LG serial Numbers: Dimag, on all LG's that I have seen there is a machined flat on the side of the frame (I cannot remember which) and the numbers are stamped in. The flat is about 2" x 4" and about mid-way up. The stamping is quite shallow and a coat of paint or two especially over dirt will make it hard to find. IF someone has mounted an after market motor setup it is possible to have covered the numbers but I think they are a little low for that.
|
|
- guru
- Thursday, 08/16/07 07:22:45 EDT
|
Blower Overrun: That is about right for a blower in good condition but I have seen some roll on for longer. The critical thing is that the gears are quiet. These type gear trains do not need slingers as the oil sticks to the gears and is carried up from one to the other. Some may sling off the high speed end on its own. Cranking speed is from 0 to about 40 RPM resulting in a max of about 1200 RPM on the fan.
|
|
- guru
- Thursday, 08/16/07 07:26:57 EDT
|
Silence: Troy, When asked about a specific product that we do not know there is nothing to say. I know the fellow makes a nice line of forges from what I have seen but I have no experience with them or have seen them in operation. They are pretty much a typical light duty (compared to industrial duty) blacksmiths forge in the class of NC, Chile (another advertiser)and Forge Master (sold by the Kaynes) and a little heavier than others.
"Welding Heat" is also a bad term. In mild steel and wrought welding heat is hundreds of degrees F hotter than for high carbon steels. Welds in these also requires better atmosphere control. Small welds are often impossible in a gas forge that will crank out tons of high carbon laminated steel billet. Most gas forges will do this even if they do not reach "welding heat" for wrought iron OR have a well enough balanced atmosphere to do small welds.
|
|
- guru
- Thursday, 08/16/07 07:38:09 EDT
|
need info on blueing, (new animal traps)
|
|
chach
- Thursday, 08/16/07 08:26:28 EDT
|
chach, Try birchwoodcasey.com
|
|
Frank Turley
- Thursday, 08/16/07 09:24:43 EDT
|
Brownells.com is another source for both hot and cold bluing supplies.
|
|
Bernard Tappel
- Thursday, 08/16/07 10:07:22 EDT
|
Troy, what he said "I can only offer that I have never used, or seen that brand and know nothing of them." Both of my propane forges are ones that I built at SOFA gas forge building workshops: one blown, one aspirated.
My favorite blower does 3 full revolutions after I let go---gives time to switch out tooling or change hammers/tongs, wipe sweat or get a drink---very handy!
Thomas
|
|
Thomas P
- Thursday, 08/16/07 11:01:14 EDT
|
Chach,
For what you need, an inexpensive cold blue would do fine. These are wipe-on, instant-action chemicals that give a blue-black color. Gun stores often carry them.
|
|
Matt B
- Thursday, 08/16/07 12:16:30 EDT
|
Can someone here tell me how the heck to find a spring shop in my area? I've tried the Yellow Pages (paper and online) and all kinds of Internet searches, all to no avail. Either I'm looking in the wrong categories, or the local spring shops don't advertise. (It's also conceivable to me that there *are* no local spring shops. There isn't a lot of industry here on the banks of the Potomac.)
The next logical step would seem to be to find someone in my area who buys custom springs, and ask him where he gets them. I'm just not sure who that someone might be. I've tried a couple of places that work on truck suspensions, but they said they use stock springs. Any suggestions? What sort of businesses would be likely custom spring buyers?
|
|
Matt B
- Thursday, 08/16/07 14:24:54 EDT
|
Matt, what town/state do you live in?
Thomas
|
|
Thomas P
- Thursday, 08/16/07 14:59:38 EDT
|
Thomas,
I live in Northern Virginia, just outside D.C. But I'm not expecting anyone to give me a name. (Of course if anyone has a name handy, that's great!) I don't mind doing the leg work; I just need some leads.
|
|
Matt B
- Thursday, 08/16/07 15:12:46 EDT
|
Matt B,
I also live in the DC area and built a treadle hammer about 15 years ago using the original ABANA plans. For this hammer I had leaf springs made at a local shop...regrettably, I have no idea what the name was. However, I just checked the Northern VA yellow pages and I find a number of entries under springs. Most promising would appear to be Chantilly Spring Works at 703-430-7766 or Virginia Spring and Alignment Service at 703-237-3452.
|
|
Mike Joy
- Thursday, 08/16/07 15:38:59 EDT
|
Well that's embarrassing. I must be an idiot. But thanks Mike. I'll talk to them. Chantilly's not far from work.
|
|
Matt B
- Thursday, 08/16/07 15:48:47 EDT
|
Matt,
Are you a member of the Blacksmith's Guild of the Potomac? We've been successful at getting heavy truck spring drops donated from a local spring shop (I'm not sure which one), and most members probably wound up with a few. If that's what you're looking for and you can make to our meeting tomorrow evening (7:30 at Gulf Branch Nature Center in Arlington), I'll bring a few chunks.
|
|
Mike BR
- Thursday, 08/16/07 17:01:04 EDT
|
Rereading my post, I should make sure it's clear -- you're welcome to come to a BGOP meeting whether you're a member or not.
|
|
Mike BR
- Thursday, 08/16/07 17:20:43 EDT
|
Mike,
I'm not a member, but I'm aware of you guys and even bought a blower from one of you. I've been meaning to get to a meeting. I'll try to make it tomorrow. I'm not looking for springs for stock, though; I'm wondering about having one fabbed for the linkage on a JYH. ON THE OTHER HAND, you can never have too much steel. :)
|
|
Matt B
- Thursday, 08/16/07 18:08:14 EDT
|
Matt I spent 6 years in McLean VA---back when it was still partially rural and I used to ride my bike into town to go to the library...returned a few years ago; only place I found that I could remember was the Three Little Pigs BBQ still in the same place 40 or so years later...
Thomas
|
|
Thomas P
- Thursday, 08/16/07 18:15:22 EDT
|
Yep. If I had my druthers we'd be in the Shenandoah Valley, but work keeps me here.
|
|
Matt B
- Thursday, 08/16/07 18:55:33 EDT
|
Matt,
That's a good attitude to bring tomorrow -- we'll have a trailer load of shop-move leftovers to pick over. I just threw two of the spring drops in the car so I won't forget them.
I finally made it to Three Little Pigs last month. I think I share Thomas's taste in BBQ (which, if I remember his last post on the subject, does not particularly include that restaurant's style).
|
|
Mike BR
- Thursday, 08/16/07 18:56:05 EDT
|
Ooops -- I meant the attitude in Matt's 18:08 post.
|
|
Mike BR
- Thursday, 08/16/07 18:57:33 EDT
|
Matt B,
Unless you are doing something wild, you really don't need a fabbed spring for a hammer like the rusty. Almost every truck spring shop has 25/16" wide spring stock, with a center pivot hole. These can be used with the factory arch, but most spring shops can de arch the spring. That center hole is usefull, as you can use that to center and retain the spring on the pivot. A bi-metal blade on the slow speed in the 4" x 6" bandsaws will cut the springs to lenght just fine, and if a hole needs to be drilled, a standard good quality HSS twist drill at 90 rpm and lots of steady feed will drill it dry. The drilling was a tip from my spring shop, 4th generation spring guys.
|
|
ptree
- Thursday, 08/16/07 18:58:04 EDT
|
Hello there folks, I was wondering if you knew of any thick primers or paints that might hide grind marks without using bondo. My helper got a little sloppy with the grinding and the client is upset. I thought as long as the paint is not gloss it should be ok. What do you think?
Thanks
|
|
Matt
- Thursday, 08/16/07 19:42:00 EDT
|
Miles, Shame on you! a Cannady Otto Royal is the far superior blower. It does not get tired, only wants some oil, and won't rat you out to your wife:)
Seriously, I have one and find it superior to any other I have tried. I know where two are laying and am scheming to buy them. I need a replacement for the demo trailer when the sheet metal Buffalo rivet forge blower packs it in. Mine coasts about 2 turns+
I personally like ATF for my blowers. Good low temp pour point, excellent antiwear package, and easy to find anywhere, cheap.
|
|
ptree
- Thursday, 08/16/07 19:59:35 EDT
|
Matt, there are a number of sandable primers in the auto paint industry that are used to cover swirl marks etc. But thats not a great quality idea.
|
|
ptree
- Thursday, 08/16/07 20:01:18 EDT
|
Thumper-- un-understand your question Re: "overrun." I'd pour some oil down its gullet every time I use if I were you. You can find more oil a lot easier than you will ever find another Canedy-Otto blower.
|
|
Miles Undercut
- Thursday, 08/16/07 20:17:58 EDT
|
Thumper, Jock-- Sorry, had not yet seen Jock's answer to your question re: overruns when I posted the above.
|
|
Miles Undercut
- Thursday, 08/16/07 20:32:16 EDT
|
Jeff,
I wasn't thinking Rusty style; I was thinking Dupont style linkage using a bow spring, like the SA-JYH and a couple others on the power hammer page. I wouldn't need it de-arched; I'd need *more* arch. But I haven't entirely ruled out a Rusty style hammer yet. It'd be a lot simpler to build, and simple is good.
Mike BR, I'll be at the meeting tomorrow night.
|
|
Matt B
- Thursday, 08/16/07 21:17:59 EDT
|
Grinding Marks: I always reworked welds in the forge rather than using a grinder because no matter what you do ground surfaces look different than the rest of the finish be it forged or mill finished. If you DO grind then if must be with a wheel that leaves no obvious marks such as a flap wheel. THEN you need to heat the area to put on some scale to match the surrounding area. This can be done in the field with a torch.
When smiths finish work with a grinder or file they should plan on finishing EVERYTHING the same way. Many old railings and gate jobs were done this way until they looked like a piece of whitesmith work. Then they were often lightly oiled and left to rust. . The National Cathedral has numerous pieces finished this way that have been poorly maintained.
To change the surface texture of a paint job is easiest when you want smooth. When you want texture then you have to come up with a system that creates the texture. Lacquers can be put on very dry and dusty building up a scale like texture then finished with a sealing coat to hold them all together. You can also get fillers to creat texture. This is one reason I recommend lacquers over enamels. Hard lacquers can be repaired and the finish changed locally as necessary. But it requires skill and practice. It is AN ART. But as I have often noted, the finish is part of THE ART and many smiths fluff over it, under bid it or just don't do it.
|
|
- guru
- Thursday, 08/16/07 22:58:05 EDT
|
Guru(s),
I have just bought a little 65lbs anvil and I'd like to find out what I've got. Can anyone tell me about "Attwoods Best" anvils? I'm told that it is forged, not cast, and was likely made here in Australia.
Thanks.
|
|
Craig
- Friday, 08/17/07 02:42:23 EDT
|
Grinding Marks,
If they'll somewhat ugly but not extremely deep I would try an automotive high filling type primer that is made for covering up sanding and grinding marks on autobody work. It's most likely a 2 part epoxy type filler so you need to make sure to use a proper resperator with filters designed for automotive paint. Trust me you don't want to use a dust mask, don't ask why I know this.
|
|
juterbock
- Friday, 08/17/07 07:45:12 EDT
|
I think it was Miles who posted about tesseracts, a cube existing in hyperspace. I spoke with a friend of mine involved in physics. The original post was real confusing because you used vague terms and improper terminology. A square cubed, the ORTHOGONALLY reproduced (you said diagonally), then doubled (you said "twin that" which confused us). The easiest way to have explained it was to say take a wire cube and present that within a cube attached by the corner points. My frined gave me some research materials and we came up with this:
http://greatnippulini.com/tesseract.jpg
http://greatnippulini.com/tesseract2.jpg
http://greatnippulini.com/tesseract3.jpg
Hope this clears things up. Plus, it's a nice work of art and representation of physics at work.
And yes, guru, tesserae is a form of art using broken tiles.
|
|
- Nippulini
- Friday, 08/17/07 13:23:24 EDT
|
Since the Great Nippullini seems to be to bashful to tell us himself, I just wanted everyone to know that he did indeed set a new world record-
70.58 lbs of anvils, lifted with his nipple piercings, live on the radio as well.
My Nimba weighs 260lbs- he will have to practice a bit more before I can hire him to move it from place to place, but he can still lift a whole lot more than I can...
|
|
- ries
- Friday, 08/17/07 14:01:18 EDT
|
Aww garsh fellas... thanks.. heh heh. My true goal is to lift 100 lbs. My Wilkinson is a 0-3-8 plus 8, a perfect hundred. I always wondered what the extra 8 hanging under the weight markings was for until I actually put it on a scale.
|
|
- Nippulini
- Friday, 08/17/07 14:17:26 EDT
|
Craig: ATTWOOD would likely be English. Listed on Anvils in America on page 72. Not much said about them. Are there stone weight stamps, such as 0 2 4? The ones he documented say ATTWOOD over WARRANTED over the stone weight. Likely same manufacturer. BEST may indicate they used only high quality scrap wrought iron in the body.
|
|
- Ken Scharabok
- Friday, 08/17/07 16:29:39 EDT
|
Different steels with different carbon content have different welding heat. correct? So, if your making a pattern welded blade and have two different steels, say; 1085 and 1020. Who do you satisfy both steels different welding temps, without burning one and not getting the other one hot enough?
THANKS!!
|
|
- steven M.
- Friday, 08/17/07 16:31:33 EDT
|
TGN-- "vague terms... improper terminology" !!! Fie, sir, I say fie! And pish tosh. We did indeed make wire cubes, back in 12th grade math, and connected them at the corresponding corners. But the connected corners were all on cubes of the same size, and each pair thus connected-- was then twinned. Your assemblage is pretty but it ain't a representation of something raised to the fourth power to my way of thinking, because the something you started with-- A, the line, squared to make a square, cubed to make a cube, has now changed size. The word as we used it back then was tesserac. The dictionary says tessera. Sorry you are confused.
|
|
Miles Undercut
- Friday, 08/17/07 16:41:54 EDT
|
Ken,
It only has 65 stamped on the opposite side to the maker's stamp. It's only small but certainly seems to spit all of the shock back into the hammer when I give it a tap, unlike the crappy piece of rail I'm used to!
Cheers
|
|
Craig
- Friday, 08/17/07 16:46:18 EDT
|
Thomas P,
When I posted that info about rail anchors, you had a couple questions. That info came from the *second* guy I wrote to. Well, just a couple days ago I finally got an answer from the first guy. It doesn't tell us a lot, but it does tell us which maker uses the 1060ish anchors. Here's what he said:
"the short answer to your question is that we use a proprietary steel chemistry that is most similar to 1060. There is no real industry standard and there are only two remaining rail anchor manufacturers�Unit Rail and Portec. Neither of us are willing to share our chemistry and we both believe we have the best solution for the product."
This guy works for Unit Rail, so that's that. Unit Rail uses something close to 1060. (And after looking at their website again, I strongly suspect that their alloy does have more Mn than standard 1060.) Reading that alongside the other guy's response, I'm guessing that Portec uses something closer to 1040.
Now you'll be wanting to know how to tell a Unit Rail anchor from a Portec anchor. I asked. Unfortunately, he didn't have a good answer. Suggested I send in a photo of the anchor, but that's not a long-term solution. We're still stuck with Junkyard Steel Rules.
|
|
Matt B
- Friday, 08/17/07 17:07:06 EDT
|
Should've said "which maker uses the 1060ish ALLOY."
|
|
Matt B
- Friday, 08/17/07 17:07:49 EDT
|
Halp! My imagination has advanced beyond my current skill, and I need some advice. I'm trying to make a blackberry bush motif sign holder. I'm having trouble with the blackberry(s) though. Blackberries I want to make a mold or a die so I can make multiples out of 3/4" stock. The problems with the things I tried is that I couldn't get the negative deep enough to make it look good when stamped. Any suggestions?
|
|
SteelGeek
- Friday, 08/17/07 20:10:18 EDT
|
Bah link didn't work in previous post - cut and paste to get an idea of what I'm trying to make.
http://img.photobucket.com/albums/v311/Steelgeek/Blackberry1.jpg
|
|
SteelGeek
- Friday, 08/17/07 20:12:05 EDT
|
SteelGeek,
You have the classic problem of closed die impression work there; deep relief and the necessity to develop sufficient fill pressure and flow. Unless you have a really big powerhammer or hydraulic press, I sincerely doubt that you can do it with a single die. I think there's a way around the problem though.
You might consider making a positive by carefully TIG welding ball bearings into the master berry, then using it to make *two* sets of dies.
On the first set of dies, you'll need to go in with a burr and create some extra room and plenty of easing of sharp corners and edges. Try to increase the diameter of each bearing inpression by about 5-10% and radius all the edges pretty liberally. This set of dies will be used for the initial impression.
The second set of dies are made by first taking an impression from the first set of dies and then using it as the positive for the second set. Then you re-heat those dies and make the final impression in them with your welded-up positive. This way you should be able to get the depth you need in the die.
When making closed dies, it's important to have the two halves of the die in accurate registration with each other at all times. I make mine as spring or "clapper" dies and often put welded-on ears on one side to overlap the other side for extra accuracy. For dies that need to be perfectly registered, dowel pins are commonly used in industry and are easy enough to do at home if you have a drill press.
To use the dies, you need to first rough your stock to the proper volume for the dies, and get your stock to as nearly as possible a ball or pear-shape. This minimizes the amount the metal has to move to fill the die. You can easily figure the volume you need by using displacement - drop you positive in a graduated cylinder of water and mark the level where the water rises. Then rough out your stock until it displaces the same amount of water plus a hair for scale loss.
You also need a way to register the stock in the dies so you're not changing the orientation of the piece form one die to the next. A simple flat spot on the shaft of the stock should do it.
It is important to use plenty of heat for closed die work. The stock must be as plastic as possible to flow well into the impression. Also, the use of some sort of die lube is a good idea. Oil will work, but is smoky and messy. The best stuff I have found is a water-based lube I got from Jeff Reinhardt, aka "ptree". I believe you can buy it in small quantities from Tom Clark at Ozark School of Blacksmithing.
I hope this helps. Let us know how it works out for you.
|
|
vicopper
- Friday, 08/17/07 20:37:07 EDT
|
Making a positive out of ball bearings occurred to me also, but I only have an ol' lincoln stick welder, no TIG.
|
|
SteelGeek
- Friday, 08/17/07 20:50:26 EDT
|
Steelgeek,
Everything Vicopper said is right on. In the closed die industry, a normal approach for this type work is at least two impressions and often three or four. The first impression is a buster. It just roughs the billet to a very general blank to start the process. If not making many,this one you can skip and use hand and eye. Next would be a blocker, and that is the loose rounded impression followed by a semi finish or finish die.
In drop forges with an excess of force we still used a 7 degree rule for draft. No vertical surfaces in the die. what would be vertical was cut to 7 degrees to allow flow and the forging to come out of the impression. Good surface finish in the die impressions will also help with metal flow.
Vicopper is very right about HOT, and LUBE. For really fine detail a commercial lube is needed. The newer polymer based alkaline salt lubes make oil and graphite look like sand.
We hear on this forum about how much R & D goes into comercial paints and why should we be amature chemists in paint and varnish fourmulation. I say the same applies to forge lubes.
Tom Clark indeed sells the lube. I do not sell this lube. I used to sell some just to get folks to try it. There are several huge companies making these new lubes but only one will sell the tiny quantities that a blacksmith has any hope of useing in a lifetime. Tom Clark and Glenn went out on a limb and bought some quantity and broke it down to user sized packages. I say good on them for making this neat stuff available.
|
|
ptree
- Friday, 08/17/07 20:53:29 EDT
|
steven M.
Weld at a "light welding heat", sometimes called a "sweating heat" with no sparks. Sparks are indicative of the incipient burning range and may cause the high carbon steel to crack or crumble. If the billet edges are protected from oxidation with say, an arc welded "envelope", you can sometimes weld at a lemon or a bright orange heat, especially by use of a power hammer.
|
|
Frank Turley
- Friday, 08/17/07 21:13:14 EDT
|
we made a die for machine called tdrill end spinner.it is used to spin the end of copper tubing closed by generating heat with pressure.what is the best method to harden this steel die?
|
|
kenneth ferrell
- Friday, 08/17/07 21:37:20 EDT
|
SteelGeek,
If you don't have a TIG welder, you could braze the bearings together if have an O/A torch. It would be a bitof a nuisance getting tenor fifteen small bearings all brazed together, but it could be done with some careful jigging with wire and suing pre-cut bits of flattened brazing rod with liquid flux. The trick is to get the whole works set up to braze in one heat.
You should be able to make your dies from a brazed together master if you don't screw around too long and suck too much heat from the dies and un-braze the bearings.
If you can't braze the bearings together, then your next choice would be to make a master by forging and carving, the way blacksmiths have done for centuries. Thisis easier than it sounds, actually.
Start by forging a roughly berry-like shape, a hair oversize. Next, make a couple of "eye punches." These are nothing more than a piece of round coil spring stock that you taper to the desired diameter and then impress a ball bearing into the end of, forming a hemispherical cavity. You need to make two to do the chasinig on the master berry, as you'll need one clamped in a vise to support the backside after you've chased it. If you just lay the thing on the anvil and try to chase the balls in the back side, you'll mash the ones you already did on the front. You will, of course, have forged the rough with a shank on it for handling, but just clamping that in the vise isn't going to provide enough support to work the berry hot, I don't think. Use the back-up punch, as needed,
After forging the rough, then chasing the balls on it, you'll probably need to do some little clean-up work. This can be done with small, sharp chisels and/or various shaped chasing punches you make as you need them. Then clean the surfaces with a scraper to make it as smooth as is feasible and you're ready to make dies.
Low-tech solutions, and forging solutions in particular, are usually the most appropriate means of solving blacksmithing problems. The TIG welder is just a convenient expedient for production work; the hand-forged and chased master will have more character and natural elegance than welded together bearing balls, anyway.
Go forth now and beat your berries!
|
|
vicopper
- Friday, 08/17/07 21:51:16 EDT
|
Kenneth,
What specific alloy steel did you use? Without that information, we can't tell you anything but broad generalities like, "Get it hard enough to be abrasion resistant and take a smooth finish."
|
|
vicopper
- Friday, 08/17/07 21:53:54 EDT
|
steelgeek I did blackberrys .I went to Iforge and looked at making apples.I reduced the size down to 3/4 pipe made a guillotine to fit.Once i had the berry formed i had a nother guillotine made up out of 1.1/2 in stock.I dilled a 5/8 hole in it then cut it in 1/2 .Then dimpeled the inside of each 1/2 . I made lots of blackberry jam before i got blackberrys
|
|
- jmac
- Friday, 08/17/07 23:12:40 EDT
|
Closed die berries: The berries can only get the texture on the top & bottom [as they lay in the die] or You won't get them out of the die. The resdt of the surface will need to be chased with the eye punch. Draft principals apply to closed dies just like in a mold or pattern.
|
|
- Dave Boyer
- Friday, 08/17/07 23:12:57 EDT
|
steelgeek I did blackberrys .I went to Iforge and looked at making apples.I reduced the size down to 3/4 pipe made a guillotine to fit.Once i had the berry formed i had a nother guillotine made up out of 1.1/2 in stock.I dilled a 5/8 hole in it then cut it in 1/2 .Then dimpeled the inside of each 1/2 . I made lots of blackberry jam before i got blackberrys
|
|
- jmac
- Friday, 08/17/07 23:13:18 EDT
|
steelgeek I did blackberrys.I went to Iforge and looked at making apples.I reduced the pipe to 3/4 in and made a guillotine to fit.Once I had the berry rought out I made another guillotine out of 1.1/2x 4 stock,i drilled a 5/8 hole thrue it .Cut that in 1/2 then drilled dimpes in that made a real nice berry
|
|
- jmac
- Friday, 08/17/07 23:33:52 EDT
|
Forge Lube.
The lube that Tom Clark and iforgeiron is selling works great, but it is very expensive.
There is another lube that works as well, and that you can MAKE yourself. I heard it from Uri Hofi, tried it, and was very pleased.
The ingredients: Water saturated with salt, and a little squirt (for a batch in a soup can) of liquid dish soap. Use it just like the other lube, plunge the hot tool in, pull out quickly, water flashes off and leaves a slick film. There is one drawback. It makes a little salt mist in the air which rusts everything iron in close proximity, but you can set it away and all it will rust is the tool and the tongs.
|
|
- Ty Murch
- Friday, 08/17/07 23:35:23 EDT
|
Hi, I'm finally getting my own shop, it was a shed about 10' by 8' or so. My thoughts are that it will be a small shop but I only have a few tools so hopefully not too small. My main question is that if I put a 10 to 12 foot smoke stack with an overhead forge hood will it be sufficient to keep the air breathable. It is a coal forge and I was also considering the side draft hood plans on this sight. If one or the other will work better in a small shop like mine then I would obviously build that one. If I'm going to kill myself in a small shop like this please do tell me.
|
|
Stephen
- Friday, 08/17/07 23:44:28 EDT
|
I would pay anything that Tom charged to avoid the problems of salt mist in my shop air. Rusting tools waste time cleaning them and they become less useful over time.
Expensive is a relative term, Tyler. Have you priced a stay inintensive care lately? You see, I don't like to breathe chlorine gas any more than I like my tools rusting, and chlorine gas exactly what you will liberate when burning salt. That sounds like a very bad way to try to save a buck or two, to me.
|
|
vicopper
- Friday, 08/17/07 23:55:17 EDT
|
Stephen,
I'd strongly suggest the side-draft hood over the overhead hood. I've seen and used both, and the side-draft out-performs an overhead hood by several orders of magnitude.
As long as you don't use too small a flue (10" diameter or better, for choice), and you have somewhere for make-up air to enter the shop, you should be fine with a properly made side-draft hood.
For safety's sake, spend about thirty bucks and get a carbon monoxide detector. Cheap, smart insurance. That way you'll know if your air is truly safe or not, and it's more humane than tossing in a sacrificial canary.
|
|
vicopper
- Saturday, 08/18/07 00:00:28 EDT
|
Salt forge lube.
Rich, I try to make some money with my forging, so Tom's lube is expensive for me. Oh, and about the chlorine gas and rust. So what? Coal makes clinker. Beer goes flat if you leave it open.
|
|
- Ty Murch
- Saturday, 08/18/07 00:35:19 EDT
|
Are there any other fluxes I could use besides the mixture of borax and ammonium chloride for my forge welding?
Say, mabye that ash soup or what ever it was that the japanese swordsmiths used.
Thank you very much for answer my silly questions!!
|
|
troy
- Saturday, 08/18/07 01:58:24 EDT
|
Ty Murch wrote: "Oh, and about the chlorine gas and rust. So what?"
The answer is simple. There is no reason to use substances that are deleterious to your health and tools when better, safer substances are available. There are some hazards in blacksmithing that are pretty much unavoidable, but I see no good reason to add more unnecessarily.
Most importantly, this is a forum attended by literally millions of visitors looking for information. A large number of them are new to this craft and I feel an obligation to present them with the safest possible guidance so that they may enjoy their pursuits in continued good health.
|
|
vicopper
- Saturday, 08/18/07 06:56:42 EDT
|
Overhead Hoods: They don't work without HUGE stacks (over a foot of more) OR with an exhaust fan. A side draft is the way to go with min. 10" dia. stack and preferably 12".
Flux: Troy, for ACTIVE fluxes most use borax or boric acid mixes. "ANTI-BORAX" is primarily boric acid. Other patent fluxes use boric acid, borax and iron powder. This is an active flux with a filler. Active fluxes dissolve oxides into and reduce their melting temperatures so they run off or squeeze out leaving clean metal. However, they will not take off heavy scale.
The Japanese use a mixture of rice ash and a refractory (high kaolin or porcelain clay) applied as a slury. This is primarily a cover to prevent oxidation and is not an active flux. The ash is mostly a bonding agent for the clay.
Different Welding Temperatures: You weld at the lowest temperature steels welding temperature. It will bond with the higher temperature steel. The same is true in Mokume' Gane', you braze at the lowest temperature melting alloy's brazing point.
The TRICKY part of laminated steels is defining a correct heat treatment for all the steels and alloys in the billet. There is usually overlap in ranges that can be applied but you need the detailed technical information on each steel. That is where the detail rich ASM Heat Treater's Guide comes in. Much of the information is in graphs that much be carefully read and the information cross referenced. That is, IF you are looking for the perfect heat treat.
|
|
- guru
- Saturday, 08/18/07 07:05:43 EDT
|
Salt, NaCl: Not only is this hard on the surrounding steel, tramp bits of it will stick to every tool used. It is like tools used on salt treated lumber then put away. . . TERRIBLE rust. Much worse than normal. Vaporized salt deposits on surrounding cooler steel (including your work) and is VERY difficult to remove. It is not just a dust or gasified salt, it welds to surfaces.
Salt (as flux) is also hard on your forge, gas OR coal. Potters use salt for certain glaze effects and end up replacing kiln linings and heating elements. Coal forges rust bad enough without adding salt.
DIY Die Lube: You can buy the stuff Big BLU sells (I recommend it). It may seem expensive but the little bottle of concentrate goes into a MUCH larger amount of water. Should last a year or so in a typical small shop.
If you want to make your own it is graphite powder, a dash of molybdenum dioxide (a little goes a long way), detergent and a little water (you guess at amounts, I'm not giving away trade secrets). This is applied to tools and let dry or you can dip warm tools in it while you work. The graphite and molybdenum dioxide are good at very high temperatures and both very slick. The molybdenum dioxide is an especially small lubricating molecule and fills pores and microscopic irregularities in metal. The mixture is non-reactive and does not rust your tools. You can apply it in advance to sets of tools so they are always ready to use without an extra step. However, as with many dies lubes reapplication is necessary.
|
|
- guru
- Saturday, 08/18/07 07:32:47 EDT
|
Punch lube is available in small quantities in a user-friendly container on eBay. Just do a keyword search on punch lube.
It will also be available to Quad-State on September 21-23.
|
|
Ken Scharabok
- Saturday, 08/18/07 07:39:23 EDT
|
Craig: On the ATTWOOD it is possible it was made for the export market to a country using the pound system. RECORDs in England today are marked both in kilos and pounds.
Anvils have a way of traveling around. For example, some HILL (Burmingham, England) have been found in the U.S. However, Richard Postman has found no advertising for them in national mail-order catalogs and such. Most seem to be in the Pacific NW. Speculation is they were exported to Canada and some found their way south of the border. (Someone on eBay advertised a TTIH anvils. HILL upside down.)
Why would a Trenton show up in Australia? Likely shipping from the U.S. there as a purchase would have been rather expensive. Perhaps formerly owned by the U.S. military who left it in country after WW-II? Perhaps included in the household effects of someone immigrating from the U.S. to Australia? Some anvil sellers in the U.S. have implied it was originally brought to the U.S. by an immigrating ancestor.
Oh, if anvils could talk. I suspect some have had VERY interesting histories. How many FISHER & NORRIS anvils saw battle in the Civil War and those since? I suspect several large anvils (probably FISHERS) lie within the USS Arizona today.
|
|
Ken Scharabok
- Saturday, 08/18/07 07:56:01 EDT
|
Fie? Pish posh? Sir, no need for such language here at the forum! :) The wire sculpture posted is a representation of a cube in hyperspace, a tesserac (no T, oops on me). U further representation would be an opened cube, then that would be cubed, kind of like a cross made of cubes (see works by Dali). Either way, you should have said "orthogonally" and not "twin that"..... confusing, eh? Don't feel sorry. Thanks for saying my work is purty!
|
|
- Nippulini
- Saturday, 08/18/07 09:32:10 EDT
|
Alkaline salt lube for forging.
The alkaline salt lubes represent millions in R & D. Then there was the trials in industry. At the shops I worked at, we spent more on lube than the one can ever imagine. We were using 7 totes of 350 gallons of concentrate a week at the last big forge I worked at. Now that was expensive! That shop had been a graphite shop prior. Everything was black/grey from the graphite smoke, including the people, inside and out.
The graphite needs a binder to stick to the tools, and most of the binders smoke also. We changed to the polymer binder alkaline salt lubes at TWICE the per pound cost, and save huge amounts of money. The alkaline salt lube made the tooling last much much longer, and allowed the metal to flow with much less force, saving wear and tear on the machines.
Cost of the lube is actually tiny in a blacksmith shop. I have the same quart, that has been in use in my admittedly weekend shop since 2002. I do have to add back water as it evaporates, and I did spill a smaller dip pot I had by the vise. I have a stack to remove coal smoke on my shop, and on my demo trailer as I don't want to breathe that stuff, and I will not breathe graphite smoke either.
Last but not least, the graphite and soap combo's stick but flake off leaving no lube. The alkaline salts stick like no other forge lube I have seen. Tom clark was a graphite and soap guy till I gave him a small sample in 2002. He tried it, and has never gone back. Heck he drove several hundred miles out of his way to get some more from me. Vicopper tried it, and went to the trouble to arrange for delivery at Quad State, and then ship it home on his own.
Most of the folks that say this stuff is expensive or not needed or so forth have never tried it. Most of them will spend $100 for a special hammer, and so forth but not less than $20 for what is really a life time supply of excellent safe lube.
|
|
ptree
- Saturday, 08/18/07 09:59:58 EDT
|
Guru,
On the DIY lubricant, wouldn't the molybdenum compound be MoS2, molybdenum sulfide, rather than the oxide?
|
|
vicopper
- Saturday, 08/18/07 10:51:46 EDT
|
what is the steel content of swords that were used by the british in the late 1700's
|
|
donnie ross
- Saturday, 08/18/07 11:24:22 EDT
|
Punch Lube I bought a gallon of the concentrate ptree is talking about it is great stuff and at the time I beleive the cost was $35 or so with shipping it works great I use it for punching and in closed die forgings. If you are in the buisness of making money, then one way to look at making things like punch lube is it will take me 1/2 an hour or so to come up with a possibly toxic mix that will cost some in materials and 50 dollars in shop time or you could spend 35 tax deductable dollars and order a ready made product that is known to work well. then use it to make some money
|
|
- Aaron
- Saturday, 08/18/07 13:20:29 EDT
|
Aaron, Glad to here the punch lube works well for you. What % are you running? I have been asking folks and most say in the 5 to 20% range.
|
|
ptree
- Saturday, 08/18/07 13:33:57 EDT
|
TGN-- Sirrah! Sheer flapdoodle! Nay, utter balderdash! The unit A is still what is what the model is intended to represent, no? If you change the length of that in the second cube , as you have done, then it becomes not a model of A squared or A cubed, etc., but something altogether else. It becomes 1.5 (A cubed), or 2 (A cubed) or .75 (A cubed). Sorry about that.
|
|
Miles Undercut
- Saturday, 08/18/07 15:33:12 EDT
|
Aaron,
Well stated, and absolutely correct. I am a full-time working blacksmith these days and I simply cannot afford to waste time on concoctions that either don't work as well as they should or that have toxicities. The forge lube from ptree/Tom Clark/Ken Scharabok is the real thing and gives me great punching ease and very sharp die impressions. Why mess around with anything less?
Jeff,
I've been using it at about 10% concentration, but I really think I'm running it stronger than I need to. I think 5-6% would do just fine. Great stuff, thanks for putting me on to it.
|
|
vicopper
- Saturday, 08/18/07 15:46:16 EDT
|
I just got a Clarke 4 1/2 inch band saw. Yes, I know it is a crappy, cheap tool but for a hobbyist like me it is probably as cost effective as needs to be. I will need to get a better blade as the one that came on it seems to have some flat teeth. I am going to check if the warranty covers that. The saw is much better than hand sawing and the cut off saw I had made out of an old Circular saw. I will make a better vertical cutting table though. the one supplied is about worthless, just a piece of thin sheet metal. Any suggestions on blade sources. I dont think I have the ability to weld up my own yet.
|
|
JLW
- Saturday, 08/18/07 17:20:13 EDT
|
is there a good way to form a rectangular piece of thick sheet metal into a cylinder in a home shop. It is too thick to bend by hand. I am open to suggesions. I only have a selection of hammers and an anvil for tools. Maybe hammering it around a log or something. If anyone can help me avoid reinventing the wheel I will be grateful.
|
|
JLW
- Saturday, 08/18/07 17:25:24 EDT
|
JLW,
The small cut off band saws , once trued to cut straight, really benefit from a Bi-metal blade. All the name brand makers have them. I prefer Lennox, in the Die Master II, in a 10 to 14 tooth variable pitch for thicker sections. For the really thin wall sections I use the same in a "Porta band" style in a 28 tooth, if I recall the pitch correctly.
I get mine from Mike Morrison at Hagemeyer at 502-961-5930. I just bought 10 of each for the long haul, and paid just under $20 Each.
A tip, with these little saws, the table is little help for vertical cutting. They are all too thin, but the blade width these saws use does not allow much other than straight cutting. Use you old blades for cutting on the table as you will dull one side more than the other and they will not cut straight in the cut off mode.
If you always make sure that the stock is tight in the vise, and don't cut too thin stock and strip the teeth, these blades last a very long time and a bi-metal blade far outlasts the plain blades.
Another tip, always use a blade that has at least 3 teeth in the cut. If the blade has less than 3 teeth engaged in the cut they will strip off the band.
Good luck
|
|
ptree
- Saturday, 08/18/07 18:46:24 EDT
|
JLW,
I don't know how big a cylinder you're trying to form, so it makes it a bit difficult to offer specific guidance. In general though, it is easiest to start a concave curve using the angle formed by the step of the anvil between the table and the top plate. From there, you can find a suitable piece of pipe to finish forming the cylinder around.
Another way to form sheet metal into cylinders is to clamp one edge of it to a piece of pipe and then roll the pipe on a flat surface. For this, you start with a pipe that is a good bit smaller in diameter than the cylinder you want, to allow for spring back.
|
|
vicopper
- Saturday, 08/18/07 19:05:25 EDT
|
Before I had an anvil, I made sheet copper cones by supporting a 1/2" drive socket extension at both ends and working the copper over it with a rubber mallet. Same think could work for steel cylinders, if the piece was of reasonable dimensions and thickness.
|
|
Mike BR
- Saturday, 08/18/07 19:19:50 EDT
|
Thanks for the advice. The cylinder is about 9 inches in diameter. Maybe the size of a small compressed gas cylinder. Hmmm.
About the saw, I wonder if I stripped some of the teeth by cutting a piece of thin steel bar on edge, it is about 1/8 inch and may not have had the 3 teeth on the work. I guess I should have had it down flat.
|
|
JLW
- Saturday, 08/18/07 21:23:12 EDT
|
I heard forging the edge of a blade at colder tempatures makes it have a finer grain and stronger.
Is this called edge packing or austenite forging or both?
Would you tell me a little about it?
thanks!
|
|
- stephen M.
- Saturday, 08/18/07 23:34:18 EDT
|
Steel in Early 19th Century British Military Swords; Donnie Ross:
I'm still unpacking my books from a very recent move, and the relevant volumes haven't hit the shelves yet. I would suggest that you run your question by Sword Forum (
http://swordforum.com/ ) in the "Antique and Military" forum at that site. They can probably steer you straight faster than I will at the present. My best guess, without supporting information, would be plain 60 point carbon steel, or somewhere in that neighborhood.
Cool and light clouds on the banks of the lower Potomac. Boxes and boxes of books to go.
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Saturday, 08/18/07 23:41:59 EDT
|
Why does carbon content affect welding temp
Thanks.
|
|
troy
- Saturday, 08/18/07 23:53:31 EDT
|
JLW: I just use the little plate that is always on My 4x6 saw, it is only a coupple inches square, but hasn't been a problem in the 24 years I have had the saw. It is small enough to stay on for horizonal work, and supports the area just around the cut for verticle work. The 10-14 pitch Die Master II blades work well in 1/8" material [] I have used them on 3/32" & less too] in spite of the 3 teeth rule, just start carefully.
|
|
- Dave Boyer
- Sunday, 08/19/07 00:30:12 EDT
|
molybdenum disulfide, yep I got in a hurry. . . .
Troy, The higher the carbon the lower the melting point. Cast iron melts hundreds of degrees F lower than steels due to the higher carbon. The slurry "austinite" range where near solid phase welding occurs is even hundreds of degrees lower than the melting point for high carbon steels and the burning point even lower (carbon burns out of the steel and causes it to burn as well).
Stephen, Edge packing is pretty much a myth IF the steel is heat treated afterward. Thermal packing by heating up to the hardening point and letting cool slowly one or more times IS beneficial and makes a huge difference.
Tube Making, A brake type arrangement of two round bars welded to a plate and a third to bend with can make smooth curves in a variety of thicknesses depending on how you push it and how close you space the bends. In a hydraulic press you could easily do 3/8" thick bar and short plate. In a vise, arbor or screw press you could do 1/8" without great effort. By hand 16ga would not be a problem.
JLW, The Lenox be-metal HSS edge blades are some of the best and make the saw perform a LOT better. MUCH MUCH better than the difference in cost would indicate (which is a lot). I ordered from McMaster-Carr and got Starrett brand which should be just as good (or may be the same blade).
I agree with everything said above about these saws. Note however that I have looked at several that are NOT heavy duty enough to extend the table ANY AMOUNT. If you have light sheet metal brackets then do not try to improve the table, do not try to use it vertically.
NEVER turn thin work on edge, even if you have the 3 teeth minimum. You get much more accurate cuts lying down.
SPENT the day on the road moving tools. . . One tool chest (top only) and a rack of blacksmith's tools was about the maximum capacity of my van. . . Need to make a second identical rack. And this is the SMALL stuff. Working on the hammer-in. . .
|
|
- guru
- Sunday, 08/19/07 00:43:55 EDT
|
Several months ago I upgraded from a small garage (4 1/2") bandsaw to a (I think) 7" x 12" one. Sold the small one and now wish I hadn't. I could have taken it off its base, mounted it on a table, and used it for some short-length projects.
Small one was something like a 68 1/2" blade. I talked to Mike Morrison (at Hagemeyer - 502-961-5930). At the time he couldn't locate this size blade from his suppliers. My larger bandsaw is 94 1/1" (IIRC). Lennox does do them. He recommended three blades: For normal mild steel: 47435-CLB7-236. For mild steel fine work (e.g., angle iron): 72100-CLB7-236 (these are only 1/2" wide so allow me to use the saw somewhat in a vertical position as it leaves a bit of the table for resting the stock on). For tool steel: 80310-D2B7-236.
I have ruined a couple of the regular mild steel blades using them to cut thin material (apparently violated the three teeth rule). Once a couple of teeth are knocked off the rest of the blade is doomed. The thin stock ones work nicely on slow speed. I was surprised in the tool steel ones really did work - even for stainless. I did keep squirting the blade with WD-40 though.
On my bandsaw changing the speed of the motor is somewhat a hassle. Have found it works fine at just the slowest speed. Takes longer, but then I'm usually not rushed anyway.
|
|
Ken Scharabok (Poor Boy)
- Sunday, 08/19/07 08:28:17 EDT
|
Ken, The lennox blades I buy are factory welded to the lenght I specify. I thinl mine are the standard 4 x 6" size and are probably 68.5 by .5 x .025. I will check in a bit.
The thin stock will indeed strip those teeth. I have started to keep the old blades that have good sections, and I can cut them to lenght and I drill the mount holes to make them into hack saw blades. The course bi-metal blade in a hand hack saw cuts great, and I only spend maybe 2 minutes a blade to make them.
|
|
ptree
- Sunday, 08/19/07 09:58:44 EDT
|
I have both sizes of bandsaw in my shop, and while the big one is handy for the occasional piece of 6" square tube, the little 4x6 gets used ten times a day.
I have had good luck with the Jet brand saw- I am on my 4th, which, for 30 years in a 3 man shop, I think is amazing longevity for a $300 tool.
All the big mailorder suppliers, MSC, Enco, McMaster, and so on will sell you 68 1/2" blades, welded to order for these saws.
And there is no doubt the bi-metal blades are much better. Like Ptree, I use the 10-14 variable pitch Lennox most of the time.
These are not inexpensive blades- usually $25 or so, each. And in our shop, we order 3 to 5 at a time- yep, I spend as much, annually, on blades, as the saw cost.
Saw blades are a CONSUMABLE. They do not last forever. And once you screw up, and drop the saw down on the work, or try to cut too thin of material, or let something bounce while cutting, and knock out a tooth, the whole twenty five buck blade is shot very quickly.
But what you can do with those blades is worth the price of admission- dont cheap out on blades.
In my shop, used daily, mostly on stainless, a Lennox blade can easily last a month or two. Or a day. Which is why I order extras.
|
|
- ries
- Sunday, 08/19/07 11:41:58 EDT
|
Blade sizes:The "standard" 4x6 clone saws all use a .025 x 0.5" x 64.5" long blade.
On ALL band saws that twist the blade (cut off types) you use only one size blade. The wheels do not have a rubber tire but have a shoulder for the back of the blade to run against and a chamfer to clear the teeth. If you run narrower than standard the teeth cut into the wheel OR the set is ruined in the blade IF you run wider then the blade is not properly supported and will not stay on.
Quality: On the blade twisters I have found that the weld MUST be perfect and properly trimmed and tempered. I originally started to buy cheap blades from a local supplier that welded them poorly. The welds failed long before the teeth. The fancy bimetal blades like the Lenox require special welders and special care in welding. Lenox is also picky about selling bulk blade to folks without the proper equipment because it reflects on their blades.
The "cheap" blades I was buying cost only $3.50 each in the 1980's. A Lenox bimetal cost $16 (now $22). But the Lenox bimetal blades were MUCH cheaper to operate. One blade would outlast a dozen or more of the "cheap" blades. Besides the cash difference there is also all that labor changing blades.
Using 10-14 HSS bimetal blades I run full speed on everything, stainless, tool steel. . . This is about 220 FPM on my 4x6 saws.
Using too fine a blade lets the blade wander. The fine blades (even the expensive ones) often rely on a wavy edge for clearance. A good set on a coarser blade is much better. So run a coarse blade as often as possible and only change to the fine (18TPI) blades for cutting thin metals.
I cut most angle iron on the diagonal. Somewhere in a book I saw it listed as a NO-NO due the corner. However, if you do not start the saw gently on EVERY cut you are likely to strip teeth. After a gentle cut the angle will cut smoothly at a continuous rate rather than drop through the vertical leg then slow down for the flat. Cutting through the legs on the diagonal also lets you cut thin angle with a coarser blade safely.
In our shop we have two small machines, a 4x6 saw and a 6" lathe. Both get used a LOT more than the big saw and lathes because they are more convenient as long as you are in their capacity. I did occasionally have to get after the guys about waiting 20 minutes to cut a piece of 3" round on the small saw when the big saw a few feet away would do it seconds.
|
|
- guru
- Sunday, 08/19/07 12:00:13 EDT
|
What is the difference in a hot and cold cut chisel or hammer
|
|
rockingwj
- Sunday, 08/19/07 14:15:24 EDT
|
Rockingwj,
A hot cut chisel generally has a much more acute (narrow) cutting angle that a cold cut, as the cold cut must be able to withstand the greater resistance of cold steel.
With modern hot-work alloys such as H-13, hot cut chisels can be made with an included angle of only 5 degrees and still hold up to the task very well. Older ones made of ordinary 10XX steel have to have an angle of at least 12 degrees or they absorb too much heat too quickly and rapidly lose their edge.
Cold cutters usually have an included cutting angle of about 45-60 degrees for toughness.
|
|
vicopper
- Sunday, 08/19/07 15:00:50 EDT
|
Ptree On the punch lube I started at about 10 % but I live and work in Santa Fe NM ,its dry the lube evaporates I add water it seems to work well across any range I have diluted it to.
|
|
- Aaron
- Sunday, 08/19/07 15:01:15 EDT
|
JLW: I had a small HF bandsaw that took a 48-1/2" blade which I always had to have made up for us. I found that the 18 or 24 tpi blades with a wavy rake worked best. I found the bi-metal hard baked blades worked best and got them from KBC tools. Only once in 20 years did I get some that they welded up backwards!! As for the useless table for for verticle use (I never used it horz. - I used a big Rigid for that) I took some 1x1x1/8 angle iron and bolted it to the bottom of the stock table with countersunk flathead screws to stiffen it up and it worked great. BTW the saw always cut a little off straight, but always predictably so, so it was never a problem if you fved it right!!
Jeff
|
|
Jeff
- Sunday, 08/19/07 15:11:47 EDT
|
JLW: Like -guru says: one high quality blade is much less expensive than 10 cheap ones. I used Lennox or Starrett only. Most of my work was in 10ga. or thinner.
|
|
Jeff
- Sunday, 08/19/07 15:20:04 EDT
|
Lennox blades, I paid $19.78 each i think. As i am local and the Hagemeyer truck delivers other stuff to my shop I don't have to pay shipping. I have never had a bad Lennox blade.
Like the Guru, I cut angle on the diagonal. I loosen the movable vise jaw a bit and it rides up over the bottom edge of the angle locking it securly so it does not try to rotate when I cut.
When i got my saws, a Jet and a Jet wannabe, I trued the back vise to the blade with a machinists square, and scribed a line on the table. I then swung the vise and set to 45 degrees and again scribed a line. The angle markings are just a sticker and not near accurate. The lines make for a quick set up.
I always check a new saw of these type to insure the gear box has liquid oil in it. I had one at the valve shop that was filled with grease, and it failed pretty quick.
I also usually add some moly disulfide to the oil.
|
|
ptree
- Sunday, 08/19/07 17:02:57 EDT
|
Punch lube.
The comercial shops run 5%, but tend to spray after every hit. More concentration and the lube builds up in the dies, and changes the forging. I am running at about 20%, but since I mixed it long ago, and have used and added water as it evaporated, I am not sure what the % is now. Still works a treat. Mine has frozen many many times as well, and I see no change.
|
|
ptree
- Sunday, 08/19/07 17:05:34 EDT
|
Stephen M.
I see this "packing" steel referred to in the older blacksmithing books, especially Holford's "Twentieth Century Toolsmith and Steelworker". A student, Harry Jensen, who worked for the Third Reich as a POW in WW II, dressed mining tools and he swore by it. He said that it definitely worked. I have also heard packing referred to as "refining steel", which sounds like a misnomer.
I think Holford suggests using flat overlapping blows just behind the cutting edge at a faint red into a black heat. He claims that when you finish hammering, the metal should show a bright black surface gloss where hammered. This is done only on relatively flat tools such as axes and chisels. Jensen used the same sort of heat on the mining chisels, did a quick zig zag with the hammering and finally one blow on the left behind the cutting edge, then one on the right, then one a little closer to the edge, in the middle. In any case, the workers were doing this on unalloyed plain carbon, high carbon steel.
I don't know whether packing works or not. To my knowledge, no annealing was done after the packing. Annealing might undo any "grain distortion" or work hardening that the packing blows imparted. I think that after packing, the next step was hardening.
I've written about this, because the subject comes up occasionally. Personally, I do not pack; I most often will normalize high carbon steel after forging to shape.
|
|
Frank Turley
- Sunday, 08/19/07 21:19:17 EDT
|
VIOLATING the 3 TEETH RULE: When You do this You need to keep the feed pressure low, and start into the cut slowly. Keep the blade speed up, the 220 fpm on the 4x6 saw is OK. when using My 4x6 saw in the horizontal mode I keep My hand on the saw to relieve the down pressure throughout the cut. I am not advocating using too coarse a blade when You are going to be doing a LOT of fine cutting, but if You were to change the blade every time You needed to cut a little thin stock You wouldn't get anything done.
|
|
- Dave Boyer
- Sunday, 08/19/07 22:20:41 EDT
|
Dave is perfectly correct. When you have to cut that occasional piece of thin wall tubing or EMT you can do it without damaging the blade if you reduce the feed rate by holding back on the saw. On these items it tends to start slow on the parallel surface then try to quickly drop through the sides of the tube. If you do not reduce the feed rate at this point you can strip teeth.
A few of the cheap saws have hydraulic feed speed reducers (shock absorbers) that can help in this regard. The old reciprocating saws had a ratchet mechanism that let the saw only feed so much per strike and this helps as well.
|
|
- guru
- Monday, 08/20/07 07:43:29 EDT
|
I would like to forge some sickle blades. How do I forge so the edge is on the inside of the curve? Sharp on the outside like a sabre is easy but how do I reverse this?
|
|
- philip in china
- Monday, 08/20/07 08:02:05 EDT
|
I would like to forge some sickle blades. How do I forge a curved blade with the edge on the inside of the curve? The edge on the outside like a sabre is easy but I don't see how to reverse the process.
|
|
philip in china
- Monday, 08/20/07 08:06:46 EDT
|
Sorry for the double posting. I thought the original one had disappeared. Having a bad week!
|
|
philip in china
- Monday, 08/20/07 08:08:16 EDT
|
Philip in China,
I made a sickle once for a museum exhibit, but I don't remember how I did it. I think I would do it the same as a knife or sabre, but I would over-bend on edge into a semi-circle, more or less. Then hammer on the concave flat with angle blows, allowing it to straighten a little.
Fine tune in a bending form. In the Southwest, we make curved firescreens, bending flat stock on edge, for beehive shaped fireplace openings. I made a "bending fork" with a horizontal ¼" plate bottom and top, the distance between plates a tad more that the working stock thickness. There are two vertical pins, one pin fixed between plates and one removable. The removable one gets fit through drilled holes in both plates and hits a welded stop a little below the bottom plate. A welded leg goes into the vise. It's ugly, but it works.
The removable pin allows one to work a long flat on edge, bending the hard way, so that you can quickly remove it without drawing it all the way out of the device. The top plate helps to prevent buckling, although there will be some. For the fire screen shapes, I use it on cold iron, although hot iron could be inserted.
Now I have a question. Most Western sickles have filed[?] lines on one side of the cutting edge, not at right angles to the edge. What's that about, perhaps creating a serration?
|
|
Frank Turley
- Monday, 08/20/07 08:59:32 EDT
|
sickle serrations.
It's my understanding that sickles used for cutting grains are supposed to be serrated because they are to be used with a sawing motion to cut the stocks. This reduces the grain that is lost that would be knocked out of the head otherwise.
|
|
JimG
- Monday, 08/20/07 10:34:53 EDT
|
Phillip, I would do as Frank suggested and over bend. Often these are are staggered processes. I would start with round stock, flatten some then bend, then draw some more and over bend then draw some more. If the outer edge is hot it can stretch and not compress the inside if it is cooler. If you leave the outer edge thicker than the finished thickness as you work you can flatten it to increase the curve.
|
|
- guru
- Monday, 08/20/07 11:23:51 EDT
|
Packing edges: well in the "bad old days" where you had pretty much straight carbon steels with no other alloys and they were often worked quite hot because the smiths did all their other work with real wrought iron; grain growth was a real problem---especially with thin sections like blades which tend to overheat anyway.
Nowdays we add alloying elements that help retard grain growth and help refine it during heat treat---why knifesmiths often normalize a blade three times as the first step in heat treat.
Back then your basic method to refine grain was to hammer it to "break up" the large crystals into smaller ones---(putting in enough dislocations that they renucleate smaller crystals during heat treat)
Unfortunately a lot of smithing "lore" that gets handed down has a basic problem in that things have changed on the metallurgical front and these changes have *not* made it into the collective memory.
When making something like a thin knife blade you can run the risk of damaging it by hitting too hard too cold---though the cracks often then get blaimed on the quench. If you are using modern steels it is better to use heat treat to refine the grain not forging!
Of course edge packing is part of the hype some bladesmiths use to differentiate their product. Note especially that some folk claim that it makes the steel "denser"---this is just wrong.
Thomas
|
|
Thomas P
- Monday, 08/20/07 11:46:27 EDT
|
Traditional edge packing involves multiple heating and cooling cycles that end up looking very much like the thermal packing the Guru described. My strong suspicion is that old-time smiths accidentally stumbled upon the grain-refining benefits of multiple normalizing cycles (thermal packing). But they mistakenly believed that those benefits had to do with the hammering they were doing, rather than the heating and cooling that accompanied the hammering.
I'm not suggesting that anyone should edge pack *now.* What the Guru refers to as thermal packing will produce better, more predictable results without the risk of cracking the blade by hammering it cold. (It's very commonly used by modern bladesmiths.) The only point of my little theory is that the old-time smiths probably weren't crazy to believe that edge packing was worthwhile. They just didn't understand *why* it was worthwhile. Real phenomena, misunderstood: I think a lot of superstitions begin that way.
|
|
Matt B
- Monday, 08/20/07 11:56:10 EDT
|
Active and passive fluxes: one of the main thing a flux needs to do is to help get the scale out of the joint so that steel can bond to steel.
Now scale will melt---but at a pretty high temperature; a lot of old fluxes were basically passive just helping to protect the surface of the metal until it reaches a temp where the scale melts on it's own. Worked pretty well for wrought iron and wrought iron derrived steels that can generally take a higher temp without burning than modern steels.
So you had things like powdered glass, clean quartz sand, rice straw ashes, (contains silica), dirt daubers' nests even wood or charcoal ash---seems like silica was the "active ingrediant" with a lot of these).
Now with modern steels they often weld at lower temps and burn at lower temps as well; so you want a more active flux to help lower the temp that the scale melts at and help clean the metal as some of those alloying elements form oxides that are hard to get rid of.
Borax is probably the simplist of the active fluxes; then using it as a base you can add in more active stuff like boric acid, flourspar, etc.
James Hrisoulas once posted a flux receipe he likes calling it "Steel Glue":
"5 parts anhydrous borax
2 parts powdered boric acid
1 part powdered iron oxide (the real STUFF NOT the concrete dyes)
1/2 part Flourspar
1/4 part sal ammoniac
This stuff sticks most anything together"
Generally I'm not forge welding high alloy steels and plain borax does ok for me.
Note that fluxes using flourspar and other reactive compounds ARE NOT GOOD TO BREATHE, especially at forge welding temps. Flourine gas does not play nice with your lungs!
"Practical Blacksmithing", Richardson, was written during the switch between wrought iron and wrought iron derrived steels and bessemer/open hearth steels and has several discussions IIRC on having to change fluxes for welding the "new" materials.
Note also that if you need to buy boric acid you can buy it at a pharmacy for a lot of money for a very little bit or go to a hardware store and buy roachproof that is about 98% boric acid with a bit of inert stuff in it. I'm cheap, no roaches in my forge!
Thomas
|
|
Thomas P
- Monday, 08/20/07 12:09:52 EDT
|
Matt, multiple normalizing does not refine the grain of old steels *without* deformation to allow it to renucleate new smaller crystals.
Of course most people will never work with such old materials anyway. (we're talking of stuff that is on the order of 150 years old or older) Of course if you are smelting your own from ore in a bloomery process...
I have some 1828 High Carbon steel that I will be making a knife out of that I will edge pack though...
Thomas
|
|
Thomas P
- Monday, 08/20/07 12:17:30 EDT
|
Thomas,
Why not?
|
|
Matt B
- Monday, 08/20/07 12:37:25 EDT
|
punch lube
I use regular "Never Seze" . Same stuff I ues on the trucks, so we can get them apart again. I't a graphite mixture. I don't punch much,but it works and doesn;t smell to bad. If TC's stuffis better I'll get some.
|
|
Steve Paullin
- Monday, 08/20/07 13:08:09 EDT
|
Matt; can we ring in a metallurgist to explain how they tweak the alloying so to make it refine grain theough heat treat?
Patrick, Quenchcrack, ?
The basics IIRC is that there is no reason for the crystals to reform if you just heat and cool, they should just slowly enlarge as they hunt for the lowest energy state; you need something to make them change from large crystals to smaller ones (which are at a higher energy state due to all the boundries) deformation works and there are alloying elements that will work as well. Old steels do not have such elements save perhaps for some specific ore bodies that may include a subset that may or may not make it into the metal produced from that ore body.
Thomas
|
|
Thomas P
- Monday, 08/20/07 14:00:03 EDT
|
I just happened on this site and saw where seveal people were asking about forced air gas forges.
Riverside Machine (Uncle Al the knifemakers pal) and Darren Ellis at Ellis Custom Knifeworks also sells the forge and all the parts to build one.
I used the plans at www.dfoggknives.com to build the one I have. By scrounging around and using the propane regulator I already had, I spent less than thirty dollars. It will reach welding temperature with no problems.
|
|
Da;e
- Monday, 08/20/07 14:20:27 EDT
|
Recrystalization of steel: Steel BEGINS to form austenite when heated above 1333F. The austenite continues to form up to the A3 or upper critical temperature which is controlled by carbon content (check an Fe-C phase diagram for details). The A3 temperature drops as carbon content increases to the eutectoid point of about .78% C. It increases again after .78. Above the A3 the austenite can really begin to grow by incorporating its smaller neighbors, like big soap bubbles swallow smaller ones. If you heat to a temperature just above the A3, you will get a fully austenitic steel with the smallest grains BASED UPON THE PREVIOUS GRAIN SIZE. If you heat above the A3, then hammer the piece to crush the austenite, then cool the piece rapidly (not quench), you will form very small ferrite grains in the crushed austenite. When you re-heat above the A3 again, austenite forms at the ferrite grain boundaries and you get a finer austenite grain size. Finer grain size improves toughness but lowers the hardenability of the steel. In plain carbon grades, this can be significant. Modern steels add aluminum, silicon and exotic stuff like vanadium to control grain growth at high temperatures. Al and Si are added to deoxidize the molten steel and the grain size control is kind of an added benefit. They precipitate at grain boundaries and prvent growth of the grain. However, over about 1800F the oxides and nitrides these elements form begin to dissolve and the grains begin to grow again. By the way, the crushing the austenite and rapid cooling is done every day in the steel industry and is called Recrystalization Controlled Rolling. It is used to strengthen low carbon steel plate and strip without further heat treating.
|
|
quenchcrack
- Monday, 08/20/07 17:34:50 EDT
|
PS: I just found my forge! It was in the second to the last box we opened in the garage after the move. Figures.
|
|
quenchcrack
- Monday, 08/20/07 17:37:23 EDT
|
Bob,
That tells us that forging can alter grain size, which is good to know. (Although I'd expect hammer forging, especially, would tend to produce a very uneven grain size that would require normalizing to sort out.) But is there any reason that you shouldn't also reduce grain size in plain carbon steels simply by thermal cycling? I know beyond a shadow of a doubt that it works on 10XX steels.
|
|
Matt B
- Monday, 08/20/07 18:16:17 EDT
|
Er, I meant, "shouldn't also BE ABLE TO reduce . . . "
|
|
Matt B
- Monday, 08/20/07 18:27:27 EDT
|
3 tooth rule and the stripping of bandsaw teeth.
Being a good scrounger, I bought one saw and the other was surplus to the needs...
I keep a 24 tooth fine blabe on one and a 10 to 14 variable on the other. Also handy to cut angles that are different on each end of a production run of parts.
I too have done the low feed and a prayer, with a course blade. And I too have ruined several expensive blades.
One of the things that takes longest on changing the blades if twisting the little knob to remove it to open the cover. I replaced mine with a short peice of 10 Ga copper bare wire bent about 100 degrees. In and it stays out in one second. Not a forethought thing, I lost the knob:)
|
|
ptree
- Monday, 08/20/07 19:04:42 EDT
|
Matt: Note my comment: "If you heat to a temperature just above the A3, you will get a fully austenitic steel with the smallest grains BASED UPON THE PREVIOUS GRAIN SIZE." The answer to your question is clearly yes. Simply normalizing CAN reduct grain size but you need to normalize at the lowest temperatures for the carbon content of the steel. Normalizing too hot will allow grain growth and the just defeats the purpose.
|
|
quenchcrack
- Monday, 08/20/07 19:55:53 EDT
|
Thanks, Bob. I wasn't sure what you meant by "based upon the previous grain size." I thought perhaps you meant something like "no smaller than the previous grains."
|
|
Matt B
- Monday, 08/20/07 20:05:33 EDT
|
If working with a known steel alloy I would urge You to follow the manufacturers suggestions regarding heat treatment, including normalizing after forging. Specifically, A2, A6 & D2 normalizing after forging is not recommended by Carpenter, I would tend to take their word on it lacking the R&D department that they have.
|
|
- Dave Boyer
- Monday, 08/20/07 21:25:17 EDT
|
Why does carbon content affect forge welging heat???
Please respond.
|
|
troy
- Monday, 08/20/07 22:25:38 EDT
|
Troy, the Guru answered your question immediately after your original post. Instead of getting bent out of shape (bs pun intended) take your time and Read What Others Have Posted
|
|
- Charlie Spademan
- Tuesday, 08/21/07 08:00:50 EDT
|
"Bent out of shape"... is that an arcane blacksmith term thrown into modern vocabulary? When I accidentally bend metal out of shape I get a little angry. Same thing if I lose temper. I've had to test my metal as well. I try not to have too many irons in the fire.
|
|
- Nippulini
- Tuesday, 08/21/07 10:36:10 EDT
|
Hi, i want to start doing my own hot dip galvanizing, what will i need?
|
|
markj
- Tuesday, 08/21/07 10:47:20 EDT
|
Matt B, remember most modern 10XX steels have a pretty substantial manganese content. Mn helps control grain growth to an extent, but also greatly increases hardenability.
For the record, it seems that what you, Thomas, and QC are dancing around (well, Thomas actually said it) is the issue of grain refinement in pre-bessemer steels and how sub-critical forging might help edge retention in such steels. Is that basically it?
If so, I'd suspect a crucible or "cast" steel a'la Huntsman would behave most like modern steels, rendering the whole edge-packing thing of little use. However, if you're talking shear steel produced by carburizing wrought iron, there may be something to it. The laminated structure of shear steel might do odd stuff to grain growth patterns, with the slag stringers acting as physical boudaries preventing grain consolidation. Whaddaya think?
Incidentally, the iron ore bodies around my area are so high in manganese that some were used as dual-purpose ores for either! Makes some darnedly tough wrought iron that was valued for wagon tires back in the day, and no doubt produced a good shear steel.
|
|
Alan-L
- Tuesday, 08/21/07 11:52:02 EDT
|
How are sheet metal cones roll formed. I have a 3 foot Pexto slip roller with standard rollers and have tried unsucessfully to play with loosening one end of the roller assembly.
I have seen hints/references that spcial conocal rollers are required. Basically I am currently forming half circle blanks into cones by hand over a mandre,l with good results, but it is to slow for the quantity that Ineed to fabricate.
Any advice will be appreciated
Dan
|
|
Dan
- Tuesday, 08/21/07 12:11:04 EDT
|
Alan-L, as regards to a Huntsman steel acting more like a modern steel - I've got to believe it would be more dependent on the chemical composition than the manufacturing method. I'd suspect that the early Huntsman steels were nearly carbon iron alloys and as such might have reacted similarly to shear steels of the period.
|
|
- Gavainh
- Tuesday, 08/21/07 12:24:41 EDT
|
Alan,
My theory was that the cold(ish) forging involved in so-called edge packing had very little to do with grain size, but that the repeated thermal cycling that was involved in the process very well *might* have produced a grain-refining effect, just as many modern bladesmiths refine the grain of forged blades through multiple normalizing cycles (sometimes multiple quenching cycles) at progressively lower temperatures. Thomas suggested that that sort of thermal cycling wouldn't affect the grain of, for want of a better word, primitive steels. (Pre-Bessemer is probably a better way to put it.) I didn't -- and don't -- think that was right, but since I'm no metallurgist I thought it'd be best to let Thomas explain why he thought that. Thomas punted to Quenchcrack, who seems to say that both forging *and* thermal cycling can reduce grain size, apparently even in very simple steels without manganese or other alloying elements. That makes sense to me. So I think we're done.
|
|
Matt B
- Tuesday, 08/21/07 13:22:53 EDT
|
Alan, by the way: I don't mean to blow off your slag stringer theory. I just don't know enough to have a worthwhile opinion on the merits. Perhaps Bob will.
|
|
Matt B
- Tuesday, 08/21/07 14:44:29 EDT
|
I am a blacksmith, 66 yrs young, and have a huge, 8 1/4 inch wide jaws, post vise that I have actually never put into service and wondered if anyone has ever seen one this large, I have not.
Probably weighs around 200 lbs. never weighed it.
Thanks
Dave
|
|
Dave Plowman
- Tuesday, 08/21/07 15:54:39 EDT
|
I think that we still have a definition problem since Huntsman steels are about a century pre-bessemer (the commercialization thereof).
Shear steels are made by carburizing wrought iron into blister steel and refining by repeated forging and welding.
Crucible steels (Huntsman process) were made by taking blister steel and melting it so it loses the ferrous silicate content of shear steel (floats to the top as slag...) and becomes a more uniform product
And as Alan has mentioned local ore content can affect final alloy content---*BUT* production methods can greatly affect uptake, mainly dependent on temperature. I know of a study that showed that comparing bloomery produced and indirect produced wrought iron from the same ore body the indirect method metal had close to twice as much Mn in it as the lower temp smelted bloomery method.
It would be interesting to do a simple experiment on thermal cycling to see if it does a good job of grain reduction on early steels. I can provide a piece of 1828 steel and some plain wrought iron including a piece I helped smelt from ore using a Y1K short stack bloomery. Anybody know a student in MatSci that needs a research project?
I would suggest overheating the samples to get large grain growth, polish, etch and photo. Then thermal cycle a number of times and polish, etch and photo and look at the relative change for each sample.
Thomas
|
|
Thomas P
- Tuesday, 08/21/07 16:08:31 EDT
|
Thomas, I wouldn't be all that surprised if someone has already done what you're proposing, or at least something very close. What we might need, to start with, is someone with access to some of the research databases that taunt me when I run Google searches on metallurgical questions. You know: the ones that give you a promising abstract, but won't let you read the article unless you fork over $30 or are working in a university library?
|
|
Matt B
- Tuesday, 08/21/07 18:07:38 EDT
|
I did not say forging reduced grain size. It must be incorporated into a process that produces austenite, crushes the austenite, then cools fast enough to form ferrite within the crushed austenite grains. Forging alone only flattens the austenite grains but does not increase the grain boundaries. This is like squashing chicken wire: the length of wire around each hole is the same whether it is flat or in a normal hexagonal shape. By cooling rapidly to form ferrite BEFORE THE AUSTENITE HAS TIME TO RECRYSTALIZE, the amount of ferrite grain boundary increases because of the many smaller grains within each austenite grain. When you re-heat to form austenite again, the austenite nucleates at the ferrite grain boundaries, creating even more austenite grains, which must be smaller to occupy the same volume of metal. I don't think the iron knows if it was formed in a Bessemer converter, an Eleactric Arc Furnace or a puddler furnace. The iron is obeying the laws of physics independant of how it got there.
|
|
quenchcrack
- Tuesday, 08/21/07 19:16:24 EDT
|
I forgot to mention that Manganese is not really a good element for controlling grain growth. Manganese is actually added to combine with sulfur to minimize hot shortness. Sulfur at the grain boundaries will melt below the melting point of iron and allow the steel to burn and fall apart. It also increases the hardenability of the steel when used in heat treating grades. It has a tendency to segregate to the center of the ingot or slab, along with carbon, creating dark bands of pearlite or even martensite in the middle of the steel shape.
|
|
quenchcrack
- Tuesday, 08/21/07 19:26:44 EDT
|
Ouch! Man, I think everyone here needs to chill out a bit, seems like lots of flames about. I think everyone should try their hardest to see things through the eyes of the other party before ranting on. Vicopper, Hofi said a pinch and also stated it gets brushed off immediatley. QC, the grain growth debate is so hot I could forge on it. Sorry to use "urban" venacular, but guys, CHILL!! I post very little here but check the den EVERY day, let's keep it peaceful.
|
|
- Nippulini
- Tuesday, 08/21/07 19:41:57 EDT
|
Hey don't stop Quenchcrack while he's giving us good info; I ain't finished learning yet!
Thomas
|
|
Thomas P
- Tuesday, 08/21/07 20:28:30 EDT
|
QC,
Thanks for the information, and now I have a question.
You said, if I understand correctly, that to reduce grain size you have to create austenite, then crush the austenite. but you also said that forging only flattens the austenite. So, my question is, how does one "crush" austenite if forging won't do it? Or am I missing something here? My understanding of metallurgy is pretty darn marginal, as you may have gathered over the years. (grin)
|
|
vicopper
- Tuesday, 08/21/07 21:00:20 EDT
|
Nips, don't worry, Dude. I ain't mad at anyone, I just want to make sure everyone understands what I am trying to say. This grain-growth debate comes to life about once a year and I keep trying to put some science in everyone's diet. I can remember visiting the website of certain folks who believe in forging naked in the light of a full moon, making primitive knives out of re-bar, and always pointing the blade north as it is quenched. If you think education is expensive, you should see what ignorance can cost!
|
|
quenchcrack
- Tuesday, 08/21/07 21:10:53 EDT
|
Vicopper, You can heat the steel up to just over the A3 temperature (just non-mag if you are using a .65-.95C steel) and let it cool, as in normalizing. This will create marginally smaller austenite grains which will form smaller ferrite grains when it cools. No forging involved with this process. If you really want fine grains, do the forging, rapid cooling bit as I described.
|
|
quenchcrack
- Tuesday, 08/21/07 21:16:50 EDT
|
QC,
Sorry Bob, I have another question, too. (I have a lot of ignorance to fill.)
Troy asked earlier about carbon affecting the forge welding temperature of steel. Well, I know it does, but I'll be darned if I know *why* it does. Can you explain that so I can understand it? I mean, I know the melting point of carbon is up around the temp of an O/A flame, so I'm having a tough time grasping why it lowers the melting point of iron. I really wish I had paid better attention in high school physics!
|
|
vicopper
- Tuesday, 08/21/07 21:21:04 EDT
|
QC,
Sorry for misquoting you; I was just trying to give a shorter summary of what you'd said. Paraphrasing, it sounds as if hammering while the steel is air cooling from above A3 to a black heat will produce the crushed austenite grains that you're talking about. Which suggests to me that there may in fact have been something to edge packing -- and that my initial impression, that the hammering was more or less superfluous, was wrong.
I'm not upset about any of this discussion and I hope no one else is, either. I have a lot of respect for Thomas and I'm always interested in what he has to say. If that hasn't come through in my questions/comments, I regret it and apologize. Truly, all I'm trying to do is understand the metallurgy of heat treating a little better.
|
|
Matt B
- Tuesday, 08/21/07 22:03:55 EDT
|
Dave Plowman,
I think I saw one leg vise approaching 9" jaws at Penland Craft School, North Carolina. This was at least 10 years ago. Most old catalogs stop at 8".
|
|
Frank Turley
- Tuesday, 08/21/07 22:13:54 EDT
|
Hot Dip Galvanizing: Markj, This is done in stainless or clay lined steel or iron tanks. Melt the zinc, dip the part. Melting is done with gas or electricity depending on cost and availability. Parts must be chemically cleaned before dipping. Scale free is best but some galvanizing is put over tight scale on large items.
Parts with holes and threads must be sized and toleranced for the thick layer of zinc.
|
|
- guru
- Tuesday, 08/21/07 23:21:47 EDT
|
RICH
THE BIG CAPS are only because it is easyer for me (MY EYE SAIGHT)and I did not mean to offend U !If yes i am very sorry about.
I made my resurch and with two chmists and came with different answers. i hope there is NO WAR betwin us.
HOFI
|
|
hofi
- Tuesday, 08/21/07 23:24:18 EDT
|
Cones and slip rolls: Some rolls have the capacity to make cones. Some do not. However, they do not make tight cones. Those that you can adjust closer at one end than the other will roll long tapered cones with two open ends. For tight cones such as you are making you need cone rolls with a cone shaped roller. If you are making 100% of a cone then no rolls will do that without some help. The problem with this type roll is that they work in a very narrow range thus are specific for the job and expensive.
Cones are also made on a break and you are more likely to make a 100% cone that way. However, you get many short small facets.
|
|
- guru
- Tuesday, 08/21/07 23:33:42 EDT
|
Heavy Duty +8 inch Vice: Dave, That is about the largest leg vice I have seen or found a listing for. See the chart on our Vice FAQ:.
These old vices sold by the pound, not the inch and generally a 200 pound vice had 8" jaws. However, as much alike as leg vices are, each manufacturer had their own patterns that were a LITTLE different. That, and the fact these were primarily hand made allows for quite a bit of variation in the same size range.
|
|
- guru
- Tuesday, 08/21/07 23:42:12 EDT
|
HOFI,
No offense taken, just a diference of opinion. I'm good with that. I think the key factor is that a compound can decompose at a temperature below its melting point.
When sodium chloride decomposes it produces two toxic substances, chlorine and sodium oxide. It takes oxygen from the air or water for this to happen. To melt sodium choride I think you need to exclude air so it doesn't decompose first, though I'm not certain of this. Perhaps one of your chemists can answer this for us?
Rich
|
|
vicopper
- Wednesday, 08/22/07 00:22:56 EDT
|
guru
Thank you for your response regarding the roll formed sheet metal cones. Your response confirms the findings of my research. The problem is that I have found no specific literature on the subject. What I really need is a reference to technical literature discussing the design and use of these specialized machines.
If I could find a users manual that might be sufficient. But I suppose from what you say that a machine to roll form these cones is available only as a custom built machine. Is that the case?
Appearance is important, so the faceted break form cones are not an option.
Thanks again.
Dan
|
|
Dan
- Wednesday, 08/22/07 07:59:10 EDT
|
QC, Gavainh, Matt, and Thomas: Good points and answers all. I too am just trying to increase my understanding of what's going on in those little crystals of joy we call steel. I actually LIKE some science in my diet, after all (grin!).
Now that we've flogged the grain-growth and edge-packing horse, isn't it about time for the "HC" railroad spikes and superquench spectre to rear its ugly head?
Ducking and covering in east TN...
|
|
Alan-L
- Wednesday, 08/22/07 08:31:03 EDT
|
Dan, I have seen a photo or drawing of these machines, perhaps in my library. I will search and see what I can do.
|
|
- guru
- Wednesday, 08/22/07 08:31:25 EDT
|
Cone Rolls:
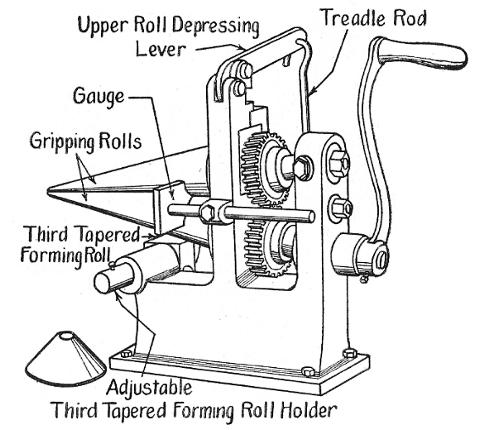
Sheet Metal Workers Manual, L. Broemel and J.S. Daugherty, 1942, Frederick J. Drake and Co., Publishers.
These have two hand driven friction rolls closed by a treadle or weight by the lever at the top. The third roll (back of machine - not shown) is adjustable in and out and at an angle. Thickness capacity 28ga.
This machine was made with a practical limit of a 5/8" diameter minimum small end (probably due to using cast iron) but could be made to a sharp point. However, due to material thickness a rolled cone should have some small clearance allowance at the point. The rolls are the minimum cone that could be rolled but larger diameters can be rolled by adjusting the back cone.
|
|
- guru
- Wednesday, 08/22/07 09:24:13 EDT
|
Can sheetmetal cones be spun on a spinning lathe? Probly end up with more of a frustrum though.
On the temperatue of melting thing; could it have to do with having a more imperfect crystalline structure so the atoms are not bonded as well? IIRC in chem class that contamination of something lowers (and spreads) melting points and raises boiling points.
Now QC none of those "rituals" adds to the cost save for nasty scale burns in sensitive places. Since so much of the cost of a custom knife is the hype that goes with it and the reputation of the smith some folks will do most anything to set their work apart!
Thomas
|
|
Thomas P
- Wednesday, 08/22/07 11:32:32 EDT
|
Hello,
I am doing a project in chemistry about the crystal structure of metal, and how different chemicals and methods of heat treating affect it. I was wondering if anyone could tell me specifically, or draw me a picture(I can be pretty slow), as to how to make a molten salt bath. I would also like some adivise as to what are good books to use, besides the machinery's handbook, which I am currently using as a source.
Thank you all for your time
Derek
|
|
Derek
- Wednesday, 08/22/07 11:37:52 EDT
|
Derek, Molten salt baths vary in complexity. They are simply a container resistant to the salts (a stainless crucible or tank) and a method of heating them. The heat (electric or gas) needs a temperature controller (measurement and set points). There should also be a forced ventilation system as the discussion about salts (even table salt) notes above.
The type of salt varies (see our heat treatment FAQ) depending on temperature and safety concerns.
I believe Don Fogg has a salt bath furnace on his web site (or did at one time).
|
|
- guru
- Wednesday, 08/22/07 12:21:56 EDT
|
Derek - check out Don Fogg's bladesmith's forum. Plenty of info on constructing salt baths is present on the forum.
|
|
- Gavainh
- Wednesday, 08/22/07 12:23:37 EDT
|
Spinning cones: When friction driving something you can form the center in a press an then use fitted drivers. Pretty simple to do in a lathe. The spinning may be more difficult than rolling and welding but would result in a seamless part.
|
|
- guru
- Wednesday, 08/22/07 12:24:41 EDT
|
I would not be to worried about the traces of chlorine given off by useing salt as an occasional punch lube, I assume its the same stuff that they put in our drinking water and lace our swimming pools with ?
Of course every one should forge in a nice well ventilated enviroment anyway - one of the biggest hazards (rarely mentioned) is the odourless, colourless carbon monoxide, which will slowly poison you over years, or just kill you out right - CO detectors are very inexpensive now, and I would say a must have if you are forging in an enclosed space.
|
|
- John N
- Wednesday, 08/22/07 14:00:38 EDT
|
Chlorine Gas: John, There is quite a difference. The chlorine in the pool is generally a compound similar to laundry bleach. Bad stuff but not a gas. However, if you mix chlorine bleach with some of the "enzyme" detergents it will liberate chlorine gas in dangerous quantities. Chlorine gas burns the eyes and lungs. It has a distinct smell much stronger than the compounds and sea air salt smell. Gas exposure often means a lifetime of low lung capacity (emphysema) and can also lead to pneumonia and death.
You are right that the occassional use as punch lube in the small shop it probably is not a problem but convert that to daily industrial use and you may have a significant problem. Businesses often start as a small operation and grow to large. Carrying what worked in the backyard can be dangerous.
My complaint about it was rusting my tools and machines. Any trace of salt rapidly accelerates RUST, especially on forge tools that have all paint and oil burned off of them.
|
|
- guru
- Wednesday, 08/22/07 15:15:08 EDT
|
Rich, thanks for the detailed info on NaCl decomposition. I'm slowly working toward a high temp salt pot (I almost have all the parts, actually), and I've been planning to use a 50/50 mix of KCl and NaCl for the bath. It never occurred to me that this might produce chlorine gas. I don't expect to have to heat treat at 1800F, but it's still good to know.
|
|
Matt B
- Wednesday, 08/22/07 18:13:42 EDT
|
I am looking for a process to austemper some stainless steel (400 series) discs about .03 thick 3.0" dia. i have a heat treat oven that purges oxy. with nitrogen. how can I do this?
|
|
Lee Booher
- Wednesday, 08/22/07 18:54:03 EDT
|
Na-Cl and chlorine.
As an industrial safety and enviro guy, I daily do evaluatiuons on new chemicals BEFORE we use them. So when I say I will try the salt for punching, I start by doing some research. I often ask a " the usual suspects" for explanations and info, as everything I need may not be in the MSDS sheet or in the tech sheet.
Research to date is as follows;
Asked my friend the industrial chemist, who looked at the issue and replied a few hours later
"It may work. The Cl will likely be outgassed (be careful as chlorime gas is NASTY). Sodium will readily bond with most surfaces, and may have some value for tthis application"
I looked at the NIOSH site for info on Chlorine, as My training in war gasses was in the 70's as an ARMY Chemical, biological, and radiological NCO.
NIOSH says
"IDLH 10 ppm, OSHA pel 1 ppm" IDLH is Imediatly Dangerous to Life and Health. PEL is permissible Exposure Limit. This is a time weighted average, IE over 8 hours.
NIOSH also states " Reacts explosively or forms explosive compounds with many common substances such as acetylene,ether,turpentine,ammonia, fuel gas, hydrogen, and finely devided metals"
Now from memory, from ARMY training. The first use of gas warefare in WWI was chlorine released from compressed gas cylinders. Chlorine attacks the exposed skin, eyes and lungs. Severe burns of the eyes often resulted in blindness and the gas causes burns in the lungs that results in fluid accumulation that makes breathing very difficult and can easily kill.
Remember that the IDLH is 10 parts Per Million in air. Thats is a quantity of 29 milligrams in one cubic meter of air. The permissible exposure limit is 2.9 milligram in a cubic meter of air breathed over a 8 hour period. This limit is intended to be a limit that PREVENTS injury to workers.
Now using a "Pinch" of salt would seem to be a tiny quantity, but is probably something like 1 or 2 grams of salt. The permissible exposure limit is 2.9 thousandths of a gram per cubic meter of air. My shop has about 92 cubic meters of air, so about a quarter of a gram of chlorine would be about the permissible exposure limit if no air changes. I of course have heavy air exchange, but this also does not look at local area clouds as the gas may evolve.
Al;l that said, I will look in my stash of PPE and see if I have a acid gas filter for my full face mask, but will also be sure to try any experiments outside, with the breeze to my back.
Sound like overkill? In industry, this is more or less the expected research. Did I mention that I was once underground, over a mile from the entrance to the water treatment plant, in a chlorinator room, doing valve modification on chlorine valves when I pulled the bonnet off a valve and a stream of liquid chlorine rolled out? I was NOT wearing a SCBA due to the utility assuring me that the line was tested clean, and was 500' down the tunnel by the time the utillity guy turned to tell me run as he donned his scba:) I still have some minor breathing issues from that one.
For John N, I looked at the MSDS for a popular bleech and the active ingredient is "Sodium Hypochlorite" at 5.25% to 5.5%. The hazardous products of decomposition are indeed Chlorine if mixed with highly acidic materials and polychlorinated Phenols when mixed with phenolic cleaners.
And it lists chlorine as a hazardous product of combustion.
And yes carbon Monoxide is a silent killer. The IDLH is however much higher as is the OSHA PEL CO has an OSHA PEL of 50 PPM and the action level is 25 PPM. Many sites list CO as IDLH at 100 PPM.
This is not a rant, just the results of facts found during research.
|
|
ptree
- Wednesday, 08/22/07 19:00:23 EDT
|
Chlorine gas (off the blacksmithing topic):
Just wondering, but, Guru, when you talk about the "enzyme" detergents, is that roughly the same as the chlorinated bleach and ammonia stunt? I know first hand that mixing those two is a bad idea. We had a dishwasher at the restaurant who decided to mix a gallon of both in the mop bucket. Having to escort 40 patrons out was no fun, but luckily no one was injured (the dishwasher might of been brain damaged from it, but obviously it didn't make any difference to start with....).
-Aaron @ the SCF
|
|
thesandycreekforge
- Wednesday, 08/22/07 19:08:47 EDT
|
Aaron, many houswives were sickened and a few killed by that stunt in the 50's.
Many of the engineering polymers also give off chlorine when overheated or combusted, but the worst one I have dealt with was moldable Saran plastic powder. When overheated it started to unzip and flourine gas was evolved in fair quantity. and once it started, it was exothermic, so it unzipped the enitre bulk. Only way to stop it was to toss it in a SS bucket of water to rapidly pull the ehat out. You have to replace the bucket pretty regular though as hydroflouric acid is pretty tuff stuff.
and basically the chlorine and florine in the air combines with the mosture in you lungs and presto chango acid.
|
|
ptree
- Wednesday, 08/22/07 20:01:35 EDT
|
ehat + heat
|
|
ptree
- Wednesday, 08/22/07 20:02:19 EDT
|
HI Thomas P
My firepot is cast iron.
|
|
Ethan
- Wednesday, 08/22/07 20:05:41 EDT
|
For a change of recent pace, here's a topic that *doesn't* involve any chemistry or serious metallurgy.
I've been getting by with a makeshift anvil, and only a mediocre one. Now I've gotten ahold of six, 1"x8"x20" steel plates, and I'd like to fabricate them into a sort of bladesmithing anvil on steroids by welding them all together with a proper, hardened face on one end. This'd give me a 6"x8" working surface with about 285 pounds of steel directly under it, plus a built-up horn. (See the "church window" anvil here for a clearer picture of what I have in mind for the welding, and for building up the horn: http://tinyurl.com/39tj3n)
That's the setup. Here are the questions.
1) What's an appropriate steel for the face of the anvil? I was thinking along the lines of 1075.
2) Where can I get a 1"x6"x17" piece of that steel? (When I buy tool steel it's from places that cater to bladesmiths. I have no idea where to find something this size.)
3) Will a 225 ampere, AC arc welder handle the necessary welding?
4) Heat treating a 300+ pound mass of steel -- even just one end of it -- is going to present some challenges. Any suggestions? I've thought about heat treating the face alone, before welding, but I just can't see how to do it without ruining the temper during the welding process.
|
|
Matt B
- Wednesday, 08/22/07 20:47:23 EDT
|
I think the AC 225 welder will be suficient to weld the plates together, You will need to chamfer the edges to provide a "V" groove to weld. 30 degrees X 1/4" each side to make a 60 degree X 1/4 DEEP X 1/4+" wide weld prep should do. There is no real good way to add a hard face, if You can find some impact resistant hard surface or tool steel rods at surplus price, a weld deposit face is probably Your best choice. The problem with an atached face is getting absolute contact between the two. This pretty much requires machined or hand scraped surfaces. If You could get the end up to brazing temperature, You could in theory braze a relatively thick [1"] plate of air hardening tool steel to it, and it would be hard when cool. Tempering to about 56-59 RC would finish the job. The end of the welded assembly would need to be as flat as You could get it with grinders, belt sanders ,scrapers & etc. before brazing, as a good braze joint is only about .003" thick.
|
|
- Dave Boyer
- Wednesday, 08/22/07 21:47:08 EDT
|
I have a fairly new anvil...Nimba Gladiator to be exact. I noticed this week for the first time that it seems to have become magnetized. Is that normal? Is it a problem? I have had other anvils for much longer and never noticed it with them... Thanks
|
|
Jim A
- Wednesday, 08/22/07 22:43:34 EDT
|
That anvil is undoubtedly possessed by evil spirits and you should immediately send it to me for exorcism. Once I am absolutely sure it is free of bad influences, I'll return it to you. Say, in twenty years or so. (grin)
Seriously, I have a Gladiator and haven't noticed any magnetism in it. If the magnetism is posing a problem for you, check with you local TV repair place and see if they have a deGaussing coil big enough to pass over your anvil to demagnetize it. They aren't likely to have one big enough, so you may have to make one yourself. I'm sure there's instructions on the web somewhere; it isn't that difficult.
|
|
vicopper
- Wednesday, 08/22/07 23:12:26 EDT
|
Help!! I have a tricky problem-- not blacksmithing, but tool-related. Putting a new roof on house, roofer left me with OSB (fancy particle board) sheathing under HD corrugated steel roof. Gotta cut a 14" OD hole in OSB for 2" setback from combustibles on rated 10" woodstove flue pipe, but then immediately above that a 10" hole in tin. Home Depot has: Ryobi, DeWalt, Rotozip spiral saws available. Any user evals on these tools much appreciated.
|
|
Miles Undercut
- Thursday, 08/23/07 00:48:06 EDT
|
My rotozip is an awesome tool, the only problem is that it can easily get away from you when cutting. I would recommend a jig saw with a metal cutting blade. It will cut slowly through the wood but shouldn't get away from you or tear up the tin roof.
|
|
juterbock
- Thursday, 08/23/07 08:20:39 EDT
|
Miles, I used to have a preference for Industrial B&D, which was taken over by DeWalt then exported the manufacturing to China. . The Rotozip turns to fast to properly cut tin (it may work but the cutter will not be good for anything else after).
14" . . If your hole is centered between 24" rafters OC then you will have 22.5" (maybe) which means a tool with a maximum round base of 8.5". If the rafters are 16" OC you only have 14.5" and a 1/2" diameter tool is it. . . I think my standard router will fit in the 8.5" diameter space.
I rather despise problems like this. When I build I try to accommodate passthroughs during construction. I know, its NOT the way its done. . . I cut the holes for the pipes in the wood before the tin is laid and then in the tin with a slit for the flashing to pass through while it is being laid. I think the last time I did this I put an end seam in the tin at the pipe and extended the sides of a U shaped cut well beyond the pipe flashing in both directions. This had an equally long "flash plate" that went under the commercial penetration. No leaks for me. . . .
I just built a bench with an OSB shelf. I will never again use OSB. Cuts like old water swollen chip board or styrofoam, can't hardly mark on it and it is generally excrement. Be careful where you walk on that roof.
|
|
- guru
- Thursday, 08/23/07 09:08:53 EDT
|
Magnetic Anvils: It happens. . . and has come up before. Would you believe rubbing a piece of tool steel the wrong way will magnetize it? Yep, but takes a lot of rubbing. However, it happens often to cutting tools so machine shops have small demagnetisers.
The harder the steel the more permanent the magnet and more likely to become magnetic. That is why those cheap soft horseshoe magnets in kids toy and school sets often lose their magnetism. .
Would you believe that repeatedly striking a magnet with heavy blows will reduce its magnetism? So all is not lost.
Just be sure to move your anvil off that lay line and rotate its direction daily if not more often. :o) (big grin)
|
|
- guru
- Thursday, 08/23/07 09:31:11 EDT
|
Miles, if there were space between the OSB and the tin my tool of choice for jobs like that is the venerable Milwaukee Sawzall or one of its clones. With a decent variable-pitch demolition blade you could zip it out in seconds. With the tin directly atop the OSB, have you thought about using a router on the woodlike substance followed by a reciprocating or jig saw? You could set the depth of cut on the router to leave a paper-thin layer of OSB which you could then remove with a utility knife. I'd also drill a center hole throught both layers of material to use in laying out both circles to ensure concentricity. That way, after the woodlike substance has been removed you'll still have a true reference point in the tin.
|
|
Alan-L
- Thursday, 08/23/07 09:51:45 EDT
|
MattB; chunks of high carbon steel are expensive to buy new----have you thought of using a piece of fork lift tine as the "face"? It will be a lot of fun getting a full penetration weld between it and the body of the anvil and I'm sure you already know to set those plates in a vertical orientation, not stack them horizontally.
I'd check with a rental or sales/repair place and find one that was damaged and so not re-usable from a liability standpoint.
On heat treat: yup it will take a bunch of heat to get it to the proper heat. IIRC Charles McRaven had a local volunteer fire department use a high pressure hose to do the quench as just droppin it in a lake won't do as the steam jacket will slow the cooling rate below what is needed.
Thomas
|
|
Thomas P
- Thursday, 08/23/07 10:50:59 EDT
|
Thanks all, for the advice-- cutting the material is not the problem (I have an ancient recipro saw that'll do that in a flash), it's cutting the OSB without penetrating the tin lying smack dab atop it. I mainly am curious as to what users think about how the various brands of spiral saws (which are just little hand-held routers), Ryobi, DeWalt, Rotozip, behave-- and hold up-- in actual use.
|
|
Miles Undercut
- Thursday, 08/23/07 11:09:32 EDT
|
Great suggestions, Thomas. Thanks very much. (And I only live three blocks from the local VFD!) Yes, I'm definitely planning to arrange the plates vertically, so all the mass is under the work.
|
|
Matt B
- Thursday, 08/23/07 11:37:45 EDT
|
Miles,
My preferred power tool brand is Milwaukee (which I can't always afford), but I am not sure that they make a rotozip type cutter. My second choice would be Bosch (the Rotozip). I have a 1/2" Bosch drill (one of their big 8 amp hammer-drill types). We've used it to drill that super-hard species of wood (the name escapes me) refinishing three trailer decks, drilled 1/4" holes in 1/2" steel, and various other abuses and the thing just wont be beat. Of course, I've no experience with a spiral cutter tool, but based on brand, I'd say Milwaukee (if they even make one), or Bosch would be my choice.
-Aaron @ the SCF
(while your at it, replace that old recipricating saw with a new sawzall, and tell the significant other that it was a must have for the project at hand!) :)
|
|
thesandycreekforge
- Thursday, 08/23/07 13:39:41 EDT
|
Crisis resolved, if not exactly solved: CEO here at Entropy Research has spoken, says bag the spiral saw jazz and drill a damned pilot hole above dead center on the flue, go up top, cut a bloody 14-inch hole around pilot hole with reciprosaw (or that Sawzall in the ABQ Craig'slist now for $50!!), insert pipe, slap on a goodly quantity of goop, slap on stainless flashing mit der stainless boot, and say to hell with it, life goes on.
Many thanks to all for thoughtful advice. I will file it away to use in next crisis.
|
|
Miles Undercut
- Thursday, 08/23/07 14:41:11 EDT
|
Two minor points:
Chlorine gas is commonly used in water treatment plants and large swimming pools. Remember the attack a while back in Iraq where they blew up a Chlorine tank truck?
2. DeWalt is a brand name owned by Black & Decker. B&D had so severely diluted the brand name with cheap discount store tools they found users reluctant to pay a over a hundred bucks for tools of the same brand as a $20 POS from Wal-Mart, so they revived the DeWalt name.
DeWalt originally made tools which weren't exactly portable: Large (14" IIRC) very heavy duty radial arm saws. DeWalt had been acquired by B&D (or maybe somebody else they subsequently acquired) and discontinued a decade or two before the brand was revived, but the name was still associated with quality, so Black & Decker slapped it on their higher grade tools, rather than creating a new brand.
Today Black & Decker is a conglomerate which owns a remarkable number of tool brands: Not only B&D and DeWalt, but Porter Cable and Delta as well.
|
|
John Lowther
- Thursday, 08/23/07 16:25:44 EDT
|
Rotozip: I do not have one of these but I have had Dremels since I was about 10 years old. EVERYTHING in the Dremel manual is a task waiting to destroy this handy little tool. Wire brushing rust off lawn furniture????? But for small scale work they are the cat's meow and there is a whole sub industry devoted to guitar making fixtures to use with a Dremel.
The Rotozip is a considerably heavier duty tool but it is not a full scale router. I've done Rotozip type jobs with a router. The trick is the spiral cut saw. I think I used a rotary file. Worked OK.
|
|
- guru
- Thursday, 08/23/07 17:04:55 EDT
|
OK you guys are a riot!!! Thanks for the info on the magnetized Gladiator. I am wondering if the north/south lie line is the issue and I will change it....once....to see (gotta love those portable 450lb anvils). Oh yea and vicopper, I will sure let ya exorcise it for me....anytime you want to come to my shop and work it out, you are welcome!!!! I have several projects needing attention!
Thanks again,
Firedog & the Dancing Hammer
|
|
Jim A
- Thursday, 08/23/07 18:09:58 EDT
|
Jim A, I have a lovely Trenton that is a 1903 and not magnatized yet. I will trade you for you poor magnatized anvil so that you don't have to put up with the issue. Did you perhaps put a big magnet under the heel to stop the ring? :) And the Trenton has a lovely ring so it will sound much the same:)
|
|
ptree
- Thursday, 08/23/07 18:39:43 EDT
|
Jim A: If You have an AC welder You can hook the electrode holder and the ground clamp together and make a coil of the cable big enough to pass over the anvil. Set the machine to a moderatly low amperage so You don't burn anyting up, and pass the coil of cable up and down around the anvil, and then move the cable coil so the horns pass in and out of the field as well. Do this for only a few minutes so You don't excede the duty cycle of the machine. Don't turn off the machine with the anvil in the field. This should demagnatize the anvil. Or You could bring it to Me, and I will do it when I "get arount to it". At least I don't live on an island in the West Indies.
|
|
- Dave Boyer
- Thursday, 08/23/07 23:29:02 EDT
|
Magnetized anvil
Or unless it's magnetized enough that you hammer sticks to it leave it as is and don't worry about it, it'll save you having to crate it off to Rich, or Dave's...
|
|
JimG
- Friday, 08/24/07 10:10:05 EDT
|
Neat trick with the welder cable; perhaps an extension cord with something running on the end of it will work as well. The fluxuating fields from the AC is what is doing the job.
Thomas
|
|
Thomas P
- Friday, 08/24/07 11:19:25 EDT
|
Thomas is right once again, it just needs to be AC. When I was in colledge I worked as a techie in the theater one year, hanging lights and so on. The lights were hung from steel pipes suspended from the ceiling. We were told to always run the cable ALONG the pipe, never AROUND the pipe, but nobody told us why (I knew, being a physics student at the time).
We had two theaters, one big one and one small one for "in-the-round" shows. The small one had very low ceilings, and the pipes for light-hanging were longer than some. One day we were hanging lights for a new show, and one of the new techs wrapped the cable in a spiral for the full length of a ten-foot pipe directly over the audience seating area. The lighting designer noticed, so he called the group over to look. "Why is this a bad idea?" he asked us. I was the only one who said "He just created a BIG electromagnet, that's why." I had to explain why this happened, and then the lighting director told us how he found out.
Turns out in that very theater he had wrapped a cable along a pipe like that his first day on the job. Nobody noticed until opening night, when the magnetic field stopped three rows' worth of watches deader than dead. This happened around 1970, thus the many dead watches. Imagine what would have happened today, with pacemakers and implanted defibrillators being much more common! Not to mention electronic memory devices...
|
|
Alan-L
- Friday, 08/24/07 13:23:31 EDT
|
Note: I obviously did not learn to spell in college! (hangs head in embarrassment and hopes nobody notices the extra "d")
|
|
Alan-L
- Friday, 08/24/07 13:24:55 EDT
|
Hello everyone
This is my first posting to this site. I guess you would call me a "newbie" in this respect as I have never gotten involved with any on-line type chats or forums before.I have however been reading the postings on this forum and must say that it is great to see so many experienced Smith's, metal workers,and such that are more than willing to share their knowledge and experiences with everyone from masters of their trade to people who are looking to try their hand for the first time in the trade.
Perhaps a little background on myself as a way of introduction.
I am one of the rare breed of Blacksmith's today that has actually served a full apprenticeship! I am 56 years old and live in Ontario Canada, about a twenty minute drive from the heart of the beautiful Thousand Islands region of the St Lawrence River.As I said , I have served an apprenticeship in industrial Blacksmithing at Algoma Steel Corp. in Sault Ste Marie Ont. I started in 1980 and after 7,280 hours worked, 3 years of night school with courses in Math,Metrics, Mechanics, Blueprint reading, fabrication and layout,welding and burning, and basic metallurgy and heat treatment i received my papers.
As Algoma Steel was a major steel producer including Cokemaking, Ironmaking, Steelmaking,Hot roll mills, Cold work Mills and a tube division I have seen all aspects of making and forming of steel products.
The shop I worked in had five highly skilled Blacsmiths that produced any number of tools and items for use out in the mills and steel and cokemaking dept's.We had three power hammers that ran on 250 psi steam pressure and where controled by what they called hammer drivers. The drivers controlled both the strength of the blow as well as the number of strokes and believe you me these guys were masters of their job.One hammer was 1000#(ram weights)one 1500# and the big hammer was 3000#. Each blacksmith had a helper and the one on the large hammer had two helpers.We forged things ranging from small cold chisels for lightweight chipping guns used by the welders to overhead crane hooks up to a one hundred TON capacity. By the way, a hundred ton overhead crane hook was made from a 16 inch square billet forged round under the 3000# hammer and took every Blacksmith, helper and hammer driver in the dept. to make and took about a week to complete! The hook itself weighed in at between six and seven tons when finished.
A couple of years after completing my apprenticeship the Steel plant took a turn for the worst and of thirteen thousand original employees they went down to about three thousand.I was fortunate to find a job as a blacksmith working for aan autoparts forging operation down in this area and spent 22 years as their blacksmith making tongs for the forging hammers as well as various other tools and did all their heat treating for their tooling used in the finishing dept, such as cold coining dies,cold punches,trimmers etc.
Well as fate would have it this plant too closed down and moved on so now I am semi-retired and in the process of building a new forge shop to work for me for a change.
I am fortunate to have made most of my tools I have when I was working for someone else and brought them with me.
I had asked my last employer for my anvil I used at the shop,the blacksmith vice and a few other things and they agreed. Unfortunately another employee( still unknown to this day) decided he wanted them. When the plant closed he managed to get in and get the anvil out without being seen but I at least got the rest of the stuff I wanted.
I mention the missing anvil because of the postings I have seen in regards to finding an anvil. You are correct in saying that they are not just sitting about for free and that you have to go looking for them and PAY for a good one. It is also true that once you have found your first one and made enough contacts that others will come along.It took me awhile to get my first one(almost a year) and have since aquired two more so GO Look as they won't come to you!
Well I guess I had better stop with this "introduction" for now. As my wife repeatedly tells me I tend to get carried away when talking about such things(Big grin).
I will be back on a regular basis to this forum and ,hey who knows?, I might even be able to contribute something once in a while!
On a final note: I must say that Anvilfire is the most comprehensive and informative site dealing with Blacksmithing and I Salute all those who have or had a part in making and maintaining this site.
WELL DONE!!!
Terry
|
|
Terry Smith
- Friday, 08/24/07 14:03:07 EDT
|
Terry Smith,
WELCOME to Anvilfire! We're glad you decided to join in and tell us something about yourself. It sounds as thoug you have a wealth of good information that we all can benefit from, and perhaps we can be of some use to you, as well. Well met!
Rich Waugh
|
|
vicopper
- Friday, 08/24/07 14:28:12 EDT
|
I'd like to welcome you as well Terry, and suggest that you write up the story about forging the hundred ton hook and send it to Jock to put on the stories page.
|
|
JimG
- Friday, 08/24/07 14:59:15 EDT
|
Welcome Terry Smith. There is a nice sized contingent of friends from north of the border that join us at Quad State in Troy Ohio every year. Always be glad to add another friend at the campfire and dinner.
|
|
ptree
- Friday, 08/24/07 18:06:43 EDT
|
Carbon content and forge welding temperature: I have one of those puny Whimper Baby forges that does not get to forge welding temperature regardless of what they say. Having said that, you can understand why I have no practical experience with forge welding temperatures. I cannot give you a theoretical explanation either. The addition of alloy elements ususally results in a change in melting point, conductivity, etc. but forge welding takes place well below the melting point. Most of my metallurgy texts are still in boxes but when I get them back on a shelf, I will try to remember to research this issue. For now, consider it Pure Magic.
|
|
quenchcrack
- Friday, 08/24/07 18:16:00 EDT
|
Bob, Who would dare to ever question the pure magic state of forgewelding? :)
|
|
ptree
- Friday, 08/24/07 19:12:33 EDT
|
QC,
Thanks for thinking about that for me. I have always considered it an FM phenomenon, but was hoping there was a simple explanation that I'd never gotten before. Drat; I really hate not knowing the "why" of a thing.
|
|
vicopper
- Friday, 08/24/07 19:13:27 EDT
|
I don't think an extension cord's a very good way to make an electromagnet. The magnetic fields generated by the two conductors cancel each other out.
I always wondered how those GFI outlets worked. Then I took one apart. They simple put a coil around both hot and ground. As long as the currents in both are the same (but in opposite directions), there's no voltage induced in the coil. But if the current's greater in the hot than the neutral (because some's going somewhere else, the coil generates a voltage that trips the breaker.
I think it's a brillantly simple design. 20 amps in each conductor and nothing happens. 19.980 in one and 20 in the other, and it trips.
Going back to the original question, if you split the two conductors in the extension and wrap one around the anvil, and you'll have a pretty good magnet.
|
|
Mike BR
- Friday, 08/24/07 19:45:28 EDT
|
Hello, as a fixer and user of older tools I find myself in need of some of those steel sphers that appear on the ends of vice handles, say 1.75od, with 7/8 shaft. My current project has a brazed goober pretending to be such a 'knob'
Does anyone sell these things, or do I have to try and forge one (and is drilling allowed). Ditto on the end dingus on the threaded shaft of "C" Clamps, not the handle, but the flat thing swaged onto the end of the shaft.
Thanks in advance.
|
|
- Orygun's Tim
- Friday, 08/24/07 20:08:26 EDT
|
Tim,
That's a very nifty little forging project, making a vise handle. Lots of fun getting the second knob upset and forged round with that big screw dangling off it!
Since I have a power hammer, I'd take a piece heavier stock, isolate a chunk on the end to make a ball and draw the rest out to make the handle shaft. Then I'd form a tenon on the end of the shaft and use that to put on the second knob...after the handle was through the screw, of course. Don't even bother asking why I put *that* reminder in there, it's personally embarrassing. (grin)
The toggle-pad end on C-clamps is another fun little project, as long as you don't have to do fifty of them. Take a piece of round bar abit smaller diameter than the toggle pad and isolate 1/2" or so of it using a side-set that will leave a nicely tapered "pinched-off" end. Set that piece on the anvil and give it a light whack to flatten that pointy little end and then punch a hole down into it that will allow the end of the screw to set into it deep enough to clear the little knob on the end of the screw. Now you just take a blunt chasing punch and chase down the edges of the hole all around the thing to hold it on, but still allow it to toggle. Not too bad really, just a bit "fussy-puttery" about close fits and all.
|
|
vicopper
- Friday, 08/24/07 21:09:00 EDT
|
Demagnatizing with an AC coil: The extension cord will not do the trick, as Mike BR stated. The parallel wires with power going out and back will have fields that cancel each other, net effect of no field. If You do try using a coil on household current some means of limiting the amperage needs to be used, an apliance like a cube heater in series with the coil would work.
|
|
- Dave Boyer
- Friday, 08/24/07 21:11:15 EDT
|
Terry Smith: Welcometothe group
|
|
- Dave Boyer
- Friday, 08/24/07 21:22:07 EDT
|
Tim: You can or atleast could buy the clamp screw pads from Armstrong, Williams & other industriasl clamp makers for the heavy duty clamps, they might be pretty costly knowing the companies involved.
|
|
- Dave Boyer
- Friday, 08/24/07 21:24:56 EDT
|
Vice Handle ends: Threaded on is not good. I've had a number of vices with threaded balls and they all eventually loosen and fall off at the most inopportune time. Welding on a ball works OK but steel balls (both bearing and otherwise) are expensive and the butt joint is a weak joint. Bearing balls are too high of carbon and result in a very brittle joint unless carefully heat treated.
My preferred way to make them is to forge a collar to fit the bar and arc weld it on both top and bottom and on its seam. Space it a ways down the bar so there is plenty of room for a fillet and dressing the whole round. You can dress by forging or grinding or forging AND grinding.
If you plan this process well enough you can get a very nice round ball without too much effort for both ends of the handle. The fillet welds form part of the ball. I've also forge welded such joints and had more success with them than other joints. In this case you plan differently as there are no fillet welds. There is plenty of heat after the weld to finish forging the ball. This is much easier than upsetting.
Forging the handle to dress it while on the screw is not much of a problem. Forging in its entirety is a pain. Modern factory's used small specialized upsetters, the old hand manufacturers used a special vice with gripping jaws to suit the handle.
Another way to make a ball ends is to find a heavy hex nut that just fits the shaft (1" should fit 7/8"), force it on then forge weld and round it in clapper dies. The threads will bite into the shaft and help make the weld. Again dressing is fairly easy.
Clamp pads are a good thing to buy. McMaster-Carr sells them. Kind of an ugly thing. These COULD be forged. I would make a die for the power hammer if I needed a bunch. They can also be machined one at a time fairly easily. The collar above the ball is nearly cylindrical. To close it you need to back up one side and roll the top with a blunt punch.
These are parts I would machine. It is one of those jobs that my little 6" Craftsman lathe is perfect for and any steel turning bench lathe would work. (Note the "Steel turning". Many hobby lathes are NOT).
For small round knobs I would machine those as well and then forge weld on. A part with a press fit welds GREAT because there is almost ZERO oxidation. Heat to a welding heat and give a few taps while supported in V blocks and it will be welded. You can do this with an OA torch as well as a forge. This would also work on your larger knobs but machining them is relatively time consuming. However, the collar I mentioned could be easily made, forge welded and dressed. A snug fit, flux early and the weld is a near guarantee.
|
|
- guru
- Friday, 08/24/07 23:17:59 EDT
|
Terry, WELCOME. We can always use more industrial experience.
|
|
- guru
- Friday, 08/24/07 23:20:41 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|