Bill-Epps : |
Tonights demo is how I make my guillotine type fullering tool. This was first shown to me by Rob Gunter a few years back. It is very handy. I do mine a little different than Robs. | |
Bill-Epps : |
|
|
Bill-Epps : |
This particular one is made from 1/4 x 2" X 8" long, I use 1/4", 5/16", 3/8" and 1/2" stock. The different widths sure get handy but they are all made the same. We take two pieces and come back about 1 1/2" from one end and mark both pieces | |
Bill-Epps : |
|
|
Bill-Epps : |
The mark is where I will grind the center of my radius. Now we grab "Mr. Makita 4" grinder" or (whatever brand you own) and use a hard rock, grind a radius about 1/4" deep on each piece. Then I take a paper disk and round edges up to give good smooth radius on top of both blades. Blades = 2 pieces of stock. Especially where radius is cut in. No Sharp Edges. | |
Bill-Epps : |
|
|
Bill-Epps : |
Then I cut 2 pieces of for the side mounts, these happen to be 3/4" square about 4" long. I clamp the side pieces on the blades and weld the bottom blade to the side pieces ONLY. Leave the top free. | |
Bill-Epps : |
|
|
Bill-Epps : |
I mark the center of the top piece and I drill a hole about 1" up from the bottom of this top blade, and I drill all way through all of it using a 3/8" drill bit to accommodate a 3/8" bolt. (I do not want very much clearance in this). Then pull top blade out and radius bottom corner so it can pivot! | |
Bill-Epps : |
|
|
Bill-Epps : |
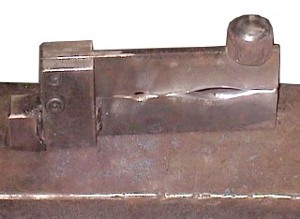
I put a bolt all the way though it so it can pivot w/nut on back. Then I take a 1" tubing which fits my hardie hole about 4" long. | |
Bill-Epps : |
|
|
Bill-Epps : |
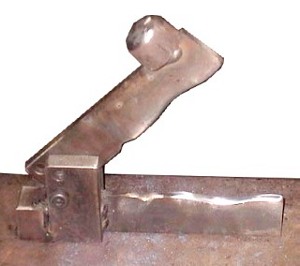
I weld the hardie shank on the back and then cut another small block (this one is about 1" square by 1" long) and weld it on the front of the top blade so you have a place to beat on w/your hammer. I just use this one radius to do most of everything. I have found I can do most every thing I want to by using the one big radius and the portion of the blade in behind the radius. The first couple of these I made I put a lot of different size smaller radiuses in them, but this seems to work best for me. | |
Bill-Epps : |
Any Questions??? |
|
Steve-C : |
Bill... Did you say what radius you use? | |
Jock-D : |
Are all the parts mild steel Bill? | |
Ten-Hammers : |
The radius is made with the grinder, and is about how wide Bill? | |
Jim-C : |
Bill, do you use only the one pivot hole? | |
Tedd-Harris : |
What about using a long piece of 1" stock for one side, or whatever size your hardy hole is. Don't have to weld an extra piece. | |
Bill-Epps : |
Yes, I grind the radius about 1/4" deep and the width is however wide it comes it out. It is usually about 1" depending on how new your grinding rock is. | |
Bill-Epps : |
Jim, no I generally put 2 holes in it on about 1/2" or 3/4" centers so I can raise it up for bigger pipe. | |
Jim-C : |
OK, I think I understand the grinder now. The grinder wheel is run parallel to the fuller blade? | |
Bill-Epps : |
Tedd, that's a way to do it, but you don't get the guide that you would have a plate on each side. | |
Bill-Epps : |
It holds it more securely in place with these two pieces welded on either side. | |
Tedd-Harris : |
Could weld or bolt another piece on the other side. Limit side play. | |
Jock-D : |
Loose but secure is the trick! | |
edgonz : |
Bill, I have seen them with a "V" cut in instead of a radius. Any preference? | |
Steve-C : |
what different effect would you get with the different thicknesses of flat bar.? | |
Bill-Epps : |
I have another one that I welded the hardie shank in the center of the blade to use on my treadle hammer. | |
Bill-Epps : |
Yes, Edgonz the radius works better for me than the "V" does, cause the v moves the metal different than the radius will. | |
Ralph : |
BTW Bill I finally was able to forge some pipe this week all due to stuff you have shown and talked about. I made a candle cup. | |
Ten-Hammers : |
Bill, I've drawn 15/16 solid for my hardie hole ( for many tools ). Will try the tubing. | |
Tedd-Harris : |
I'll be able to use this tool for lots of stuff. Can use it for a tenon tool for forging tangs on my knives. | |
Bill-Epps : |
Actually I do prefer solid stock for the hardie hole. Don't know why I said tubing. Must have been sharon's typing:) | |
Tedd-Harris : |
Lotsa folks use tubing. | |
Steve-C : |
Hello jerry | |
Jock-D : |
Would make nice clean radius on those tangs . . | |
J-J----Gordon : |
Tedd, I have one of these in square edge with some V sizes and some square edge straight bar. Works pretty well for the rough in of the knife tang, tenons, etc. Very Nice demo bill. highly useful tool. | |
Bill-Epps : |
Oh, fullering blades. You get a different radius Steve-C, and the wider blades don't seem to pull or stretch the metal as much as a smaller radius does. Lots of times I start a piece down with my 1/2" thick, then go to the 1/4" thick to keep to stretching it so thin. | |
Ten-Hammers : |
You know, the tubing might work. I'll try it tomorrow ( the heavy wall stuff ). | |
Bill-Epps : |
heaver the better | |
Tedd-Harris : |
It will make a faster and neater job of defining the tang. Can fuller or hammer after that. | |
dave-c : |
Thanks Bill. I'm gonna have to get in the shop and make one of these. I assume the guillotine style works well for tubing since it applies force evenly to top and bottom at the same time. | |
Steve-C : |
Bill... Do you roll the whole edge so you could use the edge as a fuller also | |
Bill-Epps : |
yes Steve | |