Naval jelly
Does anybody know how I can make my own naval jelly? I need a jelly to combine with the phosphoric acid but have no idea what I should use.
|
|
- philip in china
- Wednesday, 10/24/07 08:10:54 EDT
|
Naval Jelly: I was going to suggest using glycerin however, several MSDS for this product list different contents (from the SAME manufacturer)
OLD MSDS:
Water
Vinylidene-acrylic copolomer
Barium sulfate
2-Butoxyethanol
Organic acid (probably the phosphoric acid
Silica, Amorphous, fumed, crystalline free
NEW MSDS:
Phosphoric acid 30%
2-Propanol 5%
Polysaccharide 5%
Sulphuric Acid 1%
Another:
Water 65-70%
Phosphoric Acid 25-30%
Isopropyl Alcohol 1-3%
Polysaccharide
Surfactant
Silica, Amorphous, fumed, crystalline free
Sulfuric Acid .1-1%
Alginate is a polysaccharide produced from seaweed
Carrageenan is another thickener made from seaweed and is also known as Irish Moss. It is used to thicken ice creme and chocolate milk. It is listed as a polysaccharide but is different than Alginate.
A surfactant is like a soap or detergent.
Barium sulfate is a filler/thickener in this case (I think). Sulfuric Acid may have been used to help dissolve it.
2-Butoxyethanol is a solvent for the version with acrylic polymer in it. In this formula for Naval Jelly the final result is a thin top coat of acrylic paint which seals the surface and helps stop further corrosion. . .
I am not so sure I like the idea of a rust remover that contains a sealer. . . It MAY be why the last time I had to repeat the application that there was no change.
Note that MSDS do not always disclose all the ingredients of a product. However, they must disclose those that are biologically active or known hazards.
Since it is easy to get I would try Carrageenan or Irish Moss. It MAY be available from a local dairy. That is where I would get a small amount in the US, however it may not be used in China OR it may be used for other things. I would test a small amount with the phosphoric acid to be sure it doesn't kill the jelling action.
To make a marbling bath water is boiled and the carrageenan is dissolved (like making Jello). It thickens as it cools.
|
|
- guru
- Wednesday, 10/24/07 11:28:03 EDT
|
Roland, technically, I don't think you're referring to snipers. The ones you like are mainly those caught up in "auction fever", and that happens even at live auctions. All the snipers I've experienced know what they're doing and only make one bid at the last second. Those with sniping software bid in the last fraction of a second, and usually bid less than what it's worth. They're in it for the quick resale.
|
|
- Marc
- Wednesday, 10/24/07 15:50:13 EDT
|
There was at least one site that had a rule that if a bid was received in the last minute it extended the bidding period by an appreciable ammount.
In general I have found live and virtual auctions a waste of time that could be spent finding the same stuff at better deals.
Thomas
|
|
Thomas P
- Wednesday, 10/24/07 15:56:24 EDT
|
Ebay Sniping and Auction Fever: These can be one and the same. Common sniping is when one person is trying to sneak in just one bid over someone that has put in their "hopeful" bid OR the sellers reserve WITHOUT alerting the other bidder. But when more than one person is bidding at the end and you have one bidder with the ebay "Shop Victoriously" attitude or auction fever then the winner always pays a higher price than they planed. Often this is a LOT more. I've seen used things sell at auctions AND on ebay for more than the current NEW price. On antiques where you would like to see the market set a fair value, prices often get outrageous.
I've only had auction fever really BAD one time in my life. At that time I would have spent every penny I had no matter what the bid. And I DID spend the last penny in my pocket.
Since then I have spent a little more than I planned at a few auctions and on ebay but never more than about 10%. But THAT 10% or much more is what auctions are about. Sellers WANT people to get excited and pay more than they normally would.
The difference between ebay and a real auction is the auctioneer. A really good auctioneer can drive up the price with the excitement created by his chant and the biding. His helpers also add to the noise and excitement. The "fever pitch" of the chant and the bidding is a key element in the psychology of auction fever.
So ebay is different, and sniping at the end is part of the process whether people like it or not. And while ebay says "please don't snipe" the competitive theme of their "Shop Victoriously" ad campaign encourages winning at any cost.
|
|
- guru
- Wednesday, 10/24/07 15:56:28 EDT
|
Ken, no the 'drop on toe' comment was not directed at you !! sorry, it was pointed at the succesful bidder - When I lost I checked his history and 99% of his transactions were anvils & swages, won with 1 bid at the last second.
One of the anvils he won had some comments from you in the Q&A about shipping to the states.
Im just sour coz I lost, I was winning, with my max bid over 30% higher than my 'winning' bid at 1 sec from auction end.
Thing is, I knew it was a $2000/ + anvil your side of the pond when bidding on it, well, im off to learn french and going to ebay.fr, au revoir !
|
|
- John N
- Wednesday, 10/24/07 17:24:07 EDT
|
I play at knife making everynow and again, but not as good as this bloke (yet) - you americans will really enjoy this ebay auction;
ebay ref: 110183630650
a genuine W.SCAGEL - read the Q&A's $5 at a yard sale, now get your sniping software set!!!
|
|
- John N
- Wednesday, 10/24/07 17:28:59 EDT
|
SIZE DOES MATTER!!!! I replaced my 8" flue with a 12" flue and and to paraphrase someone on an earlier post, I might have to rename my forge, "Monica" ;-). Money well spent, thanks for beating me over the head with it till I saw the light Jock !!
|
|
Roland
- Wednesday, 10/24/07 22:18:43 EDT
|
I don't understand the price on the Scagel, but then, I'm not a knife slut.
|
|
Frank Turley
- Wednesday, 10/24/07 22:27:55 EDT
|
Can one of you fine gentlemen explain to me what a takeup bearing is used for?
|
|
Matt B
- Wednesday, 10/24/07 22:41:05 EDT
|
Matt, In what context? In most equipment it would have to do with an adjustment that removes (takes up) end play in a shaft. The other end of the shaft would have a combination radial and thrust bearing doing most of the work and the take up would be on the opposite end with the adjustment (take up) nut.
|
|
- guru
- Wednesday, 10/24/07 23:33:42 EDT
|
Frank, I wouldn't know a Scagel from a Buck but I HAVE heard the name and know his blades are quite collectible. You really gotta watch out when the other half is cleaning up to put stuff out for a yardsale!
A friend's wife was cleaning house one day and I noticed a brand new unused caulking gun (a good one) and a hacksaw in the trash along with a couple brass lamps and a bunch off other stuff that really WAS junk. I took home the lamp and rescued the tools for my friend. . .
|
|
- guru
- Wednesday, 10/24/07 23:39:04 EDT
|
Thanks for the help on the jelly. So it looks as if the phosphoric acid doesn't react with starch based products. So I think I might try mixing with wallpaper paste as a first attempt. Will let you know how it works out.
|
|
- philip in china
- Thursday, 10/25/07 00:22:04 EDT
|
I'm building a forge using insulating castable and 3/4" EZ burners. Does anyone have advice on casting the burner ports into the forge? Do I need to use the flared nozzle or can I cast the flare into the castable shell?
|
|
Mike S
- Thursday, 10/25/07 09:19:05 EDT
|
Forge Burner Nozzles: Mike, If you are casting then you can make your own burner forms. Note that the step created by the end of the pipe in a straight hole produces what is known as a "flame holder" and makes the forge easier to light and keep lit while heating up.
I have turned simple wood forms that have a stem that fits snuggly into a piece of the burner pipe to hold it them in place. create the fit. I wrap both the form and piece of pipe with paper then wax paper to create slip fit clearance and to help extract these parts.
Keep the end of your burner tubes well back in the refractory or they will burn up. It is also helpful to have either a deep hole OR a place for packing Kaowool around the burner to keep it gas tight.
|
|
- guru
- Thursday, 10/25/07 09:33:46 EDT
|
Guru,
When you turn the wooden forms, what taper or flare do you use? Or do you not use a flare?
|
|
Mike S
- Thursday, 10/25/07 09:57:56 EDT
|
Jock,
No particular context, actually. The reason I asked is that I was looking at bearings on the Surplus Center website and came across a bunch of takeup bearings. (E.g., http://www.surpluscenter.com/item.asp?UID=2007102509033657&item=1-206-18-T&catname=powerTrans) I assumed they had to do with taking up play in something, but from looking at them I wasn't entirely clear how they're supposed to be used.
|
|
Matt B
- Thursday, 10/25/07 10:07:40 EDT
|
Matt, Those are line shafting replacement bearings. They slide in a bracket and their position is adjusted by a screw in the hole at the side. Since they can only adjust height they are called "take UP".
|
|
- guru
- Thursday, 10/25/07 11:56:48 EDT
|
Flare taper Mike, I think one of the "experts" said 12° included (6° per side).
It is a pretty low taper. Because of the step in the pipe diameters many folks find that it works without taper.
Commercial burner blocks often have steep 45° tapers.
|
|
- guru
- Thursday, 10/25/07 12:01:28 EDT
|
Casting burner nozzles:
I changed my forge around a little, but when I first put it together, I had 1" burner tubes going into insulating castable. I just used a straight piece of 1" pipe, wrapped in wax paper, for the burner entry hole. When the castable started curing, I wiggled the pipe to make the inside hole the right size to get that 1:12 taper. The castable was stiff enough to keep that shape and then it just cured that way. I'm sure it wasn't all that accurate, but, as Jock said, the step is the most important part.
|
|
- Marc
- Thursday, 10/25/07 13:32:57 EDT
|
You can also hand form a nozzle shape in Kaowool when you coat with ITC-100. Shape the Kaowool before applying and while wet.
|
|
- guru
- Thursday, 10/25/07 14:07:27 EDT
|
Scagel knives are one of the most counterfeited knives around. I would question anything with his name on it.
|
|
quenchcrack
- Thursday, 10/25/07 16:23:08 EDT
|
Hey, if folks will counterfeit leg vices and anvils they will counterfeit ANYTHING.
|
|
- guru
- Thursday, 10/25/07 17:07:54 EDT
|
As my friend Frank states: "I am not a knife slut"
I sure am a knife whore. Scagel knives never did it for me though. Too much money for the one on ebaby.
|
|
- Sparky II
- Thursday, 10/25/07 18:51:08 EDT
|
Guru, I must respectfully disagree about what the Takeup bearings depicted on the surplus center site are. These are for mounting in a take up frame at the end of a conveyor. There is one on each side, and the threaded adjustment allows pulling the bearing on that side to take up slack and to track the belt. Used hundreds of em at the valve shop. Also I have never seen a line shaft bearing that looked like that. Most were babbit in the shafts i was around. Of course those were installed in 1905. The newer ones were mostly gone by the time I got there.
|
|
ptree
- Thursday, 10/25/07 19:50:07 EDT
|
I want to build a stair rail for existing stairs. so do I need an angle finder to lay it out ? I do small forgings but want to get into railings and don't have the math skills or much construction or blueprint experience. Any suggestions on Where/how I can get started quickly? Basics?!?!? Thanks ! James
|
|
james Quinn
- Thursday, 10/25/07 19:51:49 EDT
|
Ptree, I've got babbitted line shaft stands (about a dozen of them) that will take these as replacement bearings. They take a separate bearing block that that slides on bars in the stand. However, ball and rolled bearings were not used much on long shafts due to the problems replacing them. However, they DID use them on the ends of shafts and they DO make split ball bearing for the purpose.
But you are right about what they make them for today.
|
|
- guru
- Thursday, 10/25/07 19:59:36 EDT
|
Railings: James, Angles have little to do with stairs or construction. These things are most commonly measured in rise and run (vertical and horizontal distance).
Depending on the type of rail you are making you may need just a few or a LOT of dimensions. While stairs may LOOK even they often have a different rise and run on each step. This is VERY critical if you have pickets on each step.
Depending on the quality of construction and skills of the folks that built the building and stairs you can have out of squareness and unevenness issues of an inch or more. Use a level and check EVERYTHING. Pick a single reference point and measure everything from there. Don't assume ANYTHING is straight or square. You don't need detail drawings but you DO need a good sketch with all the necessary measurements.
The next thing you need to consider if the local building code and how it will be applied. Spacing of pickets is critical and requires some basic math skills.
There are books on the subject but if you cannot make a layout drawing then how do you think you will layout the rail? You can do these jobs without trigonometry but it sure helps to know how to use it. Good measurment, and knowing how to apply multiplication and division skills is also necessary.
|
|
- guru
- Thursday, 10/25/07 20:16:26 EDT
|
James, The above might sound a little harsh. Think about it. Go to any set of stairs and make a sketch and measure it. Then Think about how you would setup to make it.
I have a short rail to make. There are only two steps thus four levels and three spaces. Every step is about 1" different and right to left there is a 1" difference at the back but none at the front. . This is new construction. The tricky part is getting the bottom bar to LOOK parallel to steps that are uneven. To be parallel the bottom had to be 2" higher off the lower floor than the top. So the lower post was moved OUT so that the bar met at the same height as at the top and the work in between was uniform. It took a lot of fiddling with sketches and dimensions to work it out.
Almost every set of stairs I've worked with were this bad. It often takes days of study to understand just what is whacky and how. Then you come up with a solution and how it works.
|
|
- guru
- Thursday, 10/25/07 21:17:32 EDT
|
BURNER FLARE: The Ron Riel pages suggest a 12:1 taper, this works out to about 5 deg./side. I built a burner to play around with and see what works. I found that with just a 1" pipe extending about 1 1/8" past the end of a 3/4" pipe burner tube worked pretty well. The amount of extension determined the pressure range where burner worked well. With 5 deg./side flare made from 1" pipe extending about 1 1/8" I could get a stable flame from less than 1 psig pressure to over 50 psig. I used a .030 MIG tip with an actual hole size of .037". The tests were made with the burner in open air.
|
|
- Dave Boyer
- Thursday, 10/25/07 22:27:06 EDT
|
That is the problem with burner flares. Testing in open air has nothing to do with the operation in some forges. I've had burners that worked perfectly in a forge that could not work in open air and vise versa.
Sufficient mixing of the fuel and air is more critical for good performance in forges. Propane is a thick almost viscous gas that does not quickly disperse into air. Turbulence from the small injection orifice and the length of the tube make a difference. In commercial propane torches there is often a fine screen in the flow to break up the gas. In one of my favorite old torches there is a gear in the tube to create multiple jets as the gas and air goes through the gaps in the teeth.
|
|
- guru
- Thursday, 10/25/07 23:24:00 EDT
|
I have a chain which I use to lock up my motorcycle. It would be useful if I could add 1 long link to the end. The whole chain is extremely hard and I would want to try to get a similar level of uncutability in my link. You know the limitations I have here. Can you make any suggestions please?
|
|
- philip in china
- Friday, 10/26/07 00:52:31 EDT
|
Cast radiators
I have about 100 cast iron radiators from an old central heating system here. Other than weighing them in for scrap can anybody suggest a use for them? (I do not need a boat anchor).
|
|
- philip in china
- Friday, 10/26/07 00:54:07 EDT
|
Philip in China,
For your bike chain, I would use either stainless steel, for its abrasion resistance, or a medium-high carbon steel (around 70 points carbon) and harden/temper it to about a pale straw. Most cut-resistant chains are case hardened so they have a tough core, or are medium carbon hardened on the surface by fast induction hardening, I think. Too hard and they shatter, too soft and they can be cut.
For the radiators, I suggest you make a solar water heater. Other than that, they're pretty much scrap.
|
|
vicopper
- Friday, 10/26/07 01:29:15 EDT
|
I recently started a hobby of making knifes. I got hold of a couple of old truck springs that will be the material for my next project. Before I start grinding and filing away I would like to get some info on how toe temper the steel afterwards. I do not have a great knowledge of tempering so any bit of info would certainly help.
Thank you very much.
|
|
David Liebenberg
- Friday, 10/26/07 06:17:48 EDT
|
I was thinking of making a mild steel sconce with a copper reflector. I'm worried about the galvanic reaction between the two materials. If I use an insulating gasket between them, is it effective to use stainless steel rivets to join them? Would it be better to solder or braze them together directly? I’m considering a steel frame which would border the copper on all sides.
|
|
- Dave Leppo
- Friday, 10/26/07 06:44:20 EDT
|
Cut resistance: A method used a number of years ago by MasterLock was a hardened tube running freely on the hasp of a padlock. The added diameter and hardness made it more difficult to cut with bolt cutters but nearly impossible with a hacksaw. I've seen similar on other locking devices such as a cable covered with short pieces of tubing.
Here in the U.S. a locked bike is often an excuse to steal its parts. It is not unusual in cities to see a bike frame stripped of every part still attached to a post. Unless you loop the lock through the wheels they are very easy to steal. . . Folks that ride bikes to work in the inner cities bring the bike indoors to protect it in a secure environment.
|
|
- guru
- Friday, 10/26/07 08:19:40 EDT
|
Heat Treating: David Liebenberg, The first thing that applies is Junk Yard Steel Rules. The second thing is that "tempering" is one step in a multi step process of heat treating. See our Heat Treating FAQ.
Note that the method you are using is called "stock removal" as apposed to forging. Both methods are used to make knives and many forged knives have a lot of grinding done after forging. Also note that heat treating usually ruins the finish on a part and that you should plan for some material removal AFTER heat treating. The finish can be protected but the materials to do so can be expensive.
I highly recommend that you obtain ANY book on knife making and study it. Some are better than others but they all cover the basics pretty well.
|
|
- guru
- Friday, 10/26/07 08:31:01 EDT
|
Phillip,
If you get into backyard foundry work I'm sure you can find a use for the cast iron in those radiators. But other than that, I think Rich is right.
|
|
Matt B
- Friday, 10/26/07 09:46:13 EDT
|
Bimetallic Corrosion: Dave, This is always a problem but varies depending on the application.
Outdoors in anything except the most arid environments it can be a severe a problem.
Indoors in modern buildings (where the air is unhealthily dry), bimetalic corrosion is also not to severe.
But in almost all exterior or outdoor applications it is a problem.
Note that connections between steel and stainless also have a slight galvanic action. See our galvanic series chart.
Insulators that are non-porous help. However, if water or condensation bridges the gap then galvanic action still occurs. An electrically tight sealed connection such as soldering or brazing is better in most cases but presents the problem of cleaning scale, oxidation and flux from the joint area. This then needs to be sealed. Where you want to see the color of the metal a clear coat would be used.
Most craftsfolk that use mixed metals ignore the problem and often get away with it for some time. However, these are also the applications where a poor finish often holds up as well. I've used copper, brass, iron assemblies for indoor pieces without a problem. I would not consider it for exterior work.
A lot depends on the value and expected longevity of the work. As an artist I always thought of my work as my legacy and a bit of immortality. As long as your works existed then so did a part of you. So durability may or may not be important to you. Expensive works may be expected to last longer with less maintenance.
Ironwork will last for millenia IF properly maintained. But most barely survives in good condition for 100 years. Lots of modern work is severely rusting in a decade or less. You cannot assume that owners will do maintenance OR that they will think the expense should be their burden. So you do the best YOU can.
|
|
- guru
- Friday, 10/26/07 10:37:37 EDT
|
ON stair rails ,if you have room a full size drawing can save some sorrow. Recently relearned that lesson.
|
|
- Aaron
- Friday, 10/26/07 10:48:28 EDT
|
I've been digging thru all the power hammer & fly press info. Can one "draw" on a fly press? Is the "fine" control of the Fly P the big advantage over a Power Hammer? I like the idea of "silent" operation of the Fly P. However I've used a Big Blu prior and really enjoyed the ability of the power hammer.
Thanks
|
|
Chris
- Friday, 10/26/07 11:39:55 EDT
|
Aaron, I prefer good scale drawings then transfer to the surface of the weld table or weld platen with chalk. However, one of the recommended uses for CAD at the NOMMA conference a few years ago was to make full scale prints so that the fabricators could tape the drawing to their work table an just build from there. While a large scale plotter is expensive it is cheaper than serious mistakes OR trying to have an employee transfer a layout. This works especially well with complicated designs.
|
|
- guru
- Friday, 10/26/07 11:40:10 EDT
|
Drawing on a flypress would be tedious and rough on the shoulder. Cycle time is *MUCH* slower than on a PH.
Where the flypress excels is precision. I did 20 tennons on mine just setting up a stop block and 90deg rotating the stock and then used them as they came out.
They are good for punching, deep dishing, ornamental punching/marking, coining, putting fullers in, etc.
Tooling is easy to make for a flypress once you have a tool holder die
I'm dying to try mine out on billet welding as the dies will do the entire billet at once---I may think of making a die set with a very slight crown to get a billet to to weld up from the middle to the edges.
As has been said here many times the major tools are not substitutes for each other---the PH is not a FP is not a TH is not a HP is not a RM.
If I could only get *1* of these tools the powerhammer would be the most important for the work I do. For some folks the treadle hammer would be best.
Thomas
Thomas
|
|
Thomas P
- Friday, 10/26/07 11:57:14 EDT
|
Chris,
A Flypress, a Treadle Hammer and a Hydraulic Press all have their uses and none are the same as a power hammer.
The Flypress and Treadle hammer are the closest in use because they are manually powered and limited to the effort the operator can put into the machine. However, a flypress uses mounted machine guided tools that are slow to change compared to the hand held tooling used under a treadle hammer. Each has its advantages.
But remember that BIG difference between manually powered and machine (electric) powered.
You can draw with all these machines but the only one that is efficient for this process is the power hammer. A rolling mill comes the closest in drawing efficiency (for the small shop) AND has the advantage of being quiet. Its disadvantage is work limitations and lack of flexibility in use. Power hammers rule in this regard.
The most flexible machine in the forge shop is the power hammer. You can draw and use hand held tooling as well as fixed tooling. With practice you can achieve very precise control. If you are doing any quantity of work or are planning on making a living at blacksmithing this should be your first major purchases. After that either a flypress or a treadle hammer are handy. I want them ALL. . .
|
|
- guru
- Friday, 10/26/07 11:58:00 EDT
|
Hey again. I've got a question on bumping up. I'm trying to make a railroad spike axe per the directions over in the iForge How-to section. Do you heat the piece, then quench the ends and bump up, or do you just heat it and bump up that way?
|
|
Matt A
- Friday, 10/26/07 12:19:16 EDT
|
Galvanic series chart? I've been reading this site for a year, and I haven't even begun to plumb its full depths.
|
|
Matt B
- Friday, 10/26/07 12:20:19 EDT
|
I am making some baskets out of 1/8" X 1" aluminum bar stock. It is common aluminum bar stock, #6160 or a number close to that. When I cold bend it 90 degrees with a hand metal brake, I notice on the outer bend point some fractures, and some cracking on the thin edges at the bend point.
Do I need to heat it with a torch before bending, or what, to prevent the cracking?
Thanks, Ed
|
|
Ed
- Friday, 10/26/07 12:46:17 EDT
|
Aluminum Bending:
Ed,
Most aluminum alloys do not bend well. If you need to make a lot of bends you should try to get some 3000-series aluminum as these alloys bend much better than other aluminum alloys.
|
|
Steven Galonska
- Friday, 10/26/07 13:25:24 EDT
|
You want the end you are hammering (bumping up) to be quite hot!
Thomas
|
|
Thomas P
- Friday, 10/26/07 15:14:39 EDT
|
If your aluminum is cracking, you are trying to get too tight of a bend for the thickness of the material.
You need to increase the radius of the bend.
Most sheet metal brakes are designed for 20 gage or lighter sheet- 1/2 the thickness or less from what you are trying to bend.
You can make a radius nose piece for your brake, if it is a finger brake, and that would help. I have made radius noses for my brake up to 2" radius, made from 4" pipe, but even going up to a 1/4" radius, by making a nosepiece of 1/2" round bar, would probably solve your problem.
You can heat aluminum, and it will bend easier, but its very tricky to get the exact right heat between not hot enough, and cookie dough breaking too hot.
Plus the metal has to go somewhere- and unless you actually forge the corners, it still wont work well to bend what are essentially zero radius bends in 1/8" material, hot or cold.
|
|
- ries
- Friday, 10/26/07 18:03:38 EDT
|
French Anvils,
Just having a look at anvils on ebay france, its surprising how differnent most of the anvils are to the london pattern and variations of that we are used to,
This is a failrly typical example
160172261795
Looks kinda 'piggy' to me !
|
|
- John N
- Friday, 10/26/07 19:51:54 EDT
|
ED, As Ries said you are trying to make too tight a bend in your material. There are a couple of ways to address that problem. One is to increase the bend radius as he suggested. Before you make up a special nose have you set the clamping fingers back from the leaf pivot point? You can increase the bend radius the brake produces for a given thickness by setting that clamping point further from where the leaf starts to lift the material as it bends. Another way to address the problem is to anneal the material before bending making it suitable for a smaller radius bend. Most commercial 6061 bar is T6 or so- too stiff for tight bends. To use it for your purpose set your Oxy Acetylene torch to a very sooty flame and blacken the area where the bend will be. No set the torch for a reducing flame and carefully burn the soot off. When the Aluminum is clean and shiny it will be annealed and should cold bend fairly well. Another option is to use strips sheared from 5052 H32 instead of those 6061 bars. That material is intended for forming applications and strain hardens as it is formed. Good Luck.
|
|
- SGensh
- Friday, 10/26/07 20:01:07 EDT
|
French Anvils: John, As the French say Viva' la differance!
Yes, they are very strange to the eye used to the London and American pattern. However, it is only recently with the publication of Anvils in America that folks have learned to appreciate the early English anvils we call "Colonial" anvils here. Prior to Postman's book you could pick up these old anvils for pennies on the pound. Prices of $10 to $20 US were not unusual. In the 80's you could have bought truck loads of them in Pennsylvania. THAT would have been one heck of an investment since most of that ilk are going for $1000 or more.
I think the old French anvils could be nearly as good of an investment if you can wait twenty years. . . It would be a good retirement fund.
SEE. . and you guys didn't believe me when I wrote my travel article and said GET YOUR PASSPORT NOW!
C'est la vie!
|
|
- guru
- Friday, 10/26/07 21:56:29 EDT
|
I went and looked at anvils on eBay France a couple days ago, too. To me, most of 'em looked like enormous stake anvils. That's not a criticism; I'd be happy to have an enormous stake anvil!
|
|
Matt B
- Friday, 10/26/07 22:44:35 EDT
|
That French anvil looks to be cast steel. Wonder how old it is?
While it looks to be massive, I have to wonder how it being up on legs detracts from its 'mass' effect.
John N: How did you come up with the listing. I did an eBay search on anvil in France but didn't come up with it.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Saturday, 10/27/07 05:00:50 EDT
|
Ken, Check our international glossary for the words in French.
|
|
- guru
- Saturday, 10/27/07 07:01:15 EDT
|
Ken,
If the anvil has mass, that mass doesn't go away just because it is on "legs". Think of a regular anvil on a stand with legs; it works the same if the legs are part of the anvil, rather than a separate stand.
An anvil that is lacking adequate mass will never be efficient unless you add mass to it somehow. An anvil that has sufficient mass will work well even if it is perched on a piece of foam rubber.
|
|
vicopper
- Saturday, 10/27/07 08:31:06 EDT
|
Yep, When you analyze anvil mass for a hand hammer or a power hammer you treat the mass as if its floating in space.
If the anvil = hammer and you strike the anvil the hammer will stop and the anvil will float off in space at the same velocity as the hammer WAS traveling. With hot work between the two there would be some reduction in efficiency of transfer of energy but the anvil would still rapidly move off into space.
If the anvil is 4x the hammer then it will only move off into space at 1/4 the velocity. At 50:1 it only moves at 1/50th the velocity (very slow). Stopping this motion is the force absorbed by the stand or Earth. Since the big multiplier in force equations is velocity squared (c²) the force is not very great.
50:1 is like a 2 pound hammer and a 100 pound anvil. We often use 3 pound hammers on 200 anvils which is 66:1 and 100:1 is common in shop anvils.
When these French style legged anvils were used for heavy work the top of the stand was carved so that it fits inside the legs. The angle of the legs created a wedging effect so that the anvil was tight on the stand. This was more common in the ones with splayed legs made like heavy angle but works in both cases.
|
|
- guru
- Saturday, 10/27/07 11:52:17 EDT
|
I was wondering about the best way to carve a firebrick without breaking it. I have those spaceship style firebricks that are hard and dont decay with flux. I wanted to use them as lids for crucibles, and I would like it to sit down on the crucible , so I will need to hollow it out. Whats the best way to do this.
Thank you
|
|
- crucible lids
- Saturday, 10/27/07 13:10:01 EDT
|
Does anyone have any info on an anvil that I have. On 1 side is (45 KGS England) and the other side (100 LBS) and it is painted blue. I have been trying to research it on the web to find its value. It was given to me about 15 years ago and I had a machinist friend of mine mill the surface. I cannot find any other markings on it. Thank You in advance for your help. Paul
|
|
Paul
- Saturday, 10/27/07 15:23:25 EDT
|
Refractory Bricks: I am not sure what type refractory brick you have. Normal hard refractory brick is made of alumina and other compounds. Alumina is primarily aluminum oxide which the same thing as the grit on some sand paper and the stuff sapphire is made of. To cut it requires diamond edged tools.
If it is a light weight porous brick then it can be carved with regular tools. However, due to the hardness the tools will dull rapidly. So do not use good tools. Use cheap throw aways. Some folks use a common table spoon. The light weight material may also be cut with abrasive cutters such as used in rotary zip tools for tile.
You can purchase lids for crucibles separately from the crucibles. If you need an air tight or nearly air tight seal then the lid should be sealed with a refractory clay mix. DO NOT completely seal the crucible as it may explode from the contents.
|
|
- guru
- Saturday, 10/27/07 15:32:57 EDT
|
Paul,
That sounds, from the brief description, like it may be one of the Record brand cast iron anvils that have been produced in abundance in England. If I am correct in that assumption, then it has little value as a working anvil as it will quickly be destroyed by forging on it.
If, however, the marking on it are incised or stamped in, rather than being raised, it may be a decent anvil that was painted an unfortunate color by a later owner. About the only way we could tell you anything even halfway definitive is by seeing complete pictures of it from all six sides.
|
|
vicopper
- Saturday, 10/27/07 16:45:02 EDT
|
The cast anvils by Vaughan / Brooks are also painted blue and are supposedly a good cast steel anvil.
See http://www.anvils.co.uk/
|
|
- guru
- Saturday, 10/27/07 17:18:18 EDT
|
I have a question about an anvil I have. I have had it for many years it was passed down to me by a relative. I am new to blacksmithing but have worked with metal on the farm for years. The anvil is marked "COLONIA 98" It is about one hundred pounds and has a seam along the top face indicating it probably is cast with a steel face attached. Should I reface this anvil and use it or should it be set aside for collector value.
Thanks
|
|
Mike A
- Saturday, 10/27/07 18:20:30 EDT
|
Mike A: Anvils in America, by Richard Postman, and available in the Anvilfire STORE, mentions only one brand name of COLONIAL. It was made for the Schwabacher Hardware Company by the American Wrought Anvil Company, Brooklyn, NY, probably about 1906-1912. On the one shown on page 253, COLONIAL is above AMERICAN which is written in accessending/descending order, such as the TRENTON flattened diamond logo. If an AMWC COLONIAL should have four handing holes and possibly a serial number on the front foot. AMWC did put the weight on the side with the logo, much like Hay-Budden.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Saturday, 10/27/07 18:57:26 EDT
|
Mike, What do you mean by "reface"? If the anvil is a good one as Ken suggests it has a hardened tool steel face. Repairs are ill advised in most cases (unless the anvil is completely unusable). Dust it off with a belt sander and use it.
|
|
- guru
- Saturday, 10/27/07 19:40:26 EDT
|
I've used my bandsaw to cut slices of lightweight firebrick to lay in the floor of my micro forge. Had no problem with the cuts and the blade of the saw get replaced regularly anyway. I even toyed with the idea of using ITC-100 to "glue" the slices together to get those odd shapes.
|
|
- Nippulini
- Sunday, 10/28/07 08:58:57 EST
|
Via separate e-mail Mike A. reported his COLONIA anvil only has three handling holes and no serial number. Probably 99% it is an anvil made in the U.S. Without see pictures I'm now at a loss of what it could be.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Sunday, 10/28/07 09:21:46 EST
|
Ken, I used a free web translator for anvil to give me
" enclume ",
Then I went to ebay.fr (rather than searching it from UK ebay)- it threw up alot of results that way.
Hope this helps some!
|
|
- John N
- Sunday, 10/28/07 15:35:01 EST
|
I am going to make a bloomery furnace, but I am Not sure how to go about building the furnace stack itself. I had the idea of getting a large steel barrel and line it with 2 or 3 inches of fire clay. Has anyone tried it? And if you think it would work what kind of fire clay should I use? Thanks!
|
|
- Kelvin W.
- Sunday, 10/28/07 15:45:29 EST
|
Furnaces: Kelvin, Fireclay is JUST clay. It is also a refractory clay. There are no binders in it and getting it to a firing temperature to vitrify it would be very difficult. What you want is castable refractory for the majority of your parts. Note that this is HEAVY stuff and you will need a sturdy shell to handle it if the parts are to be portable. So you need to consider if this is a permanent or portable construction.
In typical furnace construction hard durable refractory brick is used for the inner shell. This is then supported by cheaper less refractory bricks and then there is a layer of insulating bricks followed by a common brick shell to hold it all together.
In small furnace construction it is all refractory brick and some insulation.
IF you want to keep the thing relatively light weight which makes it portable AND allows break down then you want to use light weight insulation with a hard face or inner shell. Refractory cement can be used to built up a tube about 1" thick on a form then follow with light refractory blanket. Then the whole encased in a steel shell. OR you can build from the outside IN much like building a forge. Be sure to have good sturdy end "flanges" to support the inner shell.
Before starting this project you need to talk to others that have done it. Lee Lauder and Skip Williams of the Rockbridge bloomery have made a LOT of advances in this area. One thing they found was that the furnace did not need to be as tall as when they started. This reduces you expense considerably.
The furnaces used at the Larry Harley's blademsith hammer-in for making steel by the Japanese method was only about 5 or 6 feet tall and 4 foot of that was a lightweight refractory chimney liner. This was a little marginal and had to be patched during operation but it was relatively inexpensive and as quick and dirty as they come for construction. IF they had time to coat it with a layer of refractory cement and a full layer of Kaowool it would have held up very well.
|
|
- guru
- Sunday, 10/28/07 18:59:10 EST
|
proper flint steel
|
|
bill ackerman
- Sunday, 10/28/07 19:48:13 EST
|
We are rebuilding a forge at our local Pioneer Village and need help with a dual chamber bellows. Is there any information on length and width for the bellows to put out enough air without pumping like mad. I have seen many pictures but they are vague in the dimensions and I would like to hear from you with any help you can offer. Thank you ,Craig
|
|
Craig
- Sunday, 10/28/07 21:19:29 EST
|
Bellows Size: Craig, It is not JUST the length and width, it is also the depth and the proper linkage to produce a long smooth stroke to use that depth to advantage.
See The Ultimate Portable Forge and My Great Bellows.
I used these bellows working alone for many years and was very happy with them. Since then I have use other larger and smaller bellows and HATED them. Particularly those that have been shorted on leather. These are usually releathered based on long unused shrunk leather that may be 30 to 50% less than what is needed. This results in needing lots of short quick strokes to operate rather than long smooth relaxing strokes.
The dimensions are approximately 33" wide by 45" long to the hinge. At the back they opened about 22" at both the top and bottom for a total of 44". The wood was all 1" nominal (3/4" actual) pine shelving. All the long joints were tongue and grooved. Both the top and bottom had one middle support board. So you have a total of five boards. The weight of the 3/4" lumber was just right to create the right air pressure. Occasionally if I had a clogged fire I would add a hammer to the top for weight but for most use the pressure was just right. If you use heavier lumber you will need a counterbalance system OR a valve. On a bellows system a valve is very wasteful because there are always leaks. You had to pump that leaking air. . .
The discharge was a 1.5" schedule 40 pipe over which 2" auto exhaust pipe fit perfectly.
I used decorative metal hinges. If I were to make a new set today I would use heavy door hinges under a leather covering. The covering was sold as "buck skin" but was a roughened split cowhide. Soft upholstery leather will do the job.
I used double the intake valve area as the middle valve. This is because the intake is a low pressure differential and you want no resistance when the bottom of the bellows drops. The valves were in a separate board attached with screws. This allowed their removal for maintenance (which was not needed for 23 years).
The size was taken from Alex Bealer who said a shop bellows was about 6 to 7 feet for large forges to 3 feet for general shop. I took this to mean the width based on many illustrations. See pages 57-58 of "The Art of Blacksmithing". He also said that they should be leathered to open greater than or equal to the width. I have found that greater than (about 2/3 the width) for each chamber is best.
With almost any bellows you will be pumping constantly. However, if you make them larger you pull less often but much harder, if smaller you pull much shorter and with less effort but much more often. On my bellows once the fire was hot you just pulled at a slow leisurely pace. A fast pace to start and build a large fire was about one stroke every two seconds.
|
|
- guru
- Sunday, 10/28/07 22:48:04 EST
|
Bill, was that a question? Steel for flint must be high carbon, low alloy and hardened. The carbon allows the steel to harden so that it results in high force when struck against flint AND the carbon also makes the steel burn at a lower temperature. An edge on the steel helps. Those made of square stock work best is the striking edge is turned on the diagonal to make a narrower striking surface so that it is easier to curl off flaming steel chips.
|
|
- guru
- Sunday, 10/28/07 22:53:07 EST
|
Craig: Also see if your local library can get you a loaner copy of The Blacksmith: Ironworker & Farrer by Aldren A. Watson. Was originally titled The Village Blacksmith. It has a nice chapter on the construction of a bellows. Other information in the book may be of use to you also as it follows a year in the life of a mid-1800s New England village blacksmith.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Monday, 10/29/07 04:10:49 EST
|
Thank you for the info. Could you point me to an article or post that would help me learn how to harden the steel after it's bent to fit my hand, so that I get the best sparks? I don't have access to a forge or the like, but I can adapt something. Thanks for any help. Bill A.
|
|
bill ackerman
- Monday, 10/29/07 08:23:20 EST
|
More about Bellows Setup: The most convenient height for the bellows pull is a high as you can comfortably reach without stretching. The stroke should be from there to just at shoulder height. Any lower and it is not one smooth pulling motion. The ratio of the levers should be such that this pull length of about 24" fully operates the bellows.
The lever can also be down low but should never be this way in a permanent setup. Low handles are only suitable for portable forges. In a permanent shop they are a hazard.
Many shops use a rope pull but a lever pull is much more comfortable. The pull should be convenient to the forge but also allow a helper to operate it and not get in the way of the smith. This is a position about five to five and a half feet from the center of the forge. At this distance the smith can still operate the bellows and adjust a piece in the fire with tongs. BUT, there is also room for an assistant. If the pull is too close to the fire the smith can not stand back from the heat either.
I've operated bellows that were too close to the forge that also had too short a pull. These were miserable things to use. One such setup was at a local historic site that had built a new blacksmith shop. They had paid another very famous historic site to releather their bellows. It was returned shorted leather by 30% and when it was installed the middle valve was flipped over so that it was like using a leaky single action bellows that was much too small. The pull was also about 18" from the working side of a huge stone forge so the assistant was always in the way. I damaged my elbow assisting at this forge for one afternoon (due to the short stroke).
The combination of height, stroke and position is the ergonomics of the bellows that is quite critical. It requires some thought and planing. However, it is simple to do. Just go to the forge and walk through the motions, the pull and the maximum working position.
|
|
- guru
- Monday, 10/29/07 09:16:21 EST
|
Flint and Steel: Bill, see our iForge page demo #51 Dragon Striker.
|
|
- guru
- Monday, 10/29/07 09:19:55 EST
|
I've been a bloomery thrall for over ten years now. Our short stack scadanavian bloomerys are made in the following fashion:
Dig a rounded bowl into the ground about the width of a 5gal plastic bucket and 6-12" deep. Set the bucket on top of this and start building the sides of the furnace with cob.
Our receipe is: 3 shovelsful of silty sandy dirt, 2 "head sized" bundles of chopped straw and 1 shovelful of dried clay---the stuff you buy at the feed store works great and is cheaper than prettymuch any other source.
You want to add as little water as you can making it very hard to mix by hand and you end up with what looks like muddy straw. pack this around the bucket to get about an 8" thick wall at the base tapering slightly as you go up to the top of the furnace. (Note leave a space for your tuyere, a soupcan with both ends cut out will work depending on the size of your tuyere pipe that will be clayed into this hole)
As you get close to the top of the bucket. Remove the bucket and smooth down the inside of the furnace wall, apply a bit more wet clay can help. Then replace the bucket at the top of what you have built and repeat till you get to 4-5' high, smooth nad sign the top...
If the walls are sagging too much you used too much water and will need to let a course dry/harden a bit before doing another.
When done let the furnace dry for a day or so and then light a scrap wood fire in it to slowly dry it even more---overnight works well. The drier the furnace the hotter the run you get from it.
In use there may be the odd stray that goes from inside to outside making a small "smoker", clap a handfull of clay on it and continue.
We have not had one of these furnaces crack or need repair in use, unlike our earlier mainly clay furnaces.
OTOH for a more modern take on the bloomery furnace; THE MASTERY AND USES OF FIRE IN ANTIQUITY (ISBN: 9780773530744)
REHDER, J.E. has an appendix with a "fool proof" bloomery plans in it to be made using stacked classroom metal trashcans filled with a commercial refractory mix.
Thomas
|
|
Thomas P
- Monday, 10/29/07 10:32:23 EST
|
My double lunged bellows could be pumped with my pinkie due to proper lever length and fulcrum placement. As the good Guru mentiond a correcly set up bellows has a slow steady 'meditative' pumping.
Making sure there are no air leaks and tuning the tuyere size to be correct so that the bellows has some cache capacity allowing you to pump up the top tank and then switch tongs, put a tool in the hardy hole, take a drink, etc while it's still pushing out air can make the bellows very nice indeed.
I started about 26 years ago with an electric blower; then found a nice hand crank blower that I liked better than the electric blower and then built my bellows and found that once it was set up and tuned correctly I preferred it over the hand crank blower, (except for road trips!).
Thomas
|
|
Thomas P
- Monday, 10/29/07 11:04:37 EST
|
I also prefer the bellows to a hand crank. For some reason my elbows do not like cranking a handle at that height. Many blowers I have used were also noisy due to gear wear.
I bellows is also VERY good for getting just that right heat for a forge weld or other picky processes. The feel of a good bellows is very natural, just like using your lungs.
|
|
- guru
- Monday, 10/29/07 13:19:55 EST
|
Any suggestions on where to buy a manual metal shear or if an electric one is really worth it. I want to cut sheet metal to make bowls, petal for flowers and cut leaves.
I remember when I was a kid my dad a a pair of scissor to cut metal but not sure if that still exist and how efficient that would be to cut sheet metal and how thick
Thanks in advance
Dan
|
|
Dan
- Monday, 10/29/07 14:16:47 EST
|
i have tried to send you a few pictures of my forge area so that it might make my question a little easier to answer.how ever my question is what is the best way to start a fire and it going so that the coals remain hot enogh to work with. please email me back i look forward to reading your response
|
|
jon
- Monday, 10/29/07 14:18:23 EST
|
Metal Shears:
Dan there are all kinds of metal shears from plain scissor type (above left) and compound leverage type to throatless bench mount types. The Beverly throatless shear (above center)is one of the best for odd shaped sheet metal work. Depending on which one you get they are good up to 3/16" plate. The little #2 is the most common and works really well on 16ga. It is rated for more but all these type tools are really stressed at full capacity and I prefer to use them at about 80% capacity or less.
Beverly shears sell for $600 to $1300 new depending on size and source. Good used ones are tough to find. Cheap knock offs from China are readily available but I do not recommend them for hard use. Centaur Forge sells the original Beverly Shears.
|
|
- guru
- Monday, 10/29/07 14:35:32 EST
|
can a bellows be scaled down for a smaller forge such as a rivit foge or the like. I have a forge with about a 12"X12" firepot
Andrew B.
|
|
- andrew b
- Monday, 10/29/07 15:20:32 EST
|
Hey Guru
Thank you very mcuh for the info. I guess I just spend just over 800 dollars for a # 2.
That was the info I was looking for
Dan
|
|
Dan
- Monday, 10/29/07 16:45:50 EST
|
Dan, you will be very happy with the Beverly Shear. They are SO much easier to use than anything else. The Armour folks swear by them. Mine in the photo above was an old thing with completely worn out blades. New blades and a little paint and it was like new.
Bellows Sizes: Yes, bellows were made in a vast array of sizes. Huge water powered bellows eight feet across were made for smelters and foundries up to the mid 1800's. Jewelers used little "moulders" or fireplace size bellows for creating enough heat in a micro forge to melt small amounts of gold, silver and brass.
Besides the standard European Great Bellows there was also an Italian style with rectangular expanding top that rose vertically with a hinged rectangular bottom. The trick to corners is the accordion fold of the leather. There were also foot powered rubberized canvas bellows.
THEN you have the Asian box bellows which uses a wood piston in a box that are round, square or rectangular. AND there is the water tank bellows that I sketched here a couple weeks ago and have not yet posted the archive. . .
There are many ways to make bellows and many sizes. A rivet forge would use a European style bellows about 30" long by 16 to 18" wide.
|
|
- guru
- Monday, 10/29/07 16:52:11 EST
|
I'm looking for some good ideas on making power hammer/hardy dies to make steel grapes, preferably more than one at a time. Any help would be greatly appreciated. Thanks
|
|
- osornery
- Monday, 10/29/07 18:39:50 EST
|
SPRING CLAPPER DIE:
The above article was written years ago. Since then Grant Sarver has been making dozens of different dies for this and other similar. They can be purchased from Blacksmiths Depot and Blacksmiths Supply.
To make more than one part at a time by forging you need a BIG hammer, allow for flash and then have a trimming die. Under a relatively fast hammer a die set as shown above can make a ball end or grape in seconds. Keep a stack of bar (billets) in a gas forge and you will be able to make these as fast as you can move.
The other way to make more than one is to forge a group of grapes that are not completely separated. Put these groups together with some individual grapes and the results could be very like like.
|
|
- guru
- Monday, 10/29/07 22:31:52 EST
|
htank you very much Guru. that makes sence now. i'm working right now on making a small portable blacksmith shoppe. i'm making a small rivit style forge maybe...20" diameter. do you think a 30" by 16" bellows would be enough for that. or shouldi go bigger.
as for the forge itself. i was thinking of just finding a fairly larde concave shaped piece and cutting a hole and putting grating on it. no firepot. or anything lie kthat. would that be able to get up to a weldingheat. or would i need a firepot to make the propar dome shaped fire needed for welding.
Andrew B.
|
|
- andrew B.
- Monday, 10/29/07 18:57:15 EST
|
Andrew, Any blown fire with good fuel (charcoal, coke, high grade coal) will reach well over welding heat. Even very small fires like in the bowl of a smoking pipe can get this hot. The question IS how big a piece of steel can you heat to that temperature with the given amount of fuel. You can probably weld a paper clip sized piece of wire in a cubic inch charcoal fire. In the forge you describe you SHOULD be able to forge weld 3/8" (10mm) and 1/2" (13mm) square.
The role of the fire pot is to make a depression in the fuel bed where the fire is deeper and the air blast is concentrated thus making a concentrated heat. This means it is much easier to achieve and control a welding heat. In a side or bottom blast forge the flatter it is the larger it needs to be to get a sufficient pile of fuel. So the size of a flat bottomed forge limits the size of the fire with a concentrated heat. The more concave it is (to a point) the more controlled the fire and the less fuel it requires to get a given heat.
Every thing is balance and scale. Small forge, small anvil, small hammers, small work. There is LOTS that can be done in the way of small work. However, do not frustrate yourself trying to do too large of work in a small forge.
|
|
- guru
- Monday, 10/29/07 22:12:47 EST
|
Greetings,
I have a question about hardening steel. Is it possible to add carbon to iron or mild steel, without melting the metal down, or re-working the metal. If so what is the best way to go about this.
Thanks,
Winston Tatum
|
|
Winston Tatum
- Monday, 10/29/07 19:24:34 EST
|
Winston, For practical purposes no. Under certain circumstances steel will absorb carbon (see case hardening) but only on the surface. In making blister steel a case hardening process is used but the results look like burned steel and the carbon is not uniform. The blistered ingots must be processed by forge welding, cutting and forge welding over and over to make more uniform OR melted in a sealed crucible to make crucible steel.
Good steel is too easy to come by today to be making your own unless you are deep into reproducing historical methods.
|
|
- guru
- Monday, 10/29/07 22:01:44 EST
|
More Berry Bunches: I once saw a fellow demonstrate making grapes by a unique method. He took a flat bar of steel and punched hemispheres in it with a punch and concave die. He then took the bar and made a spiral out of it. The swelled lumps resulted in looking like a bunch of grapes. There are many variations on this. The last grape could be fully three dimensional on the end of the bar.
|
|
- guru
- Monday, 10/29/07 22:41:55 EST
|
Craig (RE: bellows). There is a large bellows currently listed on eBay (190167220066). Pick up only. Located in IL.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Tuesday, 10/30/07 06:37:03 EST
|
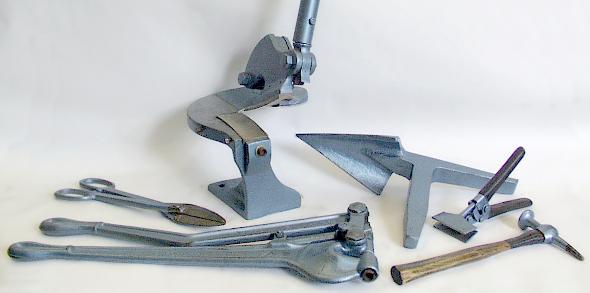
Hey Guru, just a quick question; what would the exact designation of that hammer in the lower right be? I have one laying around in pretty poor condition, so I wasn't exactly sure what it's for...
|
|
Kajiya-In-Training
- Tuesday, 10/30/07 02:44:21 EST
|
Tools in the photo. I should have identified them all. From front left to right.
W.A. Whitney hand punch 3 ton.
Hand Shears
Beverly 2B throatless shear
Beakhorn Stake
Crimping pliers for 20ga sheet metal
Pecking body hammer.
Note that there is more than ONE Whitney punch company in Rockford, ILL. Roper Whitney and WA Whitney. Both are still in business. WA Whitney punches and parts are sold by McMaster-Carr.
I picked up some of these tools (the punch, stake and Beverly Shear) used at sales and the others I've had around. Doesn't a few minutes with some Scotchbrite and paint make a big difference! I had an apprentice interested in Armour work so I started a collection of sheet metal tools. Besides these I also found several other stakes, a larger punch and steel balls up to 6" diameter. You cannot have enough balls and stakes in the armour business.
|
|
- guru
- Tuesday, 10/30/07 09:57:08 EST
|
out of the books you have posted which would you recomend starting out on first
|
|
- jon
- Tuesday, 10/30/07 09:39:45 EST
|
Which book comes down to which smith. I like "The Complete Modern Blacksmith"; but then I'm a scrounger and I like his scrounge and make stuff style. Other people prefer other books.
Could you tell us something about your age, skills and goals to allow us to guess what would work best for you?
Thomas
|
|
Thomas P
- Tuesday, 10/30/07 09:43:58 EST
|
ONE book!!! That is like saying what ONE tool do I need. . . Well the ONE tool you need is your brain and to educate it. The more books the better.
The Art of Blacksmithing is a historical reference not a how-to (still good).
The Edge of the Anvil is a good how-to startup book.
Decorative and Sculptural Ironwork is a mind expanding inspirational book.
The Artist Blacksmith is a good how-to with depth.
Werk und Werkzeug des Kunstschmieds is the best illustrated and covers European methods.
Then there are the basic general metalworking books. These techniques are also important to the smith and generally not covered in blacksmithing books.
Metalwork Technology and Practice. A text book used in trade schools for 75 years, constantly updated. Covers basic machines and processes like layout.
Metal Techniques for Craftsmen is another text book and is used in art schools and for training jewelers. It covers a vast array of techniques.
As you can see, they all have a different focus. However, IF you can learn from a book any of the blacksmithing books will do.
|
|
- guru
- Tuesday, 10/30/07 10:15:52 EST
|
jon: For an absolute beginner blacksmith the book I would recommend is The Backyard Blacksmith: Traditional Techniques for Modern Smiths by Lorelei Simms. Available on eBay, Internet book sellers and through bookstores. Your local library may be able to get you a loaner copy.
|
|
Ken Scharabok (Poor Boy Blacksmith Tools)
- Tuesday, 10/30/07 11:00:00 EST
|
More about the tools in the photo and other sheet metal tools.
The Beverly Shear is the original and was the only throatless shear of its type until the Chinese copies came out. The originals have expansive cast steel frames and high alloy blades suitable for cutting stainless. The company is still in business and parts are available. These are the reasons they are more expensive. Please buy this exceptional American made tool.
The pecking hammer is one of many types of repousse', sheet metal, silversmith and armourer's hammer made over the years. While made for different trades they are all interchangeable among the trades. They have been made in infinite variety and weights but the range is much less than it was a half century ago. Today many craftsfolks find they need to make their own or find smiths that make custom hammers. See Repoussetools.com for some examples.
The same can be said of stakes. These were once available in infinite variety. Today most of the Pexto line is still available and Peddinghaus Tools makes a full line. Our advertisers carry some of these and Shor International carries a full line of what is available today.
Because many of these tools are no longer available we find ourselves being collectors of old tools to USE or makers of our own tools. "Making our own and for others" was once the blacksmith way.
|
|
- guru
- Tuesday, 10/30/07 13:35:44 EST
|
My wife and I are considering purchasing a building that had housed an American coppersmith operation in the early 19th century. While it has since been converted into a part-time residence in the last century, it is mostly intact and I am wondering if there might be residual health hazards to living there full time. Any professional/historical insight would be greatly appreciated!
|
|
Dwight
- Tuesday, 10/30/07 14:07:57 EST
|
Not knowing what type of coppersmithing went on there I would want to check for Cadmium and Lead from possible soldering and the usual suspects for commonly used solvents often poured on the ground after use back then.
Thomas
|
|
Thomas P
- Tuesday, 10/30/07 16:14:44 EST
|
As Thomas has warned there may be lead and other toxins on site. However, YOUR physical health is the least of these worries unless you do a lot of digging or raise vegatables in contaminated dirt. Its your financial health you should worry about. Minor traces of lead or other heavy metals can get you in trouble with the EPA and no matter how minor the problem can mean big bucks to clean up.
The rules on this are the CURRENT owner is responsible. You buy it, you get caught, its YOUR problem. If previous owners missed the bullet then they may have been lucky OR there is really no problem. If you purchase any old industrial property the owner needs to give it a clean bill of health and take responsibility via contract. Talk to a lawyer about this before buying.
|
|
- guru
- Tuesday, 10/30/07 16:46:08 EST
|
Forgot to mention that almost any industial site might have asbestos lurking around as it was a common material and saved many lives!
Thomas
|
|
Thomas P
- Tuesday, 10/30/07 17:44:08 EST
|
I have some experience as a Welder and a Machinist and have been doing some blacksmithing for a number of years. I am trying to build a hydraulic press and have it all together, but it will not press anything (the ram does move). I am using a power steering pump for the hydraulics which I have seen done before. I am using an 1150 rpm motor with approximately a 3:1 ratio. The pump therefore runs just under 400 rpm. I did put close to a 1:1 on it but that made no diferance. I have the resevoir on the same level with the pump. I am using a 4 inch ram with 16 inch travel. I intend to use this mostly for broaching and other machinist applications. Thanks for the help. Frank
|
|
Frank Agee
- Tuesday, 10/30/07 18:16:33 EST
|
Frank Agee.
A couple of things come to mind on the pump.
1. are you sure the pump is rotating the correct direction?
2. Are you sure the pump was good as installed?
3. Are you using the exact same fluid as the pump had in it to start? Mixing fluids can lead to foaming and air compresses and no pressure will be developed.
4. A power steering pump has a tiny tank, did you add tank volume to allow for the differential for the rod? Is the pump starving?
5. did you bleed the lines to remove air? did you bleed the cylinder?
6. how are you allowing the oil to be controlled? The valve needs to be a 4 way valve if the cylinder is double acting. The valve needs to be the right flow path, ie return the oil from the non pressurized side of the cylinder to the tank. The valve MUST be correctly plumbed for the system to function.
Some more detail will be helpfull in solving the issue. If the above is not clear then perhaps you should consult with a hydraulic specialist in your area. Presses need to be well designed to prevent the structure and systems from failing and injuring the operator.
|
|
- ptree
- Tuesday, 10/30/07 18:56:03 EST
|
Dwight,
As a Lead risk assesor and inspector, asbestos abatement supervisor, and safety and enviro guy I will offer the following;
First pay attention to what the Guru and Thomas P said.
second, with an old industrial building, I would NEVER EVER buy without an environmental inspection. These are done in "phases".
A phase 1 inspection is a walk thru, and a bit of research. Gives a quick down and dirty first GUESS. Often a good inspector will spot things like an asbestos lagged piping system, an asbestos lagged boiler. vinyl/asbestos floor tile (a good indication is 9" x9" tile, most not all 9x9 is asbestos and most 12 x 12 is not. Mastic is always suspect)
Lead will be present in this building if it was painted. Lead water pipes may well be there as well.
If there are any outbuildings the inspector will look for dump sites for oil and solvents.
Usually the buyer pays for the phase 1, and makes the offer AFTER.
The offer is made contingent on the property passing a phase 2. The phase 2 will be more money and will include TESTING to prove/disprove if lead, asbestos, and so forth are present and in what amounts. Often there is contract language worked out to detail what the settlement will be ie who pays for abatement of the issues. In big properties often the sellor indemifies the buyer for everything identified in the phase 2 and some know threats if solvent or other bad actor were used on the property.
A good environmental firm is your guide to the ins and out. DO not buy a industrial property without good expert help in the legal and environmental field.
In indusrty these deals are made daily. for a household, I believe I would pass.
|
|
- ptree
- Tuesday, 10/30/07 19:07:33 EST
|
More on power steering pump.
Most automobile engines idle between 850 and 1100 PRM. The belting to a power steering pump run it faster than the engine by 1.5 to 2 to one. So this makes the idle speed of the pump about 1200 to 1600 RPM. At this speed power steering pumps just barely work (note squalling of belts due to overload). Normal operating speed is 3 to 4 times this. One to one with an 1800 or 2400 RPM motor would be the right operating range.
Note that you did not mention horsepower. These little devices suck up a considerable amount of HP under load but are not designed for heavy tasks.
As Ptree noted the condition of the pump is a big question. Take a part like this off the car and let a little water in and you may have locked up rotor vanes.
|
|
- guru
- Tuesday, 10/30/07 19:18:17 EST
|
I will be moving to England soon and while there recently I found a whole pile of anvils(aprox. two dozen of all sizes and brands up to what looked like 700#) and assorted blacksmithing tools. Based on what the rather inflated prices of good vintage anvils are here and what they seemed to be going for over there would you folks be interested in helping me liquidate a container load or two of this sort of thing if I find it to be feasible? I'll need a job once I get there and I love to collect, buy, use and trade old tools.
Regards,
Robert Cutting
|
|
Robert Cutting
- Tuesday, 10/30/07 21:21:41 EST
|
Robert Cutting, I for one would be more than willing to help. I know several others that would like to help as well. The closest port to me would Gulfport MS. Or atlanta GA.
Keep me in mind. John JB Bergman jfbergman@fedex.com
|
|
JB Bergman
- Tuesday, 10/30/07 21:33:23 EST
|
I want to make functional swords. I did some machining and welding while I was in college so I have an idea of what I need to do. I am not trying to make a masterpeice, just a functional sword, at this point. I want to use the stock removal method and my question is this, what method should I use to cut out the pattern? I dont have any equipment yet and I have a small budget so I was thinking a hand Bandsaw, is there a better idea?
|
|
Mike
- Tuesday, 10/30/07 21:34:48 EST
|
Robert, The value of these things vary greatly depending on maker, style, age and condition. An expert can make money on this kind of thing but an amateur can lose their shirt. The really inflated prices are going to a few collectors from a few dealers. There are still tons of old anvils here in the U.S. that are still selling for $1/pound or less with average selling prices still around $2.50/lb. Marked and asking prices are often not met.
That said, it is a business model that at least one dealer is using to good result.
To get the best out of a deal like this you want to fill the container to get the best deal on shipping and delivery costs. Port to port is cheap, port to another location is not. There are a lot of logistics to a this kind of thing. Storage space, a fork lift to empty the container in a timely manner (the shippers want them back ASAP or NOW).
Lots to think about.
|
|
- guru
- Tuesday, 10/30/07 21:34:55 EST
|
John N, I saw your B & S Massey google ad here a moment ago. . . thanks!
|
|
- guru
- Tuesday, 10/30/07 21:36:36 EST
|
Blade Profiling: Mike, IF you start with the right size stock you can use a hand saw. Even with long cuts you can rotate the blade. A hand held bandsaw will work but most end up getting mounted stationary for a task like this. A good 4x6 bandsaw will do the same job better and blades hold up longer. It is already a stationary saw and they are generally more useful in the shop for stock cutting.
Profiling of long gentle tapers and curves can also be done by grinding with an angle grinder or a very coarse belt in your belt grinder. If you are not taking off much this may be the preferred method. If sawing and a lot of the waste is less than a blade width then grinding may be a better solution.
Note that the normal cross section of a sword is about 50% of a rectangular section. That is a lot of material to remove.
|
|
- guru
- Wednesday, 10/31/07 09:11:16 EST
|
Don't forget the distal taper! It's one of the main things that differentiates a sword from a sharpened crowbar and the one that machinists most tend to miss. Tapers are a natural part of smithing but are harder to do machining.
Also watch your weight---a typical *using* sword for about 1000 years from the early medieval period through the renaissance would weigh between 2-3 pounds with the guard, grip and pommel!
May I commend to your attention "The Complete Bladesmith" by James Hrisoulas as it has a lot of info on swordmaking in it and even forged blades get ground...
Thomas
|
|
Thomas P
- Wednesday, 10/31/07 09:30:51 EST
|
Someone was nice enough to give me an industrial surplus high pressure regulator made by Airco. I haven't been able to find out what gas it was origininally intended for. (It's marked "rare and special gases," but that could mean almost anything.)
HOWEVER, the intake connector appears to be a CGA-510, commonly called a standard POL fitting. As I understand it, the way things work in the world of compressed gases is that certain CGA connectors are associated with certain gases, and reputable manufacturers like Airco won't sell a piece of hardware with a particular connector unless the hardware is compatible with all gases associated with that connector. Since propane is one of the gases that uses CGA-510 connectors, and since my regulator seems to have come with a CGA-510 connector, I strongly *suspect* that I can use it with propane.
Any serious flaws in this logic? (It's possible that someone replaced the original connector with a CGA-510 at some point, but I don't see any evidence of that. If it matters, the original purchaser was Raytheon.)
|
|
Matt B
- Wednesday, 10/31/07 11:34:04 EST
|
Regulators: Matt, While the world is supposed to work the way you describe in reality it does not. Take left hand threads on fuel gases. Most acetylene cylinders DO NOT have them. The result is that most regulators end up with adapters.
The second thing is that the fitting is replaceable and any style can be put on the regulator. In fact they commonly get damaged and must be replaced. This can be done by a service center OR the individual. The commonly used bushing adaptor interchanges propane and acetylene type fittings.
Among fuel gases there are significant differences. Acetylene is reactive with certain substances and must be kept below 15 PSI. Propane is a cryogenic solvent that rapidly ages certain elastomers used in hoses and seals.
I would contact Airco or and Airco representative. . .
However, from what I can find on google. Airco is now BOC gases which is part of the Linde Group. However, they seem to have gotten away from welding supplies and all I could find relative to AirCo Inc was massive law suits all over the country.
uniweld.com Seems to have something to do with having manufactured AirCo regulators. You might contact them. ..
|
|
- guru
- Wednesday, 10/31/07 12:33:16 EST
|
"I would contact Airco or and Airco representative"
That was my first instinct, but I discovered the same things you have. BOC bought Airco. Then Linde bought BOC. Then Linde apparently sold the regulator part of the business to AirGas. I've been trying to find someone at AirGas who might be able to answer my question, but I'm not holding my breath.
Thanks for the tip on Uniweld. I'll see if they know anything.
|
|
Matt B
- Wednesday, 10/31/07 12:52:50 EST
|
i wonder how alchohol would work as a tool steel quenching media.
Son
|
|
- son
- Wednesday, 10/31/07 13:14:06 EST
|
You would set yourself on fire and not enjoy the results.
|
|
- guru
- Wednesday, 10/31/07 13:49:21 EST
|
I think it'd also be slower than water. So like oil, but lots more dangerous.
|
|
Matt B
- Wednesday, 10/31/07 14:27:42 EST
|
Alcohol as a quenchant? Let me call the folks at the Darwin awards first.....
|
|
quenchcrack
- Wednesday, 10/31/07 14:35:52 EST
|
That was my immediate thought . . .
|
|
- guru
- Wednesday, 10/31/07 14:52:31 EST
|
Forklift: Folks, I still have that Caterpillar TC30 fork lift I listed on the Hammer-In. It doesn't look like much but it starts like new and runs good. It has new (solid) tires and I've put a new seat on it and cleaned it up. Its priced to sell.
Reason for selling: I need an all-terrain lift to do what I wanted.
|
|
- guru
- Wednesday, 10/31/07 15:00:26 EST
|
Ethanol has a lower boiling point than water---why stills work back up in the hills at home--- I don't know it's heat capacity though or how it's viscosity is compared to water.
Since the boiling of water is what causes problems I'd not think that ethanol would work very well.
Thomas
|
|
Thomas P
- Wednesday, 10/31/07 15:00:40 EST
|
In addition to the lower boiling point (long vapor jacket phase), it's slightly more viscous than water, is considerably less dense, and has a lower specific heat. I think that'd all make it slower than water in the convection phase, too.
|
|
Matt B
- Wednesday, 10/31/07 15:27:30 EST
|
As the alcohol is vaporized by the red hot metal, it would be heated past its auto-ignition temperature next to the hot steel. The ensuing ball of fire might be amusing if it isn't fatal. Oooooooh...pretty blue......ouch ouch ouch
|
|
quenchcrack
- Wednesday, 10/31/07 16:17:04 EST
|
Hello everyone! I spent a lot of time on the Anvilfire website in 2005 and got some tremendous help learning about blacksmithing from several great guys here, including Frank Turley, Thomas P., Jock Dempsey, who will get a credit in my bibliography for his story "A Day in the Life of a Blacksmith", and "Jim Paw-Paw" Wilson, who even read some of my manuscript to help me get it right. I learned about iron and charcoal and the smell of iron being quenched, among other things. Now 2 years later, my literary agent is sending out book proposals for my historical novel, "Ciara's Tale." It takes place in fifth-century Ireland, about the time that Patrick came to the island. The blacksmith's character in the book is named Faolan, and he is a strapping, handsome figure! I thought you might enjoy knowing that. Hopefully, a publisher will buy my book and you can all buy a copy for your wives and daughters! I do want to send a copy to Paw Paw's wife as a gift, to say a special thank you. Perhaps the Guru might be able to get me her address. And maybe you would consider listing it in your book section. Thanks again, you guys.
|
|
Renee
- Wednesday, 10/31/07 16:18:20 EST
|
I've heard of cyro quenching in alcohol and dry ice. I think I've also read it's not effective. Either way, I'm quite sure the first step is a conventional quench that brings the piece near room temperature.
|
|
Mike BR
- Wednesday, 10/31/07 16:50:11 EST
|
Renee, Thanks for the update. Good luck with getting published! Its a rough world.
When published we will gladly run a review of it.
Mail coming your way.
|
|
- guru
- Wednesday, 10/31/07 17:08:06 EST
|
Robert Cutting, Im sure there is a $ to be made buying anvils in the UK, but ebay is already being well hounded by americans buying just about all worth having. The guy who 'robbed' my 464 P.W is buying loads - I was at a local smiths shop recently and his mum had just sold a 'colonial 5 foot' to him for approx $300 U.S throught ebay. - he leaves them at the sellers, and I guess then does a collection tour when hes got a few dozen to collect (you wont believe the 'gas' prices over here $2 a litre ! )
I think the T.F.A.A.F.T would yeild good results over here (thats the thomas powers applied anvil finding technique) - Ive never ever seen it done in the UK.
Of course you may need a contact in the UK with local knowledge, a 20,000 sq ft factory with plently of storage space and a knowledge of anvils & exporting......., to make it really viable the target would be 28 ton to get value on a container, or ship LCL, but the 'unit cost' would head up sharpish.
Feel free to drop me a note if youve got a few grand to tie up for a year or so, I might be interested (but theres no such thing as a free lunch :)
|
|
John N
- Wednesday, 10/31/07 17:19:35 EST
|
Ethanol quench. This is a wonderful quenchent for the blacksmith AFTER the fires are out, the shop is cleaned and so forth. It will work well mixed with several dilutants, or in the pure form, although the pure form is needed in very small quantities. It works about the same hot or cold, but will best warm a cold blacksmith if applied in small carefull doses at a slow careful pace.
Did I mention that I recently had a team leader decide to try warming some glue at the factory? used a heat gun to warm an open cup of glue containing Methanol, acetone, toulene, and MEK. Boy was she surprised! The fireball when it lit the vapors reached a 28' ceiling.
|
|
Ptree
- Wednesday, 10/31/07 18:53:08 EST
|
Are there sharpening jigs for swords available on the market? What is the best least expensive way to shape the geometry of a sword blade?
|
|
Mike
- Wednesday, 10/31/07 18:53:55 EST
|
Mike,
Forging.
|
|
vicopper
- Wednesday, 10/31/07 19:03:58 EST
|
MAT B - AIRCO: the company that You need to contact is Concoa. They make the Airco line of gas equipment. All of the Airco regulators I know of are OK for propane, but You should check to be sure You don't have the exception.
|
|
- Dave Boyer
- Wednesday, 10/31/07 20:42:51 EST
|
The best ethanol based quenchant I ever used was brought to Quad State by vicopper. Its more of a sippant than a quenchant, but it is definatly the best. Thanks Rich.
|
|
- Dave Boyer
- Wednesday, 10/31/07 20:49:37 EST
|
My pleasure, Dave!
|
|
vicopper
- Wednesday, 10/31/07 22:29:43 EST
|
Dave,
Thanks. I dropped Concoa a line.
|
|
Matt B
- Wednesday, 10/31/07 22:47:23 EST
|
Sword Sharpening Jigs: Grinding and sharpening of the vast majority of swords is done by hand. If any jigs are used they are special made by the maker or factory. In a vast arena of metal work the tooling is custom created for or by the manufacturer whether an individual or large factory. Off the shelf tooling is microscopic compared to what is made by manufacturers. A large part of blacksmithing as well as other trades is making the tools. Cataloged tools are just the tip of the iceberg.
Blacksmiths make everything from special punches to bending jigs to automatic machines for use in their shops. Luthiers (stringed instrument makers) will make more 100 times the weight in fixtures as an instrument weighs.
Those craftsfolks that recognize when they need a special tool and know how to design it and make it or have it made are the ones that are generally successful.
|
|
- guru
- Wednesday, 10/31/07 22:51:35 EST
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|
