
|
WELCOME to the Guru's Den!
Ask the Guru any reasonable blacksmithing or metalworking question. He or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from December 11 - 20, 1999 on the Guru's Den |
|
The Guru has four helpers that have been given a distinct colored "voice".
Please report any posting or retrieval problems to: After posting and clicking on return, the page will automaticly reload and display your entry. If not then, click on LastPost after the file reloads. Your question will be answered as soon as possible. Your input, answers and comments on questions to the Guru are welcome. -- guru Saturday, 08/01/98 00:00:00 EDT Guru, Just finished installing ball bearings and a new inner race (small end)on a Champion 400 unfortunately it still turns hard in comparison to an identical one I have borrowed. I noticed that the fan shaft gear and the final drive gear (the brass one) show considerable wear. I am wondering if it is this wear that is causing the hard turning. Any suggestions? Thanks, peter Peter Staples -- pstaples at peterboro.net Saturday, 12/11/99 06:12:03 GMT BAD GEARS: Peter, Yes worn gears can cause severe binding and friction in gear boxes. Gears go from smooth and quiet to noisy to rear cranky (bad pun). Correct gear geometry is a rolling action with no sliding. Once they start to wear there is a lot of sliding, therefore friction. The only solution is new gears. Sorry about the bad news. . . I've had to scrap a perfectly good shaper that the only wear was the main drive gears. . . Really hated to do it. -- guru Saturday, 12/11/99 06:35:13 GMT Good Guru; An update on the platten table hold down problem.I discovered 2 additional factors confusing the issue thanks to your direction. 1. The reinforcing ribs on the underside of the table mess with the locking angle and 2. the bottoms of some of the holes are rounded. Cant get a clear picture of the bushing set you mentioned,,could you post a cross section easily?.... Thanks....Pete Fels Pete Fels -- ironyworks at netscape.net Saturday, 12/11/99 06:41:51 GMT Is rush made commerically, if so where can it be bought Bobby Neal Saturday, 12/11/99 13:31:55 GMT Bobby, I'll ask at the CVBG meeting today. If anyone knows, one of these folks should. Pete, I should have made a sketch the day I posted that answer. I'm on the road today. . bug me if I don't do it tomarrow! -- guru Saturday, 12/11/99 14:20:07 GMT Guru I have access to several large hydraulic cylinder shafts off scrapped Caterpillar equipment. They are obviously more than mild steel. Are they worth saving for the steel, and do you have any idea what kind of steel they are? John L. -- lecount at mindspring.com Saturday, 12/11/99 22:24:44 GMT I have a champion drillpress #5 anyone know the age? edro -- A1 GrnSrvc at aol Saturday, 12/11/99 23:31:01 GMT Hello Guru, I recently have bought a Peter White 38 lb. anvil , and would like more info about Peter White , where he manufactored the anvils ,etc. If you can point me on the web in the direction of help , or help me personally with this I would appreciate it. Thanks for whatever help you can give. Dan Dan West -- danwest at istmacon.net Sunday, 12/12/99 00:03:05 GMT Hello Guru, I recently have bought a Peter White 38 lb. anvil , and would like more info about Peter White , where he manufactored the anvils ,etc. If you can point me on the web in the direction of help , or help me personally with this I would appreciate it. Thanks for whatever help you can give. Dan Dan West -- danwest at istmacon.net Sunday, 12/12/99 00:09:20 GMT Rush Lights; Bobby: At least a strip of the green covering is not pulled off to provide some structural integrity. Check your library for books on antique and Early American lighting for information on rush lights. Lost Country Life by Dorothy Hartley ((c)1979; Pantheon Books; LoC 79-3320; ISBN 0-304-51036-4) has a short section on rush lights and the many uses of rushes, as well as an excellent overview of the rural underpinnings of medieval life. During the "Early American Antique Craze" starting around the end of the 19th century (and continuing, somewhat subdued, to this day) rushlight holders were so desirable that the genuine supply was quickly depleted. Dealers then exhausted the supply in England and Europe to satisfy the craving for this "quaint" colonial light source. Since they were never too common to begin with, I'm sure that there are now more posing as "Early American" than there ever were in early America. Any of us who make them should at least stamp a date on them to keep them from increasing the confusion. Clear and cold on the banks of the lower Potomac. Visit your National Parks: www.nps.gov Go viking: www.wam.umd.edu/~eowyn/Longship/ Bruce Blackistone (Atli) -- asylum at us.HSAnet.net Sunday, 12/12/99 04:31:05 GMT Peter Wright first made anvils at the Mousehole Forge in Sheffiedl Englands. He left there and set up his own forge sometime in the early 1800's. He was the first to patent a process for manufacutring a two piece anvil. The oldest KNOWN Peter Wright anvil dates from about 1830. His forge was located in Dudely England, (near Burmingham, England) THE anvil book (the ONLY anvil book) is ANVILS IN AMERICA by Richard A. Postman. There is a review of the book here on anvilfire. It's locatd on the "book shelf" which is a sub-page of the main page. Jim Wilson -- pawpaw at netunlimited.net Sunday, 12/12/99 04:44:43 GMT Dan, That's a Peter Wright Made in Sheffield England. No longer in business (as most of the old anvil manufacturers). One of the better made anvils. This anvil has a wrought iron body with a hardened tool steel face. For more details about this and many other anvils you would need to get a copy of Anvils in America by Richard Postman. -- guru Sunday, 12/12/99 04:48:07 GMT Can you all tell me what an automotive coil spring is typically made of? Would the steel be good for hot work punches and chisels? Could you tell me the anneal, harden, temper sequence for this material? Thanks a bunch, T. J. T. J. -- tjmarrone at aol.com Sunday, 12/12/99 19:10:35 GMT SPRING STEELS: T.J., Spring steels vary in composition and each manufacturer makes their own choices. Some are plain carbon steels, some alloy and a few stainless. All are pretty good for making tools. They are not exceptional hot working steels but will do for most blacksmith work. As always, when using scrap material you must test it yourself for yourself in order to know if a particular piece is suitable for your application. Most spring steels I've delt with oil-quench better than in water. Try this chart. Its posted on out 21st Century page. It has some errors and has been simplified. The primary source is Machinery's Handbook. I'd go to the source. . . Junk Yard Steels -- guru Sunday, 12/12/99 21:01:14 GMT I live in Ontario ,where can I get my tools to get started? Am already a farrier (30 years) and am interested in expanding into wrought iron work. gkproud -- gkproud at reach.net Sunday, 12/12/99 19:55:52 GMT TOOLS: GK, As a farrier you must be familiar with the usual tool suppliers. Kayne & Son and Centaur Forge among others are advertisers here. Most smiths outfit their shops with used equipment from dealers such a Bruce Wallace or from dealers at local ABANA chapter meetings. However, if you can afford it it is more cost effective to buy new. There are many tools that are no longer made If you've been using one of those springy "farrier's" anvils you will find that a regular blacksmiths anvil is a lot easier to use. The farrier's anvils are made to have as much face and horn as possible in a light anvil. They ignore all of what makes an anvil a tool for forging. A general smithing hammer is also heavier than those used for shoeing. I prefer and use hardware store "blacksmith's" hammers (around 3 pounds), while others use specialty Swedish pattern and "name" hammers. The same little gas forges sold for shoeing are used by smiths that do small work. The same folks make bigger forges. Depending on the type of decorative work you want to do you may already have all the tools you need. For small work such as reproduction hardware you need:
I am new to oxygen accetlyne . i was wondering if you could tell me how to weld and braze w/ oxygen accetlyne !!! thank you ! Dan -- beltoll at aol.com Sunday, 12/12/99 20:04:24 GMT What kind of steel and what grade would you use to make a sword for jousting and presenations but must with stand the impact. Ive gone threw alot of swords from knife shops and martial arts shops but they are not custom and fall appart or brake. Can you help? Robert Garcia -- rm601 at uswest.net Sunday, 12/12/99 20:49:25 GMT OXY-ACETYLENE: Dan, Using a welding tip adjusted to a soft neutral flame heat the base metal until borax flux melts then add flux, continue heating until a low red or until the flux disolves surface contaminates and you see a clean and bright surface. While continuing to heat the base metal bring a fluzed brazing rod into the perifery of the flame with your off-hand. As the rod melts drip the brass into the hot fluzed joint. Manipulate the brass puddle to assure a good bond and properly shaped fillett and continue adding rod simultaneously. When done let cool and clean off flux with a power wire brush. The manipulation is very similar to gas welding. Before jumping into all of THAT I reccomend that you sign up for a welding course at your local trade school, adult education class or community college. There is much too much detail and too many safety rules for me to properly cover the subject here. First semester is oxy-actylene welding and safety. The text book used is an updated version of the same reference I used 25 years ago, Modern Welding, Althouse, Turquist, Etal. . . A highly recomended reference to have too! -- guru Sunday, 12/12/99 21:54:41 GMT Robert: Good, tough steel for sword blades would be 1080, or L6. Either will perform well but they need to be heat-treated properly for best mechanical properties. grandpa -- darylmeier at usa.net Monday, 12/13/99 00:40:42 GMT Robert, I have heard that OCS (Old Chevy Spring)is a good steel for sword blades. Just watch for stress cracks Glenn -- tglenn at pathway.net Monday, 12/13/99 02:32:03 GMT Robert, The material is not nearly as important as the design and workmanship. You said it yourself, "they fall apart". It doesn't matter what kind of material is used if the workmanship is not there. Generaly items made of steel that break are poorly designed. A sword with sharp corners at the tang is always going to break there. There should be a radius at least equal to or greater than the thickness of the tang. The tang itself should not be less than 1/2 the width of the blade. Idealy it is 3/4 of the width with radi blending to the full width and then tapering from there. The guard should be well fitted at this joint without air spaces. The tang should also be tempered softer than the blade. . . details! -- guru Monday, 12/13/99 03:37:59 GMT Guru, Thanks for the confirmation re: the Champion 400 gears. Next question does anyone out there have gears or are they impossible to find? Peter Peter Staples -- pstaples at peterboro.net Monday, 12/13/99 04:31:32 GMT Peter, replacing gears in this type device is possible using standard "change gears" or stock gears from someone like Boston Gear. You can also have gears made in many machine shops. There is not a lot of price difference and it is not cheep. The first task is to measure the gears and determine their diametral pitch (DP = pitch diameter divided by number of teeth). The pitch diameter is the theoretical center line where the teeth contact. This is about half way up the teeth. In the diametral pitch system a gear has so many teath per inch of diameter. Pitch numbers run . . . 12, 10, 8. . . One of those sizes is probably the DP. Pitch diameter should be measured in thousandths of an inch. Then you need to measure the distance between shaft centers and be sure the two gear pitch radi add up to this distance. Its easy to make mistakes. THEN there is the pressure angle. The two standard angles are 14.5 and 20 degrees. This takes a gear pitch gage or some very careful measurments and comparison to numbers in Machinery's Handbook. This is ofetn difficult on worn gears. If you are having new gears made it is not critical but if you mesh a 14.5 with a 20 it will not work! The gears SHOULD be replaced in pairs. After figuring out the teeth then you need a cross section of the gear with shaft fits and attachment method (key, pin, set screw). With this and a numerical discription of the gear teeth you can start looking in gear catalogs or take it to a machine shop. I'd guess that a pair of gears is going to cost $300-$400 US. -- guru Monday, 12/13/99 14:46:16 GMT ive built a smithin magicion and am getting ready to make my first dies for it (3/4x2'')do they need to be of tool steel or can I harden the faces ? where can I find drawings of die patterns? theron -- thermoss at prodigy.net Monday, 12/13/99 18:19:14 GMT ive built a smithin magicion and am getting ready to make my first dies for it (3/4x2'')do they need to be of tool steel or can I harden the faces ? where can I find drawings of die patterns? theron -- thermoss at prodigy.net Monday, 12/13/99 18:35:27 GMT I need plans for building a coal forge. Please advise me where I can find these instructions. Belinda Belinda -- mining at bevillst.cc.al.us Monday, 12/13/99 19:33:18 GMT Belinda, Check the plans page here at anvilfire for a couple of types of coal forge. Jim Wilson -- pawpaw at netunlimited.net Monday, 12/13/99 20:59:58 GMT SMITHIN' MAGICIAN? Theron. . I've heard of these things but I don't have a clue what it looks like. Is it one of these?  I'm afraid there are a bunch of new little widgets around that I managed to miss. . Most of these very low production hot work devices can be made with mild steel dies. Tool steel holds up better but is not necessary unless you expect to be doing the same job thousands of times. Even then, I've seen mild steel dies hold up for more than a few thousand parts. . . -- guru Monday, 12/13/99 21:02:06 GMT Belinda, currently OUR plans are for a simple brake drum forge. The Blacksmith's Journal has a nice set of plans. They are on our links page, tell them we sent you. -- guru Monday, 12/13/99 21:06:13 GMT Smithing Magician? I'm with the guru. I've heard of them several times, and I still don't have the slightest idea what one looks like! Does ANYBODY have a picture, sketch, drawing, ANYTHING? Jim Wilson -- pawpaw at netunlimited.net Monday, 12/13/99 23:06:59 GMT Smithing Magician Look in back issue of Blacksmiths Journal. It is similar to what you have pictured but is more of guillotine. a guide on each side. slide a bottom die in and then the top die. Nicholas -- marceljan at sharpsec.com Monday, 12/13/99 23:56:15 GMT Nicholas, More direction possible? Volume number, issue number, date, etc.? I don't have a subscription to the Blacksmiths Journal, I'd like to have one, but can't afford it. Jim Wilson -- pawpaw at netunlimited.net Tuesday, 12/14/99 00:39:25 GMT im looking for plans to a propane forge for knife making jeff -- penton4 at juno.com Tuesday, 12/14/99 01:15:59 GMT Jock-- Do you or any of your sources/aides/readers/cohorts know how to reach the manufacturer of Hoke torches? These are small oxygen- natural gas or oxy-acetylene or oxy-propane (so listed in supplier catalogs) jewelry-making torches. My question is, are they all the same body and you just change tips, or does the oxy-acetylene one have a stronger construction so it doesn't melt down at the brazes, if THINGS GO WRONG or what? And, a bulletin: same beautiful sister-in-law who quit silversmithing and gave me the torch also gave me a Uniweld propane regulator. Local oxy-acetylene dealer sez it'll handle acetylene safely. I checked Uniweld and engineer there says, yeah, BUT: it'll feed higher than 15psig, so could be dangerous. Asked if dealer correct that acetylene hose OK for propane. Engineer said NO!!! Propane disintegrates acetylene hose. Needs to be R grade hose to be safe. John Neary -- jneary at roadrunner.com Tuesday, 12/14/99 01:58:01 GMT Jock-- Just to be absolutely clear: that is R as in Roger, on that hose. John Neary -- jneary at roadrunner.com Tuesday, 12/14/99 02:08:34 GMT John, THANKS! I wondered why my hoses on my gas forge prematurely aged! No problems but they got REAL old REAL fast. . Could be a problem if you are not carefull. -- guru Tuesday, 12/14/99 02:28:19 GMT Paw-Paw: The smithin magician is a tool that has its frame made up of c channel on both the right and left sides. It is joined at the bottom by a steel plate that is common to both sides. The top is joined by two pieces of flat stock, one on each side of the c channel. There are interchangeable tool blocks that slide in the c channel frame. The smaller one goes on the bottom. It can be a fuller, swage or anvil block. There are blades that fit on top of the bottom blades that are also fullers, swages cutoff blades, etc. The blades are made from leaf spring steel if I remember correctly. The way the tool works is that you decide on the operation you are going to preform, like necking down to a spicific dia. You select the blades that match that operation, install the bottom blade, get the stock hot and insert it in the tool, install the top blade and strike the top blade with your hammer. The advantage to the tool is it's interchangeable blades, thus allowing many operations to be carried out with one tool. It uasually fits into the hardy hole. I have the plans for it somewhere, I could send them to you for evaluation purposes, as I am sure that they are protected under coppywrite laws etc. Wayne Wayne Parris -- benthar at pacbell.net Tuesday, 12/14/99 05:30:54 GMT The Smithin Magician Is a guillotine fuller type tool with a variety of shaped cutoffs and fullers Made by Jerry Hoffman(I think)editor of the excellent Blacksmith's journal. Good design, nifty tool, quick change dies...........Pete Fels Pete Fels -- ironyworks at netscape.net Tuesday, 12/14/99 05:47:47 GMT SMITHIN MAGICIAN: OK guys! I've seen these at shows. . . Never saw anyone using them. . . The thing I inserted the image of above I HAVE seen used by numerous demonstrators including Bill Epps. I always used spring die type tools under the power hammer for those type jobs. . . Uri Hoffi had a similar tool designed to take standard threading machine dies (both upper and lower). He forged a leaf to what I call the "bud" stage, put it between the dies and gave it a single blow. When he flattened the leaf it had nice rose leaf serations along the edge (from the one blow). I think I've got pictures of it somewhere. . I've always found it easier to build special tools for each job rather than try to fit dies to some "universal" fixture. The best universal fixture for the Smithin Magician type operations is a regular die set. They are precision, take standard replacable parts, and sell for less than what I saw "Smithin Magicians" selling for at several Hammer-Ins this year. . -- guru Tuesday, 12/14/99 07:20:22 GMT Back to the original Smithin Magician question. . . . Yes, you could make dies for these out of practicaly anything. -- guru Tuesday, 12/14/99 07:22:14 GMT I am curious as to how someone could make thier own flux for forge welding. David Madden -- greenhaggis at yahoo.com Tuesday, 12/14/99 07:45:40 GMT FLUX: David, The best flux is just plain old Twenty Mule Team Borax (not boraxo). You will find it at the grocery store next to the bleach. You can get picky and purchase anhydrous borax from ceramics suppliers but it will revert to the hydrous state sitting on the shelf (absorbs water). Some "patent" flux mixtures include iron powder or filings. You CAN NOT use grinder swarf as it is burnt iron and full of grinding wheel. For difficult welds you can add about 5-10% Flourite powder. The flourine is VERY active chemicaly and works weel with alloy steels. A few flux mixtures include sand and clay. The problem is obtaining the RIGHT sand or clay. Both are mineral in content and the specific chemicals of the mineral make a hige difference (Borax and Flourite are minerals). . -- guru Tuesday, 12/14/99 15:42:19 GMT PawPaw: Check out this site. http://www.metalsmith.org/pub/mtlsmith/V16.4/magi.html Dave Dave -- dwhite at siumed.edu Tuesday, 12/14/99 17:29:22 GMT In the archives I saw a reference to stainless foil for wrapping parts in hot environments not protected from oxygen, etc. Where can one buy such stainless foil? joel -- joels at two.net Tuesday, 12/14/99 18:13:31 GMT I HAVE AN ANVIL WITH AN APPROX FIVE-EIGHTS INCH STEEL CAP. THE CAP IS CRACKED AT AN ANGLE FOR ABOUT EIGHT INCHES. YOU CAN SEE THAT IT CRACKED ALL THE WAY THROUGH THE CAP AT THE FRONT. HOW DO I REPAIR BILLY KIMBROUGH -- YOUANDME16 at AOL.COM Tuesday, 12/14/99 22:54:58 GMT Dave, Thankee, kind sir! Twas exactly what I was looking for. Jim Wilson -- pawpaw at netunlimited.net Tuesday, 12/14/99 23:19:03 GMT MR. GURU, I have an old anvil that I am wanting to resurface. Its face is chipped and gouged with chisel marks where it was used as a surface to cut things on by a couple of trolls...Anyway, I've heard a method to do this that goes something like thiS; 1. LAY A PAD OF WELD OVER THE FACE OF THE ANVIL. 2. MACHINE, GRIND AND SHAPE 3. SEND ANVIL TO HEAT TREAT GET IT ANNEALED AND THEN CASE HARDENED. I WONDERED FIRST OF ALL WHAT TYPE OF ELECTRODE/WIRE TO USE. I HAVE ACCESS TO WHATEVER I NEED AT WORK BEING A WELDER. SECONDALLY, I WONDERED HOW THE ANVIL ORIGANALLY CAME, CASE HARDENED OR TEMPERED SOMEHOW, OR HAS IT JUST BEEN "WORK HARDENED" FROM YEARS OF USE AND ABUSE. ALSO, I NEED TO KNOW THE CARBON CONTENET OR AT LEAST A ROUGH IDEA, IN ORDER TO SEND IT TO HEAT TREAT MAYBE TAKE A SPARK TEST? ANY KIND OF INFO WOULD BE MUCH APPRECIATED. thANX, AJAX AJAX at HOTMAIL.COM ajax -- ajax at hotmail.com Tuesday, 12/14/99 23:55:41 GMT Paw Paw That Metalsmith site you looked at shows that tool having dies made from 3/4 x 2 1/2 tool steel and his article suggested S7 for hotwork. I had the unit cut out and ready to assemble and tried to find tool steel for the dies. I spoke to someone who had built one and he had used heavy truck spring material which was CHEAP . It is wide enough but was 1/2 inch thick which he said was PLENTY. Unless you have deep pockets you might want to consider this. He claimed that he never had to worry about having to have S7 and that he even used mild steel for rounded dies, reserving the trucvk spring material for dies with sharp blades. John L. -- lecount at mindspring Wednesday, 12/15/99 00:27:28 GMT STAINLESS FOIL: Joel, It can be purchased from machine shop and heat treaters suppliers. It is also available from McMaster-Carr. It isn't cheap but it is GREAT stuff for heattreating. You can finish machine parts then harden them. The surface will discolor a little but there will be no scale. It can also be used for case hardening. -- guru Wednesday, 12/15/99 00:46:42 GMT ANVIL REPAIRS: Gentlemen, ALL CAPS is considered yelling in BBS and Internet corespondance. Please, not so loud. . . Billy, it depends on the type of anvil. If it is a "wrought" anvil it can be welded. If it is a cast iron and steel "Eagle" anvil then you are out of luck. The crack is going to need to be ground or arc gouged out to the soft base metal. Grinding with an angle grinder and die grinder is prefered. Then the anvil should be preheated to a uniform 400-450 degrees Farenheit (1040 C). Weld with McCay 86 buildup (high manganese) rod. Clean and peen each pass. A needle scaler should be used as well as a wire brush. The last pass should stand about 1/8" (3mm) above the face. Let the anvil cool slowly. Grind weld area flush with face. Ajax, Your described repair method is not suitable. First, if there is ANY way to avoid welding the face then avoid it. IF the anvil is of decent quality its face is made of 80 to 90 point carbon steel and hardened to as hard as it will get. High carbon tool steel does NOT like being welded. If it is an old anvil the face is forge welded onto a wrought iron body. This joint does not like being stressed by unnecassary welding. By the time you pay for proper heat treating you could have purchased a NEW anvil. IF properly heat treated the face should be too hard to machine by most methods and will need to be surface ground. Grind the chisel marks out if possible. Work around the chips. -- guru Wednesday, 12/15/99 01:10:39 GMT John L. For the type of work I do, I can probably get by using mild steel and super quench. Jim Wilson -- pawpaw at netunlimited.net Wednesday, 12/15/99 02:19:55 GMT Would firebrick be okay to use in place of Kaowool? I plan on making a propane forge and was curious. Henry Geiger -- hgeiger at swetland.net Wednesday, 12/15/99 03:17:14 GMT Henry, In most cases yes. However, refractory brick come in a variety of temperature ratings. Home fireplaces take the lowest. Ask your supplier what his are. Hint, the whiter the refractory brick the higher the temperature rating (in general). Brick is much more durable than Kaowool but it takes longer to heat up. On the other hand, this stored heat makes your forge work smoother. Technically the Kaowool should be outside of a brick liner! -- guru Wednesday, 12/15/99 05:12:32 GMT Dear Guru, I am an artist, having majored in graphic design and illustration in college. Now, however, I pay the bills as a journeyman Steamfitter .I am also a certified welder with 10 years experience. In my spare time, I still do alot of artwork, but I am also a founding member of a Dark Ages Living History group. We do live steel combat at events and I have made quite a few different pieces. Mostly spears, axe heads, and scrams (short Viking sword). They are simply plate steel and black pipe, cut, welded, and ground. So my first question would be... Is it possible to temper these pieces sufficiently in a forge? They aren't really blade to blade weapons, so I don't really need to, but I would like to know if it would work. I hope to create my own REAL swords eventually and have started designing my forge. I'm using an expansion tank laying on it's side and cut kind of like a topless grill (that's grill not girl). Don't I want that length (about 4ft. long) so as to be able to heat the whole blade when needed? Also, would it suffice to bring my air up under the coals from the side, rather than tee off of the dump? I'm sure these are pretty trivial questions compared to what you are used to, but I haven't been able to pinpoint these with anything I've read. Thank you for your time, Skaligrim http://www.geocities.com/Athens/Pantheon/8522 SKJALDBORG Skaligrim -- j_chaz at yahoo.com Wednesday, 12/15/99 05:43:15 GMT Uhh, Guru: Pray tell..what's a regular die set? For those of us who are self taught....And where's that platten table hole split bushing illustration your holyness promised? Pete Fels -- ironyworks at netscape.net Wednesday, 12/15/99 06:18:23 GMT SWORDS: Skaligrim, Hardening and tempering relies on the carbon content of the steel to make it hard. No carbon, no hardenability. High carbon, high hardenabilty. Your (probably) A-36 plate WILL harden a little, but then you need to draw the temper back (reheat) so it is not too brittle. On lower carbon steels there is not much gain. On high carbon steels (like springs), the steel will harden VERY hard and when tempered it regains a lot of ductility while retaining some hardness. The point is, you have to start with the right material. For forging a sword a short forge is OK. If you heat the whole blade to a yellow heat it is like handling a wet noodle! Swords are forged in short sections. For heat treating you need that long fire. For that a long tunnel shaped gas forge would be best. -- guru Wednesday, 12/15/99 06:26:19 GMT A flux question I have been handed a old recepie for a welding flux- The recepie says to mix 10 parts salt(NaCl)20 parts potash (K2CO3)and if available 3parts salamonia?(uncertain on the name but the formula is NH4Cl . I know it works (at least better than no flux) but what do you think as to the helth aspect compared to borax? OErjan -- pokerbacken at angelfire.com Wednesday, 12/15/99 12:19:15 GMT Pete, The bushing drawing. 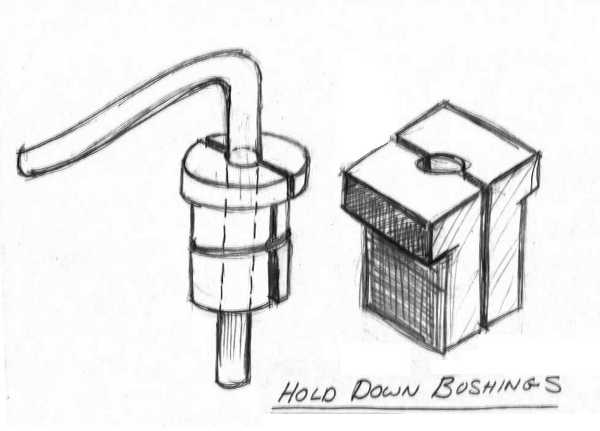 A "die set" is a stock tooling block used to build punch press tooling on. They consist of a heavy cast iron upper and lower plate, two guide bars and two precision guide bushings. Lets see if I can dig up a picture of an old rusty one. . .  This is one I built from scratch using old plate, a cutting torch and drill press. It has babbit bushings. It was not a very cost effective use of my time.  -- guru Wednesday, 12/15/99 20:18:19 GMT WHat is this Guru Bobby Neal -- nealbrusa at netscape.net Wednesday, 12/15/99 21:53:34 GMT Bobby, A dieset, for more info see Hydraulic Press Standard diesets can be used to hold tools like the "Smithin'Magician". They are a generic "tool holder" designed to be drilled, taped or machined as needed. What is "standard" about diesets is that they have been designed for years to take interchangable parts and being a production item are very cost effective. For the price it is impossible to make something even close. The first two above are used ones that cost almost nothing. Although they are not really suitable for hand held hammer use they work in punch presses, arbor presses, hydraulic presses and under power hammers. You could probably setup a small one for hand hammer work but it would be a little fussy. -- guru Wednesday, 12/15/99 22:22:54 GMT Hi there,I was wondering if you would have any information about an anvil I have which has LOKOMO 20A cast in to it , I would appreciate any information you have . Thank You , Peter . peter -- gilberp at vrnotes.roads.vic.gov.au Thursday, 12/16/99 10:20:04 GMT Peter, I looked up that brand in Anvils in America and couldn't find anything. That doesn't mean its not a popular or common brand in other parts of the world. Richard Postman, the author of Anvils in America says that you could put together a huge book on European anvils. . . then there is Southeast Asia. . . I expect a few have been manufactured in Australia too. What is important is how hard the anvil is and if it has good rebound. If its cast steel and is very hard then it is very likely one of many Swedish made cast steel anvils. -- guru Thursday, 12/16/99 19:56:48 GMT More re hoses: a couple days ago I posted word from a Uniweld engineer that Grade R hose-- and not acetylene hose-- should be used for propane. Today I looked at the Ruber Manufacturers' homepage and found:Do - Select welding hose that meets Rubber Manufacturers Association and Compressed Gas Association standards in the size and grade suitable for both the conditions and gases being used. Grades R & RM are designated for acetylene use only. Grade T may be used with all fuel gases. So i called Uniweld and asked again. This time an engineer said, that's RMA's reccomendation, and indeed, R does break down with propane, and T as in toenails should be used, especially in cold weather. John Neary -- jneary at roadrunner.com Thursday, 12/16/99 21:42:34 GMT oops-- that safety bulletin quote is from the Compressed Gas Association homepage www.cganet.com (looked at both) sorry. John Neary -- jneary at roadrunner.com Thursday, 12/16/99 21:55:59 GMT This is for my archetecture class How much does a black smith Make? What are the qualifications? what exactly does a Black Smith do? is it Fun? what Are the reards and benifits of this trade? Bob -- SmurfL0rd at aol.com Friday, 12/17/99 00:13:01 GMT Bob, better learn to spell architecture. Wages are wide ranging in the trade. Start at minimum wage and up to $100/hr US. Since most are self employed it is a hard number to pin down. The rate is partialy dependant on how his shop is equiped. There are no legal qualifications in this country. In other countries trades are licensed more than they are in the U.S. Since most blacksmiths are self employed they must know as much about doing business as doing blacksmithing. Above average inteligence is the primary qualification. Blacksmiths shape hot iron and steel using hammer and anvil. Hot means HOT!, a yellow orange heat, 2,000 to 2,500 degrees F! The hammer may be a 2 pound hand hammer or a 2,000 TON steam hammer. Small 100 pound (45Kg) forging hammers are common in many shops. This hot forged metal is applied to everything from delicate surgical instruments to huge machinery parts.  IF you call THIS (to the left) fun then yes, blacksmithing is a LOT of fun. Its also hot hard work. Most folks don't have a 500# hammer and this little job would take hours of pounding!
IF you call THIS (to the left) fun then yes, blacksmithing is a LOT of fun. Its also hot hard work. Most folks don't have a 500# hammer and this little job would take hours of pounding!
The rewards of blacksmithing are creating something REAL that has value and permanance. Some us make tools that may be used for centuries and other make railings that may outlive the building they are made for, while others make art and decorative work. -- guru Friday, 12/17/99 01:20:16 GMT how smoth should the working faces of a swege block be mine from centaur seem prety rough but i have never seen any others in person. richard -- anvil7 at wolfenet.com Friday, 12/17/99 08:10:32 GMT how smoth should the working faces of a swege block be mine from centaur seem prety rough but i have never seen any others in person. richard -- anvil7 at wolfenet.com Friday, 12/17/99 08:11:37 GMT Richard: Which model did you get from Centaur? I have a set of Wally Yater swage blocks which are as smooth as a baby's bottom. They leave no marks on the metal. So, in answer, as smooth as your anvil face should be. Phil -- rosche at dogbert.aticorp.org Friday, 12/17/99 14:26:02 GMT I'm looking for plans (simple) for a Hydraulic press 35 to 50 tons Mike Vagnino -- mvknives at lightspeed.net Friday, 12/17/99 14:36:31 GMT Guru, My wife and I are thinking about a digital camera for the business. She's a jeweler so she needs close shots and I do decorative metal work so I need close to wide for instalation shots.What is the resolution of the camera that you have now and if your camera got smished what would you replace it with? I'm not looking for a product endorsement but you could mention brands if you'd like. We're looking to spend up to $900.00 or so. Oh also this will be for web page use too. I know this is not strictly blacksmithing but the business end is important as well. thanks, Pete Pete -- Ravnstudio at aol.com Friday, 12/17/99 15:14:43 GMT SWAGE BLOCKS: Phil - Richard, Wally (who no longer makes blocks) was the last and only modern manufacturer to finish his blocks. The rest are as-cast except for knocking off some really nasty places. OLD blocks were cast by people that really knew what they were doing. Fine casting sand was used for the face of the mold and produced a very smooth (approx 125RMS or better) surface. THIS requires placing the fine sand against the pattern by hand and then filling in with coarse sand behind that. On heavy castings you cannot use fine sand for the entire mold because the steam and gasses released in the casting process need the porosity of the coarse sand. There are also processes using a graphite filled "wash" to paint the surfaces of the mold to reduce surface porosity. This is the modern approach. Both methods require a lot of time and handling at the foundry that increases the cost of the casting. When Wally Yater was making his blocks he was giving away his time at something like $2.00US an hour not including the abrazive wheels he wore out.  I've had blocks cast from my own patterns. The first were cast at a VERY good foundry that knew how to cast heavy sections. The castings were perfect except for the surface. It took me a better part of two days and a number of wheels and disks to finish two blocks. Getting into the bowls required adapting an industrial quality flap wheel to my angle grinder. I spent $50 on abrasives. The castings were $1.50/pound in 1983! Shipping was extra.
I've had blocks cast from my own patterns. The first were cast at a VERY good foundry that knew how to cast heavy sections. The castings were perfect except for the surface. It took me a better part of two days and a number of wheels and disks to finish two blocks. Getting into the bowls required adapting an industrial quality flap wheel to my angle grinder. I spent $50 on abrasives. The castings were $1.50/pound in 1983! Shipping was extra.The second time I had my blocks cast it was at a small local foundry. They did not know how to handle heavy sections. I rejected the first two castings because the top of the mold had floated AND the sides had shrunk in from insuficient riser. The second time the castings were still bad but they were roughly the correct shape. . . I paid $1/pound for these and didn't even consider wasting my time trying to clean them up. They got used for anchors and door stops. I think I gave one away. . . Most new blocks look like those you got from from Centaur and need a LOT of work when you get them home. The problem is the price people are willing to pay. Would you pay $5-$6/pound for a cast iron swage block? THAT is what one would cost if it were made like the old ones. OBTW-If someone in the Virgina area has a set of Yater blocks they don't want, they sure would make a nice Christmas present. . . ;) -- guru Friday, 12/17/99 16:09:04 GMT DIGITAL CAMERAS: Pete, I currently have an Olympus D-620L SLR. The lowest resolution is 640x512. Prior to to the 620 I had a D-520 that got stolen (very similar camera - no longer made). Highest res on the D-620L is 1280x1040. All the digital photographs I've taken for anvilfire were with these cameras at the lowest resolution. I took the swage block picture above 20 minutes ago. . Its not a good expamle due to bad lighting and a dirty subject but you get the point of the convienice. One feature that you want in a digital camera is for it to use "SmartMedia" flash memory cards. These are an Olympus product that have become industry standard. I have several 8Mb cards. They hold over 100 images at 640x512, 24 at 1024x768 and 8 at 1280x1040. You can get 32mb cards (32 images at the highest res). My complaints: The auto focus software in the Olympus models above is buggy. Often when there is perfect light and good sharp edges to focus on it After I bought the (first) camera and complained about it they told me , "We designed that camera for studio use, not for in the field". . . Bull hocky! Since it was an insurance deal replacing the camera I got the closest model. This happened to be what WAS the high end camera when I bought the original. I was also very familiar with the camera type/style and didn't want to go through the learning curve. OTHER THINGS: These cameras EAT batteries! I used to carry pockets full of 3A batteries. . Took about 10 photos per set. . . They "suggested" recharagable Ni-MH bateries. They are absolutely required and now I can take 50-100 photos with one set and I keep the charger and a spare set with me. . THIS adds considerable cost to the camera. A carrying case/bag is an absolute necesity. These expensive modern cameras are made with plastic bodies that easily scratch. Buy your camera from a local reputable dealer that you can trust. My FIRST Olympus died a week after I got it and two days before the ABANA conference! My dealer exchanged the camera at his risk and returned it on warrenty. It took several months to settle and in the end the manufacturer just replaced the camera (happy ending). IF I had purchased the camera anywhere else we wouldn't have all those pretty pictures of the ABANA conference! Thank you Lynchburg Camera Shop! Try these folks for comparitive input news:rec.photo.digital -- guru Friday, 12/17/99 17:06:04 GMT Hello guru. I am an amateur knifemaker. I've been making blades using the "Moran grind". I have had excellent results with this grind using the CPM steels in 3/16" bar stock. However, I want to experiment. I have been grinding the blades from the blade all the way up to the spine. I would like to know if I would be wasting perfectly good steel as well as my time and grinding belts if I were to try to make a knife with a blade that is 1/2" thick? The blade would be aproximately two inches wide and the bevel would start at the spine. The knife would have a single bevel. Normally I agree with the philosophy that the thinnest blade that one can use for a particular application the more efficiently it will cut, all else being the same. However if I don't intend to fillet any fish with it then I can't see why it wouldn't be effective with a blade that thick. Please, if I am wrong and to inexperienced to see the obvious feel free to talk me out of it. Thanks for listening. By the way the knife that I envision would be aproximately nine inches long with a blade that is aproximately four and one half inches long and with a deeply curved belly. Thanks. James -- jamesandlora at juno.com Friday, 12/17/99 17:07:48 GMT PRESS: Mike, see the Don Fogg web page from our links page. He has the plans and the book. There is nothing simple about hydraulics. . . If you are bending or doing piece work see my article on our 21st Century page. -- guru Friday, 12/17/99 17:37:20 GMT Hello, My dad recently rec'vd a Forge from his father. His father use to rec'v a magazine and I cannot seem to locate this magazine anywhere. They thought the name of the magazine was Anvil Rings. Do you have any suggestions on Magazine subscriptions? Any help would be greatly appreciated. Regards -Joey Joey Tappel -- jtappel at nacscorp.com Friday, 12/17/99 17:39:37 GMT KNIFE DESIGN: James, hatchets are 1/2" thick! When getting into masive blades forging is the way to go. A friend of mine forges huge Bowey blanks for knife makers. They start at 3/8" at the guard and taper nearly to a point when viewed from the top. They are about 2" "wide" with a diamond cross section. Sort of a red-neck fantasy blade. Forged under a 90 pound Nazel it takes about 5 minutes. . . Even forged by hand you are only talking 20 minutes to a couple hours. The material required is half. -- guru Friday, 12/17/99 17:47:40 GMT Joey, The Anvil's Ring is the journal of ABANA, the Artist Blacksmith Association of North America. Membership would make a great Christmas present! I think its $40/year now. Your local chapter would be less but doesn't get you the magazine. You can also purchase back issues of the Ring. Just ask for the most recent.
-- guru Friday, 12/17/99 17:56:28 GMT Could someone please post the relative wieght of iron vs. steel? i.e. Blade A weighs 3 lbs in steel... if forged in iron, it weighs 3*x Gregg -- parrisheichman at arkansas.net Friday, 12/17/99 18:28:50 GMT Gregg, wrought iron and carbon steel have the same density for practical purposes. I have no numbers for wrought but it will be a little less dense than elemental iron due to slag inclusions, therefore the same as steel.
Carbon steels get slightly lighter as the carbon goes up as carbon is less dense than iron. Alloy steels tend to go both ways. These differences are so small that you could not make two blades accurate enough to measure the difference. I spent YEARS researching the above numbers and you will find that no one knows the source or accuracy of most published materials data and how old it is. . . Every modern reference is circular, CRC says they got it from MACHINERY'S and they say they got it from CRC. . . I can tell you the average carbon steel number (from MACHINERY'S HANDBOOK) is very accurate. I've designed and built machinery that weighed tons and was within +/- 2 pounds of the calculated weight. -- guru Friday, 12/17/99 18:59:45 GMT MODERN MYTHS: For some time there has been an E-mail letter forwarded around the net claiming that the U.S. Postal Service was haveing a bill put through congress asking for a tax on e-mail. The bill, the tax, the name of the congressman, are all completely bogus! That doesn't mean that EVERYONE ELSE isn't looking at taxing the Internet somehow, but the Post Office is not involved. USPS Press Release #45 -- guru Friday, 12/17/99 19:31:57 GMT HELP!! I've got a champion forge that is in perfect shape but the control box is AWOL the man a got it from wired in a light switch but this gives no control over flow rate (at lest i know the moter is good) I've looked all over but can't find a replacment any ideas?? matthew parkinson -- swordmatt at yahoo.com Friday, 12/17/99 20:00:26 GMT Matthew, It has just an on/off light switch? My Buffalo blower has a light dimmer-switch. Seems to work fine Ralph -- ralphd at jps.net Friday, 12/17/99 21:15:40 GMT ralph no problems with the dimmer burning out? I was told by an electrician friend that a dimmer wouldn't handle the amps but if it works for you I'll try it. thanks M parkinson matthew parkinson -- swordmatt at yahoo.com Friday, 12/17/99 21:26:32 GMT DIMMERS: There are dimmers and there are dimmers. . . A control for an overhead fan will cost just a little more and should hold up. Before electric controls simple valves were used and many folks still use them. -- guru Friday, 12/17/99 21:32:59 GMT how about a sewing machine pedal? alex -- klownsrbad Friday, 12/17/99 22:25:41 GMT how about a sewing machine pedal? alex -- klownsrbad Friday, 12/17/99 22:28:07 GMT Hmmmm, dimmmers! I think that perhaps I have a fan controller, after all. I need to actually look at it again. The blower I have is old.(probably older than PawPaw if you can believe that!) The guy I got it from just found the original reostat that he will give me. I hope I can get it working...... Ralph -- ralphd at jps.net Friday, 12/17/99 22:40:57 GMT Dear Guru, I have been having dificulty with forge welding pieced of 3/8 (aprox)metal. What color should I get the metal to and how should I go about welding it. Thank you for your time and effort, Shaun Shaun Hagan -- shagan at sjcme.edu Friday, 12/17/99 23:01:59 GMT Shaun, Welding heat depends on the type of steel. The higher the carbon the lower the melting point and the lower the heat necessary to weld. Wrought iron and mild steel weld at a yellow/white heat. Tool steels considerably less, a bright orange. I do not like giving heat colors because they are highly dependant on the ambient light. First, if you are dealing with scrap or used steel then be sure it is not plated. Old chrome plating will make it impossible to weld. Rust doesn't help either. Heat the metal to a red and flux with borax, then heat to welding heat. At welding temp the surface will look liquid. If the flux boils or the there is a LOT of sparking you have overheated the steel and will need to start over. A few little sparks are just about right but perfect is just below that point. Bring the pieces together and forge them. Weld joint shape is critical. See the books for all the specifics. The important thing to remember is that the joint surfaces should be slightly convex (curved) so that the flux and dross squeeze out leaving clean metal in contact. Generaly you cannot have too much flux. However, it disolves the refractories in gas forges. There are a number of ways to apply the flux. Many use a small long handled spoon. Another way is to heat a bar with a pointed end bent with a little L shaped end, dip in the powdered borax and let it melt. Then transfer the flux to the parts in the fire. This avoids taking the steel out of the forge and having it lose heat. The best joint to practice is a simple faggot weld. Take your bar and bend about 3-4 inches back on itself. Then heat and weld into one mass. When forge welding you want to hit with quick light blows. Too heavy a blow will squeeze out all the weld material. -- guru Friday, 12/17/99 23:36:30 GMT Dimmers and Speed Controllers. If anyone is interested and the Guru has no objections i can draw up the circut for a couple of controllers that would do the trick, these devices will be rated around 15Amps at 240volts. For those who have neither the time nor the inclination to build a D.I.Y Controller i could assemble one and ship it to you... Most parts are easy to get hold of, the device is solid state and runs well, the only problem i have found is that the tourque decreases as you decrease the speed, there is another version i built some time back that solves this problem but its more expensive to construct. Regards Andrew Hooper -- andrew at best.net.nz Saturday, 12/18/99 00:46:59 GMT I am a beginner. I have tried my hand at a number of techniques and would like to attempt forge welding. I have read a few ecommunications concerning the subject, went to the local hardware store and the only Borax that I can find is Boraxo, 20 mule team soap. Although Borax is listed as the first and main ingrediant, I was reluctant to "forge" ahead until I doublecheck with you, da guru. I also found some flux (powdered) and paste flux with instructions concerning Oxy/Acetylene welding.... Can you help with some specifics? Randy -- rndyprks at aol.com Saturday, 12/18/99 00:55:25 GMT Randy, go to the grocery store and they should have 20 Mule team Borax. It will be in a soap box next to the bleach. Listed as a laundry "brightener". Boraxo is different and not suitable for flux. Most brazing flux is borax. -- guru Saturday, 12/18/99 02:09:43 GMT Ralph, Is Dawn keeping your insurance paid up? Remind her. Randy, Don't use Boraxo. The additives will make it harder to weld. Keep looking till you find the plain 20 Mule Team Borax. Jim Wilson -- pawpaw at netunlimited.net Saturday, 12/18/99 02:14:33 GMT Randy, lets try this, Borax Ignore all the scientific stuff on that unfinished page. Its the picture of the box thats important! -- guru Saturday, 12/18/99 02:38:10 GMT dimmers and stuff thank you I never thought of useing a dimmer from a fan. after all a blower is more or less a fan. forest thought the trees, I think. M parkinson matthew parkinson -- swordmatt at yahoo.com Saturday, 12/18/99 02:53:46 GMT BORAXAfter posting the 20 Mule Team Borax picture I realized that it probably looks different, or is sold differently in other parts of the world.All you folks from outside the U.S. I would like photos or scans of the labels of borax packages from your countries. THANKS! -- guru Saturday, 12/18/99 05:22:53 GMT PawPaw, Huh? Have I done something that needs my insurance? (OK I am sure I have, but what are you talking about? How was Asheville? I hope to get out that way one year to go to the Grandfather Mountain Games. When we do expect a know at the door, as the distance from there to your place is nothing compared to the trip to get to NC! Ralph -- ralphd at jps.net Saturday, 12/18/99 06:34:15 GMT I am looking for manufacturers who produce vacuum metal melting furnace to make alloy steel. Please let me know available companies including contact information. Thanks. S.Y. Chong -- uwin at shinbiro.com Saturday, 12/18/99 08:17:14 GMT Ralph, re: your insurance question above. See your comment aboute a blower that's "older than Paw Paw." Ashevill was good. Got a real nice 200+ pound anvil out at the forge. Just needs a lot of grinding! (grin) Jim Wilson -- pawpaw at netunlimited.net Saturday, 12/18/99 13:44:43 GMT I would like to make a forge. I have purchased a fire t but need plans to make the table and hood. I would like to use metal, not brick. Does anyone know where I can get plans? eel -- bcook at ee.net Sunday, 12/19/99 04:06:22 GMT FORGE: Eel, If you have the fire-pot and twyeer you are in good shape. One of the most convienent forges is a flat plate 24" x 32" (600 x 800mm) with 2" to 3" (50-150mm) angle iron edges. Set the firepot in the plate centered equal distant from one end and the sides. Put on legs at a height that is good for you. If you plan on doing heavy work it needs to be lower than if you are going to be doing light work. Hoods only work when you have a very good chiminey or large stack. A "side draft" forge chiminey works best. These are a big rectangular box with a relatively small inlet 10 x 10" (250 x 250mm). The box should be about a foot deep. Most have the back sloping inward to about half the depth at the top to form a smoke shelf. See the last page of our ABANA edition of the news and the AFC edition for pictures. I think the Blacksmith's Journal has a good set of plans for a similar forge. -- guru Sunday, 12/19/99 04:44:39 GMT Does anybody have any plans that they would like to e-mail me on making blacksmith puzzles ? ( the toys ) the only ones that I have come up with is the accidental how do you change the lightbulb in the wall sconce....... background on me: I am a full time blacksmith that can make anything i set my mind to Matt Swartout -- stupid at rightathome.com Sunday, 12/19/99 05:59:09 GMT Hello my name is Matt and I am 17 years old. I would like to know where can I go to school to learn blacksmithing and metal work? Matt Bishop -- pbbishop at erols.com Sunday, 12/19/99 23:48:06 GMT Matt, There are a number of ways. Check our FAQ Getting Started at the top of this page. There are a number of blacksmithing schools across the country but all they teach are the basics of blacksmithing. Along with that you need technical knowledge in other fields. If you are intrested in bladsmithing you need to study history, engineering and metalurgy. If you are intrested in it as an art form you need to study art, drawing and sculpture. If you are intrested in it as a general tool for other things our article will help that. Start there. -- guru Monday, 12/20/99 00:12:50 GMT Greetings oh sublime guru's and guretts I have a question on using CAD software for designing blacksmith type projects (especially architectural stuff). I would like something that would allow 3D views, rotations and so forth. Does anyone (guru or knowledgable readers) have any insight??? I have ton's of computing power and I did have a copy of 2D TURBO CAD a few years ago, but never even tried to use it. I got a bunch of ADOBE type stuff, but mostly just play with PHOTOSHOP. All suggestions gratefully received. and HAPPY NEW CENTURY from ORYGUN Tim -- leepil at bendnet.com Monday, 12/20/99 02:24:23 GMT Tim, Solid modeling is hard work. . I've done a little (and a LOT of CAD) The products from Macromedia are very good. The problem with 3D stuff is that the program that is best to make the model with is not the one to make the rendering with. In this area good software is still expensive. The way solid modeling works is you build shapes by a variety of methods. Long rectangles (like a bar) are easy but once you have use the wrong primitive (predefined shape) it is very difficult to make certain modifications and you have to start all over again. . . One of the better methods is to extrude a section through space. You can determine the frequency of the nodes so that future changes are more practicle than with many primitives. Working in "virtual" 3D space on a 2D surface is real strange to get used to. Nothing really works the way you expect it to. . THEN, if you want to do something like rotate a part around a specific point in space (like a door on a hinge) you will find that many 3D programs don't do that!. . . Look up Macromedia Macromodel, I think they still make a decent product. I know their old Win 3.1 demo product rendered better and 10x faster than DesignCAD 3D. It was priced in the middle market. Not cheap but not top dollar. In this area even AutoCAD is one of the low dollar programs. . . Ah. . that part about it being hard work. . . Its easier to FORGE a shape than it is to model it. You can probably forge two dozen tricky picketts in the time one could be modeled. . Of course THEN it can be reproduced effortlessly thousands of times. . You'll find that unless the job is in the high six figures area that 3D modeling won't be in the budget. -- guru Monday, 12/20/99 03:56:07 GMT A possible disagreement with the Guru's last paragraph on 12/20/99 03:56:07 GMT CAD ....computer aided drafting. when I make a piece it is drawn out , most of the time it has more than one piece of each forging . If I didn't take the time to draw it out and just went and forged a few dozen pieces ... what happens.... are they the same .... no.. maybe .... sometimes..lets hope.... If you have the means then you should use the means..... if i have an anvil I use the anvil if I have little giant I use it if I have a tool that helps me do the job in a more precise fashion (or have something better than a horizontal filing system) , then I use that tool I think the soap stone drawing on the table is the best way to go but cad offers a lot more if you are trying to sell any piece in this day.( if you someday want to reproduce that piece - or part of it - sometime in the future) a sketch --or a graphic that you can view from all sides. I prefer the sketch..... does the customer........ A 3d graphic has much more professionalism to even the 4 figure customer What do you think the response of the old time blacksmiths was when someone invented the power hammer .. Don't use the power hammer it will cost you a lot of money and you might not use it ever again. just a thought on modern tools and their usage Matt Swartout -- stupid at rightathome.com Monday, 12/20/99 05:51:34 GMT gurururu please tell us oh master..........Just noticed the "register" on the Pub entry pg. What's Anvilfire's privacy policy? Pete Fels -- ironyworks at netscape.net Monday, 12/20/99 06:09:33 GMT Guru; I need info on a Canedy Western Chief forge. It's rigged up with a handle that turns the blower through a clutch and flywheel. Regards Jack McMillan Jack McMillan -- airbiker at aol.com Monday, 12/20/99 06:18:19 GMT RUE....got this crackpot notion that if an air cyl was coupled to a Dupont toggle arm linkage instead a crankplate on an old mechanical hammer and the frequencies/feedback cycle timing were properly regulated, the benefits of both systems might be attained..It's easy to see the problems...are there solutions? Pete Fels -- ironyworks at netscape.net Monday, 12/20/99 06:49:50 GMT Pete, Privacy policy. . . hmmmm. . .haven't written one. However, we don't intend to sell your name to junk mailers. They already have it! CAD AGAIN: My comments on the CAD were that 3D modeling is VERY expensive and always will be. It is terribly labor intensive. I personaly prefer 2D CAD to regular drafting, but it took years for me to get faster at it than with paper and pencil. I made my living with that pencil and was very good with it. I am also more computer litterate than average. The learning curve was still huge. The most important efficiency in CAD is that you can reproduce the drawing over and over between changes. You can also reuse parts of drawings, AND there are some advantages in a digital world. However, 3D CAD is not just a little more difficult than 2D, its a LOT more difficult and requires a LOT more work. Back to my original comment about time and costs. If you want gorgeous 3D images of your proposed work it is still cheaper to hire an artist to do an oil painting. However, if you need 3D images to merge seemlessly into a virtual environment where there is megabucks to back it up then that is another thing. YES, 3D CAD is a tool. But it is still not a very efficient tool. YES, I can fake a beautiful wrought railing in 3D CAD. That faked drawing will not take the scrutiny of looking close. But if you want to build it with digital models of the same pieces you intend to forge it will be cheaper AND faster to make the REAL thing. 3D CAD looks cool on TV and in the movies and YES it is used in industry. But at GREAT EXPENSE. Industry uses it to check fits of assemblies and to make production dies, molds and parts directly from the 3D models. Using rapid prototyping, sample parts are made without dies or molds that would cost hundreds of thousands of dollars. Production processes are spead up and improved by 3D CAD. However, you are not producing a production product (I don't think). The kind of ironwork that may support 3D CAD is fabricated components. If I were selling a line of components that I sold tens of thousands of, then *I* could afford to provide my customers with a library of CAD drawings of the components. All they would have to do is pick and choose and copy. The only complex job would be the top rails where there were a lot of curves. I have a library of CD's of industrial drawings of this type. None are yet 3D. I expect the component people will produce theirs when there is the demand. For an example of a first class 3D CAD rendering check page 13 of the current NEWS (just posted). These images are of an object that exists only in the imagination. Look at the attention to detail that is required. Critical things like texture mapping, joints and even rivits were modeled. Its beautiful, but I think a half scale model could have been made in the same amount of time. . . Think about it. Price the software. But don't expect to turn out real work for a about a year. Well, its 4:15am. . . I've stayed up all night editing and posting a page of the news to go with this. . . Yep, 4-5 hours is normal per-page using preformated news pages. . Looks easy, like 3D-CAD. -- guru Monday, 12/20/99 09:18:18 GMT Guru and others, If you want to render an 3-D object just to see it from different angles, not making a true production-type CAD, a more "artistic" program like BRYCE often works fine. This said, I agree that 2-D CAD and a real world model often is better. Olle Andersson -- utgaardaolle at ebox.tninet.se Monday, 12/20/99 17:19:27 GMT where can a I find a supplier for woodstove shovel pans--preformed? Neil Kelly -- ndkelly at jps.net Monday, 12/20/99 18:14:31 GMT looking for any info on electronic spark erosion process denis Monday, 12/20/99 20:59:02 GMT I need some expert advise and I know this is the place, I'm fairly new to blacksmithing and while I was on the Maine coast (thats next to were I live) I came across an old 3/4" boltthe bolt was used in holding pier timbers together so it had been exposed to salt air for many years. I thought it would make a nice fireplace poker,while bring it up to forge heat I was trying to draw one end to make a taper and the metal was spliting apart like it was made out of wood. No matter what temperature I heated this up to it still was a nightmare to work with, the metal look like it was made up of strands of fibrous material. Does anyone know what causes this or is it just me being green? C Soave -- cesdaveyboy at yahoo.com Monday, 12/20/99 21:43:28 GMT SPLITTING METAL: Soave, That's wrought iron. The flux inclusions that are part of its structure corrode away over time leaving rusty strands of pure iron. Occasionsly you can clean old wrought, then flux the heck out of it and forge weld the bar back together. Most of the time not. . . Most old wrought found under water or in the ground is in this condition. I even had a fellow try to sell me a couple of old anvils that had split so bad the faces had cracked too! I asked him if he had found them in the river nearby and he asked, "How did you know?". . -- guru Monday, 12/20/99 22:14:02 GMT DENIS, Look up EDM, Electronic Discharge Machining -- guru Monday, 12/20/99 22:23:15 GMT SHOVEL PANS: Neil, Try Jere Kirkpatrick's Valley Forge & Welding - (707)459-2523 (8:00 AM to 5:00 PM PST) http://www.saber.net/~jere/ Tell him I sent you! -- guru Monday, 12/20/99 22:31:36 GMT Just wanted to say thanks for answering my questions,this site is greatly appreciated. C Soave -- cesdaveyboy at yahoo.com Monday, 12/20/99 23:02:23 GMT Corroded Wrought Iron: I've had this problem myself with old keel bolts and other salvage. Some of it is hopeless, but I discussed this with Peter Ross at the last BGOP Spring Fling. In his demonstration he demonstrated how the wrought acts like a bundle of rods, and when drawing out, you have to keep the rotations at 90 and 180 degrees. The moment the forging slips into a paralellogram, the rods/fibres start sliding and splitting. Pete said that we get sloppy because we work with mostly mild steel, which lacks this bundled structure and is more tolerant of misplaced blows and angles. He then proceeded to reproduce the split ends, and carefully consolidate it again. Of course, Pete's the head blacksmith at Williamsburg, so he did things a lot neater, faster and more accurately than I, but I was able to re-work one piece of old wrought iron to a successful conclusion. The more decrepid the stock, the greater the glory! (On the other hand, it's always wise to know when to cut your losses.) Cold drizzle on the banks of the lower Potomac. Visit your National Parks: www.nps.gov Go viking: www.wam.umd.edu/~eowyn/Longship/ (cASE sENSITIVE) Bruce Blackistone (Atli) -- asylum at us.HSAnet.net Tuesday, 12/21/99 03:05:23 GMT |
|