,a great forum and my question was answered very quickly!!! Everyone gets an A++++++++++++++ Thanks again,Rich,ASM,Troop155 |
| Rich - Saturday, 04/29/06 19:49:15 EDT |
|
Rich, All steel is springy, but most spring steel has a higher carbon content, say around .6% to .95%. For strikers for the Scouts, a broken garage door counterbalance spring is really quite good. If you call the local overhead door folks in the phone book, I suspect they would be tickled to donate to the Scouts. One spring will mak many, many strikers. Valve springs from an engine, or hood springs from an older pickup truck will also work. |
| Ptree - Saturday, 04/29/06 19:56:55 EDT |
|
What is the best Hardwood post for mounting a Blacksmiths Anvil on? It will be used inside on a Concrete floor and I'm wondering if there was a special wood stump or post used this purpose. Thank you, Joe. |
| Joe Swick - Saturday, 04/29/06 21:02:59 EDT |
|
Joe, use what you have. Do you know any linrmen? If so ask if they have some pices of pole left over |
| Ralph - Saturday, 04/29/06 21:12:02 EDT |
|
Strikers, One of my favourite simple things to make... Anyway, all the advise here has been valid. I might point out as an exercise with your Scouts, AFTER they have mastered using a striker and flint, Is to try other common steel things that could be found in a "woodmans envionment." I regularly demonstrate sparks can be shaved off the side of a shovel, file, pick,etc. (axes wont work, they are too soft, Excepting firemans axes what are a hardened steel, But usually still not hard enough to spark well) Anyway its a good exercise with Scouts to help them learn that even with out their nifty new hand forged striker , Its well possible to start fire with common woodmans tools if the need arises. |
| - Sven - Saturday, 04/29/06 22:16:10 EDT |
|
Joe Swick: One of the favorites is a section of Elm trunk. Try to split a piece of Elm for firewood, and you'll see why. (Hickory is pretty good, too.) |
| 3dogs - Saturday, 04/29/06 22:24:23 EDT |
|
TGN: There is a point to consider with Your forged stainless that You may or may not be aware of concerning the formation of chrome carbides within the material. You use low carbon stainless to try to avoid this problem. The chrome joins up with any available carbon and makes a carbide, which means that the chrome that is tied up in the carbide isn't available to aid in corosion resistance. Heating the part after forging will put the chrome back in solution, and rapid cooling will make it stay in solution as it cools, but I don't have any temperature recommendations. Perhaps some of the metalurgists here can help??? |
| Dave Boyer - Saturday, 04/29/06 22:39:12 EDT |
|
My anvil is sitting in a welded up box of sand, 1/4 inch plate. I have four threaded rods welded to the box sides and running through holes in the ends of two bars. Tightened nuts with washers hold the bars down fore and aft on the anvil base, thus sucking the anvil tightly to the sand bed. The anvil with box is movable on the concrete floor if needed, but sits solidly when you want it to. I first read about this in "Werk und Werkzeug des Kunstschmieds" by Otto Schmirler. |
| Frank Turley - Saturday, 04/29/06 23:18:36 EDT |
|
Anvil Stands: Joe, see our iForge demo on anvil stands. Shows all the types. The best stump was probably the way they set them in OLD shops. First you picked a PERMANENT position for the anvil. There are no second chances. Then you dig an 8 foot deep hole. Into that you set and level a 10 foot section of your vavorite hard wood. Wedge in place, then back fill tamping tight and dampening as you go. Anvil was set and spiked in place. In armour shops that used big bench snips a heavy socket for the snip's tang was spiked to the stump as this was one of the few things study enough to take the force applied to the snips. Leg vises were set similarly with smaller posts. There were two, one at bench height for the bench bracket and another at ground level for the foot of the vise. These were often set a couple feet from the shop wall then a bench built between wall and posts. Very sturdy, very permanent. In modern shops we try to keep things more portable AND flexible. You don't always want your anvil in the same place and when a vise is mounted too permanently (bolts peened over, big spikes) they get left behind OR the bench bracket gets left behind as evidenced by the thousands of leg vises with the bench bracket missing. . . |
| - guru - Saturday, 04/29/06 23:49:04 EDT |
|
im trying to start to learn to be a blacksmith, but im not sure wat suppleis to get or where to get them. also any tip/ tricks u could share would be extremly helpful |
| - robert tejeda - Sunday, 04/30/06 00:32:30 EDT |
|
Im am just starting out too. Try reading "The Art of Blacksmithing", and see some of the links above for a home-made anvil. Every other tool (so I am told) can be made yourself. |
| - BNC - Sunday, 04/30/06 01:05:42 EDT |
|
I could do with a few tips on making gates and railings , at the moment a 10 ft gate is taking me 2 hard days work to make, do you have any tips on making them a bit quicker? |
| mark - Sunday, 04/30/06 05:13:58 EDT |
|
How do you toughen mild steel? I want to make a cutter to cut hot glass and wanted to toughen the blades. Maybe mild steel will works as is for the cutter, but dont know. New to this so forgive the basic questions. Franklin |
| fsankar - Sunday, 04/30/06 06:58:59 EDT |
|
Mark, I can't imagine making a 10 foot gate in under a couple of weeks, not days. We must be talking about very different types of gates here. I'm talking about a gate with solid, forged elements, either mostly or completely assembled with traditional joinery methods like tenons, collars, rivets, forge-welding, etc. Not the sort of work that happens in 16 hours shop time. If you're making a gate in two days, you must be doing a lot of cut and weld work, using a MIG or stick welder, and so on. The only way I would now to make that go faster is to get better, faster tools such as chop saw, MIG welder and grinders, and to get better at production welding techniques. Have a really good, big weld platen and tons of clamp dogs and bar clamps so that set-up is easier and more accurate. Other than that, I don't see anywhere you can speed up a process that is already taking less time than I can see consistent with good quality blacksmithing and finishing. To sandblast, prime and paint a gate would take a full day to do correctly, so I guess you're putting the gate together in just one day as it is. How can you expect to cut that down any, unless your gate has only top and bottom rails, two ends and no hinges or latch? |
| vicopper - Sunday, 04/30/06 08:08:36 EDT |
|
vicopper, yes i am doing alot of cut and weld work using mig,i have all required equipment(chop saw,fly press drills,mig welders etc). but i am talking about very basic gates made not painted in two days. i have 9 years experience in production welding and fabrication but have little experience in making gates and railings, can you tell me more about setting up with dog clamps and bar clamps? i have a weld bench which is noyt very flat but is about 8 ft x 4 ft. How do you construct a pair of simple gates? |
| mark - Sunday, 04/30/06 08:38:58 EDT |
|
kong lo: Don't overlook a tour in one of the military services as a source of training. U.S. Navy may be the best with the Machinist field, but shop around as to which one offers the best schooling opportunities. When you get out you offer not only the skills developed, but also prior military service, which is normally a BIG plus on a job application. You will have also picked up some GI Bill training funds and even matching college funds (which might also be used for additional technical school training). |
| Ken Scharabok - Sunday, 04/30/06 09:06:13 EDT |
|
Speeding up production: Mark, it sounds to me like your work bench is not as big as the gates you are building. Efficient construction would be on a flat surface at a convienient work height. Low table heights of 24" are often used. Flat is not as important as size. A chop saw is cheap, noisy and inefficient for quantity cutting. For production ironwork a power shear or ironworker is much faster. They are more expensive but operating costs are less and they are faster. Drilling holes is slow compared to punching which is best in this type work. The same ironworker used to cut bars to length will also punch holes 5-10 times faster than drilling. One thing that slows down production welding, especialy on large objects is constant handling and repositioning welder leads. MIG welders or the feed spool and control are often hung on a jib crane that can be swung over the work. Even a buzz box can be handled this way for greater convienience. This makes repositioning faster and keeps cables and welders out of the way. Weld platens are the prefered bench for this type work but large ones or multiples can be expensive new. Used ones often sell for scrap price or less and are a super bargain. For large work I would set two at the same height and position them with a walk through space. When support was needed in the isle a piece of fitted bar grating that bridged the gap could be used. Makers like Acorn make clamps and dogs that you can easily spend as much on as the platen. However, simple bent tail dogs made of 1-1/4" round can be easily made and a few square dogs to butt against are enough to anchor the frame of a gate. If the gates are a production job (many alike) then you need to carefully look at what is slowing you down. Some of the suggestions above may help but you are the only one that knows what your bottle-neck is. Things done multiple times are usualy the places you can speed things up. Cutting stock, drilling holes, welding. Any of these operations that you take ONE step out of (literaly one foot step) can save hours. Other places are the big moves. If you must reposition the work more than once and you do not have a very efficient way of moving it then this may be costing you too much time. Simple efficiencies like having your stock rack convieniently in line with your saw or ironworker can save many hours. Two days to fabricate a simple 10 foot gate working alone sounds very reasonable to me. If this is too long or costing too much you may not be charging enough OR you need help. |
| - guru - Sunday, 04/30/06 10:49:50 EDT |
|
guru, first class advice, thanks |
| mark - Sunday, 04/30/06 11:20:53 EDT |
|
Flat: Mark you mentioned problems keeping these gates flat. It seems you have enough welding experiance to know how to weld to prevent excessive distortion. Tack, weld one side, then the other in different places. . . Where your bench is not big enough you need adjustable height stock supports to support the overhanging parts. When bridging benches or benches are not flat then use shims to support work flat. It takes a little time but it is possible to setup to flat no matter how irrgular the surface. I kept graduated stacks of heavy shims for this purpose. They usualy started at 1/16" then increased by 1/16ths then 1/8ths. Collecting a foot or two from every size stock you handle can quickly result in a nice stack of shims. Paint the edges some bright color to indicate they are NOT scraps to be used up. Mine dissapeared when I turned my back on them for a few weeks. . . Although weld plattens are extreamly heavy they can be warped by welding. Welding distortion occurs even when you hold a piece flat on a heavy bench, it just appears when you release the work. Dogging down tight holds things in position for welding but does not prevent distortion. On a large grid weldment (like some gates) starting welding in the center and working out in a circle prevents later distortion (warpage), especialy to the frame. In the end weldments must often be straightened when nothing will prevent them from warping. Again, a weld platten is helpful. A hydraulic jack, heavy clamp or sledge hammer is often needed to adjust to flat. |
| - guru - Sunday, 04/30/06 11:27:25 EDT |
|
Getting Started: tejeda, <- click this link. Tools and supplies that are not available in a common hardware store can all be gotten from a number of our advertisers. Blacksmith's suppliers are not found on every corner and these are ALL the major suppliers and they all have on-line catalogs. See the drop down menu. What you will need to buy locally is material. Look up Steel, Steel Service Center, Steel Warehouse. If there are no steel suppliers in reasonable distance then try local welding or machine shops. Ocassionaly these folks will resell steel but this is inventory they bought for them selves and you will pay a premium price. You can also buy short lengths of steel from hardware stores but it is often plated (not good) and very high priced. Ask other blacksmiths where they buy locally. Note that most steel service centers and warehouses primarily do business only with commercial clients that have accounts with them. They will do cash business but often have minimums. They will also cut stock for hauling but at a fee and will not cut unless prepaid. Grin and bear with the minimums and fees. Usually if you buy a half dozen sticks of steel you easily hit the minimums. Ask for "mild steel". If will vary but is not critical. Small stock such as 1/4" and 5/16" square will only be available in cold drawn or CF bar (see our FAW on steel product types. Larger sizes should be available in hot roll which is cheaper. CF bar will be in 12 foot lengths and hot roll in 20 foot. On a roof rack you can usually carry 12 foot. I either have 20's cut in half or into 8's and 12's. The uneven lengths are often handier. |
| - guru - Sunday, 04/30/06 12:41:56 EDT |
|
guru, im looking forward to trying some of this out, thanks. when fabricating gates and railings, what is the best way to keep railheads(finials)straight and inline with the bars below them when welding? also when making railings to suit a downslope in the path(or whatever its going)what is the best(and most efficient)way to fabricate these once you have determind the angle? |
| mark - Sunday, 04/30/06 12:52:55 EDT |
|
Franklin; this seems like a spot on task for a hot work tool steel like H13---any particular reason you want to use mild? Most ways of toughening mild will be negated by the application of heat Thomas |
| Thomas Powers - Sunday, 04/30/06 14:14:23 EDT |
|
Cutting 1/2" Mild steel: I have a 36" bolt cutter bought on sale at HF for $12.99 that will cut 1/2" stock. It does it faster than my recip saw, hack saw, or hot cut. Just a point of interest. |
| quenchcrack - Sunday, 04/30/06 16:22:46 EDT |
|
Downslope Rails: Mark, Never trust masonary work to be straight or stairs of any type to have equal rise and run. Measurments are taken with a level and a board or carefully measured individualy and laid out to scale. Where steps are unequal (they are 99% of the time) a board the entire length of the steps can give one an average. There are many ways to measure and to layout slopes and stairs. It is a subject for a drafting and mesuration course. In the shop most smiths transfer the layout directly to the top of their welding table or weld platten. For complex picky jobs they build mock-ups or jigs. A lot depends on the quality of the job or class of work. There are no real useful "tricks" for this, just patience and logic. At the recent NOMMA convention one of the contractors showed where he used full size plots from CAD taped to a bench to save layout time. Accuracy of plots may be in the thousandths of an inch over many feet. The only problem is humidity changes after the plot, usualy in the shop. I have done a similar thing for making musical instruments. Prints glued directly to boards with spray rubber cement replace transfering the layout. Sawing and drilling to the CAD lines and centers resulting in the most accurate possible work. The CAD and 42" plotter is a big time shop operation and will only cost the small shop owner time and money. Parallelism: The simple way to keep parts parallel is to use a spacer cut to length that is placed between the two parts at each location as it is assembled (by drilling and riveting or welding). The spacer can be a piece of wood or steel. Spacing or Centering: The same can be done to keep parts spaced the same distance from an edge or centered on a part. I usually find a bar that the smaller pieces can rest on. If I had a really big job or lots of the same jobs I would make a centering jig to hold the parts centered until tacked. On a production job this might be combined with the spacing gage. Most folks figure out ways to do this one way or the other. I tend to go straight for the quick and dirty jig. But I have spent more of my life designing tools than blacksmithing. . . |
| - guru - Sunday, 04/30/06 17:09:14 EDT |
|
Stairs: Measuring stairs is always a challange. The last stairs I measured was a simple two steps between two levels of a deck. They looked fine but when measured it was obivious there was a problem. The first two steps down were about 8". The third was 9-1/2". I added this up and came up with 25-1/2". But when I checked the drop between the two decks it was nearly 1" more! So I remeasured again. Same results. Time to look closer. I got out a long level. The step level with the upper deck (a third step) sloped down hill about 1/2". The next two sloped a little more producing the total of 1". This was on a set of purchased comercial stair stringers! To make the railing fit the rails were set parallel to the tread nose but the lower post was set about an inch farther out than it would normally in order that the top and bottom of the rail APPEARED to be the same height. When rise is uneven it is always tricky because the railing is supposed to serve as a tactile clue to the stop and start of the rail as well as where the steps are. To the young and healthy this does not seem important but to the elderly, infirm or blind this is very important. As I get older I notice discontinuity in stairs much more than in my youth when I typicaly skiped two or three steps at a time. . . |
| - guru - Sunday, 04/30/06 17:38:06 EDT |
|
And in full armour, to boot, running up to the ramparts of the castle. Grin! |
| Ellen - Sunday, 04/30/06 20:20:06 EDT |
|
Air compressors??? My 3.5 hp Sanford (18 gal) AC died. Major leak out of regulating module. I can buy a similar one in VG condition (20-gal) off eBay for about 1/2 retail delivered. Since the tank on the old one still seems to be good, can I plumb it into a replacement to be an extra storage tank? Logic says it would about double tank capacity (admittedly taking longer to fill both tanks initially). |
| Ken Scharabok - Sunday, 04/30/06 22:14:36 EDT |
|
Mark: You are probably loosing time on the layout and setup, as You seem to have plenty of experience on the actual welding. I made a simple jig out of 2 lengths of angle iron welded to a chunk of bar stock. there is a gap of several inches between the pices of angle iron, but they are in alignment with each other. This keeps post sections in line where they join to an intermediat rail. Another simple tool is a really large square made of angle iron, perhaps 4x6 fet with a diagonal to keep it true. When Guru talks of long levels, He means 6 & 8 footers. Templates of angles made on stiff cardboard or better on 1/4 plywood can help with inclined rails. Having at least 1 truly square corner on Your welding table is a big help, as a lot of things can be lined up with the table's square edges and clamped for tacking. Compaired to production welding, this one off stuff is going to take time, and as Guru points out You have to allow for it in Your bid. |
| Dave Boyer - Sunday, 04/30/06 23:29:00 EDT |
|
Ken : When You say regulating module, do You mean the pressure switch, or the regulator, or are they combined? I think I saw repair parts for small compressors at the farm store [TSC] recently, perhaps You just fix it? Sure You could plump the tanks together. |
| Dave Boyer - Sunday, 04/30/06 23:39:15 EDT |
|
Ken, Regulators are easily replaced as are pressure switches. . Yes you can plumb the two together. The plumbing needs to be fairly healthy in size to prevent air from cycling between the two. I would use 1" pipe if possible but no smaller than 1/2". If you can get both operating you would have enough HP to run that little air hammer much better. On one of the air hammer compressor comarisons we made two 5 HP compressors were priced at equal to or a little more than 1 10HP and had 160 gallon storage compared to 120 for a single 10 HP. This gave you the equivalent of 10 HP but on single phase and with more storage. My little Sears 1HP compressor had the gage fail first, the regulator second, reed valves . . not sure when but probably were always bad and then finally the tank. I bought a new tank and moved all the stuff. . Not everything fit right on the 30 year newer tank. . . Now the motor (or MAYBE compressor) has bad bearings. . . The point is that they can be fixed and run and run. |
| - guru - Sunday, 04/30/06 23:43:17 EDT |
|
Big Squares: See our iforge article on squares. I describe how to check and true them. You can build bolt together squares or giant try squares (wood and steel) and true them this way. You can also use the 3-4-5 or 5-12-13 method. The same article has some layout tricks as well. The other way is to carefully layout a big triangle on 3/8" plywood. A 30/60 is VERY handy just as in drafting. A 90/45 make it a pair. . With a good coat of varnish these are less likely to get out of square than a carpenter's square which should be checked for true EVERY time they are dropped. . . Another set of gages I made of plywood was large radius gages. They start at 8" and go up to 16" in 1" increments. There is a small hole drilled at the center and the edge is slightly more than 180°. They are handy for comparing curves, layout and making bending jigs. They do not get used very often but I was building a bunch of jigs and needed several so I made the whole set. I'd like to make a metal set from 8" down to 1". |
| - guru - Sunday, 04/30/06 23:59:17 EDT |
|
|
|
|