| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from October 8 - 17, 2004 on the Guru's Den |
|
|
|
carbon electrodes: In the junk pile in the woods behind the house (on ledgerock), I've found some of the larger 1.5v batteries, the ones with screw or fahnstock clip terminals. These yield a 1" diameter carbon core about 6" long. Using carbon rods for reverse electrolysis, do the rods clean up easily or do they become heavily coated? |
| Elliott Olson - Friday, 10/08/04 00:59:05 EDT |
|
Kazrian: This is a blacksmithing site and some of us are miffed that you'd even ask about casting here....grin. There are many reasons why forging those points would be superior to casting. Given the small size, it wouldn't take all that much of an anvil and hammer and they will be stronger and tougher than cast, if you forge them. Way less cleanup time too. In light of fuel costs, forging will be cheaper and all in all, quicker than casting. See, you came to the right place, just asked the wrong question. |
| - Pete F - Friday, 10/08/04 03:20:39 EDT |
|
Hi im just wondering if there are any experinced blade smith's in Australia? I love blade smithing althoe i know nothing much about how to go about it i'ved seen some of your post responces eg. make a wood one frist, then a wall hanger and so on. wood swords are not that intersting wall.My hangers and the proper thing I'lled hope wold be the some. I've loved smithing sine i saw it when i was 8. me and my firends fogred starpicket fence posts into swords by the use of a camp fire (shit sword mind you). i haven't gone to the libery yet but now that I'ved left school I can Get into balde smithing I'm just wondering how you can help me if at all. thank you. |
| Justin - Friday, 10/08/04 06:39:47 EDT |
|
Carbon Electrodes - I mentioned that because it was someone elses solution to the problem of the stainless steel electrode creating a very nasty, and toxic sludge. Some very good ideas on sources of large diameter carbon rod (Thanks Thomas, Mike, Elliot.) My question about Union Carbide was meant to be followed by a "(BOG)." Anyways some great ideas to follow up on. Foggy morning (9 Cel.) North of the Lake Ontario. Don |
| Don - Friday, 10/08/04 07:58:02 EDT |
|
hi guru i have a problem , i need to remove a rust shaft from a wheel assembly , it is rusted sold in to the cast iron house that supports the axle shaft that is rusted.....i have tryed wd40 and all kinds of rust eaters but none work , can i use heat ...then cool the shaft by dropping in water , then smashing it out .......thanks for any advise you can give |
| tony - Friday, 10/08/04 09:17:29 EDT |
|
Justin: There are bladesmiths in Australia. Check the newbie's arena at knifenetwork.com to find them. Tony: I'd suspect it will come down to which part do you want to remain in one piece. If you want the shaft out, I'd drill it out (with multiple holes if needed) and then try to clean up the hole in the casting. You don't want to use heat and a sudden cooling on cast iron. |
| Alan-L - Friday, 10/08/04 09:31:54 EDT |
|
Pete F., Kazrian, et.al., The header on this page says blacksmithing and general metalworking, so let us not be too hard on those who pose questions about casting. I KNOW that "work" means "wrought", and "wrought" usually means "hammered", but my old American Heritage dictionary says that "metalworking" is 'the art of shaping things out of metal'. Furthermore, the query brought out good responses; I especially liked those from Quenchcrack. |
| Frank Turley - Friday, 10/08/04 10:07:32 EDT |
|
Sources for carbon electrodes: Big motor brushes, usually come with a copper pigtail to connect to. Look for a EDM (Electrical Discharge Machining) supplier, EDMs use large pieces of carbon. I have some carbon rod that I got at a Silversmith supply. |
| - Hudson - Friday, 10/08/04 10:18:42 EDT |
|
Hi-I am the one with the cherry project and now that I have made a couple of them it has prompted other questions. Yesterday I made two-I heated to cherry red and quenched one in brine and ice and case hardened the other (with some white crytaline noncyanide compound). I thought that I may try some with charred elk bone later. Now as to my new questions; does anyone know of a system or a device that I may make to test the hardness of metals short of buying a Rockwell or Brinell tester. I did not have any luck looking through the archives. The cherry that I case hardened seemed to be pretty hard when I polished the cutting edges, which leads to my second question; does Arkansas stone really come from Arkansas and if so, what part of the state would one most likely find some assorted pieces? I made short work of forming the second cherry by turning in a regular hand drill motor against a grinding wheel. Anyone have any ideas on the hardness testing? Thanks, |
| Bob Lowe - Friday, 10/08/04 11:35:27 EDT |
|
forge exhaust: This part of my question got passed up last time, so here goes... How do most of you keep rain/snow from coming down the pipe to wet the forge? Standard metal chimney weather caps? Some constructed mechanism? Since it'll be an occasional use forge for me, I'm wondering about some kind of weather cap that can be closed when not in use (chain or cable operated). |
| Elliott Olson - Friday, 10/08/04 12:14:56 EDT |
|
Yup the arkansas stone may very well come from AR, it's a natural stone officially called Novaculite if you google it and look for the state ar us site you will find out all sorts of details including what counties it's mined in. The name originally came from the latin word for razor by the way... Thomas |
| Thomas P - Friday, 10/08/04 12:16:13 EDT |
|
Thomas P, Arkansas or Novaculite (latin)? |
| Elliott Olson - Friday, 10/08/04 13:04:24 EDT |
|
Bob: If a new file won't bite on it, it's too hard. If a new file just barely grabs, it's just right. That is for a through-hardened piece. Case hardening can have a brittle-hard surface and soft core. Did you ever say what kind of steel you were using? If so, I missed it. Elliot: If you are only using it rarely, I'd think of some kind of closable top. I have a 14 inch turbine attic vent atop my chimney at the moment, but it allows a very small amount of water to drip at the very center if the wind isn't blowing. A standard stovepipe chimney cap will choke off the top of the chimney too much to allow really good smoke flow, but if that's all you can get that's all you can get. I like Ptree's old-fashioned U-bend if you want to go that way, myself. Novaculite is latin, Arkansas is Native American! |
| Alan-L - Friday, 10/08/04 13:53:10 EDT |
|
All: Firstly thanks to everyone who responded for all the feedback about steel casting. I actually directed my friend towards forging the arrowheads when he mentioned casting them, but he tends to be stubborn in these sorts of things and he insists on casting them, so cast them we shall. The casting would mainly be for the learning experience, I certainly do not feel that casting will form superior arrowheads. Also, I am worried about the safety risks, but my friend will be returning from combat duty in Iraq and he isn't very concerned with safety issues (although my wife is, so I'll have to stand back a few feet while my friend does his thing..) Based on your responses here and other sources that I've researched in the past few days, casting steel seems like a bad idea, so maybe we'll try to do it with something easier like pewter or bronze if we can get our hands on enough for cheap. Thanks again for all the information, we'll have to revise our methods and continue researching until we find a workable way to do this.. |
| - Kazrian - Friday, 10/08/04 14:27:23 EDT |
|
Kazrian, If you are going the casting route I'd like to refer you to www.backyardmetalcasting.com . They have lots of excellent resources on casting aluminum and bronze in one's backyard with minimal equipment, seems like exactly what you'd need. (And in case y'all are wondering, whenever someone over *there* asks about forging, I refer them over *here!* BoG) Looks like a beautiful day in Kaneohe, Hawaii. |
| T. Gold - Friday, 10/08/04 15:10:46 EDT |
|
Elliot, Tony once posted a neat idea for a stack cap (Guru may have picture on the site somewhere). The idea is to mount a piece of larger diameter pipe so it overlaps the top end of your stack, leaving an annular space between. Since rain doesn't fall straight down (usually), it will hit the inside of the larger pipe and drip off the bottom, which is below and outside the top of your stack. The best part, of course, is that there's no flow restriction. |
| Mike B - Friday, 10/08/04 15:30:28 EDT |
|
Kazrian, If you are getting ready to do your first casting, I would recommend using poor mans pewter (lead free solder). A lot of knifemakers use it in place of pewter--looks the same -easy to find(Home Depot etc) melts at low temperature. You might progress to bronzes after some successes with low temperature casting. Bronze casting is another whole ballgame |
| ptpiddler - Friday, 10/08/04 15:33:28 EDT |
|
Alan, Arkansas is *pig* *latin*....(mascot of the University of Arkansas is a razorback hog) Thomas, born there got land there, but sigh, no whetstone outcrops... WhooooPigSoooooooie |
| Thomas P - Friday, 10/08/04 17:17:10 EDT |
|
Bob Lowe, check out the Smokey Mountain Knife works. They sell a lot of Arkansas stones, some of them seconds and very reasonable. I have been using one of their seconds for about 10 years now. |
| quenchcrack - Friday, 10/08/04 18:50:58 EDT |
|
Frank Turley: I am deeply flattered! |
| quenchcrack - Friday, 10/08/04 18:54:22 EDT |
|
Alan-On the cherries, no I hadn't said what metal I was going to use. I didn't really know until yesterday. I had went to the hardware store and bought some assorted bolts to start with; nongraded, grade 5, and grade 8. I just happened to use the nongraded first. I'll make some out tool steel and some out the HC railroad spike and I have some space-age stuff that is used for high temperature parts in jet engines and so far I have only used that for small round targets for large pistols. A 3/8 inch thick, 3 inch in dia. piece doesn't even blemish with a 44-40 where it can swing out. I even thought I may try a piece of good allen wrench. Now that I know how, I can make a working cherry in maybe 15 minute, and make it pretty in an hour. I just thought it would be nice to pick up some real Arkansas stone the next time I pass through. I just have to make some kind of hardness tester I guess. Thanx for input, |
| Bob Lowe - Friday, 10/08/04 19:27:46 EDT |
|
Bob Lowe, Several of the gauge makers including "General" Make file sets that are a general idea type hardness test kit. You get several files and by determining which of the files cut you can sorta get a hardness range. They are much cheaper than a Rockwell tester. By the way a Brinell tester is usually used on softer materials. |
| ptree - Friday, 10/08/04 19:52:38 EDT |
|
Elliott Olson, I answered your forge exhaust question, but will expand it a bit. If you know the direction of the prevailing wind in your location, you can make a fair rain cap from a rectangle of sheet metal. Fasten one of the narrow edges to the pipe in line with the prevailing wind, near the top of the pipe. Fold the rectangle over till you can fasten the other narrow edge to the pipe just opposite the first connection on the opposite side of the pipe. You want the narrow edge to be about twice the width of the pipe, and the long edge to be about the circumfrence of the pipe plus about 6". This will yeild a poor mans cap that has been used by poor folks for decades. |
| ptree - Friday, 10/08/04 19:59:54 EDT |
|
Forge exhaust - While I haven't tried this on a forge exhaust, the local ranchers use an interesting device for keeping rain out of feed bins. A good sized piece of sheet metal is fashioned into a "coolie hat" then fastened to a piece of pipe at a 45 degree angle. Some also have a tail like a weather vane. The pipe is a slip fit onto another piece of pipe which projects from the center of the feed tray. When the wind blows, the cap acts like a weather vane and flips around so the peak is facing the wind. If the wind changes direction, the cap moves accordingly. This is quite effective at keeping water out of the tray so I can't see why it would not work on an exhaust. I have a question on using a turbine. These things last forever on a house roof but does the combination of coal dust, moisture and heat cause the turbine to bind up? I have a 12 inch round forge stack and it would be real easy to install one but I don't want to replace it in a year. |
| HWooldridg - Friday, 10/08/04 21:28:13 EDT |
|
Wooldridg, I've had two turbines on the shop roof for over 15 years, and they seem to keep on turning. One began to noticeably rumble a little after about 5 years, and a little oil solved that. The ads say that they exhaust air from an enclosed area, like an attic. I have watched mine when the shop was occasionally smoky, and I did not see that they "drew" air upwards. They really look passive, as though a hole in the roof would serve the same purpose (barring wind problems). But eventually, the smoke finds its way out. I have made a lot of my own coolie caps out of a circle of galvanized sheet at least 4" larger in diameter than the pipe. You top fuller into an appropriate half-round bottom swage at least 8 fuller grooves radiating from the center toward the periphery. Viola! You get a coolie cap shape. It's sheet metal behavior. Go figger. I torch braze four 1" sheet strips to the cap and the pipe. By the bye, the heated brass rod can be dipped into borax, and the borax will stick to it. A guy doesn't need prefluxed brass rod. I know it doesn't rain much in Santa Fe, but when it does, it rains hard, and we get winds as well. I haven't had any trouble with my homemade caps, and even if a few drops of rain creep down the pipe, not to worry. I put water on my coal ring all the time, anyway. |
| Frank Turley - Friday, 10/08/04 22:41:44 EDT |
|
Ozzie Bladesmiths Justin, There are many. See our book review of the Steel Rolling Mill plans as a plave to start. |
| - guru - Friday, 10/08/04 22:56:29 EDT |
|
Low loss stack cap: All I have is the preliminary drawing. I think these need to be 5-6 diameters long to work properly. 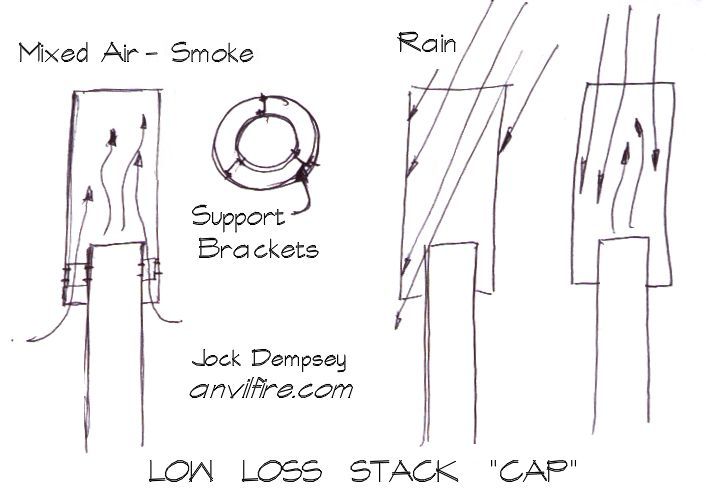 For best efficiency a coolie hat cap should have an internal "reverse" cap pointing downward. This creates a smoother flow and reduces turbulance. Good commercial turbine caps are made of stainless or heavy galvanized steel. Corrosion form coal forge exhust is rough on any steel parts. |
| - guru - Friday, 10/08/04 23:10:55 EDT |
|
Frank, I used to work for a boiler installation company and we made coolie hats by cutting a thin pie wedge from the edge of the circle to the center and then pulling the cut edges together and riveting - instant coolie hat (more sheet metal behavior...). I was wondering if a turbine would help draw smoke from a chimney stack but your experience would indicate that they don't make much difference. Think I'll stick to a big coolie hat set high above the stack opening. |
| HWooldridg - Friday, 10/08/04 23:17:19 EDT |
|
Yes ptree-those hardness file sets sounds like just the ticket for me at least-thanks. And I vow to proof read my postings more better, sorry about that. |
| Bob Lowe - Friday, 10/08/04 23:20:45 EDT |
|
Paw-Paw and I are still in Tennessee. Both of us are finding we are getting too old for week long demos. . . . We have met a number of young people that are seriously interested and studying blacksmithing. But on the other hand we have had a record number ask about making swords. . . It is getting as old at public demos as it is here. My latest thought on the sword making question was to keep a nice polished stainless blade in the forge, put in a new HR bar, toss in some flash powder (floom!) and pull out the finished blade. . . . Seems I need a funny red hat to go with routine. . . ;) |
| - guru - Friday, 10/08/04 23:42:42 EDT |
|
Dissassembly with heat: Tony, Differential heating is very tricky and if done slowly both parts end up the same temperature and the heat is useless. You also do not want to shock cast iron parts. Cold water on cast iron parts will often crack them. Where heat helps in removing rusted parts is to heat to a red heat, let cool and then oil again. Heating to a red converts the hydrous red iron oxide (rust) to anhydrous (or less water bearing) iron oxide which is smaller in size to the rust molecules. The resulting space will let in penetrating oil and is often just enough space to let the parts move. If you can get a part to move at all and it gets tight again then oil it and push it back the opposite direction and try again. Working a part back and forth over a short distance lets you work dirt, grit and rust out and more oil in. Patience is key to disassembling corroded parts. |
| - guru - Friday, 10/08/04 23:56:43 EDT |
|
Low loss stack cap: Now here I go extolling the virtues of government again. Grin. According to the American Council on Government and Industrial Hygienists (as well as my own experience) The low loss stack cap has far less exhaust restriction and lets less rain into the stack on average than a coolie hat with or without reverse cone or any of the other hats mentioned. A turbine only draws well when the wind is blowing. I have seen the rotating tilted hat work OK on high heat industrial vents. But they always seem to bind up and not follow the wind. Maybe they had cheaper bearings. Jock, I'll try to remember to get you the dimensions next week. If I remember correctly, the overlap length is 6 inches and the length of the outer stack above the overlap is 4 times the diameter. The gap between the outer and inner stack only needs to be 1/2". I don't know why it wouldn't be less expensive or easier than the other methods either. |
| - Tony - Saturday, 10/09/04 00:08:28 EDT |
|
rusted parts: with a thin oil, the rust and dust particles can work as a grinding/polishing slurry. At least this is how Gibbs penetrating oil describes it. |
| Elliott Olson - Saturday, 10/09/04 01:16:10 EDT |
|
Tony-- NAPA sells a spray product called Blaster that I have had just amazing luck with, loosening rusted joints that looked like they were encrusted in coral. It takes time, maybe weeks, and some hydrochloric acid doesn't hurt, to bust off the worst of the rust pronto. Now: deja vu all over again dept.: let's hear from the brethren how I am ruining the environment and reverse osmosis or electrolysis or cold fusion, etc. work better. Whatever do not smite cast iron. |
| Goods Inward - Saturday, 10/09/04 01:50:13 EDT |
|
Forge options: Looking at my pics in the gallery (the sink and the rim), which would you suggest I try first? The sink has a single drain in one end which I could use to bring the tuyere through. It's about 6" deep, I could add fire brick to make it shallower if necessary. The rim has about 1/2"x4" gaps at 4 areas. Should I heat and hammer them shut or make some furnace cement and perlite refractory to close them? I'll be welding the hub cracks closed (or at least trying). |
| Elliott Olson - Saturday, 10/09/04 02:21:08 EDT |
|
thanks guru i meant to saw 430 not 230 degrees i lost my chart but i found it and realized my mistake, well anyway i have my cardboard template done time to start the wood model. incase anyone is wondering im making a modified version of the brown/beck tracker knife. anybody have any ideas i could use to grind the saw on the back? PLEASE HELP! i cant think of a way to do it! |
| matt - Saturday, 10/09/04 03:21:07 EDT |
|
Dear Guru's, I am a greenhorn metalsmith of sorts, and I am wanting to build my own starter anvil. I am currently in my last semester of machinetool and welding at the local technical college. They have tons of scrap, cold and hot roll steel laying about. I have found a nice square peice of steel that is aprrox 4"wide 1" thick and 1-1/2ft long. This is the thickest stock I could find, and I was hoping to make a makeshift anvil from it. I understand this kind of steel is softer than is what is usually desired for an anvil. But do you gentlemen think with flamehardening, and hard facing with one of the arc welders, the face would be hard enough for amateur smithing? I understand that one can get away using just about any peice of junk as an anvil, but I want to make myself somthing nice that will last a while untill I can afford a nice manufactured anvil. Any input would be helpful. Thanks, |
| Nate - Saturday, 10/09/04 08:23:47 EDT |
|
Does Richard Postman have an email adress available to the public. I have aquired an old anvil with the name "American" stamped inside an oval but it also has a manfacturer name under that. It doesn't jive with his book and I was hoping he might be able to help me out. Thanks. |
| Gary Moore - Saturday, 10/09/04 09:32:15 EDT |
|
dear sir/madam please can you give me advice to get started as a blacksmith yours sincerly hans |
| hans v d vliet - Saturday, 10/09/04 09:51:16 EDT |
|
Just a suggestion to the moderators, but you may want to put a pic and description of the Brazeal Brothers plate anvil in FAQ's for all the newbies wanting to build their own toe-smasher. I'm referring to the one with the four working surfaces on top - butcher, flat, and two size fullers. I have a close-up picture from a demo they did recently - let me know if you need it. |
| HWooldridg - Saturday, 10/09/04 09:57:28 EDT |
|
Hans, I am not the moderator, but they already have a link posted on getting started on blacksmithing. Here is the URL... http://www.anvilfire.com/FAQs/getstart/index.htm Hope that helps until the Guru can get to you. |
| Nate - Saturday, 10/09/04 10:20:45 EDT |
|
Hans; Scroll back up to the top of this page, and key on the words "Getting Started in Blacksmithing". |
| - 3dogs - Saturday, 10/09/04 10:26:47 EDT |
|
HWooldridge, Jock AKA the Guru is the only moderator, and he's still in TN. Still a good idea to post that pic in the getting started section. I visited the Guru and Paw Paw Thursday, and I can report what they say is true! I didn't demo, I just flapped my jaws, but they worked themselves to nubs. Good thing it has been relatively cool, bad thing that they're next to one of those godsawful scented oil pinecone people. I spent the day wreathed in coal smoke, and all my lovely wife said when I got home was "You smell like perfume, where have you been?" Ought to give you an idea what they are going through... I used one of Tony B.'s low-loss stack caps on an 8-inch pipe for a few years in western Kentucky, where it worked GREAT. I can't recommend them highly enough if you live where there's always wind with the rain. I decided on the turbine cap because here in upper east TN it often pours down rain with no wind whatsoever. No offense, Tony! Frank, I get the impression that your turbines are mounted in an open shop, not atop a chimney? Mine is on top of a 16 foot tall 12" square chimney liner. It doesn't turn unless there's a stiff wind OR I have a fire going. I am kind of worried about the life of the bearings, but I also like the absolute freedom from downdrafts the turbine affords. Once you start a fire in the side-draft hood or the coal stove that shares the flue, the cap starts spinning. It doesn't stop until the flue gets colder than the ambient air temperature. I saw them in use at John C. Campbell, which is the only reason I went for it myself. Of course, they no longer use them there. I'll let you know how mine holds up. |
| Alan-L - Saturday, 10/09/04 11:50:26 EDT |
|
Turbins~~I've had mine up 6 years. 12" on 12" galvinized pipe. The only problem was a broken rivet in the bottom ring from a very strong Nothern Illinois wind that was replaced with a small bolt & washers. I don't get any smoke in the shop from the forge. Picture is available for the asking. |
| Jerry - Saturday, 10/09/04 13:11:38 EDT |
|
I have a older anvil and the middle of it has some gouges in it. the edges are ok but not that great. What I am wondering is if it can be machined off maybe 3/16's of and inch max to level it up and not affect the use of the anvil. The anvil weighs 118 pounds. Thanks Flint Kemper |
| flint kemper - Saturday, 10/09/04 15:27:55 EDT |
|
Matt, I'm not familiar with the particular knife you mentioned, but cutting saw teeth isn't all that difficult. For a couple hundred years or more, saws of all types were made by filing the teeth. Look at a catalogue of file types and you will see triangular files of two different angles, knife edge files of varying degrees of acuity, and other profiles that will be useful. Then study a carpenter's handsaw and see how the teeth are cut. Duplicate that and you're in business. On a saw, the teeth are usuall "set" after cutting, so that the corners project outside the plane of the blade a bit for clearance, but this isn't really necessary on a survuval knife type of saw. More important is to have teeth that will cut very aggressively since the stroke length is very short and the design is not fully effective at applying the force. For that reason, I suggest that you copy the tooth pattern on the newer Stanley Shortcut� saws, which are designed to cut much more quickly. |
| vicopper - Saturday, 10/09/04 15:39:13 EDT |
|
Somewhat in line with current postings-A new question; does anyone have any experience with a 'compressed air/fuel tip' used for heating metal. I am looking at the item pictured in the current Smith Master Catalog, page 31. It is a heating tip that is to be used with propane or natual gas and regular shop air, or so it says. I think it would be very handy if it works-anyone ever try it? Also I have been following the discussions on the flint/steel strickers. Has it been concluded that the spark comes from the burning of the steel partical or the stone? I was just now looking out in my front yard at the over 40 pickup loads of rock that my wife and I have collected for landscaping. It is a local rock noted for it's hardness. I think it's proper name is Dakota Sand Stone and it IS super hard and here is the point. At night I can throw one of the rocks into the pile and the sparks just fly. So can't it be concluded that the stone partical is burning or at least some mineral in it. Now this is not to say that in the case of flint and steel, it is not the opposite. If one looks at the typical acetylene stricker we see a rough file-like steel with a stone composite flint, so-to-speak. I would have guessed that all of that spark was coming from the stone, or at least most of it. Just wondering... |
| Bob Lowe - Saturday, 10/09/04 16:59:26 EDT |
|
Fire from Steel: go here for a great deal more information that you though was possible to say about flint strikers: www.angelfire.com/journal2/firefromsteel/ Good site, though. |
| quenchcrack - Saturday, 10/09/04 17:15:05 EDT |
|
I have a torch that I bought from one of the jewelery supply houses such as Rio Grande that uses shop air and propane. I bought it mainly for soldering as I got tired of buying the propane bottles. It works great for soldering but I haven't used it to heat steel as all the items that I solder are out of copper. If you will give me some idea of what you are going to be heating I could try it as see how it does. I don't think it would be a replacement for a o/a or propane /oxygen torch however |
| ptpiddler - Saturday, 10/09/04 17:25:59 EDT |
|
Low Loss cap: Alan, no offense taken. I guess there will always be an exception or two. I think Stephen McGeehee also gets some water down the inside. If the rain does come straight down, and you need the low loss cap, an option is to put a drainleg at the bottom of the stack. A tee instead of an elbow. Not a good idea if the stack comes straight down to the forge hood, but if the stack goes straight up, there shouldn't be a need for a low loss cap anyway. Pete Fels also had an idea to put a smooth dogleg at the top so there is no straight down line of sight. But then the dogleg needs to be in the right direction or wind into the dogleg would let rain in. Hence the rotating tilted deflector. I think Pete was talking about wind mostly one direction only. I've seen turbines let some rain in. Have you guys that use them had some come in? Experiences vary. And that a good thing. It would be real boring if they didn't. Grin. |
| - Tony - Saturday, 10/09/04 20:28:59 EDT |
|
Machining anvil: Flint, In a perfect world all that face would be 1/2" to as little as 3/8" in thickness. You COULD be removing half the thickness. However, the world is not perfect and these old steel plated anvils were hand forged with sledge hammers then hand ground on a big water powered stone. The dace thickness can be far from uniform. This means that taking much off can result in a hole in the plate. The other problem is that anvils depended on the full thickness of the plate to prevent becoming sway backed to quickly. The bodies of these old anvils is dead soft wrought iron and they need all the plate they have. Those that think they are making an old beat up anvil better by machining it are just ruining what WAS a great old tool that may have had generations more use in it. Dress minor flaws with a sander-grinder and live with the shape. An anvil does NOT need sharp corners. A radius of 1/16 to 1/8" is perfect. A little more does not hurt. But less cuts the work and produces cut places or cold shuts in your work. Sharp inside corners on forgings are BAD forging technique. By dressing the side of the anvil you can remove some of the chipping and get to where you have enough clean edge to forge on. The anvil I have been using this week is an old Colonial era anvil circa 1700 that is in fair to good shape. However, the edges are not worn so much as slumped. These large radii make it difficult to forge a shoulder on small work. We took a slab of 1-1/4" plate, clamped in the vise and dressed on edge to work off of. I filed a 1/8" wide chamfer then rounded that. This was a good radius for small work but still too small for larger work. The plate HAD sharp corners. . . |
| - guru - Saturday, 10/09/04 20:44:53 EDT |
|
Richard Postman: Nope, no email. You can write or call him. He is glad to answer anvil questions on the phone. Be sure to clean your anvil and look at it under GOOD light. Try taking a rubbing of both sides to find markings. |
| - guru - Saturday, 10/09/04 20:49:48 EDT |
|
Flint and Flint: I am not sure but I think the molded "flints" used in lighters and strikers are a composite with metal powder (maybe magesium) along with ground flint. However, these flints DO wear down the hardened file striking surface thus it could be adding to the process. A similar but more advanced product is the "metal match" which is a magnesium bar with grit of some type (maybe flint). Shavings are scraped off using a knife and the with a final fast stroke sparks are made that ignite the shavings. Works with soft steel as well as hard. Great survival fire making tool. I believe that in regular flint and steel the steel is what burns. It needs to be hard to produce the heat and spark but the flint is harder and makes a chip of steel. The higher the carbon content in the steel the easier it burns as the carbon aids the combustion. |
| - guru - Saturday, 10/09/04 21:02:05 EDT |
|
Should I call Steve Monday. I didnt get to call him today, I rode three hours to get s 100# CS anvil, but the man had already sold it, I didnt get home until about seven. |
| - NewSmith - Saturday, 10/09/04 21:10:53 EDT |
|
Nate, First, grab as much of that 1" plate as you can, it is useful for MANY things and relatively hard to come by. For forging the best you could do is produce an inverted T section from three pieces of that plate. USe one for a base and weld two upright the short direction to make a 2" wide face. The theee pieces will make about a 60 pound anvil. The center joint of the face needs to be weldpreped for a deep V weld (1/2" deep or more). It is posible to hard face but the rod is expensive and it takes LOTs of grinding, rewelding and redressing. This will gice you a 2" wide face to work on. However, a more effective use of the mass is to use the end (4" x 2"). This puts the mass equivalent of a 100 pound anvil directly under the work surface. See our iFOrge article on making tools from RR-rail. Flame hardening assumes a steel with enough carbon to harden. |
| - guru - Saturday, 10/09/04 21:26:51 EDT |
|
Bob Lowe, When I was teaching silversmithing, we had several torches that used either natural gas or propane and shop air. We used small ones for soldering jewelry work, which they excel at for students. I personally prefer O/A for that, but students would melt too much work into useless lumps due to the high heat of O/A, so they found the gas/air torches much more controllable. For annealing big pieces of silver, brass or copper we had a couple of homemade torches using gas/air. These were made of brass plumbing pipe, 1/2" for the gas and air supplies and 1" for the mixer and nozzle. Simple ball valves on the supply lines. It takes a bit of fiddling around to get a burner tip that produces a nice stable flame, but it is really the same thing as making a forge burner. Running natural gas at about 8" w/c and air as necessary, the torches would produce a blue flame about 3" diameter by a foot long. Worked great for annealing big discs for raising projects. Natural gas/air isn't going to get terribly hot, but propane will give you a flame temperature of around 2400�F. MAPP gas would be a bit higher still. JUst as with a forge though, if you don't have some way to contain the heat, you'll be losing a lot to convection and conduction both. We did our annealing on a pan full of pumice rock or soft insulating firebrick. For steel, I would probably lay up some walls or insulating firebrick around the piece to contain as much heat as possible. I doubt it would be that handy for heating a piece just sittin gout there in the air, due to the losses and the low initial heat. To try it out, take a forge burner and rig a handle for it and see how it works. |
| vicopper - Saturday, 10/09/04 21:27:23 EDT |
|
we are having the meetin tomorrow, you ar more than welcome at the meeting- address is 154 bevan drive Mooresville NC -- do a map quest for directions we start about 10:30 over when you want to leave usually 5-5:30-- You don't have to be an ABANA member to attend- Email me back if you have questions |
| ptpiddler - Saturday, 10/09/04 21:31:04 EDT |
|
Turbines. I have two about 25 feet apart mounted next to the roof ridge. |
| Frank Turley - Saturday, 10/09/04 21:35:27 EDT |
|
Air Torches: There are all kinds of uses for these. They are made for every fuel gas including acetylene. Most just work on the venturi injection effect and do not need compressed air. With the new design advances in propane air forge burners fairly small "torches" can be made for larger heating projects less than forge sized. |
| - guru - Saturday, 10/09/04 21:49:24 EDT |
|
Guru, you are correct. In the 'traditional' flint and steel the flint ( or other hard sharp edged rock) actually shaves off TINY thin slivers of the steel which is brought to a sparking heat instantly. Hence the sparks. |
| Ralph - Saturday, 10/09/04 22:33:30 EDT |
|
Anvil Size: The last two years while demoing with Paw-Paw we had a second anvil of about 200 pounds that I worked on. This year I have just used his little under 100 pound (65-75 pound) Colonial anvil. Even though most of the mass is under the face and it is a very solid anvil I can definitely tell the difference using a lighter anvil. Small items like hooks from 1/4" square can still be forged in one heat but it takes more effort (more blows) but heavier stock takes about double the heats to do the same work. The result is that I have worked MUCH harder while forging and produced much less work than usual. You cannot beat mass and energy. When hand forging the energy is limited to what you produce. Using a small anvil a lot of that limited energy is wasted. Try to stick to a 100 pound (45kg) minimum, or larger anvil for forging. The time honored value of 200 pounds for a general shop anvil is a GOOD rule, 125 and 150 is not bad. |
| - guru - Saturday, 10/09/04 23:03:34 EDT |
|
PPW in Tennessee: Alan Longmire delivered Paw-Paws custom rifle (a 44 cal. cut down long rifle as wagon rifle). Alan does beautiful work and produced this piece to meet the description of a custom rifle made for the lead character in his book, The Revolutionary Blacksmith. The rifle goes with a pistol of the same caliber also beautifully made by Allen L.  Click for enlargement. Article to follow. |
| - guru - Saturday, 10/09/04 23:28:06 EDT |
|
Does Anyone know where I can find a complete ASDM reference chart? I keep getting steels with asdm numbers, and I have no idea what they mean, aside from asdm 36. Thanks in advance. |
| HavokTD - Saturday, 10/09/04 23:40:21 EDT |
|
Elliot Olsen, I looked at the photos of your sink and your rim, and I would suggest you use a brake drum off of a car or small truck instead. The sink is stamped (deep drawn) steel, and the tire rim is too big for a firepot and not big enough for a forge. A brake drum is cast iron and has a convenient hole for the air supply to come through, and is about the right diameter and depth for a firepot. You can set it on firebricks supported by a wood table or just about anything else that will give you a place to keep some coal handy and support your work pieces. Almost any place that works on cars will have a few old brake drums lying around that were too gouged up to be re-useable but will make a fine firepot. They have to pay someone to haul them off, so they'll give you one free, I'm sure. |
| vicopper - Sunday, 10/10/04 01:07:04 EDT |
|
vicopper, if u have seen "the hunted" it is basically the same knife that benicio del toro carries, it took the best survival and tracking expert, tom brown, 7 years to design,and his freind david beck 2 months to make this knife, and i just added a couple features to my version to suite my taste and needs. there is a few models out of this style knife, tops tracker,beck wsk,jensen evo, and the paratraxx(knock off of the of the tom brown design). these knives look like small gurukhas with a saws or serrations on the back. kinda like a saw, hatchet, and drawshave mixed into one. mine has an arrow shaft straightener, prybar, hammer,fence breaker, and a cord wraped handle that can be used to lash the knife in a spear or ax position on a length of wood. its design makes it equally good for throwing, combat, and survival so it was chosen as the knife for "the hunted". i have tryed to make the ultimate survivor knife before and i have never come close to this design. ill try to post pics and demensions when im done. im going to make a few so the first is gunna be from a leaf spring and the second is going to be 1095 from admiral steel, i have my wood model done which i may send to admiral to have them cut out the blank from 1095 for me. as for the saw on the back it isnt really for sawing through a branch since it is 1/4" wide, instead it is for puting the square notching in branches for snares. im having my grand fathers freind machine the saw teeth in for me, so they will be perfectly spaced. the blade is going to be sand blasted and gun blued to make it non reflective. tell me what you guys think about the design, if you have any suggestions for added feutures tell me. thanks for the help alan and vicopper |
| matt - Sunday, 10/10/04 01:22:04 EDT |
|
vicopper, thanks for the input. I considered asking also about the brake drum option but left it out for length. I know where I can get them just a few miles from here, anything from subcompacts up to truck or bus brake drums. I don't think I'll go with less than full size pickup. Should I line it with refractory or clay while I'm at it? |
| Elliott Olson - Sunday, 10/10/04 01:38:31 EDT |
|
Elliot, brake drums used in forges are only teh fire pot area. So a car will be more than enough. Anything larger than 3/4 ton pickup gets too big. |
| Ralph - Sunday, 10/10/04 01:54:34 EDT |
|
in that case, I might even cut a hole in the sink (forge) for the drum (fire pot) and set it in. Also cut down the sink sides so the work lays flatter in the forge. |
| Elliott Olson - Sunday, 10/10/04 02:15:39 EDT |
|
Elliot: For a brake drum forge, I would suggest lining the inside with furnace cement. The real reason for the cement is to make a cone shaped interior. That way, your coal moves to the bottem more naturally. When I built my brake drum forge, I first used it as it. And it works. But as the coal cokes up on the sides, it left a uneven textured surface that made it harder to feed the fire. Furnace cement can be found at Menards or Home Depot or places like that. |
| Bob H - Sunday, 10/10/04 10:33:43 EDT |
|
Havok, It's ASTM, the Anerican Society for Testing Materials. Your search engines will help you. Matt, I found a picture of a "tracker" and its looks like the saw teeth are filed and not set, as vicopper has pointed out earlier. I assume you are familiar with heat treatments. You would do your filing and other "rough" cold work after annealing the 1090(?) blade at about 1425F, bright cherry red and slow cooling. I would consider taking the teeth to a copper or purple tempering color after hardening; this is fairly usual on woodworking tools. You can do differential tempering with a torch by holding the blue inner cone a distance from the tool and "washing" it by moving the flame back and forth. Use a wet rag to control any color that is running too fast. Without trying to make any tom brownie points, I suspect that a carrying hatchet would be one of the best tools to have with you, and the backs of some high carbon knives can be used with a flint. A leather belt is good for thongs, and for making a bow drill, if you know about bow drills. I mentioned this before on this forum, but one half of a hacksaw blade is light, easily carried, and can do a mulitude of tasks. Blueing is a superficial coating for a knife blade and will soon wear off. Take my class. We'll forge a blade, and leave Admiral Steel out of it. |
| Frank Turley - Sunday, 10/10/04 11:07:39 EDT |
|
For beginners and hobby smiths, here is an eBay store for Poorboy Blacksmith tools. I have conversed with the man who runs this store and found him to be honest with his descriptions and his prices are pretty good. www.stores.ebay.com/Poor-Boy-Blacksmith-Tools_W0QQsspagenameZl2QQtZkm |
| quenchcrack - Sunday, 10/10/04 12:35:47 EDT |
|
Matt: Actually the very subjects of the Beck knife and what goes into the ultimate survival knife were reciently discussed on bladeforums. Not everyone agrees the Beck knife is the ultimate, a number of people thing it's like a multi-tool, ok for lots of tasks but good at none. That said I plan on making my own version of the Beck knife also. Here's links to the bladeforum threads, you might find them interesting. Beck knife discussion: http://www.bladeforums.com/forums/showthread.php?t=315132 Ideal survival knife discussion inspired by the Beck discussion: http://www.bladeforums.com/forums/showthread.php?t=315943 |
| AwP - Sunday, 10/10/04 12:42:26 EDT |
|
To ptpiddler-That propane/shop air torch is the kind that I have been looking for. I have asked every welding shop within 125 miles with no luck. The one in the Smith catalog says it uses a 25# air supply. I called Smith and their nearest dealer outlet for this is a days trip away. And they wouldn't send me one direct-protect their dealer thing. I have probably a dozen of the various gas/venturi air type torches and the regular O/A outfit but nothing besides the O/A will heat quickly say a 2 inch piece of 1/2 inch rebar to cherry red. This is where I thought maybe I could have a 20# tank of propane with 25# of shop air for this type of job. I realize the inlet orifice sizes will mainly determine the available heat from such a thing but I would think that this shop air input would increase the operating temperature and speed up the job. I haven't been able to find one to look at or let along use, so yes, if you could please give me an idea how much time yours takes to heat up say 2 inches of an end of a 1/2 inch rebar to cherry red and how much air pressure you used. I think this would tell the story. Thanks, |
| Bob Lowe - Sunday, 10/10/04 13:09:40 EDT |
|
does anyone know were i can pick up a used anvil and a vise or a screw for a vise |
| tom - Sunday, 10/10/04 15:17:18 EDT |
|
i'm not sure if it would be the right size, but I saw a vice screw at www.grizzly.com for about $25. I cant be sure, I just got into blacksmithing about half a year ago. |
| - Bjorn - Sunday, 10/10/04 15:45:31 EDT |
|
Stack Caps: What about adding a small coolie hat to Tony's low loss design, spaced well above the top of the stack? Seems like you could make it just big enough to keep near-vertical rain out of the stack without creating too much of a flow restriction. |
| Mike B - Sunday, 10/10/04 16:24:34 EDT |
|
Mike: I had thought of the coolie hat atop the stack as well, and it ought to work if you put it at least two diameters up from the top of the stack. Running on an 8-inch pipe with an open hood I was afraid to monkey with a proven thing. With the added boost of a side-draft hood I'd think it would work very well. |
| Alan-L - Sunday, 10/10/04 16:52:15 EDT |
|
I'm new at this but do have a forge that I built up along with numerous tools and have been having loads of pleasure turning out a variety of items. I'm interested in building a treadle hammer since I believe it an inexpensive substitute for a power hammer. I did send for plans from ABANA for the modified treadle by Hans Peot and I did look at the Grasshopper Treadle on the ABANA site. I was not convinced by either. With your experience, could you comment on the appropriateness of a Treadle and also where I may get a look at other plans. Thanx |
| Joe Johns - Sunday, 10/10/04 18:07:02 EDT |
|
Joe Johns: If you do a search in the archives, especially the virtual hammer-in archives, on this site you will find much discussion on the subject. What it all boils down to is that a treadle hammer is a great tool, but I can attest from personal experience it is in no way a substitute for a power hammer. Treadle hammers are excellent for single hard blows on tooling, such as chisel work, punching, and so on. They are horrible at drawing out long tapers, thinning big stock, die forging large things, and many other things a power hammer is good for. Treadle hammers do things power hammers don't, and vice-versa. There's not a lot of overlap. I haven't looked at the Peot plans, and I too am not convinced by the Grasshopper. Mine is a version of the old-style ABANA plan such as offered by Jere Kirkpatrick. The new inline models are very nice, but not really necessary in my opinion. |
| Alan-L - Sunday, 10/10/04 19:01:29 EDT |
|
Hail, my name is Corey and I am new to blacksmithing. I have read many books and have finally decided on starting my own forge soon. No matter how many books i have read they still have not answered my main question. What is the best fire fuel(I highly doubt i could gain access to coal but if i had to I could try. And the only charcoal i could get it from the stores, which is used for grills. Wood im sure doesn't burn hot enough.) One other question what is the best type of metal to use. Or does it require different metals for differents jobs. Thanks for your help. |
| Corey - Sunday, 10/10/04 20:30:07 EDT |
|
Corey, Let me welcome you! As for your questions; Coal is used by many folks as is true charcoal. If I may suggest that you peruse the "Getting Started" section here on anvilfire. In it you will find many if not all of your answers. We here will try to help if we can. |
| Ralph - Sunday, 10/10/04 21:45:48 EDT |
|
forge building: Today I had a new idea for the rest of the forge around a brake drum. I have a couple stamped sheet metal wagon bodies that were pulled from a hardware store dumpster (dented a bit in shipping). It would be easier to work with and lighter to move than the sink. |
| Elliott Olson - Sunday, 10/10/04 22:02:58 EDT |
|
Cheap Vise: These absolutely WILL NOT do for blacksmithing. They are much worse than a cheap cast iron anvil. Take your time, poke around, go to some blacksmithing meets and you will find a good blacksmiths leg vise for $50 to $125. Maybe less if you find it at a yard sale or flea market. These are forged wrought or mild steel with hard steel jaws forge welded on. They will take 20 times the load of a cast iron vise and will last generations as apposed to one or two sharp blows to destroy a small cast iron vise. Heavy cast iron or ductile iron vises DO have a lot of use in the shop. These vises weigh 50 to 250 pounds. The models in the 100 pound and up range will take a lot of pounding and can be used for bending and pressing, holding work to saw and chisle. In fact, these heavy vises were known as "chipping" vises. They were designed to hold blocks of cast iron or steel while being chisled and scraped to produce precision surfaces. All this type work is now done will milling machines or shapers but chipping was an art practiced well into the 1950's in industry. Cheap little machinist vises are good for holding work to be filed, hand sawed, drilled but no pounding. |
| - guru - Sunday, 10/10/04 22:46:18 EDT |
|
Knife/Saw Blades: The purpose of the ragged saw blade on combat blades was to cut through a thin aircraft skin in order to escape a crash. They did not need to be a particularly good blade with chip clearance proper rake and all the properties of a good saw blade. They just had to rip through soft thin aluminium. If you want to study a good set-less blade look at Japanese saw blades. To finish sharpening or grinding a saw blade is an art that requires special equipment setups. If you want to make really good saw teeth look into Bellsaw sharpening equipment. Their advertising literature and catalogs will teach you a LOT about saw teeth. Grinding this type of shape is also done with precision tool grinders such as used for sharpening milling cutters, broaches and cold saws. You want sharp, clean, precision saw teeth? Study the technology and obtain the equipment. It is a specialty that can be done well, or very poorly. |
| - guru - Sunday, 10/10/04 23:12:13 EDT |
|
Best Forge Fuel: In order: 1) High grade soft coal (bituminous). High BTU, low ash, low sulfur. 2) Charcoal (real wood charcoal). 3) Medium grade coal with high BTU, moderate ash. 4) Dry hardwood, coaled in the forge. 5) Natural gas (because its cheaper than propane) 6) Propane 7) Fuel oil (maybe better than propane but forges are more complicated and expensive. 5-7 Are the "best" for production work where you are feeding a power hammer or press OR where availability problems or emmisions (smoke) prevent the use of solid fuels. Charcoal briquets are not on this list because they are generaly unsuitable for blacksmithing. They are made of sawdust, a little charcoal, a little bituminous coal and glue. They are specialy designed NOT to get too hot. Real charcoal is just wood with the water and volitiles cooked out of it. See our FAQ on Coal and Charcoal for methods of making it. |
| - guru - Sunday, 10/10/04 23:34:28 EDT |
|
saw sharpening: FYI, years ago Foley and Belsaw merged (I think Foley aquired Belsaw). My dad does saw sharpening and has some of their equipment. Their site is www.foley-belsaw.com |
| Elliott Olson - Monday, 10/11/04 00:34:25 EDT |
|
Guru & all, I saw Yataiki, a Japanese saw maker, set teeth with a small hammer over an anvil edge. These were woodworkers' saws, and the set was slight. |
| Frank Turley - Monday, 10/11/04 08:29:19 EDT |
|
Hi again, I have another question, this time concerning a blower of the two that I have. Having taken the blower apart, I have come to a stand-still. There is no oil in it, obviously, having remained outside, unused for over ten years, as far as I was told. Having been attached right on the side of a portable forge, it obviously gets a bit hot. Are there any specifications for what kind of oil I should use? By the way, the gears turn freely now that I've cleaned the body out. Seems there was just a bit too much dirt, rust, and bugs inside to keep the fan from turning. Also, the fan blade needs to be replaced, any suggestions? Thanks again for your continued help, Travis |
| Travis Parker - Monday, 10/11/04 16:16:53 EDT |
|
Travis, Auto transmission fluid works well in blower housings - so does most any good quality medium weight oil. I use plain old 30 weight. |
| - HWooldridge - Monday, 10/11/04 17:05:19 EDT |
|
Maybe a dumb question, maybe not... Could you use chisles, like you would use for cutting a file for making saw teeth? |
| HavokTD - Monday, 10/11/04 17:44:44 EDT |
|
Travis, I use chainsaw bar lube oil in my blower. It is a sticky oil. I find motor oil to be to runny as it's designed to lubricate under pressure. Just use enough so the blower runs nice and smooth and relatively quiet. Don't fill the case up with oil like you would a modern machine. The seals aren't oiltight and never were. Oil is cheaper than parts. This reply brought to you by the letters C,S,I, and the colour blue |
| JimG - Monday, 10/11/04 17:53:50 EDT |
|
Greetings, I am looking for someone to custom manufacture a set of swage blocks and have been told this would be the best place to post such a request. I can be reached via dwpeters@19sixty9.com. Further details will be sent upon request. |
| DW Peters - Monday, 10/11/04 18:06:54 EDT |
|
Travis Parker, I reccomend ATF as the blower gear case fluid of choice, especially in the colder climes as it has very good low temp viscosity,(won't act like glue on the gears at 20F) and will operate over a very useable range of temps. Cheap too. |
| ptree - Monday, 10/11/04 18:15:33 EDT |
|
This Saturday, i`m going to the Big Lick Antique Festival in Oakboro, NC, i`m really hoping to find an anvil for sale. |
| - NewSmith - Monday, 10/11/04 21:33:28 EDT |
|
frank, i can forge my own blades just fine, just i was thinking about doing a stock removal for this knife because it looked rather complex in shape to forge, so i figured id save myself some work and get it perfectly cut to shape. then i forges a quick version out of some 1075 i had and it came out quite well. so im just gunna buy some 1095 from admiral and forge it. what kind of blueing did you use on your blades? my blueing never wears off, unless i use a whetstone. but i also sand blast my blades so it might last longer because of that. i am interested in your class. where are you located,how much does it cost, and how long does it last? awp, yeah i know im a member of bladeforums.com thanks though guru thanks for the info, i gunna have my grandpas freind do it for me, hes a machinist. |
| matt - Monday, 10/11/04 21:44:52 EDT |
|
newsmith , what size anvil do you want--email me at ptpiddler@bellsouth.net-- I have an extra anvil for sale |
| - ptpiddler - Monday, 10/11/04 21:47:10 EDT |
|
I survived the Battle of Hastings commemoration (XXXVI) for another year. Normans 4, English 1 (we got in a good one at the end, just for cosmic payback). Soent most of Saturday repairing ripped leather and a mouse hole in the bellows, but had some good forging time on Sunday. Met some very nice people, John Bone and a few other folks; and a lot of kids who want to learn more about blacksmithing. One of the crew dropped some chrome-plated scrap stock on me for further transformation. Now, I've studiously avoided galvanized stuff; but I don't recall ever messing with chrome. Given that the chrome and the possible base plating of nickel will be in play if I take to forging it; what, if any, hazards should I beware of and what precautions would y'all suggest? A sunny and cool day on the banks of the lower Potomac; unloading the car, stashing the boat, cleaning the iron cookware, claening and oiling weapons and armor, catching up on farm and houshold chores- I even used my axe-eye tongs, lashings and a pry bar to pull the bottom end of a rotted fence post out of the ground to put in another... What fun! Visit your National Parks: www.nps.gov Go viking: www.longshipco.org Camp Fenby Autumn Session: November 12-14 at Oakley, Maryland |
| Bruce Blackistone (Atli) - Monday, 10/11/04 23:05:20 EDT |
|
ptree, only dodwn to 20�F? That's a very WARM winter day in northern MN. ;) |
| Elliott Olson - Tuesday, 10/12/04 00:12:34 EDT |
|
Hi - I know there is an answer to this in the literature I've read but I've looked everywhere and can't find it! I'm renovating a couple of old(ish) stainless diving / fishing knives for a friend of mine. Both knives are magnetic and were hardened when made, I've trued them up on a disc grinder and re-ground the flat grind on both with a new 60 grit belt. I don't think I've over heated either one, however, when I initially ran a file over them they appear to have hard and soft spots. Not knowing the specs of the s/s used in either knife is their any rule of thumb heat treating method? |
| JamesK - Tuesday, 10/12/04 07:34:07 EDT |
|
Hello, I am Rajamani Raju from Chennai, India. I am a Mechanical Engineering Graduate with an MBA in operations Management. I worked in a Telecom cable industry for the past six years (since my graduation) and recently (Before 3 months) moved to an industry dealing with mostly ferrous materials. First of all I am very much confused with the specifications of the materials.. for example.. EN8 EN19 SAE 8620.. SAE 1060 etc.. They follow several standards according to the customers. Nearly five or six standards are followed. I wanted to know where could I get a complete list of equivalents for Carbon steels.. their composition and classification. Hope I could get reply form your side. With regards, R.Rajamani |
| Rajamani Raju - Tuesday, 10/12/04 07:58:38 EDT |
|
The site is very Good. And much interactive and informative. I have posted my doubt. Hope I would get an answer. ThankU |
| - Rajamani Raju - Tuesday, 10/12/04 08:00:18 EDT |
|
Ramani Raju, you will get an answer, eventually. I think the Guru is on the road again. If I knew the answer to your question, I'd tell you. Newsmith: Good luck. I know where there's a 135 lb. Peter Wright with a decent face for $300. I didn't try to bargain because I don't need one, so I don't know if he'd come down any. I personally wouldn't pay that for this one, but if you really really need an anvil it's just outside Elizabethton, TN. HavokTD, I think that's how they make jeweler's saw blades. |
| Alan-L - Tuesday, 10/12/04 08:19:02 EDT |
|
Nr. Raju, Your search engines like google.com will help, if you type in "steel numbering systems". Also, I purchased a U.S. Government booklet years ago, one which has helped me to understand the American Iron and Steel Institute/Society of Automotive Engineers (AISI/SAE) system used in the States: "Heat Treatment and Properties of Iron and Steel" by Diggs & Rosenberg. Your online booksellers may have it listed. It dates from 1960, but is still useful in many cases. For example the '10' series in 1060 stands for nonsulphurized carbon steel, and according to this writing, the 60 is the average carbon content expressed as 0.60%. The typical analysis with the composition limits as percentages is listed. AISI C1060: carbon 0.55-0.65%; manganese 0.60-0.90%; phosphorus limit .040%; sulphur limit .050%. The '86' series is a nickel, chromium, molybdenum steel, etc. |
| Frank Turley - Tuesday, 10/12/04 10:00:36 EDT |
|
Atli, Are there any pics of your early medieval forge that one could take a look at? |
| Shack - Tuesday, 10/12/04 10:40:06 EDT |
|
Raj, Find a copy of Machinery's Hand Book. It has a comprehensive listing of steels and classifications. |
| - HWooldridge - Tuesday, 10/12/04 10:46:00 EDT |
|
Question on knifemaking forges. i no sooner ordered a NC Knifemaker forge for $460 when some guy told me i should consider a different forge for doing laminate blades. He says that the forge can get up to welding heat, but its really inefficient, and that a forge with a blower would be highly recommended. Is this completely legitimate? I was watching a tape by jim hrisoulas, and it appeared that he was using the same exact forge... atleast i know he didn't have a blower. so in a nut shell, do you think that the NC Knifemaker forge is going to do the job for me, or should i consider a different forge? thanks for all the help Michael |
| adimeshort - Tuesday, 10/12/04 12:03:46 EDT |
|
Argggghhh, I said ARGGGGGGHHHHH! Now everybody repeat after me "THERE IS NO BEST ANYTHING!" everything is dependent on the specific situation. So you have a survival knife that will do everything including play by plays of the games you are missing---*but* it's in the baggage hold of the plane that sunk when it crashed in a lake/ocean. The best survival knife is the one you have *ON* you when you are put in a survival situation---not under the seat of the truck or packed in a suitcase. It used to be that I could carry my SAK on international flights and everywhere else as well. For me that is my "best" survival knife as it would be the one most likely to have to hand in a survival situation. If I am in a situation where I could carry some honking big knife around, I'd rather go with a fairly small knife and a small light hatchet in a buddy sheath...If I was real weight concious I might bring just the hatched head and expect to use the knife to make a handle. This rant brought to you by Thomas, at work with a SAK in his pocket. |
| Thomas P - Tuesday, 10/12/04 12:37:21 EDT |
|
Rajamani Raju, The EN numbers you gave stand for Euro Normal, and are standards that have been developed by the European Common Union, similar to ASTM standards that are developed in the USA. EN standards are a relatively recent occurence - prior to that there were DIN (issued by West Germany) and other individual country standards. You'll need a recently published cross-reference book to deal with them. SAE stands for the Society of Automotive Engineers - an engineering society in the United States that publishes standards for automotive and aerospace applications. For a cross reference list/book, check out the American Society for Metals their web-site is: www.asm-intl.org They have a book store geared to supplying the metals professional. Regards, Gavain |
| - Gavainh - Tuesday, 10/12/04 12:43:12 EDT |
|
I agree with thomas- and I have had a SAK (swiss army knife) in my pocket for the last 35 years. And I use it every day, for everything from opening wine bottles to adjusting glasses frames to removing towel bars from the wall to slicing cheese. Not once in those thirty five years have I had to saw my way out of an airplane, or butcher a wild boar in my jockey shorts. ( no, I dont have wild boars in my jockey shorts- its just a metaphor) But for cutting wood, or filing metal, or opening packages, or picking my teeth, or writing a check (my SAK has a pen in it) all the stuff that actually keeps me surviving in our modern world, I think it is the best knife I can carry. It also has the advantage of not automatically attracting the attention of uniformed men with badges. Tom Brown is a remarkable man, and both of my kids have taken extensive camps with a survival expert who trained with Tom Brown- but his idea of "survival" is kind of romantic in this day and age. We can all dream about the post industrial mad max type world, where we rescue fur bikini clad women from mohawk wearing bad guys in our leather pants, but in reality, a giant knife like sylvester stallone carries is just an ego prop most of the time. The teeth on my swiss army knife saw are very sharp- machine ground with no set. And I have no doubt I could saw my way out of an airplane with it if I needed to. Or remove the screws from the door hinges, which you couldnt do with your honking big sword. |
| - Ries - Tuesday, 10/12/04 12:53:00 EDT |
|
Hot working dies. I want to make some dies for my flypress that will allow me to make various shaped rivet heads. I will need to forge the dies myself. The dies will be used for repetative work with hot steel. Can anybody suggest a hard wearing steel that is suited to working hot metal under pressure. I don't want anything too fancy now! Thanks in advance. Bob. |
| Bob G - Tuesday, 10/12/04 13:27:00 EDT |
|
Bob: How about H13? Sounds perfect for your application and its easy to work with. |
| adam - Tuesday, 10/12/04 13:33:04 EDT |
|
Bob G, I use S7 for a lot of the smaller tooling I make for my flypress. It is easily available in round bar form from McMaster (buy the oversize rods NOT the ground rodds or overpay!). If you heat treat it and then temper at high heat it's suitable for moderate hot work. As an air hardening tool steel you won't want to quench it though. A quick touch of beeswax after use helps. I find that H13 can be harder to come by but I was lucky enough to buy some at a good price from Steve Parker at Quad States so I'll be using some of that too. |
| SGensh - Tuesday, 10/12/04 13:57:00 EDT |
|
RIES; Rumor has it that you have a metaphor in your shorts. I feel your pain, my brother |
| - 3dogs - Tuesday, 10/12/04 14:05:27 EDT |
|
IMO the most useful survival tool is a credit card. It remains effective even when the edges have worn dull. You are much more likely to find yourself stranded on the hiway with a broken vehicle than having to fight your way out of an aircraft that is sinking into the ocean. A credit card will get you a tow, a motel, a meal and repair your truck. A knife will just get you arrested :) |
| adam - Tuesday, 10/12/04 15:24:16 EDT |
|
im agreeing with you guys on the fact that survival situations are becoming rare. i mostly want a tracker style knife for it usefullness in dressing and quartering deer,(bonesaw, gut hook, skinner blade, and a drawshave for cleaning the skin) and doing small chores around camp. but me and my father do primitive camping were we test our skills. so it is much like a controlled survival situation (nothin but food and a couple tools). plus i really like the look and feel of the design,nice and functional, also it isnt too big or too small. |
| matt - Tuesday, 10/12/04 15:44:38 EDT |
|
Hi - I am wondering if you know of some historic paintings, that show what blacksmiths wore in the 18th centures - in Virginia, if possible. I work at a historic site in Chantilly VA where there were slave blacksmiths and am looking in particular for the type of apron they might have worn. Any help is appreciated. Thank you, Tammy Loxton Historian Sully Historic Site |
| Tammy Loxton - Tuesday, 10/12/04 15:49:23 EDT |
|
Michael, I believe that the NC Knifemaker forge will work fine for you. I use a Whisper Momma and am very satisfied with it. |
| Paw Paw - Tuesday, 10/12/04 15:55:16 EDT |
|
1. What is the Michael Price grind? 2. Is peanut oil a suitable quenching medium for 5160 and 52100 and is it as good as Teaxco Type A and or Mineral oil when heated to 160 F? |
| dennis m toland - Tuesday, 10/12/04 16:17:21 EDT |
|
Adam, getting arrested will get you a tow a motel and a meal too! They won't fix your truck but you may get your wagon fixed! Now for something funny, Tom Brown and his brother Jim were my scoutmasters back in New Jersey in the '70's...spent a bit of time camping in the Pine barrens back then...I was the troops token nerd; now they are all probably staid middle class folk and I'm forging historic replicas... Thomas |
| Thomas P - Tuesday, 10/12/04 17:09:38 EDT |
|
Whooo. I'm glad to hear that paw paw. The article on the whisper momma and baby are what enticed me to get the knifemaker in the first place� I�ve been using charcoal, but man, 90% of the time is spent up making the fuel� I still intend to use my charcoal forge (I love the authenticity feel to it, plus it would be fun at a rendezvous), but its hard to harvest charcoal in the winter up here in utah, and since I�m trying to build my skills, I thought that a gas forge would be the way to go. Its depressing to go through 5 hours of charcoal in half an hour having produced nothing. ;) My price grind is around a few dollars now... i ordered the NC yesterday.. and thought hey, since i've already paid for it, i guess i'll see what everybody thinks of it. Not the best of buying strategies, but I figured after reading the review on momma and baby, I�d feel pretty safe in getting the knifemaker i'm just a hobbyist getting into the art, (I�m actually a dental technician who mainly waxes and casts gold crowns for the doctors) so hopefully it'll work better than what I would need. also, has anyone ever attempted modifying a NC whisper forge by adding a blower to it? MIKE |
| adimeshort - Tuesday, 10/12/04 17:22:11 EDT |
|
HELP!!! When I make a coal fire in my forge, I occasionally get what I call "floaters" coming from the lower part of the fire after it gets to a usable condition. These floaters range in size from very small (1/8") to large (1/2 to 3/4"). It's not clear to me what I need to do to avoid this. I don't know if this is large ash or just very light coke. These floaters will come to the top of the fire, even without significant air flow. Sometimes they will shower out the top up from the fire like a shooting sparkler with little or moderate air flow. I am using bituminous coal I purchased from the blacksmith group at the Carroll County Farm Museum in Westminister, MD. I beliefe it is a problem I am creating somehow, not the coal. I don't get clinkers with this coal, nor do I have what I would consider significant ash when I put the fire out. When I do put the fire out, I just rake all the coals (coke and "coke in the making", I guess) out from the fire pot to the front of the forge. Then I sprinkle water on it to kill the fire. I then break up the larger pieces of coke with a poker. When I start a new fire, I use the larger chunks of coke to start the fire, then rake all the other smaller "stuff" that came out of the fire when I put it out (maybe that is where the problem is starting?). This has to be a fire management issue. What do you all suggest? |
| djhammerd - Tuesday, 10/12/04 18:30:27 EDT |
|
Beliefe = believe. Also, the last sentence of the description should make it clear that I rake all the smaller stuff from the front of the forge (from the previous fire) into the fire. I think I need a copy editor before I post. |
| djhammerd - Tuesday, 10/12/04 18:33:22 EDT |
|
Fire tending, AKA floaters. With out seeing your fire it is hard to tell, but I am guessing it has to do with the shape of the fire. IN other words how it is open. Most of my fires look sorta like Mt St Helens . Or a horseshoe shape. As for taking apart fires. I usually take the shovel and pull the sides and back off to one side thus, keeping green coal together, and larger pieces of coke to the opposite side. The the stuff left in the firepot istself I pull to the front and spread. This is to minimize the spread of clinkers and make it easier to sort later. |
| Ralph - Tuesday, 10/12/04 19:22:05 EDT |
|
djhammerd, sounds like fly ash to me. All coal does it some, but some coal does it more than others. |
| Alan-L - Tuesday, 10/12/04 20:01:06 EDT |
|
Elliott Olson, I only noted the 20F as an example. ATF is usable down to -20F without much viscosity change. I just thought that most people have shops a bit warmer than that. BOG |
| ptree - Tuesday, 10/12/04 20:46:51 EDT |
|
In my humble opinon, the best all around survival tool is between your ears. |
| ptree - Tuesday, 10/12/04 20:53:00 EDT |
|
I posted photos of my forge on user gallery. |
| - NewSmith - Tuesday, 10/12/04 21:30:17 EDT |
|
NewSmith, You did a nice job on the forge, I like the fact that you made one side larger than the other. You can lay tongs on the narrow side, and coal on the wide side. Makes everything very handy while working. The projects are good for a beginner. You'll do better with time, but you are starting out very well. |
| Paw Paw - Tuesday, 10/12/04 21:38:14 EDT |
|
Mike, Contact me email. I'll see if I can figure out a way to help you with the charcoal problem. |
| Paw Paw - Tuesday, 10/12/04 21:43:38 EDT |
|
Thank you Paw Paw, I just added a description to the "forgefront" pic. |
| - NewSmith - Tuesday, 10/12/04 22:11:54 EDT |
|
Shack; Early Medieval Forge: Matt Amt has a couple of pictures from his Midgard site: http://www.larp.com/midgard/02h24.jpg shows (l-r) the tool chest; slack bucket with whisk for controlling the fire (the broomgrass whisk spritzes just enough water for good control with a charcoal fire); hammers, chisels, and punches; the twinned bellows connected to the tuyere pipe theough a Y shaped hle inthe wooden block, the soapstone bellows shield (or tuyere stone) with a poker and rake behind it, a selection of tongs; and a wicker basket of charcoal with the handle of the slice (flat shovel) sticking out and filled with ricked charcoal from the farm brush pile. http://www.larp.com/midgard/02h26.jpg shows your's truly along with the anvil stump (devided into two pieces for transport) with a block anvil, bick and hardy inletted into it in the medieval fashion. Tammy; Blacksmiths Aprons: There was, and is, a lot of variation in aprons, but the one I'm shown wearing in the second picture, above, is pretty much a constant from the medieval period to today. Mine is cow hide (actually when I bought it from Tandy, back when they actually had retail outlets, it was called "blacksmith's tanned" or some similar term). If you look closely, it consists of the the back, shoulders and neck of the steer, the neck being worn uppermost over the chest. This is also about where the skin on a steer tends to be pretty thick, so it adds extra protection. An adjustable strap from the corners of the neck around your neck, and another pair of staps from the corners of the cut for the front legs for around your waist, tied in front or in back, and you are in business. As I remember, both this style and the simpler waist cinched leather apron are illustrated in Diderot. In America, the shorter aprons probably did not have the fringe that developed in England, which seems to be largely ornamental. If I ever have some time at work, I'll try to get by the Departmental library and do a little more research. You might also contact our staff at Suagus ironworks National Historic Site for further information ( www.nps.gov/sair/ ). Lovely autumn weather on the banks of the lower Potomac, but fixin' to rain starting tomorrow. Visit your National Parks: www.nps.gov Go viking: www.longshipco.org Camp Fenby Autumn Session: November 12-14 at Oakley |
| Bruce Blackistone (Atli) - Tuesday, 10/12/04 23:20:33 EDT |
|
Atli, how do you (or helper) operate the bellows? On knees and pump alternately? |
| Elliott Olson - Wednesday, 10/13/04 01:36:15 EDT |
|
BTW, what is "ricked" charcoal? |
| Elliott Olson - Wednesday, 10/13/04 01:48:47 EDT |
|
Tammy; There are several such images here on Anvilfire...I think one is on the Iforge section James K; The sport dive knives of yore tended to be best classed as blunt instruments...made to be stainless above all, good for prying and poking and as an edged tool..sort of. Not knowing the alloy, heat treating would be pretty blind. What I have done under similar circumstances is, looked both ways to see that other blacksmiths weren't looking, then, with a very hard hammer on a very hard anvil face, i gently peened the edge of the blade from both sides, with the edge flat against the anvil until it stiffened up from work hardening. Never admit to doing such of course....but the knife in question almost held an edge after that. Funky solution. Mike: I'd suggest you just coat the inside of that new forge with some of the ITC stuff ( which will get you some extra heat efficency) and use it...It'll do fine I'd bet. Elliot: the bellows were operated by a supplicant to the craft , working solely with his belly to the ground. Ricked charcoal was carefullystacked by Rick himself ( a professional from the royal guild of true stackers) in an altogether propper manner: painstakingly learned during a 5 year apprenticeship. While the Guru's away......... |
| - Pete F - Wednesday, 10/13/04 03:51:40 EDT |
|
One of the long time lurkers is moved to speak EN coded steel is (IIRC) derived from the Enfield armoury, London and was started early last century (WW1 I think). I think you will find that it is a performance spec with the numbers giving the yield strength. Gavain�s error comes from the European Union drive to unify standards, thus country standards are of one form, European standards are ratified by individual countries with an EN in the title e.g. BS xxx and BS EN xxx. And as I�m posting, I�ll ask 2 questions I have been working over in my mind for a couple of weeks On food items (cups, pans, bowls) would you get a similar result to tinning if you used solder (drinking water, high tin (?) type), and modern (again high tin) pewter. I think both will be safe and both should work but I am looking for a second opinion. The second question relates back to the hot drinks in pewter thread. I am assuming copper (clean, light patina) has no problems with hot drinks. But what are the risks of other soft drinks in tinned/pewter or copper tankards. My main concerns are about citric acid (orange juice) etc, and phosphoric acid (coke!) and the like. |
| Nigel - Wednesday, 10/13/04 08:04:25 EDT |
|
Nigel: I'd suspect modern lead-free plumbing solder would work, but it doesn't have the best flow characteristics. I use it to cast "pewter" objects from time to time when I don't have any pure tin. It seems to have a higher surface tension when liquid. Since the solder is usually something like 95% tin, 4% silver, and ~1% antimony, it's stronger than pure tin. I have never tried simply tinning an object with it, it might work better than pure tin. At any rate, it'd be even more resistant to acids, but I still wouldn't want to drink acidic stuff from it. Unless we're talking about a nice bitter, of course! |
| Alan-L - Wednesday, 10/13/04 08:48:38 EDT |
|
Flypress Die Steel: Bob, Everything depends on the amount of detail in your dies and the number of impressions. Mild steel dies will work well for thousands of impressions on good HOT mild steel but may wash out a bit. Any medium to high carbon steel will produce many thousands of pieces with little wear. Where you need hot work steel is with punches and slender tooling that heats up very rapidly. These items often reach a low red on a single stroke of a flypress due to its slow speed. To prevent wash out or errosion of dies dust out the loose scale on every use. A tap on the anvil to break loose the new scale on the part to be pressed will result in a cleaner part with sharper detail AND prevent wear of the dies. A friend of mine give production parts a single blow on one power hammer to dislodge all the scale before forging the shape in mild steel dies on another. He made tens of thousands of claw furniture feet in mild steel dies this way. |
| - guru - Wednesday, 10/13/04 10:17:00 EDT |
|
djhammerd, Your "floaters" are small pieces of coke being blown out by too much blast in the forge. Reduce the blast. The only bits that a proper blast should blow out of the fire are fly ash sized pieces and maybe 1/8" bits at full blast while getting the fire up to temperature. |
| - guru - Wednesday, 10/13/04 10:20:16 EDT |
|
Ricked Charcoal: Asside from Petes pun abotu Rich the Charcoal Maker. . this is charcoal made by stacking the the wood in rectangular "ricks" with the small sticks of wood in perpendicular layers. The ricks are set on fire and when a good blaze is going and all the rick is burning the fire is put out, usualy with water. Rick charcoal is not always coaled all the way through. Charcoal is also made in a retort (closed container) and is usualy coaled all the way through. Both methods produce "real" charcoal. Ricked charcoal is most often used to age whiskey so being wet is not a problem and having some raw wood in it adds to the flavor, a desirable result. 100% coaled wood does not add the barrel flavoring. . . |
| - guru - Wednesday, 10/13/04 10:36:32 EDT |
|
Alan-L around these parts plumbing solder has *no* silver in it just tin and antimony. You have to pay extra to get a silver bearing solder with the couple of percents silver in it. A rick is actually a volume measurement of wood (you go from a cord to a face cord---remember how upset a fellow was when he sold me a cord of wood and delivered a face cord and I pointed out the state had a department dedicated to weights and measures that we could discuss it with!---to a rick. So Bassically it is a neatly stacked pile of wood of certain dimensions. Hot drinks in copper---good for burned lips! Copper is an excellent heat conductor. My camping food gear is all metal *except* my hot drink cup, on a cold morning I want to drink my tea hottor than is comfortable from a metal cup. So I used an industrial coffee cup that lasted through years of camping only to bite the dust here at work, sigh. Medieval bellows: the illuminations and carvings generally show the bellows elevated slightly and a helper bending over them, or a shaft rigged to pump the bellows alternatingly as it's worked. For short term "travel" forges your helper kneels. The answer to "waht does a travelling blacksmith's forge look like in medieval times?" is: a campfire with a bellows stuck into it. Thomas |
| Thomas P - Wednesday, 10/13/04 10:42:54 EDT |
|
Tandy/Leather Factory, These two are somehow allied, and the retail outlets are opening again in the U.S. for the sale of leather and letherworking tools. In Santa Fe, Tandy had a "grand opening" last month. |
| Frank Turley - Wednesday, 10/13/04 10:44:14 EDT |
|
NewSmith: Nice forge you made there. I too like the 60/40 split design. You forge welded a cross on your third day forging?! Well, that dispells a myth or two. Good work. What's that chunk on a stump we see in the background that you're using for an anvil? |
| Gronk - Wednesday, 10/13/04 10:51:14 EDT |
|
Dear Guru, I am interested in melting and casting steel and iron, with a homemade cupola furnace. I know iron is cast quite a bit, but I have done some research online, and have yet to find any reference to melting steel at home. To your knowledge, is it possible to melt steel with a homemade cupola? Also, is it possible to convert steel back to plain iron for purposes of casting? I am interested in this, because the welding and machine shops at school go through thousands of pounds of steel every semester, and the scrap is given away, or thrown away. I was hoping to put it to good personal use. Thanks, Nate PS:The homemade anvil is coming along, slowly, but surely. I found a wide and thick peice of tool steel that I am going to use as the face. Thanks for your help on that one. |
| Nate - Wednesday, 10/13/04 11:06:15 EDT |
|
Tandy/Leather Factory I believe that the Leather Factory bought Tandy a several years ago, and have slowly been opening new stores across the country. They kept Tandy as the name for the basic leather supply huts, at least up here. |
| Escher - Wednesday, 10/13/04 12:13:38 EDT |
|
I order from the Leather Factory website, and it comes in a Tandy box. Then I order from the Tandy site, and it comes in a Leather Factory box. ;) There's a list of Tandy stores, and a list of Leather Factory stores, and they're not the same list. But they do put out some things marked Tandy/Leather Factory. Oh well, as long as I get what I ordered... Working myself up to another season as one of Santa's little helpers... every year I tell myself I will not procrastinate so long that I have to spend Christmas Eve at the forge to get everything done... ;) Steve |
| Steve A - Wednesday, 10/13/04 12:36:45 EDT |
|
Nigel - I'd check out solder content - here in the US lead has been banned from solder used for copper drinking water supplies for 10 or more years, not certain of the status in Great Britain. The non lead containing solder doesn't flow nearly as nicely as the lead containing and has a smaller temperature range for melting/coating. Definitely don't want to use a lead containing solder for coating an eating/drinking vessel. I'll second Thomas's comments on hot liquids in tinned copper mugs, but I do drink hot coffee from mine - may have to wait a few minutes for it to cool though. I don't normally drink coke or orange juice from it, but have had no problems in drinking beer from it. Wouldn't be comfortable in drinking acid drinks from a copper tankard without tinning-the acid would tend to dissolve the oxide (verdigris) ingested copper oxide is not a good thing. I'm certain that others can comment more knowledgably, but I know copper salts and such are used as fungicides. Also, when we were oxygenating the incoming stream water to a salmon farm we couldn't use any copper or brass components in contact with the stream. Everything had to be stainless, just the water across the brass jets would have been enough to pick up enough copper to sicken or kill the young salmon. Regards, Gavain |
| - Gavainh - Wednesday, 10/13/04 13:12:48 EDT |
|
Elliott; Early Medieval Forge Operation: With such a setup I quickly learned that it is totally inefficient to try to pump the bellows, tend the fire, and work the metal by yourself. Hence, you have a helper, kneeling (if you're really nice) on a fluffy sheepskin or on the dirt if you have a sufficiently large labor pool and callous attitude. A gradual buildup and alternate pumping of the bellows (on my model) keeps the tuyere pipe pressurized and prevents superheated backfow. Other interpretations I've seen have a gap between the bellows and the tuyere stone to prevent this problem. (See the "International Edition" of the Anvilfire News.) This being Hastings, we needed our field forge for repairs as well as demonstrations. Biringuccio shows all sorts of exotic rigs for mechanical contrivances to pump twinned bellows from the smithing position. Makes you appreciate the "stacked" or double chambered great bellows for their simplicity and consistancy. Just took a long time to get to them, probably due to some inventive blacksmith having a labor shortage. :-) On the ricked charcoal, there is some initial moisture content, but I've never noted much difference, once it has dried in the sun, between my former brush pile and odd and ends of flooring and furniture munufacturing waste that've been cooked in a retort and sold in bags. Back to our misery with the silly auditors. Vist your National Parks: www.nps.gov Go viking: www.longshipco.org |
| Bruce Blackistone (Atli) - Wednesday, 10/13/04 15:00:16 EDT |
|
Casting Iron vs. Steel: Nate, There is a considerable difference between casting the two. Steel oxidizes very rapidly and must be melted under special conditions. When melted in a coupla steel becomes white cast iron which is very hard and brittle. Steel can be used to make cast iron but you must know what you are doing. Most people casting from a coupla use good CI going in. Steel must be melted in a crucible and kept covered to prevent oxidation. It is not melted in a coupla. Cast iron is generaly not too much trouble. Ductile iron can be made from cast iron by passing the cast iron through a chamber in the mold with mangnesium nodules. The magnesium causes the carbon to form into graphite beads in the iron reducing the carbon content to close to mild steel. This product is ductile and can be welded. |
| - guru - Wednesday, 10/13/04 15:02:19 EDT |
|
Gavain that was the sort of opinion I had, hence the other question. To my knowledge, the UK has not had lead in drinking water solder since the �80s. The details behind the questions are a 2 pint copper tankard, with likely contents of coke or beer. The more I thought of it, the more I worried about the combination of phosphoric acid and an unknown composition solder/pewter, but that was clearly better than copper and its oxides/salts. I�m thinking about using coke to clean the copper before �tinning� (cleans copper well, no ADDED hazardous chemicals?!) |
| - Nigel - Wednesday, 10/13/04 15:17:58 EDT |
|
Gavain that was the sort of opinion I had, hence the other question. To my knowledge, the UK has not had lead in drinking water solder since the �80s. The details behind the questions are a 2 pint copper tankard, with likely contents of coke or beer. The more I thought of it, the more I worried about the combination of phosphoric acid and an unknown composition solder/pewter, but that was clearly better than copper and its oxides/salts. I�m thinking about using coke to clean the copper before �tinning� (cleans copper well, no ADDED hazardous chemicals!) |
| Nigel - Wednesday, 10/13/04 15:18:47 EDT |
|
on-well i wondered where that first one went |
| Nigel - Wednesday, 10/13/04 15:20:25 EDT |
|
Guru, Just out of curiosity, what is the method of converting steel back to iron? Thanks, Nate |
| Nate - Wednesday, 10/13/04 16:25:14 EDT |
|
Difficulties... Alright, I have welded the portable forge firepot back together, however, during the cooling process, the firepot cracked again in two places. It is made of steel and very old, so what kind of procedures should I use to keep it from cracking during the cooling, again? I would think pre-heating the firepot itself before welding it so the whole thing cools at roughly the same rate. Suggestions? So far, somewhat good. Thanks again! |
| Travis Parker - Wednesday, 10/13/04 16:35:08 EDT |
|
Thanks Gronk, and dont worry im replacing that anvil, it is pretty funny that I could even weld on that think especially on my first time, im just glad it turned out as good as it did. |
| - NewSmith - Wednesday, 10/13/04 16:43:00 EDT |
|
I am preaty new to blacksmithing and am trying to create my first real forge. I have been having a lot of trouble constructing a burner for a gas forge. the flame is allways to rich and the preasure guage dosent show any readings. I think that the jet hole is to big, but I don't know where to get a smaller drill bit. I'm only 14 so please use small words. |
| - Bjorn - Wednesday, 10/13/04 16:59:40 EDT |
|
Guru and den dwellers, I wrote several weeks ago concerning the Russian 110# anvil from Harbor Freight. With the little Russian firmly let in to the top of a poplar log, the 6" dia. forge set in a 3'x4' steel table w/ attached hood and fed w/ a reastat controled squirl cage blower, and the $40 post vice close by, I've been making tools, hooks and trinkets for about a week. The fun has been long anticipated. One catch was the strange hardy hole (1 3/16"). However, at the local Tuffman Equipment and Supply, they had 1 3/16" PTO shaft. I dressed the face and horn with a belt sander. The tool marks were gone in a few minutes. After looking for an anvil for weeks I was happy to pay the $80. It rings loud enought I need a magnet to quiet it down, and the only marks are from an occasional hammer miss.(I'll get better.) I have one problem. Would you walk me through a forge weld please? I made one successful weld with a bent over 1/2" bar. I used borax to flux just before I began to hammer. But, only one of several attempts didn't fail. |
| - scott - Wednesday, 10/13/04 17:11:45 EDT |
|
Does anyone know where I might be able to get mild steel sheet [18 or 16 ga] precut in 4" circles? It's for a charity project of sorts, so while I'm willing to pay for it, I'd rather not pay much, and cutting 50-75 of these things is more work than the entire rest of the project. I've tried looking at candle stick part makers, but had no luck yet. My scre[a #4] isn't quite strong enough to punch them out with an inset pipe fitting. Thoughts? Rainy [back to normal] today in Columbus Ohio! Thanks, Mike |
| MikeM-OH - Wednesday, 10/13/04 17:28:15 EDT |
|
Whoops, that should have been "screw press [a #4]" above.... |
| MikeM-OH - Wednesday, 10/13/04 17:29:29 EDT |
|
Mike, Can you use a 4" hole saw? That would leave a nice hole right in the middle if you need it for the candlestick. King Architectural Metals may have them also. 800-542-2379 |
| - HWooldridge - Wednesday, 10/13/04 17:48:35 EDT |
|
Mike, you wearing one of those MOB eyepatches too? Nate; what do you mean by "iron" cast iron or wrought iron? To turn steel into cast iron you need to add carbon to it---cast iron has more than 2% carbon and so has a higher carbon content than high carbon steel! Easiest way would be to melt it and add carbon, perhaps by adding a very high carbon cast iron to it. To make steel into wrought iron you need to use the Byers process and melt it and mix it with molten slag and then mechanically work it into wrought iron. Unfortunately the terms iron, steel and even tin are used idiosyncratically in the metals/building industries so sometimes you have to specify exactly what you mean. Bjorn how big did you drill the hole? Is it an aspirated or blown burner? (does it require a fan to work); What are you using for the regulator? We need more info to help you. Travis are you sure it's steel? Most old firepots I know of were made from Cast iron which has different welding requirements. Thomas |
| Thomas P - Wednesday, 10/13/04 17:51:55 EDT |
|
Travis, I'll bet your firepot is cast iron and not steel but at any rate, preheat to 300-400 degrees, weld with cast iron rod made for the task and pack in old wood ashes, sand, vermiculite or something similar to allow slower cooling. Light peening of the weld bead right after welding will also help. |
| - HWooldridge - Wednesday, 10/13/04 17:52:00 EDT |
|
MikeM, You might look around town and see if any of the weld fab shops do tank work. I got about 50 or so 'disks' for about 4 buck three years ago. They were a bit heavier than you want but they might have what you need. |
| Ralph - Wednesday, 10/13/04 17:54:15 EDT |
|
Mike M-OH, At that quantity you might want to check with a couple of water jet cutting job shops. I have had 5" circles cut from 1/8" and 8" circles cut from 3/16" for a museum project. It wound up costing little more than my cost for the delivered sheets. If you can allow a fast travel speed the price for water jet is quite affordable and you don't have to waste time on cleanup. |
| SGensh - Wednesday, 10/13/04 19:18:29 EDT |
|
Thomas, I mean cast iron mainly, but learning how to convert it into any kind of iron interests me. Thanks for the info. Thanks, Nate |
| Nate - Wednesday, 10/13/04 19:45:41 EDT |
|
The burner is a asperated burner, I can't determine the drill hole size but I did notice that it is the same size of the hole that is in an old attachment that goes into the propane tank "The I don't know what it is called". I measured the hole and It is 1mm wide. And just so you know, I used the EZ burner designs. The label on the side of the regulator reads, FISHER CONTROLS TYPE: 67CH-734 PREASURE REGULATOR MAX SUPPLY 250 PSI SPG RANGE 3-35 PSI and I have a feeling that the preasure guage is the wrong type because it goes up to 300 psi. |
| - Bjorn - Wednesday, 10/13/04 19:47:29 EDT |
|
Guru, I am making myself a larger, makeshift forge out of a steel grill. (don't laugh people, you have all been 20 somthing and poor :P ) Are there any types of rocks or bricks that can be used as a cheap substitute for fire bricks? My smaller grill forge works great, I just need somthing larger and a bit more efficient. Thanks, Nate |
| Nate - Wednesday, 10/13/04 19:55:45 EDT |
|
PS: Forge Question Sorry I forgot to mention that I was thinking of just making up a batch of homemade fire clay and lining the forge with that. Wanted to know if you vets thought that might be a good subsitute. Thanks, Nate |
| Nate - Wednesday, 10/13/04 20:01:05 EDT |
|
Bjorn, For an aspirated burner of the Reil type, a burner jet orifice diameter of around .040" or a bit smaller is about right. That means a #60 drill bit (.040) or smaller. Small numbered bits are difficult to come by at anyplace other than an industrial supply, and many home hand drills will not hold them in the chuck as they are too small. For a comparison, the smallest "normal" fractional drill is 1/16" or .0625", which is beig enough that it won't develop sufficient velocity to induce aspiration at less than about 60 p.s.i. One source of small orifice holes is to use a MIG welding tip with a .027 or .035 hole. You drill and tap a larger hole to hold the mig tip. If your jet hole is not located precisely the right place, you will not be able to induce a venturi effect, either. The tip needs to be back from the start of the venturi a distance about equal to 1-1/2 times the diameter of the burner mixing tube. It also MUST be aligned so that the gas coming out the jet is directed EXACTLY down the center of the venturi. If you have the diameter right and the aim correct, it WILL induce an aspirated flow. You are dealing with the laws of physics here, and they are pretty good about being consistent. (grin) It does sound as though that guage on the regulator may have been changed, or may have been intended to be on the supply side rather than the downstream regulated side. A 0-50 psi guage would be appropriate for the downstream side. If you can hear a pronounced hissing noise coming from the jet tip when the gas is turned on, you can figure that you're getting at least 5 to 10 psi, assuming you are usi8ng a jet of .027 or .035". If you don't hear the hissing, then you may not be getting adequate delivery from the regulator, or there may be a blockage in the jet tip. A welding supply store or gas supply store chould be able to check out the regulator for you very easily. |
| vicopper - Wednesday, 10/13/04 20:14:34 EDT |
|
re: Numbering standards - I checked the 4th edition of the Worldwide Guide to Equivalent Iron & Steels today @ work - Copyright 2000, by ASM Int'l, UK standards were listed as BSxxxxx, australian as ASxxxxxx, French as AFNOR, NFAxxxxx, some international show up as ISOxxxxx, Italian as UNIxxxxx, Japanese as JISxxxxx, Swedish as SSxxxxx, German as either DINxxxx, or DINENVxxxx, Eurpoean as ENxxxxxx, and USA as the usual mishmash: AISI xxxxx, UNS xxxxx, ASTM xxxx,SAE xxxx, AMSxxxx, and Mil-S xxxx. (Note number of x's is used just to represent that numbers follow the lead-in alphabetical characters. The number of x's is probably not the number of numbers following the acronym.) For the US, if anyone is wondering, to the best of my knowledge, AISI=American Iron & Steel Institute, UNS=Unified Numbering System, ASTM = American Society for Testing MAterials, SAE = Society for Automotive Engineers, AMS = Aeronautical Material Specification, and MIL-S = Military Standard (mostly obsolete by now) On drinking tankards, I'd stick with Tin and get as pure a version as I can. I've never lined any of my reenactment cooking/drinking vessels with tin - just bought them that way. I'm fairly comfortable with tin as a liner for cooking/drinking vessels constructed of copper and copper alloys. 1. It was done historically. 2. Looking at tin in the metals handbook, it's fairly benign, 3. I haven't noticed any off-flavor incidents using it for 14+ years, 4. It's used commercailly for the same purpose, 5. They use stannous flouride in toothpaste in the US as a cavity preventer - stannous is Latin for tin. Nate - Get an Iron-Carbon phase diagram it explains the relationship between iron and carbon and whether you have steel or cast iron. Thermal and chemical processing/additions of cast iron determines what type of cast you end up with - nodular, gray, white, ductile, etc. To make wrought, form Cast typically you need to "puddle" it working in silaceous slags mechanically. The A.M. Byers Co. in Pittsburgh published a book on how they did it (in the 1950's I think). Sorry, I don't have the author or publish date handy - try a google on A M Byers and Wrought iron. A M Byers no longer exists as a company, but I've run across copies of the book several times over the years. Regards, Gavain |
| - Gavainh - Wednesday, 10/13/04 20:39:23 EDT |
|
Hello Guru, I was wondering if you knew anything about Indian Chief leg vices(they are the only ones I have ever seen with a brand name). Where did they come from? how old are they? it says 35 on the jaw if that helps. |
| - Andrew Armstrong - Wednesday, 10/13/04 20:55:41 EDT |
|
I am planning on making a charcoal retort. I found a drum that contained Xylene. Is it possible to burn it out safely, or otherwise remove the residue so that "clean" charcoal can be produced? |
| Blackhammer - Wednesday, 10/13/04 22:13:59 EDT |
|
Tinning the tankard: You can use pure tin, which is better than tin/antimony solders. Pure tin is available from several different suppliers if you do a Google search for them. However, I would offer an alternative that I feel is superior and more reliable. Silver. It is no difficult feat to electroplate silver onto copper, and requires nothing more exotic than a battery charger and an anode, plus a suitable plating solution. There have been several inexpensive guides published on the topic. Check Lindsay Books for them. Fine (.999% pure) silver is available at jewelers' supply houses, as is plating solution. There are also plating solutions that have the silver in solution and require only a passive anode. Any of the methods will work. The secret to successful plating, as in successful tinning, is to have the base metal scrupulously clean, both mechanically and chemically. The more polished it starts out, the more polished it ends up, as well. Silver is quite inert and will not react adversely with foodstuffs. Of course, if you want to be absolutely, positively sure, you plate with gold. But silver is more than adequate and is more abrasion resistant than tin by far. Besides, using silver adds a certain cachet, don't you think? (grin) I recommend you look into it. |
| vicopper - Wednesday, 10/13/04 22:21:42 EDT |
|
I have a strange question, but a bit of backround first. I fly cheap, chinese made, radio controlled helicopters. The problem I have is that if you have a small crash, the main shaft ALWAYS gets bent. Once it bends, it's junk because the main rotor wobbles. These mainshafts are about .115" in diameter, about 3 1/4" long and have flats w/ holes for pins at each end, which makes home manufacturing of these parts out of more suitible materials impossible for me ( I don't have a good grinder, drillpress ect.) The shafts seem to be made from a mild steel (magnetic, soft enough to bend easy in a crash of a 500g heli) Any way you think I could toughen these up to resist bending through simple case hardening or another way? |
| Joe - Wednesday, 10/13/04 22:48:05 EDT |
|
joe, well you might want to heat it to quench temp and quench it in ice water. im not sure if passing a magnet over it to figure out the quench temp will work like it does on high carbon steels try bringing it up to a medium cherry color and quench it in ice water. it really cant hurt nothin to test it on 1 of the broken or bent axles first. my bro has the same problems with his remote nitro car, so i get how anry you can get at these manufacturers, but its how they make their money, replacement and spare parts. |
| matt - Wednesday, 10/13/04 23:39:25 EDT |
|
I took another walk out to the junk pile on the ledgerock today. Found a set of tongs with a broken jaw, appears to be store-bought, as I can just make out "CHICAGO U.S." stamped on one side. I'm wondering whether I should just set them aside to study, arc weld a jaw on the broken side or drill out the rivet and forge weld a jaw on once I get around to building my forge. |
| Elliott Olson - Thursday, 10/14/04 01:08:01 EDT |
|
Elliot, Save them for an example to use when you get your forge set up. When you have a forge, making a few pairs of tongs is some of the best proctice forging you can get. Having those factory made ones as an example will make it easier to learn to make tongs. |
| vicopper - Thursday, 10/14/04 01:40:39 EDT |
|
ok, taking another look, I think I also see something like "BOATINE" above the Chicago, the rust pitting makes it hard to read. |
| Elliott Olson - Thursday, 10/14/04 01:44:01 EDT |
|
vicopper, that's the direction I was leaning towards, not to repair them. I have a piece of 3/8"x1" bar to make tongs with, I just need to get to that point, first finish other preparatory work in the garage (some cleanup left over from our flash flood 2 years ago), I'm laying down a fresh layer of crushed granite for the floor as I move things around. Also doing other work around home in preparation for a Minnesota winter. |
| Elliott Olson - Thursday, 10/14/04 01:54:42 EDT |
|
Thanks for letting me join. I've been reading through your archives -- this site is a gold mine. |
| Rob Darling - Thursday, 10/14/04 02:22:32 EDT |
|
Nate: There was a fellow pouring iron at the fall CBA conference...it was flashy to watch but seemed an awful lot of trouble for a given result on a small scale. As this is primarily a blacksmithing site, I'd encourage you to take that scrap and forge weld it together where you need a lot of mass. Nigel: while stills are wrought from copper, I'll second the learned Gavainh in noting that copper oxides don't go well with living things. When I used to run salt water aquariums, a penny tossed in with a wish would eventually kill everything in the tank. I have a vague recollection that antimony isn't so good for you either. Pure tin is the right stuff, and given the amount consumed isn't so expensive. Joe: It's too crude perhaps...but try straightening out the bent shaft with a hammer and a backup piece of steel...rotate the bent piece till a high spot sticks up and thump it straight. The more you hammer gently on it, the stiffer it'll get, till it's too brittle and breaks. Nate: go to a pottery supply and get some porcelin or barnard clay and mix in a bunch of perlite...cheap stuff; cheaper yet is to find a local seam of clay and dig some out ( it's fine if there's sand in it. Vermiculite or perlite ( garden supply) mixed in helps make it insulating. Ordinary fireclay from a building supply is also cheap and functional. Last; Rob D. Yes this site is an amazing goldmine...er...iron mine?...yours and mine?...oh, never mine.... The point is...JOIN THE CSI! and help support this place! |
| - Pete F - Thursday, 10/14/04 03:27:14 EDT |
|
Forge Welding: Scott, see our iForge demos on welding. |
| - guru - Thursday, 10/14/04 09:23:15 EDT |
|
Small Air craft: Joe, Aircraft parts, real and model are a delicate balance of light weight and best material. The reason for a soft shaft is that it can take the repeated flexing with breaking better than a hard shaft. Many aircraft parts are soft for this reason the logic being that bent is better than broken. The best solution is usualy a bigger part but then weight becomes an issue. The next solution is a high tech alloy that is still soft but is stiffer than the steel. Many nickle alloys are used in these applications. The best solution, don't crash. . . . The weight issue on aircraft is a serious problem. My Dad is building an ultralight airplane. So far the problem has been that it almost will not support itself while on the ground. Actualy when flying it should be under less stress due to weight distribution. However, the landing gear has already failed before getting it out of the shop. . . It is being redesigned but that is adding weight to a plane that was already at the limit of the legal weight. |
| - guru - Thursday, 10/14/04 09:39:43 EDT |
|
If true wrought iron is used,should it ever be stick welded? If so what do you recomend? thanks,Dan |
| Daniel Melock - Thursday, 10/14/04 10:42:28 EDT |
|
Elliott, repairing the tongs does not prevent you from using them as an example, perhaps you could even use them to make their copy...if you are not skilled at forgewelding an arc weld might be a good place to start. Daniel, the Byers book on Wrought Iron says you can Arc Weld it, I'd have to dig up my copy---if it's unpacked, we're down to *only* 100 more boxes of books!---and see what they suggested; though the exact rods (if they cite them) probably are not made anymore and we will have to finds a chart that indexes them to a modern rod. One other thing, real wrought iron---the stuff that has not been commercially made for over 50 years or so and started going out of production about 150 years ago is easy to forge weld and kind of rare so reserving it for traditional methods might be a good idea...the stuff they call "wrought iron" today is made from mild steel. It's like buying linens---*none* of them are made from linen today it's all cotton; but they *used* to be made from real linen and the name stuck. Thomas |
| Thomas P - Thursday, 10/14/04 11:00:36 EDT |
|
NewSmith: Umm, I think you misunderstand. I am not making fun of your anvil. I'm actually curious as to what you are using. Many people get hung up on a 200 year old, 300 pound "real" anvil before they'll pick up a hammer. I'm at the point of being interested in what other shaped (and more portable) chunks on stumps can be used and to what end. Of course, its your anvil and you don't have to tell me.(g) |
| Gronk - Thursday, 10/14/04 12:13:37 EDT |
|
copper clad steel wire: What (if anything) would be the result of attempting to forge weld a mass of copper clad steel wire together? Would the copper add any properties (or just pattern) to the steel, or would it just not weld? Just a wild thought. |
| Elliott Olson - Thursday, 10/14/04 12:50:03 EDT |
|
Elliot, The melting point of copper is so much lower than the melting point of steel that the copper would begin to vaporize before the steel reached welding heat. When lowerr melting point metals are added to steel for alloying purposes, the steel is first melted and then the other ingredients added. Being a cladding on the outside of the steel, the copper would be heated long before the steel. The result would be a real mess that would probably prevent the steel from welding at all. That is compounded by the fact that copper fumes are pretty darn toxic. All in all, not a good a good idea, I don't think. |
| vicopper - Thursday, 10/14/04 13:50:12 EDT |
|
Vicopper you forgot the part about molten copper splashing onto the fellow hammering it leaving an interesting pattern and the requirement to wear both ear muff and ear plug hearing protectors so that the screams of agony don't deaffen you. My worst burn so faw was from a spring that had a hidden piece of some zinc alloy trapped in it---part of the original holding set up---that when I went to work on it splashed 1 drop on my hand. Most unpleasant. Thomas |
| Thomas P - Thursday, 10/14/04 14:13:40 EDT |
|
Arc Welding Real Wrought: It can be welded but huge holes form in the low grade stuff where there are large slag pockets. PI (Pure Iron) rod and wire should be used if you care for the metalurgy. It is also difficult to cleanly torch cut for the same reason. As noted, this stuff is best forge welded and anything made out of it that is NOT forge welded is a waste of rare expensive material. |
| - guru - Thursday, 10/14/04 14:15:39 EDT |
|
Copper Clad: Although it cannot be welded it CAN be forged. I know several smiths that have access to cut off pieces of clad ground rod (1/2") fromn electricians. they forge decorative items from it. You work just below the melting pont of the copper which is 1850°F (I think) which is the low forging range but definitely forgable. For someone that wants copper curtain rods of other load supporting items in copper this is great stuff. It has the stiffness of steel and the heavy copper cladding. |
| - guru - Thursday, 10/14/04 15:26:09 EDT |
|
Indian Chief: Canedy Otto used Western Chief and Royal Western Chief trade names they used on forges. I am not sure who Indian Chief was other than the Motorcycle. . . |
| - guru - Thursday, 10/14/04 15:44:10 EDT |
|
Guru, were not the Indians "Motocycles" rather than "motorcycles"? Now that factoid *really* makes me feel old after spending lunch with a bunch of college kids that don't remember the 1980's... Thomas |
| Thomas P - Thursday, 10/14/04 16:00:51 EDT |
|
Good afternoon I teach woodworking at a high school and have a metal foundry. Lot's of the kids want to do blacksmithing and metalworking. My foundry is a gas set up. If I'm going to switch from foundry to forge I need some direction. Specifics are greatly welcome. What type of forge(name brands please, the best book to start reading, type of metal to start with, etc.... Thanks folks |
| Pearson High School - Thursday, 10/14/04 17:22:04 EDT |
|
Pearson High School May I direct your attention to the top or the bottom of this page? You will find a link to an article titled GETTING STARTED IN BLACKSMITHING, which includes a reading list. Then you will want to check the iForge demos for projects that the students can make, and a very important safety lecture at iForge #66. You may want to read the safety lecture before the other readings, since it applies to the foundry work that you are already doing. |
| Paw Paw - Thursday, 10/14/04 17:30:38 EDT |
|
Steel Circles: These are most economically made by the tens of thousands. You can have them cut locally, but it is often pricy. I recommend RB Wagner- they are the main supplier to places like King Metals- King is a retailer, these guys are the manufacturers. This web page has their circle selection-www.jgbraun.com/images/catalog/Wagner073.jpg 3 sizes in 4", including, I think, 1/16" thick. Wagner doesnt sell direct, but their subsidiary JG Braun does. You should be able to call em up, and get em sent out UPS that day. |
| - Ries - Thursday, 10/14/04 17:45:48 EDT |
|
Foundry to Forge: PHS, This COULD be the same equipment but probably not. Most gas crucible furnaces that are capable of melting brass and are hot enough for forging. The only difference is the configuration. Crucible furnaces have a moveable lid on the top and forges have a door in the side. The most common brands of small forge are NC-TOOL and Forgemaster. The bigger commercial models such as made by Johnson are often required to meet installation rules in schools. You need to find out the rules localy and then talk to the dealers. You may also have local venting requirements to consider. Our advertisers, Centaur Forge, Kayne and Son, and Pieh Tool all sell gas forges. For books see our Getting Started article and our book review page. If you have no experiance in the field you REALLY need to get to one of the craft or blacksmithing schools for a week or so before trying to teach the subject. THEN you need to setup at home and practice, practice, practice. Mild steel (SAE 1018 or ASTM A-36) in 1/4" square, 3/8" square and round, 1/2" square and round are your best starter sizes. Hot roll is cheaper than cold finished but you cannot get some sizes in HR bar so you get the more expensive CF bar. For projects we have over 100 on our iForge page. Other tools you will need include at LEAST one anvil for every two students, a selection of tongs of various sizes and types for each student, a blacksmith's leg vise for every two students and safety equipment (your foundry equipment may do). You will also need at least two different size cross pien hammers for each student (900g, 1200g) and an assortment of other hammers such as ball piens and rounding. You may also want a few 800g hammers for the slighter students and at least one 8 pound sledge. You will also need cold chisles and hot punches. See our FAQ's page article on anvil selection. |
| - guru - Thursday, 10/14/04 17:50:49 EDT |
|
Guru A woodworking friend of mine wants a fairly complex touchmark made to cold stamp his logo on some high end furniture he makes. It's the letters A and W overlaid in a stylized font possibly with a circle surrounding them and it is about 1 sq. in. in size. Do you know of anyone that is currently making touchmarks I could refer him to. Thanks Chris |
| Chris S - Thursday, 10/14/04 18:43:16 EDT |
|
I watched a video of Bill Epps forging and he had an anvil that had a round tapered horn at one end that was lower than the table so as to have a step and it had a tapered-to-a-point horn that was flat at the other end. It had a hardy hole at the round horn end and a rather large pritchel hole at the other end. The face(or table) was rather wide and on the side it had raused letters J H M of with "mfg" under this. Does anyone know what type anvil this is? The letter "M" made me think of Mankel, but I do not see any such anvil that they make. |
| J Myers - Thursday, 10/14/04 19:29:26 EDT |
|
Misstyped-- the letters on the side were JHM with "mfg" underneath. |
| J Myers - Thursday, 10/14/04 19:31:46 EDT |
|
The Indian Chief Leg Vise was made by the same company which produced the Trenton Anvil. A small bit of trivia picked up from reading Richard Postman's book. (I also happen to have one of these vices) Now I'll have to look up the actual name of the company but I want to say Columbus or Columbia Iron and Bolt Company. Somebody please correct me on the right name. |
| SGensh - Thursday, 10/14/04 19:57:51 EDT |
|
Dear Guru, I am interested in getting started blacksmithing. I want to get the right equipment up-front so I don't waste my money. I would like to use a propane forge but the projects I want to work on will require me to forge weld. Now, I've heard that some of the forge manufacturers' claims about their forges reaching welding temperature are, well, a bit exagerated. Another issue: I live in Colorado at about a mile above sea level. Am I right in assuming less atmosphere = less oxygen = less heat? So, can you recommend any forges for me that will meet my demands? Thanks! |
| Andy - Thursday, 10/14/04 20:31:16 EDT |
|
Chris S Geo. Schmidt co. makes industrial quality stamps and will do customs. They do excellent work and have been in the feild for about a century. |
| ptree - Thursday, 10/14/04 20:53:47 EDT |
|
Charcoal retort, Hej Blackhammer ! Its easy to burn out a potentially explosive barrel. I assume you are in a region that allows burning in the backyard or whatever. Afterall if you are going to distill charcoal, Its very smokey process. The easy way and reasonably safe is to build a fire large enough to do the job and drag the barell into the fire with a long rope and preferably while you are standing behind a tree or something. Oh yeah. Dont forget to remove the bungs etc. before burning. Just remember ANY playing about with fire and hot metals has inherent hazzards, Just with good sense and planning the hazzards are minimised. Sven |
| - Sven - Thursday, 10/14/04 20:55:50 EDT |
|
Columbus Forge and Iron Company, Columbus, Ohio. Postman's book, page 329, mentions the Indian Chief vise made by them. |
| Frank Turley - Thursday, 10/14/04 21:10:48 EDT |
|
Any suggestions on buying coal for forging? Thanks... |
| Ed Kratt - Friday, 10/15/04 05:25:46 EDT |
|
Any suggestions on buying coal for forging? Thanks, Ed |
| Ed Kratt - Friday, 10/15/04 05:29:23 EDT |
|
Ed I found bituminous at a local grain elevator/farm supply. $3.95/50# bag. They told me they were going to have bulk soon as well. Scott |
| - scott - Friday, 10/15/04 07:38:27 EDT |
|
ref burning out the barrel: Take a long extention cord to get yourself far from the barrel. Attatch a piece of lamp cord to the end. Cut and strip the end of the lamp cord. Take a 2" strand of copper wire from the lamp cord and wrap it around the end of a blue tip match; not allowing it to touch itself, scotch tape to the match. (Unless you know a Pyrotechnician that will let you have an electric ignitor.) Attatch the leads of your home made ele. ignitor to the lamp cord. Use another piece of lamp cord to set it off with your car battery. DO NOT PLUG INTO WALL SOCKET. A little excelerant (gas, etc.) near the match should burn any dangerous substance in your barrel. |
| - scott - Friday, 10/15/04 07:57:58 EDT |
|
J Myers, oddly enough it's a JHM anvil, made by the JHM manufacturing company. Not a bad anvil for a farrier's model. Centaur used to carry them, I think. |
| Alan-L - Friday, 10/15/04 08:20:52 EDT |
|
Frank, Thanks for correcting me. My copy of the book was at home and I was at the shop when I posted. |
| SGensh - Friday, 10/15/04 09:52:52 EDT |
|
JHM anvils were nanufactured by John Marino in Peaster, TX. Like many modern makers of farrier's anvils they have come and gone. The style anvil you describe is now made by Texas Farrier Supply. They make an anvil that is a cross between a standard German anvil and an Italian style. It is short with no waist and small feet at the bottom of the body. This is the most efficient use of mass in making an anvil. One can be seen in use in iForge demo #146 on the Russian Rose. I'm not sure if it has a step. |
| - guru - Friday, 10/15/04 10:37:09 EDT |
|
Electric ignitor, For burning a barrel. Not such a good idea, The homebrew ignitor or even a professional manufactured one is just a one shot deal and wont reliably work unless there is enough vapour concentration in the immediate vicinity of the ignitor. Within an empty barrel ignitable concentrations can vary alot. Unless the thing is still dripping wet inside, And this assumes the guy has sense enough to at LEAST ensure the interior is dried out. The point here is a burn-out for added safety before performing any hot work on the barrel, Not intentionally trying to make it blow up. Sven |
| - Sven - Friday, 10/15/04 11:01:51 EDT |
|
Hi, I have an Armitage anvil around 155 pounds. On the waist of the anvil is the number 19, do you have any idea of what that number means? The name Armitage can be made out but not the writing below that except for the 19. Thanks, Ed |
| Ed Kratt - Friday, 10/15/04 11:28:31 EDT |
|
Barrel Burning: DO NOT burn out a barrel using solvent unless the entire head is removed. The bungs are not sufficient to vent the possible explosion. The result can be the explosive removal of the head (maybe yours too) as well as shrapnel if the barrel bursts. If a barrel has had a solvent in it then it is best to just let it sit with the bungs removed until all the solvent has evaporated. Turn it upside down so the vapor can run out. When you can no longer smell solvent it is safe to mechanicaly cut off the head. OR you can fill with water and torch the head off. Remember when torching anything hollow that the explosive gas usualy comes from the torch, not the contents of the container. An old water tank will explode just as easily as an old fuel tank from unburnt torch gas and pure oxygen filling the tank. An explosion can also be prevented by an active purge using a blower or compressed air. The goal is to prevent a build up of fuel and oxygen. On large tanks this has been done using engine exhust but on ocassion if the engine is running rich the problem has been aggrevated and actually caused a problem rather than preventing it. Torching tanks is one of those things that folks often "get away with" then advise other that its no problem. Do it once, twice, thrice and maybe you will be lucky. But if you are unlucky the first time might be the last. To quote Dirty Harry, "Is this your lucky day?" |
| - guru - Friday, 10/15/04 11:31:06 EDT |
|
Ed; buy good smithing coal. Folks might be able to point you at a local source if they had some idea where you're at...ask around at your local ABANA chapter meeting. If you're just getting started good coal, even if it's more expensive will be a big help as you won't be fighting the fire as well as the metal. With more experience it's amazing what you can get away with or put up with! Sometimes *free* coal isn't worth it. Some places the best coal you can get is sold under the name "Propane". Telling your local police department that you're having trouble swinging a deal for a ton of coke is not generally advisible. Thomas |
| Thomas P - Friday, 10/15/04 11:31:08 EDT |
|
I have an Armitage anvil approximately 155 pounds. On the waist of the anvil below the name is the number 19. Any idea what this number refers to? I am also looking for a source for coal for my forge, is there any one that sells "forge coal", I thought I would find someone that knew about forge coal since I am from Western Pennsylvania. Thanks, Ed |
| - Ed Kratt - Friday, 10/15/04 11:32:48 EDT |
|
Armitage Anvil: There are usualy 3 numbers. They represent hundred weights (112#), quarter hundred weights (28#) and pounds. 112 + 0 + 19 = 131 112 + 28 + 9 = 149 So you may be missing the leading 1 and reading the last two places as 19 instead of 1 and 9. The numerals are usualy seperated by space and sometimes by a dot. 1 . 1 . 9 The weight of these is usualy +/- 1 pound when measured on an accurate modern scale. So unless somehing has been added to the anvil I suspect it is 149 pounds, not 155. SO. . . how did they weigh anvils and figure the marking? EASY, on a balance scale using hundred weight, quarter hundred weight and pound weights. |
| - guru - Friday, 10/15/04 11:43:23 EDT |
|
I have been reading several articles and parts of books about forge welding and have a question. As i understand it, steel burns, or loses it's charactersitics at bright yellow, yet for forge welding it is required to bring the heat up until the steel is almost drippy. If this is done, it will burn the steel, correct? |
| andrew - Friday, 10/15/04 12:44:54 EDT |
|
Does anybody know of a good substitute for a power hammer? I read above in this forum that the treadle hammer isn�t a good substitute. I recently found the mcdonald rolling mill on the Internet, but I�m reluctant to purchase a 2000 dollar machine. I�ve practiced drawing out using the pein of my hammer or the edge of the anvil, but both methods are really slow, (and when I�m doing it, inaccurate). I need a more accurate and quicker method for drawing out steel. I�ve thought/drawn up different �power hammer subs.� Whether it be a guillotine with a return spring and dampener, or a roller (that acts as a fuller) that sits/rolls on the anvil I saw somebody that made a spring tool that fits in the hardy hole with a round bar for the fuller welded to the top spring. Any suggestions? Thanks for help�n a newbie MIKE |
| adimeshort - Friday, 10/15/04 13:18:54 EDT |
|
Thanks all for the leads on disks. Ries, I sent that order to JGBraun today. Thomas, I never got an eyepatch, but they keep offering me this MOB blindfold... I'm not sure about that... And if this #$%^ed reef tank didn't take 40 hours a week to keep alive, I might get to go to a meeting again. Colder, rainy-er in Columbus OH Mike |
| MikeM-OH - Friday, 10/15/04 14:39:42 EDT |
|
Mike-ADimeShort: Moving material when it's hot takes blows per minute so the work is done before the metal cools - that is why the comment was made about the treadle hammer because it is relatively slow in comparison. People moved metal for several thousand years without power hammers but it required some muscle and sledge hammers with the smith using fullers to manipulate the iron. Guillotines and such are useful for certain operations but from what you describe, a treadle hammer and a set of fullers would probably serve you well, although it all comes down to how much you will be doing this type of work. If you are a hobbyist, then time does not matter so much as when it means bread on the table. At that point, you'll probably get a power hammer. |
| - HWooldridge - Friday, 10/15/04 15:23:48 EDT |
|
Who usually attends the meetings in Mooresville? |
| - NewSmith - Friday, 10/15/04 15:34:26 EDT |
|
Coal in PA. Check with touchstonecrafts.com. Touchstone Craft Center is in southwestern Penna. Forge Welding. If you get a big ol' sparking heat on mild steel, you are either burning the steel, or you may be close to what is sometimes called, "the incipient burning range". The oxygen is definitely attacking the metal. It is best and safest to forge weld when there are no sparks, at a "sweating" or "light welding heat", or where there are only a few sparks beginning to show. Then, the metal will not be altered only slightly in structure. In nearly every forge weld however, you will probably get some grain growth and slag inclusions where the inner faces have gone together. This can be seen in photomicrographs. Annealing or normalizing may help somewhat with the large grain, but a forge weld is normally not as strong as the parent stock. Why do it then? There are aesthetic reasons, as in welding a branch on a stem, or in pattern welded work. It is sometimes as fast as arc welding or faster, especially if you need to vee out the pieces to be arc welded, make mutiple passes, and grind/file for cleanup. |
| Frank Turley - Friday, 10/15/04 15:38:45 EDT |
|
correction:....metal will be altered only slightly.... |
| Frank Turley - Friday, 10/15/04 15:42:14 EDT |
|
I am living in europe and have been blacksmithing for a while, but i have still not found a supplier of coke, i can not burn coal because my workshop is in the city so my neghbors would not be to happy about all of the smoke. I have been using charcoal for a whil but i wish to use another fuel as well. Could you please give me some advice on where to find some descent coke. i live in Basel switzerland so anywhere on the french or german borders would be best. Thanks |
| Eric - Friday, 10/15/04 15:51:09 EDT |
|
I�m not a smith but I need some general information on smithing if anyone can help. I play a role playing game set in the year 1030AD and my character is a smith. I�ve been looking all over your site to no avail. I wanted to know how long would it take to smith different items. Bastard swords, spears, armor like chain mail and heavy armor. Full plate doesn�t exist yet so heavy armor would consist of chain mail with sections of plate I assume. Also can you give me an idea what materials are available? Does steel exist in 1030AD? I realize you all are probably very busy answering questions from real smiths but if anyone has time to fill me in on what a smith from Ireland in that era would know that would be great. Thanks |
| - sean - Friday, 10/15/04 18:56:16 EDT |
|
Sean Most of what you've asked has been answered here already and are in the archives. Bruce Blackistone(Alti), and ThomasP, have made quite a study of iron working in the era your interested in, so skim the archives for their names. As for how long it takes to make something........it depends on the skill of the person making it. Good luck with your research. |
| JimG - Friday, 10/15/04 19:23:28 EDT |
|
I've been seeing the term "cold shut".What does this mean? The only thing I can find about it is that it is some kind of flaw in the work. Am I right in under standing that "hot rolled" steel is a milder steel and easier to forge than "cold rolled" |
| SRobin - Friday, 10/15/04 21:51:53 EDT |
|
Sean you have some bad misconceptions there already for one thing in 1030 maille was the only armour, plate armour did not start sneaking in till the 1300's with only maille used in 1300, a mixture of maille and plate in 1350 and full plate in 1400. The mixture is called "transitional armour" Now in addition a smith would not make a sword. A swordsmith would make the blade using the help of his workers, (apprentices and journeyman in slightly later contexts) a different shop(s) would make the grip another the guard and pommel and perhaps another would ornament the guard and pommel and a third shop would make the scabbard. Time: a good well equiped shop doing a good quality sword might be ready to hand it on to the next shop in a week, ornamenting the guard and pommel may take several weeks. The sword smith would not make armour, he might make high end spearpoints, low end spears could be made by even a local village smith. In 1030 the bastard sword was not in use, look for them appearing in the high middle ages. Maille was made from wrought iron, swords were made from carburized wrought iron and by 1030 pattern welding was not a common method of sword forging. NOW ireland was considered very iron poor and it was very unlikely that many swordsmiths would be located there most sword blades would be imported. *VERY* *FEW* warriors would have maille and it would be imported as well or perhaps be made in the viking cities like Waterford or Dublin---the Irish didn't have cities as such they were a foreign import. I was president of a living history group that did Y1K ireland so this is pretty well researched. Eric why not go with a propane forge? MikeM good luck on the smithing by braille technique Bought 2 6" post vises this afternoon, the saga continues Thomas |
| Thomas P - Friday, 10/15/04 21:56:35 EDT |
|
A cold shut is when the material folds or gets an inclusion that is not homogenous to the rest of the piece. In other words, it's basically a hole in the metal which can be either apparent or invisible to the naked eye and that may or may not cause a failure in the intended use of the forging. Most hot rolled these days is A36, which can have more carbon that AISI 1020 cold rolled. I buy 1/4 and 5/16 cold rolled and find them as easy to forge as hot rolled. |
| - HWooldridge - Friday, 10/15/04 21:59:52 EDT |
|
A quick note about antimony, It supposedly received its name when a monk fed it to his brothers and they became violently ill. Might be an apocrafal tale. More concrete information can be found here, http://www.atsdr.cdc.gov/tfacts23.html cypher |
| - tvcypher - Friday, 10/15/04 22:10:01 EDT |
|
SRobin, Cold Shut, and I quote from Tiemann regarding forge welding: "where the hammering has not been carried far enough to obliterate the line or joint between the two pieces;t the weld is not smooth but otherwise may be allright." This cold rolled question has been dealt with in the archives. Briefly, cold rolled or cold drawn steel is most often the same composition as hot rolled steel. The cold working of the steel makes it a little stiffer and springier than hot rolled, and it is delivered scale free. Once it is heated for forging, however, it behaves like hot rolled, because the composition is the same. Steel is cold finished in order to give more exact sectional dimensions than hot rolled and more oddball sectional sizes. |
| Frank Turley - Friday, 10/15/04 22:14:17 EDT |
|
Ed Kraft, also check with the Pittsburh Area Artists Blacksmith's Association their website is http://home.comcast.net/~paabasec/. Good folks - show up regularly at SOFA. SRobin - hot rolled and cold rolled refer only to the finishing of the steel. With hot rolled, the material has been been rolled tofinal shape hot - 2000 + degrees F. Dimensional control and corners are rounded - shape can be anything - sheet is hot rolled, bar is hot rolled, rod is hot rolled, alloy content is what you choose. Cold rolled means exactly that - it was finish rolled at "room temperature" rooms in steel mills vary quite a lot from summer to winter, but the start temperature will be between about 35 degrees F and 120 degrees F. You're putting work into the steel, so it gets hot, but you also have a lot of coolant on the rolls, so it doesn't get that hot, just hot enough to give a person a burn if they touch it after going through the mill. Cold rolled holds tighter tolerances and more precise corners than hot rolled, and is an additional processing step so it normally costs more than hot roll. By the time you get it up to temperatur in a forge, the only difference you'll see is based on the alloying elements and any residual elements present such as Cr, Mo, Va, & Ni that are different. Regards, Gavain |
| - Gavainh - Friday, 10/15/04 23:04:36 EDT |
|
Power Hammer Substitute: There is none other than home built JunkYard Hammers (see our Power Hammer Page). In fact there is no substitute for power, PERIOD. Forging quickly either requires many hours of work and practice until you can move the hammer very fast and the metal equally so. This takes about a year of consistant work at the anvil. It is amazing to watch a full time professional smith move metal by hand. However, even the most skilled and practiced smith cannot beat a small power hammer for more than a couple heats. You COULD do as in the past and use the power of others wielding sledges. Before the small power hammer man (or woman) power was used. Today, this is generaly to expensive and even in slave wage countries it is no longer economical. The economics of the small (100 pound) power hammer are this: 1) They alow the single smith to do as much work as 10 men working together or individualy. 2) When replacing a team of strikers the machine will work as fast with more control for more hours than the team of men. In short bursts the strikers MAY do as much as the power hammer but they will not be able to perform the same constantly and consistantly for an hour much less hour after hour all day. 3) Assuming 3 men to replace an ocassional use 50 to 100 pound power hammer at minimum wage they would cost about $32/hour including taxes and insurance working on not. That is $256/day or $1280/week, IF you could find workers at the current official minimum wage. The cost would more likely be double ($2500 to replace a part time use machine for a week). 4) You can buy a used Little Giant for around $3,000 in good condition or less if you are lucky. This is only a week or two of having those three laborers stand around. You can buy a new air hammer and air compressor if needed for about $6,000 that will out perform the 3 workers by 3 or 4 to one. The machine will pay for itself in productivity in two weeks to a month. After that it is a FREE machine with the only costs being fuel (electricity). Even as a hobby the economics are such that MANY part time or hobby smiths have power hammers today. The McDonald Mill is a VERY good machine but it is no longer manufactured by the Kaynes AND it is a very limited use machine. For drawing out laminated steel billets and small drawing jobs like knife blades it is THE most efficient machine you will find anywhere. But they do not replace a power hammer for all round work. They run on only 3/4 to 1-1/2 HP and are nearly silent. This is one tenth of what an equivilant (large) noisy power hammer or hydraulic press needs. Sadly you will have to build your own at this time or find a used home built. One can be built for about $1500 with all new parts and materials and less if one scrounges. Hugh's plans are available from Norm Larson. See our book review page.
|
| - guru - Saturday, 10/16/04 12:51:12 EDT |
|
Burning Steel: What happens the most is carbon loss. In a proper welding fire the atmosphere is such that there is little oxidation of the iron but it is neally impossible to stop carbon loss. In low carbon steels where there is not much to lose this is not a problem. So as Frank Turley noted, in decorative work there is little problem and the benifit of a beautiful graceful weld is more important in decorative work than the metalurgy. However, in modern steels, especially when applied to engineered structures carbon loss is very detrimental. When they built bridges of wrought iron forge welds were common. But modern bridges and structures are not built of wrought iron and uniform consistant KNOWN strength very important. The only place high carbon steels are forge welded is in their manufacture (while forging and rolling from an initial heat) or in the manufacture of decorative laminated steels. In fact, the art of making wire or "cable Damascus" depends on carbon loss in order to delinieate surface boundries. If the cable were heated and welded in an inert atmosphere there would be no carbon differences and the result would be a homogenous product that would not produce a pattern when etched. In fact the carbon losses are so high in making laminated steels that if a significant part of the surface is not removed it will be soft low carbon steel. However, the act of heavy grinding to reveal internal patterns takes care of this problem as a natural part of the process. Drawing out from a thick billet also helps with this problem. A short fat billet drawn out to 1/10th its original thickness has a flawed surface 1/10th its original thickness. If you started with a heavily decarbonized surface 1/16" (1.6mm) thick you would end up with only .006" (.16mm) of flawed surface. Many experianced makers of laminated steel work short fat billets rather than long ones. The result is better heat conservation in the compact mass and a smaller weld area that is more likely to be complete. Then the final drawing reduces the decarbonized surface to a minimal amount. Modern metalurgy has allowed us to know what is going on in ways that our predecessors only guessed at. Taking advantage of this knowledge by working smart means we can produce work that is far surperior than that of the past using the same basic methods. |
| - guru - Saturday, 10/16/04 14:28:08 EDT |
|
Sorry for shirking my duties lately, Guru. I was at a week-long training course on Statistical Process Control (yawn) in Detroit. I appreciate the wealth of information that bubbled up from the other assorted gurus and regular members. I will try to make myself more available. |
| quenchcrack - Saturday, 10/16/04 18:00:34 EDT |
|
Barrel Burning etc... I fill with running water and use a elt hacksaw.. Being carfull not to get wet. I have the small running water going the oppiste direction.. Touch wood works for me.. I don't like the Big Bang Thoery with cutting torches etc.. Cool up here.. winter soon... cheers folks |
| Barney - Saturday, 10/16/04 18:10:50 EDT |
|
Pub Mail: Sam Boyd of Ireland, your Slack-Tub Pub registration mail(s) both bounced. Statistical Process Control . . . One of those things that has value on super high production in an all digital world but is often missapplied to things that don't fit. Geometric Tolerancing is another of those nifty subjects that is fine in the CAD-CAM world but should not be applied to the old fashioned machinist who sees it as more Greek. Both are bundled up in meeting ISO 9000 which many countries have made a joke of. . . China has shops with dirt floors, old manual machines and one man inspection departments with little light and no tools that supposedly meet all the SPC rules. . . The government says they meet it, so they meet it. . . ?? I'm sure some shops do meet it but I've seen photo tours of places I'm sure do fine work but cannot possibly be meeting the technical traceability and paperwork requirements of the ISO standards. I rented a Buick to go to Tennassee with Paw-Paw. The only identification tag I saw on it anywhere was a big "Made in China" lable in the trunk. . . Mile Markers Has anyone else noted the 1/10 mile markers on the Interstates? LOTS and lots of little signs. . . has to be in the hundreds of millions. I wonder what government contractor got THAT boondoggle job? And THIS from a country (the US) that officialy claims to be metric and once had a few metric road signs . . Hey, I LIKE the old English system and will stick to it as well as defend its advantages. But at least I am honest about it. Other supposedly "all metric" countries have the same problem and use English hardware and dimensions as well as metric. The big difference in many of those countries is that people understand both systems. . . Ask ten Americans which is greater, a liter or a gallon and you will get eight wrong answers. . . Youth and Smithing: We had a long conversation with a 13 year old girl in Tennassee who wants to study smithing AND a girl-boy pair in middle school that was doing independent study on smithing. I see more and more young people showing interest in the art. Today they have many chances to see smiths demonstrating and to talk to them. That is a big change in the past generation where there was only a few places to see smiths working and few places to get information. |
| - guru - Saturday, 10/16/04 18:49:37 EDT |
|
Scott Brown, your Pub registration bounced due to SPAM filters. You were already registered. Prior mail probably bounced too. . . if you can't remember, I can't tell you by e-mail. |
| - guru - Saturday, 10/16/04 19:08:44 EDT |
|
William W. Allen, your Pub registration bounced due to SPAM filters. When mail bounces we pull registrations. |
| - guru - Saturday, 10/16/04 19:25:18 EDT |
|
SPC: Guru, the course I took was taught by a young woman with a Ph.D in Mathematics. She is president of her own company and EXTRMELY sharp. She opened my eyes to what is routinely done by vendors to meet the SPC requirments of the Big # Auto Makers. She drives a Toyota like me! |
| quenchcrack - Saturday, 10/16/04 20:01:09 EDT |
|
Oops....make that Big 3 Auto Makers.....statistically, that error was inconsequential and probably will not skew the results........... |
| quenchcrack - Saturday, 10/16/04 20:03:15 EDT |
|
Substitute for a power hammer Has anybody, or do you know anybody who has tried building a power hammer using a large solenoid. I've been trying to design a power hammer that uses magnetism to drive a magnetized rod up and down. I'd post some simple drawings of my ideas, but i don't know how to attach a pic. I thought using basically a large �push� solenoid I could limit the amount of moving parts and complexity of a small power hammer. Plus I thought the project would be fun. Again, thanks for all of your help MIKE p.s. if you could, please address your letter to �adimeshort� in the message so that I can Ctrl F and find replies easier |
| adimeshort - Saturday, 10/16/04 20:24:12 EDT |
|
Sean, 1030 Information: Sorry to take so long to answer, we were doing a Viking gig for a Sons of Norway lodge last night. (The ultimate compliment was overheard afterwards: "...of course they know a lot about the Vikings; they live it.") In 1030, in a historical context, King Knut is still ruling England as part of an Anglo-Norse empire. This is probably the apex of the Viking age, and Ireland was still heavily influenced by them too, even though their political power was broken after the battle of Clontarf in 1014. So, no matter where you were in the British isles about then, there would have been a heavy Norse influence. As far as how long it would take to make a mail byrnie; I spent about 130 man-hours on mine (12,800 3/8" links; 22 1/4 pounds, fits my 6'1" 160 pound frame), unrivetted. I've watched a friend do rivetted armor and a safe guess would be (given rod/wire for stock and tools in place) about twice that. [Toolbox is missing, so no metric equivalents.] You might also want to check out the Anvilfire Armoury (from the pull-down menu, above) for further information. Eric Thing has an excellent article on forging a helm that would out be out of place for the 1030 era. A good day for forging; windy and cool (high 60s) on the banks of the lower Potomac. Worked on the Great Ironbound Chest and some art pieces, as well as reforging some stock to fit into the early medieval tool chest. Now that I've finished re-hilting the two swords, the workbench looks bare without their associated clutter. Starting to clean-up for Camp Fenby. Visit your National Parks: www.nps.gov Go Viking: www.longshipco.org Camp Fenby Autumn Session: November 12-14 at Oakley (If you access Yahoo Groups- http://groups.yahoo.com/group/CampFenby/ ) |
| Bruce Blackistone (Atli) - Saturday, 10/16/04 21:05:20 EDT |
|
adimeshort, Nope, ain't gonna work. Not unless you own ConEd. There are several reasons why nobody has bothered doing it on any scale much bigger than an electric staple gun. First, the amount of inrush current draw necessary to activate a solenoid with a couple hundred pounds of force is going to be significant enough that you would need a huge supply cord. Probably bigger gauge wire than a pair of heavy duty jumper cables. Just getting a few miles of copper wire to wind the coils won't be very cheap, either. If you use only "push" solenoids, then you'll need two of them to move the hammer up and down. I'm not sure why you want to do it that way, but okay. And why a magnetized rod? Solenoids are happy pulling on anything that is mostly iron, so you don't need a magnetic rod. That just sounds like another place to collect huge gobbets of scale and chips, to say nothing of all the stray grinding swarf in the shop. Of course, the solenoid coils will do that too, but they at least aren't magnetic ALL the time. Powerhammers need to be powerful and simple. The number of moving parts is relatively small, even on a big self-contained hammer. Simple mechanical hammers have only a motor, a crank and pitman arm, and a linkage for timing. About five or six moving parts, far less than a kitchen mixer. Air hammers have only a cylinder piston and hammer head moving. Self contained hammers have the same, plus a cylinder for pumping the air. I doubt you can get the number of moving parts much below two, unless you just swing a hand hammer. And, in reality, when you swing a hand hammer, there are dozens of parts of your body moving to produce each blow. For a simple hammer project, I'd suggest building a powerhammer along the lines of a "Rusty", but use a car tire for the crank plate and a friction drive motor to turn the tire, the way that Steve Barringer did on the NC-JYH. That would be a simple, adjustable and low-tech hammer that would work pretty well, and could be built with just a few normal shop tools. |
| vicopper - Saturday, 10/16/04 21:43:06 EDT |
|
I am a youngster "16" starting to wonder about blacksmithing. I have basicaly read every thing on this website plus others on forges. I have neglected to take our schools class on metal work before they closed the class due to budget cut.I go and talk to the teacher who tought metal working and he tought me how to make basic small things like nails and such. But we cheated we didnt use a forge we use a cutting torch "like the ones used in auto classes" to heat the wrought iron. I have taken Auto Classes and have alot of backyard learning from my dad and brother... I have decided to look into blacksmithing classes at a local trade school. I think i would rather learn outside of school also so I have been shopping for blacksmithing tools and supplys. I have roughly $300 bucks to spend. Most coal forges i have found are between $150 and like $600 dollars. I have also looked on ebay for forges and anvils but i dont want to buy an ASO like you described in this site some were. I have found a little forge that i would like your thoughts on it. To find it type in Blacksmith Steel Coal Forge Pan & Blower. The item number is: 6124089022. Also I plan on doing lite to medium forging so a 75-100 pound anvil would be about right... right? Also can you give me a list of tools, hammers and such that a starter blacksmith should buy. Thanks Matt |
| Matt - Saturday, 10/16/04 21:54:52 EDT |
|
Could someone explain, in a thumbnail fashon, how the detail in the pattern welding is maintained in this wounderful knife by Mr Meier http://www.meiersteel.com/gallery.html. I stand in awe of a master. |
| habu - Saturday, 10/16/04 22:01:51 EDT |
|
Matt, With your budget, that's too expensive. You can build a brake drum forge that will do everything that one will do for less than $50. |
| Paw Paw - Saturday, 10/16/04 22:19:56 EDT |
|
habu, lot of years of experience and practise. It is what is called a 'mosaic' pattern-weld billet. As to how he did it, would be like asking KFC what the 11 herbs and spices are, or asking for some other companies trade secrets. At least I imagine it is simular. I am not sure I could even stand in awe. Perhaps grovel is closer to what I should do. (smile) |
| Ralph - Saturday, 10/16/04 23:16:26 EDT |
|
I've been looking at the slack-tub pub demos and noticed a lot about finishes. How exactly would you use bees wax as a finish? It's a beginner question i know. By the way, any information on getting registration acceptance to slack-tub pub, last time I asked you said you were a few months behind... |
| Tyson DiLorenzo - Sunday, 10/17/04 00:11:04 EDT |
|
Bees' Wax Finish: I, for one, find it very difficult to try to wax the bees; they're so small, and you have to watch out for the stingers! ;-) Most of us who use this finish (for interior items that get regular diusting and waxing) use a combination of bees wax and "boiled" linseed oil. Maybe 1/3 bees wax and 2/3 oil. I warm it in a double boiler (a can of the mixture inside a can of water, never put the mixture directly on a burner!) and put the ironwork (if it fits) in the kitchen oven at the lowest setting (no more than 350 f.). Using disposable hot mits and a rag, I coat the hot metal with the hot wax and oil mixture, and then use a clean, dry rag to wipe it down. As the Gunny used to say about oiling my rifle- it should be visible but not fealable. Between the hot metal and coating, this is quite a juggling act, and I get more 1st degree burns from this than in the forge... There are other variations, some of which our folk here will soon reveal, but this works pretty well for me. As the Chief Guru will point out, this is an interior finish, and at some time it will need further maintenance, depending upon internal climactic conditions. It also should not be applied to eating utensils, since boiled linseed oil is mildly toxic. Hope this helps. G'night... |
| Bruce Blackistone (Atli) - Sunday, 10/17/04 01:17:10 EDT |
|
Ah the old magnetic power hammer..imagine it.. You place the work on the anvil dies and hit the treadle.... The work begins to slam up and down between the ram and die....and forget the steel tongs entirely please. |
| - Pete F - Sunday, 10/17/04 01:25:43 EDT |
|
good morning (i guess)...in reply to the reply to my first msg You said lowest setting and no more than 350F... my oven has a min of 150, is that low enough? Oh, yea i know what you mean about reveal secret recipie stuff...I mean, I've been trying to wax some wasps but I don't know what to do for that... |
| Tyson DiLorenzo - Sunday, 10/17/04 01:48:19 EDT |
|
The Magnetic Criplin' Hammer... the M.C.Hammer ok ok, i see my idea isn't the most popular around here... kind of makes me want to build it to prove ya all wrong! just kidd'n, anyways, the magnatized ram doesn't actually touch the material your working on. there is more then what i explained, that was just a very basic description, just the motor driven by M. Fields, rather than pusharms/tension springs/clutches/pulleys/motors/and every other mechanical wonder in the world.... if i were able to post pictures, it wouldn't seem as bad of an idea. to change the subject, why are pnuematic hammer so rediculously priced? Why is it be cheaper to buy a bridgeport cnc high precision vertical mill? and has anybody built a smaller, "benchmount size" pnuematic hammer for the small bladesmithing needs? How many Lbs of pressure do smaller sized P.H. produce? thnx for the help guys MIKE i'll eventually find my way out of this confusion |
| adimeshort - Sunday, 10/17/04 01:55:48 EDT |
|
I'm no expert on this but it looks like you're asking about a pneumatic press rather than pneumatic hammer with your "how many Lbs of pressure" question. A hammer (manual or powered) applies an impact based on at least the mass and the speed of the ram (hammer). I'm sure someone with the proper formulae and PH specs (mass, operating speed, etc.) could tell you how much instantaneous impact pressure would be applied to the workpiece. |
| Elliott Olson - Sunday, 10/17/04 02:34:02 EDT |
|
for example: How much pressure does a 2lb hammer produce? It depends on how much velocity it has. If it's just resting on the anvil, it's producing 2lb of pressure, if you move it fast enough, it probably gives an instantaneous pressure equivalent to a ton or more. |
| Elliott Olson - Sunday, 10/17/04 02:45:22 EDT |
|
Elliot, The pressure at impact isn't really that hard to calculate (given a few assumptions, of course). I hope you don't mind metric units, since I'd have to look up the English equivalents. Take a 1KG hammer moving 10 meters per second. Its energy is 1/2 M*V^2, or 1/2*1*100 = 50 joules. Now work (change in energy) equals force times distance. If we neglect the fact that the hammer bounces (the bounce probably isn't *that* significant if you're hitting hot steel), we can assume the energy in the hammer head drops to zero, so the work equals the energy in the hammer (50 joules). Assume the hammer dents the steel by 1/2 cm (.005 M). 50 joules divided by .005 meters equals a force of 10,000 Newtons (50 = 10,000 * .005). That's about 2200 pounds. Funny it came out that way -- I used numbers that seemed reasonable and came out with almost exactly the answer you guess up front (and it would be exactly a ton if I'd used 2 lbs for the hammer instead of 1 KG). Of course the actual force depends on how fast the hammer moves and how hot (soft) the steel is, and this calculation is probably of no practical use. |
| Mike B - Sunday, 10/17/04 07:34:08 EDT |
|
Habu, Flag pattern. At the 1980 ABANA conference in Santa Cruz, Daryl and I were shooting the breeze and before we parted company, he gave me a slug about the size of a quarter. This slug had the flag showing from both sides, stars, stripes, and all. I asked him how he figured it out. If you've met Daryl, you know that he has a kind of Buffalo Bill countenance and a Southern Illinois accent. With that in mind, he slowly related how each night he would review the process in his mind's eye before retiring, and after about 30 days, he would start to work because he then knew what to do. All of this, with a twinkle in his eye. Someone overheard our conversation, and when we parted company, this "someone" offered me $200 for the slug. Needless to say, it is still in my possession. |
| Frank Turley - Sunday, 10/17/04 07:53:05 EDT |
|
About brake drum forges. Yes they are cheap but i have read this little artical on line. http://www.beautifuliron.com/forge_brakedrum.htm This site totaly says not to use brake drum forge because they are un-safe and hard to make. And they do not get very hot. I think that this is true because the artical also say that people that recamend a brake drum forges. Thats you dont use them.... If they are so good why dont pro blacksmiths use them??? Just go to the site i gave you and read it and see if applys here. |
| Matt - Sunday, 10/17/04 10:14:39 EDT |
|
Magnetic Hammer: In the Early Years of anvilfire we did some work on such a hammer. In fact the current requirements are not too bad but they do require big capacitors and solid state electronic controls. However, the big problem is is the magnetizm. The solenoid core must be pure iron or very low carbon steel to prevent becoming magnetized. However, the die on the end of it must be hardened high carbon steel. THIS material easily becomes a strong permanent magnet. Pete was joking about the hammer holding the work but he was right. It is not a bad idea, but it has proven impractical. By the time you build this machine it would have been much easier to built both the air compressor and the air hammer and have good solid proven equipment. However, for the price per pound you cannot beat a manufactured hammer. Home Built eBay Forge: Despite the testimonials this is not a particularly good forge design. For the money you could buy a GOOD firepot from one of our advertisers and have amazingly hot easy to control fires. Put the money into a big heavy duty fire pot not the rest of the forge. A big problem with flat forges of this type is the fire spreads too large and you burn excessive coal. To counter the problem you are constantly watering the fire. The forge shown is built from the end of a hot water heater tank. If you build your own the tank is free AND it comes with a load of rolled sheet metal for the hood. If you cut off one end and flip it upside down you can use the rest as a base. Take this pan and put a good fire pot into it and you are off and away! Now. . it IS possible to built your own firepot from the tank material. However the shape is critical. Study the good commercial firepots. The AFC Montgomery group has a portable teaching station with four forges all built from hot water tanks and tank material. They have been in service for years and work well. See our first NEWS coverage of the AFC event at Tannahill. |
| - guru - Sunday, 10/17/04 10:36:45 EDT |
|
I do know the way to Cranagie Hall, VBG: Practace, my son, Practice. What I am looking for is a Guitar lesson More specifically is the process of this type of pattern steel processed like mosaic-marquetry as shown on http://www.cumpiano.com/Home/Classes/Rosette/williamson.html ? Gluing and clamping would be assumed to be done at higher temps and pressures, of course. ;) I have also seen extrusion processes where multiple colored materials were injected in layers, but this would seem to be cost prohibitive in steel in a one up process. I am not trying to emmulate, I have a firm grasp of my limitations, just trying to comprehend. Thanks |
| habu - Sunday, 10/17/04 10:55:18 EDT |
|
Daryl Meier Flag Pattern: During the time that Daryl was handing out samples to folks like Frank Turley, Peter Ross and Bill Gichner they had no idea just how valuable a "relic" they had been given. He handed out a dozen or so of these during that time. Oh to be one of those lucky few. . . Those samples are the result of his first attempt to make the flag pattern and in fact were a failure. If you carefully count the stars in the sample flags one is missing or just barely shows. Daryl had VERY carefully made each star and carefuly counted every one. However, in the drawing out one became too thin and dissapeared in the matrix. Still is was a great achievment and he was proud of his success and gave away samples. Histories of blacksmithing mention a French smith who during the French revolution created a bar of steel with the slogan of the revolution in it. From this bar swords were made. I do not know if any have survived but many thought this story a myth. Daryl Meier proved it was not myth by repeating the process and became one of the gods of blacksmithing as a result. Since Daryl produced the Presidential Presentation Bowie others have developed the process to where anyone with forge welding skills and lots of practice can do it. However, Daryl used much more difficult methods. He machined and forged individual bar shapes and forge welded them together. Oversize star bar billets were made and then drawn out, cut and stacked and welded and drawn out again. The star field was then stacked and welded with the stripes field and so on. Once the flag billet was created it was sliced into pieces and the flags and bunting and USA all welded together. This was the highest of the high art of building pattern welded steel and there are many details that have never been explained by Daryl. The whole took several years of his life and I am sure there are many bits and pieces he himself has forgoten. Since then others have developed mosaic Damascus and powder metal art Damascus. One is relatively simple and the other requires some ver expensive high tech equipment. I'll explain the simple mosaic Damascus. Mosaic Damascus is similar to the method used by luthiers and woodworkers to create fancy inlays and guitar rosets. The metalworker has the advantage that they can make large pieces and then reduce them in size making the details finer. In mosaic Damascus you lay out your pattern in a grid on paper then using bars of low alloy and nickle alloy steel you build your billet to match. 3/16" or 1/4" square bar is a good size. You then forge weld the billet together and draw it out to reduce the size of the pattern. If you start with enough bars in the billet ehen it is reduced the "pixelyness" will not be apparent. Imagine Daryl's stars starting out as a 2" (48mm) square billet then being reduced to a 1/4" (6.4mm) square. Built from 1/4" bars the final size might only be 1/32". Built from 3/16" (3mm) bars the "pixels" would only be .017" (.43mm) or less. An alternative is to build detail billets, draw them out and add them to other detail billets to produce very fine results. A star could be built of details that represent a billet too large to handle as one piece. There are numerous details that make these methods work. One is carefully rolling or press forging the billets to draw them out. The other is using the method of welding billets inside of a protective stainless steel tube. When done properly without flux the stainless tube does not weld to the carbon steel and can be removed by cutting and pealing it off. In the powder metal method the design is built in a stainless tube which is then heated by induction and then squeezed magneticaly (hot isostatic pressiing). Much too expensive and high tech for the average smith. Most highly developed mosaic Damascus is used only as a verneer on a core of plain steel. Detail pieces are fitted, laid on a steel bar and then forge welded together. Properly done the forging process pushes the steel in all directions so to weld the vertical joints as well as the horizontal. However, like anything complicated, there is more to go wrong. In theory it is relatively easy. But there are many fine details to learn and obsticals to overcome. But what was once a mythical art of the gods is now in the hands of mere mortals. . . My Father has always said that proving something could be done was harded than figuring out how to do it. There is always that doubt that you are trying to achieve the impossible. However, once you have proved something can be done is is easy for others to find ways of doing the same without fear of failure. They KNOW it can be done while you did not. Such is the world of orginal invention and creativity. |
| - guru - Sunday, 10/17/04 11:32:28 EDT |
|
Brake Drum Forges, Matt. Good article. There are some good points in there, and some I don't agree with. I am a professional smith. I don't use a brake drum forge, anymore........ My first forge was a brake drum forge, I used charcol briquets for fuel. It got the iron plenty hot enough to forge. Keep in mind, a brake drum forge might not be as efficent as a good comercial firepot. But it is as efficent as a poor comercial firepot. Another inexpensive way to make a forge is box of some sort lined with a dirt/clay/sand mixture. Pack it in dampish, make a bowlshaped hollow, and stick a pipe of some sort in for the air supply. Not as handy as comercial firepot, but it works. There will be a small rant to follow this posting. |
| JimG - Sunday, 10/17/04 11:39:28 EDT |
|
Cheating, a small rant. To quote something my Mom often say's to her quilting circle ladies, "There is no wrong way to do something. But someways are better than others." So that in mind, why is using a torch, or the like considered cheating? Taken to it's basic form, all a forge is is a source of heat that is capable of heating iron to a temperature where it's soft enough to work. I don't care if it's fueled by coal, gas, electricity (as long as I'm not paying the bill!) or dry muck. If your getting the steel hot enough to forge, that's not cheating! Along the same idea of taking things to it's basic, all an anvil is is something to put the hot steel on to hit it. It can be anything that works, a part from an old machine, a handy rock, a hundred and fifty year old Mousehole. All it is is something that is able to withstand being hit on. I have even used the trailer hitch ball on my van as an anvil for riveting in a feild repair of some SCA armour. And in it's most basic form, all a hammer is is something to hit the hot iron with. From a nice well balanced 2 1/2 pound slashpeen to a claw hammer with one claw missing all it is is something to bash the iron with. So there you have 3 of the 4 things anyone needs to start blacksmithing. The forth thing you need to start blacksmithing has no subsitute. It is the most important thing of all. It is what seperates the wannabes from the smiths. And that is the desire. You have to desire to learn blacksmithing. You have to desire it so bad that nothing can stop you. |
| JimG - Sunday, 10/17/04 12:10:12 EDT |
|
Brake Drum Forge: Matt, There is some truth to that article but mostly it is full of exagerations and not very well thought out arguments. First, like building a JunkYard Hammer it CAN be done for nothing. AND like the JYH professionals can afford and need better. On the other hand, folks without imagination or scrounging skills will spend more to build the same thing that someone else can build for nothing. The referenced article says they cost a lot either in money or invested time. If it takes more than a few hours to find the parts and assemble them then you probably are not going make it as a blacksmith. People forget that smithing requires SOME mechanical skills and those without are doomed to failure or some very expensive lessons. If you look at our Getting Started article, I show and have links to my first forge AND to our brake drum article. I did not use a brake drum, I used junk wheels that I had on hand FREE. I used a blower that was scrap off an old furnace FREE and I used hardware off various other pieces of junk FREE. The only new items I purchased were the three pieces of cut to length and threaded 1/2" pipe. These cost less than $5 in 1973 and were a convienince. I built the whole thing in an afternoon and was forging with it that day. The first thing I made for it WITH IT was a punched, drawn out and forged handle for the blast control. Cost of building a brake drum forge with all new hardware EXCEPT the brake drum or wheel and blower today is about $25. With a new blower it can be done for less than $75 in todays US dollars. Your mileage will vary. The referenced article recommends starting with a commercial firepot (just as I did in a response above). However, you start with the $150 forpot and $100 blower and another $150 worth of plate and steel and you end up with a $400 or more forge. . . that weighs about 200 pounds and is far from portable. . . One of the items mentioned is that it needs a tuyeer just like a commerical forge. Well. . . commericial forges use tuyeers no different than that shown in out plans. The only difference is that they use less expensive unthreaded weld tees and weld on flanges. Functionaly they are the same. In fact one of the designs shown on our plan has been in use on the portable forge trailer I built and Paw-Paw still uses some 30 years later. . . As mentioned the cost of the parts is only $18 US. On the other hand, my "wheels" forge did not use a tuyeer it just used an oversize blower to blow air at the hole in the center of the wheel. . . The danger in the article is mostly based on tipping over. Anyone can build a forge of ANY type that does not have enough footprint or wheelbase to be stable. If you look at my drawings of a brake drum forge the legs are splayed out to create a stable base. Folks that use vertical legs know they are screwing up and just ignore the problem. There must be SOME allowance for mechanical apptitude and common sense. Although my "wheels" forge has the smaller 13" wheel at the bottom it was stable because of the weight distribution. Currently I do not have a coal forge and I just sold the firepot I had with an old forge. If I needed a coal forge for a single job on short notice I would recreate my "wheels" forge from junk I have laying about. Professional smiths do not use brake drum forges because they ARE professionals. They can afford and NEED better. A professional race car driver does not use OEM street tires or a bicycle helment or let his pit crew use cheap tools of questionable quality. A professional photographer does not use a throw away plastic camera. A doctor does not use a home built X-ray machine. . . A professional smith may need to heat a dozen pieces of steel at once or heat a piece that is ten or twelve feet long. A busy professional smith will have several size and types of forges for different work and several size power hammers and racks full of tools plus welding equipment and a pickup truck and trailer to deliver work. Professional bladesmiths usualy have as many as a dozen differernt grinders but that does not meann the job cannot be done with just one. Comparing ANY professional to any amature or hobbist's needs is a foolish argument. It is the same as taking advise from an amature website as apposed to a professional one. |
| - guru - Sunday, 10/17/04 12:49:57 EDT |
|
Matt, I removed your post for two reasons. One, the long URL broke our page. Two, the link was dead. The forge type (wash tub) metioned has a many if not more problems than the classic brake drum forge. One small group or an individual has pushed these forges but I think they are a huge waste of time. The pipe tuyeer with the drilled holes WILL rapidly burn out and takes a lot of effort to make. The refractory fill DOES make a nice shape firepot but the same can be done with plain back yard clay. There are hundreds of ways to build a forge. A while back we had a fellow from India write us and leave a link. He thought it was funny all the effort we put into making a forge. The forge pictured is nothing but a hole in the ground with a blower blowing air in from the side through a burried pipe. There was no special tuyeer or water cooled nozzel. Just a pipe and dirt. This was a commercial or "professional" forge in India. I repeat that link here: Bison Forge Classic The description of the forge:Here in India we simply dig a hole in the ground insert a grate and prop a few old bricks around the hole and insert a simple mechanical or motorised air-blower in a trench leading into the hole under the grate... seal all airgaps- then a bit of kindling is lit up and allowed to smoulder then we sprinkle a few handfuls of coal granules onto the embers start up the blower and we have a nice forge running in a few minutes!! No hunting around for any mechanical parts or materials.. if the forge is permanent then we daub the surface with an indigenous mortar which is primarily some "end-product" of the HOLY COW! and some other clay stuff...All over the world and throughout history this basic arrangement has been used with lung power, wineskins, bellows, hand crank and electric blowers. Before steel pipe clay pipe was used and before that a few pieces of stone. The same can be built on a stand with legs from wood and dirt and clay for our Western method of working while standing or it can be made of cast iron and steel as is a modern forge. In the end it is just the hole in the ground made into metal. . . |
| - guru - Sunday, 10/17/04 13:20:10 EDT |
|
JimG, since you commented on cheating: Have a look at my photo "forkcheat". Did I cheat or just utilize? ;) |
| Elliott Olson - Sunday, 10/17/04 13:26:00 EDT |
|
Elliot, I had an answer composed in my head before I even seen the picture. After seeing the picture the answer hasn't changed. Now you have to imagine it said in a rather annoyed voice......(insert gratuitous smileyface here to indicte humour) Of course that's not cheating. Where it would be cheating if you passed it off as forgewelded or done in a compleatly authentic period forge etc. It is a slick use of material! Good job on the fork. Remember, recyeling in nothing new in a blacksmith shop. Worn wagon tyres would be cut to make horseshoes, worn horseshoes were drawn into rods to make nails, pulled nails were tossed in a pot (that's where the expression "gone to pot" came from btw) and sent to a mill where all the bits of scrap were welded into a big bar which was then used to make new wagon tyres....... |
| JimG - Sunday, 10/17/04 14:15:12 EDT |
|
The question was asked, "What basic tools are needed" NUMBER ONE beyond all others is the ability to THINK and OBSERVE and thus hopefully LEARN. Without those skills there is no hope. NUMBER TWO is COMMON SENSE. In the metalworking trades the Darwin factor is very high and its highest award is bequethed regularly. Scars, missing digits, blindness and even death (the highest award) are the result of the lack of common sense. NUMBER THREE is education. We recommend studying books on the subject and related fields. Even though anvilfire is thousands of pages we have never attempted to replace the books on the subject. There are also books that are required references in a modern world. Books on steels and engineering formulae. After these three "tools" the rest are pretty insignificant and can be supplied by the first. I would like to assume that if one found this site and could post a question that one could read. Apparently my assumption has been wrong many times. . . At the top and bottom of this page and on our home page and FAQs page there is a link to our Getting Started in Blacksmithing article. The only thing I have not done is make it flash on and off! It lists books to study and the minimum tools. If one studies the first book listed (The Art of Blacksmithing - price $10.00 to $13.50 US, half that used) most of one's questions about blacksmithing will be answered. If one follows up with any of other books listed much more will be revealed including more modern methods. One could study for a year spending less than $100 on books. Darn cheap education compared to modern text books at nearly $100 each. . . . Note I said STUDY, not read. Many people read a book without learning anything. Pretend you will be tested on every paragraph. You WILL be tested, by life. There is a LOT to learn in blacksmithing. The wineskin and hole in the ground forges mentioned in my post above are clearly illustrated in Bealer's The Art of Blacksmithing as are other forge types. Types of steels and their heat treatment are covered in The New Edge of the Anvil and Machinery's Handbook. They are all strongly recommended and we have reviews of them all as well. The Getting Started article explains all this. Besides the few skills of blacksmithing (get it hot and hit it is pretty basic) there is a LOT of mechanical skills that are an integral part of the trade. These mechanical skills are sadly lacking in many modern smiths. I was first exposed to the mechanicaly inept "modern blacksmith" in the early 1980's at an ABANA conference in West Virginia. A demonstrator started his demo on forging with a Little Giant power hammer and suddenly quit when he discovered that the guides were loose and the hammer inopperable as-is. Instead of adjusting the hammer (a good lesson/demo) he stormed off in a huff. Now he MAY have just been a primadona but most figured he just did not know how to use a wrench. I think it was both. After the demo area cleared my friend Josh Greenwood and myself adjusted the guides and tightened the bolts with the available tools; a pair of tongs, a cold chisle and a pipe wrench. The chisle was used to wedge against the heads of the bolts to prevent them from turning. . . The job took about 10 minutes including oiling and testing the machine. That night the hammer ran into the wee hours as people used the open forge site and the next day it was used by several demonstrators. If you own or use a machine you should know how to adjust and maintain it. The difference is that between a machinist and an "operator". A machine operator puts material in and pulls a handle over an over. A machinist knows how to setup the machine, maintain it and and make the tools used by the operator. Many operators THINK they are machinists, they are not. As I have often pointed out, the modern blacksmith shop looks more like a machine shop than a smithy. All that machinery requires mechanical skills. Even a simple brake drum forge with an electric blower requires some mechanical knowledge and common sense. So besides the books on blacksmithing one should consider a couple on machine shop practice, plumbing and other mechanical skills. It is all part of the trade as is some mathematics, geometry and mechanical drawing. When you buy a machine STUDY the manual. IF it did not come with a manual FIND one. I recently recieved a letter about apprentices from a well known Canadian smith. He said he has given up on apprentices because in his experiance they all think they know it all after a one week course and a few hours at the forge. Blacksmiting is so much MORE than getting it hot and hitting it. . . It is art, science, alchemy and a bit of real magic. It is not all learned in 40 hours or a year or a lifetime. . . |
| - guru - Sunday, 10/17/04 14:54:10 EDT |
|
Mosaic Damascus: Actually, reguarding this quote Guru... "In the powder metal method the design is built in a stainless tube which is then heated by induction and then squeezed magneticaly (hot isostatic pressiing). Much too expensive and high tech for the average smith." There's some bladesmiths these days who are using pneumatic presses to do the squeeezing, still expensive at roughly $1000, but much more affordable then the high tech. Some even use power or hand hammers though this will mess up the pattern if it's not just lines and shapes that might benifit from some mashing around. Also they often heat in a normal propane forge, the ends of the tube are welded shut with a very small hole to release gasses. Something like WD-40 is sprayed in the hole, and that will burn out any remaining oxygen in the can. I think this has become more common only in the last few years. |
| AwP - Sunday, 10/17/04 15:00:37 EDT |
|
Matt, The others gave you nice, reasoned and reasonable responses to the website you posted. Now I'll give you a bit more, but I'm not going to be as nice. What that fellow did is engage in self-aggrandizement using inaccurate and misleading arguments. Pretty much approaches being a charlatan, in my book. Yes, his posted work appears pretty nice, but why does he feel he needs to denigrate other websites/people by using inaccurate "information" to condemn their suggestions? If you're good, then you're good, and you don't need to put other people down to make yourself look smarter. Doing it when you're right is gratuitous; doing it when you're wrong (as he is) is really petty and "chicken manure". The reality of brake drum forges is simple to see if you think about it. They are a "make do". If done with some degree of thought, they work very well as a firepot and are plentiful, free and require almost no modification. They also put to use something that would otherwise be discarded in the landfill. If you think the brake drum is too big, then slap in a clay liner to shrink the size a bit. Want more space? Add a table around it. The point of the brake drum forge idea is to make a quick, cheap tool that will do the job. Which is just what they do, if you use some sense. The fact that a brake drum is relatively shallow is a good thing, not a bad one. Excessively deep firepots run too hot and burnout quickly if not watched every minute. I saw one at Quad States that was glowing orange hot after a fifteen minute forging contest when someone forgot to turn down the air. A deep firepot makes it hard to push a piece of work through the fire to heat the middle. Regardless of what that other self-appointed "expert" said, you need fire above the firepot. Please note that I am NOT an expert on firepots or coal forges. I am not pretending to be, either. What I am saying is based solely on my own logical reasoning and your mileage may vary. That's okay, it doesn't make either of us wrong, it just makes us different. Different is good. From difference comes learning, if there is desire. |
| vicopper - Sunday, 10/17/04 15:08:01 EDT |
|
Commercially made airhammers are not that expensive for what you get- if you look at how much little giants were going for when the company finally went out of business, currently available air hammers are a bargain. And you have obviously never purchased, or even priced, a CNC mill, if you think they are cheaper than power hammers- a new manual, not cnc, bridgeport, costs $12,500. The most basic CNC mills cost about 25k, and decent usuable ones are 40k to 200k. I can buy a wide variety of airhammers for between $4k and $10k, and as the guru has pointed out, they pay for themselves very quickly. Blacksmithing is something you can do for almost no money- as is shown here again and again. But to do large scale, industrial work, you need large scale industrial tools, and those do cost money. You have to start small and work your way up. When you have done enough forging that your skills are worth something, and you can sell your work, a powerhammer will likely find you, and the money will be there. Beginning machinists dont start out with $100k CNC machines- they use a file. Metalworking is a lifelong learning journey, and it takes time to assemble the skills and tools. |
| - Ries - Sunday, 10/17/04 15:11:28 EDT |
|
As I was catching up on reading some of the posts It occurred to me that adimeshort's electric hammer may not be too far off. It just won't be solenoids when it happens. Lots of machine tools are now using linear motors to move carriages and tools. Very fast acceleration and precise positioning with no mechanical translation are the advantages. How soon before one of us gets to scavange one of these machines and builds that first electric power hammer with one moving part? |
| SGensh - Sunday, 10/17/04 15:21:22 EDT |
|
K, earlier i asked what the amount of pressure that a smaller Power hammer would exert. its like asking how much horse power you sports car has. The "general" answer wouldn't be. what RPM is the engine running at, how efficient is the fuel burning, what altitude is the car run at, and is the air filter clean. it would be a generalization. ;) (In humor) as in pneumatics, a general piston with the surface area of 1", how much PSI would one normally exert on the piston to get an effective outcome. What would be a general idea for the Instantanious force at impact without going into differential calculas? I notice that some hammers are labled 120#, i'm i right in assuming that it applies ~120 lbs of pressure to the piece, or does it relate to something else? Yes i too took AP physics... I too have been drowned with memorizng equations for mechanical engineering, and realize that the force is going to constantly change as the mass accelerates. thanks guys. ME... Again... |
| - adimeshort - Sunday, 10/17/04 15:29:51 EDT |
|
also, on the M.C. Hammer, the solenoid doesn't have to be the hammer, you could use levers, and convert a 45lb pulling force into 90 lbs of force, or what ever you decide. I realize that this may not be the most energy efficient hammer, but why not try. I'm not too concerned with the magnetic fields as i am with the force obtainable from a solenoid, and the ammount of acceleration it will be able to apply. its always good to remember that it never hurts to try knew or old ideas, had we never attempted flight after davinci, who knows where we'd be. The great thing about trying to build upon failed attempts, is that you never know where it can take you. The movie camera was the outcome of a bet about horses. So i'll just see where this takes me. Maybe i'll invent the new toaster... Who knows? Mike |
| - adimeshort - Sunday, 10/17/04 15:42:01 EDT |
|
Something I haven't seen mentioned in this thread on homemade forges is to use two 55 gal drums welded end to end. Cut both ends from one drum and weld the barrel beads together, then cut away about the lower third of the top barrel so there is an arching opening for access to the lower barrel. This end is cut to accept a firepot and the bottom barrel body can be skeletonized to allow access to ash dump and the air source. The top barrel will get warm and vent the smoke from your face. We can buy clean, used steel drums locally for $3 each so for six bucks, you have the basic structure for the forge. For nine bucks, you can have an extra barrel for duty as a slack tub and to hold a post vise. I like a good factory firepot and a hand blower so would spend the time and money to get a free-standing Buffalo or Champion mechanical blower and a Centaur or similar round firepot. Brake drums do not make good firepots even if some folks claim good results. The pot does not have to be permanently fastened to the barrel - just set in place and let gravity do the work. This setup is portable and will produce a very good fire so you don't have to fight one more variable while you learn to forge. |
| HWooldridg - Sunday, 10/17/04 16:01:26 EDT |
|
Greetings, Guru. I am researching early cannon making methods in an effort to build an accurate piece for a local living history organization. One method I've read about refered to "shrinking" bands around iron staves. How exactly is this done? I need the whole process from start to finish. |
| Bryce - Sunday, 10/17/04 16:29:38 EDT |
|
I went to Beautifuliron and snooped around. Yes, the man has an opinion and he is entitled to his like all of are entitled to our own. I guess if I want to argue or promote another opinion, I can get off my duff and launch my own website! Or wax eloquent here and get hammered........ :) I do wonder how many smiths got started using a brake drum forge? |
| quenchcrack - Sunday, 10/17/04 17:54:16 EDT |
|
I started out with a rectangular Buffalo firepot. It worked pretty well, too. |
| Frank Turley - Sunday, 10/17/04 18:40:13 EDT |
|
Matt-- That Ebay forge is a bad joke. Before buying anything, get yourself a peek at the late, great Alexander Weygers's fine books on do-it-yourself smiting and toolmaking. They've been combined into one volume, available from Centaur, elsewhere, maybe inter-library loan. |
| Miles Undercut - Sunday, 10/17/04 19:09:53 EDT |
|
SGensh, for that linear motor, are you going to scavenge from a maglev train? :) adimeshort, I'm guessing that a 120# power hammer might actually have a 120# hammer/ram assembly (I could be guessing wrong). For your solenoid hammer, what's holding up the hammer when not in use? I'm thinking you would have to be fighting a spring as well as inertia to get a striking force out of the hammer. Or have another solenoid to lift the hammer off the work (got your safety catch to hold it?) and gravity along with the striking solenoid to hammer the work. Maybe just a gravity hammer with a solenoid or linear motor to lift it up to dropping height or the safety catch. |
| Elliott Olson - Sunday, 10/17/04 19:33:30 EDT |
|
adimeshort, Hammers are generally rated by the falling weight. That would be the weight of the ram and die. I built a spring type hammer, look on the JYH page. I would build using the spare tire system from the NC jyh if i were to build another hammer. This is a style that is very straughtforward to scrounge and build. It works. |
| ptree - Sunday, 10/17/04 20:00:27 EDT |
|
Maglev Hammer Well, first off, i ordered 3000 feet of 20 gauge magnetic wire a little while back when i had in mind to build a tesla coil, which turned into wanting to build a large cap. bank for making a solenoid gun, which then ended up as a rail gun project... never got around to it. As far as scrounging, i have t6 6061 aircraft aluminum rod, and a bunch of steel rod, along with a machine lathe to turn it out. I also have the 3000 feet of wire, and many many many capacitors from various projects... I've scrounged tons of electronics from everything, like large transformers etc. As far as scrounging goes, i pretty much only need bb's, or any other kind of ferrous material to create a large Ring to go around the coils to increase the magnetic field And yes, I figured that the return mechanism would be the hardest part to the design... put a spring on it, and you lose the great advantage of gravity, plus you have a negative acceleration to fight... I figure either a alternating Solenoid to repel and atract (hence the charged core), or two pull pull or push push solenoids. i considered using a spring loaded lever, with a solenoid to act as the return, but haven't decided upon final design. science will never be solved, and we will never be to the end of discovery, just keep looking, and don't look back. MIKE also, interesting, 120# hammer might be the ram... hmmm i wonder if that is what it means. |
| adimeshort - Sunday, 10/17/04 21:00:58 EDT |
|
K, so does anybody know what the average "instantanious" force of a smaller power hammer end up being at the average point of contact? I just need a rough estimate to get an idea of the velocity i'd need to reach with a levered arm. thanks MIKE |
| adimeshort - Sunday, 10/17/04 21:02:59 EDT |
|
"Instantanious Force": Theoreticaly it is infinity. We have had long discussions here on infinite forces and the end of the Universe as we know it. I will not repeat it. In reality the infinite force is tempered by the resiliancy of the steel, the mass of the anvil, the precision of fits and the time for all this movement to occur. Steel, must be looked at like rubber except when apposed to flesh (and old original guruism). The problem of actual force of a power hammer is so difficult to calculate and evaluate mathematicaly that the industry has generaly agreed upon two things. 1) All published energy values are a joke and falling mass is the only fair rating of a power hammer. 2) Real force can only be measured by the lead plug method (a lead cylinder of know size is hit by one blow and the percentage of compression used to rate the hammer). Method 2 IS the standard but since for every step increase in hammer size it requires a bigger plug there was no way to compare two different size hammers and the system falls apart. I have never seen published values from this method and I have probably seen as much hammer literature as anyone in the business. Yes the Chinese give values in kg/m/s (like foot pounds) but their numbers are far different than the unpublished values given by Nazel, and the published values of Chambersburg (now defunct as well). Whom do you believe? The American inventors or the fourth generation copycats? Which only proves what the industry generally agreed apon above. Among the problems of calculating the maximum velocity of anything other than a dead weight fall (like a board drop) is that all mechanical and air hammers start returning the ram before it strikes. This must be done or the ram will hit and bounce and be falling again when the upstroke occurs. This is a very rough movement. So like the advance of the ignition in a compbustion piston engine the hammer must start the opposite movement before the stroke is finished. The ram is slowing before it strikes the work. On air hammers the calculations are further complicated by the fact that many hammer "engineers" do not realize that the air pressure in the cylinder NEVER achives more than 50% of line pressure in the best designs. Many hammer ratings give the ram weight PLUS 100% of the cylinder force at full pressure (which it never sees in operation). You would think that the speed of the hammer would be critical and it IS, BUT (a very BIG BUT) there is a limit to the velocity that can be practicaly applied by a mechanical coupling. The limit is determined by the return stroke and the ability to STOP the movement and return the ram for another blow. This limit turns out to be nearly the same in virtualy all hammers so the mass of the ram ends up being a suitable comparitor. NOW. . the supposed advantage of the magnetic hammer is that it could have a striking stroke MUCH faster than the return stroke. However, putting links in the connection adds dead mass that must be stopped and started and does not add to the effective mass. If you would like to pay for a week long bull session with a number of folks that REALLY understand the reality of hammer design and the subtleties of the physics it can be arranged. |
| - guru - Sunday, 10/17/04 21:56:23 EDT |
|
The mass enertia quandry. As noted the limit of a hammer's velocity has more to do with the return stroke than the striking stroke. The other thing that happens is that the bigger the hammer the slower it must run due to this upstroke enertia. The result is that in a small hammer the cylinder to ram ratio is much higher than for a large hammer. In Chambersburg hammers this starts at 15:1 and drops off to 4:1. Then there are efficiency factors. A 100 pound Chambersburg air hammer has a 6" cylinder with a 7.5:1 cylinder force to ram mass ratio. But a hammer like the Big BLU or the Bull has a 2-1/2" cylinder for the same ram and a 4.5:1 cylinder force ratio. . . Chambersburg speced out a 10 HP compressor as a minimum and the others 5 to 7.5 HP. Chambersburg also had a higher efficiency anvil to ram ratio. The Chambersburg also had a longer stroke thus needing the bigger cylinder to STOP the ram. But that is the difference between a $100,000 machine and a $6,000 machine. . . |
| - guru - Sunday, 10/17/04 22:14:07 EDT |
|
I just remembered ELSAH, our Electromagnetic Simple Air Hammer. . drawing on the way. ELSAH solved the magnetic coupling problem by using commercial air cylinders. This is also much more efficient than mechanical links. |
| - guru - Sunday, 10/17/04 22:28:19 EDT |
|
I have a question for y'all. I have a small Buffalo Forge riveter forge with a 20" dia pan, about 3 inches deep. yesterday i put some full size firebrick in it and hooked up my hairdryer to it, and it gave me a basic firepot. I really liked this and it worked real well, but i dont know if it will have any major consequences on the pan itself, which is my question. Right now, i dont have much money to spend, and if it wont hurt my forge, then ill use it like that. Well, thats all i really need then. Thanks abunch! |
| Blueboy - Sunday, 10/17/04 22:47:55 EDT |
|
Hot Wax and Hot Iron: Tyson: 150 degrees f. is probably a pretty good temperature; hot enough the get the wax/ol mixture to flow evenly, but not as likely to burn. Like everything else, it's probably dependant upon the proportions of the mixture, but it sounds good to me. Give it a try, observe the short and long-term performance, and report back to us here in a few months. :-) A lovely autumn day to mow the grass for Camp fenby, not to mention clearing the black-powder shooting range. |
| Bruce Blackistone (Atli) - Sunday, 10/17/04 23:18:50 EDT |
|
Brake Drum Forges: I'm reminded of the quote from Grant Sarver of Off-Center Forge (which I have posted on my wall at the NPS): "Good, fast and cheap; pick two." Brake drum forges are fast and cheap. I've used brake drum forges, "farmers" forges, early medieval hole-in-the-ground forges, gas forges and my faithful wooden forge with a layer of sand and firebrick supporting a Centaur Forge firepot. I've burned charcoal, bituminous, anthracite and propane in them (but not all at once ;-). All of them heat iron to a workable degree, but some are much more efficient and convenient than others. You can go with what you can cobble together, or take proper classes, or observe how other smiths do their work and with what, or strike out on your own, or buy a ready made commercial forge. It's a world of many possibilities; but some work well, some work not quite as well, some work poorly, some don't work at all and some will blow-up or burn down your shop. (This is why I bought my gas forge from a regular manufacturer. As "Dirty Harry Callahan" [Clint Eastwood] used to say: "A man shuld know his limitations.") |
| Bruce Blackistone (Atli) - Sunday, 10/17/04 23:37:32 EDT |
|
DEAR GURU;S I HAVE IN MY POSSESSION AN OLD RIVET FORGE WITH THE THE MAKERS BRASS PLATE CAST IN THE NAME OF MACBRAIR BROS SHEFFIELD ENGLAND,I WOULD DEARLY LOVE TO ESTIMATE IT,S DATE OF MANUFACTURE PRIOR TO RESTORATION AND EXHIBITION(WORKING)AT OUR LOCAL MUSEUM.I HAVE TRIED TO TRACK IT DOWN OVER THE NET WITHOUT SUCCESS AND I.VE BEEN TO THE BABA SITE ALSO,I CAN ROUGHLY ASSUME IT WAS MADE SOMEWHERE AROUND THE END OF THE 18TH CENTURY.THE REASON I HAVE COME TO THIS ASSUMPTION IS COMPARED TO A RIVET FORGE MANUFACTURED BY THE ALLDAY CO.THE ONE I HAVE SEEMS TO HAVE AMORE HANDS ON APPROACH TO ITS MAKING.IM NOT SURE WHEN ALLDAY MERGED WITH ONION TO MANUFACTURE POWER HAMMERS(ALLDAY AND ONION)BUT I CAN ONLY GUESS IT WAS BETWEEN THE 1ST AND 2ND WORLD WARS.PLEASE HELP ME AND IF YOU CAN,T COULD YOU PLEASE STEER ME IN THE RIGHT DIRECTION REGARDS FROM SUNNY SYDNEY(96 DEG F )DOUG CAIRNS ONION) |
| doug cairns - Sunday, 10/17/04 23:41:32 EDT |
|
As is often said in IRC channels and mailing lists (and guru may back this up if he cares), please don't use all upper case, it is considered the same as yelling. |
| Elliott Olson - Monday, 10/18/04 01:29:17 EDT |
|
|
|
|