| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from October 25 - 31, 2001 on the Guru's Den |
|
|
|
I'm sure glad that there are people out there that have know-how, because I have to pick their brains again. I have just re-forged my concrete breaker points and chisels the forging turned out OK. Then I heated 1 1/2" of the bit ends to a orange color and quenched the whole tool in 30 gal. of oil until they were cool enough to touch. I was still able to file the supposed hardened end some??? To me I thought they will never stand up to concrete and rock so I heated the ends orange again, but now I have quenched the whole bit in water until cool, the file just barely catches. Now I wonder if they may be to brittle with this one shot water quench. Oil v.s. water, which one to use?? Help !! |
| Dave - Thursday, 10/25/01 08:52:31 GMT |
|
Breaker Points: Dave, on re-sharpened bits the "heat treating" is never up to specification. Unless you evenly heat the entire piece, harden and temper to OEM specs, it will never be "right". For the couple dollars each that bit sharpeners get there is no room for a complete heat treat job on such a large piece of steel. I think bulk heat treating is about 75 cents a pound now. . that's more than most sharpeners get for the whole job. Consider what you are doing. Partialy heating a bar. The heat, over tempering part, maybe annealing another and then quenching it while some is too hot, part maybe just right but the rest too cool to properly harden. . . Its a varigated mess. Common practice is to heat as little as possible. It is more important that the shank (most of the bit) is the OEM condition so it won't bend OR fracture. Then quench in oil so the part is not over hardened or has thermaly induced cracks. It is normal for these bits to wear but abnormal for them to crack and splinter. File Test: Most good files are about the hardest piece of steel you will come across. They will scratch almost anything except ball and roller bearing parts and bits for cutting steel or machining anything. Most hardened and tempered steel (other than tool steels) can be cut with a file. Just how well and how much pressure it takes varies with hardness. Even when the file "slips" across the hard surface it often cuts some. Hammers and most anvil faces will cut with a file (begrudgingly). Other "tough" tools will cut quite well with a file. Do your file test on a corner of the non-heat effected bit. How hard does that appear? If (a BIG IF) the water quench didn't induce cracks in the steel from thermal shock then the part will be OK but it will definitely need to be tempered. |
| - guru - Thursday, 10/25/01 14:52:03 GMT |
|
Jock Referring to lathes and tennons in your really thorough answer you talked about 12" and 16". lathes. What does that number describe and how is that related to bite? Larry |
| - lsundstrom - Thursday, 10/25/01 20:48:19 GMT |
|
more questions on lathes: I'm at work and don't have my lathe manual. I believe it was described as having a 9" swing. Brand name is Jet. A friend came over who knows machine work and got it cutting out tennons by doing the things you talked about. In mild steel, can you cut deeper on the slow, medium or fast speed? My instinct is slower is more powerful but I'm not sure. I am thinking with a lathe this small I should be thinking in terms of making several passes and maybe even grinding off the corners first. Thanks, Larry |
| - lsundstrom - Thursday, 10/25/01 21:22:42 GMT |
|
VIRUS - A common form of virus for which there is no software fix is the "send this to everyone in your address book" message warning you of either some dire event or threatening you that you don't love the sender if you don't comply. I get lots of these from well-meaning individuals but don't think I have ever received a valid warning. The virus warnings that say they are "much more dangerous than Mellissa" are always a giveaway that you are being scammed into trying to help clog the internet. |
| Andy Martin - Thursday, 10/25/01 22:03:19 GMT |
|
Lathes Larry, Lathe size is generaly given in diameter of swing at the chuck in front of the carriage. The wings of the carriage (the parts that extend forward on the ways) should clear the swing. AND by the length that can be turned between centers (generally measured point to point between dead centers). Length capacity is shortened by a chuck unless the work is small enough to fit into the spindle bore and by the use of a live (ball bearing) center. Swing is also limited by the clearance over the carriage and is sometimes given in the machine spec and sometimes not. Your 9" lathe is a little small EXCEPT that it is new which means it is fairly tight. A tight new lathe can do heavier work than an old worn lathe. When things get loose tools are not as rigid relative to the work and everything goes down hill. Speeds and Feeds Depending on the type of material and cutter being used there is a maximum surface speed at which you can cut. The surface speed is given in the US in Feet per Minute. For HSS cutter bits machining mild steel this is generaly around 120 SFPM. For any given RPM the surface speed becomes greater as the diameter of the work increases. For general work you have to compromise and use the highest possible speed at the largest diameter. As you work towards center the speed drops below optimum. Above the maximum SFPM your tool will make hot blue chips and possibly burn up. Below the best SFPM you are wasting time and tend to get a rough finish. When you are a LOT too slow the available torque goes UP and the possibility of breaking something or hanging the tool goes WAY up. Among the things that complicate this is that when you are facing (cutting the end surface of a bar), as you approach the center of the work SFPM approaches ZERO and theoreticaly IS zero at dead center. There ARE machines that vary the spindle speed automaticaly as you change diameters but these are NOT within our scope of discussion. The general rule is to run at the max SFPM at the largest diameter. Most new machinists feel more comfortable at a slower speed (one step down) and there is nothing wrong with that. The SFPM is much higher when running carbide tooling and in production situations if your are NOT making blue chips you are not competitive. But carbide tooling also requires more horsepower (for torque) and a more rigid machine than for HSS tooling. This is because the carbide tooling is brittle and cannot have the kind of cutting edge relief we discussed earlier. It takes more pressure to cut. As you slow the spindle down you are increasing the torque by the multiplication factor of the reduction gearing. However, this increase is canceled when you are doing large diameter work. In the end the force at the cutter bit is the same. However, IF you slow down the machine AND are doing small diameter work THEN you have greater torque and more force at the tool. Normally this is not a good thing. More force is just a bigger hammer and things tend to get broken. In the case of single pass cutting of tennons your machine may not have suficient torque for the width of the cut. Generaly it is better to take a finer cut (less feed) than to increase the torque IF you have to slow the machine down a lot less than the normal SFPM. But if you do not have enough horsepower to do the job this can get you by. However, if you don't have enough HP then you are better to take more than one cut at full speed instead of one cut at a much slower speed where the torque is higher and the possiblity of breaking something is higher. In the end, most machinists get a feel for the right speed from experiance and just set the speed according to the way the cut progresses. Again, in the case of cutting tennons, the reason ONE deep cut is best is that it lessens the difference between cutting at the corners and the flats of a square bar. But if you don't have the HP to do it in one pass then you can't do it. . . Unless you are making thousands of tennons then taking multiple passes is not a big deal. However if the number are in the thousands then a (used) bigger lathe would pay for itself. When we setup the lathe used for the several thousand feet of rail for the headquarters of the Virginia Garden Club, each tennon took less than 20 seconds to chuck, machine and remove. You can forge tennons this fast on a power hammer BUT it is difficult to maintain the needed tolerances AND you do not get that crisp square corner. There is also a significant fuel savings. I like to machine tennons for riveting on candle drip pans. In this case the tennon is very short and nearly impossible to forge. Since I often use a very short tennon (half a diameter) for pre-assembly in brazing operations, this is the only efficient method. But you have to remember to do it BEFORE you forge bend or twist the bar. . . |
| - guru - Thursday, 10/25/01 22:30:21 GMT |
|
There are tables (Machinery's Handbook &c.)which give the fastest useable SFPM (surface feet per miniute) for specified combinations of (a) the kind of material and (b) the tool. You get SFPM for lathe work by calculating RPM*(diameter in inches * Pi)/12, so that for a 1" work piece at 120 RPM it would be 120* (1*3.14159)/12 = 31.4159 SFPM but for a 2" piece at 120 RPM it would be 120 * (2*3.14159)/12 = 62.831 However the feed and cutting depth are limited by the power and strength of the machine. My little 9" South Bend with a 1/2 horse motor can't handle nearly as big a cut as my friend's 16" Sebastian. But then his machine has a broader bed, a much bigger motor and weighs perhaps several times as much as my 9" |
| John Lowther - Thursday, 10/25/01 22:44:27 GMT |
|
Lathe Size Larry, I commented that your lathe was "a little small". It is a little small for one pass machining of tennons on 3/4" square bar. It is plenty big for many other jobs. I have a 50 year old 6" Craftsman lathe that I do a LOT of jobs with including those tennons for candle sticks and machining various tooling. It is limited by the strength of the small spindle and the 1/3HP motor. The smallness is convienient for small work. However, I also have two other lathes for larger work. Old 12 to 16" lathes are very common and just right for most blacksmith shops. Longer is better (48" or so). Look for machines that come with lots of tooling. Note that most used equipment dealers ARE NOT a good source for old lathes. Since most of the tooling from a 100 year old lathe will work on a new machine the tooling that probably came with an old machine is often sold seperately OR with a later model with a bigger markup. Centers, drive dogs, chucks, tool holders and various attachments generaly work on a range of machine sizes. It is easy to spend more on tooling than on the base machine. So old machines that have lots of tooling are worth much more than an old stripped down machine. John, that 9" Southbend could probably use a 3/4HP motor. My 13" old (1915) Southbend is limited to 1-1/2HP by the flat belt drive (which is usually the limiting factor of most machine tools). There is no point in using a bigger motor than is necessary. A little research using MACHINERY'S HANDBOOK can tell you what motor size your old machine needed. However, don't use the recommended horsepowers list in MACHINERY'S. These are for the heaviest industrial machines and also include a 24hour service factor for production machine tools. |
| - guru - Thursday, 10/25/01 23:24:58 GMT |
|
Jock, I know what you mean about tooling not because I ever bought any but because the guy who is helping me learn how to use it, tells me how much the tooling that came with the lathe is worth. The man I bought it from was a disabled machinist, ex civil war reinactor who had been into bow and arrows and mostly used the lathe on aluminum parts for bow sights. Right now I am a long way from learning its limits, and don't do any production work. It's a privilege for someone who has pulled most of his tools out of a scrap yard to have a tool this nice. I agree with you that it is probably not the ideal size but as I know you can appreciate, it was an opportunity purchase and one I made pretty much on faith. Thanks for being so supportive, Larry |
| - l.sundstrom - Friday, 10/26/01 01:13:40 GMT |
|
Larry, An engine lathe is a very versatile tool. As the anvil is the "king of tools" in the blacksmith shop the engine lathe is the "king of machine tools". A lathe is said to be one of the few tools that nearly has the ability to reproduce itself. And one can with the exception of the bed and ways. It IS a stretch to make gears on a lathe. But all the shafts, bearings and lead screw can be reproduced on the lathe as well as machining castings like the head and tailstock. In the days when it was first said that a lathe could reproduce itself most work that we do today on milling machines and grinders was done by hand, chipping, filing ans scraping. So at that time, it WAS possible to do all the machining on a lathe to reproduce one! On my 13" Southbend the reversing lever casting was broken when I bought it. It was typical moving damage. More damage is done to all machine tools of all types while moving them than while operating them. I machined the sub assemblies of a weldment to replace the broken casting USING the machine it was needed on. I welded them together and finished machining the weldment on the same lathe. I also had to make a couple replacement shafts for the same assembly. All this was done using manual feeds since the casting is the connection between the spindle and the feed mechanisms. The only parts I didn't make were the gears and I had a local shop that had a gear cutter make them. My 6" Craftsman lathe needs a new lead screw. As soon as I refit a new motor onto the Southbend I'll use it to make the screw for the Craftsman. A good lead screw can reproduce itself but you can't make a good lead screw with a bad one. Like most worthwhile things it takes time, study and practice to learn machine work. I started using my little 6" lathe when it was my father's and I was only 11 years old. Over the years I used it and other machinery for various projects. When I started setting up my own shop I bought the old Southbend (because it had a ton of tooling) and also some books on machine shop work (the ones mentioned several posts above). I had to retrain myself on many aspects of machine operation that I had learned wrong over the years. I still do some things "my way" but I've found that 99% of what is in most manuals on machine work is correct and usually the best way to do things. Many lathes have milling attachments or vises to hold work for milling. They work in a pinch but are not very satifactory. All the forces on the carriage are the wrong directions when milling. However, you CAN put in a small keyway of mill a critical slot if necessary. But its almost easier to do it the OLD way with a cold chisle. You can do precision grinding on a lathe but keeping the grinding grit out of the sliding fits of the carriage is difficult and it can quickly wreck a lathe. I've ground parts two ways on a lathe. For dressing centers and radius grinding I made an adaptor to hold a Dremel tool via the tool holder. The compound angle was set and the centers ground while the spindle ran as slow as possible in back gear (50 RPM). The same setup was used with a little face plate fixture to precision grind some little cams. The fixture was rotated back and forth about 20 degrees manualy to cut the surface. The other grinding setup used a grinding wheel on an arbor in the spindle and work held on the compound rest. To keep the grit out plastic sheeting was taped to lathe covering the bed and carriage. If I need to do it again I will make a special guard apron from leather and tape the edges. The plastic worked but was too easy to poke a hole. As I mentioned before, blocks can be squared on a lathe and it is often faster than doing it on a milling machine or a shaper. I have also trepaned candle pan blanks while friction driving the piece of square stock. Friction driving is done with a live center pressing against a driving block holding the work against the face plate. I made a special face plate for doing this so I did not cut up the face of the good OEM face plate. . One of the most imaginative uses of a lathe I have seen and used was to manipulate a cutting torch. A bracket is fashioned that supports a cutting torch and attaches to the lathe carriage. Then the lathe feeds are used to steadily move the torch. This makes one heck of a steady machine torch for cutting plate. It is also one of the uses that a LONG bed lathe is handier for. Few of us need a machine torch enough to buy one but this will do a FINE job and the feeds are just the right range for torch work. The same method has been used for automatic welding using a MIG gun. There are many uses for a lathe in a blacksmith shop besides production work. |
| - guru - Friday, 10/26/01 05:07:00 GMT |
|
Do you have a list of recommended blacksmithing schools? Thanks. Bruce Smith |
| bruce smith - Friday, 10/26/01 14:18:51 GMT |
|
Schools Bruce, ABANA keeps a very thourough list and we try not to duplicate services. ABANA.org Some of the better known schools are the John C. Campbell Folk School and Penland in North Carolina, and Frank Turley's, Turley Forge Blacksmithing School in New Mexico. There are others all over the country. Frank is one of our "gurus" and he taught at the John C. Campbell school last year. Many of the schools ask guest instructors to come in to give their programs some variety. You can also see many of the same folks at ABANA-Chapter meets as many of the chapters pay guest demonstrators from outside of their area. |
| - guru - Friday, 10/26/01 16:10:37 GMT |
|
Dear sirs. I am 46 yrs. old, never welded,smithed etc. Ilive in kellyville,Ok.I am a woodcarver, and love to carve Native American art. I like to collect swords, weapons of days gone by etc. I watched Mel Gisons " The Patriot" and quickly seen that i wanted a tomahawk like the one he used, even if it meant i had to make it! That looks like the case. I built a fire pit, got a 3" steel pipe and connected a hi volume hairdryer to it to feed the fire. I used charcoal and got a one and a half square inch of what seemed soft metal from the junk yard, and a peice of railroad track for an anvil. I could not get the metal hot enough to work with. It never turned orange. What may have i done wrong? I know there is a lot to this craft. Im just looking to make this one item for my collection, one way or another! Thank you for your time. |
| DeWayne Barnes - Friday, 10/26/01 19:33:55 GMT |
|
Problems DeWayne, Yes there is more to it than it looks like. . . Glad you recognize that.
If you insist, the probable fire problems are covered above. Practice your forging with small pieces of steel. 1/4" or 3/8" square (that is 1/30th the section were trying to forge). Then straighten an old coil spring (1/2" to 5/8" diameter bar) and forge a couple gouges you always wanted. Then. . . your tomahawk is made from a piece of flat bar. Probably 2" by 3/8". But your best start would be to look at the two small axe demos on our iForge page. Perhaps try them out before making your larger project. Also note that the type of tomahawk you want has a forge welded eye. Forge welding requires skill and much practice. We also cover that subject on our iForge page. We have some suggestions for using RR-rail for tools on the iForge page including an anvil. You didn't mention the type of hammer you were using. Claw hammers are generaly too light and carvers mauls to wrong shape. You will need at least a 2 pound (900 gram) hammer. Preferably a standard smithing hammer (a cross pien). If you want to forge that piece of 1-1/2" stock you had better try a 4 to 6 pound hand sledge. . . . and you'll ah, need a larger anvil to go with the sledge. A blacksmith does not need many tools but those he does need must be suitable to the task. Much small work can be done with light hammers and a small anvil but heavy work (and this tomahawk is relatively heavy work) needs heavier tools. It also takes quite a bit of practice. If you decide to continue let us know and we will try to help you with the other dificulties and questions that come up. |
| - guru - Friday, 10/26/01 21:39:05 GMT |
|
DeWayne, were you using charcoal briquettes as in for the BBQ? Or were you using real hardwood charcoal? I suspect you were using the BBQ charcoal, which will not normally get hot enough to forge well. I would say try and find some coal or hard wood charcoal in the area. Also try to find a smith group near you. They will be able to help out. Look here http://scaba.abana-chapter.com/ |
| Ralph - Friday, 10/26/01 21:40:35 GMT |
|
DeWayne, I've made several pipe tomahawks which were a big trade item for the Indians in the old days. There is a pipe bowl in the area of the poll. They are smokable through the stem, the latter also acting as the handle. They are tricky, especially if you try doing it the old way, by making them out of low carbon iron and forge welding in the high carbon steel cutting edge. There is a lot of cold finish work including filing. There are some good hawk and hatchet patterns in a catalog which you may order from www.crazycrow.com. Crazy Crow Traders deal in Indian goods and mountain man gear. |
| Frank Turley - Friday, 10/26/01 23:19:17 GMT |
|
i am building a power hammer ..i have two pieces of round shaft i want to use for the anvil..if i weld them together would they be just as efficent as one whole piece one shaft is 5 1/2 inches and the other is 6 inches ... thank you ed hotforge 101 |
| hotforge101 - Saturday, 10/27/01 02:51:21 GMT |
|
Hammer Anvil Hotforge, Generaly mass is mass if it is solid and does not deflect. Laminating an anvil from flat plate (perpendicular to the blow) welded at the edges is not good. Each piece flexes and absorbs energy and makes a very dead anvil. Long bars bundled vertical and capped with a heavy block is a better anvil. Heavy blocks should be fitted together as well as posible so the welds do not take the load. If you have a long and a short piece OR need to space the whole UP a few inches put the short piece on the bottom, furthest from the die. But the die directly on the heaviest piece. It looks backward but is better from the logic of the physics. You can weld mass to the sides of your anvil and get good effective mass as long as the central core takes the force. That is why the ram on the EC-JYH looks so peculiar. I needed more mass and all I had was some 1" square. |
| - guru - Saturday, 10/27/01 04:27:21 GMT |
|
Guru,I have been playing with demascus and need more contrast in the patern. I have some old silver steel (w-1+ 6-8%chrome) woodworking blades. I have been told that chrome won't stick weld very well. when I ask for specifics, I get none. are there any real problems, or is this myth. If there is a problem is there any way to get around it? |
| Eric Ericson - Saturday, 10/27/01 21:16:46 GMT |
|
thank you for your help guru ..hotforge101 |
| hotforge101 - Sunday, 10/28/01 01:12:33 GMT |
|
I am a soon to graduate college student with a great interest in blacksmithing. I have dabbled for the last few years, and would like to find a paid apprenticeship. I am a fast learner and a hard worker. Any ideas? |
| Scott Dobson - Sunday, 10/28/01 07:59:26 GMT |
|
Guru, I bought a vise at a farm auction 2 years ago and am not sure of its purpose , could you possbly help me, Basically its a post vise with no leg ,instead it appears to have a mount to clamp on wood,the clamp seems to comercialy made. I have seen one other one locally ,but that is the only one. My guess is portable vise for farrier,it looks similarto other old post vise that are vintage.hopefully you can help. thanks Dick |
| Dick - Sunday, 10/28/01 11:14:06 GMT |
|
Dick, My 1894 tool catalog shows that style of vise and calls it a "Bench Vise". The catalog states it is used in drill press work "where chucks cannot be used", and also as a regular bench vise. The catalog lists jaw widths of 2", 4 1/2', and 6". I have seen three with the small jaw width in use by some Santa Fe silversmiths. I'm curious as to the size of the vise you found. |
| Frank Turley - Sunday, 10/28/01 11:52:42 GMT |
|
I'm new to ironworking and bladesmithing, and I work for a knifemaker. I love metalworking, and I want to make a small home furnace to do projects on my own. Something that would hold 1-2 pieces on steel at a time, like railroad ties. I live in a condo, so it would have to be small and able to be stored away at night. Are there any plans or suggestions? Jeff |
| Jeff - Sunday, 10/28/01 16:14:58 GMT |
|
Super Question; For super quench, is there a substitute for the shaklee basic #1? Thnx, George |
| George Frazier - Sunday, 10/28/01 16:23:56 GMT |
|
Pattern Welded Steel Eric, both chrome and nickle increase the contrast in laminated steels. Yes, they both make welding more difficult. The borax flux needs about 5% flourite (flourspar) powder added to it. The flourine compounds are much more aggresive and will disolve the chrome and nickle oxides. They are also more toxic than the boron and more likely to become airborne so better than usual ventilation is recommended. |
| - guru - Sunday, 10/28/01 17:11:30 GMT |
|
Thanks Guru, The next question is where can one obtain flourite? I don't think I'll have a problem with ventilation. |
| Eric Ericson - Sunday, 10/28/01 18:21:58 GMT |
|
Paid Apprenticship Scott, That phrase is an oxymoron. Classic apprenticeships were an education and included an apprentice "fee" on top of 7 years servitude in a binding contract. That was the value of a highly desireable education. I am sure your current education has cost tens of thousands of dollars ($100K +)? So why don't you expect to have to pay for further education???? However, the classic apprenticeship is a thing of the past. Although blacksmiths in general do not make a great deal of money (you have to LOVE the trade), their shop time is often worth more than $100/hour US. Like most small business people their day has many non-productive hours in order to sell that work. But the hours in the shop training someone are valuable shop hours. Apprentices are a huge problem in blacksmith shops. A modern blacksmith shop is often the equivalent of a modern machine shop and welding shop with the addition of many rare and antique tools. Most of this equipment has the built-in capability to be self destructive as well as leathal. No matter what your current education level, if you do not UNDERSTAND machinery and shop safety you can be a huge danger to yourself, others AND to the very valuable machinery. This problem is compounded by the fact that many very good blacksmiths are not nearly as well trained on this equipment as THEY should be. They get by because they at least respect the machinery and know waht it cost them. The result can be a swath of destruction that the smith may never recuperate from. So the question IS. What valuable skills are you bringing to the blacksmith shop? Your 4 years of higher education may not count for anything in a blacksmith shop. Do you have any industrial safety training? Almost all shops have gas and electric welding equipment (MIG, TIG, Plasma). Have you taken a full series of welding classes? Architectural shops deal with drawings and specifications including the need to take accurate field measurments. Do you understand measurment dimensioning and tolerancing sufficient to be trusted to take diemensions without someone double checking your work? How well do you draw? Read drawings? OR. . are you willing to spend a dozen hours or more doing meanial boring work at minimum wage or less in exchange for 1 hour of your "masters" time? In the more technical areas of smithing such as bladesmithing the top people have masters and docterates in metallurgy and engineering PLUS years of self study in their field. An amazing amount of blacksmithing it production work. Look at a large piece of architectural work. It may have hundreds of picketts and scrolls that are all alike. It may take someone days or weeks to just cut the stock to length. After each piece is forged by a skilled smith each piece may need trimming, deburring and finishing. Assembly often requires a LOT of brute force heavy labor. Cleaning and painting is a HUGE part of the job. Installation mostly means hauling a ton or so of tools and equipment on and off a job site every day for a week. Every shop needs low cost laborers that don't dream of being artists or want to play with the machinery. This is a fact of life. Most sizable blacksmith shops have one or more power hammers ranging from 25 pounds to 500 pounds. Many of these are old machines that have not been manufactured since the 1950's. A 65 year old Nazel 1B (the smallest Nazel) may have cost the smith $16,000 and years looking for it. These are one of the most durable machines ever built. Remove either die and replace it with one that is too short OR operate the machine without one die and you have just trashed a $16,000 machine in about 2 seconds. Sound unlikely? Well, it HAS happened. No, there is no insurance coverage for this kind of stupid mistake. Can you afford it? I can't. ABANA has a Journeyman program. A Journeyman is much different than an apprentice. A Journeyman may have skills far beyond what you expect to need. Check the recommended skill levels on the ABANA web site. A FEW shops will take on a "Journeyman" at minimum wage that has this relatively high level of skills. It is a tough program to get into and get placed. Doucumentation of all your blacksmithing skills may be needed. Consider the difference between where you are now and the ABANA Journeyman level. So how do you get to this level? See our Getting Started article. You take trade school welding and machine shop classes (perhaps your college or University has some of these), then you go to the various blacksmithing schools . You go to ABANA-Chapter meets and work on your own. Along the way you may meet someone willing to take you on in their shop (probably without pay). It is not easy and requires a lot of self study. Consider the offer I made last summer. I needed someone to mow a 2 acre "lawn" (jungle actualy), sweep shop, clean and derust old machinery, dig ditches, do a little constuction type work. Lots of meanial tasks. In exchange, I offered a place to stay (primitive) and meals. Access to my library and shop (within limits) and a couple hours of my time a week in actual blacksmithing instruction (on top of the instruction necessary for the other jobs). My time was based on a ratio of 12 or 14 to one. There were also some other perks. Trips to a private museum and other blacksmith shops, local ABANA-Chapter meets and historic sites. The "apprentice" would have also gone home with tools and equipment made as apprentice projects. Punches, tongs, swages, forge. . . This is what I could afford in a apprentice deal. The apprentice got an education in many areas other than just forging. Much of the value to the apprentice depended on how his or her time was applied. It would take a year to read my library of smithing and metal working references much less study them all. Forge time was open ended with fuel and materials provided. It was a worthwhile opportunity that had costs and benifits to both parties. And, it is probably similar to what you will find in "apprenticeship" offers until you reach that Journeyman level. This offer is still open to the right person. Write to me. |
| - guru - Sunday, 10/28/01 19:06:19 GMT |
|
Old Vise: Dick, As Frank mentioned this is a old bench vise. In the 1700's they were available in many sizes from little 2" Jewlers vises up to 6" "mechanics" vises. The style of the classic blacksmiths leg vise was also the style of almost all English and some European made bench vises. If you look at old heavy chipping vises of the modern rectangular sliding arm type (made from the 1800's up until the 1960's) the jaws still continued to have smooth lines and features of classic English vises. Most modern vises only have remnants of these lines and some have none at all. The old bench vises are relatively rare for some reason. At one time they probably out numberd the heavy smiths leg vises. However, I suspect that they are rare because they were small and replaced by the machinists and chipping vise while smiths still needed leg vises. What is a "Chipping Vise"? It is a heavy form of machinist's vise without swivel base (for rigidity). Most weigh 100 to 300 pounds. They were used when it was common for a machinist to hand chisle and scrape flat surfaces, keyways, slots and dovetails. As a heavy duty vise they continued to be available long after milling machines, shapers and grinders replaced heavy hand work. |
| - guru - Sunday, 10/28/01 19:21:56 GMT |
|
Flourite (Flourspar) Powder is available from ceramics suppliers. We have a link on our links page to a U.S. supplier, I'm sure there are others near you. The best high grade flourite is mined in Italy and Spain. |
| - guru - Sunday, 10/28/01 19:24:06 GMT |
|
Small Furnace: Jeff, For do it yourself gas forges see the Ron Reil forge and burner page (on our links page and plans page). For your application I recommend purchasing an NC-TOOL or similar forge. They are compact and lightweight. Put one on an old gas grill cart and your neighbors will just think you have a very HOT grill. . . See the forge reviews on our 21st Century page. |
| - guru - Sunday, 10/28/01 19:28:56 GMT |
|
Was wondering where I could find some info on Air Hardening Steel....Have looked in Machinery Handbook 12th edition...no luck....also looked on Net,.....but can't seem to find anything......Would appreciate any info.....I believe some of it is called Atlantic 33......not really sure...but would like to know of a source ..for small quantity.....Thanks...Mikey |
| Mikey - Sunday, 10/28/01 21:52:48 GMT |
|
Altlantic 33: Mikey: Try 4th June 2001 guru page archive Atlantic 33 is a proprietary steel made by Atlantic Steel Corp, there is no standard designation so you will not find it in standard references. I tried to purchase some for resale but could never reach a salesperson. This summer some of the folks in CVBG planned on purchasing some to divide and sell but I do not know the results. I will look into it again. Atlantic 33 is the ultimate in hot work steel. It is a very high alloy steel and is called "non-tempering". Most smiths forge it, quench the tip of the tool and use it. I believe that those fancy thin imported hot work chisles listed as Chrome - Molybdenum Air Hardening Steel sold by Kayne and Son and Centaur are of similar material. The standard air hardening steel's are the A series (A-2) and the H series (Hot work, H-13, H27). Most of these are newer alloys than will be found in that early edition of MACHINERY'S. The best information on them is found in the ASM Metals Reference Book or ASM Heat Treaters Guide to Ferrous Alloys. In general, Warm to 350 F., heat to non-magnetic, air cool to room temp, temper to a minimum of 450 degrees F. and up to 1350 degrees F. |
| - guru - Sunday, 10/28/01 23:10:48 GMT |
|
At a recent muzzle loading shoot, I heard of a process called "sugar hardening" steel to make patch knives and such. The color is beautiful. Do you have any knowledege of this process??? |
| Charles Jefferson - Sunday, 10/28/01 23:22:29 GMT |
|
I thank you much for your help EE Viking Forge |
| Eric Ericson - Monday, 10/29/01 01:34:17 GMT |
|
Thanks for the info, but the Reid link doesn't work. Would an expanded 2-4 brick forge like the single brick be doable? |
| Jeff - Monday, 10/29/01 02:21:23 GMT |
|
Just looked to make sure and, by cracky, if you go to http://www.reil1.net/ there he is, that renaissance man his very own se'f! Try it. Only thing is, gotta be careful and spell it right! Not Reid. Reil. You're welcome. |
| Smartleigh Smitten - Monday, 10/29/01 02:48:57 GMT |
|
what are some web sites with easy plans for a beginer blacksmith that would make good xmas gifts for men and women alike? |
| Michael - Monday, 10/29/01 03:06:45 GMT |
|
Charles - My brother told me about a book about an escape from a POW camp during one of the World Wars. In it the prisoners managed to blackmail one of the guards into getting them some iron bars and sugar, then used the sugar to case harden the iron to the point where they could make wire cutters out of them. Not necessarily very good wire cutters, but they worked for their purposes. My guess would be that what you are talking about would be the same. |
| - Stormcrow - Monday, 10/29/01 04:12:00 GMT |
|
Projects: Michael, We have over 100 projects on our iForge page. Many are beginners projects, others take some practice. |
| - guru - Monday, 10/29/01 04:21:46 GMT |
|
Ron Reil links. The one on the plans page had been worked. I just updated the links page(s). . . too many links. . . too many changes. . |
| - guru - Monday, 10/29/01 04:35:25 GMT |
|
Guru, Thanks so much for the information on the bench vise I appreciate the help,I tried to find information my self , but was unsuccessful..(the jaw width is 4 1/2 inches,,Frank) Again thanks for the help Dick |
| Dick - Monday, 10/29/01 11:00:57 GMT |
|
Would please recommend a book or video on power hammer uses and dies and capability. Thank you Kevin Watson |
| Kevin Watson - Monday, 10/29/01 14:53:10 GMT |
|
Hello, I recently purchased another Vertical Mill at an online auction sight unseen and listed as a Bridgeport wich it is not, it is a brand in which I am not familiar. It is an Index Machine & Tool Co. Model #55. I would like to try and find some information on the company or this model. Thanks for your help. Farmerfunk |
| farmerfunk - Monday, 10/29/01 15:29:49 GMT |
|
Index: farmerfunk, You didn't give us much to go by. Are there any ID tags of other info on the machine? Does it LOOK like a "Bridgeport". In the 1980's there were probably 100 companies that imported Taiwan made Bridgeport copies and plastered their sticker on them. There are less now but the practice is the same. The copies are good enough that many of the parts can be used as replacements on old Bridgeports. However, there ARE differences. The castings are lighter and most of the small fasteners are metric. But complete sub-assemblies and some key components are interchangeable. Here is what I found in Thomas Register: Index Corp. 829 Bridgeport Ave. Shelton, CT 06484 800-231-8256 FAX: 203-926-0476 These folks are importers and manufacturers of machine tools. They MIGHT be the company you are looking for. |
| - guru - Monday, 10/29/01 16:09:42 GMT |
|
Power Hammer Reference: Kevin, The only how-to videos I know of are the ones by Clifton Ralph and I have not seen them so I can not say how good they are. Currently the only books on hammer die use are the industrial references which are not very detailed until you get into high production closed die work. They cover the standard open-die forging tools by showing on illustration with hot cut, blocker, and fullers. That is about IT. The book "A Blacksmiths Manual Illustrated" by Lillico has a good series on the use of the standard tools but does not get into any of the modern small hammer techniques. There IS a book being written and I have been promised an article from the same but I cannot promise when it will be on-line. Now. . if you are talking about the various die types sold by the various hammer manufacturers (Bull and Kuhn have many), most of these are pretty much self explanitory. If you don't understand them then ask the manufacturer. Kayne and Son have a growing collection of specialty spring dies made by Grant Sarver (OffCenter Products) and their web page has samples of the results of most of the dies. These dies can be made to be easily changed on a machine with standard flat dies. A simple shank is welded to the lower die spring and a socket made of square tubing is bolted to the machine. These can be changed between heats (a couple seconds) and do not require removing the base dies. Most "special" dies that replace the machines standard dies are for high production work and are rarely changed. Occasionaly you will see folks doing demos that change dies in a Kuhn. But in their shop these changes may only be made once a week or less often. Most smiths that use dies for low production work (only hundreds of pieces) generaly use spring dies or clamp-on dies that fit over flat dies. On bigger hammers this makes flat dies much more useful than combination dies. |
| - guru - Monday, 10/29/01 16:35:30 GMT |
|
Index. We have some index machines. From Germany. One new one was specially designed and built for specific applications. We had some trouble. They didn't do what the spec said they should. A vibration problem. No Joy. The CT address sounds right. Might or might not be the same company, but I think it is. We also have some Index lathes. Old. No problems. |
| Tony - Monday, 10/29/01 17:16:44 GMT |
|
Atlantic 33: Have gotten prices and will start stocking it ASAP. Will sell in short lengths. Taking suggestions on sizes. Will probably stock 3/4", 7/8" and 1". A 36" (914mm) length of 3/4" will need to sell for about $36 USD plus shipping. Let me know if you are interested. |
| - guru - Monday, 10/29/01 17:56:43 GMT |
|
Alexander Weygers' book had a section on using the powerhammer and even making custom dies for it IIRC (it was in "The Repair Recycling and Use of tools"?? (name is close to that) and was included in "The Complete Modern Blacksmith" IIRC. Thomas |
| Thomas Powers - Monday, 10/29/01 18:03:57 GMT |
|
Josh Greenwood's: Larry, Yes I'll be at the CVBG November 10 meet in Petersburg. Josh will be showing off the 750 pound Niles-Bement air hammer I got for him as well as the 500 pound Chambersburg and his recent projects. |
| - guru - Monday, 10/29/01 18:11:46 GMT |
|
Guru: I've got a Johnson Gas Appliance crucible furnace, jetted for LP, that says it wants 11" water column pressure for 120,000 BTU/hr. The only regulators I can find in that specification of pressure are the type used for space heaters and gas barbeque grills. My question is: should I keep looking for an adjustable regulator that measures in water column inches, or go with the barbeque grill regulator? |
| Doug Ayen - Monday, 10/29/01 20:50:27 GMT |
|
Doug, That much input will require as much L. P. gas as a home furnance..You could go to a L.P. dealer and just purchase a main regulator that would serve a home, that should do the job.Farmerfunk, I picked up a small "Index" vertical mill ten years ago. It was old then and had Brown and Sharp taper in the quill,the people I've talked then and later stated it was a nice little mill 8"x32" I was going to put a 5/8" drill chuck on it when a hobby gunsmith traded me for a bandsaw and some cash Index at one time was just as well thought of as Bridgeport... |
| Gregdahms - Monday, 10/29/01 21:23:26 GMT |
|
Water Column Doug, that sounds like the rating for natural gas. LOW pressure but a LARGE pipe (and regulator). Because of the higher BTU value of propane the volume is a little less than for NG. However, because propane is usualy piped at higher pressure a much smaller pipe is used. 11" water is about 0.4 PSI. A little Whisper Baby single burner runs 5-7 PSI on a 1/4" line 8 feet long. So something doesn't jive. I'd put a 0-50 PSI rgulator on it unless you are running a 3/4" or 1" line to it. |
| - guru - Tuesday, 10/30/01 00:27:33 GMT |
|
B&S Taper That is a killer on small machines. Tooling is almost imposible to come by. Morse tapers are much more universal but on small mills the Bridgeport R-8 taper has taken over. Sadly its a bad design using a little 3/16" (5mm) pin for anti-rotation if the taper slips. The pins are almost always sheared off or non-existant. The American standard taper used on larger machines is a much more robust design even in small sizes. |
| - guru - Tuesday, 10/30/01 00:43:29 GMT |
|
Thankee very much!! |
| Jeff - Tuesday, 10/30/01 02:05:51 GMT |
|
For super quench, is there a substitute for the shaklee basic #1? Can I just skip basic #1 altogether? Thnx |
| George Frazier - Tuesday, 10/30/01 02:51:34 GMT |
|
George, Sorry, I should have answered you sooner. There is a substitute for Basic I, but I don't remember what it is. I suspect that Amway's SA-8 in the industrial version would work, but I don't know that for sure. If you are in the US, you should be able to find a Shaklee distributor in the phone book. If not, contact me via e-mail, and I'll see if I can help you find some. |
| Paw+Paw+Wilson - Tuesday, 10/30/01 03:39:19 GMT |
|
Small Forges Jeff, You are welcome. On your second question about the mini-forge. No. The problem is that the standard torch does not have enough heat capacity for a larger volume. Double the volume, double the torches. . . It would work with two seperate torches. |
| - guru - Tuesday, 10/30/01 03:55:57 GMT |
|
I've seen a catalog that offered candle bases, wax drip pans, leafs and other items to be utilized by the blacksmith to simplify making chadeliers and other decrative items. Can you direct me to a source of such items. Web address, phone number, store address, anything that will allow me to contact them. Thanks Fred Christen |
| Fred Christen - Tuesday, 10/30/01 04:03:23 GMT |
|
Guru, I plan to make a fireplace set for a Christmas present. I want to make the broom on the handle. Could I modify a wisk broom? Thank you for any help. Steve |
| Steve Paullin - Tuesday, 10/30/01 05:10:41 GMT |
|
FRED & STEVE, Valley Forge and Welding of Willits, California, has a small catalog of accouterments. I don't have one at hand, but I think they have brooms as well. Ph 800-367-5353.In the past, I was able to purchase roofing tar brushes at building supply stores. They are attached to a wooden crossbar. Cut off one, and do some creative sheet metal work, perhaps using the oxy-acetylene, and attach a decorative shank-end. |
| Frank Turley - Tuesday, 10/30/01 13:02:50 GMT |
|
Guru, I work for a Nat. Gas co, and the standard delivery pressure for a residential meter (nearly country wide) is 6" W. C. that is in line with the required pressure for residential furnance,water heater,and cook stove. The burners are manufactured to use that pressure range.3 1/2" to 6" W.C. My thoughts are that the used oven is (or was) built to run on 11" WC and could be severly over fueled at #'s inlet pressure.....I looked at a small tempering furnace at my local "junk yard heaven" last week,not small,not cheap and not easy to move!!!! The thing to do is try it on 11" propane and see how it runs...My propane dealer works well with me,see if yours will too. (good guy to make friends with!) Guru, I do not want to (and can not) go against your great knowledge, this is just my way of sharing my experience... Thanks Greg Dahms Cool & gray N.E. Ind. |
| - Greg Dahms - Tuesday, 10/30/01 13:13:29 GMT |
|
Atlantic #33 is fantastic material, I have a buddy who made a touchmark back in the 80's and is still using it....It would be ideal for hot cuts,hardies,etc......... |
| Mikey - Tuesday, 10/30/01 14:19:43 GMT |
|
11 to 14 inches w/c is the standard pressure for lp. My house is run on lp and I had to replace the regulator about 6 years ago, I think it was about $65 A lp supplier should have the proper size regulator for your needs. I have a Johnson forge I picked up at an auction, I haven't fired it yet but the inlet pipe for the gas is about 1 1/2", at low pressure this seems right, at 10# this would be WAY too much fuel. With a draw of fuel this large you will need a large tank also to deal with the cooling due to evaporation. |
| Wayne Parris - Tuesday, 10/30/01 14:30:37 GMT |
|
I have a MIFCO brand NG forge that works just fine on the house NG line.(The house has a BBQ grill hookup out back.) Forge gets hot enough to let me burn iron |
| Ralph - Tuesday, 10/30/01 16:21:22 GMT |
|
Propane, Guys, I'm comparing the typical propane heater installation using 3/8" copper tubing OR forge setups using 1/4" hose and small orifices. These instalations need pressures ranging from 5 to 25 PSI. No, these are not typical domestic distributions instalations. AND there is a huge difference between those and a tank and regulator sufficient to fuel a 1-1/2" pipe at much lower pressure. Also note that it is common for domestic NG installations to not have sufficient pressure/flow to operate commercial forges and furnaces. |
| - guru - Tuesday, 10/30/01 16:29:25 GMT |
|
Candle Cups and Pans: These are available from Kayne and Son (see their on-line catalog under supplies). Brooms: There are all kinds of methods for using commercial brushes and brooms attached to wrought handles. Most look pretty bad but with imagination COULD be OK.  Back in the mid 1970's I hooked up with a broom maker that made hand tied brooms.
We spent a weekend making handles and making test brooms until we were both happy.
These were a vast improvement over the typical 3-knot brushes screwed onto a handle.
In a couple years several other Virginia broom makers were tying brooms on wrought handles and now, 23 years later, this is the standard in well crafted fireplace sets.
We may not have been the first but I believe we were the ones that popularized the method.
For more details see Fire Tools by the guru
Back in the mid 1970's I hooked up with a broom maker that made hand tied brooms.
We spent a weekend making handles and making test brooms until we were both happy.
These were a vast improvement over the typical 3-knot brushes screwed onto a handle.
In a couple years several other Virginia broom makers were tying brooms on wrought handles and now, 23 years later, this is the standard in well crafted fireplace sets.
We may not have been the first but I believe we were the ones that popularized the method.
For more details see Fire Tools by the guru
The reasons I point this out are: 1) This is your competitionTo make a nice clean joint that covers the ugly parts of a common wisk broom CAN BE DONE. However, it makes the broom the most expensive piece in a fire set. If you can find a broom maker to make your brooms it is far more efficient AND attractive. The other option is to learn to tie your own brooms. This is something many smiths have done and there are often workshops at chapter meets where you can learn basic broom tying. |
| - guru - Tuesday, 10/30/01 17:06:14 GMT |
|
howdy. i'm having trouble figuring out hinge loads. I built a barred window grate, 75 inches across, 40 inches tall, hinged on one side so it swings like a door. it weighs 75 pounds. The two (three inch) weld on barrel hinges say they can hold 300 pounds/hinge, but i think i'm creating quite a fulcrum, swinging out over six feet. Is there a formula for figuring this out? As always, thanks. |
| mike-hr - Tuesday, 10/30/01 17:38:58 GMT |
|
I am doing a repair on a 100 year old 3/4" square support amerture inside a hollow lead leg on a piece of sculpture. I am proposing to replace a section of the square bar with a piece of 1" square hollow section that will slip over the 3/4" bar with 1/4" bolts bolted through to hold it in position.The problem is that the original 3/4" bar is made from wrought iron, and I am wondering if the 1" hollow section sleeve should be mild steel or stainless steel ? Considering the galvanic reaction between the wrought iron, the lead casing and the new hollow section. |
| Henry Boyd - Tuesday, 10/30/01 17:45:26 GMT |
|
Galvanic Corrosion Henry, There should be no problem between the wrought and the mild steel. However, it sounds like the wrought is very rusted. Unless you clean the wrought and zinc prime both the wrought and the new steel (inside the tube) the rust on the wrought will continue to be a problem. Introducing stainless may accelerate the corrosion of the iron and the lead. The stainless would be around forever but the other parts demize would be sooner. I would not drill through the wrought. Clamping the brace on externaly would be better. Drilling the wrought will reduce the size of the cross section and thus its strength and resistance to future corrosion. You could also use setcrews to dog the hollow section to the solid. On my portable forge trailer I used a single 1/2"-13 setscrew and a nut welded onto 1-1/4" square tube which had a 1" sliding leg inside it. Gentle tightening of the setscrew would easily support over 1,000 pounds per leg. Multiple setscrews would be VERY strong. And it would not require possibly damaging the original wrought armature. In applications like these I use Never-Seize on the threads. Besides greatly increasing the clamping force the Never-Seize is a conductor and non electrolitic. Thus it prevents rust and bimetalic corrosion. |
| - guru - Tuesday, 10/30/01 19:16:13 GMT |
|
Guru, I saw your post on the "hammer in" regarding applying heat tape to an anvil. As another cold Wisconsin winter is looking me square in the eye, I'd like to know more. What type of heat tape do I use? The stuff for gutters comes in pretty long lengths; do I cut it? Where can I get a small quantity of Kaowool to wrap it? You also said to wrap with non-adhesive fiberglass tape. Where do I get that? Or could I just use baling wire to hold it all in place. The one thing I don't need help with is the hog rings - still got the pliers and rings on a shelf in the barn from 40 years ago! |
| Dave C - Tuesday, 10/30/01 19:21:13 GMT |
|
Cantelevered Loads Mike, these are always bothersome in gates. And one must not forget to add the load of a person climbing on the gate or grate. . . For maters of calculation the dead load is at the center of the gate (the center of gravity). Unless your design is very asymetrical the middle (up and down) is the CG. Live loads must be put where the worst case is (near the end of the gate). The live load may also include some inertia. . (the reason its called a LIVE load). The REAL cg is a proportioned distance between the dead load cg and the live load. IF the live load is twice the dead load then the cg is two thirds the distance from the dead load to the live load. THEN when there are two hinges there is a simple triangular force diagram. The force on the upper hinge is is on a line from the hinge to the cg. The force on the lower hinge is on a line from the cg toward the lower hinge. These forces can be broken down into rectangular components (downward and outward vectors). These are also the distances cgx and cgy. At this point my vector mechanics get fuzzy (been too long). But I think the outward load on the upper hinge is: I may be all wet on this. I think the method above cancels the load absorbed by the lower hinge but if not then there needs to be a division by two. . . Tony please correct me if I'm wrong. I'd hate to spend a day researching it. . Then we will make a chart and graphic to explain it correctly. My guess it that the hinges will take it no problem (ignoring the live load) but the limiting factor is the support for the hinges. Screws in wood? Anchors in stone? This may have already been considered in the hinge spec. However the "300 pounds" without qualification is NOT a suitable load spec. External live loads can be a bitch. Large public gates may be subject to a rioting crowd or mearly a group of rowdy teenagers. . . In either case if the design incorporates a support for the gate to rest on after deflecting a given distance then further leveraged load is not transfered to the hinges but into the support (or ground). Its something to think about. |
| - guru - Tuesday, 10/30/01 19:55:25 GMT |
|
That window grate is going to be closed 99.9% of its life, except A) when somebody tries to get out when fire breaks out-- if it is not locked, which it probably will be (.05%), and B) when somebody opens it to wash the window. The 600-pound total load-bearing hinges will surely hold it in place when it's closed. If they fail when the people fleeing the fire pound on them, you'll be a hero. If they fail when somebody opens it to wash the window, blame it on the window-washer. |
| Miles Undercut - Tuesday, 10/30/01 20:12:56 GMT |
|
PH Question: Guru, My knew kerrihard has appox 30 greas fittings, and after all of your warnings I thought it would be best to grease them all. 2 tubes later.... My question is: is standard lithium grease good engough, or should I be using something else. Also, should I be oiling the joints that doan't have grease fittings? Lastly, I know you recommend oiling a hammer every day. Should I be greaseing the hammer than often? Oh wait, one more: I have the hammer on a 15A breaker, and it's running off a 1hp (1ph AC) motor with a max rating of ~11A, yet it still trips the breaker fairly often. The hammer is moving smoothly (I can run it by hand, no motor) bso I am not sure what could be happening. Best guess (I will check tonight) is voltage drop do to wire length, but maybe you had other ideas.... Thanks! -JIM |
| - JIm Freely - Tuesday, 10/30/01 21:01:05 GMT |
|
Guru, I am trying to find some information about railroads and blacksmiths, railroad-blacksmiths. A little info. about what blacksmiths did on railroads would be great. I know that railroads used power-hammers, etc. Thanks a lot. How can I contribute money to anvilfire? |
| - John C. - Tuesday, 10/30/01 21:33:23 GMT |
|
John C. Easiest way would be to join CSI, the anvilfire MEMBERS group. |
| Paw+Paw+Wilson - Tuesday, 10/30/01 22:31:03 GMT |
|
Gate loads: First, how are the hinges rated? Downward force, or outward force? And what is the expected life at the rated load? With what lubrication and with how much dirt in the hinge? The answer is probably that we don�t know and the reality is that depending on how the hinges are made and installed, the loads can be all over the place. If the hinges are installed incorrectly with binding against the wall, the rated load can be exceeded before the grate is added. Guru is right about the CG�s and the force triangle. But it gets real easy if we assume the grate is rigid and only one hinge takes the vertical load. And I think those are correct assumptions. We can use trigonometry to figure out the exact loads if we know where the CG is in relation to the hinges. I think you are right that most hinges expect to see a door or gate that is twice as high as wide. Your grate is just the opposite. Most barrel hinges are stampings. As such, only one leaf actually takes the vertical load until it wears enough that the next helps. That is why most gates and doors SAG! If it were me, I�d be using hinges that have at least a 1/4" pin and a pin length of 2.5 inches. In other words, I would guess based on experience. Mike, I�d be happy to work with the guru to give you a formula based on trig and some assumptions. But the real variables would make it deceptive and potentially wrong. Assuming normal barrel hinges and that the grate has a center of gravity that is at the mid point height between the hinges: One of the hinges will take the vertical load and will become the fulcrum point. The top hinge will be pulled away from the wall and the bottom hinge pushed into the wall. The hinge that takes the vertical load will also have the push or pull load. The push or pull load will be as follows: Take the weight of the grate times the horizontal distance from the hinges to the center of gravity. Then divide that number by the vertical distance between hinge centers. That is the push or pull load. If the grate is perfectly symmetrical, 75 wide by 40 tall, the hinges are at the top and bottom of the end, and it�s 75 pounds: Then the pull or push load is 75 x (75/2) / 40 or 70 pounds. So the hinge with the most load is the one that takes the 75 pound vertical load and the 70 pound push or pull load. That 70 pound load is also the pullout load on the screws holding the top hinge to the frame. So hinges rated conservatively to hold 300 pounds should work fine. But most hinge rating are done by marketing people to sell the most hinges, not the engineers who designed them. So I�d still be looking for 1/4" pins 2.5" long or better. Stainless steel since they will be outside. Hardened pin, 4- 3 inch long tapcons into good masonry, blah, blah blah, overdesigned to death, last forever..... But that�s just me! Grin!!! Good thing I only do work like that for myself and other similarly deluded people. Don�t forget to add the weight of the heaviest kid in the house to the grate. Having 300 pounds hanging gently on the end of the grate away from the hinges changes the pullout load to over 600 pounds. If he/she jumps on it hard, over 2000 pounds. Wow! I always liked swinging from gates. I just didn�t know how destructive it was until I became the one who drives the train. Big GRIN!!! Nice looking brooms! Anvil heating: I think some of the guru�s directions were tongue in cheek. Or tongue in glass shall we say? Dave, I live in WI too. And keeping my 500 pound anvil warm is quite a chore that I didn�t anticipate. It sits outside on the North side of the garage. Under a lean to. Brrrrr. I went to the thrift store and got two electric clothes irons for a couple of bucks a piece. Strap them on with a bungy cord and throw a blanket over the top. Kaowool would work, but seems an expensive option. Fiberglass building insulation seems like it would work if you don�t like old blankets. I guess if the irons sparked, the old blanket would be a less than optimal solution. The irons were someone elses idea. I can�t take credit. Or can I????? |
| Tony - Tuesday, 10/30/01 22:33:39 GMT |
|
Warm fuzzy anvil Dave, Yes some of what I said was tongue in cheek refering to taping anvils rather than "tapping". And then Tony beat me to the "post" button when I went to take a nap. . . Heat tapes can be purchased in lengths from 6 feet up localy. Then there is a commercial self regulating type that comes in rolls. . . I'm guessing 10 to 12 feet would work. The kaowool was to help keep the heat in and to protect the heat tape from hot steel and scale. . Also didn't want to wrap an untended heat source with something flamable. Some fibreglass stripped of the paper would work. The fiberglass tape was available from boat supply places for fiberglass repair and occasionaly from auto parts stores. You COULD order it from McMaster Carr but you really don't want the size roll they sell. Fiberglas cloth can be used too but has a lot of loose edges where the tape has finished edges. You could skip both and wrap the fibreglass or kaowool blanket with aluminimum foil. Multiple layers with crinkles acts as an insulator. Its not very durable though. Works great on the pipes in my basement. . keeps away UFO's too. . . ;-) Wrapping the heat tapes with medical tape or duct tape to hold them in place may be enough. . Now. . . we are not talking very many watts and unless you use a good insulating blanket over the whole it is not going to do much good. It also makes a mess of the anvil if you ever move it to do demos. AND it is plan of last resort for those that only work in a cold shop occasionaly and are afraid they might hurt their beloved anvil. ME? When its too cold to pick up steel bare handed I don't work in the shop! Other solutions. A heat pad and a blanket. Or an electric blanket. . . Then again you can always heat a large piece of steel in the forge and set it on the anvil before working. The forge time and the hot iron will help warm your shop if its warmable. . . Beware of carbon monoxide! |
| - guru - Tuesday, 10/30/01 23:08:37 GMT |
|
I'm looking for a canthus leaf (I think thats what its called?) pattern... any ideas? |
| Rodriguez - Tuesday, 10/30/01 23:10:16 GMT |
|
Contributions: I need to update the CSI forms for those that just want to give as apposed to those that are joiners. You can do so by mail or via credit card. Miscellaneous Sales Form Our mailing address is on the form and at the bottom of the anvilfire home page. Checks can be made to me or Dempsey's Forge. Currently we NEED donations. Our sales have been off all summer and have not picked back up. Advertisers pay some of the bills but not all. CSI memberships have been VERY helpful and we would not be here without them. Recent donations have also gone a long way to help. |
| - guru - Tuesday, 10/30/01 23:20:07 GMT |
|
Acanthus (Icanthus) Leaves: Rodriguez, Art and Architecture books have photos of them in use. Books on decorative design also have them. A good dictionary will have an image. The Handbook of Ornament by Franz Sales Meyer and published by Dover books has many examples. But these are not patterns, they are the fully developed form. The capital of a Corinthian column is an example. A true acanthus leaf is long and tapered, the side curving down into a half round and with a round end that is cupped or like a spoon. Acanthus leaves used in decorative work almost have no relation to the natural form except in the broadest sense. The stylized acanthus leaf has added side points that repeat the central frond. The ends often are often slightly pointed where in nature they are very round. In nature the acanthus leaf curves in a gentle but tightening arc that describes a spiral or a scroll. Symbolized acanthus leaves do the same with the side fronds adding early emphasis to the effect. I have a copy of a German pattern book that was reprinted by ABANA that has many acanthus leaf type patterns. Most are designed to be cut from sheet or plate and then worked over stakes. The result is the typicaly thin style icanthus leaf that the French made popular centuries ago. Forging them from bar or heavy plate is another matter. 
Josh Greenwood made this leaf and has worked a long time developing the forging of leaves from heavy stock. This sample is forged from 5/8" square but most are forged from 3/8" plate that is pattern cut. The stems are forged from the flat to 3/4" or 5/8" square and then forge welded to a bar if need be. The end results have thin sections but they blend back into the more substantial stock. |
| - guru - Wednesday, 10/31/01 00:09:35 GMT |
|
Railroad Blacksmiths John, Most of these folks worked in the engine and rail car shops and a few in the maintenance shops. Those that worked in the engine shops did the heaviest work. One of those tasks was the forging and shrinking of tires on to the engine traction wheels. Those huge wheels are cast iron with a steel rim. The steel rim would be rolled and forge welded OR ring forged on a huge steam hammer, then machined to a precise shrink fit, then heated and shrunk onto the cast iron wheel. The Library of Congress has a film of a team of smiths forge welding a tire. There are half a dozen men in the crew and during part of the welding two are standing on the wheel that is supported by a jib crane on one side and the anvil on the other. These men are weilding heavy sledges on the weld while standing on the hot precariously balanced tire! Some railroads made many of their own cars and other companies specialized in engines, cars or both. The old steam engines had forged axels, connecting rods and all manner of linkage and hand levers, frame components and parts. The boilers and much of the undercarriage was all riveted together by boilermakers and blacksmiths. Up until recently railroad smiths also made most of the tools used in the shops and for constructing and maintaining the rail system. They forged hammers and chisles of all size and type, sledges, rock drills, pry bars, car movers. . . any tool that was forged. These tasks were generaly carried out on the "small" 300 to 500 pound "tool dressing" hammers that accompanied almost every large steam forging hammer. In later years this was cut back to specialized tools or special rail road pattern tools. Much of this work was done to keep the smiths busy so that when they were needed for the occasional repair or replacement part they would be ready. But now tools are bought from tool manufacturers and even maintenace is often subed out. Smiths that worked on the construction of rail lines spent much time dressing tools. Heavy hand tools used to move stone and set rail wore rapidly and needed constant attention. |
| - guru - Wednesday, 10/31/01 00:35:39 GMT |
|
Guru, I took up blacksmithing becaused I was unhappy with the infirior quality of commercial woodcarving tools I've been carving sence I was 6, I've done my share of icanthus, but Josh's example is lovely. I've always said I'm a tool smith by necessity a woodcarver by trade. but if you keep posting pictures like that I may just have to give up and try some artistic stuff. E. Ericson Viking forge |
| Eric Ericson - Wednesday, 10/31/01 00:43:38 GMT |
|
Greasing Hammers: Jim, Lithium grease for automotive use is far advanced to what was available when the hammer was built. However, the hammer was also built well before zerc fittiings. The fittings may have been installed in what were originaly oil holes. When that hammer was built grease cups would have been used. There are pros and cons to using grease instead of oil. Generaly bearings designed for oil should not be greased. But in some cases grease was used because oil would not flow to where it was needed and grease was used. In some cases like on sliding guides changes in temperature can make a huge difference in the drag caused by grease where there is no perceptable difference with oil. Every point that rotates, lips or slides should be lubricated with something. Treadle pivots, control links and such are often forgetten until they wear out. Motor Problem: Is the amperage rating for the motor for 120 or 240 volts? The 240 volt rating will be half of the 120 volt rating. Also, motors draw a LOT more power on startup (up to 5x). This is known as "inrush" current. If a starting capacitor switch is stuck then the motor will use a great deal more power than it should. On motor power circuits the electrical code does not worry about the protection of the motor. It is concerned with there being enough power to start and run all the motors on the circuit and protecting the wiring ONLY from overload. I would run that motor on a 30amp breaker and 10ga wire. But 20 amp will probably work and you can get away with 12ga wire. My Square D motor data slip chart says at full load 1HP = 16A at 120V and 8A at 240V single phase. It recomends 12 or 14 ga wire depending on the voltage and the 30A breaker I recommended above. Your motor may vary depending or RPM, age and efficiency. |
| - guru - Wednesday, 10/31/01 01:04:37 GMT |
|
I'm looking for a handle and crank for a 1902 Champion 400 blower, any suggestions would be appreciated. thanks |
| Ed Wick - Wednesday, 10/31/01 02:26:34 GMT |
|
Acanthus leaves and suchlike are taught in one week sessions in Boise, Idaho, by Nahum Hersom: 208-345-9163. He uses many types of hammers and stakes. I can recall seeing only one pattern in print...in Ernst Schwarzkopf's *PLAIN AND ORNAMENTAL FORGING*, recently reprinted by Astragal Press. Also, if you get a chance to see Wendel Broussard of Texas, work on leaf forms, it is a real treat. He demonstrated his art at IRONFEST last summer. |
| Frank Turley - Wednesday, 10/31/01 02:42:27 GMT |
|
Leaves: Back in the early 1980's ABANA reprinted a copy of the German Patternbook for Artsmiths by Max Metzger as one issue of the Anvil's Ring. The original was found in the collection of Samuel Yellin. It included dozens of both flat patterns and drawings of the developed work. Occasionaly George Dixon has similar patterns in Traditional Metalsmith. In Hand Forging and Wrought - Iron Ornamental Work by Thomas F. Googerty, 1911 (in reprint) he has a couple example patterns and developed leaves. 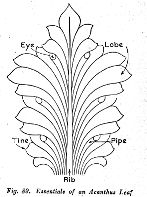

I'll setup a full page with the full sized images. |
| - guru - Wednesday, 10/31/01 04:06:00 GMT |
|
Googerty shows the sample patterns but recommends that the craftsperson learn to make their own drawings and patterns. Start with a sketch of what you expect the finished leaf to look like then develope the flat pattern. The patterns above are recommended for 20ga to 5/32 soft iron stock. The patterns Josh Greenwood uses in thick stock are much more slender as the stock is drawn out to achieve width. When doing this you need to start at the back of the leaf. If you start at the tip or end the spreading stock overlaps the parts behind it and you get into an unworkable situation. Starting at the back the spread makes room for the parts beyond. Grooving and spreading is done with a series of hand held fullers under a small power hammer. The difference between using heavy and light stock is largely a matter of taste but is also a matter of appropriate use. Much of the light thin work was designed for interior work. Exterior work needs to be much more robust. You can expect your exterior work to be left to the elements for long periods (decades). Light work will rust away while heavier work will hold up much longer. My feeling is that the materials should all be proportionate and that the typical 20 ga parts are much too light to be combined with forged work. Today the smith has the ability to draw his patterns in CAD and have them cleanly cut by laser or plasma. Many hand cut fancy work using a plasma torch. But for architectural or other large projects with repetitive elements having the parts cut by machine is much more economical. This takes nothing from the hand crafted quality if started from a custom pattern and the development of the finished work is by hand. |
| - guru - Wednesday, 10/31/01 04:56:44 GMT |
|
Hi I've got a Trenton anvil 300lbs.The horn is set on at a little angle and the hardie hole is set at a little angle to the table.great anvil good shape but I have to wonder why they did it that way. Any thoughts? thank you. Cy. |
| Cy Swan - Wednesday, 10/31/01 04:15:29 GMT |
|
Crooked Anvil: Cy, much of the work done on the old forged anvils was done by hand. Hardy and pritchel holes were hot punched just as you would any smaller piece of work. Anvil bodies were manipulated under power hammers by hand using huge tongs and jib cranes to take much of the weight. But still they were manipulated by hand. Most anvils were quite straight and true but hardy holes are often more perpendicular to the underside of the heel than to the face. Horns are generaly straight but the face of many anvils is nothing near parallel to the base. With all the hand manipulation there is bound to be a lot of variation in quality and a few oddly shaped anvils. I've had a least one Mousehole anvil that was a factory "second". If obviously HAD the M&H Armitage logo on the side and a serial number but it had been marked out with hundreds of chisle marks. The only apparent flaw was the face sloped to one side and had a little dip in the middle. It wasn't bad but probably didn't meet the quality standards of the time. |
| - guru - Wednesday, 10/31/01 05:11:00 GMT |
|
Does anyone know of a source for 1018 or other low-carbon, low-alloy bar stock in small quantities? Someplace like Admiral steel only with bar stock? I know that most smiths make-do with A36, but it is inconsistant in composition and forgability. Any help would be great. Patrick |
| Patrick - Wednesday, 10/31/01 14:07:01 GMT |
|
On "proportionate" forging; may I respectfully point out that much traditional forging was very light and airy---the work by Tijou comes to mind. Sometimes I think folks have been confused by cast iron ironwork which needs quite a bit of iron to have any strength at all and so are trying to reproduce a look that is foreign to the material. Also many historical examples are the heavy ones since they survived several centuries where the lighter ones may have degraded and been recycled in only 100-150 years of abuse... The use of wrought iron made with charcoal which is naturally more rust resistant and easier to weld in thin section may have had an effect on styling too. I quite agree that things should be proportionate---however forged items need not be *heavy* *thick* items which seem to be implied. Thomas (got a large 1920's book on wrought iron with great pics of Tijou's gates in it makes one feel like a total dweeb at the forge---interesting to contrast styles with Yellin's work) |
| Thomas Powers - Wednesday, 10/31/01 14:15:33 GMT |
|
Guru & Tony, Thanks for the anvil heating advice. Someday I hope to insulate my shop, install a chimney and move my forge inside. Until then, I'm working outside like you Tony. Only thing is I try to stay on the south side of the shed and get a little sun. I'm near Racine Tony, gotta be colder up north where you are, especially on the NORTH side of your garage (Brrr). The clothes iron idea is interesting, only problem is if my wife sees that I know how to plug one in I'll have a new job! Scary. :) Thanks again. |
| Dave C - Wednesday, 10/31/01 15:15:45 GMT |
|
Warming Shop Items: I got a nice note from Daryl in Canada. He says he uses "battery blankets" to keep anvils and propane cylinders warm. It's not something we have down South but you folks in the Northern states should be able to find them at auto suppliers. Daryl buys them used from the auto scrap yard so they must be VERY common in Canada. He also reminds us that cattle "stock tank heaters" can be used to keep our slack-tubs from freezing (something I've mentioned before). AND keep an eye on the CO (carbon monoxide). He says his propane forge is not a problem but the coal forge sets off the alarm in short order. SAE 1018 Steel: Partick, we sell it in our on-line metals store. Lengths from 10" (250mm) drops up to 8 feet (2438mm) (the longest UPS will handle I think). |
| - guru - Wednesday, 10/31/01 15:36:37 GMT |
|
I am absolutely new to blacksmithing and have never worked with metal before. My question concerns having designs made and how to find a reliable blacksmith for a cost effective price. I have a need for metal work and need to find a relatively inexpensive, talented blacksmith, preferably in Mexico? How do I go about finding a good and reliable one? |
| Inquiring - Wednesday, 10/31/01 16:10:07 GMT |
|
Mexico: Sorry,I have no contacts with Mexican smiths. There are quite a few but I don't have a clue how to find or contact them. Designing is a learned skill that also requires talent and understanding of the processes to be used. In ironwork you have to know the capabilities of the smith and the shop. You also need to understand the market and what processes are within your budget. If you want cheep then you don't need a real blacksmith, you need a fabricator to weld jig bent pieces together (the majority of imported work). Actual forging can vary greatly in dificulty and the skill required to perform it. The designer needs to be both artist and blacksmith as well as understanding production process. If you want high quality then it will cost you no matter where the work is done. Sweatshop labor does not produce high skill work nor can it. Shops producing quality ironwork in quantity are heavily mechanized no matter where they are. The machinery used in blacksmith shops is dangerous and requires above average workers trained to use it. Smiths in the US and Canada have the advantage of great availability of used industrial equipment including power hammers, shears, ironworkers and other misc equipment and machine tools. Even small one man shops are often heavily mechanized. To produce high quality work competitively requires this mechanization. There are thousands of smiths in the US and Canada. Many are easily found through their web-sites or via the blacksmithing organizations (ABANA and ABANA-Chapters). In production situations many of these smiths are competitive with and out produce overseas sweat shops. Reliability is a question no matter where you you go. But never expect reliability from someone that is under paid or under bids a job. Write to me about what you need designed and made. |
| - guru - Wednesday, 10/31/01 17:16:42 GMT |
|
I am a beginning/starter iron craftsmen, and I would like to take a stab at building an iron Wineglass holder. Does anybody know a good place online to research how to build it? Like I said, I am a complete beginner, and don't know what would be necessary to even start a project like this! Thanks for the help... Todd |
| Todd - Wednesday, 10/31/01 18:11:54 GMT |
|
Well, there�s also all the non-american smiths, just as skilled as the americans but accepting to be paid in european light-weight-money instead of the real $tuff. |
| Olle Andersson - Wednesday, 10/31/01 18:23:30 GMT |
|
Ed, old blowers do not have new parts, and unless you can find someone with an old broken blower to try and swap parts form(most blowers did not have interchangeable part even in the same model). The easiest way is to make your own handles and crank. |
| Ralph - Wednesday, 10/31/01 19:21:40 GMT |
|
That was my first thought, just taking a stab in the dark, thanks for the input. |
| Ed Wick - Wednesday, 10/31/01 21:45:20 GMT |
|
Thank you for the icanthus leaf info guys. |
| Rodriguez - Wednesday, 10/31/01 21:46:12 GMT |
|
Today I tried to use a hinge pin from an old iron gate for a project. The pin is approx, 1/2" dia. and 36" long. I wanted to forge a point on the end ( among other things ) but as I hammered, the pin seperated into maybe 6-8 strands, almost like a rope but not twisted. Absolutly useless for hot working. Any idea wassup?......Bob. |
| bob - Wednesday, 10/31/01 22:00:19 GMT |
|
Hey there, I'm posting on behalf of my friend Joel Sanderson, smith at Sauder Village in Archbold OH. He asked me if I could help him track down some antiquated machinery online, since I'm a computer guy and he isn't. I'm not really having a lot of luck so I'm hoping someone here could point us in the right direction. He's wanting to buy the following flat belt driven machines to run off a line shaft: Metalworking shaper. Metalworking planer. Milling machine, preferably vertical, horizontal OK. I'm hoping we can get a lead on an individual or company with such stuff to sell. Thanks for your attention. |
| Moses Hall - Wednesday, 10/31/01 22:13:41 GMT |
|
Bob sounds like wrought Iron ... old wrought .. might try geting it a bit hotter than normal as if memery serves, wrought can take a higher welding heat but if worked to cold the strands split (please corect me if I am wrong as I haven't had any to play with) MP |
| MP - Wednesday, 10/31/01 22:29:52 GMT |
|
Moses, Vertical milling machines came after the flat belt era. |
| - guru - Wednesday, 10/31/01 22:39:36 GMT |
|
Splitting Iron Bob, Its probably wrought iron. There are two possible problems. 1) If its wrought you may be working it too cold 2) If its old and rusted internaly it is ruined for practical purposes. Old rusted wrought can occasionaly be put back together by fluxing heavily and re-welding. But the probability if the rust all being fluxed out is slim. . |
| - guru - Wednesday, 10/31/01 22:43:17 GMT |
|
Thanks guys. I beleive it is old wrought. It was at a good yellow heat but it started splitting with the first blow. Must be internally rusted. |
| bob - Thursday, 11/01/01 01:58:08 GMT |
|
|
|
|