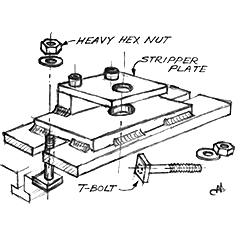
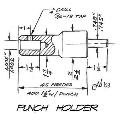
This dieset uses a 2.5" diameter commercial punch and die from Roper Whitney for blanking candle drip pans from 16ga steel plate. It took about a week to build in little more than a country blacksmith shop. It is used on a manual 20 ton hydraulic press. In one afternoon it produced hundreds of blanks and has not been used since. The stripper plate is fixed in position and is used to support the stripper springs. It is held in place by four bolts and four spacers made of common 1/2" pipe. The stripper springs are recycled automotive valve springs held in place by standard die stripper or shoulder bolts. Like most diesets it could use more/heavier springs. Precision: All these roughly hand made parts must in the end have good alignment. Blanking dies for sheet metal typicaly only have a few thousandths of an inch clearance. To align the punch and die the die in this dieset is left loose, then the punch lowered until the die can be carefully raised by hand to engage the punch. Then the punch is lowered until the die is resting in its seat and the punch is engaged full depth. Then the bolts holding the die or die shoe in place are tightened. If there is noticable clearance between the punch and die the die should be centered so that there is equal clearance all the way around the punch. In use punch and die sets that have a little looseness tend to self center. As the material initialy deflects and flows into the die the punch follows. However, when there is no material being cut there is nothing to help align the punch and a portion of its edge can come down hard on the die chipping one or both. If you have a loose press or dieset it is best not to operate it without work. Blanking with punch and dies is very common. However, the standard punches sold by Roper Whitney are all made for punching holes and have "shear" built into them. Shear is either a curved face or a split face with two sloping sides. This reduces punching effort on thin material but the slug is not usable as a blank. To remove the shear from this punch the shear was ground off by hand using a 7-1/2" angle grinder and constantly cooling the punch. Punch Holders: These are not standard parts on presses but every press needs one or more. These two in the photo hold different types of punches. The detail drawing is for a holder to fit the #4 and #5 fly presses that accept a 3/4" shank. Make the shank 1" #6 and larger presses. The punch recieving hole can be sized to fit other punches or custom tooling.
Copyright
©
2003 Jock Dempsey, www.anvilfire.com
|
||||||||||