I saw a picture of an oil rig this morning and it reminded me of a helve hammer.
One end pivots on bearings, shaft in middle that moves it up and down, then the end that does the pumping, there is a heavy weight that rotates like a flywheel, something like this might be incorporated into a hammer. Just a thought.
|
|
Mike T.
- Tuesday, 02/08/11 11:07:33 EST
|
Mike, On crank wheel hammers there is (should be) a significant counterweight.
However, on a helve a counterweight would hammer the pivot (fulcrum). Keeping it very close to the fulcrum will help as the velocity is very low but the mass must be much higher. . . also putting more load on the fulcrum bearings.
The primary difference is the change in direction of the counterweight mass. On a crank wheel it rotates in one direction. On a helve it is constantly being stopped and reversed.
On an oil pump they carefully use a crank system to produce a smooth harmonic motion. There are no sudden stops and starts.
|
|
- guru
- Tuesday, 02/08/11 13:28:55 EST
|
I think on the oil pumps that counter weight also helps balance the often very long sucker rod.
|
|
ptree
- Tuesday, 02/08/11 13:53:36 EST
|
I believe the counter-weights on a Bradley crank are designed to allow the hammer to stop in the up position.
|
|
- grant - nakedanvil
- Tuesday, 02/08/11 14:01:24 EST
|
All crank driven hammers have a counter balance opposite the crank. In most cases it is there to counteract the side to side motion of the crank and linkage. Added counterweight can make the hammer run smoother and balance better BUT you get side to side forces. If the hammer is very heavy like a Bradley or has a wide foot print then over balancing can be beneficial.
|
|
- guru
- Tuesday, 02/08/11 14:29:34 EST
|
Thanks Guru. Made notes of your info that I didn't have. Found my motor drive book at work. Willdo some preliminary work as I can to get started. As a Millwright, I think the "engineered" type stuff will be the issue for me to beat.
Will keep posting the project and welcoming thoughts and advice.
|
|
- Keith
- Tuesday, 02/08/11 14:45:40 EST
|
Keith if you use torque and simple leverage the calculations for motor to hammer size is not too difficult. If you look at the Little Giant and Fairbanks spec sheets they give you HP ratings that work. A slower running machine can use less HP.
|
|
- guru
- Tuesday, 02/08/11 15:25:41 EST
|
Keith. just guess and then double:) Hp is cheap these days, and a over horsed motor may actually deliver what you need in this day of inflated claims for Hp.
Ptree who has a "5Hp" motor on a little 45# hammer.
|
|
ptree
- Tuesday, 02/08/11 18:48:16 EST
|
Where can i find those precut rose petals?
|
|
coyotehunter
- Tuesday, 02/08/11 20:04:14 EST
|
Try Blacksmiths Depot, supplies, blanks and elements. Or type in "rose" in their search box.
|
|
- guru
- Tuesday, 02/08/11 21:44:02 EST
|
Great site keep it up! Thanks.
|
|
danny arnold
- Wednesday, 02/09/11 08:55:21 EST
|
Hey "anybody" was wondering if the deal I got sounds good.
1901 champion 400 forge and blower good shape 30inches by 30 inches fully functional ready to go and rebuilt professionally. no home made parts just a champion forge combo. I payed 230 dollars and had it dropped at my house for free. It was stored in a shed for its whole life looks like its barely used.
|
|
mat
- Wednesday, 02/09/11 20:11:11 EST
|
Mat, that is about the going price. But if these blowers were being made today with the high quality cut gears these old ones had they would have to sell for a couple thousand dollars. Same with hand crank drill presses. I've had several in good working condition. They are not made any more and they are better than the little cheap import electric drills. If they were still made they would cost much more than the old ones are going for today. Same for old vices.
|
|
- guru
- Wednesday, 02/09/11 22:58:08 EST
|
Guru, I have a old anvil a friend of mine gave me. the face is very bad. There are no edges on it anymore, its all jagged and bumpy, I imagine you know what im talking about. Is there any way to fix this? Can I grind it, to make it have a edge again?
|
|
Dillon
- Thursday, 02/10/11 09:52:59 EST
|
Dillon, It depends on the type of anvil and just how bad it is.
First, anvils do not need sharp edges. It helps if they are straight. Rounded about like a pen or pencil in the heavy work areas is best. Out on the heel it can be less. Some smiths like an area toward the front about as round as a man's finger.
Anvils DO need a smooth surface. But It does not necessary need to be perfectly flat. An anvil is not a precision measuring or reference surface. An anvil with some sway (sag in the middle) is actually better for straightening than a perfectly flat anvil.
Old anvils are made several different ways. The best is wrought iron with a steel face. The hard steel faces do get chipped but can be repaired. If the divots and chips are not too severe grinding can be used to clean it up. Often anvils are welded but this introduces more issues and should be done by a professional. Some old anvils are made of cast iron with a tool steel face. Fisher-Norris brand anvils have a good thick face that can be dressed but the cheaper versions such as Star and Vulcan had a very thin top plate that would break off significantly along the edges. These are near impossible to repair once the edges start breaking off. The last class of anvils are the cast iron or chilled iron anvils. These are junkers not worth putting your effort into. The edges crumble and cannot be maintained.
Dress the top first using a hand held grinder. Belt sanders work well and make a flatter surface than angle grinders. But angle grinders will let you dress a worn surface without making it perfectly flat. If the anvil is in very bad shape do not try to make it perfect. If you can get 75% or more of the surface cleaned up you can work around the rest. Some small divots will flatten and "self heal" with use. If they have sharp edges, dress them smooth.
After dressing the top you can approach the corners. If they are very bad it helps to grind the sides of the anvil along the top to reduce some of the damaged width. This can be done at a slight angle. You do not want to reduce the entire side of the anvil. Some anvils had the top 1 to 2" machined true along the edge. So a little grinding there is not unusual.
Radius the edges as suggested above and Anvil Radius FAQ. Do so in a straight line at first and then see what is left. If most of the edge is reasonably clean then smooth the chipped areas so they do not have sharp places than can mark your work, damage your tools or chip further. There is a lot of judgment to be applied here.
Remember that an anvil is not a precision reference surface and does not need to be any smoother than the scaled surface of the material you are working. Nor does it need to be better than what you can produce with a hammer. A perfect surface is nice but unnecessary. The only time a polished surface is needed is when doing cold work or non-ferrous. Get it workable, use it, and then decide if you want to put more into it.
|
|
- guru
- Thursday, 02/10/11 12:30:40 EST
|
I forgot to mention cast steel anvils. These are the most repairable due to there not being a welded on steel plate to worry about thinning. Many old anvils have half the thickness of the top plate removed by machining ruining the anvil. The plate is hardest near the surface and gets softer as it approaches the weld joint. The wrought iron under the plate is very soft and will not hold its shape without a thick hard steel plate. Cast steel anvils do not have this problem.
However, cast steel anvils often have problems with having edges that are too hard than chip severely. While you can take more off these anvils the hardness has a limited depth. If hand grinding it is not an issue. But if machining it can be.
|
|
- guru
- Thursday, 02/10/11 12:39:51 EST
|
You can generally smooth edges down on an anvil without much of an issue; in fact some of the old blacksmithing manuals suggest that you round off the edges the first thing when you buy a new anvil---helps to prevent them making cold shuts in your work or getting broken off.
If you need a sharp edge for something---make a hardy tool with it; size it right and you can have 4 of them to use in turn or to have each set to a different type of "edge".
Thomas
|
|
Thomas P
- Thursday, 02/10/11 12:42:48 EST
|
Im restoring a old english pattinson spring hammer approx weigth 45kg hammer cast iron body weigth about 700kg . any help with specifications would be greatly appreciated
regards Neil
|
|
neil tait
- Thursday, 02/10/11 22:36:50 EST
|
i forged a spoon out of a railroad spike.how do i keep it from rusting
|
|
- clayton
- Friday, 02/11/11 00:01:03 EST
|
I forged a RR spike spoon once. It was the first one but I rubbed mine down with gun oil, but of course if you are going to eat with it,I would rub it down with cooking oil. I have also sprayed a few with a matte finish clear spray paint. But I don't know if you can eat with that on there.
|
|
-Dillon
- Friday, 02/11/11 08:27:16 EST
|
Clayton, Steel eating utensils are relatively high maintenance items. You either oil them, or they rust. Oil should be vegatable oil or mineral oil - no lubricating oils. Mineral oil has the advantage of not going rancid, being non toxic and having little effect on the user in such very small amounts. High usage items used every day do not need much protection. Those stored for a long time are problematic. Eating utensils can have one of three finishes. 1) A polished surface 2) a simple oxide bluing 3) a rust browning. The second two slow rust because the surface is already oxidized and both finishes help to hold oil. Highly polished surfaces seem to hold up very well with a very slight oiling or none at all if kept stored in a warm dry place.
In the kitchen you rarely have mineral oil to re-oil utensils so vegatable oil is used. This should be applied thinly prior to storage and washed off prior to use.
Moderate to low use steel utensils that are stored improperly will rust and you just have to get used to using them as-is or be prepared to clean off the rust prior to use. Its no different than tools except that you cannot use paint or rust sealing oils. The problem is when you sell or give away such items to others. High maintenance is not something people put up with today. That is why the vast majority of table ware is now stainless steel.
|
|
- guru
- Friday, 02/11/11 08:44:09 EST
|
think you
|
|
- clayton
- Friday, 02/11/11 16:16:05 EST
|
You can also season your iron like you would season a cast iron skillet.
I was doing that last night with a flipper that's part of my camp set. Someone had sent it through the dishwasher so I cleaned it throughly and then heated it on the gas stove and applied olive oil to it with a paper towel and then reheated it *GENTLY* you are trying to bake on the oil not burn it off!
I'm taking two forges on a week long medieval campout so see y'all Feb 22. Play nice while I'm gone!
Thomas
|
|
Thomas P
- Friday, 02/11/11 16:21:58 EST
|
Helve update....some of my co-workers heard about my project and are coming up with "offerings". They are leaving the fab-up to me, but looks like some interesting stuff is coming my way.
Decided to start with a 6' total helve length. 2' of it will be for counterweight. Am thinking maybe having ability to change hammer heads. Any thoughts good or bad?
Will try 1" schedule 80 pipe for helve 'cause thats what I got. 2 pivot bearings and knee braces from pivot shaft to helve. I think the pipe will be stiff enough while giving a little flex. Sound right?
|
|
- keith
- Friday, 02/11/11 16:43:11 EST
|
Keith, Component size doesn't make much difference if the working parameters are not known. But 1" pipe is a little small. As members of an A-frame with braces it may do well.
1" SCHD 40 pipe.
1.315" OD, 1.097 ID
Sectional area .494 sqin.
Section modulas (Z) .133
At 48" long with a 10 pound static load in the middle deflects .013".
@ 20 lb. = .022"
@ 40 lb. = .040"
@ 60 lb. = .058"
@ 90 lb. = .086" stress = 8,424 PSI
@120 lb. = .113" stress = 11,130 PSI
The above assumes a simple lever with load applied to the center of a 48" span. The force at the middle of the beam to lift a given weight will be double the weight on the end. SO, a 1" pipe supporting a 60 pound load on the end will deflect nearly 1/8" at the middle if supported there. That is static load. Dynamic is even more.
So, if you reduce the hammer to 20 pounds the deflection while running may be over 1/8" and the stress over 10,000 PSI. 10K is a good number to limit know forces to on parts that are not designed for high performance stress (such as aircraft parts).
Besides the deflection in one plane these things like to twist as they deflect causing the hammer face to tilt side to side and be difficult to control.
A removable head that bolts on so it can be adjusted, shimmed, added to . . is a good idea.
|
|
- guru
- Friday, 02/11/11 19:28:17 EST
|
Whoops missed the schedule 80. . .
At 90 lbs. deflection = .072" and stress 7,032 PSI.
About 10% less than with schedule 40.
|
|
- guru
- Friday, 02/11/11 19:32:38 EST
|
Guru.
Are the Curfmans having the NC-ABANA BIG-BLU hammer-in this year? The BIG-BLU site still lists the 2010 hammer-in.If so,who will be forging this year?
|
|
Greg S
- Friday, 02/11/11 22:07:01 EST
|
Greg, Yes, March 19th. I just got the info and will post.
|
|
- guru
- Friday, 02/11/11 23:41:01 EST
|
Guru,
What would be the problem building a hammer with an old crankshaft, main bearings on the ends, instead of a rod substitute a ram, for a heavy hammer (I just now thought) a starter could be used to turn it with a good bit of torque. Have a flywheel or multiple flywheels. Something else I thought about was using a centrifugal clutch, as the motor speeds up, the clutch engages running the hammer, slow the motor down, the clutch disengages stopping the hammer. Just another idea.
|
|
Mike T.
- Saturday, 02/12/11 12:19:04 EST
|
Mike, Grant Sarver built a hammer similar to what you are talking about for the 1998 ABANA convention. However, starter motors and their little gears are not suitable for a hammer mechanism.
Most hammer clutches are used to control the speed, not just start/stop. You cannot feather a centrifugal clutch very easily AND they depend on a variable speed input to engage and disengage.
There are very good reasons power hammers use the mechanisms they do.
|
|
- guru
- Saturday, 02/12/11 12:43:01 EST
|
Hi, is there a way of dating a Wrights leg vise that is marked P.WRIGHT PATENT SOLID BOX with what looks like a coat of arms?
|
|
Dan Kutsenda
- Saturday, 02/12/11 17:02:59 EST
|
Dan, Like the other English manufacturers they quit sometime around WWII and most of their products were made prior to WWI.
There are some known differences in how PW anvils were marked but nothing definitive about their vises. However, they always used the full PETER WRIGHT on anvils. The only vises I've seen marked P.WRIGHT were those being sold by an ebayer who was making forgeries using modern hand stamps to mark them. However, at the time he was not sophisticated enough to be stamping a coat of arms. PW was not known to mark anvils with a coat of arms but it is possible they did their vises that way. The coat of arms would be the British Royal Coat of Arms which was commonly used to indicate "letters of Royal Patent". The patent for the one piece "solid box" goes back to the early 1800's. Prior to this time the box (nut) was made by build up methods including making the thread by brazing a coil of iron into the tube.
|
|
- guru
- Saturday, 02/12/11 18:42:28 EST
|
Trying to figure out Peter Vise markings is not easy. In Scotland, I saw one PW vise with very slightly chamfered legs. When in Australia, I saw a number of PW vises with slightly chamfered legs and some, not all, stamped with the British coat of arms. I've seen a couple of PW vises in Canada with the coat of arms.
In the U.S., I've seen at least three PW vises with the stamped lettering on top of the screw box in three lines. The letters are capitals and they are serifed. P. WRIGHT PATENT SOLID BOX. These letters are so small, that on most PW's, they are obliterated by wear and rust. All the PW vises I've seen in the U.S. have deeply chamfered legs. I have not seen a U.S. PW with the coat of arms Perhaps a few made their was across the border from Canada{?}.
My educated guess is that the heavily chamfered legs and the P.WRIGHT stamping occurred on the vises imported to the States. The slightly chamfered leg vises with the coat of arms were sent to countries that were allied with the U.K., and perhaps some of them stayed in England, Scotland, Wales, and Northern Ireland. These vises also had the P.WRIGHT stamp, but it is often difficult or impossible to discern.
I'm not sure of the exact date when Peter Wright patented the solid box, perhaps 1825 to 1850.
|
|
Frank Turley
- Saturday, 02/12/11 20:03:51 EST
|
A couple of years ago I picked up an old wood lathe at the dump, a 1932 "Driver", a pre-Craftsman sold by Sears. Only thing missing was the tool rest, so I made one and put it in the shed (my "dump"). I rediscovered it the other day and decided to convert it to a metal lathe. I Googled up some plans from Popular Mechanic's, circa 1935. The only problem I've come across is thread count on the spindles. It's more than 1/2-20, and the only thing I can find smaller for sale is 1/2-24. I get 1/2-22 thread count by manual checking, but was that a thread count used on lathes back then or am I miss- reading (spindles are only threaded 3/4" so I'm measuring 1/2" then doubling it)? The only reference to that size I can find is on some Model A Ford stuff.
|
|
Thumper
- Saturday, 02/12/11 21:50:34 EST
|
Thumper
Hand held tools, ala wood lathe, will be quite a challenge on a metal lathe.
And a 1/2" spindle is pretty small for metal working.
What is the approximate diameter of the headstock bearings?
|
|
- Tom H
- Saturday, 02/12/11 22:07:54 EST
|
Tom, It's got "Timkin" roller bearings, don't know the size. Check out this site, Mine is the last one on the page, minus the motor & mount.
http://www.lathes.co.uk/craftsmanwood/
|
|
Thumper
- Saturday, 02/12/11 22:18:31 EST
|
Tom H, I agree with You about the hand held tools for metal turning. A bit ago I posted that home building a lathe would be a waste of time & effort and the product would not measure up to an engine lathe, but the opinion of most of the posters was that using hand held gravers on steel would yield precision results.
The old jewler's lathe in My colection has dovetailed slides at right angles to each other to give X&Y axis control of the tool bit. This part can be moved along the bed & clamped there, and swiveled to cut angles.
It is still My opinion that hand held gravers will not make an out of round part round, turn concentric diameters or bore small, deep holes, let alone threading, accurate taper & angle turning, coping with interupted cuts and plenty of other situations taken for granted with an engine lathe.
I guess it boils down to what You expect to be able to do with a lathe.
|
|
- Dave Boyer
- Sunday, 02/13/11 00:02:11 EST
|
Thumper, The question asked above about what you expect to do with it is the most important. This machine would do only the very lightest of turning, perhaps pieces 1/2" or less in soft metals with a LOT of additions to the machine. And that would be stretching it.
The problems start with the high lightly constructed head stock. It will twist and deflect too much to do more than take cuts 1/64" (0.4mm). The problem is compounded by it being mounted on pieces of angle iron which will also twist and deflect under load.
The spindle thread if you have measured correctly was a special so that only tools made by the manufacturer would fit. This is still common practice in many cases.
This is a nice little wood lathe. But even so it was designed to be as cheap as possible, even for wood turning. This is a hobbiest or model makers wood lathe. You are wasting your time to make more of it.
If you want a metal turning lathe the look for one. Even the most worn out, trashed old bench lathe without attachments will be 100 times the lathe that the little Driver could ever be no matter how much effort you put into it. AND, you could do wood turning on the metal lathe.
I often do wood turning on my metal lathes. While at high speed they are slower than a wood turning lathe they are as steady as a super heavy duty commercial wood turning lathe. Besides free hand turning the carriage with cross feed and compound rest is VERY handy for doing precision turning in wood such as for foundry pattern work. They also have chucks that work well for holding odd pieces of wood and a face plate no different than that used on a wood lathe. The tail stock accepts drill chucks and has a feed to drill with which wood lathes generally do not.
With an engine lathe you can do precision tool post grinding on hardened parts or free hand turning of wood and plastic. You can also do fancy decorative spindle turning making tapers, curves and molded shapes in any machinable material by turning both feeds at once. How do you think all those pretty little tear drop lathe handles are made?
|
|
- guru
- Sunday, 02/13/11 00:56:36 EST
|
Crap, I was going to make a compound slide and tool post for the project, but you guy's make it sound like pissin' in the wind. Here's the site I was using for ideas on my conversion.
http://www.vintageprojects.com/machine-shop/lathe-toolslide.pdf
I wasn't looking at doing any freehand stuff in metal.
I got the saddle screw (lateral adjustment), done today and was looking forward to doing more tomorrow. As long as I stuck with annealed soft metal or mild steel, and used a moderate amount of patience along with a slow speed, wouldn't this be serviceable? After all, I'm a blacksmith not a machinist??! Not looking for gnat's ass tolerances or to build a machine, just accent's for my work. However, if anyone has a small metal lathe to donate to the cause, I'll pay shipping LOL :-)!!
By the way, Dave, I had an old Peerless watchmakers lathe, and was sorely dissapointed in it's accuracy.
|
|
Thumper
- Sunday, 02/13/11 01:47:19 EST
|
Lathes and Conversions: Machine tool accuracy comes from three things. 1) the rigidity and snugness of the spindle, 2) the tool shape and sharpening, 3) the operator's knowledge, technique and patience. Number 2 is also generally up to the operator. Proper tool shape and sharpness produces accuracy by requiring less force to make a cut and taking very fine chips thus allowing the taking of microscopic cuts.
So the bulk of doing accurate work falls on the machinist. However, if the spindle is not true to the ways, which it does not need to be in a wood lathe, then the machine will always turn a taper. If the spindle bearings are not snug then it is difficult to take cuts without chatter or running out of round. But, despite these problems a true machinist can often still produce accurate work. It is just not very efficient to have to fight the machine to tease that accuracy out of it.
A wood lathe that one can do excellent work with needs to be no more than two spikes driven through two trees or posts a suitable distance apart, a cord and bow to wrap around the work and turn it OR a spring pole to do so by foot and leg power. This style lathe has been in use for thousands of years, is still in use in many primitive places and is not much less advanced than a bow driven jeweler's or locksmiths lathe of 100 years ago. Many modern wood lathes including your Driver use light steel beds or frames instead of the stiff vibration dampening cast iron required by a metal turning machine. The last wood lathe I used was all sheet metal including the head and bed, and was VERY light. But it turned wood very well. I made is snow wood chips on a half dozen folks in just seconds. . .
The key design difference in a wood lathe and a metal lathe is the distance from the bed to spindle center should be proportionately less for metal turning making the spindle much stiffer relative to the bed, and the bed needs to be much heavier and stiff relative to the spindle to prevent springing, misalignment under load and the resulting vibration, chattering and inaccuracy. Note that vibration and chattering not only show in the work but also destroy cutting tool edges. After these general aspects comes spindle rigidity and accuracy, bed alighnment. . .
The job defined: If all you are looking at making is turned accents in non-ferrous metal and dead soft mild steel then you can make those on a sufficiently slow turning wood lathe using hand held tools, a V point, some files and abrasive cloth. The primary difference in the tools is that they need edges much heavier than for wood (nearly square). Note however that many old brass turnings were cast close to shape, often with a core to make hollow, then worked by hand with files to dress the parting and in a lathe to sharpen details and bring to a polish. There was little or no heavy chip removal. Parts could also be roughed to shape by forging and then turned.
FINAL NOTE: Besides the light modern sheet metal wood lathes there have also been heavy cast iron machines equally as heavy or heavier than the same size metal turning lathe. These were sufficient to put a foot diameter 10 foot long log between the centers and turn it into a decorative column or a lamp post pattern.
The wood lathe setup I have used the most was my Dad's Shop Smith which was basically a drill press that could be turned on its side to use as a circular saw or lathe. Instead of moving the tail stock to compensate for length you moved the head and driver unit on the ways and used the spindle quill to make smaller adjustments and clamp the work between centers. The machine was a better wood lathe than saw or drill press and generally better than most wood lathes. We never tried to turn metal on this machine.
A cheap drill press can be used in a similar fashion either vertical or turned on its side. The big advantage is the drill press will either have a standard spindle OR will have a chuck that can hold wood centers or special fixtures. The disadvantage is that most have no way to use a face plate.
I have a project wood lathe that I designed 20 years ago. It is designed to have a wood bed and tail stock "puppet". But the spindle is steel, about 14" long and runs in two big pillow block bearings. The bearings are 1.25 and 1.5" I think. The ends of the spindle are both threaded for face plates and the spindle has a #2 Morse taper. The spindle and bearings weigh more than your your little Driver lathe. The project is short the spindle pulleys which I think I may make of wood if I don't cast them in aluminium. . . If it were not for the wood bed this spindle is heavier than two of my metal turning lathes and would do a very good job. . .
Lots of options. Just trying to point the way not deter you from trying something new. But building a slide rest is a lot of work to find out that the machine is not rigid enough.
|
|
- guru
- Sunday, 02/13/11 10:26:49 EST
|
Guru, Thanks for the advice. I like making tools.....but I REALLY like making tools I can use. I have no interest in turning wood right now, but I guess I'll stop the project and put the lathe back up. Never can tell, I might want to try my hand with wood someday. The "Store Bought", lathes I've been looking at are the old Atlas (approx 12") and a few others in that size range.
|
|
Thumper
- Sunday, 02/13/11 12:14:27 EST
|
Thumper, While I do little wood turning the past couple times have been for making patterns for metal casting. If you wanted to cast a bunch of little cylindrical "turned" brass spacers or knobs you would start with a wood, plastic or aluminium pattern turned on a lathe. Tapered riser and sprue forms are easiest turned on a lathe. Of course, this could be done on a metal turning lathe as well as (or better than) and wood lathe.
 Handle pattern from iForge demo Molds-I. This little pattern was made in two pieces with a band saw and 6" Crafstman lathe. Both the part and sprue were turned on the lathe. Handle pattern from iForge demo Molds-I. This little pattern was made in two pieces with a band saw and 6" Crafstman lathe. Both the part and sprue were turned on the lathe.
My project lathe is designed to do several things I cannot do with the metal lathes. 1) Turn very long spindles such as for a four post bed. 2) Turn large diameters from heavy stock such as in bowl turning from stumps or burrels. Last, it was to show how a modern motorized machine could be built mostly from wood.
You can also turn tool handles in a lathe (wood or metal turning) and even sand elliptical handles smooth.
|
|
- guru
- Sunday, 02/13/11 14:02:38 EST
|
I read the tutorial on iForge, nice demo. What you cast was "period correct", happy accident or not. Which reminds me of one of the 1st thing's I learned as a silversmith back in the early 70's..... do it once, it's an accident, do it twice, it's a design!!
|
|
Thumper
- Sunday, 02/13/11 23:09:36 EST
|
Demos and Images: I was looking at it too. . . Microscopic images! Found the original images and was trying to update them. . . They were taken with my first digital camera which only took 640 x 512 images (1.2 Megapixel). That was a $1600 camera in 1998!
Back when we started iForge the first drawings were produced at 130 x 130 pixels. Some of the scans we were sent were ENLARGED to that size. . . Later we upped the size to 150 x 150. The images were kept that small due to slow load times of the then universal dialup connections that were often quite slow.
I was recently sent a bunch of medium resolution images (1600 x 1200) that have been posted at Andy Mason Tool Collection. Most were cropped considerably reducing the size. But then they were enlarged in steps to over 2200 pixels wide before removing the backgrounds adjusting lighting and adding shadows. All were then reduced to 1040, 640 and 150 (thumbnail size) wide. The 640's are what we are using on all the anvil gallery pages. But the 1040's are all stored with the other images. They will display blow up 2x on a high resolution screen without showing any noticeable pixelation.
|
|
- guru
- Monday, 02/14/11 00:27:29 EST
|
Some of the original iForge drawing scans were stored on the server but many have been lost through moves. I'm on my 5th PC and 3rd laptop since launching anvilfire. I've got dozens of backup ZIP disks and several dozens CR-ROMS. . . I recently had to get a portable hard drive to move old archived images off my PC. But most of the iForge stuff is what you see. There are no higher res images. I'd like to update all the demos but most will require photos and drawings made from scratch.
The Castings. . . When I did that job I was under tremendous pressure with a tight deadline. The castings were made just a few days prior to the drop dead date. The patterns, mold boxes and so on just a couple days prior. Besides the molds not being calcined properly I ran out of propane gas in the forge, then my oxy-acetylene cylinders while trying to get the brass melted. In the wee hours I was running frozen propane tanks, popping oxy-acetylene and using a hand held propane torch all combined to get the metal melted. . . Somehow I just barely managed and the "period correct" parts had to do.
Some sanding, then polishing and a coat of clear lacquer made a big difference.
|
|
- guru
- Monday, 02/14/11 00:47:29 EST
|
Guru,
Ain't it cool trying to please people who have no idea what they're asking for? It's stuff like you just described that make's us tick and thrive, the possibility of failure, negated by invention and will power. I don't know how to explain it to a person who hasn't had to do it for a living, but you definitely know what I'm trying to say. Hat's off to you for pulling it out your arse!!
|
|
Thumper
- Monday, 02/14/11 02:00:52 EST
|
Today I picked up a 170-190 lb anvil from a local guy at an antique shop. the anvil is either cast or forged, I can't tell. however I am leaning to it being cast because 1: the anvil has a hole on the bottom, a hole under the horn and where the heel was. And 2: the heel is broken off. its broken up to where the meet of the anvil is, No hardy hole. how the guy broke it off I don't know, too big of a hammer?. This makes me think it is cast because the only way I think it could break was a impurity in the metal causing a weak spot. The anvil is not cast Iron I made sure it was steel. I checked with my hammer to find if there where any other bad spots and it seems good, and it has good rebound/ ring. the face is 6-7 inches wide by a foot in length, as well it is nice and flat no sag or hammer pits, only slightly rounded edges. the answer I want from this information is, A: is 100 dollars a good price for a beater anvil, B: is it a casting and C: any brand of anvil known to have broken heels like this one? some other identifiers are a short horn and a thick body. also it is one solid piece no welded face just a solid block. If you managed to weave through my maze of information any information you could give me would be appreciated.
|
|
mat
- Monday, 02/14/11 17:27:15 EST
|
Mat, The those square holes are there to handle the anvil while forging it. However, a few cast anvils had these handling holes in the sides cast in for handling during heat treating AND to make buyer think they were forged.
The most definitive difference between cast and forged anvils is that cast anvils almoast always have a raised logo, lettering or numbers on them. Forged anvils have the marking stamped INTO the metal.
Old anvils were forged by the build up method starting with small pieces of wrought iron which were welded into a large rectangular slab, then the feet, horn and heel were added. Last, the steel face was welded to the top. As each of these pieces were welded on they were carefully dressed by hammering until no seams showed. Generally the give away to a hard steel plate on a wrought anvil is the difference in how the two rust or corrode and the resulting difference in surface appearance. If you can see a line between the parts then it was either a bad weld OR weathering has etched the joint to make it visible.
Old anvils breaking off at the hardie hole is common for several reasons. 1) The anvil is weaker there, 2) There is often a weld joint just below, 3) Users often abuse the anvil at this weak point by using too big a hammer (sledges) to work in dies supported in the hardie hole or using tapered shank stakes that are NOT designed for use in an anvil. . .
Old anvils also break off at the horn and I've seen a number of anvils that failed in the middle due to a poorly welded main block. These blocks were customarily made of scrap iron welded together and if there was sufficient rust and dirt in the scrap it would have very weak joints in it that could become fracture lines.
 Without seeing the anvil I would guess it is probably an old English anvil. The wide face and short horn fit. But it could also be a later cast anvil that has been broken. I'd have to see it to be sure.
Without seeing the anvil I would guess it is probably an old English anvil. The wide face and short horn fit. But it could also be a later cast anvil that has been broken. I'd have to see it to be sure.
ANY anvil is better than no anvil. Beater anvils are infinitely better than anvil substitutes such as RR-rail anvils. The last broken beater I bought I paid $50. But it was only a bit over 100 pounds. Yours is considerably heavier and the price was probably OK.
Take a look at the anvils in our anvil gallery. We have over 200 anvils featured and I'm sure one will be similar to yours.
LEFT: Old Wm. Parker English anvil missing horn.
|
|
- guru
- Monday, 02/14/11 19:37:42 EST
|

Old English anvil with broken heel.
|
|
- guru
- Monday, 02/14/11 20:02:32 EST
|
thank you for the awesome response. I'm glad that it seems like it was an OK price.I have another anvil that I didn't want to use for some of my heavier work so I figured this one would be good. the anvil looks almost like the last picture you posted. is there any way for me to post a picture of my 2 anvils on the forum? that way I can get your opinion on them?
|
|
mat
- Monday, 02/14/11 20:26:07 EST
|
Mat, you may e-mail them to me.
The second anvil above had a loose face and the edges are all worn and broken off from years of use after it was broken. I have another one that the face was worn through many years after the horn was broken off.
Anvils breaking is not the most common old age issue. Many become worn and swayed, edges mushroomed, horns droop. All pretty sad looking. But after all that they are still good usable anvils.
|
|
- guru
- Monday, 02/14/11 21:27:58 EST
|

Colonial Era Broken Horn Anvil
I only paid $5 for this one. But it was all the cash I had that week so it was a lot. The surface where the horn was is worn smooth and the face has a hole worn through it. But its still a usable anvil. Great for kids to pound on. Totally unmarked (no ID or weight). I think it weighs a little over 100 pounds as-is.
|
|
- guru
- Monday, 02/14/11 23:46:24 EST
|
ANVIL with BROKEN HEEL
Probably broken off by a Yankee to keep the South from re-constructing.
:) (sorry, couldn't pass it up.)
|
|
- Tom H
- Tuesday, 02/15/11 05:04:55 EST
|
Broken by a Southerner so their grandchildren would have a story to tell about the "dang" Yankees. . .
|
|
- guru
- Tuesday, 02/15/11 09:17:41 EST
|
Guru, Helve project, 1" sch 80 pipe flex and twist, I didn't post " reinforcing the pipe with a truss or ladder type system" because I had a brain fart. I THINK this may address flex, but twist...had not thought of that.Will bracing from pivot shaft to helve shaft help twist? Yes, removable head for shimming, aligning, heavy or light head weight.
|
|
- Keith
- Tuesday, 02/15/11 16:31:30 EST
|
Guru, tell me I'm not the first person to think that making threads with a blacksmith screwplate is trickier than it looks? From inspecting the threads I made it looks like they are pushed up and together to the point where they meet to form the tip/outside of the thread...is this right? Seems to be much more labor intensive than modern dies but the process is kinda cool! Do the edges ever get totally smoothe like the new style of bolt?
|
|
marc
- Tuesday, 02/15/11 17:02:05 EST
|
On long pieces reducing twist is difficult. Using light materials you could do something like this:
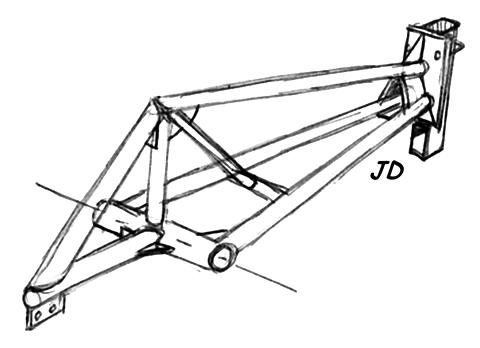
The simpler alternative is to use 4" or larger pipe, rectangular tubing or a heavy wooden helve.
|
|
- guru
- Tuesday, 02/15/11 17:06:33 EST
|
Screw Plates: Marc, I've never used a screw plate but I've seen rolled threads that had pinched crests. They were terrible ugly things that did not work well.
Material condition and lubrication make a big difference in how thread cutting and forming work.
|
|
- guru
- Tuesday, 02/15/11 17:35:56 EST
|
No, the North would not have gone to the trouble to disable Southern anvils. They had bigger fish to fry. John Wilkes Booth had made trips to Montreal Canada and had met with men who were believed to be Southern sympathisers, there were attempts by certain groups in the South to obtain enough funding to rearm the confederates. One group was called Knights of the Golden Circle or something like that. A Union army gold shipment had been robbed by southern conspirators, the shipment was recovered with some of the gold buried ( I think ). There is a guy from Arkansas who had learned stories from his father and grandfather of buried gold and money throughout the south. He was on the History channel showing markings on trees and rocks with information revealing an elaborate system used to hide this booty. He has traveled to other states and with his knowledge of these symbols and codes has found small caches of gold and other artifacts. I have been intending to research this subject further.
|
|
Mike T.
- Tuesday, 02/15/11 17:40:35 EST
|
OK, I entered Knights of the Golden Circle on the address bar, the internet has a lot of information concerning it.
|
|
Mike T.
- Tuesday, 02/15/11 17:47:26 EST
|
OK, I entered Knights of the Golden Circle on the address bar, the internet has a lot of information concerning it.
|
|
Mike T.
- Tuesday, 02/15/11 17:48:00 EST
|
Hi,
I have an old anvil that I want to sell. I was directed to you guys to find out it's value. Can you help me with that? I can send pictures if you email me.
thanks,
|
|
Linda
- Tuesday, 02/15/11 20:15:44 EST
|
Linda, mail coming your way.
|
|
- guru
- Tuesday, 02/15/11 21:00:09 EST
|
Well, I hope this is not too mundane for a guru. I have a woodworking barn in Chepachet RI and I'm installing new doors that will need heavy duty strap hinges. Do you know of anyone locally that can make them to my specifications? Thanks
|
|
John Thompson
- Tuesday, 02/15/11 22:32:26 EST
|
Do you know of anyone in Rhode Island that can make some welded strap hinges for two large barn doors?
|
|
John Thompson
- Tuesday, 02/15/11 22:38:27 EST
|
John, Unless someone reading this responds you may need to let your fingers do the walking in the phone book. Try under Ironworks and Railings. Blacksmiths are almost never listed under "blacksmith" because the phone companies do not have that category. . .
I do not know of a Rhode Island blacksmithing group but there is one in nearby Connecticut.
Try http://conn.abana-chapter.com/
|
|
- guru
- Tuesday, 02/15/11 23:33:34 EST
|
|
|
[
Getting Started in Blacksmithing ]
|


