How chains are made? Also interested in the industrial way to do heavy chains.
|
|
Fernando
- Tuesday, 12/16/08 07:20:37 EST
|
Hi...
I've recently built what I call a small forge out of some old Chevy Suburban Brake Drums; and have been experimenting with different fuels on hand. i.e. Mesquite Wood, Oak, Cooking Oil, Old Auto Oil.
I'm hoping that you can give me some information on the Temperature Difference between Bituminous Coal; and Coke. I found both of these fuels available at Centaur Forge; but no further details as to how much hotter Coke will get versus Coal.
Thank You !
Ed VA
|
|
edv7028
- Tuesday, 12/16/08 07:55:17 EST
|
At a yard sale I recently bought a little chest of drawers, indexed for drill bits that used to be in a local hardware store. 4 or five drawers, several slots in each drawer, embossed in 64ths through 3/4 inch or so. I think I'll start filling it.
|
|
Peter Hirst
- Tuesday, 12/16/08 08:01:01 EST
|
Chain Making Fernando, How big a chain? Here are the steps for hand making chain by hand.
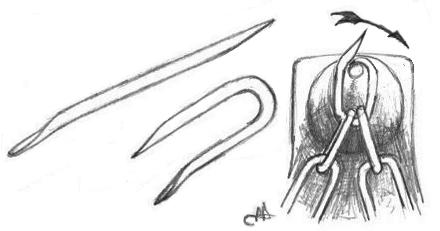
1) Starting with a bar the needed length scarf the ends in oposite directions.
2) Bend to shape and close the joint
3) Weld in the fire
Links are made in sets of three and then assembled into full length chain. Chain of all size was made by this same process until machines were used. In production shops specialized anvils and various tooling were used to shape and finish each link.
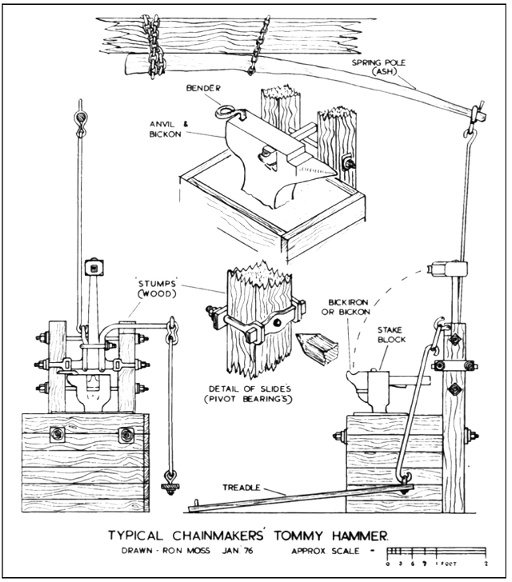
Image from Chain Making in the Black Country by Ron Moss
The same equipment was used into the modern era with the addition of machines to shear the bar and to make the initial bends. Proof testers have been around even when chain was hand made.
Modern chain is made basically the same way except it is electric welded at the side of the link. Links are sheared and rolled simultaneously in the same machine from long bar or wire. Welding is done by clamping the link in copper electrodes, pressure applied and welding power applied by an automatic controller for an exact time. The clamps push the hot joint together and bow the entire link outward a little.
Chain making is a very specialized business with much of the machinery being custom made by or for the manufacturer.
Heavy duty cross bar chain such as anchor chain is made the same way. As each piece is made the
|
|
- guru
- Tuesday, 12/16/08 08:35:59 EST
|
cross bar is fitted, welded and dressed.
|
|
- guru
- Tuesday, 12/16/08 08:39:33 EST
|
Ed VA, I don't have comparative measurements, but a deep, well built fire of coal or coke will get to welding heat and maybe 300ºF or more above that.
|
|
Frank Turley
- Tuesday, 12/16/08 09:32:51 EST
|
I've always wondered about that square hole in the chainmakers anvil.
|
|
- Nippulini
- Tuesday, 12/16/08 09:55:13 EST
|
If you want to see some video of industrial chainmaking in the first part of the 20th century, look it up on YouTube. There's a couple of videos of a chain shop in Liverpool, England at work. I'm at work where YouTube is blocked, or I'd look up the links.
|
|
Alan-L
- Tuesday, 12/16/08 10:57:26 EST
|
Coke and Coal Burning Temperature: In a forge is is the same once the coal is coking (3200°F). In industry coke is used when a clean uniform fire is needed. In both cases there is less smoke. Generally you do not want coke for a small forge or a hand blown forge because of the difficult getting it started and keeping it burning.
Oils in forges do not work well unless they are in an enclosed forge like a gas forge. Heavy oils must be preheated. Diesel and kerosene work well but #2 heating oil is usually preheated before spraying into the furnace. Oil forges run about the same temperature as coal but must be properly designed for the purpose.
|
|
- guru
- Tuesday, 12/16/08 11:09:57 EST
|
CHAINMAKING YOUTUBE LINK
http://www.youtube.com/watch?v=zRPos5uyy0A
|
|
Dave Leppo
- Tuesday, 12/16/08 11:24:14 EST
|
RE: Broken Taps--So, how do you remove broken taps (and the hated EZ-outs)? Heat the entire mass to red(?) and cool slowly, to kill the hardness??? There is still a broken EZ-out in the old Gold Rush iron railing (that came off the second story of a c.1855 brick building) that I reworked for a wood stove guard--just don't lean on that one pailing when the stove is hot.
Side note--Mark Twain observed that a cat will jump up on a hot stove only once--but will then never jump up even on a cold stove
David Hughes
|
|
- David Hughes
- Tuesday, 12/16/08 12:07:53 EST
|
Nice video.. thanks for the link (no pun intended)... gives me a great idea for a simple "power hammer" design.
|
|
- Nippulini
- Tuesday, 12/16/08 12:29:57 EST
|
Sorry... treadle hammer
|
|
- Nippulini
- Tuesday, 12/16/08 12:30:32 EST
|
Sharpening Drill Bits-
Well, if it was easy, everybody would be doing it- but in reality, sharpening drill bits is just another hand eye job that, if you practice, you can get good at, just like drawing a taper, or forge welding.
I took machine shop classes at LA Trade Tech in the 80's, and my instructor, Tommy Honda, who had retired after 30 years as a machinist at McDonnell Douglas to teach, made every single student learn to sharpen a drill bit, 3 different ways, PERFECTLY, before you touched a single lathe or mill.
118 degree, flat bottom counterbore, and a very sharp point for some non ferrous and plastics.
About half of each class dropped out each semester in frustration, after a few weeks of failure. Tommy said they werent gonna be machinists anyway, so it didnt matter.
After that, we spent a few weeks grinding lathe tools.
Usually it was 2 or 3 months before anybody touched a lathe.
(this was a 2 night a week class, not full time)
But the end result is, I can sharpen a drill bit. And I think of Tommy every time I do.
And it aint that hard, once you get the knack, and, I can testify, they work just fine when you sharpen em.
We did a job a while ago that involved 6000 1/4" rivets in 3/8", 5/16", and 1/4" stainless steel. We had to drill between 12,000 and 18,000 holes, on the bridgeport, with a rotary table, each aligning perfectly, before we riveted em.
I bought one pack of 12 pieces, 1/4" drill bits, and we worked our way thru em- drill till its dull, switch out for a fresh one, go take a break and resharpen when the dull pile gets to 5 or 6 bits.
I trained two of my guys to sharpen bits, and we ran those 12 bits down to about 2" long before we finally tossed em.
We might have had to add a couple of bits, but, basically, that dozen bits drilled an average of 1000 holes, 1/2" deep each, in stainless.
Sharpening works.
|
|
- Ries
- Tuesday, 12/16/08 12:32:20 EST
|
Ries, I cannot sharpen a drill bit by hand as you were taught. My hands shake a bit now. However, I bought a Drill Doctor and by golly it works great. I don't have a dull bit in my shop. And there is nothing like using a SHARP bit!
|
|
quenchcrack
- Tuesday, 12/16/08 12:50:27 EST
|
I don't know what Jim did with his Drill Doctor but every drill bit in the place was either unused or too dull to think about using. I think we gave the Drill DOctor to one of the kids.
As I mentioned, many bits today do not have the web thinned near the point and once you resharpen them them they are pretty useless.
I've sharpened bits by hand from 3/16" (2.5mm) to over 2" (+50mm) but can no longer see well enough to do the little ones. I keep a dozen or more of the 3/16 which I use for pilot drilling for large bits to clear the dead center. I regularly bury them beyond the flutes and do not want them breaking. So I buy new and toss the dull ones.
I regularly scrap drill bits but taps being all hard and better steel than the best drills, I keep for making special cutters.
For hand drilling you should buy short or stub length drill bits. Being short they flex a lot less and make a straighter hole.
|
|
- guru
- Tuesday, 12/16/08 13:29:46 EST
|
I would offer that at the valve and fitting shop we had a crew that sharped drills. They numbered about 6 guys on days and 4 on nights in addition to all the other tool grinders. They had all the technology to grind with, and did produce perfect sharp drills. The bigger (3/8"+) were all lipped as well. One old fellow did all the drill lipping by hand and by eye, and was in reality to simple to chew a cigar and work without dribbling juice in his beard. He could however do a perfect drip lip by hand. Perhaps after 30+ years anyone can:)
The tool and ide makers all hand sharped their own drills, even though all had been grinders first and had sharped drills by machine.
I have a Drill Doctor and use it for smaller than 3/8". Works a treat. I hand sharp above. I do have a drill point gage that helps center the point, as I don't do them every day. It is indeed an hand and eye thing.
|
|
ptree
- Tuesday, 12/16/08 13:37:42 EST
|
I use a sharpening gage as ptree does, to get the proper angle and equal length on the cutting lips. In some old shop classes, they would have the kids make such a sheet metal gage with saw or shear and filing.
With my new students, I go into a mild rant telling the guys to say "twist drill," "not drill bit." I then tell them that it doesn't really matter, because 95% of savvy workers are going to keep calling them bits no matter what we say.
|
|
Frank Turley
- Tuesday, 12/16/08 14:13:46 EST
|
You have a really great website. I tried to identify my anvil and even read the whole ANVILS OF AMERICA book. But I had no luck. This anvil weighs 340 lbs and has a letter "V" between its legs.
Here are the pictures:
http://igor.chudov.com/projects/misc/Anvil/02-Set-Up/
Any idea who made this anvil?
thanks a lot
|
|
Igor Chudov
- Tuesday, 12/16/08 16:07:41 EST
|
Coal, at least in North America, indicates mineral coal. Not something you make. Charcoal is something you can make. Charcoal Briquettes are yet something else again. You can buy coal anywhere that has it but the quality varies infinitely. Your local hardware store might have first class grade AA Pocahontas OR red-dog (a grade they pave roads with in West Virginia). The only way to really know is buy a small quantity and test it. We have articles on charcoal making.
Igor, The raised letter and the face ledge indicate a cast anvil, usually cast iron but not always. Richard Postman says you have a GGC (Genuine Generic Cast) anvil and possibly an ASO (Anvil shaped object). Thousands of foundries the world over have either made their own pattern or used an actual anvil to make the molds. In almost every case an obvious ledge to indicate a "plate" on the face is an indication of a cheap cast iron anvil. Real plated anvils try to hide any indication of a seperate steel plate.
|
|
- guru
- Tuesday, 12/16/08 16:55:19 EST
|
Speaking of springs (not of swords) does anyone have anyidea what to do with an Inconel 600 spring?
|
|
will sanders
- Tuesday, 12/16/08 17:41:33 EST
|
Drill bit sharpening; I have had pretty good luck with the Drill Dr. for bits between 1/8" and 1/4". Above that size, I use a simple device I've had for decades (made by General, probably intended for the hobbyist, but hey, it works) for sharpening against an abrasive wheel. I then use the drill Dr to create a split point. This works well on bits up to 3/4", though I generally drill a pilot hole when using re-sharpened bits at the large end of this spectrum.
|
|
- Charlie Spademan
- Tuesday, 12/16/08 17:48:42 EST
|
Sorry Frank; sharpening twist drills. Also forgot to mention that I modified the General device to accommodate bits over 1/2"
|
|
- Charlie Spademan
- Tuesday, 12/16/08 17:51:41 EST
|
INCONEL® alloy 600A nickel-chromium alloy with good oxidation resistance at high temperatures and resistance to chloride-ion stress-corrosion cracking, corrosion by high-purity water, and caustic corrosion. Used for furnace components, in chemical and food processing, in nuclear engineering, and for sparking electrodes.
|
|
- guru
- Tuesday, 12/16/08 18:07:03 EST
|
Removing Broken Taps and Drills: There are two ways. One is with a machine that many shops have that use a crude form of EDM to electrically turn the cutter to microscopic dust which is washed away in the electrolyte. Very handy if you can afford one or have enough broken taps and bit to worry about.
The other way is to mechanically worry it out. Taps are HARD they cannot be drilled for an easy-out.
I've tried the finger type tape extractors and if they work then you probably didn't need the tool. . . The fingers tend to twist and can break off thus making more parts to remove. .
If there is some tap sticking up clean around it the best you can blowing out the swarf, rinsing with tap lubricant, blowing out and rinsing again. The try Vise-Grip pliers but do not break off or crush the remainder.
IF there is enough tap sticking up to get a nut to just start onto it then screw on a plain steel nut and then weld it to the remaining tap. I've used a common stainless rod stuck down in the nut but others recommend using TIG which is much cleaner. I used stainless fill because it works better with the high alloy steel. Let cool and apply a wrench. It will either remove the broken tap or break off (again).
IF its flush or below the surface try needle nose pliers. Use air to blow out the cutting swarf, pick at it with a slender tool and blow it out some more. Getting the swarf out helps to get lubricant in. Try wiggling the tap.
The two pliers methods usually don't work either but they are the starting point. Try a pat extractor as well.
So, now you get out a hammer and center punch and try turning the tap. If it doesn't turn it will break. Break off the edges that you can and try pliers again.
Sharpen the punch and go at it again. Usually the tap is so brittle that the punch can break it up. Keep trying to rotate it with the punch and pliers. Usually when most of the tap is destroyed it will come out.
It is always a frustrating time consuming job and I usually succeed but not always. I am always loath to put a tap back into the same hole as there is usually a reason the first tap broke and if not, then bits of the first may be embedded in the metal now. . .
|
|
- guru
- Tuesday, 12/16/08 18:07:50 EST
|
Oh, BTW. First (now second time )posting. I am a maybe apprentice level smith slowly building my own forge (finally got a post vise) who also tinkers with just about everything. Love this site and visit every few days. One question I have about the site, is there a buy sell section? Looking for an anvil and blower that I can afford.
THANKS
Will
|
|
will sanders
- Tuesday, 12/16/08 18:10:29 EST
|
Guru you have it right, I have come across an iconel 600 spring ( had the scrap yard shoot it for me) and am trying to think of someting to do with it.
|
|
will sanders
- Tuesday, 12/16/08 18:11:58 EST
|
Somewhere I read a suggestion to TIG weld a drop of filler rod to the top of the broken tap, and then build more drops on top of that until you have enough to grab with pliers. For what it's worth, it worked the one and only time I tried it.
|
|
Mike BR
- Tuesday, 12/16/08 18:38:59 EST
|
I have read that it is possible to drill out a broken tap with on the carbide drills, have to have a press though.
|
|
will sanders
- Tuesday, 12/16/08 18:44:04 EST
|
Inconel is pretty for knife fittings and usefull for high temp areas. What are the dimensions of the stock it is made from?
Thomas
|
|
Thomas P
- Tuesday, 12/16/08 19:10:50 EST
|
It is a coil spring bout 1/2in OD.
|
|
will sanders
- Tuesday, 12/16/08 19:12:46 EST
|
Hey guys, I checked my new anvil out some more. It is 100#, or at least there is a large "100" on the side. It has a rather small hardie hole compared to what I'm used to. In fact, the pritchel hole is almost as big as the hardie hole. It has a very smooth top and a good round horn. There is green paint, or at least I think it is paint, on the sides and part of the horn. There are no markings on it besides the "100" so I have no idea what kind of anvil it is.
|
|
- hillm
- Tuesday, 12/16/08 19:21:05 EST
|
Removing broken taps.
I learned from the millwrights at the valve shop, to use a small engraving tool, like one uses to mark tools to vibrate against the tap in the backing out direction. This is of course after the required air blowing and rinsing to remove as much from the hole as possible. I have seen this work for both taps and broken bolts. The high level of hits gently, seem to move the tap back out.
The old edition of the Machinery's Manual suggests several ways to remove taps including a little nitric acid IIRCC. Apply, wait a bit and screw out since it attacks the tool steel quicker than the plain or some such. Never tried it.
|
|
ptree
- Tuesday, 12/16/08 19:31:01 EST
|
If you are tapping through a piece and can get to the other side it is "easy" to remove a broken tap by drilling. As the drill starts to bite it often just unscrews the tap. We used to have drills designed for going through seriously hard material though which probably helped. As far as drilling out a tap with the sort of ordinary HSS drills most people have- forget it!
|
|
philip in china
- Tuesday, 12/16/08 20:29:55 EST
|
hillm, That eliminates English anvils as they are all marked in 100 weights or kilograms. European anvils are generally marked in Kilograms. Anvils made in the U.S were all marked in pounds. Most in tens (10 = ~100, 20 = ~200). However, there is a ton of imported anvils targeted strictly for the North American DIY market that are marked in pounds. These come primarily from India and China. Most of these new anvils are cast iron.
There were quite a few old anvils made of cast steel that had simple weight markings but without details it is very hard to tell.
|
|
- guru
- Tuesday, 12/16/08 20:47:23 EST
|
Sharpening Drill Bits: If You are going to drill many holes, You had better learn how, or buy a setup to do it.
The drill Dr. looks to be a pretty god tool for a home shop, and it will make split points, at least the better one will.
General Tools makes a little unit that mounts on the side of a bench grinder. These take some ajustment for drill diameter, and if used with a proper cutter grinding wheel, an aluminum oxide 60 grit , I, or J hardness will work but for all the grief involved get the Drill Dr.
You can thin the web and get nearly as good a job as a split point, but it takes a fine grit [100] wheel with sharp corners.
I have to agree with Ries's teacher.
|
|
- Dave Boyer
- Tuesday, 12/16/08 21:30:16 EST
|
Broken Tap Removal: A method I have heard of but not tried is to use an extremely smal [in porportion to the tap] oxy acetylene torch to heat the tap, but not the metal around it. When the tap is glowing orange, shut off the fuel gas and let the oxygen flow on the hot tap and burn it up.
The guy who suggested this claims it has worked sucessfully to remove taps as small as those used for mounting scope rings on a rifle.
|
|
- Dave Boyer
- Tuesday, 12/16/08 21:46:10 EST
|
Will Sanders: There are carbide drills that will drill a hole through a tap, but the problem with drilling out a broken tap is that usually the tap is quite small and the drill is not rigid enough to stay on location due to the irregular surface on the broken part.
|
|
- Dave Boyer
- Tuesday, 12/16/08 21:59:43 EST
|
Humm, hadn't thought about that issue. What about grinding a depression in the top of the tap then using the carbide bit to finish it? Mind you, I have never tried this myself. Still think EDM is the way to go.
|
|
will sanders
- Tuesday, 12/16/08 22:28:54 EST
|
Taps and drills:
I've broken more than my fair share of taps and had only mediocre success at removing. I've tried most of the methods. I finally bought a tapping head for the mill and that pretty much ended the broken tap problems. I have resorted to using a diamond burr in my Foredom flex shaft and grinding the tap out, when the work piece was not replaceable or repairable. Boy,is that tedious. A bit more fun than knocking a tap out with a punch, though.
I too, got to the age where I don't see nearly as well as I used to. I bought a Drill Doctor, the big one, and it works pretty darn well once I learned how to use it correctly. For the little numbered drills samller than about #11, I sharpen them by eye - well, these days it's almost more by Braille, actually. (grin) I can still sharpen them down to #60, but the 61-80 bits just get replaced if I don't get lucky on the first try at sharpening them. I use a diamond lap plate and hold the bits in a pin vise, rotating the bit rather than using a grinding wheel. Works for me, anyway.
Like Ries and some others, I was taught to sharpen twist drills by hand and eye, and it has saved me from suing dull drills for years. I was also taught to call them twist drills, rather than "bits" although I often lapse. I was also taught to call the device a "drill motor", rather than a drill. That seems to have stuck better than the twist drill v bit distinction, for some reason.
|
|
vicopper
- Tuesday, 12/16/08 22:43:03 EST
|
guru sorry about the whole coal thing i was thinking about art work i was doing. i re read what i wrote and it sounded absolutly idiodic i sometimes do things like that, getting the two confused , one time wached a thing where a knife maker used a big brush pile fire to anneal a file. he said to save the coal left over for the forge. i live by the tracks so i always pick up the coal chunks which look different from the remainder of a brush fire and different from what i draw with "charcoal" thats why i got them confused. i said not to buy it at the store because i heard it got expencive, i live in the U.S. and what i meant by the african coal stuff was a national geographic documentary i saw were they said they made coal for mony under the ailius black gold. i'm sorry over the confusion and i didnt want to sound like a know it all i love this site and i dont want to be annoying so i'll just ask questions onece again sorry
mat
|
|
mat
- Tuesday, 12/16/08 23:08:42 EST
|
Guru, in continuation on this 340 lbs anvil. I measured its rebound and it was about 90%. I used a hard 1" diameter bearing ball dropped from 10 inch height. It would bounce back to about 9 inches. The cast material is not cast iron, it is steel. I tried to punch it with a center punch for drilling and it punched like mild steel would. It is definitely not cast iron.
It also has a very obnoxious ring to it, obnoxious in the sense of loud. But the ring again suggests that it is not cast iron base.
It could indeed be shop made, but out of cast steel base and tool steel plate.
|
|
Igor Chudov
- Tuesday, 12/16/08 23:40:13 EST
|
Igor, So you have a GOOD GGCA. The fact is that for the past 50 or 60 years every farrier school and foundry has made short runs of anvils. That didn't make any of them an anvil manufacturer that could be traced or recorded. I've had a dozen or so swage blocks cast, that doesn't make me a swage block manufacturer. If I had hundreds cast and advertised them globally, that MIGHT make me a manufacturer. But would anyone know who made them 50 years from now.
|
|
- guru
- Tuesday, 12/16/08 23:54:23 EST
|
RR anvil bounce test:
Large RR anvil, 60%
Small RR anvil, 45%
HF 100# ASO, less than 10%
Concrete floor, 15%
|
|
Marco/Mike
- Wednesday, 12/17/08 00:03:54 EST
|
Can I show my ignorance and ask what is a drill doctor?
|
|
philip in china
- Wednesday, 12/17/08 00:04:22 EST
|
PROOF then post....
Not Rail Road anvil... FORK LIFT Anvil....
Large FL anvil, 60%
Small FL anvil, 45%
HF 100# ASO, less than 10%
Concrete floor, 15%
past my bed time
M
|
|
Marco/Mike
- Wednesday, 12/17/08 00:05:43 EST
|
Lindsay Books www.lindsaybks.com has a how-to re: building an EDM precisely for zapping busted taps, etc..
|
|
Miles Undercut
- Wednesday, 12/17/08 00:18:55 EST
|
Coal = mineral coal, a fossil fuel
Coke = mineral coal heated to remove volatiles OR a heavy petroleum product reduced to nearly pure carbon.
Charcoal = Wood, heated or charred to remove volatiles leaving mostly carbon behind
Carbón = wood charcoal in Spanish (similar in other languages). See our International Glossary for differences.
Carbon = Element No.6 basis of the benzene ring and all life.
Carbón or Carbone, charbon à bois, Holzkohle, carbone di legna are all tossed around like we do "iron" in English. But the proper charcoal or carbón vegetal is correct when speaking of the wood product.
|
|
- guru
- Wednesday, 12/17/08 00:20:34 EST
|
Drill Doctor: A brand name DIY drill sharpener kit. Lots of plastic parts. . .
|
|
- guru
- Wednesday, 12/17/08 00:22:08 EST
|
Befor we got a tap burner at the shop were I work, it was the standard practice to use the shank of a broken, solid carbide end mill that was close to the tap drill size. I would grind a spade point on the end to run in the forward direction and with a slow spindle speed and carefull feed I could drill out any tap and pick out the remaining pieces.
This only works in a ridged set up like a milling maching or boring mill. It sometimes works in a large radial arm drill but generaly a drill chuck will not hold the end mill shank ridgid enough.
Never grind the spade drill to try and turn the tap out.
As soon as it catches and starts to turn out, the carbide spade drill will shatter and now you have a chunk of carbide stuck in the hole too...
As for Drill Doctors, I wouldn't spend the money on them.
One shop I worked for tried one and found it poorly suited for even occasional sharpening.
The dimond wheel it comes with is too fine for most work and, the cams are plastic and ware out fairly quick.
We did get a 100 grit wheel for it and that helped a little but, the machine is only ment to re-sharpen a nearly new point not put on a new one.
Learning to sharpen drills by hand is not hard if you have someone to show you that really knows what they are doing.
I think it is nearly imposible to learn it from a book. You need to have someone demonstrate the hand and wrist motions involved but, once the muscles are trained they never forget.
In the shop were I served my apprenticeship the shop master came to me one day with a coffe can full of dull drills and said "today you will learn to sharpen drills"
He showed me how to judge by eye and looking at the siloett of the drill point to see if bothe flutes were the same angle and the same length. Then the test is to drill a hole with the freshly sharpend drill and let it drop from the drill chuck, the correctly sharpend drill will catch in the hole it has just drilled and not fall through. (you can't fit "size on size")
At work we only re-sharpen down to 3/8 but, at home I will re-sharpen down to 1/16 with one of those General Tool rests as mentioned above.
I find I prefer to use the flat disk of my disk/belt grinder for most drill sharpening but, that needs a fine grit disk to do a good job.
I have often thought that it might not be a bad idea to offer drill sharpening services to those who can't do it them selves but, also can't bare to throw out all those dull drills either.
The best tapping fluid I have ever used is "Molly-Dee" by Castroil. It's a little messy but, it works on everything.
Dishsoap for most all plastics and fonalic.
A lard or animal fat based oil works on most common steels as does the "stick wax". "A-9" for aluminum
Remember, industrial cutting fluids are NOT safe for little kids. They should not be exposed to it as a fluid or as fumes.
The stick wax is about the safest for home use were kids may come in contact with it.
Do not use motor oil or grease as these are designed to prevent the metal cutting and shearing action you are tring to achieve when you drill or tap a hole.
There are certain size drills that go with each tap and, a chart of these can be found most any ware that sells drills and taps and other cutting tools. On these charts the first drill size for any given tap will generaly give around 70% thread. As ptree points out some applications call for a much higher percent of thread and useualy a standard formula is used to figure that out.
For my machines I have a full set of Chicogo Latrobe drills but, for the hand drills I only use the cheaper Nachii or what ever the farm supply store sells.
|
|
- merl
- Wednesday, 12/17/08 00:25:46 EST
|
Carbide drills: We made a lot of stuff out of pre-heat-treated H13 and in the process had a lot of broken drills and taps. Quite often we would drill with solid carbide drills. . . and occasionally one of those very expensive small tools would break alone OR while trying to get another broken tool out. . LOTS of grief getting those out. At their cost most parts are worth scraping unless you have a LOT of hours in them already. The problem with them is that they do not work well unless going very fast and then they are very likely to get broken.
I like slow and easy with factory sharpened bits. .
|
|
- guru
- Wednesday, 12/17/08 00:27:47 EST
|
hello again guru i have been using my diy anvil for a couple of months now and im happy to report that it is holding up well ive smacked it only a couple of times and almost ate the pein end of my hammer without maring the top i just wanted to thank you for posting the article on your site i was excited to see it im going to have a forge build and power hammer build as well over the winter i just about have all of my pieces for the hammer together and am just waiting on the motors from my father if you would like he pics and info i would ba glad to share and if you would like help with the editing this time just let me know i know you are busy too. i just wanted to say thanks to you and everyone else who chimed in on the anvil project
|
|
j naylor
- Wednesday, 12/17/08 02:14:27 EST
|
Drill doctor.
The Darex corp. make a line of machines from very cheap very basic machines up to CNC tool grinders, all Branded Drill Doctor. I have the model that will do a split point up to 1/2". It works. The split points are nicely done. The machine is indeed slow. If I have a trashed point, I simply hand grind close and then let the machine touch up and split the point. I hand grind above 3/8" all mine.
The valve shop used maybe a thousand twist drills a day when I started from 1/8" up to about 2.5", in production. One of the high volume uses was making steam flanges. We used big multi-spindle drill to do the bolt circles, and the throughput was high. Once we were split off, most of the tool room was gone, so one of the things we did was to buy a number of the industrial Drill Doctors. They were about $1200 as I recall. Nice, accurate machines that were fast, easy for a shop floor guy to use and keep a supply of twist bits sharp for the two 8 spindle machines he ran. He would do about 64 drills a shift. Now these are not the home machines. Both the process is the same.
For lube on drills, I use a wax stick or a Master Chemical product, that semi-synthethic oil. For tapping I use "Tap Heavy" from Master Chemical. The tap heavy has the viscosity of cold honey, and seems to be about as sticky. A drop or two and the tap will do the whole tapping routine for that hole. Finish, and blow off, a drop or two ready for the next hole.
|
|
ptree
- Wednesday, 12/17/08 07:27:35 EST
|
i was wondering if i should weld a piece of 1/2 inch thick by 10 inch long by 3 inch or 4 wide piece of flat steel to the piece of railroad track i have that is only about two inches wide by 11 1/2 long to give it a wider surface area and more mass. my only problem is that i dont know what steel the plate is made out of which worries me that it will dish out in one use. i hit it a couple times with my 3 lb hammer and all it seemed to do is take of some of the steels coating. or do yo think i should just leave the track the way it is?
mat
|
|
mat
- Wednesday, 12/17/08 08:39:26 EST
|
If you use a LOT of twist drills in your home shop, you would be an idiot to buy a DIY grade Drill Doctor. Go spend $1200 on an industrial machine. For my little garage shop, I have used a DD for three years now with no appreciable wear on the plastic parts and it does work well for me. Your results may vary.
|
|
quenchcrack
- Wednesday, 12/17/08 08:39:53 EST
|
Mat, The problem with RR-rail anvils is the narrow web which makes them very springy and has no mass. See my article on making RR-rail anvils FAQs /Anvil Making/ Railroad Rail
Most odd or scrap steel bar or plate you find will be common structural grade steel. Better grades found in small pieces usually have bright machined or ground surfaces (not always but mostly).
|
|
- guru
- Wednesday, 12/17/08 08:53:55 EST
|
guru the track i have has the web cut off i'm planning on welding a spike on it and mounting it in a large log that i might even hallow out and fill with concrete i will most likely leave the log normal though its going to be used for knife making until i can buy a 70 lb anvil of centaur forge
|
|
mat
- Wednesday, 12/17/08 09:02:59 EST
|
DIY EDM: I have the diy EDM book from lindsey books (by Ben Fleming) and have used one that a friend built. simply put.....it works much better than I could have expected.
I have worked in machine shops and in a custom moldmaking shop for years and have used wire and conventional edm machines alot. the DIY unit isnt going to work in a jobshop envirement but in a home shop it will be very useful. it doesnt have the accuracy or the finish control of a production machine but its still amazing.
I carved a graphite electrode and used it to cut a custom punch shape.....cut into a hardened punch.....it did the job in about 20 minutes.....more time setting it up than the actual burn took. another great use for one is square holes.....it has no problems burning out square holes. (cleaning up beat up or poorly made hardy holes....or opening it up to a larger standard size) edm doesnt care how hard the steel or carbide is!
there is a yahoo group dedicated to the home built edm that has more info and resources
http://tech.groups.yahoo.com/group/EDMHomeBuilders/
|
|
Rob B
- Wednesday, 12/17/08 09:58:49 EST
|
I use a center cutting solid carbide endmill to remove broken taps. Works pretty well. Also in response to the welding a nut on the broken tap/studd deal, I use a very expensive rod, MG600 for this purpose. With a yeild strenth of 180K pounds, it works well, and a specialy designed flux allows welding deep below the surface without spatter. I also use this rod to build up broken gear teeth.
|
|
John Christiansen
- Wednesday, 12/17/08 11:28:47 EST
|
Igor Chudov: What does the side with the horn to right look like? With the V raised on the opposite side I'm thinking maybe Columbian, and the feet do look like one, but on the side with horn to right there should be a indented downward pointing triangle with a raised C in it. Without that then GGC.
Would also help to know what country you are in.
|
|
Ken Scharabok
- Wednesday, 12/17/08 13:20:58 EST
|
i was wondering if a 70 lb anvil would be sufficiant for making knives? perhaps like a farrier anvil what do you think i looked at the ones on centaur forge i like the wide face one
|
|
mat
- Wednesday, 12/17/08 16:14:14 EST
|
i just looked at them again and it makes me want to ask has steel prices gone up? they raised the prices 20 to 30 dollars!!! ill blame it on the economy like always ha
|
|
mat
- Wednesday, 12/17/08 16:27:32 EST
|
Mat a heavy chunk of steel might be a better/cheaper choice than a farrier's anvil. Farrier's anvils tend to be customized for farrier's work---why pay extra for the specialization if you will not be using it?
As for "sufficient" an old sledge hammer head is "sufficient" as there is a video on the web of a commercial kukri maker forging them on a sledgehammer head sunk into a log in a third world country.
Now I would advise more like a 100# anvil myself, even my travel anvil is heavier than 70#
Thomas
|
|
Thomas P
- Wednesday, 12/17/08 17:19:25 EST
|
Yes I agree that Darex makes an exalent drill sharpener in several modles but, the Drill Doctor (manufacturer unknown) that is sold in most hardware stores did not hold up to our daily use.
|
|
- merl
- Wednesday, 12/17/08 17:44:30 EST
|
Guru- What's your policy regarding posting announcements of blacksmithing events? I've been given the job of posting internet information on the New England Blacksmith's Fall '09 meet.
I've been extra busy in the shop for the last week and WOW you folks have given me a lot of catch up reading to do. Keep up the good work.
|
|
Judson Yaggy
- Wednesday, 12/17/08 17:50:49 EST
|
i think so 2 i can probably get one for free "big chunk of steel" i dont realy need a horn. i have to look more i have it easy living in new england when it comes to finding an anvil i'll look first. the rail i have is just too thin "2 inces wide" if all else fails i'll get a big sledge
|
|
mat
- Wednesday, 12/17/08 17:53:26 EST
|
what state is this event? judson
|
|
mat
- Wednesday, 12/17/08 17:56:46 EST
|
Judson, From the Navigate Anvilfire menu, click on Calendar of Events and type in your event, following the directions.
|
|
Frank Turley
- Wednesday, 12/17/08 18:32:44 EST
|
Thanks Frank, I look at that menu so infrequently I forget that it's there.
Mat- It will be in Vermont, about 30 min. outside of Burlington.
|
|
Judson Yaggy
- Wednesday, 12/17/08 18:44:19 EST
|
tanks
|
|
mat
- Wednesday, 12/17/08 19:09:40 EST
|
thank you i mean
|
|
mat
- Wednesday, 12/17/08 19:21:02 EST
|
Anvil Prices: Due to the difference in the exchange rate (the economic collapse) and skyrocketing shipping costs (based on the recent peak in oil prices) you will see either fewer imported anvils or MUCH higher prices. And yes, steel has gone way up in the past couple years as well.
The Kaynes have stopped importing flypresses due to the price increases and I suspect that you have seen the last of many of the European anvils. Once the current inventories of ASO's are spent I doubt you will ever see $1/pound prices again for cast iron. All those cheep prices you see out there are old inventory that may very well not be replaced.
|
|
- guru
- Wednesday, 12/17/08 19:54:56 EST
|
Nailmaking machine Nagar India
www.youtube.com/watch?v=P8it0iw5ysY&feature=related
skip forward in the video a bit to get to it actually runnig. Reminds me of a steam train running
|
|
- Rustystuff
- Wednesday, 12/17/08 22:06:01 EST
|
I am looking to take a blacksmithing class with a friend. i live on the west side of indiana. do you know of anywhere i can learn to blacksmith?
|
|
- Lillie
- Thursday, 12/18/08 08:17:06 EST
|
thats what i figured over the anvil prices going up "economy" its alright thats the way things are these days. the one I looked at was the 70 lb big face anvil on centaur forge it used to be 30 $ less. there was also one that only costed about 219 that one went up to 224$ its not much of an increase but it is one. its unfortunate but true. i'l have to act soon on an anvil i guess or at least a good piece of steel block.
|
|
mat
- Thursday, 12/18/08 08:27:59 EST
|
Raw steel prices did indeed spike up in the past year but have fallen just as dramatically. The prices went up due to demand for steel by China for the Olympics and for use in steel pipe in the oil industry. Drilling has dropped about 20% due to the drop in the price of oil so demand for steel pipe is down. Most steel mills are cutting production to keep the prices of finished products up, though. Probably something they learned from OPEC.
|
|
quenchcrack
- Thursday, 12/18/08 08:45:04 EST
|
Lillie, The Indiana Blacksmithing Association has many satellite groups across Indiana. These meet monthly, and have open forge time and willing instructors. Go to
www.indianablacksmithing.org I am a member in Southern Indiana. We also have a June Hammer-in in Tipton IN, with beginner classes.
|
|
ptree
- Thursday, 12/18/08 10:32:04 EST
|
Hey guys. I'm trying to buy an induction forge. Can anyone help me get in touch with Grant from Off-Center? Thanks
|
|
- carlton
- Thursday, 12/18/08 11:05:00 EST
|
Carlton, I think the Kaynes still have their demo unit, or did. Grant checks in here occasionally but without a return address you are not going to get much response.
|
|
- guru
- Thursday, 12/18/08 11:39:10 EST
|
Carlton: Here I am! Call: (253)846-2038 and I'll do what I can to hook ya up.
|
|
- Grant - OCP
- Thursday, 12/18/08 12:17:27 EST
|
Steel prices - we took a 700,000 dollar writ-off on steel scrap in house in November. Scrap prices dropped that much. I'd expect future prices for steel produced in the US to drop as well. On the other hand, I expect import prices to increase because most European nations are still paying some interest on their bond issues while the Fed has drpped the aim rate in the US to 0 to 0.25%. There currencies should increase in value relative to the dollar for at least the short term. Not a good time to plan a European vacation :)
|
|
- Gavainh
- Thursday, 12/18/08 13:08:51 EST
|
I buy my new steel stock from a combination new & scrap dealer. I ask him about the sudden drop in prices for scrap. He said for a while he would buy and by the time he shipped it out scrap had gone up in price so his profit margin increased. He said, thus, he is taking a loss now, but he expected it to about average out. His new steel cushions the scrap side.
Last time I was at his place (near Paris, TN) they had two fork lift tines in the retail scrap section.
|
|
Ken Scharabok
- Thursday, 12/18/08 13:17:47 EST
|
Square Anvils
Old World Anvils makes and sells a 4140 heat treated 4" x 4" x 4" square anvil. It runs 85.00 Edges are radiuses.
This would fit the bill for midevil demos or newbies looking for a cheap anvil to get started. No nead to buy tool steel and reinvent the wheel. They have already done it.
|
|
- Rustystuff
- Thursday, 12/18/08 14:59:46 EST
|
I looked at the 4x4x4 4140 block sold by Old World Anvils. That block looks suspiciously like a chunk of 4x4 continuous cast billet to me. It might work for a small hand tool but I would not expect the surface to live long and prosper. Regardless of the hardness, it is basically a casting. Unless it is not a concast billet in which case you can ingore this post. :-)
|
|
quenchcrack
- Thursday, 12/18/08 15:10:39 EST
|
Also you can ignore "ingnore".
|
|
quenchcrack
- Thursday, 12/18/08 15:11:33 EST
|
i also saw that. its probly nothing special just some cheap crap with a thin hard face. i'll find somthing that will work. there is a giant junk yard two towns over from me i'll check it out.
|
|
mat
- Thursday, 12/18/08 17:35:53 EST
|
McMaster Carr has 3.5 x 3.5" 4140/42 for 211/Ft. That would make two little 3.4 x .35 x 6" 21# anvils for over $100 each.
You can also get a 20 pound sledge hammer for $41. . .
|
|
- guru
- Thursday, 12/18/08 17:42:34 EST
|
Hi Quench
I will take that under advisement and ask.
I know they stock 4140 tool steel. They make tools they sell from it. I have also purchased 4140 stock from them. I thought it was just 4140 square bar stock they just cut off, heat treat and dressed the ends. The extruded side could give the cast appearance. He lists it at 4140. I would not know Mr. Bergman to not tell the truth. He has quite a reputation and wouldn't want to taint it.
|
|
- Rustystuff
- Thursday, 12/18/08 17:52:42 EST
|
QC, Ihave a question for you.
At work today we were shrink fitting some bushings by the use of liquid nitrogen.
I was just wondering how the repeated dipping of the hook used to hold the parts would affect the steel.
I beleive the hook was made of 3/8dia. strees proof.
|
|
- merl
- Thursday, 12/18/08 18:05:32 EST
|
4140
I have a piece of 4140 I received from Bob Bergman. It was sawed out of larger bar stock. It has the very same size large radius on one side that the square anvil has. It also has the same color and texture. It is some really super tough stuff. I suspect the square anvil is indeed 4140 as he states on his website. Even not heat treated you can barely hurt the stuff. My small vertical mill could not even handle cutting it. It is tough to grind. I doubt anyone would wear one of those little square anvils out. However he hardens and tempers his tools you can not hurt them much.
Quench & Mat
Quench I know you were just making an observation and pointing out a thought. No harm ment here.
Mat I think you need to learn more before having an opinion on the square anvil and scrap metals. Be fast to listen and slow to speak.
|
|
- Rustystuff
- Thursday, 12/18/08 18:28:47 EST
|
Rustystuff, I believe Quenchcrack observed that the 4140 anvil looked to be made from "Continous Cast billet". This is a process that is used to make bar stock. The continous cast can be 4140, and still be bar stock, and look like bar stock and still be a casting with all the inherrent issues of a casting.
I have seen continous cast bar that had fine pipes down the lenght of the bar. Sometines continous cast bar is then rotory forged to make a better more sound bar but this is usually round only as far as I know. We would not use continous cast bar after some experience with same at the valve and fitting shop.
I do not believe Quenchcrack said the material is not 4140.
|
|
ptree
- Thursday, 12/18/08 19:09:17 EST
|
Hi Ptree
It could be a continous cast steel billet. Thanks for pointing that out. I misread Quench's comment. I was thinking like you mention that it was implied not to be 4140. Thinking about how to repair a delicate item while reading forum. Sorry for the brain fart. It does have that appearance. The pieces I have from the bar are very tough. I wouldn't be afraid to use it for an anvil. It is certainly better than the medium carbon cast steel the czech anvils are made from.
|
|
- Rustystuff
- Thursday, 12/18/08 19:30:51 EST
|
Rustystuff, I would have no reason to doubt the material mentioned earlier is 4140. It just looked like a continuous cast 4140 billet. Let me reiterate, I said it "LOOKED" like a concast billet. I could be wrong. Most concast billets are subsequently rolled or forged to work the cast structure into a wrought structure.
Merl, I would guess that repeated contraction due to the extreme cold and the expansion that occurs when it warms up could possibly lead to fatigue cracks. If you have dye penetrant or magnetic particle inspection capabilities, you might run a check on it. If it were a big overhead crane hook, I would be checking it weekly or monthly.
|
|
quenchcrack
- Thursday, 12/18/08 19:32:47 EST
|
Czech anvils: My 167# Czech anvil is now selling for over $850 + shipping. Who do these guys think they are? Refflinghaus?
|
|
quenchcrack
- Thursday, 12/18/08 19:35:16 EST
|

|
|
quenchcrack
- Thursday, 12/18/08 19:42:17 EST
|
Dang it, my "grin" got ambushed by the HTML police!
|
|
quenchcrack
- Thursday, 12/18/08 19:43:08 EST
|
Hi Quench
No Worries. I agree it could be. I just misread your original post. To many irons in the brain fire.
Like Guru mentions all those rising cost of import anvils. I noticed some suppliers quit carring import anvils.
|
|
- Rustystuff
- Thursday, 12/18/08 19:49:12 EST
|
Like I said, There is going to be more room for more domestic anvil makers.
Mat, Check out Ty Murch's tool sale on the Hammer-In. Even with shipping that big old worn out anvil is a DEAL compared to CI junk or little blocks of steel. It will sell quickly.
|
|
- guru
- Thursday, 12/18/08 20:33:32 EST
|
rustystuff, i once concidered that 85 dollar block from old world anvils. I looked at it many times as a matter of fact+i know many scrap yard workers aswell who i talk to all the time about scrap metal. in my opinion i know a good amount about metals other than what i learned talking to people. maybe we looked at two different sites or products but my last post was just to say that i could find something similar for free and bigger nothing more, i'll look at it again but i dont know if it would be good for making knives i based my opinion partly on what quench said also. i just dont want to drop 100$on a steel block that would be of no use to me.
|
|
mat
- Thursday, 12/18/08 20:43:28 EST
|
ok guru i'll check it out thanks
|
|
mat
- Thursday, 12/18/08 20:44:47 EST
|
that is a good deal its probably alredy sold though
|
|
mat
- Thursday, 12/18/08 20:51:16 EST
|
Mat
Sorry, I understand. Guess I am ornery a bit today. I think you are far better off finding a nice vintage anvil that you can afford. You will be happier with a quality tool in the wrong run.
|
|
- Rustystuff
- Thursday, 12/18/08 21:49:20 EST
|
At a machine building company where I worked they used 4140 HT. This product was heat treated as bar stock to 250-300 brinnel, tough & strong but still machinable.
In another shop We used Brake Die, Lustre Die & Hy Ten B3X. These are all pre heat treated bar stock.
If You are going to spend the money for new steel to make a bar stock anvil, You might look into a pre heat treated material. There are a lot of them, many are sold under trade names.
|
|
- Dave Boyer
- Thursday, 12/18/08 21:49:22 EST
|
In spite of My above post I must agree with Rustystuff, for what You will pay for new alloy steel You can probably find a used real anvil.
|
|
- Dave Boyer
- Thursday, 12/18/08 21:51:35 EST
|
thats what i feal too now that i think of it. and rustystuff no worries we all have our days. that is the problem with computers they have no tone of voice or real way to say what you mean the way that you intend for it to sound. i am lucky an will mostlikely have an easy time finding an anvil here in CT because alot of blacksmithing used to go on in the new england area from what i understand. there is a flea market thats open year round in my state that i;ve been to only twice and i heard they had an anvil there from a friend who went recently. the place is filled with old tools and furnature on one floor and the rest is all rare items. i bet the people selling the stuff want to get rid of it so i might be able to get a good deal on it if its still there. other than this my friend's step father told me that at his work there is an anvil mounted on a block, i think its probably a vulcan which i love for their quietness. he thinks his boss might let him have it i think he told me its been there the 10 years he has worked there and has never seen it be used. he also said he would have to look for it because he thinks it was put in the storage room because it was in the way. i am getting tired of useing my piece of 1/3/4 inch wide rail its terrable and it has a curved side.
|
|
mat
- Thursday, 12/18/08 23:07:30 EST
|
mat: Folks have been making cast iron bodied, steel plated anvils since likely the early 1800s. Problem was in getting a consistent solid bond between the cast iron and steel. Mark Fisher figured out how to do that in the 1840s and Fisher & Norris made these anvils until the early 1970s. In addition to Vulcans and Fishers, there are still Southern Crescents (made in Chattanooga) around.
Personally I much prefer the Fisher over Vulcan (which tended to be blocky).
I suspect some of the really beat up cast iron anvil originally had a plate which came off, but were continued to be used.
If there is a steel supplier in your area who does speciality cutting for its customers inquire if they have a drop of suitable steel. (A drop is an end cut too short for other uses.)
|
|
Ken Scharabok
- Friday, 12/19/08 04:10:38 EST
|
I can understand why a piece of concast billet isn't as good as a rolled bar, but how much would it matter for an anvil? I wouldn't think the piping ptree mentioned would make much difference in that application. (My cast steel Euroanvil's holding up just fine, thank you.) Something else must be going on, but what?
I notice that the description on the Old World Anvils website says that the corners are left "as forged." If it *is* a concast billet, that part of the description isn't strictly correct.
Personally, I'd scour flea markets for a big sledgehammer head before paying $5 a pound for a block of steel, but that's just me.
|
|
Mike BR
- Friday, 12/19/08 08:34:02 EST
|
I doubt we would see piping in concast billets. Pipe is a shrink cavity forming at the top of a poured ingot. Continuous cast billets do not have a "top" as they are cut to length as they exit the caster, sort of like making sausage. The issue is the as-cast structure would be very coarse grained and maybe more brittle than a wrought structure. I have a 100 lb block of 4130 (4"x6"x12") I bought at $.07 per pound 8 years ago. I use it to add mass to my anvil stand. I had 2 of them but sold one for $35 to a young bladesmith in Memphis. You can use a variety of things for an anvil but I think mass is more important than hardness. A 20# block of hardened 4140 may not perform as well as a 100# block of un-hardened 4130.
|
|
quenchcrack
- Friday, 12/19/08 08:54:56 EST
|
CI Anvils: Unfaced Cast Iron anvils have been around since the beginning of the iron age. They were often used for the hammers and anvils of water powered tilt hammers. It is a cheap easy way to make an anvil. Of course they do not hold up well. Several of the old catalogs from the turn of the century list two types. Plain cast iron (cheapest) and with a chilled cast face which were a little more expensive and no longer made. Chilled faces were made by putting a heavy plate in the mold which caused the iron to cool rapidly and make a dense hard surface. The plate did not weld to or become part of the anvil. Both of these were suggested for hobbiests and farmers who only did occasional work (not for shoeing).
The next quality level up were steel faced CI anvils. Fisher pioneered this process and made two qualities, their Eagle line and Star I think (recent discovery). The Eagle anvils had a heavy steel plate and are still considered a good anvil. The lower quality had about a 1/4" thick plate and were only a little better than a chilled CI anvil. The thin faces on the cheaper line were quite brittle and did not last long.
The best anvils made for centuries were the steel faced wrought anvils. The hand forged wrought bodies were very durable and the steel face stayed welded much better than the steel faced cast iron anvils that came later. The wrought anvil was the standard of excellence for the entire time they were made. The majority were made in England during their Colonial period and hey-day as the dominant world sea trader and merchant.
Steel faced wrought anvils were replaced by forged steel in the U.S. when bulk steel made it affordable and the U.S. was the dominant world manufacturer. Late Hay-Buddens were made with solid forged steel upper bodies and mild steel lower bodies welded at the waist. Other American manufacturers followed this practice until the end of the anvil manufacturing boom. "Electric Welded" anvils became all the rage of modern manufacturing. Rigid/Peddinghaus still uses this manufacturing process for all their larger anvils.
In the mid 20th Century it became possible affordable to cast solid steel anvils. Kohlswa and Refflinghaus became major manufacturers of cast steel anvils that were sold world wide. Both made an excellent product.
In the later part of the 20th century manufacturers started making hardened ductile iron anvils. These are easier to cast than steel and are cheaper to make. Made largely for farriers, Bill Pieh the founder of Centaur Forge called them "disposable anvils" because of the rate they wore out doing cold shoeing.
Now, in the early 21st century we have various manufacturers selling cast iron as "steel" and low carbon cast steel anvils as "Professional Quality". This is why you do not buy new anvils on ebay. Even the makers of ductile iron anvils did not want to say how they were made until cornered. At least a century ago most tool manufacturers and hardware houses were honest about the quality of the tool you were buying from them.
So plain cast iron anvils have been with us for a very long time. But they were sold as what they were, not something they were not.
|
|
- guru
- Friday, 12/19/08 09:18:06 EST
|
cast iron anvils i would not even concider anyone i know thats ever had one had theirs breack or become dished out. the anvil that i have been using at a place i go to once and awhile is a vulcan the top plate is so bad on it that there is even a small hole missing from the middle. the courners are verry chipped. this anvil has seen tooo much use. its tool faced and wrot bodied. i was told it was used in a blacksmithing class that fell through five years ago there is a surplus of black smithing tools left in storage the vulcan anvil is the only thing still used but it seems i'm the only one. i got the tong 7 pairs for a bike that i got at the dump. thats good. i'm still waiting to hear from the guy that has one at his work.
|
|
mat
- Friday, 12/19/08 10:34:19 EST
|
Vulcan is steel faced cast iron bodied and they ranged in quality evidently. I have the remains of one that the horn broke off with a line of vertical cavities in the cast at the horn:body interface. (it's also ridgebacked, worn through face, etc)
Thomas
|
|
Thomas P
- Friday, 12/19/08 12:02:13 EST
|
If I were to buy an Anvil Today
Just my opinion which may not mean much. I am rating them buy quality in material, hardness and finish. In my opinion only.
Jim Hoffman Anvil made from H13 and approx Rockwell 52-55
Emerson 150 Lb 4140 52 Rockwell
Rathole Forge Anvil similar H13 Brinell 495
Nimba Anvil 8640 50-52Rc
Texas Farrier Supply Blacksmith Anvils Ductile 52 Rc
Peddinghaus is not a consideration to me because of the spotty production and increases in prices. They would rate at the top of the quality list.
Notice I didn't mention import anvils. The US really makes the best quality affordable anvils.
The czech anvils do work, but are certainly not a proffessional grade.
|
|
- Rustystuff
- Friday, 12/19/08 13:19:53 EST
|
i agree America may have a lot of things wrong with it now but it still does make the best products that last and arent cheaply made in most cases because an American worker knows what an American consumer expects out of his tools. not to knock other countries but its more quality comes from our work force "which i hope i can say in the future" opposed to places like china who "nothing against chinese people", just want to take the fastest cheapest and most times lowest quality method. if you look back what countries products"anvils" are still around after 100's of years and still in use? i agree with rusty
|
|
mat
- Friday, 12/19/08 13:38:40 EST
|
Quench
The unhardened 100 lb block of 4130 sounds like a fine anvil. I am sure the bladesmith fella loves his.
|
|
- Rustystuff
- Friday, 12/19/08 13:56:01 EST
|
Countries making anvils that lasted for centuries
Germany, France, Spain, Italy, Sweden . . .
There are many 200 and even 300 year old anvils still in use in Europe. Not many were exported to the United States because of England's dominance over world trade during the hey-day of horse drawn transportation and anvil top industry. Those that were brought here are just as well made as any. In fact France and Germany dominated the world scene in ironworking (including making tools) for hundreds of years. Even today a large proportion of blacksmithing tools sold in the U.S. comes from these countries.
In fact, there are almost NO good blacksmiths hammers made in the U.S. by major manufacturers as there once was. BigBLU hammer and a few other blacksmiths manufacture "boutique" hammers for smiths but if you want a standard hammer in a specific weight you will have to go to Europe OR the fleamarket.
My favorite hand hammer was made by Channellock Tools and were still available in 1/4 pound increments in the 1970's. They previously came in ounce or 2 ounce increments. Today you are lucky to find them in 1 pound increments and their origin is often not given.
Very nice tongs made in Pakistan are sold by a number of blacksmith tool dealers. Kayne and Son carry a nice line made by Grant Sarver but they supplement the line with some European imports they were selling long before Grant went into the tong business.
|
|
- guru
- Friday, 12/19/08 14:09:39 EST
|
The same "gun-ho" American-is-best attitude is why we aren't worth a speck in major international affairs. Hows USA look in the World Cup (soccer)? Open wheel LeMans? We know how to make a working steamroller and have the balls to use it.... doens't make us the best at everything.
Rant over.
|
|
- Nippulini
- Friday, 12/19/08 15:31:26 EST
|
i am just proud of where i come from, i was not refering to germany, france spain and italy, sweedan i was refering to crappy aso made in china. i should of said it better i meant to say in most cases American made tools are made better for the american worker. i do realize that anvils from the countries listed have been used for 200 _300 years but it has to be taken into account that our country isnt even 300 years old. i know America isnt the greatest country and has done bad things,sweedon doesnt even need an army or police force. i dont belive i even ever said we where the best at everything just good at making tools but i think people of our culture knows whats rite for our culture.look at the industrial revolution or the current problems with the economy all countries are being affected by our economy probs. and no i dont think our country is the richest thats luxunberg.
|
|
mat
- Friday, 12/19/08 16:18:29 EST
|
Possibly Sweden doesn't *need* an army or a police force, but they sure as heck have both of them.
|
|
Mike BR
- Friday, 12/19/08 18:33:38 EST
|
I am building a forge ( brake drum firepot) and wonder what people have used successfully as a low budget blower.
Thanks
|
|
- Will Sanders
- Friday, 12/19/08 18:34:37 EST
|
i have used an old moon walk inflator from a ripped air slide it is just like a comercial one and you can get one by asking around at the end of summer the people who's slides have ripped thats how i got mine. instead of that i would say for something as small as a break drum you should use an old hair dyer or inflator for a inflateable bed. other options include a old shop vac motor and fan. yes i know sweden has police and an army. but what i was showing was how happy they are and how low their crime rate is.
|
|
mat
- Friday, 12/19/08 18:55:25 EST
|
Nippulini
Not sure if you were referring to my post. I speak in truths. The USA TODAY makes among the best anvils in the world. There are roughly three anvil makers that make just as fine of an anvil TODAY as the USA. Most of them are 4,000 to 7,000 EACH by the time they are impoted into this country. For the VALUE of a dollar the USA makes the finest anvils in the world TODAY. NOT decades back. This is NOT a "gun-ho" America is "BEST" attitude. It is a simple TRUTH.
As Guru points out many other FOREIGN varieties of Blacksmith tools made are much BETTER than the USA produced tools. It is a TRUTH he speaks of.
Nipullini I truley like you, but disagree with your opinion. I don't feel it was a rant. It was an opinion and that is o.k. I may have simpley not written clearly in my thoughts.
Guru: Hammer makers
Please don't forget our US Brothers:
Brent Bailey
Nathan Robertson
|
|
- Rustystuff
- Friday, 12/19/08 19:23:58 EST
|
'small as a brake drum' I wouldn't call an 11in dia brake drum small, it is about the size of most commercially made firepots, and the tyre is a 2in pipe which is smaller but half the price of 2.5 in. I think the shop vac will produce a fast air stream but I think volume is what one looks for. The air slide thing sounds intresting, more info?
|
|
- Will Sanders
- Friday, 12/19/08 19:24:14 EST
|
Ken S.
I have forgotten to respond to you. Thank You for your new perspective on a post I placed a bit back. It was a blessing to read your post. Really made me think. For this I Thank You.
|
|
- Rustystuff
- Friday, 12/19/08 19:27:30 EST
|
will, i wasnt sure what size you where talking for a brake drum. i was thinking you where using the brake drum as the entire forge i read again and relised what you ment about it as the fire pot sorry abt that. to elaborate about the air slide thing i would like to tell you if you can get one you are in luck. it has the steady air flow that you look for. its pretty much a comercial electric blower but it doesnt have a speed control on it. it has an aluminom fan and steel sides attached to plastic shell. i dont know its life or stuff like that but it gives a good air streem. look at the dump at the end of summer or ask people if the ever had an inflatable kids water slide or moon walk. mine works great. if you are lucky enoff to find one you can make a speed control with a slider in the pipe which will reduce or increase the air getting to your fire. i got mine because someone i know's water slide thing got eaten by ants so they where going to throw out the inflator i asked to have it and they gave it to me. if you cant find one buy the entire slide or look online. the slide is expencive so you could buy it that return the slide part and get your money back. dont do that though because that would be steeling and your forge wont work due to karma lol
|
|
mat
- Friday, 12/19/08 20:10:03 EST
|
Blowers: First, Several of our advertisers sell very affordable blowers that work well and take out a lot of the guesswork.
Old blow hair driers work but you have to keep the plastic housings far from hot metal parts. The heating element should be removed or disabled because these trip internal thermostats that sometime turn off the motor (test it).
Small furnace blowers work.
Various bellows work and are good DIY projects. An Oriental box bellows does not require a lot of expensive leather and is fairly inexpensive to build. Almost all the parts are wood. However, the lumber can cost as much as a nice small blower.
Bellows have advantages and disadvantages. They do not require electric power. Bellows give excellent control of the blast. They also quit the as soon as you do (this can be both a pro and con). They are larger than a motorized blower. Generally you have to build your own.
|
|
- guru
- Friday, 12/19/08 20:10:31 EST
|
guru, when you talk about a furnace blower I think of the huge double wheel squirrel fan thing I have in my furnace, is there another type?
|
|
- Will Sanders
- Friday, 12/19/08 20:19:34 EST
|
Mat- I have a suggestion that I sincerely hope that you don't take offense at because you seem quite enthusiastic about blacksmithing and I want to see you succeed. My advice is this- slow down and focus on communicating better. You have in the past few days posted many questions that the regulars here have immense knowledge of and could answer in their sleep. However the WAY you ask your questions is confusing and difficult to read.
Human communication was designed to be face to face so the people talking could get all of the non-verbal stuff like facial expression, body posture, inflection, even smell and pupil dilation. The written word has none of this. To try and compensate for this and AVOID CONFUSION (thus allowing for the correct exchange of information) written language has very strict rules. These rules may seem random and unneeded but they are not. Instead they are what everyone who wants to exchange information uses to talk without all that non-verbal stuff and still be clearly understood (avoiding confusion and saving time). People that don't understand these rules or are in too much of a hurry to bother with them are viewed as wasting time or stupid.
On an informal forum like this it probably doesn't matter much. But consider this- being good at written formal non-confusing communication takes practice. If you don't practice it here I shudder to think of what a client, architect, or even simply a prospective employer will think of you should you ask for something in writing the way you have here. You may be the smartest person in the world but if you can't communicate then NO ONE WILL EVER KNOW.
after a rant like that im sure that i mispelled someting an had a runn onn sentance or too. in my defennse, im just practiceing!;)
|
|
Judson Yaggy
- Friday, 12/19/08 21:19:26 EST
|
One thing to be careful of if you're modifying a hair dryer: Some of them use a low voltage motor that's tapped off the heating element. On those, the motor won't run without the heating element unless you add a low voltage power supply of some sort.
|
|
Mike BR
- Friday, 12/19/08 22:10:52 EST
|
Will, not the ventilation blower but an oil burner blower.
|
|
- guru
- Friday, 12/19/08 22:32:39 EST
|
guru, that starts to make sense, I am thinking a small squirrel fan blower, where would I source one of these and what would I ask for?
Thanks
|
|
- Will Sanders
- Friday, 12/19/08 22:46:44 EST
|
As I mentioned, our advertisers sell them. But if you can find an appliance parts store that covers heating and ventilation equipment they often have small squirel cage blowers.
Look on mcmaster.com for "Miniature Low-Pressure Blowers" or the better "Welded Steel Blowers" they are a tad pricey but I guess I was paying $50 in the 1980's. . .
|
|
- guru
- Friday, 12/19/08 23:30:15 EST
|
Will Sanders,
There are several possible sources for small blowers that will work fine for a forge. If you can get access to a salvage yard or dump, the blowers used in clothes dryers will work okay. Typically, they use the cabinet of the dryer as one side of the blower volute, but you can scab on a piece of sheet metal for that side, or just carve out the side of the dryer along with the blower.
Another source is old oil furnace blowers. Ask your local HVAC shop or contractor for something he pulled out of a replacement job. You need about 80-120 cfm at moderate pressure, so nearly anything will work. A volute-type blower (one with a "snail shell" shaped enclosure) is most likely to develop better pressure than a squirrel cage or fan-blade type. Large computer server enclosures sometimes used pretty decent blowers for cooling air. If you ahve a source of 12v DC, the heater blower from older trucks works fine. Years ago I built portable coal forges for farriers using the heater blowers from 60's era Ford pickups - they even come with a 3-speed rheostat switch, htough there are much better ways to control the air flow for a forge.
The best way to control the air flow for a forge is to put a damper flap or vane in the INTAKE of the blower, not the exhaust. With the restriction in the intake, the blower is trying to pull a vacuum, and working against fewer air molecules. With the exhaust restricted, the blower is trying to compress air and working to move more air molecules. It is less work for the motor if you restrict the intake, in other words. As a bonus, it is also usually easier to make a damper for the intake than to make a sliding vane in the output tube.
|
|
vicopper
- Friday, 12/19/08 23:50:54 EST
|
On blowers try www.surpluscenter.com. They carry a good variety of sizes but most are either from vacuum cleaners or 12v.
|
|
Ken Scharabok
- Saturday, 12/20/08 05:31:14 EST
|
Judson, in my opinion I have been prety clear on what i have said in the last few posts but everyone reads differently so i'll be sure to slow down and put in all my commas and proper punctuation. I write all day so i figured on here i could be a little more leanient. I'll take more time to explain better. In my defence i can say that I just recently took a formal vocabulary iq test i guess you could call it and scored 114 which is above average "97 is average", i'll make sure to utilise this skill in future posts. My grandfather was a farrier he told me alot of what he knows. i dont get to talk to him often because he lives rite on the border of canada and i cant make too many long distance calls. he told me he left all his smithing stuff on his farm once he got married. I could have been hair to 400 acres of canadian land with a barn and a smithy but my grandmother didnt want to live on a farm. I could of had everything i need but i dont so I have to start from scratch and that is why i come to this site to get others opinions on what I should do before I do it because i cant get in contact with the metal workers i know all the time.
i'm not affended and sorryople are annoyed with my posts, The last thing i'm trying to be is a know it all so forgive me if i sound like one.
|
|
mat
- Saturday, 12/20/08 08:26:05 EST
|
Mat, don't brag about your vocabulary skills and misspell a dozen words in the process. . . Try pretty, lenient, defense, heir, utilize, offended, don't, Canada (ALWAYS with a capital C), not to mention capital "I", runtogeher nonwords, and a paragraph break when the subject changes.
What you NEED is determined by what your goals are and what you can afford. Large, small, occupation, hobby, specialty, or general, cashless or well funded. The tools and methods of a farrier are much different than that of a bladesmith or an artist blacksmith. A hobbiest can afford to do things the hard way but a professional must be as efficient as possible to make a living.
As a student hobbiest with limited funds your goal should be to find a decent old small anvil or good substitute, build a suitable well working forge and learn to forge. Along the way your non-forge tools are often just as important as forge tools. A bench vise, hacksaw, grinder, assorted punches and chisels, a couple ball pien or specialty hammers, files, drills, basic mechanics tools. IF you can't afford these then your focus needs are slightly different. But the most important thing is learning to make things well no matter what the quality of your tools.
Many say that a craftsman is no better than their tools. But this is completely wrong. A skilled craftsperson does excellent work despite their tools. And those concerned with quality of workmanship apply it to every part of their life including communication (spelling correctly).
While I love my good tools and now find it hard to work without them I can also get by with much much less and still do fine work. Hand skills from years of practice are a part of it. The IMPORTANT part is knowing what good work looks like and the patience or persistence to get there.
Practice, study and LISTEN to those who know something. Use FireFox it has a built in spell checker.
|
|
- guru
- Saturday, 12/20/08 09:12:39 EST
|
I don't come here to fight with people about my grammer or to get in fights with people about what I ask about. i wasn't trying to brag about my vocabulary either, word of mouth is different than typing I know that I had jumbled words I don't know how that happend i meant to write sorry if people are, not "sorryople" I was capitalizing my i's also at the end i just said forget it. I also said future posts I'll do better. I have been up since 3 am unloading food from trucks so forgive me if I wrote things wrong. All this is beyond the point of this site so I am going to stop argueing over this and giving seamingly made up excuses and scinareos "I tell the truth".
I love the site I'm sorry if i've gotten people angry which looks like i did saying there is about three rants to me, I know that iI sound like an ass I don't want to but that's how the computer makes it look. Yes I realize that blacksmith's and farriers are different but the tools are much alike aswell as is the process of flatening and shaping metal.
I say lests not talk about this stupid argument anymore and get back to the topics and peoples questions. Nobody take this to heart please I am not trying to start a fight if anything I've said looked like that I'm only responding to what has been said to me.
|
|
mat
- Saturday, 12/20/08 09:49:10 EST
|
As Guru Said: "Many say that a craftsman is no better than their tools. But this is completely wrong. A skilled craftsperson does excellent work despite their tools".
Makes me always think of Phillip Simmons.
On Vocabulary: I am a college educated person. My grammar also is very poor. This book has helped me a great deal: ISBN 0-590-49361-2 "Everything You Need To Know About English Homework" A Desk Reference For Students and Parents. By: Anne Zeman and Kate Kelly Fourth To Sixth Grades This book is from the: Scholastic Homework Reference Series.
I ask folks not to laugh. It is an excellent book that will help anyone at any age.
|
|
- Rustystuff
- Saturday, 12/20/08 11:33:21 EST
|
are you for real? anne zeman and kate kelly fourth to sixth grades? come on i can do seventh grade grammar please lol
|
|
mat
- Saturday, 12/20/08 12:05:44 EST
|
Mat
I know that was all in good humor from you. I got a chuckle.
We learn all our grammer skills from the fourth to sixth grade is the USA. It was that way when I was in school many years ago. Maybe earlier now. The book is really fantastic and ageless.
|
|
- Rustystuff
- Saturday, 12/20/08 12:33:34 EST
|
I have a champion 400 hand crank blower that makes a little noise,.I have heard the fan shaft needs to be realigned from time to time.I would like to know how to align fan shat. I have already replaced the ball bearings. Is there anything else I can do restore this blower to keep it functioning for a few more generations.
|
|
david9n
- Saturday, 12/20/08 12:45:03 EST
|
I just need a keyboard with bigger keys. My fingers keep getting wider and flatter for some reason.Should probably go ahead and buy some tongs instead of trying to make them.
|
|
- Humor
- Saturday, 12/20/08 12:49:35 EST
|
matpunchewashunand grammurar establushed tofasilitate efectivcomunicashun spelingisalsoanimpurtunt partof relating toother humanbeens weall wanttohere whutyousay but theway yupost isdifficultfor us tounnerstand yeswe arolderthan yu and were taught to speak and spell by very rigorous rules. We can overlook a lot but if you really want to speak to all of us, learn to speak,spell and write our language correctly. Guru welcomes everyone here but how well you interact with us is up to you. We remain willing to share with you.
|
|
quenchcrack
- Saturday, 12/20/08 12:57:26 EST
|
The rigorous ruler I was taught grammar by was wielded by Sisters wearing 35 pounds of black gabardine...
|
|
JimG
- Saturday, 12/20/08 14:22:39 EST
|
LOL.
Mat, it's not that people are angry; they would like to help but if they can't even understand what you write, they may as well not bother to attempt reading it in the first place.
And who says you need to have been born in the old days to spell correctly, use proper punctuation and effective grammar? Pssh. There's nothing wrong with our education system in terms of learning the effective use of English; it might just be the kids that are getting lazier and stupider, what with the microsoft word spell checkers and all.
|
|
Nabiul Haque
- Saturday, 12/20/08 14:28:32 EST
|
JimG, I too learned grammer from the end of a steel ruler. Pretty tough for a Dyslexic such as myself. I even learned to write with the correct right hand instead of the left as I was inclined. Amazing what can be done when you knuckles are numb:) I never knew the habits went 35#, might explain some of the attitude:) Later when the nuns went into Civvies, They seemed more friendly:)
|
|
ptree
- Saturday, 12/20/08 15:03:46 EST
|
Blower Adjustment: Some of the Champion blowers had anti-backlash adjustments in the both the bearing shafts. They are adjusted by backing off the fixing or lock nut then tightening the threaded part behind it. Care must be taken not to over tighten. In fact there should be SOME backlash, just not so much that you can feel it. This adjusts the bearing backlash, not the gears. However, excessive play in the bearings can lead to overmeshing the gears, noise, wear and early failure.
There is a right to left gear adjustment on the spiral worm wheel. However, this should not be adjusted to remove backlash. It should always be adjusted to center the wheel over the worm where there is the most backlash. The worm and worm wheel are machined to fit each other correctly in only one position.
Noise in gears is caused by wear OR being meshed too tight (overmeshing). Since there are no mesh adjustments in this device then noise is the result of wear. Most of these beautifully built old gear boxes wear out from lack of lubrication or rust (from being stored without oil). But any gearbox can eventually wear out from use.
The downfall of these gear boxes is that the high speed worm drive is high friction and the gear box does not have seals. They leak oil until dry and then start wearing at a high rate. Once the shape of a gear tooth is damaged in the slightest by wear they become noisy and wear at a much accelerated rate. In this case there are no replacements.
|
|
- guru
- Saturday, 12/20/08 15:42:52 EST
|
"Forge blower from old heater fan"
Hey, that's a good idea vicopper. I have a small blower like that laying on a shelf in the shed but I'm not sure weather it's AC or DC.
I still like my Champ 400 but, I forgot to change it over from summer grease to winter oil befor it got cold and now it's pretty stiff (un-heated shop, NE Wisconsin )
I know what you're saying about puting the damper on the intake side of the blower. Even on a larger squirle cage or furnace fan if you cover the intake completely the fan speed will run considerably faster because it is no longer trying to move any air (kind of like running in a vaccume), it doesn't cause any damage to the fan or motor so you don't have to turn it on and off constantly as I have seen some do.
|
|
- merl
- Saturday, 12/20/08 16:18:38 EST
|
Hey come on now I'm not that bad quench. As I said I've been awake since 3 and I wasn't all there during those last posts. To finish this little comedy escapade I'll spell better if you guys call for it.
It maybe hard for you guys to believe but I know how to formulate a paragraph and spell words correctly I can even use punctuation and indent.
I thought I would have been able to have some slack on an internet forum. Some of the words I type don't all make it on the screen the way I intended for them to. In the future I will look over my writing a little closer.
Now looking like an illiterate idiot I say to you all,
letsgutbooktwoqustins."lets get back to questions"
|
|
mat
- Saturday, 12/20/08 16:58:47 EST
|
Mat, your last post was worthy of the intelligent person we know you to be. And, no, you are not that bad. I did that only to illustrate how difficult it is to read a post where spelling, grammar, and punctuation are disregarded.
|
|
quenchcrack
- Saturday, 12/20/08 17:50:04 EST
|
Thank you. I see my last few posts again and see what you guys are saying. I have a good sense of humor but like everyone here I like to be respected. I have not taken anything to heart. Back on track lets talk blacksmithing.
|
|
mat
- Saturday, 12/20/08 18:07:13 EST
|
Blowers: My first forge had a big commercial coal furnace blower that came with a butterfly valve in the discharge and blew so much air that even with a gap of 3" between the bottom of the forge and the blower it could blow the coals out of the fire. It was overkill but it was free AND it was quiet.
The second brake drum forge I built used a hair dryer and was a little noisy. It worked OK but was difficult to control. And even with an 18" long pipe there was overheating problems with the pipe and the plastic housing of the blower.
Another I was involved with used a vacuum cleaner blower. I do not like the noise of these things and it was worse on the forge. I like to be able to hear the gentle roar of the fire because it tells you a lot about conditions in the fire. They also are generally too high a volume. I do not recommend vacuum cleaner blowers for these reasons.
Years ago I bought several little commercial blowers with 2" square discharges to use on gas forges. These worked great and only cost $50 at the time and would work well on a small solid fuel forge. However, I see the price on them has doubled or tripled.
Many heavy duty office copiers and printers have fairly powerful centrifugal fans in them that would work for a small forge.
Large ventilation and small pancake fans have been used but are generally too low of head (pressure) for a forge. The ideal blast is the pressure from a 3x5 foot belows. They produce about the maximum suitable for a "full size" forge and adjust down easily. With a 2" discharge they produce about 1.6 PSI (44 inches of water).
Among junk yard bellows is the interesting "water bellows"
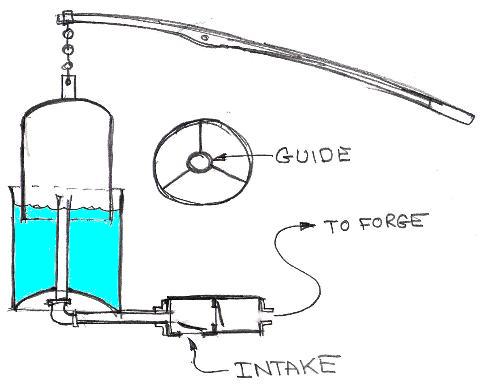 There are all kinds of ways to provide air to a forge. . There are all kinds of ways to provide air to a forge. .
|
|
- guru
- Saturday, 12/20/08 18:44:51 EST
|
AND the above system can also be "double tanked" and store air for a continuous smooth blast. . Options include intake valves in the moving tank and the exhaust check valve at the top of the riser tube. A far cry from the old wine skins.
|
|
- guru
- Saturday, 12/20/08 19:06:24 EST
|
I once thought of buying an air bed inflator to feed air to a brake rotor for a forge for hardening the small knives I made. I decided not to because it looked like it would not give enoff air to the coal, I want to say it was a four D cell powered fan. Do you think if I were to do this it would work?
|
|
mat
- Saturday, 12/20/08 19:49:03 EST
|
What are flypress screw threads called? Are they acme threads? square threads? how many tpi does a flypress screw have and does the number change per size of machine?
|
|
- Murch
- Saturday, 12/20/08 20:02:35 EST
|
Flypress screws are usually multistart threads, in a square or buttress thread form.
Multistart threads are a bit tougher to cut than regular threads- they use multiple lathe tools, ganged together, to do it commercially in the old days, although now you can easily program a CNC lathe to do it.
Certainly the size changes with the size of the press.
Not sure about TPI, but its relatively coarse- but usually a 3 start or 4 start thread, so even if each individual start is only 2 TPI or so, when you stack em, you get a more grooves per inch.
A multistart thread pitch moves a lot more per revolution than a single start thread does.
|
|
- Ries
- Saturday, 12/20/08 20:21:08 EST
|
Why does it take ganged tools?
|
|
- Murch
- Saturday, 12/20/08 20:58:52 EST
|
I've never heard the term "start".
|
|
- Murch
- Saturday, 12/20/08 21:04:55 EST
|
I was wondering if anyone could suggest a good book on amazon for blacksmithing my uncle said to choose one for christmas. I said 50 dollar knife shop to him is that good?
|
|
mat
- Saturday, 12/20/08 22:11:22 EST
|
Murch,
The term "start" refers to the number of threads on the shaft. That's the numberj of actual, discrete threads, not the number of turn of one continuous thread. My flypress has a 4-start thread, so it has four threads running parallel up the shaft. One turn of the handle will advance the shaft about 3 or 4 inches.
|
|
vicopper
- Saturday, 12/20/08 22:41:48 EST
|
Mat,
For a really good book on general blacksmithing, I recommend Mark Aspery's book, "Mastering the Fudamentals of Blacksmithing, Vol. 1" Mark does a terrific job of explaining the "why" of things, not just the "how" of them.
If you want to be a bladesmith, Wayne Goddard's "$50 Knife Shop" is a decent place to start, particularly for learning to build a shop on the cheap. Another good book in that same vein is Alexander Weyger's "The Modern Blacksmith", which has the same approach, but directed toward general blacksmithing and making tools for sculpture work.
Books are the place to start, and any of them will be valuable, some more so than others. Keep in mind too, you can download a lot of blacksmithing books for free from Google, mostly public domain or out-of-print books that would be difficult to find elsewhere. One of the better beginning texts on blacksmithing is avaiable for free download from the Council of Small Industries for Rural Areas (COSIRA) of England.
|
|
vicopper
- Saturday, 12/20/08 22:56:48 EST
|
Mat,
For the COSIRA books (there are at least three, all good), use this link to access the download site. There are several places that will sell yo a hardbound copy of the books for a pretty penny, but the downloads are free.
http://www.countryside.gov.uk/LAR/archive/publications/craftpublications.asp
|
|
vicopper
- Saturday, 12/20/08 23:03:27 EST
|
Since there is a trend here to describe things properly, what the blacksmithing community has been calling a multiple "start" thread is properly a multi LEAD thread. The lead of the screw is the distance the screw advances per turn. Pitch is the distance from one thread to the NEXT thread, as You would measure with a screw pitch gage, even if that is not the SAME thread.
So for example, a 4 lead .5" pitch thread will advance 2" per turn.
If You were to cut 2, 3 or 4 lead threads on an engine lathe, a practicle method is to work between centers, but turn a 60 degree point on a piece of steel held in the chuck. For 2 or 4 lead, use a 4 jaw chuck, for 3 lead, a 3 jaw. By engaging the drive dog on the jaws You have a simple way to index the threads. This is certainly not the only way to skin this cat, but it is as close to fool proof as You can get.
The problem with turning Your own flypress screw comes in finding a lathe that will cut a coarse enough lead. Many quick change lathes will not.
|
|
- Dave Boyer
- Saturday, 12/20/08 23:18:49 EST
|
A book called "Blackmith Practice" is on line. http://www.metalwebnews.com/howto/blacksmith/farmshop.html
|
|
Frank Turley
- Saturday, 12/20/08 23:24:43 EST
|
What would the aproximate dimensions be on a "mouse hold styler" early english anvil in the 345 pound range be?
including height, and footing thanks
|
|
Cameron
- Saturday, 12/20/08 23:51:14 EST
|
Mouse-Hole style* *
|
|
Cameron
- Sunday, 12/21/08 00:15:25 EST
|
Early Anvil Dimensions: Cameron, Since these were mostly hand made and the style changed considerably during the period you mention the dimensions would vary too much to be of any use. If you had a specific model (going by the markings) you might be able to compare it to another +/- and inch in each direction, MAYBE.
|
|
- guru
- Sunday, 12/21/08 01:29:49 EST
|
Multi start Threads: Long before heavy duty machines that could handle three or four cutters at once these threads were made in a common engine lathe and cut one at a time. Depending on the leads the thread chasing dial could be used OR the screw indexed before starting the next cuts. Many of these old lathes had indexing holes in the bull gear for this type indexing or 60x gears (count the teeth and divide). On large screws the problem is getting the lathe up to these fast feed rates.
Threads of this type were also milled on a vertical milling machine with a change gear powered rotary indexing head. Twist drills, worms and various screws were made on these machines in large quantities.
The tricky part is matching the nut to match the thread. Often the nut is made first and used as a gauge to fit the screw. This is one of those trial and error things where you sneak up on a fit that is just right but not too loose. But in power screws of this type backlash is not a serious problem.
And THEN. . . there is the method used by Henry Maudslay to make precision screws by hand.
|
|
- guru
- Sunday, 12/21/08 01:58:56 EST
|
Cameron: 'Mouse-hole' style essentially refers to the feet - they being more pointed than later, blockier, feet. A comparison would be more appropriate for the weight. For example, a 150-lb anvil, of the same era, by one British manufacturer should be relatively close to the same weight by another.
In the U.S. the same weight Vulcan anvil would likely be different than a Fisher. Vulcans tended to be blockier than Fishers, such as more mass under the heel.
|
|
Ken Scharabok
- Sunday, 12/21/08 02:24:38 EST
|
In the valve industry, a double lead scrw is used for the operating stem in many gate valves. You twice the amount of travel per turn of the handwheel, but half the force.
A trick to check for how many leads a screw has is to wrap a rubber band or other item like a string in the root of the thread a turn or two. Makes the number of leads very obvious.
|
|
ptree
- Sunday, 12/21/08 07:43:43 EST
|
where can i find a scroll kit and something to twist wrought iron baskets
|
|
Jeremiah Hull
- Sunday, 12/21/08 13:07:48 EST
|
Dave Boyer, If I may "pick a nit" with you.
Some cnc controles that are referd to as "conversational"
(use everyday wording to describe machining operations)
use the word "start" when asking for the number of leads in a threading event so, it is not uncommon to hear the lead of a thread referd to in this way.
PITCH: on SAE threads the pitch is usualy described as the number of threads in one inch along the length of the piece to be threaded ect.. this translates into a decimal expression when programing a cnc but there is almost always a chart for setting up the change gears or a position on a quick-change gear box that gives it in number of threads per inch. If you're dealing in metric threads then the pitch refers to the distance in millimeters from the point of one crest to the point of the next (M12x1.75 has a pitch of 1.75mm from one point to the next) (an SAE 1/4-20 has a pitch of 20 threads per inch that works out to .05" from point to point)
I have cut multi-lead threads on manual and cnc lathes and some pretty good size machines too, I have never done other than to index the work either by sliping the gears or turning the work in the chuck. I would think a gang tool while it could work would be difficult to manage on multipul passes. I should say that I seldom use the thread dial to cut multipul leads unless the machine doesn't have a quick reversing spindle. I like to throw the whole works into reverse as I quickly back the tool out of the cut, let the carrage go back to the starting point and throw back into forward as I dial into the next cut.
You will find on almost all machines that have some miles on them that the numbers on the thread dial each cut a little different from one to another.
No critisizem to you Dave, just a point of information to all.
|
|
- merl
- Sunday, 12/21/08 19:52:25 EST
|
Jeremiah- there are machines out there to twist wrought iron baskets- but they are not cheap. They are oriented towards high production, and are built very well, usually in Germany.
There are mechanized systems from Hebo, Glaser, and the spanish company Disma. These are integreted systems for making scrolls, basket twists, and similar items, hundreds of them an hour, and they usually run between $15,000 and $30,000.
You can see them online- google Glaser USA, Hebo Usa, or Carrell Corporation. These are the US distributors for these systems.
In addition, Glaser does make a set of dies and jigs for its manual twister that will form and twist baskets. This machine is not motorised, but hand operated, but it is still a precision machined tool, imported from germany, and I would guess that with the basket accessories, you are probably looking at 2 grand or so.
Harry Haack, at Glaser USA, can give you current prices and shipping time- it probably will need to be shipped from Germany.
Carrell stocks some manual scroll machines, but I dont think they have any manual basket twisters in their line.
These machines are worth it if your volume is high.
If you just need a few, you are better off making them by hand.
I use my Hebo machine to make 800 scrolls at once, but if I need one, or 4, I make em by hand.
The germans make, and buy, the best ornamental machines ever made- in Germany, almost every town has historic building requirements, so there is a huge market for traditional ironwork, and the blacksmiths there have CNC twisting machines, automated scroll benders, automatic belly bar benders for balcony rails, and so on. A complete setup like this might run $60,000, but it can supply a ten man shop with parts to install all day every day.
|
|
- Ries
- Sunday, 12/21/08 21:56:20 EST
|
Merl: Perhaps so, when I learned this stuff CNC hadn't been invented yet, and NC machines read perferated tape.
In school We learned to calculate the gear selection mathematicly based on the lead of the lead screw and # of teeth on the driving gear. The only manual change gear lathe I have ever used didn't have a chart, but I never cut threads on it anyway in spite of having a set [or most of a set] of gears. Presently that lathe is in storage.
I have never seen the gang tool method, perhaps Jock has.
I agree that leaving the half nuts engaged is a better method on well worn machines, and have done so out of neccesity some machines I have used in spite of reverse running the same speed as foreward.
|
|
- Dave Boyer
- Sunday, 12/21/08 22:15:05 EST
|
Scrolling and Baskets: Jeremiah, A lot depends on the scale of the work you want to do and the production levels. The equipment described by Ries is the world's best high production equipment. It is a significant investment. The next level down is like the difference between a modern luxury car and a 60's Volkswagon bug and is still in the 10's of thousands of dollars range. They work but are a long ways from the top of the line. There are also Chinese and Indian versions of these machines.
For small and light duty bending you have Shop Outfitters. A step up is Carell Corp's ornamental iron working machines.
For basket twists you have few choices. The expensive programmable machines or doing by hand either in a vise OR in a fixture. In a manual fixture you can produce small basket twists cold faster than the fancy machinery and heavier twists hot at the same rate as the machine. In all cases you must weld the pieces together and put the part in the machine or fixture.
If you need machine made basket twists you can buy several thousand for what the machine would cost. Jig made cost a little more because most you find in catalogs are made on machines in low wage countries. One guy doing nothing else except feeding the machine.
|
|
- guru
- Sunday, 12/21/08 23:53:02 EST
|
Jeremiah Hull,
I found two scroll benders with my search engines, and they are designed for light, cold work with strap mild steel.
http://www.metalcraftmachinery.com/Scroll-Benders/index.htm
http://www.metalcraft.com/scrollbender.html
If you can weld, you can make a basket, let's say a handle, by taking four rods of 5/16" x 8" or 9" round, bundling them evenly, and welding either end. Heat the bundle, clamp one welded portion in the vise and use a twisting wrench on the other end. Twist until it kind of bucks back; then untwist to open it. They hardly ever come out evenly, so you reheat and fine tune with a pair of tongs paying attention to the negative spaces between strands.
|
|
Frank Turley
- Monday, 12/22/08 08:43:56 EST
|
Thanks All For the basket info.
|
|
packrat
- Monday, 12/22/08 08:52:25 EST
|
I checked my older Glaser catalog, which is a few years old, and their GDW2 twister, with basket dies, was right around two thousand dollars in 2000$ in 2004.
This included a matching set of dies to pre bend the basket parts into a curve, using the machine like a little mini-manual press brake,after which you weld the 4 parts together, and then put them in the twister and curve them. Then you upset them, cold, while still in the twister.
It does give baskets that are consistent, the same every time, with no real skill involved- nothing like the real blacksmithing in the method Frank describes.
So it is suited for if you need a lot, the same, and you dont want to tweak every one.
But as the guru said- there are a bunch of companies that have the powered basket makers, and a guy running em all day long for 8 bucks an hour, which is hard to compete with.
I never bought the basket attachement for my Hebo- just not a form I use much in my work.
The basic Hebo, which I have owned for about 5 years now, is a 1 axis CNC twisting machine. It is programable to one degree increments, and is usable either in preprogrammed modes, where you can knock out 100 twists an hour in 1 1/2" square, or in a manual mode, where you can nudge the 3hp electrically braked motor to twist something the tiniest bit, just as you want. This is how I usually use it- as muscle, while I use my own brain.
In addition, though, you can buy modules to make scrolls- I have one of those, and it is powerful, easy to use, and will do repeatable scrolls up to about 24" in diameter in material up to 1/2" round stainless or maybe 5/8" square mild. Its pretty easy to make your own custom dies for it, and do scrolls nobody else has, if you have basic machine shop capacity like I do.
In addition, I have made mandrels to roll twenty foot pieces of up to about 1/2" round or square into coils of rings, in sizes from 1 1/2" od to about 10" od. Just feed in the 20 footer, and it rolls it right up. Slice em off into individual rings, and you can make a hundred rings an hour or so.
The basket twist attachment, the one I didnt buy, is probably another 5 to 8 grand these days- its a hydraulic ram that attaches to the bed, and is controlled by my existing CNC, so after pressing a few hundred little bars in the provided dies, and welding em together, you just load em, press a button, and it twists, then upsets the basket, then opens up and drops it on the table. You load the next one, hit the foot pedal, and the cycle repeats.
They also make several other attachements for these machines, all slick as frozen snot on a doorknob.
The big problem I see is that King, and a variety of other supply houses, have bought these systems, and then just crank out the parts, all day long, using the standard factory dies.
So when I use mine, I tend to customise dies, to push the machine in ways a true tooluser can think of, but an hourly wage button pusher does not. Used in those ways, these machines have incredible potential to do amazing stuff fast- and let me concentrate on the parts that really need to be done by hand.
|
|
- Ries
- Monday, 12/22/08 10:43:41 EST
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|

