I just came back from vacation and found an e-mail waiting for me. It contained the answer to a question I posted here a couple of weeks ago, and I thought I'd share it with y'all. The question had to do with the carbon content of rail anchors. Someone suggested that I e-mail a manufacturer (d'oh!), so I did. This is the reply I got (in relevant part):
"The current standard for rail anchors is 1040-1060 steel, depending upon manufacturer."
He also mentioned that weldability is poor, but that part may have been specific to his company's particular product.
|
|
Matt B
- Wednesday, 08/08/07 12:10:21 EDT
|
"rail anchors" referring to the clips IIRC; anything with enough carbon to create HAZ embrittlement would be so classified probably. Wish we could find out which manufacturers used the 1060!
Thomas
|
|
Thomas P
- Wednesday, 08/08/07 13:50:22 EDT
|
1018 steel
right now i want to manufacture a few prototype pieces of cutlery and i have been looking for a good piece of steel to do that in. 1018 is suggested for ease of machineing and alteration however it seems to me that its 18% carbon content might mean that it is a little too soft for a good knife.
so ya the real issue is do you guys think that the 18% carbon content will be too low for a good knife and if so is there anything i can do to help raise its carbon content a little and make the steel harder?
|
|
- isaac
- Wednesday, 08/08/07 17:25:24 EDT
|
Isaac; 1018 is considered a low carbon steel with 18 points carbon content, (100 points = 1% C in the steel) If you are making a knife I would expect a upper medium to high carbon steel to be needed, like 1060, 1070, 1095, Drill rod, O1, etc.
It is cheaper and easier to buy the correct steel than trying to convert a lower grade steel to a higher grade.
Note that if you buy your steel annealed it will be soft and require heat treating to harden and temper it it afterwards.
Perhaps reading the section on steels in a knifemaking book would help explain things better; may I suggest "The Complete Bladesmith" by James Hrisoulas?
Thomas
|
|
Thomas P
- Wednesday, 08/08/07 18:15:24 EDT
|
For edge holding ablility, you will need a steel that has at least 0.60% carbon content. 1018 is mild steel and will have a mere 0.18 +- carbon content, good only for a letter opener. I forge my blades from "drill rod" which has 0.95 to 1% carbon, and is considered a high carbon tool steel. I have it shipped from Travers Tool or MSC Company. It comes scale free and in a round cross section. There are other knife tool steels available in various alloys. I would suggest Carl Schroens book on knife making.
|
|
Frank Turley
- Wednesday, 08/08/07 18:26:27 EDT
|
Prototype Models vs. Samples: You can make a design sample from any type of steel if it is not going to need to hold an edge. However, final finishes and color are determined by the steel hardness. So you can make a nice design prototype for the shape from mild steel but it not quite have the same color or finish. Nor will it hold an edge. The big difference in finish is the soft steel polishes a lot better than hard alloy steels and becomes slightly darker in a very short time. Hard high carbon alloy steels stay brighter longer but are harder to bring to a brilliant polish. So you often see a flat or ground finish on these.
If you are making the blade by machining and stock removal as many are then any precision tool steel generally comes in the annealed ready to work condition. You can even purchase "Damascus" steel blanks. Afterwards you can have it heat treated.
|
|
- guru
- Wednesday, 08/08/07 18:44:26 EDT
|
Isaac,
In addition to what Mr. Powers and Mr. Turley said about the carbon content of steel, viz a viz points and percentages and researching the matter in a good book on knifemaking, I would also make another recommendation. While you are perusing books, look into a fine book by Kate L. Turabian, entitled "A Student's Guide to Writing."
Proper grammar and punctuation make it so much easier for us to read and understand your posts, so that we may better answer your questions.
|
|
vicopper
- Wednesday, 08/08/07 18:48:11 EDT
|
Thomas,
Me too! I have a few to experiment with, and I'm going to see if they'll make satisfactory hand axes. I'm hoping "poor weldability" doesn't include forge welding, because I plan to fold and forge weld to make the eye.
|
|
Matt B
- Wednesday, 08/08/07 20:25:13 EDT
|
PS: Thomas, yes, rail anchors are what a lot of folks call clips: http://www.unitrail.com/
|
|
Matt B
- Wednesday, 08/08/07 20:46:53 EDT
|
Just trying to make sure all know the difference; I run into so many people trying to tell me that HC spikes are a good alloy for knifemaking (it's not) that I wanted to emphasize that clips are not spikes.
Should not effect forge welding as it's all up to temp with that, no HAZ unless you burn it. What does affect forge weldability is the presence of Ni and Cr which makes it harder to weld without an aggressive and more toxic flux.
Note that that range is about what "traditional" japanese sword blades came out at (apx 1050) so I may have to try a tanto from one and see if I can get a good hamon. Dou you have a read out on the Mn? Lot of RR steel has a high Mn content which would work against getting a lot of activity in the hamon...
Thomas
|
|
Thomas P
- Thursday, 08/09/07 10:33:49 EDT
|
I have only found one high carbon spike, the only way I could tell is that the head was marked HCX. When I cut it on the bandsaw, there was NO noticeable difference when compared to a regular spike. The clips are ear shaped pieces that to my knowledge are no more higher in carbon than the spikes.
|
|
- Nippulini
- Thursday, 08/09/07 12:27:17 EDT
|
Thomas,
No, I didn't ask about Mn. The guy did specify 1040-1060, though. If he actually meant AISI 1040-1060 (rather than just "40 to 60 points carbon," which could include a lot of steels), then Mn should be in the 0.6%-0.9% range. I've seen plenty of great hamons on 10xx steels, so that shouldn't be a problem. Probably worth a try.
I've read that lower carbon steels actually produce better hamons, all else equal, compared to higher carbon steels. I don't know why. (I've only produced one intentional hamon so far, myself.) I suspect it's related to the very low hardenability of low(er) carbon steels.
|
|
Matt B
- Thursday, 08/09/07 13:11:42 EDT
|
I've heard from a number of people that rail clips are hard to move under the hammer. And the ones I've seen look too shiny to be 10XX that's been out in the weather. But I've never tried forging one myself, and there could be any nunber of alloys out there.
|
|
Mike BR
- Thursday, 08/09/07 16:27:21 EDT
|
TGN; we already know that the spec for HC spikes: Specifications for high carbon steel track spikes 1968. Carbon not greater than 0.30%, nor greater than 0.20% copper.
Matt B has just contacted a manufacturer about the clips and they are 1040-1060 steel depending on the manufacturer.
Thanks Matt I've added this to my RR iron alloy list!
Thomas
|
|
Thomas P
- Thursday, 08/09/07 17:40:33 EDT
|
guru
i'm having problems with my fire. i have a coal burning forge and i'm burning coal. everything's fine if i'm working on the end of a bar but if i try to take a heat farther back, my whole fire falls thru the hole. is it the coal or my forge or operator error? any suggestions would help.
|
|
noya
- Thursday, 08/09/07 18:19:22 EDT
|
Tell us about your Tuyere Noya. In my forge it would indicate I've snagged the bar on an end of the expanded metal I use for a grate and pulled it off the hole it covers. Knowing NOTHING about your forge I would have to blame it on UFO's...
Thomas
|
|
Thomas P
- Thursday, 08/09/07 19:07:47 EDT
|
Noya, Thomas is right. There are a thousand ways to build a coal forge. Most work, some better than others. Then there is the coal. It comes in infinite variety. Good coal melts together and you can form an oven with it as it cokes. However, as you break up the coke to compress it some will fall down the tuyere. If the tuyere hole is too large you will lose a lot of coal. If it is too small it restricts air flow and tends to clog. If you have loose coal that does not lump together OR you are using charcoal then you may need a grate over the tuyere opening. I prefer open tuyeres or simple grates (a single bar or an X or U over the opening.
So, part of your problem may be the forge, some the fuel, and some operator inexperience.
|
|
- guru
- Thursday, 08/09/07 19:39:43 EDT
|
Guru, thanks for the info on the mechanics of a power hammer. I guess that was the way I should have worded my original question. Right now I'm more interested in the WAY they work, as opposed to how to build one. As you stated each is more or less a one of a kind tool. I need to understand How it works before I set out to build my own. The part I understand the least, and probably the most important part is the linkage. How is the geometry designed on the dupont linkage, spring coil size, length of link arms, width, etc? Or how is size and length determined for springs as in the "krusty"? Any ideas on books or subjects pertaining to these mechanics? THANKS All
|
|
- sharris
- Thursday, 08/09/07 19:43:14 EDT
|
sharris,
I can't speak from an experienced level on the Dupont, but i have built a Rusty type spring guided helve hammer, and then 2 yeasr later rebuilt to almost double the ram weight and changed the clutch ETC.
The design of the Rusty type hammers is pretty much yours. You see what you can find, see how to assemble and maybe it works perfectly first try, but more likely you start some R & D. Mostly the "D" Thats developement. You have a basic idea, and you tweak and try till you have achieved a happy level and there you go.
Most of these designs are loose sketchs and are just a loose general arrangement.
|
|
ptree
- Thursday, 08/09/07 19:49:15 EDT
|
Seems like the mechanics of the spring helve are simpler, but I like the footprint size of the tire hammer. My shop being 24x16, including brick forge, 2 anvils + post vises, work bench, 12x36 lathe, milling machine, bandsaw, grinder, welder and misc hand tools. It's starting to get crowded. If it comes down to the simpler spring helve, I'll just have to find the room, but would rather have the tire hammer if I can understand the design well enough to spend the time and money building it.
|
|
- sharris
- Thursday, 08/09/07 20:09:48 EDT
|
Tire hammer- Clay now has plans for the hammer- I know of probably 40 -50 were built before Clay got involved and started the workshops- of course none of the earlier ones were the same- builders just took the concept and built their own- as far as I know, all the earlier ones are till in use- I have posted pictres of #1 & #2 many times- the first 2 were built for $50 or less using scrounged materials- not pretty but functional- Thumper (a lurker) built one using an OA welder the linkage is very forgiving-arms 12- 16 inches long- spring in upper 1/3 of length- spring 3/8 dia wire 2-3 " in dia- one was built with a spring in a spring- both 1/4 dia wire. Some springs from farm equipment has been used- USE what you can "FIND" thats what blacksmith DO
|
|
- Ray Clontz
- Thursday, 08/09/07 20:52:51 EDT
|
Tire Hasmmer- There are 2 dimensions that should be held when building the hammer- 2 inch offset for the "THROW" giving a nominal 4 inch stroke and 1 3/4 to 2 inches between dies in the "rest" position- Motor is 1725 - 1 HP- some of the earlier hammers had motors as small as 1/2 Hp- the first hammer had a motor from a well pump- 1/2 HP motor can turn either direction- Build one- improve the second one then you will 2- then you can have flat dies on one and drawing dies on the other.
|
|
- Ray Clontz
- Thursday, 08/09/07 21:06:02 EDT
|
fire problems..
my firepot has three slots about 2in long and 3/8 wide, i think they are a lil to wide but i've tried to put a screen over, or a fire brick, or scrap metal to help plug one hole but then i don't get enough air flow. i have an electric blower that isnt very strong. my firepot is also pretty deep. i think the forge is from the 1890's from my limited research. is there a way to build up the forge or shorten the holes width without blocking air flow? the coal i'm using is just blacksmith grade coal is large chunks from the gravel and rock supply yard. thankx
|
|
noya
- Thursday, 08/09/07 21:09:36 EDT
|
Thomas,
Yeah, I'd read Matt's post too. I was just pointing out (not too clearly) that it didn't seem consistent with a lot I'd heard (and, to a limited extent, observed). It may well be just another case of a myth biting the dust. I guess if you've heard something's hard to forge, you may find it so. And even 1040's not exactly butter, especially in something relatively heavy like the clip.
I do find the lack of rust harder to explain. Unless the clips I've seen are plated with something -- which could raise issues of its own.
Matt's done us a valuable service. I'm sure it's a very good bet that his information's correct, at least as far as it goes. But to my mind, at least, there's a still a possiblity that there are clips running around out there -- maybe older ones -- that are made of something else.
|
|
Mike BR
- Thursday, 08/09/07 21:32:34 EDT
|
Entirely possible. Although the fellow who responded to me specified 1040-1060, it's possible that he simply meant 40 to 60 points carbon -- in which case there'd be many alloys that fit the bill. Perhaps I'll try to clarify with a follow-up question.
For what it's worth, the anchors that I have are all very rusty.
|
|
Matt B
- Thursday, 08/09/07 22:24:50 EDT
|
Noya the expanded metal I use for a screen I can stick my index finger through the openings---doesn't hold back the sir much---I'm using a hand crank blower too.
It sounds like you have a big commercial style firepot. If it's too big for your general work it would probably be better to fab one more suites to what you want to use it for and save the big one for big jobs.
My current coal is very fine. I have to wet it down before I add it to the fire to get it to coke up well; so I have to be sure to have some breeze from the last fire to keep it from just hour-glassing down the tuyere before coking when I start a new fire.
Thomas
|
|
Thomas P
- Friday, 08/10/07 11:32:41 EDT
|
Noya, You say,
"the coal i'm using is just blacksmith grade coal is large chunks from the gravel and rock supply yard".
"Blacksmith grade" is the best top grade bituminous coal you can get. It is VERY rarely sold by gravel supply places. What they sell is "reddog" or high ash and is so poor it is generally only used for landscaping. What I found in California, which is also probably the same throughout the Southwest at the landscape suppliers was REALLY REALLY BAD coal. It is just black "rock" used for decorative purposes.
As Thomas noted it sounds like you you have a big old commercial firepot. They work great with good coal and still work OK with so-so coal. However, the big firepots take a fairly large fire to heat the middle of a bar. They also need a fairly decent blower. It sounds to me you are being too timid with the coal OR you don't have enough air to make a full size fire in the given firepot.
|
|
- guru
- Friday, 08/10/07 11:57:42 EDT
|
Dupont Linkage: My calculations say I need a spring with a force about 8 or 9 times the weight of the ram. But I am not absolutely sure of this.
See my diagram for a bow spring Dupont linkage relative to the CR-JYH.
The spring force wants to create nearly straight line of the links. It is absolutely impossible to be a perfectly straight line because the leverage is infinite at that point. However, you can come within about 4 or 5 degrees. What is important about this infinite ratio is that it gives the ram a great deal of freedom of motion at the middle of the travel with little resistance AND the ratio increases as the angle changes giving the mechanism enough resistance to capture all the upward inertia and give it back on the return stroke. Other linkages do not do this with the prefect efficiency of the Dupont linkage.
The total stroke is the crank distance, plus the fixed downward travel (about 1") PLUS the spring compression at the top (normally about 3" but this is dependent on the size of the hammer and the spring stiffness. This increase of the stroke at the top is what creates the hard hitting of the Dupont linkage. AND the faster the hammer goes the longer the stroke and the harder it hits.
At very slow operation the ram just barely compresses the spring and the hammer can make gentle taps. What is VERY important is that the die clearance is only an inch on small hammers and at least equal to the work thickness on larger hammers. If the clearance is too great the hammer will NOT strike at low speed. Thus you have to run it too fast for good control and when it DOES hit it hits too hard. This is the biggest mistake made by people that do not know how to adjust their Little Giants and other Dupont linkage hammers and is often a design failure in DIY hammers. Every tire hammer I have seen has had way too much die clearance including those from Clay's workshops. Where this is not adjustable then you must modify the hammer to get good control. The easiest adjustment is to put spacers under the lower dies.
As the hammer speeds up it should hit progressively harder and harder. IF the spring is too weak on a Dupont linkage hammer then it will start hitting softer at the highest speed OR will do the "Little Giant Hula". This is where the ram is going UP when it is suppose to be going down and DOWN when it is supposed to be going up and doesn't hit the work. This often happens on OLD Little Giants that need new springs, the springs are improperly adjusted OR they are too worn out to adjust. If you have this problem (OR you just want to understand the DuPont linkage better) then order a copy of the Little Giant Tuneup video "How to cure the Bang-Tap blues", from us.
SO, the upper limit of the speed is dependent on the spring. Too little spring limits the maximum operating speed.
On the better hammers you have a stroke adjustment. At low stroke you can go much faster with a given spring. This is convenient when you are doing drawing on small stock or planishing and texturing work. At high stroke you cannot run as fast but the hammer hits harder with heavy penetrating blows. You can back off the spring adjustment slightly and get even slower heavier blows. . .
On the current crop of tire hammers there is neither stroke or height adjustment. You need height adjustment for variations in work size to give the machine flexibility. OR just never change work sizes. Stroke is an optional adjustment that all the better hammers came with (not on Little Giants) giving them further flexibility.
While the Costa Rican JYH looks like a real junk yard special it had both stroke and height adjustments PLUS a brake and an adjustable height guide assembly.
The biggest variable in DIY Junkyard Hammers is the builder and his shop capacity. Most of the well built machines come from shops with a few machine tools. Besides a welder you need at the LEAST a good saw and drill press. Most need a small lathe for pins and bushings. If you have a milling machine or shaper then you can build anything.
But skill and perseverance is also a big factor. Some pretty fancy parts can be whittled out of a block of steel with no more than a hack saw and a file or torch and hand grinder. There is also the imagination to use what you have on hand or can find cheap.
Want to build four tire hammers? I've got a Dodge van I need to dispose of that has four good tires and hubs as well as numerous coil springs and other parts. . . You haul and dispose of remains. . . located near Lynchburg, VA.
|
|
- guru
- Friday, 08/10/07 12:55:08 EDT
|
That's very useful info, Jock. Thanks.
On a tangentially related note, what's happened to the archives from mid-June to late July? I can't find them in the Archives list, but they're no longer on this page, either. (I'm trying to figure out whether I need to save your post, above, to a word processor file, or whether I'll be able to get it from the Archives here when I need it.)
|
|
Matt B
- Friday, 08/10/07 14:17:23 EDT
|
Archives. . I've gotten behind. Have them, must edit.
|
|
- guru
- Friday, 08/10/07 14:33:29 EDT
|
DIY Hammers:, We have two in progress that should be ready to show off at next spring's 10th Anniversary anvilfire hammer-in. The design uses a tirehammer clutch but the spring arrangement is unique (probably patentable). It solves a bunch of mechanical hammer design problems, is fully adjustable and can be built with off the shelf springs. Plans will be available after the prototypes are built. Some machining (mostly drilling) required.
|
|
- guru
- Friday, 08/10/07 14:33:43 EDT
|
Hi All, I haven't posted in a while, but I do read the posts.
I have a shop-made hand-operated, bench top punch press that was made by Bill Planzer who was the last full-time blacksmith on the Southern RR System. The press has been exposed to the weather for a while, but I have everything loosened up now. There is approximately a 60:1 mechanical advantage. The heavy deposit of grease was a real help. I had to drill out a few setscrews and retap the holes, but I am close to a test.
I got no punches or dies with the press. I have found some I think can be made to work. There is no problem with the dies and die holder.
The ram has a 1" diameter for the punches. There is a setscrew to hold them in and to hold theit orientation. My problem is that the punches I have are about an inch and a half short of the depth of the hole in the ram. Of course the setscrew cannot sustain the punching force.
What is the best way to handle this? I have thought of:
1. A block to go behind each punch in the ram, made the right length and suitably undersize.
2. Turning down the back of the punch, not hardened, and leaving a shoulder to press on an adapter with a 1" OD shank and a larger shoulder as well.
???
All Ideas will be appreciated.
|
|
- John Odom
- Friday, 08/10/07 16:54:55 EDT
|
John, "standard" 1" shank punches such as from Roper-Whitney and Cleaveland Tools have about a 1.5" long shank. Punches above 1" have a shoulder and thus the deep hole would not be a problem. However, those are large punches for this size machine.
If there is a slight shoulder in the hole that may be all you need for a 3 ton punch (100 pound pull times 60:1).
Since most punch shanks are the same length I would make a plug to put above the punches. Maybe hold it in place with another set screw. On the other hand, these are large expensive punches. You may want to make a reducer holder such as the one in my iForge article Punch Holders (this one enlarges, you would want to reduce).
Punch shanks unlike drill shanks are usually hardened and very difficult to turn down.
|
|
- guru
- Friday, 08/10/07 17:21:59 EDT
|
Thanks, Jock. I'll try the backing block and put in another setscrew to hold it. What is the maximum diameter/thickness I should try to punch? I would like to punch some 1/4" holes in 1/4" plate, what would my maximum diameter be in that material? The punch/die set I am working on now is for a 1/2" square hole, and I want to punch some 10 gauge mild steel with it.
|
|
- John Odom
- Friday, 08/10/07 18:45:53 EDT
|
Okay, so I was looking into buying some knives and swords, only, I don't know which is stronger, the reprocution Damascus steel, or 440 steel, or regular steel for that matter. Which is stronger?
|
|
Hollyee
- Saturday, 08/11/07 02:22:57 EDT
|
Or high carbon steel...???
|
|
Hollyee
- Saturday, 08/11/07 02:26:37 EDT
|
Hollyee,
"Stronger" is a relatively meaningless term when you're talking aobut cutting tools. Do you mean resistant to breaking, bending or deforming? Or do you mean ability to hold a cutting edge? Different steels and differentheat-treatings can result in very different qualities.
A sword needs to be resistant to breaking. A knife needs to hold an edge. These are not absolutely mutually exclusive qualities, but close to it. There is no one steel that will do everything perfectly for both a knife and a sword. No steel will do what is needed if it is not properly heat treated.
Your best bet is to buy from a reputable dealer and do not believe the hype and hyperbole you read in the ads on mail-order sellers' websites. If you're really serious about getting the best qualities in edged weapons, you need to read and study books like those written by Dr. James P. Hrisoulas and other master bladesmiths. And study the metallurgy involved, very extensively.
|
|
vicopper
- Saturday, 08/11/07 08:07:39 EDT
|
Best Steel: Hollyee, The type of steel has very little to do with "strength". It is all in the quality of manufacture and heat treatment. In other words the craftsmanship. The worlds best piece of steel can be a poor brittle piece of junk if handled improperly.
"Strength" has many meanings in steel. The harder a piece of steel the more brittle it is and the more likely to break. The softer the piece of steel the more likely it will take abuse without breaking. But in a knife you want a hard edge and springyness so that the blade will not bend. Thus high carbon steels are used. These are high performance steels. In high performance steels balance is between hardness and ductility is critical. In the very best parts selective tempering is used so that each area of a blade is the best condition for the use. Hard edge, springy back, soft tang. If you want a blade that will absolutely NOT break then you will want a blade that MAY bend under severe conditions.
Besides the proper tempering there are steps that must be followed in the forging and heat treatment process to assure the steel is in its best condition. Overheating and sloppy heat treating can result in a steel that tests good under non-destructive testing but may be brittle and prone to cracking and breaking.
440 stainless is difficult to heat treat properly and is most often too hard or too soft. Its high alloy content makes it difficult to sharpen. However, it is very low maintenance. That is why I have carried the same model Buck knife for the last 30 years. . . However, many makers of kitchen knives do a much better heat treat than Buck.
Laminated "Damascus" steels are made for the ART. Most have good performance if properly heat treated but that is not the point. The art of the pattern is the point ranging from random (low art), to classic ladder and flame patterns to fine works of art. You get what you are willing to pay for.
A good modern medium to high alloy medium to high carbon steel will make the best blade depending on the type of blade and the care the maker puts into it. It will out perform stainless and most hand made steels.
But in the end it is strictly the quality of the work, not the steel.
NOTE: In the blade industry there is a LOT of hype, misinformation and outright misrepresentation. There are a LOT of people that know the key words and talk big but are selling the cheapest possible junk. They claim cryogenic treatment on steels it doesn't apply to and temperatures at which it does no good, sexy sounding alloys with "titanium" which makes little difference and some really outlandish things. Often this is in print in the trade magazines. IF you want good quality you want to buy from a well known maker that does not use a lot of hype. Otherwise buy from a dealer that others recommend.
|
|
- guru
- Saturday, 08/11/07 08:35:46 EDT
|
Okay, so, what dealer do you all suggest? I am willing to pay a decent price as long as the blade won't break if I actually fight with a sword, and as long as the edge will hold up on a knife. I am into martial arts so I need a durable sword... Do you know any good dealers, online or in Florida somewhere?
|
|
Hollyee
- Saturday, 08/11/07 09:17:56 EDT
|
I buy pretty often from Bud K... What do you think of their weaponary? I recently started buying from them so I haven't been able to test anything.
|
|
Hollyee
- Saturday, 08/11/07 09:25:30 EDT
|
Hollyee, While we are knowledgeable in the metallurgical aspects of such things, who is a good dealer is not. You will need to try the blade or martial arts forums for that. One of the SCA websites has reviews of suppliers. Often the willingness of the dealer to stand behind what he sells is as important as the quality.
|
|
- guru
- Saturday, 08/11/07 11:12:04 EDT
|
Hollyee,
You want a good sword or knife, you contact Jim Hrisoulas at Salamander Armoury, http://www.atar.com. Dr. Hrisoulas is one of the very premier makers of high-end weaponry, so don't expect to pay a hundred bucks for a knife or five hundred for a sword. Jim's work is worth what it costs, believe me. He literally wrote the book(s) on pattern-welded blades.
|
|
vicopper
- Saturday, 08/11/07 19:41:50 EDT
|
When dressing an anvil which part is the best place to leave a bit of a sharp corner?
|
|
- philip in china
- Saturday, 08/11/07 21:23:54 EDT
|
Philip,
I leave slightly sharp edge on the heel itself, since the few places I might want a very tight inside corner usually turn out to be in places that will only fit the very thinnest part of the heel.
Also, most people are a bitmore careful around the heel, for fear of breaking it with heavy blows. The same heavy blows that would inevitably chip a sharp edge elsewhere on the anvil.
|
|
vicopper
- Saturday, 08/11/07 23:40:31 EDT
|
Sharp Corners: There is sharp and there is sharp. Technically an anvil should have no 100% sharp corners. An absolute minimum radius of 1/32" (0.8mm) should be on every corner of anything larger than a jeweler's anvil. Most manufacturers break the corners (grind a chamfer)of 1/32 to 1/16". These are generally still too sharp and edge for good forging but the 1/16 chamfer when dressed is about right for your sharpest area.
Then you have a choice to put a large radius where you do heavy forging and blend into the rest fairly fast or to use a long tapering blend that puts a varying radius along the working side of the anvil. The amount of radius is proportional to the size of the anvil but may also be a factor of how heavy of work you do. Folks that do heavy work on small anvils should radius them like large anvils.
See my updated article on Dressing anvil corners
The more sharp corner you have on an anvil the more likely you are to create folds or cold shuts in your work. These create weak corners, splits and places for corosion to start.
|
|
- guru
- Sunday, 08/12/07 09:16:12 EDT
|
Hollyee, just out of curiousity, how old are you? I've been into martial arts since I was 12. When I was a teenager I remember thinking how cool it would be to have a sword and "fight" with it. I'm 33 now and still into the principle, but know much more. You say you actually want to fight with a sword. Don't you think that sounds a little dangerous?
|
|
- Nippulini
- Sunday, 08/12/07 10:11:59 EDT
|
For that matter, Hollyee, if you're practicing a martial art that requires a live blade, why not ask the more senior members of your dojo/studio/what-have-you where they get theirs?
|
|
Matt B
- Sunday, 08/12/07 11:57:47 EDT
|
Does the temper colors each have different attributes; I was wandering how to make a springy set of grill tongs,some springs, etc...
|
|
BCapprentice
- Sunday, 08/12/07 14:01:07 EDT
|
Holyee; BudK is not generally consider a seller of "using" blades. Since you have not mentioned if you want european style or asian style blades; may I commend you to the swordforum.com forums where all types are discussed and there are even seperate subforums for different types.
Most reputable martial arts instructors that deal with sword fighting *specify* what makers/weapons are allowed and do not allow any others into their schools without through and often destructive testing---*all* swords break and knowing how they break is a test that should be done.
Thomas
|
|
Thomas P
- Sunday, 08/12/07 17:55:03 EDT
|
BCapprentice: the attributes of temper colours depend on the ALLOY being hardened and tempered, otherwise they are pretty meaningless.
So what peacock blue is like on one alloy may be the same as midnight blue on another.
If you do not know what alloy you are using then you get to test it at various colours to determine which is the best for your use.
Thomas
|
|
Thomas P
- Sunday, 08/12/07 18:00:38 EDT
|
JYH linkages:
After reading Jock's explanation of why the DuPont linkage is so good, I think I understand why an inline coil spring linkage isn't. But I'm still thinking about a simple, off-the-shelf replacement for the DuPont/bow spring linkage, mostly for ease of fabrication.
So here's my lamebrained idea. What about opposing sets of coil springs? One set (the bottom set) that gains tension as the ram rises, and returns it to the ram as kinetic energy while it falls. Another set (the top set) that gains tension as the ram falls, and releases that tension by pulling the ram up. The top set would be attached to the crank pin and the ram; the bottom set would be attached to the ram and the frame, or some other appropriate anchor point.) I'm thinking this might give a DuPont-like motion, but it's also possible that the ram might end up vibrating more or less in place in the ram guides. Or maybe something else entirely. Thoughts?
If that won't work, what about the idea of using a torsion spring as the linkage, which I've seen somewhere here on Anvilfire. Has anyone tried it?
JYH frame upright: railroad tie?
|
|
Matt B
- Sunday, 08/12/07 20:15:40 EDT
|
This years local Grange Fair I will enter a decorative S hook with center twist, square cut nail, and J hook nail. Last years entry was the harmonic 3 bend dinner bell (got 1st place). Also entering cucumbers (over 11 inches long at 2-1/2" thick), cayenne chile peppers, various herbs, muskmelon and the little ladies signature banana bread.
|
|
- Nippulini
- Sunday, 08/12/07 21:17:02 EDT
|
Matt B: the PABA group has aquired an old wood framed mechanical hammer, so wood has been used. The difference with the linkage You describe is that coil springs increase pressure in a linear fasion, x number of pounds per 1/10" compression, while with the Dupont linkage the pounds per unit of compression increases with each unit. Also coil springs should remain loaded at all times for the sake of longevity. I am not saying it won't work, but I am pretty sure it won't work as well as a Dupont type linkage.
|
|
- Dave Boyer
- Sunday, 08/12/07 21:19:28 EDT
|
Dave, thanks. I've been wondering how important progressive springs are in this sort of linkage. I know the toggle leverage changes as the ram moves in a Dupont linkage, which should make it *act* like the spring is getting stiffer as it deflects more, even if it really isn't. I was thinking a little about whether you could partially replicate that with coil springs -- such as several springs of different lengths, some of which only start to provide resistance after the ram has moved a given distance. But I haven't fully thought that through.
|
|
Matt B
- Sunday, 08/12/07 22:30:43 EDT
|
I am using 1095 spring steel.
|
|
BCapprentice
- Sunday, 08/12/07 22:38:00 EDT
|
I was also wondering on an effective way to make a "cost effective" (not cheap) blower for a coal forge, prefferably hand opperated. Is there anything I could recycle from a farm junk pile to make this?
|
|
BCapprentice
- Sunday, 08/12/07 23:24:21 EDT
|
Dear Sir,
Is 316 sst ASTM A351 GR CF8M magnetic?
Thank you
|
|
Joseph
- Sunday, 08/12/07 23:34:41 EDT
|
looking for someone that can and would be willing to make a set of touchmarks for me. they are as following (F.St.) my e-mail floydstr@bellsouth.net thank's
|
|
Floyd
- Sunday, 08/12/07 23:58:48 EDT
|
eBay anvil scam: I occasionally bid on an anvil on eBay. On two I was outbid and received a second chance offer at my last bid amount about a week later. Both SCOs were bogus. Tip-off was SCO acceptance was to go directly to seller, rather than through eBay.
These bogus SCO should be reported to eBay by forwarding e-mail (intact) to spoof@eBay.com. Also report them as spam to your Internet provider.
On any eBay or PayPal related e-mail you can verify them by going into your eBay account directly, My eBay, My Messages. If it was sent by either eBay or PayPal a copy of the message will be there.
|
|
Ken Scharabok
- Monday, 08/13/07 07:50:42 EDT
|
Joseph, no. To my knowledge all of the 300 series is non-magnetic. This is a desired characteristic of this specific steel.
|
|
- Nippulini
- Monday, 08/13/07 08:20:09 EDT
|
Opposing Coil Springs: This works but does not hit very hard. Ted Banning did it on his planishing hammer. Worked great for that. Otherwise is is an energy wasting linkage. An important aspect of the Dupont linkage is that the travels from center are not balanced. At the bottom end the work is well within the high leverage range of the links and the spring has little effect THUS hitting hard. At the top the travel is much greater the angle changing to where the spring has the advantage and stores the upward inertia. The imbalance between the top and bottom operations are critical. When the die clearance is too great then the spring starts to soften the blow.
|
|
- guru
- Monday, 08/13/07 08:28:45 EDT
|
Cheap Blowers: BCapprentice, You can actually fabricate a pretty decent scroll housing blower from wood and tin. The wood is used for the flat sides of the blower housing and the tin wrapped around the scroll and tacked or screwed on. The straight discharge can also be wood and helps hold the sides in place as you assemble the tin.
The fan can also be wood. The simplest is a square wood block on a shaft with 4 wood or sheet metal blades. However, you can get more pressure with more blades. So if you affix a wood disk to your shaft and attach say seven or nine blades you can get more air at slower speed. These blades should be flat and straight from the center of the blower but have the center trimmed to half or less of the depth of the blower. This lets air into the center better.
About a 12" (~300 mm) diameter is recommended. Your blower will need to turn at a maximum of about 500 RPM (for a wood and tin construction). Normal hand cranking speed is 20 to 40 RPM so the step up in speed needs to be about 12.5 : 1. This can be done with belts and pulleys OR some folks have used old bicycles to drive their forge blower. Some have nearly enough increase in the chain. However, what is normally done is a wheel of pulley is run against the bicycle tire and you get LOTS of step up speed.
Pay close attention to noise coming from your blower. Fabricated blowers can be out of balance and vibrate themselves to death. Wood parts can also come apart at high speeds. You can balance your blower fan by trial and error. The first step is to spin it on the shaft/bearings and watch how it stops. If it always stops in the smae place OR especially if it stops and backs up then where it stops the bottom is heavy. Add a small machine screw and nut to the opposite blade (you can do this with tape until you make it permanent). Then spin again. Sometimes it takes two distributed weights to balance a point on the other side. Also remember that the farther OUT the weight the greater the effect. So you can make fine adjustments by moving the weight in and out. When properly balanced and on good bearings the rotating part should stop in random positions.
----------------------------------
Then there are water tank and stove pipe bellows. . . . more.
|
|
- guru
- Monday, 08/13/07 08:54:43 EDT
|
Floyd,
Try harpermfg.com
BCapprentice,
1095 is a plain carbon steel with 0.95+-% carbon content. After hardening, you temper. For a spring, it's going to be a matter of experimentation, but you'll probably be tempering, if using color, to a pale blue or "ocean green", the "relatively soft end" of the heat rainbow. The tempering colors work best on plain carbon steel and some low alloy steels. Many high alloy steels have tempering temperatures WAY ABOVE 630ºF, the extremity of the heat rainbow's color range.
|
|
Frank Turley
- Monday, 08/13/07 09:15:21 EDT
|
Jock, you just described my first blower almost to a tee. I used heavy plastic to replace the tin. Ten sheet metal, radial blades, cut down in the center and attached to a MDF fan disk. Step-up, belt drive pulleys. It worked, but it wasn't very well fabricated. Given the tools I had, it could've been worse. But knowing what I now know, if I were going to do it again I'd incorporate a lot of bicycle parts. I think that'd eliminate some of the fabrication hurdles.
|
|
Matt B
- Monday, 08/13/07 10:13:49 EDT
|
Water Tank Bellows: This is a good junk yard project and almost every farm and homeplace has the parts.
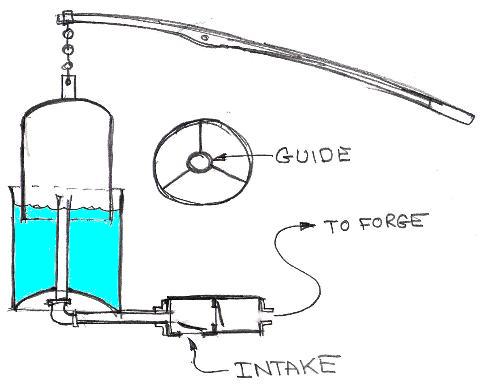
You need two different sized tanks such as old hot water heater or pump reservoir tanks. 30 gallon (130 liter) size works well. The trick is to find two relatively durable tanks that fit inside one and other. The gap could be anywhere from an inch to a foot. The heart of the device is the central stand pipe that is higher than the water level. For safety it should be about an inch higher than the outer tank.
Raising the inner tank sucks air in through the stand pipe. Letting the tank drop pushes the air out. The water acts as a nearly frictionless seal. To keep the center tank positioned there needs to be a guide that fits loosely around the stand pipe
As in most bellows there must be check valves. In the drawing above I show a wooden box with both the intake and exhust valves. These are simple flaps of sheet metal, plastic such as from drink or other containers, OR leather and wood. The criteria is that they be stiff enough to resist the air pressure and not push into the hole/pipe and there be a light flexible hinge. The valve openings should be about 2" to 3" and the pipe the same.
The check valves could also be be built into the stand pipe and upper tank. There are numerous ways to do it.
Most old water tanks have been scraped due to small leaks. If your tank has a leak you can fix it with some epoxy. The stand pipe is best welded in but you could cobble together a compression joint with packing that both seals and holds the pipe in place. With some imagination this steel tank project can be built without a welder. However, with a little buzz box the project is much easier.
The above is a single action system. With a second setup you can create an air storage tank that would act like a double chambered bellows. It would simply be in-line on a T after the valves. You might want a control valve before the pipe ends at the forge.
IF you use a two tank system remember that the first must make more pressure than the second. Hydraulic rules apply. A smaller diameter tank will create a higher pressure for a given effort. IF you use two equal size tanks then add weights to the first or counter weight the second.
Supplying air to a forge is the most variable aspect of blacksmithing equipment. It can be done with a pit and animal hide, falling water entrapping air, plastic buckets, and all sorts of bellows, fans and compressors.
|
|
- guru
- Monday, 08/13/07 10:42:59 EDT
|
Matt B; have you read "Pounding Out The Profits" a book on mechanical powerhammers that covers a *lot* of the ways people tried to build them with reference to their patents---all long expired as well.
TGN; I think I know how to forge all those things but the Banana bread....How did the record attempt come out?
Some stainlesses that are generally non-magnetic will become weakly magnetic if cold worked. I don't know about 316 though.
I've build a bellows that worked well from scrap wood and a scrapped tarp; not knowing what you got in your scrap pile I can say if I'd advise it for you.
Bogus SCO's generally do not point to the real seller but to someone spoofing them to collect money for something they do not have.
Thomas
|
|
Thomas P
- Monday, 08/13/07 11:03:30 EDT
|
Junk Yard Construction: As Matt noted you can use all kinds of materials. The trick to junk yard construction is imagination and simplicity. Forcing parts to do things they were not designed to is a waste of time. Getting stuck on a specific method of construction restricts your possibilities and reduces your use of available materials.
Plastic from containers such as 2 liter bottles, bleach jugs and industrial containers (drums) can be applied to all kinds of things from bellows valves to safety masks. Sheet metal can be scavenged from automobile panels. Good hardwoods are often available from old pallets and shipping crates. You would be amazed at the mahogany and other exotics used in Chinese crates. WOOD makes good low speed bearings if the fit is good, shaft smooth and you soak the wood with oil.
Wood Machine Frames: I was thinking on this subject the other day. One of the most expensive parts of a JYH is the frame IF you have to buy new materials. Wood AND metal turning lathes have been built with wood beds. I have parts for a heavy duty wood lathe that will have a wood bed and pulleys. It uses heavy pillow blocks and a custom spindle I designed. The result will be as good or better than a commercial all metal machine even if I use common grade framing lumber for the machine. I would LOVE the use maple but its not in my budget.
If I was building a JYH with a wood frame I would use whatever lumber I could scrounge up. However, based on the cost of the lumber I just used on building a work bench NEW lumber might be more expensive than steel. Old RR ties are crooked, split, splintery and generally nasty ( I have some if you want them). You would need two or more (4) bundled together to make a power hammer frame. The ones I have are too crooked for such an assembly but you can try . . .
Wood does have some advantages. You would bolt to it rather than welding. Drilling holes is easier. Milling slots (routing or carving) is easier. You can make guides from it with supporting steel plates. It is also pretty when given a nice coat of varnish.
The disadvantages are that you cannot weld to it so a "little" bracket is a bigger job. You must plan your joints well (have a good design). It is also flammable so you will need to guard it from scale. I would also look carefully at costs if buying new.
Based on the construction of my recent bench I would build a power hammer frame from laminated 2x10's or 2x12's (lots of glue). I would plan for bolting and cut pockets for square nuts or embedded pieces of steel with threaded holes. Remember when laminating it is very easy to make holes and slots by leaving out pieces between laminates. However, threaded rod and through holes have some advantages such as helping hold the laminated assembly together.
For really good heavy wood construction common washers are OK but heavy Ogee or custom washers are better. Flat bar with several holes instead of a single washer works well.
On the other hand. . . if you have a good big log (of almost any kind of wood) and you want to practice your hewing skills this is the project for it.
Note that structurally, fur and southern yellow pine are as strong as oak. The big difference is that good hard woods are stronger in small pieces, corners and details. So don't ignore pine for the large part of the frame. You can always use pieces of hard wood with it where you need it.
There are no sins in composite construction. It just requires some thought.
|
|
- guru
- Monday, 08/13/07 12:07:22 EDT
|
Good thoughts, Jock. Thanks.
Thomas, no, I haven't read it. I keep meaning to get a copy. Guess I ought to do it.
|
|
Matt B
- Monday, 08/13/07 12:46:36 EDT
|
Patents: Matt, Etal, remember when looking at old patents that if it is not in common use today it probably didn't work. A patented invention must only work in theory, not particularly in practice OR efficiently. The US patent office has far more patents for failed ideas than good inventions. Many are also the result of companies trying to corner a market by patenting every possible method of doing something even if it is not a particularly good method. These patents prevent others from getting into the market as early competitors.
|
|
- guru
- Monday, 08/13/07 13:37:18 EDT
|
Note also that the most commonly produced item does not necessarily have the best patent. It's generally held that there are a lot better mechanical hammers out there than Little Giant; but since more of them were made it might appear that they were the best...
Thomas
|
|
Thomas P
- Monday, 08/13/07 16:22:50 EDT
|
LG's were are hard working hammer with less features and some so-so mechanics so it sold for less AND it was sold on credit to anyone. . . Fairbanks and Bradley's were heavier, better built and feature rich. Being more expensive they sold primarily to industry and in lower numbers than LG's. So there are LOTS of LG's around. But if you find a late model Fairbanks with the steam hammer style tapered gib guide adjustment system THEN you have a real find. I passed up on one (unused) and have been beating myself up about it for years. . .
The best LG was the so-called "transition" model 25#. It had an expensive heavy guide system like a Fairbanks or Bradley that LG only made for a short while due to the expense. They also made a 250# with the same guides. I had one and should have kept it. I did not know how rare or special it was.
|
|
- guru
- Monday, 08/13/07 16:45:19 EDT
|
Nippulini,
316, and 316L will both get magnetic when cold worked. We used both 316/316L and 400 series in our valves and they were both magnetic after machining. The 400 was magnetic even annealed.
One of the sorta interesting things when working aroung induction heaters in industry is that these big heaters usually are set up with lots of fixturing. The coils are usually quick change and usually use brass or 300 series bolts to connect the cabling. If you torque a 300 series bolt and strain it, it gets a little magnetic, and will oftn get very hot, expand, loose its strain and start arcing, and burn up.
|
|
ptree
- Monday, 08/13/07 17:57:36 EDT
|
Speaking of guide systems . . .
I have a piece of RR rail that I'd like to use as a ram, if and when I get around to building this JYH that I keep asking about. I don't have the capacity to mill flats on the flanges of the rail, as was suggested somewhere here on Anvilfire (this is a pretty darned big website!), and having a machine shop do it would add a lot of cost. So what about this?: http://tinyurl.com/2ywdly The idea is that it'd be easier to make hardwood guide bearings to fit the tapered flanges than it would be to mill the flanges flat. The bearing behind the ram, riding in the channel iron, would keep it centered in the guide. (That bearing would be secured directly to the frame by countersunk screws.)
Would I be expecting too much from hardwood in this design? Any other thoughts on the general design? I thought about putting welded buttresses outside the channel iron "rails" to stiffen them up, but that might or might not be unnecessary, depending on a lot of variables that I don't yet know.
|
|
Matt B
- Monday, 08/13/07 18:10:00 EDT
|
Matt B,
There's nothing wrong with your general concept of the wood bearing slides. Tens of thousands of macines down through the ages have had metal pieces sliding on wood bearing blocks. It works fine, if they're kept well oiled and the metal is nice and shiny smooth so it doesn't gall the wood.
The only problem I see with you esign is that you don't have sufficient bearing surface to handle the loads I anticipate they'll see in use. Change the center back-side "shim" to be two bearing slides directly behind the front ones and you'll be better off.
The other issue your design has is that there is nothing to stop side-play. You absolutely have to have this, or the pressures on the wood slides on the angles base of the track will be horrendous. It may take a few bucks worth of machine work to solve this one, though.
The simplest way I see to solve it is to go ahead and have the top of the foot of the rail milled flat, far enough that you develop a square inside corner about 1/8" deep. Then have the bottom and the edges of the rail foot Blanchard ground. Now you have a perfect setup for a captive slide.
|
|
vicopper
- Monday, 08/13/07 20:12:04 EDT
|
Rich,
Sorry, I think the labels on my drawing weren't very clear. The "shim" notation refers to an actual metal shim right behind the rear wooden bearing strip, which could be changed (or added to) to take up slack created as the wood wears. The hardwood directly in front of the shim would be a sort of wooden rail. It'd be sized to be a very close fit to a piece of channel iron that'd be welded to the bottom of the rail, i.e., the back of the ram. (The channel iron is shown in my drawing, but it may be a little hard to make out. The colors don't contrast very well.) That channel, riding on the wooden rail, is what I intended to prevent side-play. I could also add square shoulders to the front bearing strips, which would bear against the edges of the rail flanges.
|
|
Matt B
- Monday, 08/13/07 20:32:07 EDT
|
I see waht you're getting at now, Matt. Yes, that will be better than what I thought. The tough thing is going to be getting the inside of that channel smooth and shiny enough to run onowood without scrubbing it to sawdust. That, and not warping the rail welding the channel to it.
The warping problem can be beaten pretty much by doing skip welds, or you could use mechanical fasteners, perhaps.
I still think having the rail bottom ground and polished and using it for the bearing surface is the best way to go, though. With a square shoulder for the rail edges to ride on, you should be okay. Make those bearing surfaces from cast iron or brass, though, not wood. There just isn't enough surface area there for wood; it would chew its way through the wood in no time, even if you used lignum vitae.
|
|
vicopper
- Monday, 08/13/07 21:14:28 EDT
|
Matt,
Given the relatively short length of rail that you'll be using, you could probably get away with cleaning up the bottom and edges of the foot with a 3x21 belt sander, handheld. Get it to about a 320 grit finish and it would run on lignum vitae like it was on Teflon.
|
|
vicopper
- Monday, 08/13/07 21:17:31 EDT
|
The problem with the guides on the top surface of the sloping rail is that the angle is less than 14° which is a locking angle. If there is any out of parallelness in the system the friction will be VERY high either locking up or creating a lot of heat. V quide systems work well but are always at high angles such as 90° or 60°.
As VIc noted there is also the question of sufficient contact area and the condition of the steel. Rail is a hot rolled material complete with scale when new. This means surface texture and being not so perfectly straight.
|
|
- guru
- Monday, 08/13/07 22:00:23 EDT
|
Hi, I have never struck an anvil in my life but I sure want to try my hand at it. I have built a coal fired forge w/60 CFM electric blower out of 14 ga steel plate. I have read all the articles about the Russian anvils and noticed that the comments were several years old. Has anyone looked at this years crop to see if any revisions/improvements have been made? Based on what I have read the Russian anvil will probably do everything I need at this time. Probably it is all I will ever need considering I am a 80 year old retired Work Methods Engineer who decided that working with iron would be a good hobby and keep me out of trouble. I have purchased several pairs of tongs and can't wait to try to fabricate a pair myself once I get the hang of it. After reading some of the demostrations posted, even a failure would be fun and in the process teach this old dog something new. You would think there would be some good used anvils available in AZ but they all seem to be in the east. The e-Bay anvil auctions are just wild. Way to rich for my blood. I would hazard a guess that the shills outnumber the buyers. I anxiously wait for your advise on what I think is probably my only choice....a Russian made 50kg anvil at $79.87 available in the Henderson NV Harbor Freight Store.
Thank you for your service. I DO appreciate it. Larry
|
|
Larry Hedden
- Monday, 08/13/07 23:26:42 EDT
|
I learn something new every time I come here. (That's why I come here so often!)
Sounds like I might be best off not trying to use the tapers as bearing surfaces after all. Since in this case it'd be easier for me to add metal of the right shape than to shape what's already there, what about something like this: http://tinyurl.com/2uqycf?
(If you're wondering why I'd want to weld on two flanges instead of one single plate, it's only because it'd mean four welds instead of two joining the flanges to the ram. But it'd make fabrication considerably more complicated, so I'd be happy to skip it if two welds would be strong enough.)
|
|
Matt B
- Tuesday, 08/14/07 00:26:54 EDT
|
That would work, Matt.
|
|
vicopper
- Tuesday, 08/14/07 07:30:16 EDT
|
The Russian: Larry, The HF 120# (50kg) anvils are the same Russian that we reviewed to the best of my knowledge. Supposedly they are going to stop importing them but that is a rumor. Those sold on ebay sell much higher and may or may not be Russians but rather cheap Chinese copies. One dealer won't even say if they are the Russian because his description calls it a "professional" anvil when it is not.
They are an OK starter anvil and fine for light work. There is not much else you could find at that price. An old old beat up anvil will cost twice that unless you are very lucky. However, that would be my choice.
There are used anvils everywhere. A friend of mine has found several in Costa Rica where a local smith said they were impossible to find. . But they ARE rare there. I think he recently shipped a load of old common anvils maybe doubling the number there. . . shipping and taxes was cheaper than the hunting.
|
|
- guru
- Tuesday, 08/14/07 08:51:19 EDT
|
RR-Rail Ram: Matt, warpage could probably be a problem. If you can I would bolt the pieces on. But if you are careful the welds will work. Less pieces would be better alignment. While you want adequate wheelbase (the width) I would not want any more overhang than necessary.
When bolting that large flat plate with the guides to your frame you need to allow for keeping it flat. You would be amazed at how out of wack you can get something like this. Bolts with shims under them work but bolts with adjustment screws next to them work better. One way I was going to level a plate on some rough wood was to put in several lag bolts and have the plate rest on them. They in turn could be adjusted as necessary. All you want sticking out is the head plus JUST enough for adjustment. When the assembly is bolted up straight and tight you can fill the space with wood shims and glue. On the other hand, if the wood is smooth and flat you may be able to pull hard up against it.
In the end you are building a Junk Yard Hammer and you don't want to obsess on these things too much. The point is to get it running with what you can find without spending too much money.
I can tell you one thing. Do not run a large flat surface against another flat surface (like the whole back of your ram (what you have been drawing is fine). To much friction from the lubricant. MY EC-JYH runs great when warm but bogs down and won't run when cold due to the large area and the grease. It needed to be shimmed off the back surface but I ran out of time and shim material when I was building it.
|
|
- guru
- Tuesday, 08/14/07 09:11:36 EDT
|
Matt, on the sides with the guides you will find it easier to laminate up the stack of guide and frame material and bolt it together. This will allow for adjustment in both thickness and width. Fitting stuff in the channel which has tapered sides AND is proportionately shallow will be tough. Normally there is a back plate, a shim or two, the guide material, spacer on the edge that also acts as edge guide, guide material, shim and then a thick top bar to hold it all together. A series of holes goes through so that it can all be bolted together. At the back you can have drilled and taped holes OR pass through and use nuts.
|
|
- guru
- Tuesday, 08/14/07 09:40:30 EDT
|
Thanks for all the help Jock, and Rich. I think I have a pretty good idea of what I'll need to do, now.
I hear you about obsessing, Jock. I have a tendency to do that. I think it's because I have a lot more time to think about this stuff than I have to actually *do* it.
|
|
Matt B
- Tuesday, 08/14/07 10:21:21 EDT
|
Can you tell me whether it is permissible to use Jock Dempsey's writing about anvils (esp. about radiussing) if I cite the source?
|
|
Bill
- Tuesday, 08/14/07 10:26:50 EDT
|
Yes, I agree and I would prefer an older, used anvil that's not too beat up. Can you guide me to where I might find a suitable tool away from e-Bay. I have tried a Google search but only come up with new items outside of e-Bay. Or, if someone reading this post has an anvil for sale I would be interested in contacting them. Thanks, Larry
|
|
Larry Hedden
- Tuesday, 08/14/07 10:52:25 EDT
|
Bill, It depends on how it is used, how much is used and what it is used for. Generally you can quote a portion of anything if it is in a larger work or as part of a review. However, reproducing an entire work is not permissible unless you have permission. The difference between a quote and using the whole work is ill defined and is up to the parties involved. Generally we don't allow use on other web sites in any amount other than reviews of anvilfire in general, that is what links are for.
Drop me a line and let me know how you intend to use it and how much you want to use.
|
|
- guru
- Tuesday, 08/14/07 10:56:27 EDT
|
Jock,
I went back and read over some of the recent JYH discussion, and there's a question I meant to ask. You wrote:
"An important aspect of the Dupont linkage is that the travels from center are not balanced. At the bottom end the work is well within the high leverage range of the links and the spring has little effect THUS hitting hard. At the top the travel is much greater the angle changing to where the spring has the advantage and stores the upward inertia. The imbalance between the top and bottom operations are critical."
I'm not sure I understand what creates the imbalance you're talking about, on Dupont or bow spring linkage hammers. Could you explain a little more?
|
|
Matt B
- Tuesday, 08/14/07 11:40:37 EDT
|
Larry; the way I find anvils is to talk with everyone I meet telling them that I am looking for an anvil; shoot I've found two here in Socorro NM that way!
Also if there is a Farm Coop or Feedstore post on their bulliten board, take out an add in the *local* paper; put up a post on the store bulliten board, etc.
If you want to pay the most you can, use the net! (you want anvils that are laying around not being used; not ones that folks are *trying* to make a profit on!)
Thomas
|
|
Thomas P
- Tuesday, 08/14/07 11:56:06 EDT
|
Finding Old Anvils: I need to put this in a FAQ. . .
NOT FRUITFUL:
1) You will not find them on the Internet at a good price.
2) You will generally not find them in an antique shop unless it is the Ironmonger type with LOTS of junk from machinery to old barbed wire.
3) You will not find anvils or general blacksmiths tools at your local hardware or farm stores. Those they have are usually cast iron junk (ASO's). OCCASIONALLY a farm store will have farriers tools such as tongs and punches. These are usually pretty good.
4) Telling people you are interested in blacksmithing is GOOD, don't argue about the horseshoeing. But NEVER say, I want to be a swordsmith and I am looking for anvils. . . People will think you are a dangerous nutcase.
FRUITFUL:
1) The best place to find anvils (free or cheap) is by word of mouth. Tell ALL your friends, acquaintances and especially ALL your relatives no matter how distant that you are interested in blacksmithing and are looking for tools like anvils, vises, forges. . . Even in big cities there are caches of tools hidden in somebody's Great Aunt's basement or storage building.
2) ASK everyone, even strangers, especially the good ole boys hanging around the hardware store, service station or doughnut shop. THEN follow every lead to its end. This works great when traveling IF you have time for the detours. However, unless you are the gregarious type and like striking up conversations with sometimes seemingly unfriendly strangers then this is not for you. People good at this are FINDERS.
3) Blacksmiths meets are the BEST place and often just as cheap as any if you are willing to take a beat up anvil. The guys tailgating anvils are FINDERS and worth paying. However, there ARE dealers that ask just as much for a beat up anvil as a perfect one. There are also a lot of repaired anvils found at blacksmiths meets. AVOID repaired anvils. If its old and has fresh sharp corners then it has been machined or welded or both.
4) Run a wanted to buy ad in your local paper. Those little freebie newsletters are good because they are FREE. But a paid ad is almost always productive as well.
3) Occasionally a farm, welding shop or machine shop auction is a good place. However, they ARE auctions and prices tend to be higher than from individuals. You can also waste a LOT of time and effort chasing auctions with no results.
4) LAST, Anvils are where you find them and once you have ONE others will follow. Sometimes that first one is tough to find but they ARE out there. They are valuable tools and free ones are rare but they DO turn up. Expect to pay at least $1/lb for the most beat up old anvil and up to $3/lb for good ones. Be sure to pay that poor widow that doesn't have a clue what her departed husband's tools are worth a fair price (or more).
AND GOOD LUCK!
|
|
- guru
- Tuesday, 08/14/07 12:04:10 EDT
|
Before everyone gets *too* down on the Internet, let's remember that not all websites are created equal. You can post local want ads on Craigslist. They're free, and I don't see how they're much different than a want ads in a local paper -- except that they reach a different, perhaps larger, audience. I found a good electric blower that way, and met a reasonably local smith in the process. He gave me a very good deal.
I have tried searching my local Craigslist for anvils for sale, without success. I have seen them for sale on Craigslist in other parts of the country, though. That's probably probably better than buying from eBay (it's not an auction site, there's potentially less competition, and you can inspect before you pay). A want ad is probably best, though, for the reason Thomas mentioned.
|
|
Matt B
- Tuesday, 08/14/07 12:47:47 EDT
|
Imbalance in Stroke, Dupont Linkage: Matt, The difference is set by physical limits. At rest there should only be 1" or less travel for the dies to contact. So the dies hit the work with the most minor compression of the spring at the point where the toggles have the most mechanical advantage against the spring (at about 15 to 20° toggle angle).
At the top of the stroke the spring can compress much more and there should be room for the toggles to reach about 45°. This is the necessary room for the spring to absorb all that inertia. It also uses more stroke than the downward end which is limited by the anvil.
When the ram is too high above the dies the spring starts to absorb the energy of the ram just like it does at the top. If the dies were just at the maximum travel with the spring fully compressed at the bottom of the stroke there would be no force in the blow. This is what I mean by imbalance. The ram uses the upward travel to absorb the upward inertia and reverse the ram motion but there should be little resistance at the bottom of the stroke. This is where the changing force vectors of the Dupont linkage comes in. It is also where a bad design with the dies too far apart does not work well.
|
|
- guru
- Tuesday, 08/14/07 13:14:50 EDT
|
Thanks for the input Gentlemen......looks like one of the secrets is "don't be in a rush take your time and work at it". Thanks again,
Larry
|
|
Larry Hedden
- Tuesday, 08/14/07 13:38:13 EDT
|
Makes perfect sense, Jock. Thanks for clarifying that.
|
|
Matt B
- Tuesday, 08/14/07 14:30:53 EDT
|
Local steelyards, flea markets, antique stores and farm estate sales are all good sources for nice anvils. Now getting a good deal on one isn't all that easy. The local steelyard may or may not even have one, but sometimes there will be one lying in a corner all gouged up. Flea market anvils I've seen range from cast ASO's to beat up small cracked anvils. Antique store anvils can be real costly, unless you can strike a deal with the owner of the piece. Now, in Bucks County PA (where I live) farms are being bought left and right to be turned into crappy mini-mansion housing developments. The estate sales on these farms can yield awesome deals at auction.
|
|
- Nippulini
- Tuesday, 08/14/07 16:22:28 EDT
|
What are all you guys opinons on dimondback's line on propane forges? I am thinking of getting one, but before I waste my money I need to have some back up reasurance on weather they are a quality product and can actually reach welding heat easily.
|
|
troy
- Tuesday, 08/14/07 16:48:45 EDT
|
This past weekend was our first class @ the local state park (blacksmithing 101). It went over very well, everyone got all the beating they wanted and went home with some cool stuff and a new appreciation for our hobby/obsession. This is my first time teaching classes as a smith, and was wanting some input from the experts for the next class.
Saturday was S hooks, leaves, and fire place pokers. iforge has some good pieces but most are a little advanced for the 101 (one day) class. (lesson learned - stock needs to be short for safety - just long enough to hold with out tongs)
|
|
- nathan
- Tuesday, 08/14/07 16:55:59 EDT
|
Nip, You are near anvil central which is the Amish country. Literally tons of colonial era anvils have come out of there, mostly as scrap before people started collecting them. Then as you move West into Ohio where early industry used tons of anvils they are quite plentiful. But as you travel in all directions from there the "anvil density" drops. There is a reason the "rust belt" is called what it is.
Anvils in scrapyards are pretty rare these days but I HAVE bought one from a scrap yard in Sacramento, CA. It was sitting in plain view on a pile of plate next to the fence. They are just as rare in antique shops but my friend in Costa Rica bought one in an antique shop. I was almost given ($5) a colonial with missing horn by an antique dealer friend. It was not "anvil looking" enough to be a door stop. . . I spent YEARS going to farm and estate sales in the early 1970's before I hit one with an anvil. I bought it! These are all possibilities but you can spend a lot of travel time on these low probability sources.
The telling all your friends and relatives works surprisingly well and has a high success rate at getting FREE anvils. The placing a "wanted to buy" ad in local papers can put you in business if you have the capital and negotiating skills. It helps to be the only one doing it or being first. Chasing leads and rumors works but is hard work.
FINDERS: Thomas did not tel the REAL truth. He is a FINDER with a NOSE. He can drive down the Interstate at 70MPH and smell an anvil in a shed, old barn, closed industrial plant. . . On country roads he can probably tell you which corner of the building and type of anvil. I know several finders and they will be driving along and "smell" an anvil or power hammer, stop at the nearest door and ask. They have surprisingly high results. These guys are often the dealers you see at blacksmith gatherings with a truck load of anvils. THAT is where YOU find the finders. Buying from them may take all the fun out of the hunt but it is much more cost effective.
SOME of these guys sell at flea markets. But true finders know that flea market prices are flea market prices (too low) and sell at tool sales and blacksmith meets. The guys you find at flea markets with anvils are Ironmongers or old tool dealers that were lucky. Usually the FINDER has hit the flea market at dawn or while they were setting up and the good tools are gone when you get there.
The probability of finding a good used anvil is actually fairly good if you are constantly vigilant and take your time. However, if there are many others in your area looking then that probability drops.
|
|
- guru
- Tuesday, 08/14/07 17:40:19 EDT
|
ThomasP has everyone fooled, they think that disreputable hat is an affection. Those horns are actually anvil antenna.
|
|
ptree
- Tuesday, 08/14/07 18:38:52 EDT
|
Simple Projects: Nathan, You can't get much simpler than S hooks. They are great practice for making a small scroll end from a point and that is where I start when teaching kids. Draw a point, roll over the edge of the anvil, bend, reverse and repeat. If you get a C instead of an S then twist it. I usually make S hooks from 1/4" square and twist them. But I also use 1/4" round.
Leaves start easy and get more complicated. However, for common spear shaped leaves the steps are all the same up until you flatten the leaf. A simple leaf is forged flat with no texturing or ridge then given a little life by bending it and curling the point. You can use similar steps to making leaves from round or square bar when making them from flat bar. You can get a wider leaf with a little less forging. Avoiding fish mouth is the tricky part. This is done by forging at LEAST 1 width back from the end and using good square blows. This will start the end bulging rather than pinching. Then work toward the point, not from the point back.
From that point leaves can get complicated including fullering and texturing. But all kinds of proportions from rose leaves to grass can be made with the same basic techniques.
Pokers can be dead simple but any that look decent take some work. A flattened rake end is best. I put a slightly hooked point on them which can be used to snag into a log to move it. Ring handles are easiest.
After S hooks you have drive hooks, then J hooks which require a hole that is punched or drilled. I forge a little flame shaped leaf for the hole end. For coat hooks the J hook needs to be fairly heavy (3/8" stock) and the end a ball or smooth edge scroll that will not catch on fabric.
You can get very creative with hooks. Some curve UP then down and back. They can be forged with small animal heads such as duck heads, snakes, dragons. Hooks can also be split the mounting side made into a rams head scroll for two screws.
Then there are simple basic exercises without the goal of making something specific. Bending, pointing, upsetting. . . Making a set of twists as a reference tool is a good exercise and can take the better part of a day. You start with short pieces of 1/2" or 5/8" square stock and a couple pieces of round. Then you make all the possible twists you can think of. Flatten the ends and put on a ring. .
1) Simple twist in square.
2) Fast (screw thread) twist
3) Simple twist with heavy chamfer
4) Opposing twists
5) Alternating twists (right, left, right, left).
6) Incised twist (makes square look like four pieces)
7) Diamond twist (twist, square, untwist)
8) Pineapple twist (twist, square, incise, untwist)
9) Twist with punch marks (center punch on opposite sides, twist).
10) Twist in round (flatten slightly, twist)
11) Incised in round (incise 3 or 4 lines, twist)
There are more and other combinations, chamfer, incise, punch. . . I may (probably) have missed some.
As to stock lengths. There are two basic lengths, short precut for use with tongs, and long (up to three feet) that do not need tongs. There are advantages and disadvantages to both. Unless your course includes cutting stock (by hand or machine) then all stock should be precut in advance. Skill in using a hacksaw is a good one to teach but it eats up a lot of class time unless you have a saw with a new blade for every student and a vice for each as well.
Many smiths teach hot cutting as an exercise. If you make enough cuts to be proficient then all your later stock will be ready to go. However, this puts you in a situation with a bunch of 5 foot lengths in the forge and flying through the shop. . . AND if later projects are to be made and cuts are rough or generally bad then the work will suffer from the prior exercise. Hot cutting the 10 to 12 lengths needed for the twisting exercise would be good starting point.
|
|
- guru
- Tuesday, 08/14/07 18:42:42 EDT
|
Simple Projects, Hummingbird Feeder Hooks: Looking for something to make with all those leaves? I make double leaf S-hooks. They can be light with simple little leaves or heavy with folded or fullered leaves. I twist most. Heavy ones are chamfered, deeply incised then twisted resulting in a organic viney look. These are EXPENSIVE hooks. . .
We have found that leaf hooks are perfect for hanging humming bird feeders. Humming birds like to perch on them. Now I just need to replace the ugly OEM feeder hooks with forged leaf hooks. . Hummingbird feeder hooks!
|
|
- guru
- Tuesday, 08/14/07 18:50:34 EDT
|
Anvil finding:
If I can find an anvil in the Virgin Islands, (I've found no less than six, so far), then you can find an anvil about anywhere. I went to every welding shop, automotive shop and old car/motorcycle/machinery enthusiast on the island and found:
1. Welding shop - 189 Kilo side-face London pattern in decent shape for $200 cash. I could have gotten it for less, but the guy obviously needed the money.
2. Welding shop #2 - 200# Kohlswa with a couple of torch cuts but perfectly new edges. Could have gotten it for a couple hundred, but didn't need it right then. Later, the same guy gave me a free 12" Atlas lathe in poor condition.
3. Retired fabricator - 400# Peter Wright with properly repaired edges, not for sale. I really want his 8", 250# Parker vise, also not for sale.
4. Old machinery buff - Unknown weight church-window anvil, fair condition, not really for sale but could probably be had for the right money and/or trade. I'm keeping his contact info for later.
5. Fabricating shop - haven't seen the anvil, though I know they have to have one, but there's a decent 6 or 7 inch Columbian post vise sitting out back in a pile. I'll probably glom onto that cheap one of these days when I catch Mike in the right mood. (grin)
6. Local homebuilder - Decent 150# no-name anvil, American pattern. He wanted over a buck a pound, so I passed on it since I already have four or five anvils.
I've done a couple public demos and had folks come up at both of them to ask me if I needed an anvil or other tools, even free coal. I took the ton of free (excellent) coal.
I also attend at least one major blacksmithing conference (Quad States) every year, and have made a number of friends there and learned vast amounts, gotten endless help, and even a number of free tools and working stock. If you check for a blacksmithing group in your area, go hook up with them and have fun! You'll find all you need in the way of tools, help and advice, believe me.
|
|
vicopper
- Tuesday, 08/14/07 21:11:48 EDT
|
Anvils and other such anachronisms-- see if there is a chapter of the Early American Industries Association in your area. These cats are the Audubon Society of old tool nuts, fine gents (and a few dames, too) who savour the finest of the finest and who are willing to share. Their meetings usually feature a tailgate, a spread of goodies they want to sell or trade. Many of the ones I have met indeed have finders who are out there right now foraging for yet more goodies. They publish lots of fascinating books and booklets and a magazine that carries ads. I think their website might have ads, as well.
|
|
Miles Undercut
- Tuesday, 08/14/07 22:18:25 EDT
|
Lathes, saws, vises, drill presses, work benches. . . thats all part of the business as well. Getting too focused on the "anvil" is not a good thing. There are other items that are expensive and hard to find cheap.
I've seen good steel work benches get ignored or sold to the scrap dealer at auctions. Weld platens too! Just try to buy new steel to BUILD one! OR price a new weld platen. I just built a wood working bench in pine that materials cost over $300. My welding bench would cost over $2500 to build today. But I also have a big cast iron bench made from the base plate of the main press at our local newspaper before they moved and bought new presses. A beautiful casting with ribs and a 6" edge, all machined flat. I only paid $275 for it at auction and it came with the biggest chipping vice I've ever seen. A 10" Prentice. Everybody was bidding on the vice. *I* was bidding on the vice AND bench. After the auction a fellow asked if I needed help taking the vice off the bench. . assuming I was going to scrap the bench in place. WHY? I asked. Its worth more than the vice!
Be open to opportunities when you stumble on them.
|
|
- guru
- Tuesday, 08/14/07 23:28:02 EDT
|
"everyone got all the beating they wanted and went home" sounds a bit different out of context.
As for the DRH's horns being anvil antenna; yes they are. When people comment to me about the hat I go into my I'm a blacksmith speil explain that the real wool felt hat is part of my safety equipment and ask about anvils...
One other "trick" is that good anvils are heavy so if I see "old barn" stuff at a fleamarket I ask if they left the anvil back home as too heavy to bring to the fleamarket.
Another is that pretty much *ALL* *old* factories, machine shops, welding shops, repair shops, etc had anvils about 75-100+ years ago. I went to an auction of a car repair business that had been in the same shop since 1918---full set of tools buried under more recent car junk. Same thing for a HVAC/Plumbing shop that moved into their "new" building during the 1930's (the tin smithing stakes were awesome!) There is still an anvil located in the sub-basement of a Hospital in Columbus Ohio---I learned about it from an orthopedic smith who used in during WWII making speciality braces and splints.
Lets see, old glass factory had a smithy including power hammer, sugar refinery had a smithy---probably a higher density of anvils per sq mile in an old *city* than in the country! Most good sized mines or quarrys had smithy's
As for web use, you do get a wider range but prices are often double what un-web'd folk ask as many people on the net base their prices on E-bay which always seem ridiculously high to me.
In general auctions have not been a good source---waste all day standing around and get outbid by someone wanting it for "decoration". The HVAC place was an exception; "industrial" auction held on a holiday weekend---no people looking for antiques and few company men there due to the holiday. Only 2 people even went into the smithy area to bid on the anvil...
Thomas
|
|
Thomas P
- Wednesday, 08/15/07 11:54:53 EDT
|
News from “Anvil Central”:
Dad was at an auction / estate sale yesterday where they sold three anvils, two PW’s over 150lbs each for around $190.00 each, if I remember correctly. (The third was a paperweight anvil that said “New Holland” - $400!) Also, a swage block - $190. He went to possibly get me the swage block; I told him $50.00 or less, since I don’t really need one right now. Instead he got me my third leg vice, which is bigger than the ones I have now - $80.00!
Sale was in the town of Glen Rock, York County, PA
|
|
- Dave Leppo
- Wednesday, 08/15/07 13:13:15 EDT
|
Correction Leg vice was $40.00
|
|
- Dave Leppo
- Wednesday, 08/15/07 13:37:07 EDT
|
Hello I purchased a nice portable forge and it has a crack across the firepot can I Stick weld the crack???
|
|
Ethan
- Wednesday, 08/15/07 15:55:32 EDT
|
Ethan, is the firepot cast iron or sheet steel?
Thomas
|
|
Thomas P
- Wednesday, 08/15/07 16:10:41 EDT
|
Dupont linkage, again:
I just did a little trigonometry to try and figure out how much spring tension a Dupont linkage will need at rest to hold the toggles at 5 degrees below horizontal. Where W is the weight of the ram and T is the tension, I get T=W/sin(5 deg). If ram, toggle and dies weigh a combined 40 pounds, I get a theoretical spring tension of 459 pounds. (That's just trig, not real engineering equations with all their correction factors and the like, so the real answer is probably higher.) That's more than eleven times the weight of the ram assembly, and that's *before* the ram has even started moving! I was thinking that 1000 pound trailer leaf springs might be too beefy for this application, aside from not being the ideal shape. Now I think maybe they'd be about right.
Any thoughts? I double-checked my math, and even did a little research to make sure I hadn't gooned the setup of the equation. I don't think I did.
|
|
Matt B
- Wednesday, 08/15/07 17:10:50 EDT
|
http://boston.craigslist.org/gbs/zip/397568300.html
Does anybody know what this is?
|
|
Tim
- Wednesday, 08/15/07 17:24:28 EDT
|
Tim,
Yes.
|
|
vicopper
- Wednesday, 08/15/07 18:28:18 EDT
|
Tim, I can't say for sure, but it looks a lot like a light-duty ribbon-cable connector crimper from the 1980s.
|
|
John Lowther
- Wednesday, 08/15/07 18:41:24 EDT
|
Matt, 5 degrees is a little low but a good starting point. I think I was using 7 degrees and got 8 to 9 to one. LG links LOOK straight but the holes are offset and the angle is hole to hole, not on the link axis. . .
|
|
- guru
- Wednesday, 08/15/07 20:14:55 EDT
|
Ethan, if it is cracked (not rusted in two) then it is probably cast iron. The best patch is a bunch of flat bar and drilled holes with bolts. Cast does not like to be welded and this shape is particularly bad. The fact that it broke from thermal stresses is a good indication that welding is not a good idea.
|
|
- guru
- Wednesday, 08/15/07 20:17:20 EDT
|
Is my typing invisible!!!
|
|
troy
- Wednesday, 08/15/07 20:18:01 EDT
|
Troy, I can only offer that I have never used, or seen that brand and know nothing of them. I can reccomend the gas forges built by Ken Scharabok, a poster and supporter of this forum. I do not think he says his will get to welding heat but you can easly ask. He is a fine guy to deal with, and makes a good line of beginners tools.
|
|
ptree
- Wednesday, 08/15/07 21:25:05 EDT
|
I just picked-up and refurbished an old, large, Royal, Western Chief, Canedy Otto blower. I cleaned the gears with kerosene several times and it blows out air like nobodys business. It coast's well once I let go of the handle, for almost 2 revolutions,( I don't try to spin the handle at 500rpms, jut a comfortable speed which the blower seems to dictate buy the drag), should I clean it more or is this about right? Also, I used real light compressor oil for the lube (good for our cold winters), and it only requires oil to fill about 1/3 the cavity, to the drain plug, as opposed to the Champion which is supposed to be filled to the brim. I can't break open the housing without destroying the gasket which seems to be intact, and I wonder if there's an oil slinger inside which promotes full lubrication with out the waste.
|
|
Thumper
- Wednesday, 08/15/07 21:40:07 EDT
|
Where are the serial numbers located on a 25# LG?
|
|
dimag
- Wednesday, 08/15/07 21:51:33 EDT
|
Dimag
The serial number should be on the side of the main frame casting. Should have an "H" prefix.
|
|
Bernard Tappel
- Wednesday, 08/15/07 22:12:59 EDT
|
Thumper-- I have one, too. Best blower known to man this side of Monica Lewinsky. Insatiable appetite for oil. I use SAE 30. They came, I think, with a cute little brass petcock on the side for what purpose I dunno. Just keep it lubed.
|
|
Miles Undercut
- Wednesday, 08/15/07 23:05:29 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|
