| |
 |
|
|
|
-GURU
|
|
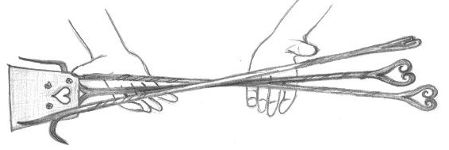
Our opening illustration is one I did today for Chapter 3 of
Jim Paw-Paw Wilson's novel in progress,
The Revolutionary Blacksmith being published in Ruby Fair (now defunct)
as a serial and with a month delay on our new story page.
|
|
|

Figure 11 |
Being Valentine's Day I thought our demo should be hearts. There are two ways to make heart handles, welding, and splitting. I don't like the thin bars resulting from splitting so I weld on a piece. We are going to demonstrate two methods of welding, arc and traditional forge welding.
|
|
|
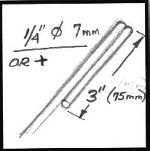
Figure 1 |
I've made these two ways but produced more by arc welding than forge welding.
|
|
|

Figure 2 |
The 1/4" stock is for toasing forks. For the spatula use 3/8"
I weld on both sides and the end. Then power wire brush off the flux. Arc welding flux will remain plastic at forging temp and leave crevises in the steel.
|
|
|

Figure 3 |
I never grind arc welded decorative work. The grinding marks show even if you forge afterwards. Dress the weld by forging. Be careful not to undersize where the weld blends in.
|
|
|

Figure 4 |

Figure 5 |
|
|
-GURU
|
|
Use a chisle to crease the end of the weld so it looks blended in. Do this hot on both sides.
|
|
|

Figure 6 |

Figure 7 |

Figure 8 |
|
-GURU
|
|
The traditional method to forge weld is to scarf the end of the bar, make a loop and weld. This is better than a seperate piece because no wire or clamps are needed.
To make a perfect weld you would need to upset the bar where the end joins it. Since we are not going to do this just be very careful not to reduce the size of the bar just beyond the joint. It takes a little practice but it can be done.
|
|
|

Figure 9 |
Spread the "legs" and draw a taper. Sometimes I make flat tapers, other times round. Its a matter of taste.
|
|
|

Figure 10 |
Curl the ends while the legs are spread. If you have long fine tapers you can scroll up snub ends.
|
|
|
Figure 11 |
The close up the heart shap to suit your taste. SOme folks like long and slender, others wide and fat. I proportion mine about like so.
|
|
|
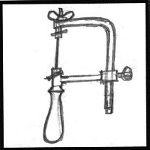
Figure 12 |
One of the tools we are making for Paw-Paw's novel is a "heart spatula". For it we are going to do piercing with a Jewlers saw.
I bought mine and a selection of blades from Brookstone. The blades are microscopic. The same places in Germany have been making them for hundreds of years. Sizes are in thousandths of an inch. An .008 is a coarse jewlers saw blade.
|
|
|
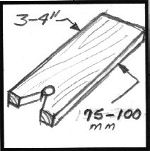
Figure 13 |
Work is supported on a Bird Mouth Bench Pin clamped to the bench that looks like this.
The first time I heard the name it was in French but I cannot remember it. . . Anyone????
I have 4-5 of these because I can never find the last one I made. . .
|
|
|
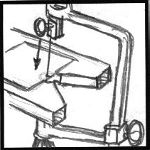
Figure 14 |
The jewlers saw cuts on the down stroke. I take two or three strokes, lick a finger and wipe off the swarf and cool the the blade at the same time. A little spit acts as lubricant and the blades last a LOT longer.
Saw, saw, saw, lick, clean, saw, saw, saw. . . Got to be careful. These thin little blades cut flesh like a razor blade!
|
|
|
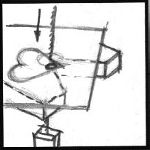
Figure 15 |
The blade of our spatula can be made from 18 ga carbon steel or stainless. Stainless is nice but not very traditional. Its also real hard on blades (two strokes then lick).
Drill a small hole and thread the blade through. I tension the blade with my thumb on the part of the frame that extends below the lock and then tighten the lock. The end screw that LOOKs like it is for tensioning does not.
|
|
|

Figure 15 |
To continue out heart motif I use a reverse heart on the back of the spatula and shovels too. This takies a little more length than the heart.
I scroll up a hole in the end for a rivet. Be VERY careful drilling through the end that turns the same way as the drill. It will catch on the drill and tighten it self then break the bit.
I make the second "flat" for a rivet on the end of the anvil's horn.
|
|
|
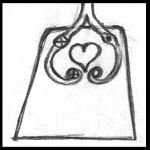
Figure 17 |

Figure 18 |
|
|
-GURU
|
|
When riveted you have double hearts on the back and a heart and a pattern of rivets on the front. If you use SS for the blade usee SS rivets. If you can't get them I use short pieces of 1/8" SS welding rod with the flux broken off.
|
|
-GURU
|
|
Questions
|
|
PF
|
|
Guru, a little wax fills in for a bunch of spit
|
|
-GURU
|
|
Pete, wax doesn't cool as much. AND as I apply it with my fingers I am cleaning off the swarf at the same time.
|
|
-GURU
|
|
I actully get a little hissing and steam on my fingers after two or three strokes on brass or steel. So you know a few more are going to be enough to hurt the temper of the blade.
|
|
PF
|
|
Guru, you sure do a fine demo..thanks to Paw-Paw too.
|
|
MARTIN
|
|
Great demo, good pictres,
|
|
GILLY
|
|
Thanks Guru...that was a wonderful demo for Val.Day
|
|
JIM-C
|
|
Guru: any trick for upsetting the bar down near where the forge weld would be?
|
|
-GURU
|
|
Jim, if you want to go to that effort you have to cool the bar around the area to upset
|
|