| |
 |
|
|
|
-GURU
|
|
Since doing the the rivet demo last week I have had a lot of questions about making rivets. So this is a logical follow up.
Making rivets and special bolts and headed pins can all be done using the some techniques. There are three methods we are going to look at.
|
|
|

Figure 01 |
This is a common style heading tool that fits in a vise. I make them with two size holes. 5/16" and 3/8" are a good pair, then 7/16" and 1/2". Substitute metric sizes to fit the bar stock you have on hand.
This tool is made from mild steel. It could also be made of a medium carbon steel like SAE 1030 or 4140.
|
|
|

Figure 03 |
In order for the header to clamp on the bar stock there must be clearance between the jaws.
I clamp a piece of .032" or 1mm shim stock between the two halves and drill the holes centered on the shim stock.
IF the parts are flat and tightly clamped the drilling will go smoothly.
NOTE: There are no gaps in the shim stock. You drill THROUGH it.
|
|
|

Figure 04 |
The spring material I use for most of my small clapper dies and tools like this is 1" x 3/16" cold drawn steel. If you use hot roll mild steel quench it after bending. The mild steel spring is arc welded on as shown.
|
|
|
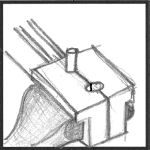
Figure 05 |

Figure 06 |
|
|
-GURU
|
|
The tool is put into your vise and clamped on a hot rivet blank. I give it one good whack before using a header. If you are not using a header then this tool makes quick work of upsetting mass. If you need to make a number of rivets or bolts this is a handy tool.
|
|
|

Figure 07 |

Figure 08 |
|
|
-GURU
|
|
When making just a few rivets or bolts the traditional method is to upset the head by hand.
Upsetting on slender rod works best when held across the anvil and the upset is worked toward you. A light hammer and lots of quick blows works better than heavy blows that force the bar to slide in your hand.
To control the upset you may want to quench the area behind the upset.
Once you have enough upset not to fall through a loose fitting hole in a swage block or the pritchel hole finish the upset and square up the shoulder.
|
|
|

Figure 09 |
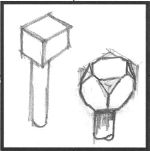
Figure 10 |
|
|
-GURU
|
|
When a lot of mass is needed for a large decorative head it is easier to start with a medium sized bar and draw out a shank.
After drawing out a shank and rounding it to size it can then be easily upset into a short cylinder and then reshaped as wanted. A cube or ball or whatever shape you need.
|
|
|

Figure 11 |
A center punch and a cold chisel can be used to decorate the head. OR you can make a die and stamp an impression into the head.
If you are making special oversize bolt heads, make a wrench to fit from a piece of pipe. Fit subsequent heads to the "wrench".
|
|
|

Figure 12 |

Figure 13 |
|
|
-GURU
|
|
Like making animal heads and such you may need specialized punches for creating the head shapes or decoration you want.
This simple teardrop punch is used to make a flower out of a truncated pyramid.
|
|
-GURU
|
|
Questions? Comments?
|
|
dunchadh
|
|
pretty neat
|
|
Jim C.
|
|
The header tool -- are the side parts milled out fit the vise?
|
|
JERRY
|
|
When drilling two blocks, is the shim stock better than paper for keeping the hole true??
|
|
Mills
|
|
Good choice for demo, Jock. addressed so many questions I have had. Thanks
|
|
Sharon
|
|
This was a neat bunch of rivet heads if I ever saw them, been way too busy chatting to pay the proper attention to this I am afraid, so don't take it away, cause I got to do some scrolling back up and read some more, OK?
|
|
Jim E
|
|
How does would that work for making nails?
|
|
Joe Rolfe
|
|
Was going to ask how you shaped the header block. And Thanks!
|
|
-GURU
|
|
Jim, They can be milled, hand ground with an angle grinder or forged. Sometimes the lip is welded on.
Jerry, The shim stock is to provide plenty of "grip" so the dies don't close on each other.
The shim stock being close to the same hardness lets the drill work without hanging up.
If you used paper the drill will hang on the edges of the "split" and break.
Drilling on a tight seam is bad enough.
|
|
Mills
|
|
When I've tried riveting tongs I keep getting the rivet swelled internaly and a space between the jaws.
Lighter blows will probably help a lot but do you have any other suggestions?
|
|
smudge
|
|
mills use a lighter hammer ...remember the heavier the hammer the deeper the penetration, the lighter the hammer the broader the head
|
|
-GURU
|
|
I've seen headers like this for making nails. It takes a bunch of hand fileing (unless you have a milling machine) to fit the square hole. Remember that the dies must grip the stock and not close on each other.
|
|
Mills
|
|
OK.
|
|
smudge
|
|
guru you can also drift the hole square
|
|
-GURU
|
|
When riveting tongs I cheat and use a torch to heat the rivet IN the tongs. Then the shank doesn't swell where you don't want it. You also need to be sure the joint is snug and flat before you strike the rivet the first time.
|
|
-GURU
|
|
I have fullered "square" grooves then taken and heated the pair of dies and clamped them on a piece of square stock. Tighten the vise and you have a "square" set of V grooves. Still takes a lot of fitting to be sure you have clearance for the grip.
|
|
JOE
ROLFE
|
|
Best quote of the night. .
It just does not seem right before God and the cosmos that we should have to
learn how to blacksmith Rivit heads, install computer memory, blow up moles
and gophers - all in the same century - Let alone the same night!
|
|
|
|
Links:
|
|
|
|
|
|
