Champion Forge: That forge said "Clay Before Using".
Forges with flat bottoms needed clay to help reduce thermal shock from heat and to form a "fire pot" around the tuyeer.
It is difficult to determine age on these things because they made the entire line until close to the end in the 1960's.
|
|
- guru
- Saturday, 12/08/07 07:58:32 EST
|
More on file knives, you should anneal the blade first to soften it, shape, edge, then reheat, quench, temper, polish, final edge (with whetstone)
|
|
- Nippulini
- Saturday, 12/08/07 08:09:29 EST
|
I was afraid you were going to say that, expensive and I don't know where to find.
I rehardened the knife before sharpening because I'm worried about burning the edge, it's a very thin file.
|
|
Nabiul Haque
- Saturday, 12/08/07 08:23:29 EST
|
Whetstones are not expensive - you can get one for around a buck and a half from Harbor Freight and it will do the job just fine. How much cheaper do you need?
|
|
vicopper
- Saturday, 12/08/07 11:35:28 EST
|
Cotton waste, still looking for a source. And vicopper,
You may be suprised at how good a clean LG works, I clean mine yearly during this goofy season when jobs slack off. Oh yeah, and its painted chinese red with all moving parts bright yellow, its groovy. So, where can I indulge my AR and OCD tendencys to be tidy...blame my old shop teachers and the corps.
|
|
- Tim in Orygun
- Saturday, 12/08/07 11:49:06 EST
|
A Norton Carborundum (sp)stone combination coarse/fine will do that file knive nicely. I have always used mineral oil on mine. Get a good bevel first and no wire edge then finish up on the fine side. Good hard rock of your choice will finalize and then strap.
|
|
- Ten Hammers
- Saturday, 12/08/07 11:55:03 EST
|
Tim in Orygun,
We don't use cotton waste, but we do use scrap cotton rags. Buy them by the pound. Mostly tee shirt type material. Comes clean and in a ready to use form. several shops i have worked at used these and if I remember the cheapest was about $0.70/#. but you have to buy 10 boxes, and each box may have been 20#
|
|
ptree
- Saturday, 12/08/07 12:11:12 EST
|
clean machines.
A clean, but well lubricated machine runs as good or better than a filthy dirty machine. I have worked in forge shops where we washed the machines prior to magor maintenance, just to allow working on them. We shipped about 20 yards of crud from the last upsetter I had cleaned. Mostly dirt, scale and EP-460 gear oil. And it ran just fine when clean. It had in fact failed due to a lube failure, and one of the factors was that the lack of fresh oil coming out of the unsealed bearings was not noticed due to the crud.
|
|
ptree
- Saturday, 12/08/07 12:14:35 EST
|
I don't see anything about internation shipping on thier site, I doub't that they ship to Canada.
But yeah I didn't know water stones could be so cheap.
|
|
Nabiul Haque
- Saturday, 12/08/07 13:32:30 EST
|
So I just learned the importance of proper heat treatment and tempering. Basically I used some mortar mix as the insulating material and most of it broke of in the forge so most of the file hardened. I just tried to test the hardness of the un-tempered knife by slightly bending it by maybe 2 degrees,.... the knife snapped cleanly in half.
|
|
Nabiul Haque
- Saturday, 12/08/07 18:28:21 EST
|
Nabiul, Click on the dropdown menu on the right of your screen called "NAVIGATE anvilfire." Click on FAQS; then scroll to HEAT TREATING. It's worth reading.
|
|
Frank Turley
- Saturday, 12/08/07 19:39:10 EST
|
Well, I put together a makeshift forge tonight, and apparently did something wrong. Forge was made of fireplace bricks, arranged with an airway to the center, small smokestack pipe inserted through, with an old floor-heater grate placed over the bricks and the airway/pipe ending just short of center, more bricks stacked atop the grate as a perimeter. Used a cheap hairdryer inserted into the pipe as a blower. The fuel I used was a chemical-free, natural hardwood lump charcoal. Got the coal started up, burning nicely. Turned on the "blower", several minutes on low power, and a nice yellow/white heart started to form. All desirable, right? Sprinkled a little water on the unburnt coal around the heart (have I done anything wrong yet?)Then I turned the blower back on and...
Well, let's just say the forge-fire exploded.
It didn't pop. It didn't crackle. It went KABOOM. Had a water hose. Had an extinguisher, all done on concrete, nothing combustible 'cept me and the coal. Turned the blower back on, it happened again.
And again.
At this point I doused the whole thing and decided to write you guys.
Now, all this was just an experiment. Wasn't even trying to heat any metal, just learnin' about forges. Now, I've never air-blown a fire in just this way before, so I have no idea what I did wrong. Any ideas, advice?
Any comments are much appreciated.
Sincerely, BearLea A. Wanaby
|
|
BearLeaWanaby
- Saturday, 12/08/07 19:44:03 EST
|
I've had similar explosions with the methane-type gas given off by smouldering bituminous if I let it sit for a while. Scary. It's what kills coal miners. Maybe that's what went off in your forge.
|
|
Miles Undercut
- Saturday, 12/08/07 20:00:00 EST
|
Maybe if you put an airgate in the tuyere...?
|
|
Miles Undercut
- Saturday, 12/08/07 20:01:20 EST
|
Bear, Don't enclose it. Leave the hearth open.
|
|
Frank Turley
- Saturday, 12/08/07 20:19:37 EST
|
As far as chemistry goes, I'm not in the know. I have been told that the gas is hydrogen sulphide. In any event this will happen sometimes. Trailer shop has a hood. Home shop has a hood ( and a power blower and an airgate ). Trailer forge hood was built to stop this along with wasting fuel from the wind and also to see stock in bright sunlight. I still from time to time have this ( explosive backdraft ) at events and it will make folks stand up and take notice when they are near the forge. I just tell 'em " money for nothin and the chicks for free " if the wife ain't noplace near....This is a direct result of wet coal and gasses from it gettin either sucked back in the blast pipe or blown from wind. Either event, it is troublesome sometimes.
|
|
- Ten Hammers
- Saturday, 12/08/07 20:46:01 EST
|
Why exactly are you pouring water over the charcoal? In a coal fire it might work but water will completely ruin charcoal, basically make it unburnable until all the water evaporates from within the coal. If you need to control the charcoal fire, arrange the lumps in a way that limits oxygen to the parts you don't want burning or pour old ashes around the edges. Ashes constrict the airflow, which is why you need to clean out the bottom of your forge every time you fire it up, never use water to put out the charcoal once you're done forging, let the charcoal burn out. Also the bricks you're using will crack if you get water in them.
|
|
Nabiul Haque
- Saturday, 12/08/07 20:48:40 EST
|
and as a post script, some coal does this, some don't.
|
|
- Ten Hammers
- Saturday, 12/08/07 20:54:05 EST
|
Can stainless stick electrodes like E308H be used on non-stainless steels? I have a project that requires me to weld some stainless. Although the project probably will need less than a pound, it's looking like I may have to buy several pounds of sticks. This'll be the first time I've welded stainless, and it's not something I envision doing often, so I'm wondering if I'll be able to get some use out of the sticks I don't use for this particular project.
|
|
Matt B
- Saturday, 12/08/07 22:17:42 EST
|
Forge Fire Explosion Problems:
This is normally a problem associated with coal. Good bituminous blacksmithing coal has a significantly high content of volatiles. These include oil from whence comes "coal oil" similar to kerosene, tars that ooze, boil and finally ignite and very light oils that gas off early. When coal is heated these pour off as that yellow viscous smoke of incomplete coal combustion. Trap these heated combustibles in an enclosure such as a pipe or belows and then add fresh air and you get a nice explosion.
In charcoal you get "wood gas". This is a bit more complicated and rarely occurs in a proper forge. Wood gas is methane and I believe hydrogen as well as super heated or vaporized carbon. Add fresh air to this and you get an explosion. The conditions to create wood gas are more difficult to achieve than with mineral coal but it can happen, especially in an enclosed forge. Getting a fire hot then turning off the air supply will do it. The gases then accumulate and reapplying the air results in an explosion.
Another problem can be any liquid or wax fire starter put on the fuel bed. These also boil off creating a cloud of explosive fuel just waiting for some air and a spark.
Most forges are open on three sides and the only place these gases can accumulate is in the tuyere when there is a back draft due to air movement above the forge. In blower type forges the volume is low and the explosion just a little pop or plump. In a bellows the gas can accumulate in the longer feed pipe and bellows itself and make a considerably larger explosion. It has been known to destroy a bellows.
To prevent exploding belows the experienced smith learns that after a short rest to give the bellows handle just a slight tug to introduce the minimal amount of air as a test. If there is gas it will pop and lift the top of the bellows to full extension. After that the gas has been cleared and the smith may continue. If nothing happens then the smith continues as well. However, the rough smith or apprentice that grabs the bellows lever and quickly expands the bellows on the first stroke has stretched the bellows to its limit before the gas explodes. With nowhere else to go that is often the end of the bellows. A simple twitch of the fingers prior to a full pull can prevent the destruction of an expensive and sometimes irreplaceable antique piece of equipment.
In BearLea's case I suspect the forge is too enclosed and or has too big a fire bed. Also note that concrete IS NOT a suitable base for a forge fire as it spalls (explodes) from heat. When heated to a high temperature it separates the chemically bonded water in the concrete breaking its bonds AND creating steam which breaks the concrete sending it flying.
Dousing hot refractory, cast iron or concrete can cause serious problems. Water is used in small quantities to control a forge fire but the best way to put it out is to break open the fire and let it cool. Charcoal may continue to burn. After it has cooled use a very slight sprinkle of water to douse the fine. Never use enough that it pours through the fire onto the hot forge surfaces.
|
|
- guru
- Saturday, 12/08/07 22:29:45 EST
|
Stainless Rods: Matt, yes they will work on carbon steel. However, they are not as strong as the correct rods and will create a corrosion problem. They are also quite expensive and should not be used frivolously. I find them handy for welding high alloy steels and chrome plated objects. This makes them excellent for making special tools from wrenches and sockets such as odd combinations or a box and socket wrench. Stainless rods are also used as a cushion under hard facing rods.
Save them for when you need them.
|
|
- guru
- Saturday, 12/08/07 22:38:21 EST
|
I appreciate the quick feedback. Gas building up in the space below the heart of the fire was probaly the culprit. Maybe adding too much water caused steam to trap these gases further. The explosions didn't occur the moment I turned on the blower, but a few moments afterward.
The pipe for the blower is about 2 1/2" dia and placed hozontally; the chamber below the fire about the size/volume of a standard clay brick.
I've got a few ideas, but suggestions for improvement are gratefully welcomed.
Thanks
|
|
BearLeaWanaby
- Saturday, 12/08/07 23:03:22 EST
|
steel stuck in Alum. try Kroil, the oil that creeps. good stuff. Lanolin is wonderful for preventing this problem in the future. anhydrous lanolin from the drug store. used for centuries by shipwrights.
|
|
- david schiff
- Sunday, 12/09/07 01:02:36 EST
|
Matt B,
You might also look at one of the "problem" rods -- the one I'm most familiar with is All-State 275. I think they're high-nickel stainless rods, but they're specifically sold for unknown, dissimilar, and high-alloy steels. They cost a little more than E-308, and won't be a perfect match to 308 stainless. But they should work just fine in most stainless applications, and the rods you don't use will be more useful later.
|
|
Mike BR
- Sunday, 12/09/07 06:41:30 EST
|
Matt B,
A couple of notes on SS rods. 309 is often used as a "bubblegum" stick most anything sorta steel to most anything else. Works well as a steel to SS rod as well
309 and some of the other SS rods have a tight, smooth slag, that will pop off in chips as it cools. They fly with some force, and are still hot enough to instantly blister. So insure the eyes are protected from these for a couple of minutes after welding. It is also a good idea to keep the shirt buttoned up to the throat and so forth.
These are handy rods for those odd welds so I always keep a pound or so.
|
|
ptree
- Sunday, 12/09/07 10:17:38 EST
|
Ive used 308 to weld hardy shanks onto high carbon tools. The Lincoln book New Lessons in Arc Welding suggests using SS rod for this sort of thing because of its ductility
|
|
adam
- Sunday, 12/09/07 10:58:21 EST
|
I have a firepot that I bought at an antiques store. The foundry stamp is an RB. Does this mean anything to anyone?
|
|
carver
- Sunday, 12/09/07 13:31:58 EST
|
Dear Sir, Ive recently set up a complete 1893 buffalo model. 63 forge, it a large one. The gentleman I bought it from said to reline the small portion of the firebox and throut.Ive done this with river clay as he advised and commercial potters clay,but after drying ans some cracking, it doesnt stand up to heat, what am I doing wrong? Can you helpMe?????? Thanks Rory.
|
|
Rory
- Sunday, 12/09/07 14:00:42 EST
|
BearLeWanabe,
Something to think about. Keep the blower on low (muffle the intake with a damper, I'll send pic's if you email), the whole time when starting a fire. I found that I'd get an explosion in my blower pipe when I didn't cause some volitales would accumulate in the pipe...heavier than air I suppose...and then would explode when pushed back up towards the fire.
|
|
Roland
- Sunday, 12/09/07 15:09:59 EST
|
Water and Coal and Charcoal Fires:
Water was/is used to control charcoal fires but the technique is different from how you use it to control a bituminous coal fire. With coal you can use a dipper or sprinkler can; not enough to overwhelm the fire or (God{s} forbid) crack the tuyere, but enough to limit the spread and keep the fire concentrated according to your needs. With a charcoal fire you would use whisk, a small broom, to sprinkle the water on lightly, and frequently more often. The charcoal fire takes a lot more attention, in this respect, than the standard coal fire. You also use the rake a lot more. As Nabiul mentions, water can be counterproductive; you want to control the spread and conserve fuel, not soak the fuel and diminish it's heat producing capacity.
I usually use charcoal with a side blast Viking Age setup; but I've also used it in my bottom blast forge and never had any explosions like you describe. I'd almost attribute it to a steam explosion, except it sounds like the fire and tuyere never gets hot enough.
Keep us informed if you get it figured out.
Cool and foggy on the banks of the lower Potomac.
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Sunday, 12/09/07 22:14:44 EST
|
Rory, Some forges need to be clayed, others do not. Those with heavy (5/8" or thicker) firepots do not. Those with flat bottoms and a grate that looks like a floor drain grate do. Most that do have cast in the bottom "clay before using".
Potter's clay will work if it is a high fire stoneware clay and some red clays work as well. But most are low fire clays and do not hold up. A forge will boil common white ceramic slip (yes, BOIL).
Fireclay, is a refractory clay used to set firebrick is the usual product used for this purpose. It must be mixed very stiff (with little water) and allowed to dry throughly to reduce cracking. Often some (very little) saw dust is added to add porosity and grog (finely broken fired clay or brick) is also added to reduce shrinkage and add strength. Some people add a small amount of portland cement but this can not take the full heat of the forge. It DOES help the clay set and gives it a little more green strength.
Claying is a maintenance task that is repeated often.
There are also high temperature refractory cements or mortars available from foundry suppliers. They are not cheap but they hold up better than DIY mixes. We sell some products from an outfit called ITC that are used for repairing all kinds of foundry and furnace equipment but they are at the top of the list (both price and performance wise).
|
|
- guru
- Sunday, 12/09/07 22:18:27 EST
|
Coal forge explosions. It seems like mine occur when there is a compaction of burned material and/or clinker immediately over the tuyere. It wants to settle by gravity, and as guru notes above, gases accumulate. The lack of combustion in the lower fire pot may cause more smoke and gas. It can't get out through the fire very well, so it takes the path of least resistance, the air intake pipe. It helps to sometimes use a straight poker to lift the fire away from the tuyere and maybe shake it a little. Then shake the tuyere valve. I've found that allowing air through the coke bed helps. If all else fails, clean the fire completely from the top. Start over.
|
|
Frank Turley
- Monday, 12/10/07 09:55:52 EST
|
I know casting in is kind of outside of the forging business, but I am having a hard time visualizing what a sand mold would look like for a pot. I understand the basics for making a mold for a solid object but these molds have two parts that have a center line. If you could help it would be great.
|
|
Sean in China
- Monday, 12/10/07 10:50:27 EST
|
Casting Pots, hollow ware: Sean, Hollow items have what is known as a "core" to make the hollow. On things like pots or long tubes where the core must be supported in a number of places that cannot be done with sand a bit of expanded metal called a "chaplet" is used. This is strong enough to support the sand and thin enough to melt in. Chaplets are avoided in thin walled pots because they tend to not melt into thin sections and can cause pin holes.
To cast a typical round cooking pot it is done upside down. The pattern looks the pot except that where the opening is there is a cylindrical part that sticks out. This is the "core print" that holds and aligns the core. The core is made in a seperate wooden mold called a "core box". Cores are often made with a binder that can be baked to make them stronger as well as dry. A small amount of molasses can be used and the result is sort of like a sugar cookie.
So, the two piece mold is made, the core installed before closing. In primitive foundries casting pots this was done in the casting floor to avoid a third mold piece. A flat place on the sand is created in a pit, the core set vertically (bottom up) then the two sides of the mold installed around the core. Then the mold was reinforced in the pit with fill sand. Metal was poured from above into the bottom of the pot. Pots with feet often had a third mold piece.
Thin hollow sculpture is done in a plaster mold. First the outside of the mold is cast, then the pattern removed. Then melted wax is poured into the mold and it is rolled around until a layer the desired thickness of the casting forms. The wax is checked for holes then patched. Chaplets (small brass pins) are set as needed in unobtrusive places. THEN the core is created with more plaster. After the plaster has set and dried the whole is calcined to remove the wax and dry the mold. Melted metal is poured into the hot mold. The hotter the mold the greater the success and less likelihood of missruns or holes in the casting.
|
|
- guru
- Monday, 12/10/07 11:26:07 EST
|
claying: clay with as dry a mix as you can and then expect to patch cracks as it dries further.
I have had no problems using creek clay mixed with a bit of wood ashes as the part of my forge that is clayed does not get as hot as it does up in the fire. Cracking doesn't seem to cause problems. What does is clinker adhering to the clay and removing a chunk when it's pulled out.
When I clayed my large RR Forge I used it to make a trough from one side cut out to the other with the firepot in the middle and the sides banked up so the fuel was concentrated and most of the forge was empty, worked for my needs quite well.
I have melted a small terra cotta pot in the forge trying to use it for an enamelling oven, most amusing in a "that didn't work" sort of way. (ended up using a stainless steel coffee creamer as the "oven" in the forge.
Thomas
|
|
Thomas P
- Monday, 12/10/07 12:14:28 EST
|
I have an old Iron City vise that I am trying to put back into service. Some nasty arc welding to repair a failed forge weld on the box. Cleaned that up but I found two cracks in the mouth of the screwbox about 3/4". The are in the thinner part arount the mouth. Spark test says its low carbon steel. I dont think this is a high stress area. Should I ignore, drill out the ends to stop the stress riser or grind out and weld up? Also I am going to arc weld the box which is WI - was thinking 7018 rod?
Thanks
|
|
adam
- Monday, 12/10/07 12:23:52 EST
|
Guru, or Quenchcrack,
I do some of the metal maintenance on a tall ship, 1630's (replaca) vintage. We have had a reoccuring problem with cracking of our mast chains. Mast chains are large links of 3/4 mild steel, say 30 in long, with wood deaeyes in each end. Only one link per stay. Are you aware of any corrosion related mechanism that would produce cracks in mild steel in a marine environment. These links are located at the top of the masts, and are painted. No obvious signs of corrosion. The one break I have seen, is 90 deg. tranverse across the diameter of the bar. These links are subject to some level of stress, but highly variable. They were proportioned according to historical scantling dimensions. In the 1630's, they would have been wrought iron. We used (it is claimed) mild steel, approx 1008. Fabrication details are vague, as they were provided as part of the original ship construction, 11 years ago. Fabrication may have included hot or cold bending around the deadeyes, and (probably) arc welding to close the link. Any tips as to things to examine to help determine the cause of the cracking? I am thinking of getting a dye-penetrant test kit and check for microcracks. Other suggestions?
Dave Lawrence
|
|
- Dave Lawrence
- Monday, 12/10/07 12:59:55 EST
|
Dave, Almost all chain links must have some flex in them. Plain links are bowed out on the sides. When overstressed the links become straight then you know it is time to replace them. I would look at the design of the link and how it is loaded. A small difference in line can make a big difference in stress.
90 degree failures are usually pure over stress in tension but should show some stretch shrinkage near the break unless it is brittle fracture. Twisting causes spiral breaks.
This steel should cold bend very easily. So there is a possibility of bad steel. The dye test would be a good start but will require removing the paint.
Cracking like this usually comes from work hardening which might be a possibility on this type part. However, it would take a LOT of flexing to do that. But items that flutter in the wind may see a LOT of cycles and little stress.
|
|
- guru
- Monday, 12/10/07 14:00:12 EST
|
Hi Adam,
First, the terminology. A box is a screwbox. The old catalogs used to sell separately a "box and screw" assembly as replacements. I have had four Iron City vises, and I currently have two. One is the old chamfer-legged
type, not bad looking. The other is pretty ugly, probably made in the latter days of the company's existence; there are no chamfers and no lug type ears on the jaws. I just returned from the shop where I removed both boxes. Each looks very much cast and the spark is much like medium carbon steel. I realize that drop forging can leave parting lines, but these boxes look cast. It's a mystery as to what their composition might be. It is not gray cast iron. I would guess that it is cast steel, cast semi-steel, or malleable cast iron. I would be tempted to use a high nickel electrode, maybe a 308 as was discussed recently.
|
|
Frank Turley
- Monday, 12/10/07 14:50:24 EST
|
I am making a batch of Fredrics crosses as Christmas trinkets and I was looking at one last night and thought it would be cool to fill the diamond in the center with colored glass. I have a small crucible and O/A torch and lots of colored bottles from soda and beer that would work. Time is short to fully experiment and find the best way to do this, I am thinking Christmas not Easter.
Anyway hints, ideas? I am thinking of crushing up the glass and filling the void of the cross then melting the glass with the torch might be easier than melting the glass in the forge and then pouring it. Will it stick in cross without some type of channel or inlet? What would happen if the glass cools to fast does it crack? Thinking of doing this on the face of the anvil or another big chunk of steel. I am also thinking that a heavy piece of foil laying against the anvil to draw the heat and I could shape the back side of the glass to the foil, not sure if the heat will transfer fast enough so that the foil doesn't melt, what do you think?.
Thanks
Jeff
|
|
Jeff G
- Monday, 12/10/07 15:10:58 EST
|
Monkey wrench. I had heard that the term monkey is just a misproncement of the inventors name..Charles Moncky. As well as monkey used a a verb "to adjust or play with, as to monkey in to postion. Just some thoughts.....
|
|
tim
- Monday, 12/10/07 16:30:45 EST
|
Jeff, You are much better off to work with softened glass in the plastic state. Heat a likely piece, drop it in with tongs and mash it out to fit snuggly. You can work the glass with steel tools but wood draws less heat. Hard dense woods like maple, apple and dogwood are used. Narrow tweezers (tongs) are used to pick up and manipulate the glass.
|
|
- guru
- Monday, 12/10/07 17:33:17 EST
|
Jeff, look into glass slumping.
Thomas
|
|
Thomas P
- Monday, 12/10/07 17:45:14 EST
|
The problem with glass is that its easy to heat, but hard to cool. It needs a slow, ramped down cooling cycle.
Glassblowers use thermostat controlled electric annealling ovens that drop 100 degrees an hour or so. If you try to cool the glass too fast, it will almost always crack. They will leave glass in the ovens, slowly bringing down the temp, for a day or two sometimes.
In this case, "too fast" is usually just letting it air cool to room temp.
I have friends who have buried glass castings in big piles of nonburnable insulation, but that only works with pretty large chunks.
|
|
- Ries
- Monday, 12/10/07 18:33:13 EST
|
Forge Explosion: BearLeaWanaby, just in case you're still looking for the cause of explosion. I noticed you said new forge and concrete. Could it be the concrete is not yet dry? If so, it will explode, repeatedly when it gets to forging temperature. I think it might take a long time, 10-14 days to get concrete good and dry.
|
|
JohnW
- Monday, 12/10/07 19:10:41 EST
|
HI; Im getting started, with a small shop finally done and have noticed the JYH page on your web site. After some viewing I see that it is posible to build a forging hammer with a selection of parts from our local wrecker. I kinda like the versions using the truck/car parts, however, from the pics posted I cannot quite make out the specifications involved and just how to go about putting one together. Any help would be appreciated.
Thanks Keith
|
|
Keith
- Monday, 12/10/07 19:31:27 EST
|
Concrete will always spall-- miniature explosion-- if you heat it, no matter how old it is. Our oldest did some welding on the front portal, working atop concrete, which was some 15 years old at the time and it got brushed by the torch. Pop! Mini-crater! But forge explosion is most likely gas in the tuyere. Indigestion
|
|
Miles Undercut
- Monday, 12/10/07 20:44:14 EST
|
JYH: Keith, While the EC-JYH was a successful experiment it was not a very successful hammer. The rear axle design made it very large and the shock absorber linkage is very inefficient. Even the engine block for mass was not very good as they are surprisingly light when the parts are taken out.
The later NC-JYH or tire hammer is a much better design and uses some auto parts. The tire clutch is simple and works well. The axle hub bearing is also a junkyard refugee.
The most difficult part of any DIY hammer is making the guided ram and coming up with enough mass for the anvil. The ram guide system is nearly the same on all fabricated hammers. Power hammers need 8 to 15 to one times the ram mass for the anvil. The ram needs to be about 50 to 100 pounds to do average small work efficiently. Do the anvil needs to be 500 to 1500 pounds. It is a lot of steel.
The reason we have no JYH plans is that every hammer is different depending on the parts available. If I told you that you needed a 1989 Cadillac Grand Coupe rear axle to build your hammer then they would become rare and expensive for both the JYH builder and Cadillac restorers. You would also probably select something else and the frame would change, the gear ratios would be different and the hub mounting also different. If I used a piece of 5" diameter steel I had on hand for the ram and you found that the best you could do for the same piece was $500 but the guy at the steel place had a deal on a piece of 4" square then uyou would (should) probably do that.
We are working on plans for a fabricated hammer that will include all the material specs. I would guess the raw materials are going to run $2500 to $3000. Using the plans and a few small machines (saw, drill press, welder - small lathe) you will be able to build it by blindly following the instructions. It will be a good machine but it will not be a JYH.
Building a JYH is a philosophy. It takes study of mechanics and the imagination to take advantage of the available. It also takes scrounging skill which is considered a talent but can also be a matter of circumstance. Many of these machines have been built with only $50 to $100 cash outlay. Labor is another thing. But you can also spend a lot of money and end up with nothing. If the photographs of the hammers in question are not enough for you to build one from then it is probably not the right project for you.
Study them, find running hammers and study how they operate, look around at what you have or do not have lying about. Then one day it may hit you, IF I take this. . and than that and. . .
|
|
- guru
- Monday, 12/10/07 20:47:47 EST
|
Dave Lawrence: If the crack is in the bent part My guess is that it is a result of the bending, or a flaw in the material that opened up as a result of bending. If You find only this one crack after carefull inspection You might consider sawing/grinding out to the full depth of the crack for a weld prep and welding,but if there are more cracks I would fabricate a new part.
|
|
- Dave Boyer
- Monday, 12/10/07 22:36:54 EST
|
I have broken my Chanukah menorah. Does anybody (are you there Uri) have any ideas on making one. I have a whole year to get it right.
|
|
- philip in china
- Tuesday, 12/11/07 05:58:27 EST
|
Hanukkah and Temple lamps: Phillip, These are a great place for some very interesting work. The design can be anything from Gothic to baroque to modern. Materials can be wood, metal or stone. I designed one to be forged in iron or brass that the arms (as a group) formed a star of David. The use of brass and spheres in the arms follows the traditions of one story of Hanukkah but is not a requirement. It does explain one popular style.
Note that a temple lamp has 7 places and a Hanukkah lamp or hanukkiyah has 9. There are 8 places for the days the lamp stayed lit with oil for only one and a place for the shamash (theservant) used to light the others. The shamash is either higher or lower than the rest which are of equal level.
The art of the Hanukkah lamp is a part of the belief of beautifying things that are holy. As ideas of beauty have varied greatly over the years so has religious art. However, even the most modern Jewish religious art tends to have a distinct style that is hard for us Goyim to reproduce.
|
|
- guru
- Tuesday, 12/11/07 09:23:05 EST
|
HI again; Thanks for your reply. I have some rail that could be used for a ram, although 50 lbs might be pushing it. I will have to see what my JY support has lying around . I think what you are saying about the ram movement is that it is always up and down so that is standard. I will have to figure out how to get it to go up and down and not break things as it does and have some control over its movement be it depth or speed even.
As for the anvil, from what I hear you telling me, the larger mass the better as it plays a large part in the ability of the ram to do its job. I see some have tried tube with concrete fill. Any suggestions?
Thanks again..Keith
|
|
Keith
- Tuesday, 12/11/07 09:59:19 EST
|
JYH Notes: Keith, the ram design that has worked well for both air and mechanical hammers is a guide plate on the back of the ram with bolted guides to fit its rectangular edges. Starting with good precision flat bar (cold finished) no machining is necessary, just lots of drilling and some shimming. A few use tube in tube but this is hard to adjust and there is no true telescoping tube. Several have machined the edges of a piece of rail road rail to make the guide surfaces.
For about a decade a number of folks have been using lead poured into a tube to make a ram for treadle hammers and power hammers. I do not recommend it as there is no purpose in the lead that steel cannot do better and cheaper. Using lead for this purpose is just plain dumb since it is a toxic substance and there are better substitutes.
Using concrete for mass requires a very large volume. Concrete weighs about 130 pounds per cubic foot while steel weighs 490. That is a 3.77:1 ratio. You need nearly 4 times as much concrete volume as steel. Concrete is also very weak compared to steel. There are ways to use it to advantage but it is a poor substitute for the mass of iron/steel that you need.
Anvil mass is a very important part of the machine equation. Consider an anvil that is equal in weight to the ram. When the ram strikes, all of its energy is transfered to the anvil and it moves away at the same speed that the ram had previously been moving. Increase the mass of the anvil to 4 times the hammer and it tries to move away at half the rams velocity. That energy in turn goes into the machine frame and the Earth. The greater the anvil mass the more energy that goes into the work and less that goes into the ground as wasted energy.
I have drawings of anvils on the JYH page of anvils that can be built up from commonly available steel shapes.
The velocity of a power hammer ram varies during every stroke from zero to full speed. The average is controlled by the reduced motor speed. The maximum speed is based on various rules but is best based on what has worked in the past. See the charts of the various makers. From that maximum speed you slow the hammer down with the clutch for better control. A good clutch that allows feathering is needed in a good power hammer.
The tire hammer clutch works quite good for feathering the speed of the hammer. That is why we recommend it.
|
|
- guru
- Tuesday, 12/11/07 11:52:55 EST
|
Jeff, I actually tried putting glass in the center. I used those colored glass "pebbles" that people use in vases and such.
I had limited success. The first one I did worked fine. I used my propane forge for heat and placed the pebble in the center, pushing it down with a piece of welding rod. Then I just turned off the forge and let it cool inside. I did the same thing the second time, but the glass cracked.
|
|
- Marc
- Tuesday, 12/11/07 12:47:50 EST
|
I have a post vice with no spring or mounting bracket. What would be the best material for the spring. Maybe a small leaf spring off a foreign car? I Have some larger leaf springs available, but they will need to be shaped and cut some. Will the heat from cutting effect the material? Thanks,
James
|
|
james Arthur
- Tuesday, 12/11/07 13:20:17 EST
|
Jeff and glass:
Jeff, I did something similar just for the heck of it one day. I too had a bunch of those purdy little aquarium beads. I placed a couple cross-sections of pipe on a little piece of stainless. Crushed up the aquarium beads and sprinkled the crushings into the pipe pieces. I used a VERY low, neutral flame with the O/A torch, welding tip, and still had some problem with blowout until things started getting gooey. Once it was pretty well melted, I gently packed the glass in with the end of a small ball pein hammer. I had some crack, some not, but overall (even the cracked ones) had a nice effect when held up to a strong light. I'd say as long as the glass is held securely in, a few cracks might add a nice "artistic" touch to it. Let us know how it turns out.
-Aaron @ the SCF
|
|
thesandycreekforge
- Tuesday, 12/11/07 13:23:16 EST
|
Glass:
Forgot to mention. Face shield, Good gloves, Long sleeves and an apron are a MUST for this!
-Aaron @ the SCF
|
|
thesandycreekforge
- Tuesday, 12/11/07 13:24:06 EST
|
Jeff,
Page 287 of Alex Bealer's "the art of blacksmithing" has an interesting article on Glass inlay.The book is ussally collecting dust at a local Libary(unless of course another smith lives near by).
|
|
tim
- Tuesday, 12/11/07 13:45:30 EST
|
Vise Parts: James, Many folks get away with mild steel for the springs. I have made them from auto leaf springs. The first one I made was torched and ground to shape with a little forging on the end. It was left to air cool and has worked well for years. Your mileage may vary.
Yes heat effects spring steels. If quenched from a red heat they will harden and become brittle and need to be tempered. If overheated (less than red) they will lose their hardness or become unequally hard from uneven heating. I've found many spring steels to be tough enough without hardening (just air cooled) to be good enough for low performance springs.
Note that mild steel (in fact all steels) have the same springiness. The difference between a hardened and tempered spring steel spring and a mild steel spring is that the mild steel will bend much sooner than the spring steel. But, if a spring never reaches the point where it will bend or straighten then mild steel will work. Most leg vise springs are in this low performance category.
|
|
- guru
- Tuesday, 12/11/07 13:50:50 EST
|
James,
I have a vise in the same condition. I have used a car leaf spring for the vise spring. The leaf was too wide so I heated and used a hot cut to trim off the excess. Once that was done, I heated the lower end and fish-tailed it. Next, I bent the corners of the fish tails to wrap around the pivoting leg of the vise. This helps to keep it in position. The next thing that I plan to do is cut a piece of angle iron and use a u-bolt ot go around the back leg and bolt to the bench. Done, nice and easy.
I have also heard of folks using mild steel for the spring. It really doesn't have to bend too far, so, mild will work O.K..
Hope this helps,
|
|
Paul
- Tuesday, 12/11/07 13:56:14 EST
|
Looking for some recommendations on steel cutting. I've never used a bandsaw for cutting metal and was wondering if they can make lengthwise cuts in stock (similar to ripping lumber).
Thanks
|
|
- rRFG
- Tuesday, 12/11/07 14:07:15 EST
|
rRFG,
I have a Jet 4x6 bandsaw and YES you can rip steel on it although I would be VERY CAREFUL about trying it. The only way I can see to do it is to "freehand" your cut. Put the bandsaw in the upright position and hold your steel in your hands to make the cut. I would be VERY CONCERNED if you are trying to cut something like pipe as it might roll and bind the saw giving you a nasty surprise.
When in doubt (OR ALWAYS) - Safety FIRST.
Hope this helps.
|
|
Paul
- Tuesday, 12/11/07 14:15:51 EST
|
Keith,
The easiest JYH to build with no machining experience (I have NONE), would be the "Spare Tire" hammer. I cobbled one together a couple of years ago in about 2 weeks for $400.00, including the cost of full tanks of OA and it still works fine. Look at the picture carefully and figure the proportion of the pieces against a known size...the tire. Remember the tire is one of the small "dognut" sized spares. Good luck !!
|
|
Roland
- Tuesday, 12/11/07 14:34:45 EST
|
Back to the spelling thread...think I missed on "dognut".
|
|
Roland
- Tuesday, 12/11/07 14:36:14 EST
|
rRFG,
Even a heavy band saw is only good for cutting light stock (1/4" or less) by hand. The reason is feed pressure. On large vertical metal cutting bandsaws they have a power or gravity (heavy weight) feed mechanism for thick metal. These are limited as to what they can do but are often used on thick aluminium plate up to 3".
I've used a 4x6 saw to make 8" long cuts in 1/8" stainless and 24" long cuts in 1/4" aluminium. Its not easy but it is better than doing it by hand. I would not want to do many pieces. Its hard on blades and the user.
|
|
- guru
- Tuesday, 12/11/07 14:36:46 EST
|
Thanks for the replies to my original question.
Maybe I should've asked what would be the best way to make a lengthwise cut. For example, I'm finishing a few items where I've used a triangle cut from 2" x 1/8" flat as one of the elements. The triangle was 2" at the base and 15" long. I did the cut with a cutoff disc in an angle grinder (obviously lots of noise and dust) What would be a more preferred way of doing such cuts?
|
|
RFG
- Tuesday, 12/11/07 15:28:13 EST
|
A bandsaw can certainly make 15" long cuts in 1/8" plate.
I freehand cut shapes all the time from 1/8" plate on my little 4x6 bandsaw.
In fact, I have done a fair amount of cutting stainless up to 1/2" thick or so with it. I sit down, and just take my time- sometimes a lot of it. But the bandsaw is pretty safe, running a 10-14 tpi blade, at a slow speed.
With a good bi-metal blade, the little bandsaw is pretty tenacious.
A bigger bandsaw, especially a vertical model with a big table, is better, but you can do a lot with the cheap little 4x6 models.
And it would be far preferable to a cutoff disc in an angle grinder, from a noise, comfort, and safety standpoint.
Plasma cutting also works great for this- in fact, once you try it, its hard to go back to using a saw for cutting sheet and plate. Its easy to clamp on a piece of angle iron to use as a straight edge, or if its curves you want, the plasma cutter excells at em.
A beverly shear would also work, but 1/8" requires the biggest, and most expensive size. Plus, a shear usually deforms the metal, as it pushes one side up and one side down as it cuts.
|
|
- Ries
- Tuesday, 12/11/07 15:57:38 EST
|
JYH Hammer;;Thanks guys..I will do as you have suggested and although it may take some time I will get back once I get a little closer to actual assembly. I will also take another look at the tire version and see what I can.
Many thanks...Keith
|
|
Keith
- Tuesday, 12/11/07 16:19:55 EST
|
RFG, be sure you don't try it on a bandsaw designed for wood! They run WAY too fast. I make long cuts on a small 4x6 bandsaw all the time, it's one of the main reasons I got it. My record so far is a 34" rip in 1/2" wrought iron muck bar. Took about 40 minutes.
|
|
Alan-L
- Tuesday, 12/11/07 16:26:02 EST
|
Alan-L,
Thanks...that little I do know about them. Learned that lesson when I first got my drill press and first tried to drill in metal rather than wood.
|
|
RFG
- Tuesday, 12/11/07 16:31:02 EST
|
On spring length I have found starting with a piece of 10" for 1" wide, 11" for 1 1/4" wide or 12" for 1 1/2" wide works nice. For larger vises (say H-D 6" and above), likely 3/8" should be used rather than 1/4".
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Tuesday, 12/11/07 17:35:19 EST
|
Having cut the profile for swords out of D2 plate I can say that a bandsaw can do such cuts. Having the right speed and the right blade---the old 3 tooth rule----and a bit of the right lube makes it work well if a bit tedious.
A heavy duty shear will be faster but probably more expensive and as mentioned may deform the edge some.
Thomas
|
|
Thomas P
- Tuesday, 12/11/07 17:44:14 EST
|
More Sawing: I have also cut a lot of plate, both steel and aluminum with a hand held reciprocating saw (Sabre saw). It is about as noisy as using the grinder and the vibration is rough on the hands. But these little wonders will do the job. The problem is that most have variable speed drives which are hard to keep on slow for cutting metal. I use them a lot on aluminum and less on steel.
|
|
- guru
- Tuesday, 12/11/07 18:27:09 EST
|
I forgot to mention the fast easy high tech way---plasma cutter would zip through this stuff and leave a nice edge too.
Thomas
|
|
Thomas P
- Tuesday, 12/11/07 18:39:21 EST
|
RFG - Have you tried the 1mm thick (0.040") 115mm (4 1/2")cut off discs? they look dangerously thin & flimsy, but they melt through steel plate and Ive not had one 'let go' on me yet, even though ive nearly jammed them a few times.
They generate much less heat than 1/8" thick discs, and need much less than 1/3rd 'pressure', and quieter, and less sparks / dust & ...cheap...... im completly sold on them, my 'product of the year' contender!
|
|
- John N
- Tuesday, 12/11/07 19:41:46 EST
|
The $30.00 circular saws available at major retailers or one from a yard sale with a metal/concrete abrasive blade works for straight cuts in plate and other assorted light steels if you don't push too hard and at the yard sale price qualifies as a disposable tool.
|
|
Robert Cutting
- Tuesday, 12/11/07 20:46:44 EST
|
You could cut a 2" wide piece of 1/8" with a portaband. You'd probably want to find a way to mount the saw and make a little table for it, but you *could* also do it with the saw hand-held. The saw wouldn't have enough throat to cut a piece much wider, so you probably wouldn't want to buy one just for cutting plate. But the are handy tools to have around.
I have a cheap knock-off that will run a small inverter. I use it in the parking lot at the steel center. (20' sticks don't fit in a Honda Civic too well.)
You could also find a hacksaw that lets you turn the blade sideways . . .
|
|
Mike BR
- Tuesday, 12/11/07 21:32:34 EST
|
Guru,
A bit ago you stated that the cast wording in the bottom of my firebox was "CLAY BEFORE USING".
Exactly what does that mean? I assume it means install clay but what kind? We talking pottery clay? How think? And last, how should it be installed? Wey clay rolled out and pressed in?
Please be patient. This is my first attempt at using a forge so I'm taking baby steps.
TY/Mike
|
|
M. Collins
- Tuesday, 12/11/07 22:15:58 EST
|
He actually responded to this a bit above. Here's a quote for your convenience.
Quote Guru:
"Rory, Some forges need to be clayed, others do not. Those with heavy (5/8" or thicker) firepots do not. Those with flat bottoms and a grate that looks like a floor drain grate do. Most that do have cast in the bottom "clay before using".
Potter's clay will work if it is a high fire stoneware clay and some red clays work as well. But most are low fire clays and do not hold up. A forge will boil common white ceramic slip (yes, BOIL).
Fireclay, is a refractory clay used to set firebrick is the usual product used for this purpose. It must be mixed very stiff (with little water) and allowed to dry throughly to reduce cracking. Often some (very little) saw dust is added to add porosity and grog (finely broken fired clay or brick) is also added to reduce shrinkage and add strength. Some people add a small amount of portland cement but this can not take the full heat of the forge. It DOES help the clay set and gives it a little more green strength.
Claying is a maintenance task that is repeated often.
There are also high temperature refractory cements or mortars available from foundry suppliers. They are not cheap but they hold up better than DIY mixes. We sell some products from an outfit called ITC that are used for repairing all kinds of foundry and furnace equipment but they are at the top of the list (both price and performance wise)."
|
|
Nabiul Haque
- Tuesday, 12/11/07 22:40:14 EST
|
RFG,
For that, I'd go to my buddy with the fab shop and have him whack them with his 80 ton hydraulic shear. Nothin geasier than that. If I had to do it myself, which I usually do, I just whack them out on my little 14" bandsaw. On 1/8" mild steel, that only takes about a minute and a half to cut, using a 10/14 Varitooth bi-metal blade from Lenox. I routinely cut 1/2" plate with the same saw, and soetimes with the same blade, though usually I switch to 6/10 blade for heavier stock. I've cut plenty of 1" on the same saw.
As noted, feed pressure is critical to good blade life, as is proper blade tension. Lenox puts out a little three page pamphlet about their blades and how to use them that is worth its weight in gold. Free for the asking from any Lenox dealer.
|
|
vicopper
- Tuesday, 12/11/07 22:55:46 EST
|
I want to make a shear for cutting up steel furniture, small steel strip and some sheet material- so nothing too big. Are any plans available anywhere? I had thought of using a very heavy plate as the base and forging a curved blade with a long handle pivoting on a heavy bolt tapped into the edge of the base plate. Is it as simple as that? Also how hard should the blade be? Should I harden the edge of the base as well?
|
|
- philip in china
- Wednesday, 12/12/07 01:18:34 EST
|
I am looking for any info about a "Koch" power hammer I recently aquired? Any ideas?
Thanks, JB
|
|
John JB Bergman
- Wednesday, 12/12/07 01:41:09 EST
|
Hello. I'm a novice and have read in a few places that bronze can be forged similarly to steel, if at a lower temperature.
Are there any books that describe this in some detail? (differences from steel, what type of bronze and where to acquire it, potential pitfalls or safety concerns, etc.) If not, does anyone who has done this have a few pointers for me? Thank you.
|
|
Melissa
- Wednesday, 12/12/07 02:14:34 EST
|
My husband bought an old forge and started making things a year ago. He's learned some fundamentals by going to fairs and talking to blacksmiths as well as researching online, but I would love to give him lessons as a surprise gift. Do you know of anyone who gives lessons in the New Hampshire/Massachusetts/Maine area?
|
|
Paula
- Wednesday, 12/12/07 08:19:22 EST
|
Melissa-- the late, great Dona Meilach's first book re: blacksmithing, published back in the '70s, has a good section with plenty of pictures on smithing bronze. Dunno if her revised edition has as much detail. You can get started while you are scouring the old book websites (try ABE Books.com) by going to your local welding boutique and buying some thick silicon bronze brazing rods. Heat 'em and beat 'em. Also: Nathan Cabot Hale did a fine book on welded metal sculpture that covers working with bronze in detail. Centaur has it: Creating Welded Sculpture, $16.95. Use the drop-down at the upper right of this screen to get to Centaur. They have another Meilach book, Direct Metal Sculpture, that probably (key word) covers it, too.
|
|
Miles Undercut
- Wednesday, 12/12/07 08:42:37 EST
|
Melissa-- remember to maintain good ventilation while smithing and silver-brazing bronze.
|
|
Miles Undercut
- Wednesday, 12/12/07 08:44:53 EST
|
Philip-- the late dean of American smithing, Francis Whitaker, has detailed plans for making a shear, that he says served him well, in his "cookbook." Try Centaur, drop-down box upper right of this screen.
|
|
Miles Undercut
- Wednesday, 12/12/07 08:48:48 EST
|
Forging Brass and Bronze: Melissa, The key thing is obtaining forging bronzes not special machinable bronzes. The difference is that most common bar stock is the machinable type which contains lead and other ingredients that make it difficult to work. These alloys are more likely to crumble when overheated than forging bronzes.
Second is controlling your heat. A forge used for steel is generally too hot and will melt your copper alloys in an instant. These in turn run into the bottom of the forge and destroy refractories. They also burn off at steel forging temperatures which then fill your shop full of toxic fumes.
SO, you either need a forge/furnace with temperature controls or you need to learn to heat the forge, test it, use residual heat to warm the brass and so on. If you use a forge without controls be sure to use a kiln shelf with a rim to catch melted brass.
I use a torch for small work, I have known people to use a coal forge. Using a coal forge is very difficult but if you melt the brass it does not ruin the forge like it does a refractory insulated gas forge.
The thing about forges and steel it that they just do run hot enough. Yes you can burn or melt steel in a forge as well but it is rare. The temperature color also tells you a lot about the steel temperature. Brasses and bronzes just barely show a faint glow in low light at forging temperature and no color in bright light.
The third thing is that you absolutely must use tongs. Copper alloys conduct heat very well and even long bars will be quite hot on the unheated "cold" end. This also changes VERY rapidly so do not chance it. If you are not adept at using tongs you will need to learn for forging brass.
Finally, if you are going to polish the metal or even not, these alloys pick up the marks or texture of your tools much more than steel which has scale to flake off. So tools are often dressed extra smooth and polished for forging soft metals.
To recap:
1) Work proper forging alloys or expect trouble.
2) Temperature must be controlled better than with steel.
3) Tongs must be used.
4) Tools should be clean and polished.
Brass and bronze work very easily under the hammer. The working heat is short but you can work into the cold range as the metal is annealed. Just stop when the metal is feeling stiff.
When finishing many jewelery techniques are used. Sparex or other acids may be used to remove the oxidized surface, final shaping and polishing is similar to jewelery.
When I work brass I have used 1/4" and 3/8" brazing rods (common low fuming uncoated rods) for material. These large sizes are often hard to get but are available from some suppliers.
 iForge Brass Candle stick Demo: If I need a larger mass I just weld several rods together (sort of like casting on the fly without a crucible). This is one reason I prefer using a torch when working brass. I will heat and forge with the torch and if I need more material OR if I crack or break the piece I just weld it and keep going. When working the larger rods I keep some coated 1/8" or 3/32" rods on hand for repairs and assembly. iForge Brass Candle stick Demo: If I need a larger mass I just weld several rods together (sort of like casting on the fly without a crucible). This is one reason I prefer using a torch when working brass. I will heat and forge with the torch and if I need more material OR if I crack or break the piece I just weld it and keep going. When working the larger rods I keep some coated 1/8" or 3/32" rods on hand for repairs and assembly.
I do not know of any books specifically about forging bronze from an artistic small shop standpoint. The methods used are covered in industrial forging manuals, welding manuals and jewelery making texts. The techniques are basically the same a silver smithing. Workers in copper alloys often specialize in one technique or another (casting, repousse, forging, machining) but all these techniques are often used together.
See our book review page for Decorative and Sculptural Ironwork and Metal Techniques for Craftsmen for starters.
|
|
- guru
- Wednesday, 12/12/07 09:35:19 EST
|
Phillip, See Miles reference above for plans. Yes, both blades must be equally hard and sharp (smooth square edge). They make dirt cheap knock-offs of the Beverly Shear over there. Just get the biggest one and work no more than 50% capacity.
|
|
- guru
- Wednesday, 12/12/07 09:40:53 EST
|
I've been forging blades for about 6 years now, but have been getting more interested in fun blacksmithing projects. I've been having a ball making dragons, coat hooks, ram's head letter openers etc from the archives here. Thanks for posting those.
Anyway, here is my question. Can I forge aluminum? I know, rather odd question, but I was thinking of trying to forge some little dragon, humming bird, and dragon fly Christmas tree orniments and I happen to have some nice 1/2" square aluminum stock that I scrounged out of a dumpster a while back......I thought if I can forge it, it would be a little easier (lighter) on the tree than steel....
Any thoughts?
by the way thanks for this site. It has been a great help for many projects.
Ed Wilson
Happycat Forge
|
|
Ed Wilson
- Wednesday, 12/12/07 11:56:38 EST
|
More on shears: I've built a couple and used more than a few. The trick is keeping the blades from springing apart. The big compound leverage shear I built many years ago SEEMED to be heavy enough, the frame made from 24" 75 pound S section I-beam. But it was not. If the blades spring apart then the metal being cut wedges between the blades spreading them farther. You may note that many heavy shears are preloaded, that is they have the blades sprung toward each other.
Also note that the thinner the metal being cut the more precision the shear and blades must be in order to prevent folding the metal between the blades rather than cutting it.
The shears I have made that worked well used round holes for shearing bar. I have also built them on commercial die-sets which hold the blades in alignment very well. These work in any kind of press and even under a steam/air hammer.
|
|
- guru
- Wednesday, 12/12/07 11:56:49 EST
|
Forging Aluminum; Ed, see all the notes above on forging brass. Most aluminum, especially heavy plate is a forgable grade. However, high strength grades are a tad tricky. They break rather than bend very far cold. In your case Junk Yard metal rules apply.
Like brass it is forged just below the melting point and shows no color. So you have to be careful about temperature control. Melted aluminum will also wreak a forge but the fumes are not so toxic. However, high strength grades do contain zinc.
Being a light metal it will cool fast. It is also the BEST conductor of heat and my comments on using tongs are even more important. When you clamp a hot piece in a vise it is going to cool rapidly while heating the vise just as quickly. Preheating your tools helps reduce the heat loss.
SO, it can be done. It just takes more short heats. Quite a few architectural smiths work aluminum. The biggest difference it that it needs to be TIG welded.
|
|
- guru
- Wednesday, 12/12/07 12:11:04 EST
|
Schools and Lessons in New England: Paula, There are a number of blacksmithing schools in this area.
NewEnglandCchoolofMetalwork.com is in Maine. Center for Metal Arts is in Florida, NY.
You could also check with the local blacksmithing groups
See:
conn.abana-chapter.com
newenglandblacksmiths.org
nysdb.abana-chapter.com
|
|
- guru
- Wednesday, 12/12/07 12:42:38 EST
|
Ken S.
Don't know if I said thanks before! I've used your punch lube several times and it works great....so THANKS !!
|
|
Roland
- Wednesday, 12/12/07 14:48:31 EST
|
Paula - As Jock mentioned above NewEnglandBlacksmiths.org is one place , they are located in Brentwood New Hampshire. On the web page click on Brentwood Teaching Facility. There are dates for this year but links and phone#'s of those who teach there that can give you info as to next schedule of classes
|
|
Tom-L
- Wednesday, 12/12/07 15:50:56 EST
|
Guys, I know a bunch of you have Francis's cookbook. I always buy books from Norm Larson, but on a whim typed in "Francis Whitacker" on the Amazon site. There were three copies of the cookbook listed, and the CHEAPEST used copy was $300.00! An unused one was $600.00! I keep mine in the shop, and have used it a bunch over the years. If you have one, better take good care of it.
|
|
tbird
- Wednesday, 12/12/07 19:09:57 EST
|
i have a question about side blast forges,how far up should the air blast pipe be from the bottom of the forge and does the pipe need to be straight or angled towards the bottom. I have been comission to build a forge and bellows,anvil, hammers, tongs. all this gets sent to the country of MONGOLIA, one of my friends is over there and ask me to get some blacksmithing equipment and send it. i could sure answer, thanks 12/12/07
|
|
fred H
- Wednesday, 12/12/07 22:14:51 EST
|
Fred, The distance varies from flush to the floor of brick and refractory forges to about 4" off the floor of cast iron/steel forges. These have replaceable cast iron water cooled tuyeres. If you purchase one of these I believe they come with general forge dimensions. If you fabricate one, plan for it to be reproducible and replaceable. These have two flanges, one attaches to the forge wall (with a gasket), and the other attaches to the back of the water reservoir. The second must fit through the hole for the first. Air comes in from the back of the second flange.
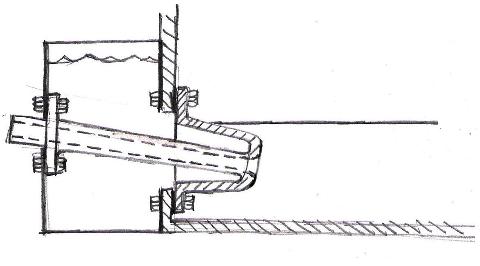
The reason they need to be water cooled is from being extended out into fire bed. However, they are still prone to burn out from too hot of fires and or the reservoir going dry. They are also prone to freezing and cracking. If the outer tube has extra draft they can freeze without breaking unless there are repeat or severe freeze/thaw cycles.
Fabricated forges vary a great deal. They can be heavy semi-permanent devices to light portable ones. Lots to think about.
|
|
- guru
- Thursday, 12/13/07 00:15:24 EST
|
Some Notes on Forging Non-Ferrous Metals:
Melissa and Ed,
I do a fair amount of forging of non-ferrous metals, and have for years. After more than just a bit of trial and error, I have learned a few things that I'll try to pass along here.
First and foremost, know your metal! This means no working with junkyard metal, basically. You need to be working with alloys that you know the chemistry of and can look up the characteristics. For copper alloys, (brasses and bronzes), there are a number of different alloying ingredients and not all of them are suitable for forging. Some, like yellow brass, can be forged cold, after annealing, but don't forge all that well hot. Others, like naval brass, can be forged either cold or hot fairly well. High-silicon bronze, my personal favorite, hot-forges beautifully, but is pretty tough to work cold. As Jock mentioned, the free-machining alloys that include lead as an ingredient turn to cottage cheese when you try to hot forge them. Yellow brass, alloyed with zinc, has a nasty tendency to boil off the zinc at heat and both foul the air and ruin the alloy.
As I said, I prefer high silicon bronze, specifically alloy C65500. You ask for it by alloy number, a standard set by the copper industry. It is 97% copper and 3% silicon, with only minute amounts of vagrant elements. It forges nicely at a low- to mid-orange heat, and can be welded with no visible color change. That is a big advantage over architectural bronze or naval brass, if you need to join pieces by welding. It isn't cheap, unfortunately; I recently paid about $15/lb for some plate stock I needed for a commission.
I forge hot, and use my gas forge as a heat source. I bring the forge up to full temperature, let it stabilize for half an hour, then turn it down to "idle", and let the temperature creep down until the interior of the forge shows a medium orange color throughout. With one burner set to run at the lowest possible setting, I can maintain that temperature and work several pieces at a time quite safely. I find a torch to be whooly unsatisfactory as a forging heat source, as the heat is too concentrated and too hot. The high thermal conductivity of the copper alloys makes this self-defeating anyway. Get your gas forge to the right heat and keep it there.
When you're heating bronze, you'll know you're approaching a good forging heat when the fire scale turns from dark to light in the fire. Then you start watching for the radiant heat color and pull it out when it reaches a deep orange. Try it there and see how it works for you. Then heat it a bit more and try it. Keep this up, working with a piece of sacrificial stock, until you melt it. That way you learn what YOU see in the fire and what it means in terms of workability to YOU.
I should note here that pure copper should be included in the copper "alloys", if only because it is a nice material to work with and is the parent metal of all the copper alloys. Of all the copper alloys, pure copper is the most ductile and easily worked, and is a great place to start learning.
Forging aluminum is pretty much the same story as the other non-ferrous metals, but the temperatures are lower. One way to tell the correct forging/annealing heat has been reached is to rub the piece with a splinter of soft pine. When the stick leaves a soot streak on the aluminum, you're at the right temperature, pretty much. Again, you need to know the exact alloy and its particular properties in order to have predictable results. Since the temperatures involved are under a thousand degrees Fahrenheit, I'd seriously recommend getting and using one of the new non-contact infrared thermometers. The ones that operate in the <1000�� range have recently become quite cheap, often under fifty bucks. Well worth it, I'd say.
Some of the aluminums have very complex chemistries and properties and can be very tricky to work with. I suggest you start out with a very simple alloy such as 3003 until you get the feel for the material. After that you can experiment with the high-strength alloys, or the age-hardening ones, etc. There are a bunch of them!
When considering non-ferrous metals, don't forget silver, gold, titanium, etc. All have interesting traits and can be great fun to work with. If you're going to try the titanium, Thomas Powers, who has worked with it a good bit, recommends that ou stick with the chemically pure (CP) stuff. I've never worked with Ti, so I'd go with what Thomas says.
I hopw this is of some help to you. If you have more specific questions, ask away and I'll try to help.
|
|
vicopper
- Thursday, 12/13/07 00:15:58 EST
|
Fred,
I have quite a bit of experience in getting blacksmithing gear sent to the far east. I have sent a reply to your email. If you have any queries either mail me or lurk on Slack Tub and you will see me there some time.
|
|
- philip in china
- Thursday, 12/13/07 00:46:59 EST
|
Paula: You can also go to www.abana.org. On the homepage click on RESOURCES. Follow links to list of blacksmithing schools/classes. A bit further, but I have heard nothing but excellent comments on the J.C. Campbell Folk School classes. You might also take a class in something of interest at the same time.
As another Christmas gift you might buy him a copy of The Backyard Blacksmith: Traditional Techniques for the Modern Smith by Lorelei Simms. It is available on eBay and through Internet book sellers.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Thursday, 12/13/07 02:38:15 EST
|
HI I would like to know the Chemical names of the flux's that is used in Fire Welding ----- Thanks----
|
|
tecnovist
- Thursday, 12/13/07 05:23:19 EST
|
Always lots of great information here, but Rich, your recent post about forging non-ferrous really stands out. You've got about a book's worth of information crammed into one post. Thanks!
|
|
- Charlie Spademan
- Thursday, 12/13/07 07:29:57 EST
|
Flux: Tecnovist, Borax (Sodium tetraborate decahydrate) and boric acid used alone or as primary ingredients are used as flux for iron, steel and other high temperature melting metals (copper, brass, bronze).
Most of the "patent" fluxes such as the Anti-Borax(tm) line contain one or both of these compounds in various proportions (despite the product name).
Iron powder is an ingredient in the "Easy weld" varieties. It melts in the flux helping stick the pieces together as well as preventing the base metal from burning. It should not be used in laminated steel work as it contaminates the weld zone mudling the pattern.
For welding stainless and high alloy steels Calcium fluoride CaF2 is added (5 to 10%). This, iron powder and the borates are used in arc welding electrodes as well.
|
|
- guru
- Thursday, 12/13/07 08:36:05 EST
|
I want to rework a couple of pairs of tongs. Whats the best way to remove the rivet? I am thinking heat it to read with the torch and shear it with a chisel? Thanks
|
|
adam
- Thursday, 12/13/07 09:04:23 EST
|
I'm not sure if this is perhaps the best place to ask but I might as well try my luck. I am interested in making a few weapons (most of them only decorative). I'll have one of the local engineering workshops make up the blades but I really want to make the handles myself. Is there a section on that in this site or do you have any tips for me?
|
|
Matthew
- Thursday, 12/13/07 09:08:47 EST
|
Adam, I take one rivet head off with the angle grinder.
|
|
Frank Turley
- Thursday, 12/13/07 09:53:35 EST
|
Rivit, Saw it or grind it. .
|
|
- guru
- Thursday, 12/13/07 10:00:23 EST
|
Handles and Grips: Matthew, No we do not have detailed information on that subject. There are some book reviews of books that cover it as part of bladesmithing.
The handles and furniture (guards and pommels) that goes with them is a specialty unto itself and varies greatly with the style or origin of the blade. Guards vary from the flat bar type and flat but highly artistic Japanese Tsuba to fancy cage types. Methods of manufacture vary from cutting and filing to forging and casting. Pommels match the guards in manufacturing methods and materials. Grips are metal, wood, leather covered wood, wire wrap over wood or leather, ray skin and silk wrap. . . plastics and epoxy glues are also used as well as lacquers. Assembly methods include pining, riveting with spun heads, gluing, tying.
Tips: Obtain books, read, study, practice, study.
|
|
- guru
- Thursday, 12/13/07 10:48:22 EST
|
Rich-- Many thanks for your great post on forging bronze, etc.! Can you recommend a source for sheet and plate? Minimum order? Aside from the scrap yards, nothing here in Santa Fe or Albuquerque, one outfit in Denver.
|
|
Miles Undercut
- Thursday, 12/13/07 11:31:48 EST
|
Handles: I would look into a book like "The Complete Bladesmith", James Hrisoulas, to get an introduction to hilting blades. And I do use the term introduction with due consideration as hilting is a vast subject. I have seen hilts done of enamelled gold, carved jade, various woods, plastics, minerals, leather, wirewrapped, ivory, bone, cast metals, amber (not a mineral you know) etc.
Thomas
|
|
Thomas P
- Thursday, 12/13/07 12:01:45 EST
|
Bronze: Our OnLine metals store carries C655 Silicon Bronze in round bar and in short lengths if needed. Prices seem to be the same as other places but vary by size. McMaster-Carr only handles it in round as well. They also carry C260 brass also known as "forging brass" in sheet stock.
|
|
- guru
- Thursday, 12/13/07 12:19:22 EST
|
I have seen band saws used in many forging applications. I was wondering if a 14" stationary Rigid bandsaw primaraly used for wood would work if I change the blade to a metal work blade. Or is there a specific kind of saw I should be useing that is just for metal and cuts verticaly not horizontaly? I have tried to use smaller band saws (9") but the speed was extremly fast and did not cut at all. Does speed even matter? Thank You -Clark
|
|
Clark
- Thursday, 12/13/07 12:21:39 EST
|
Cracks in Chain Links: Assuming the vessel is on a body of salt water, the sea air is highly corrosive to carbon steel. If this is a valuable historical vessel, I would suggest contacting the local chapter of the National Association of Corrosiion Engineers for advise on some cathodic protection or coatings for the metallic parts.
|
|
quenchcrack
- Thursday, 12/13/07 13:18:33 EST
|
Band Saws and Blade Speed: Clark, speed it everything when cutting anything, wood or metal. Band saws made for wood working often run 200 times faster than a saw for cutting steel. The typical small 4x6 saw runs 80, 120 and 200 FPM. Using good HSS bimetal blades you can run full speed on steel but it is recommended to use the middle speed for anything difficult to cut such as high carbon steel or stainless.
According to the Ridgid site their 14" saw runs 2,700 FPM which is over 10 times faster than you can run on steel. As a comparison my big 20" saw runs 5200 FPM (about the max for wood).
To convert a woodworking bandsaw for metal requires a gear box with over 10x1 reduction. This is usually a worm gear drive. A few saws were made with gear boxes so that you could change from wood to metal working speed but they are pretty rare.
|
|
- guru
- Thursday, 12/13/07 13:38:54 EST
|
HI..Im trying to keep some square from going out of straight when I heat and twist it. When I tap it back into staright my hammer leaves marks on the twits. It seems to be easy but in practice it is not. Any ideas?
Thanks Keith
|
|
Keith
- Thursday, 12/13/07 15:13:01 EST
|
What should I look for when tuning a forge burner. Mine is just a simple 3/4" burner (if more details are needed I will provide them) and when I tuned (of which I really didn't do anything but move the nozzle a little bit), all I accomplished was making the flame steady. I moved the mig tip back and forth on the inside and didn't really notice any difference. I had thought it was fine until I read in my propane forge book that the flame should not be blue, as this is a sign of incomplete combustion. Any help would be appreciated. I should also note that this is NA burner
|
|
- Hollon
- Thursday, 12/13/07 16:13:31 EST
|
Twists: Keith, You should be able to straighten the out of straight section by applying load to a cold section. Most smiths just tap the piece on the anvil, rotate, eyeball and tap again. If you have made the twist really crooked you can use a wood block and wood mallet to prevent damage to the hot steel.
|
|
- guru
- Thursday, 12/13/07 16:45:40 EST
|
Twists, Thanks guru,,I will give it a go and make up the wood block/mallet if need be.
Keith
|
|
Keith
- Thursday, 12/13/07 16:53:01 EST
|
Hollon, Gas flames are blue. They have a dark blue outer cone and a light blue inner cone. When running neutral the outer cone almost disappears into the inner cone. When running in a hot forge the flame should look clear against the bright refractory.
In a venturi type burner moving the injection tip makes very little difference in the fuel/air mix. To change the mixture you must have a way to increase or decrease the air relative to the fuel.
1. Changing pressure changes TOTAL fuel/air, NOT the mixture.
2. Changing the orifice size increases/decreases the fuel.
3. Choking or un-choking the air decreases/increases the air.
4. Changing the depth of a nozzel type burner orifice makes little or no difference unless it is out too far.
Only the second and third above change the fuel mixture. All three effect the forge as well as the ratio between the general burner capacity and the volume of the forge and the backpressure created by the forge.
|
|
- guru
- Thursday, 12/13/07 17:04:06 EST
|
I, like VICopper, have been looking at non-contact IR thermometers. One thing I've noticed is that the the cheap ones generally have "fixed emissivity." I read somewhere that that's not good for reading the temp of metal items.
I *think* this is because, just as a black surface absorbs more radiant heat than a shiny one, it also radiates more. So a shiny surface would pump out less IR than a black one at the same temperature. My guess that this wouldn't matter for scale-covered steel, but aluminum stays pretty shiny even in the forge.
On the other hand, I suppose that even if a cheap IR thermometer wasn't accurate on aluminum, it would probably consistent. And that's all you'd really need for forging (though you might melt a piece or two before you figured out what reading to look for).
|
|
Mike BR
- Thursday, 12/13/07 18:01:18 EST
|
Anyone know what happened to the Ocmulgee Guild web site?...Thanks!
|
|
Ringer
- Thursday, 12/13/07 18:31:39 EST
|
Guru - Rich's post above on non-ferrous forging looks like a good start for a FAQ on the subject.
|
|
John Lowther
- Thursday, 12/13/07 18:32:09 EST
|
Speaking of cracks in chains, somewhere last 20 years I saw but lost a table of what happens (nothing good,I assure you) to chain strength at lowwwwww temps. Would love to see an authoritative facsimile thereof. Many thanks in advance.
|
|
Miles Undercut
- Thursday, 12/13/07 18:33:43 EST
|
Thank You for the input on band saws. Can you give more info on the 10x1 reduction>how to and where to find.
|
|
Clark
- Thursday, 12/13/07 19:03:52 EST
|
Why does scale work as a hot punching lubricant?
|
|
adam
- Thursday, 12/13/07 19:05:00 EST
|
IR Pyrometers need to have an adjustable emissivity if you do different metals. Steel can be set at about .78 or .80 for most applications in smithing. Be aware that some sensors are averaging over their entire field of view. If you see the hot steel in the middle with cold matter around it, the instrument will average the two and give a very low reading. I still advocate the use of Tempil-stix over IR pyrometers.
|
|
quenchcrack
- Thursday, 12/13/07 19:36:24 EST
|
Miles Undercut, I don't think steel strength declines at low temperature but ductility and toughness certainly does. It depends upon the chemistry and the microstructure of the steel. The loss of toughness is referred to as the FATT (Fracture appearance transition Temperature) or the NDTT (nil ductility transition temperature) or a host of other names that attempt to identify when and where the steel transitions from a ductile material to a brittle material. Google for the metallurgical evaluation of the plate and rivet samples brought up from the Titanic to learn why this temperature is important.
|
|
quenchcrack
- Thursday, 12/13/07 19:41:05 EST
|
Tall ship chain links.
Yes, a marine environment and cold temperatures are not good for steel. But the chain link had a clean break, if I recall. I would be tempted to blame it on a crappy weld. Given A36 and given a lousy weld with a heat affected zone, and a weld which was not heat treated afterward, you get a break.
|
|
Frank Turley
- Thursday, 12/13/07 19:42:28 EST
|
I have to weigh in with Frank Turley on the break failure of the link. I see and fix a fair number of broken A-36 shop built farm implement type stuff. Usually broken just next to the weld in the heat affected zone. Usually a stick weld, with fair penetration and so forth. I doubt any are pre/post weld heat treated, and with A-36 that can be a crap shoot.
The popularity of the little 110V mig welders has also presented many items with a pretty weld that simply pulled off the surface scale it never burned through.
|
|
ptree
- Thursday, 12/13/07 19:48:12 EST
|
Quenchcrack, We made A350 LF2 grade valves. A low carbon steel, a good clean C1023, with a proper heat treat and charpy test for use at -40F. I read up on brittle fracture when I started to be exposed to these, and found the reports on the WWII T-2 tankers, )similar to victory and liberty ships) breaking through the #2 hold hatch pretty interesting. Many of these were on the Murmansk run, and cracked almost clean thru. One was cracked and sank at the dock when unloading.
Another big brittle fracture failure was a fuel oil tank moved from Ohio to the headwaters of the Ohio river, in Ashland KY I think. In northern Ohio the fuel oil had to be heated to flow and so the tank was steam heated. New location, warmer, lower # fuel oil, deisel I think, and they hydro'ed the reassembled tank with the fuel. Almost full when the tank split from bottom to near the top. The flow of fuel was so strong it blew right through the containment dike and put about 3 million gallons of deisel in the Ohio river, shutting down drinking water intakes all the way to Memphis as the slick moved down river. In the '80s I think.
Ahhh brittle fracture. I also loved looking into the effects of sour gas service, and the NACE standards for valves. Did some testing. Blew some hard ball bearings up just to prove a point. Put them in the solution, left them and in a few weeks they cracked and fell to pieces from the heat treat stress.
|
|
ptree
- Thursday, 12/13/07 19:57:38 EST
|
MIles,
I get mine from that outfit in Denver, Atlas Metals. Kacie, their salesperson, is a joy. Great people to deal with and no problems with minimum orders on sheet stock as long as you get the 24" wide stuff. If you want 48" wide, you have to buy the whole sheet. Aside from Atlas, I don't know of any wholesale suppliers that will deal in small quantities. The Anvilfire Online Metals Store has some bronze, I believe.
|
|
vicopper
- Thursday, 12/13/07 20:38:04 EST
|
Yep, after re-reading the post, I agree, likely a bad weld. Most defects in bar or rod stock are elongated in the direction parallel to the long axis of the bar. A transverse crack is suspicious. Try sanding the paint off around the crack and apply a mild acid for a few minutes to the cleaned area. The HAZ will show up quickly if the crack is near the weld. I would suggest cleaning and dye penetrant testing of all the links to remove the ones with cracks. If the cracks are in the weld area, a stress relief heat treatment may help.
ptree, the Liberty ships were notorious for breaking up in the North Atlantic. That was when we began to learn about this ductile to brittle transition temperatures. Most major oil companies have very rigorous toughness testing requirements for line pipe used in either sour or artic conditions.
|
|
quenchcrack
- Thursday, 12/13/07 21:03:19 EST
|
In ancient times smiths coudn't go to walmart to by grinding and polishing stones, so where did they get them and what kinds of stone did they use? I was thinking about using natral stone for polishing my blades, but I don't know what kind I need or where to look for them. Any help would be appreshiated.
|
|
Troy
- Thursday, 12/13/07 22:00:09 EST
|
Clark: If You can find the gear reduction from an automatic coal stoker boiler, that is about right to run a small bandsaw. Otherwise try to locate an industrial salvage yard and see what You can find.
|
|
- Dave Boyer
- Thursday, 12/13/07 22:28:25 EST
|
Ahhh - DBTT, another name for the temperature related ductility (Ductile to Brittle Transition Temperature) I got a big overview of it getting my metallurgy degree from CMU in the 70's. The assistant dept. head was a retired rear admiral who had actively been involved in the investigations into why our liberty ships were falling apart in the northern mid-Atlantic crossings.
Ptree, now that you mention the oil tank failure I remember reading about it. I hadn't thought about it for years. As I remember the story, the details you gave pretty well fit, as does the time frame. I associate it with being in Pittsburgh, which I left in 1982 - didn't get back to the area until 1988, and in hind sight I should have stayed in New Hampshire.
Troy - grinding polishing stones, growing up we had an old manual grinding wheel set up outside the 1 shed - it was just a big piece of cut fine grained sandstone. Also, check out the woodwrights shop/books in one of them he tells of finding the a local abandoned quarry for sharpening stones - noviculite I believe. Also, all those Arkansas whetstones - yep a natural product, quarried and then finished to dimensional shapes. In practice, all you need is a material harder than what you're trying to sharpen.
Also, depending on the metal, you didn't necessarily grind it to sharpen it. Bronze tools were "sharpened" by work hardening the tool edge, same for some of the early iron alloys (not steel). Even today, you thin and work harden the edge of a good European scythe, and only do minor dressing if at all with a stone.
|
|
- Gavainh
- Thursday, 12/13/07 23:49:48 EST
|
The high sulfur content in metal also gave the Germany Army fits during the Russian winter. One TV program noted they used high sulfur metal for its machinability. However, it would crack/break when exposed to very cold weather.
My understanding is the metal used in the Titantic's hull and rivets was low-grade even for the time.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Friday, 12/14/07 00:12:35 EST
|
http://www.ocmulgeeblacksmiths.org/
I'll update the abana-chapter list
|
|
guru
- Friday, 12/14/07 01:06:05 EST
|
Ancient Smithing, Finishing Steel: Troy, consider first that the stone age and working stone predates the age of metals and was largely perfected in the bronze age. Various sands have been used to finish stone from far beyond recorded history.
Then, back up a little on grinding. We commonly use stones and abrasives in many forms (files too) where scrapers were used for millenia before modern abrasives were available.
Scraping is still used by the traditional Japanese bladesmith and works very well in the modern era. Chinese smiths use scrapers to finish blades as well. See Chinese Work Bench
AND while there were no convenient local hardware stores the ancients traded valuable items such as quarried, cut and finished stones (and other raw materials) over long distances. They did not rely on just the stuff found in their back yard. Long distance trade goes well into the stone age.
|
|
- guru
- Friday, 12/14/07 01:32:41 EST
|
I have read of shark's skin also being used as an abrasive and perhaps even for sharpening.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Friday, 12/14/07 07:44:22 EST
|
Troy,
Your search engines can find Arkansas and Washita stones. The smiths who used them may not be ancient, but the stones are definitely ancient.
|
|
Frank Turley
- Friday, 12/14/07 10:27:55 EST
|
quenchcrack-- cold does not diminish chain strength but reduces ductility and toughness: I wonder what's the practical effect on what size chain can do what at what temp? That, as I recall, is what the table I saw showed. Wish I could find it. Some rigger somewhere must have such info stashed. Get me Timoshenko, at home!
Rich-- Many thanks!
|
|
Miles Undercut
- Friday, 12/14/07 11:46:34 EST
|
Machinability - Ken, we're still adding sulfur today to improve machinability of steel. Adding lead for the same purpose has dropped way off, if not totally disappeared. Bismuth is being added for machinability. I can also remember looking at the effects of selenium and tellurium additions to steel to improve machinability. I'm not certain if they're being used for that purpose or not, as I no longer work directly in that area of the steel industry.
|
|
- Gavainh
- Friday, 12/14/07 12:20:45 EST
|
Whet stones: there are a large number of different stones that will work to a degree In some old cities you can sometimes run across a door stoop that was just right and eveyone in the neighborhood made use of it.
For a coarse whetstone you need one that will wear away in use to expose new surface for the finer ones they are usually fine grain and ones like a hard arkansas black may look more like a frosted glass than a stone.
You might check with a local historical society or geology dept at a local college for possible leads. Also check a good map---guess how Whetstone Park in the Columbus OH region got it's name?
Of course if you were really interested in finding a local source I'm sure you would have listed your general location in case someone knows the area and might be able to help you directly.
And the best stones did travel long distances Millstones from France were often used in medieval England!
Thomas
|
|
Thomas P
- Friday, 12/14/07 12:27:43 EST
|
The Liberty Ship crack up we studied in MatSci was one at anchor in a dead quiet port---and it broke in two, the kicker was that it was -55 degF
Thomas
|
|
Thomas P
- Friday, 12/14/07 12:29:34 EST
|
I understand that oxidation itself is a "chemical" reaction and that salt and vinegar are chemicals like air and water....but I was using "Chemical" in a relatively non-scientific way. What I am asking is what is the least caustic way to quickly create a dark finish on brass and bronze without using chemicals that require ventilation or gloves (I work from home _ I don't have a studio) or without getting some craft paint to "fake" it.
Hello,
I recently started designing jewelry using various metals. I have been using sterling silver, raw brass and bronze jewelry chain and findings. While I love the look of shiny raw brass and bronze, however, I am very interested in creating a "blackened" patina on my raw brass and bronze jewelry as well as my sterling silver. I have used a method of dip[ping the brass and bronze in salt water and vinegar and have had mixed results. Sometimes they come out dark, other times they are too green and powdery. I'm looking for a natural, non-chemical method of getting a very rich, dark patina. I am inclined to pass a torch across the brass and bronze to darken them ("burnish"?) but I am not sure if this will work or if it will be permanent (I don't want the patina to rub off on my customers). I am also looking for a fast way to oxidize my sterling silver pieces without chemicals (besides just waiting for nature to take its course). Any advice would be great!
|
|
Nakia
- Friday, 12/14/07 14:51:20 EST
|
can you help me gaine the idea of how to put together a tire rim forge using a vacume moter as the blower
|
|
drew
- Friday, 12/14/07 14:58:13 EST
|
To darken silver: wear it around a coal forge. The sulfur in the coal smoke darkens silver fairly fast.
You may want to experiment with sulfur containing compounds.
Thomas
|
|
Thomas P
- Friday, 12/14/07 15:09:10 EST
|
Nakia, virtually all patina's are limited to a surface reaction and are subject to being worn away by use. You can clear coat it but even that will wear away eventually. I agree with Thomas, sulfur will darken almost all shiney metals to some degree. Your torch is inducing an accelerate oxidation reaction that can be beautiful but also somewhat temporary.
|
|
quenchcrack
- Friday, 12/14/07 15:39:46 EST
|
Miles, I am afraid I do not know the reference material you are searching for. I think the loss of ductility is independant of size but obviously, a thicker chain link might take longer to fracture all the way through.
|
|
quenchcrack
- Friday, 12/14/07 15:43:43 EST
|
quenchcrack-- thanks again!
Nakia-- won't an egg tarnish silver?
|
|
Miles Undercut
- Friday, 12/14/07 16:03:52 EST
|
Patina: Nakia, The reason we value, gold, silver, copper and its alloys is that they are corrosion resistant. Forming a good chemically bonded oxide or carbonate coating either takes a lot of time OR highly reactive chemicals. It is a fairly straight forward relationship. If you want to shorten the time, increase the reactivity.
Heat will quickly darken silver and copper alloys. Any reactive chemical plus heat will react much faster. In etching the temperature of the bath is critical as a hot bath will work much faster than a cool one.
SO, you might try applying chemicals and heating the metal. Note however that some heat created oxides are more corrosion resistant than the bare metal. Sulfur and lead compounds are used to blacken both silver and copper alloys. Burning sulphur and exposing the metal to the smoke will darken it. It helps if water is present (high humidity or wet metal). But rather than burn sulfur most processes use compounds or sulphuric acid (stinks less).
Note that some "instant" drain cleaners contain sulfuric acid or sulfur compounds. Household cleaning supplies often have some very nasty compounds in them that you can experiment with. When they say don't apply to metal or put in metal containers that is just the thing you WANT.
As noted above, "chemicals" are natural. Rain water is very dilute carbonic acid and acid rain often contains sulfuric acid from burning coal and volcanic activity . . . Urine and bird droppings are also natural. Sea salt and water has chlorides, bromides and almost every other thing you can imagine. All these are part of the slow natural process of forming patinas.
|
|
- guru
- Friday, 12/14/07 16:06:35 EST
|
Egg yokes contain some sulfurWhen an egg is boiled, the sulphur present in its albumen unites with a littte free soda, which is also a constituent of the egg, to form sulpburet of sodium, and it is by the decomposition of this compound that the blackening of silver spoons used in contact with boiled eggs is occasioned.
Well's Principles and Applications of Chemistry
|
|
- guru
- Friday, 12/14/07 16:36:11 EST
|
I've got a DC gear motor I've been thinking about putting on a wood bandsaw. It may be a little *too* slow at 60 RPM, but I don't see why it shouldn't work otherwise.
|
|
Mike BR
- Friday, 12/14/07 17:41:09 EST
|
RE: "natural" sulphur--Wearing silver in a hot springs is another way to darken it. I was at Hot Creek in E California once when a female was (loudly letting everyone know) shocked on how dark her silver turned when she took a dip in the water. Your milage may vary
|
|
- David Hughes
- Friday, 12/14/07 17:54:19 EST
|
Ithought it was the eggwhite rather than the yolk that was responsible?
Note that lead does nasty irreversable things to silver bonding to it and pitting and general ugh! Why you don't use lead solder on jewelry.
Thomas
|
|
Thomas P
- Friday, 12/14/07 18:15:34 EST
|
Albumen IS the white...
|
|
robk
- Friday, 12/14/07 19:28:03 EST
|
Clark,
I have a Taiwanese 14" vertical bandsaw that is set up for both wood and metal. It uses a simple jack shaft arrangement to change speeds, from a bit too fast for steel to a somewhat too low for wood. (grin) Nonetheless, it DOES work, and has done yeoman service for me over the past twenty-five years. Similar saws are sold by Harbor Freight, Enco, Grizzly, etc.
These "combination" saws are not the best answer to the problem, but they suffice if you're careful and pay attention to things like number of teeth, type of blade, lubrication, and feed pressure. I've probably cut a couple hundred miles of cuts in metal with mine, everything from 22 gauge up to 2". Sure, I'd much rather have a hefty big 36" Do-All with VFD drive and blade welder, but I don't have twenty grand or enough work to justify it when I can make the little Taiwanese 14" do the job okay.
Use only Lenox Diemaster bi-metal blades in the vari-tooth design, and you'll discover that bandsaws work far better than you ever thought possible. I use nothing else in my vertical saw, my 5x6 horizontal, and my PortaBand. Great blades. Note too, that Lenox puts out a little pamphlet with their blades telling how to choose a blade, how to run it, proper tension, feed pressure, break-in, etc. That little pamphlet alone is worth the price of the blade, believe me!
If I were you, I'd look into the Harbor Freight 14" 4-speed bandsaw, Item #32208. Like my Taiwanese one, it won�t be great, but for about $350 it will do the job.
|
|
vicopper
- Friday, 12/14/07 20:16:57 EST
|
I believe Vicopper gave the correct and traditional method used to darken silver and gold. Liver of sulphur. Been used for centuries. It provides an almost instant black, and wears as well as any other surface treatment and does NOT invlove experimenting with dangerous/toxic chemicals. Available for a couple of dollars a bottle last I bought some, from Rio Grandejewlors supply.
|
|
ptree
- Friday, 12/14/07 20:22:01 EST
|
Gavainh, we tried some selenium modified 400 SS in the late '80s to improve machinability without the issues sulphur has in 400 SS. Machined only fair, cost too much, and was hard to find then. We finally went to a straight 410 for the valve stems. Customers required the valve makers to switch to 410 from 416 for stems. The 410 was a real tuff nut to crack as far as getting the 4 microinch finish on the packing seal area and rolling the full Acme thread. We switched to a really excellent Master Chemical lube in the screw machines and got both the 4 microinch and a smooth rolled full acme, in production. The Screw machines loved the lube as well reducing clutch disc replacement by perhaps 2000%
|
|
ptree
- Friday, 12/14/07 20:35:44 EST
|
I thought liver of sulphur would qualify as a chemical. Just out of curiosity: if no chemicals, what is your flux? Your pickle?
|
|
Miles Undercut
- Friday, 12/14/07 21:02:05 EST
|
The metals are "chemical" too. . . Then there is the salt
|
|
- guru
- Friday, 12/14/07 22:38:41 EST
|
Mike BR: 60 rpm is a good starting point. If You use a belt drive to the bandsaw You can get whatever speed You want. About 100 sfpm for stainless & tool steel and about 200 sfpm for soft steel and non ferrous [non ferrous could be quite a bit higher] is what I would shoot for. I think You will need at least 1/3 HP, preferably more.
|
|
- Dave Boyer
- Friday, 12/14/07 22:56:28 EST
|
To darken silver just put it in a container with rubber, there is enough sulfur in the rubber to darken the silver fairly fast.
|
|
- Hudson
- Friday, 12/14/07 23:07:32 EST
|
Thanks, Rich and Dave. I might as well tell my whole band-saw story. I've got a plastic 3-wheel 10-inch bandsaw I bought in 8th grade (a quarter century ago). It's variable speed, and I turn it down and use it on thin sheet and some aluminum and copper. I recently overheated the motor (the torque is nothing to brag about to begin with, and of course it drops off as you reduce the speed). And the blade guides don't work very well.
I've been looking at a 10" Sears saw to replace it. It's a lot beefier than what I've got, and has all-ball-bearing guides. No great shakes, but it looks like a good deal for $150 (probably not much more than I paid for my existing saw all that time ago).
If I can swap my gear motor directly for the 1725 RPM motor it comes with, I think I'll get around 60 FPM. But it looks like there's room for a bigger motor pulley, so maybe I can bring it up to the range Dave suggests. One nice thing about the DC motor is that it's easy to vary the speed for finer adjustments.
I'm hoping I can make a simple swap work. I don't have a lathe, and if I start ordering a bunch of shafts and bearings, I'll probably spend more than I want to put into a $150 saw. I still need to check things like shaft diameter and rotation direction, though. (Actually, my DC motor may be reversible.)
|
|
Mike BR
- Saturday, 12/15/07 08:24:22 EST
|
Why does scale work as a hot punching lubricant? Thanks
|
|
adam
- Saturday, 12/15/07 09:07:14 EST
|
Adam, It does not "lubricate" but acts to keep the punch from sticking. It is not a very good application.
|
|
- guru
- Saturday, 12/15/07 09:27:12 EST
|
Keith: On twists, if you aren't using one now, make up a double-handled, adjustable twisting wrench. Just take a smooth jaw adjustable wrench and weld on a handle about as long as the wrench itself on top. Much easier to twist and it helps reduce skewing. If possible, also standing in line with the twist when doing so helps.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Saturday, 12/15/07 09:59:20 EST
|
I am having problem with backfire on my burner at the gaz forge. After a few minutes of functionning properly they start acting up and backfire.
The design is Jay Hayes design. They seem to be a great design but I am doing something wrong and I cannot figure out what it is
Any clue?
Thanks in advance
|
|
Dan
- Saturday, 12/15/07 14:34:19 EST
|
Mike BR: The blade speeds I mentioned are for top quality welded high speed edge blades like the Lenox Diemaster II we all rave about. If You will be using carbon steel blades You should be running 60-120 sfpm. If the motor is light on horsepower, keep to the lower speeds, as You will need the torque. If the DC motor has a permanant magnet field You can reverse by changing polarity. If a wound field You need to interchange the brush leads. In any casse You can use the motor in its designed direction just by mounting it in the proper orientation, and You don't need to worry about how the motor will work running the wrong way.
|
|
- Dave Boyer
- Saturday, 12/15/07 17:58:19 EST
|
Dan,
My atmospheric forge needs to run at a little higher pressure once the burner tube is heated up. Otherwise, the flame jumps back and burns inside the tube. I think that's just the way it is; the burn back only occurs at a presure too low to get a decent forging heat anyway. So maybe you just need to crank up the pressure a little.
|
|
Mike BR
- Saturday, 12/15/07 18:47:24 EST
|
Burner Back Flash: This is caused by several things but primarily it is due to low flow in the burner tube. The velocity of the fuel air mix must be greater than the flame front velocity (the speed flame travels through the air fuel mix) other wise the fire travels upstream. This is one reason that burners must be balanced to the size of the forge. Use too big a burner (or more than you need) and when you adjust it back the mix velocity is too slow.
The above is the major problem. Secondary is ends of burners getting too hot. Those with unneeded screens and tooth type flame holders that get hot and glow red up in the burner contribute to the flame igniting too far up the tube. This includes burners that extend too far into the forge. Nozzels and burner tubes should end in the refractory lining at least an inch or more from the inside of the forge to prevent overheating.
|
|
- guru
- Saturday, 12/15/07 21:10:05 EST
|
I have research a little bit about crucibles for melting steel and was wondering if you all could share some of what you know with me. First of all, does anyone know of a cheap way to make them? What about alumina, how hard is it to mold and treat? Any good resources on this stuff? I have found alot of opinions but very little information. Please point me in the right direction.
Thank you all
chem geek
|
|
- chem geek
- Saturday, 12/15/07 21:17:47 EST
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|
