| |
 |
|
|
|
-GURU
ANVILFIRE
|
|
Tonight's Demo is sort of a continuation of the last two weeks. Then we did hole punching and slitting, tonight we are going to look at matrix and eye punches.
We have had a lot of demos where characters were forged, trolls, dragons, birds and the like. All used "eye" punches. Tonight we are going to look at these fancy punches and stamps.
|
|
|

Figure 01 |
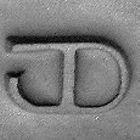
Figure 24 |
|
|
-GURU
ANVILFIRE
|
|
This is a touchmark punch I made and its impression. To make the punch required a "matrix" punch. Thats a punch that is used to make a part of another punch.
|
|
|

Figure 02 |
Matrix punches are simply the inside shape for characters or shapes that you can't cut out easily with a chisle of file.
To make both the "J" and the "D" I used the same half round punch forged in a set tool or swage block
|
|
|
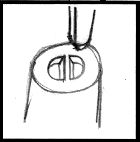
Figure 03 |
The punch was forged then a 30 to 45 degree chamfer ground on the ends. It was then punched into a hot piece of tool steel twice.
|
|
|

Figure 04 |

Figure 05 |

Figure 06 |
|
-GURU
ANVILFIRE
|
|
After punching, the extra material was ground, sawed and filed away. The punch was then hardened. This one had flat ends for hot punching.
|
|
|
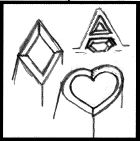
Figure 07 |

Figure 08 |

Figure 09 |
|
-GURU
ANVILFIRE
|
|
The same process can be used to make any of the letters of the alphabet or geometric shapes.
Often simple matrix punches are used to make more complex punches that in turn are used to make matrix dies.
|
|
|

Figure 10 |
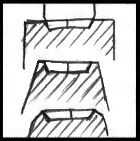
Figure 11 |

Figure 12 |
|
-GURU
ANVILFIRE
|
|
When making sharp edged stamps the extra material is ground away and then the sharp edge cut. This can be done with a bench grinder, a die or Dremel grinder or a file if you anneal the punch.
In this case the heart punch is used with a standard letter punch to make a die. The die is made from mild steel that is cleaned and polished then punched cold.
|
|
|
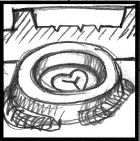
Figure 13 |

Figure 14 |
|
|
-GURU
ANVILFIRE
|
|
I've found that you need a guide to fit the piece of steel being driven into the die. I make a ring to fit the tool steel with a little clearance and taper the inside so it doesn't get stuck. Then I weld it to the die plate.
|
|
-GURU
ANVILFIRE
|
|
The tool steel is heated to an orange, descaled with a wire brush and pounded into the die. You get one chance to do this. It might be possible to realign a square bar but not round.
|
|
|

Figure 23 |
This punch was made using this method. The leters are standard punches and the anvil a special.
|
|
|

Figure 15 |
Eye punches can be positives or negatives. The techniques of making them are the same. Making them is preparation for the job. They cannot be bought.
|
|
|

Figure 16 |
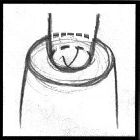
Figure 17 |
|
|
-GURU
ANVILFIRE
|
|
Like the earlier matrix punch you start with a polished hemispherical punch and drive it into a piece of hot tool steel.
When I go to the flea market I'm always looking for old punches and chisles in ANY condition CHEAP because all these get made from recycled tool steel.
|
|
|

Figure 18 |
After sinking the hemi-sphere the outer shape is ground. This punch can be used as-is OR used to make a positive punch where the inner part sticks OUT instead of in.
|
|
|

Figure 19 |
One of the most common "eye" punches is a small hemispherical punch with another little hemisphere set into it.
|
|
-GURU
ANVILFIRE
|
|
These are ofet used on dragons and various "characters"
|
|
|
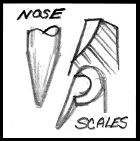
Figure 20 |

Figure 21 |
|
|
-GURU
ANVILFIRE
|
|
For "nazal passages" I use a tapered punch with a slightly rounded end. The "scale" punch sets material down to leave a raised scale.
The outer surface needs to be big enough to "fade" out of the work. The one I made was done with an angle grinder.
|
|
|
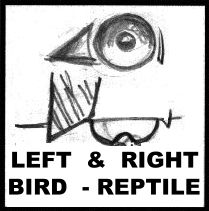
Figure 22 |
On a set of duck heads I needed right and left eyes. Instead of makeing two special punches I made an "eye corner" punch and used it with a common round eye punch. Once you start making these things you build up a supply. Let your imagination work for you.
|
|
|
Figure 01 |
Figure 23 |
Figure 24 |
|
-GURU
ANVILFIRE
|
|
|
|
FISH
|
|
Do you wear any special magnifying glasses when making these?
|
|
-GURU
ANVILFIRE
|
|
In my old age I might need magnifiers but standard safety glasses are slightly magnifying.
Oh by the way. Most of these are relatively LARGE. The JD punch is 5/8" and the Dempsey's Forge is 1"
|
|
JIM-C
|
|
Guru: was the 'dempseys forge" stamp done with mirror immage letter stamps?
|
|
-GURU
ANVILFIRE
|
|
No, you don't need mirror image punches when making a die to make a punch.
|
|
PETE FELS
|
|
Good demo Jock! Tell us more about the diff between hot and cold stamps.
|
|
-GURU
ANVILFIRE
|
|
Cold stamps have a chisle edge on them and must be carefully heat treated.
Hot punches can be almost any kind of tool steel and normaly don't need to be very hard. You should harden and temper them but the heat of the hot work is going to draw the temper more.
|
|
PETE FELS
|
|
George Dixson uses his hot stamps cold for "lining out" I have a little disaster whenever I do. What gives there?
|
|
-GURU
ANVILFIRE
|
|
Pete it may be the temper of the steel being punched. I've wrecked good punches on "mild steel" that I got in a hurry and quenched.
Your hot work punches may have been tempered too soft from use too. . .
|
|
-GURU
ANVILFIRE
|
|
This typew of "hot punch" doesn't stay in the work long enough to need to be made of "hot work steel". I believe many cold stamps are made of S-7
|
|
BARNE
|
|
some of my eye punches I have drilled out the centre of a driff punch very carfully. It seems to work ..
|
|
-GURU
ANVILFIRE
|
|
My best cold letter stamps barely make a mark on quenched piece of 1020 cold finish.
Didn't hurt the stamps but I always stopped and normalized the part before finishing the stanping job.
|
|
PETE FELS
|
|
I've found S-1 most temper sensitive, S-7 stays a little stiffer and H13 stays stiff but is fussy and hard to put elaborate patterns in
|
|
TOM STOVALL
|
|
Pete, if you make your stamps out of water quench stuff, you can go to water between each trip to hot metal. Old timey stuff, but it works.
|
|
BARNE
|
|
got to find out what them numbers mean S-7 1089 etc..
|
|
PETE FELS
|
|
"S"= shock resistant."H"= hot work ( I think)
|
|
-GURU
ANVILFIRE
|
|
Thats right.
|
|
TOM STOVALL
|
|
M2?
|
|
-GURU
ANVILFIRE
|
|
Then "M" is HSS. . . don't ask ME!
But there is ALSO a structural grade called M-##
|
|
PETE FELS
|
|
How do you heat treat it Tom?
|
|
TOM STOVALL
|
|
Air hardening stuff is too esoteric for this simple farrier. I like the availabiity and simplicity of the water quench steels. Pete, I don't have any idea. All my forrays into M2 ended up as expensive piles of metallic mush in the bottom of my gasser.
|
|
-GURU
ANVILFIRE
|
|
I just use whatever old punches and cold chisles I've picked up at the flea market. Oil quench then draw to a straw yellow. . NOT very scientific. The BLACKSMITH way :)
|
|
PETE FELS
|
|
What EA Chase said about H-13 is "Heat and beat"
|
|
-GURU
ANVILFIRE
|
|
Pete I've had the same experiance as Tom trying to forge HSS lathe cutter bits. . . burned up trash.
|
|
-GURU
ANVILFIRE
|
|
LATER. . .
|
|
BILL EPPS
|
|
I just drill a hole about the size if the end of the punch drop the BB in the bottom of the hole and the hole will center the punch. Bill is describing his method of making eye punches.
|
|
-GURU
ANVILFIRE
|
|
Ah, no chasing little balls across the shop floor. . .
|
|