| WELCOME to the anvilfire Guru's Den |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from Aug 18 - 24, 2001 on the Guru's Den |
|
|
|
where can i take blacksmithing classes? |
| malenia <welderchik at yahoo.com> - Friday, 08/17/01 22:55:11 GMT |
|
guru, what would you suggest for an anvil stand? I was thinking about some heavy plate 3/4" or 1" with maybe 4" pipe to another heavy plate, and possibly filling the plate with sand, will this do anything? Also is it ok to store coal outside I have a shed roof at one end of the shop, it would be out of direct weather but not completely?? Thank You |
| jeff moore <fourmore2 at aol.com> - Friday, 08/17/01 23:52:47 GMT |
|
Malenia, It would help, and we could advise better, if we knew approximately where you are located. |
| Paw Paw Wilson <pawpaw at paw-paws-forge.com> - Friday, 08/17/01 23:56:57 GMT |
|
Anvil Stand: Jeff, I prefer wooden stands. They absorb some noise and shock, and are also portable. 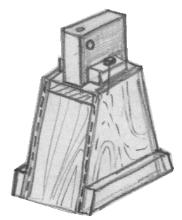 I build mine out of 2 x 12" (nominal) lumber with plywood on two sides. At the base of the plywood sides I reinforce the plywood with 2 x 4's on the outside edge. I then bolt two semi-circular blocks to fit between the feet of the anvil. This drawing is one for a "block" anvil and the only thing different is the blocks to keep the anvil in place. The bottom is open. On rough surfaces the open base will sit flat and not rock as bad as a solid block. I've built four of these and been very happy with them. I need to build another and will show its construction here when I do. The first one I built got used outdoors for 10 years and the plywood finaly rotted. It could have been repaired but I had glued AND nailed the plywood on about every 2". Was easier to make a new one. Many folks use blocks of log. Your location is a factor in availability. Others use a 55 gal. drum cut in half and filled with sand and coal ash. This lets you give your anvil a twist to "bed it in" or to slope the face a little. Setting the anvil in sand helps dampen the ring somewhat. THEN. . . There are those that build fancy stands from heavy angle iron. 2-1/2 x 3/8" or 3 x 3/8". Then they build in a little "slack tub" under the heal of the anvil to catch hot biscuits, add on hold downs. . Whatever they want. I've got a steel stand under my 300# Kohlswa (it was attached. . ) that I would gladly trade for a piece of 2 x 12 to make a new stand. . . |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 00:19:37 GMT |
|
"HISTORICAL NOVEL" Part Two:: Previous to the carburization process for making steel, there was a much more ancient process. The cementation process was discovered as early as 1400 B.C. (yes B.C.) The ancient Hittites were the first iron workers. One of their subjugated tribes were the Chalybians who discovered a method to make steel. Very pure iron was heated to a very high temperature but not molten. The iron was mixed with charcoal and hammered. Eventually after much hammering, some of the carbon from the charcoal diffused into the iron, forming cementite and yielded steel. The process produced a passable steel that was rarely homogeneous and often impure but it was a steel, nonetheless, that was superior to iron. (it could hold an edge and was much harder than iron.). The Greeks Persians and later the Romans would have had access to cementite steel for weaponry and other tools. But it was expensive. The Romans also got wootz steel from traders. Wootz steel was manufactured in South-West India. The Indians were the first people to make molton iron. They invented the co-fusion process to make very fine uniform steel. The first crucible steel made from molton cast iron and solid carbon-free wrought iron, was sold to "Arab" traders who probably sold it to others such as the Romans. Incidentally, wootz was true crucible steel, the material Huntsman learned to make almost 2000 years later. Strangely, the Romans thought wootz steel came from China. Wootz steel was one of the components the Arabs used to make Damascus steel around 800 A.D. Cementite began to be exported |
| slag <dstotland at videotron.ca> - Saturday, 08/18/01 01:00:50 GMT |
|
"HISTORICAL NOVEL" Part Two:: Previous to the carburization process for making steel, there was a much more ancient process. The cementation process was discovered as early as 1400 B.C. (yes B.C.) The ancient Hittites were the first iron workers. One of their subjugated tribes were the Chalybians who discovered a method to make steel. Very pure iron was heated to a very high temperature but not molten. The iron was mixed with charcoal and hammered. Eventually after much hammering, some of the carbon from the charcoal diffused into the iron, forming cementite and yielded steel. The process produced a passable steel that was rarely homogeneous and often impure but it was a steel, nonetheless, that was superior to iron. (it could hold an edge and was much harder than iron.). The Greeks Persians and later the Romans would have had access to cementite steel for weaponry and other tools. But it was expensive. The Romans also got wootz steel from traders. Wootz steel was manufactured in South-West India. The Indians were the first people to make molton iron. They invented the co-fusion process to make very fine uniform steel. The first crucible steel made from molton cast iron and solid carbon-free wrought iron, was sold to "Arab" traders who probably sold it to others such as the Romans. Incidentally, wootz was true crucible steel, the material Huntsman learned to make almost 2000 years later. Strangely, the Romans thought wootz steel came from China. Wootz steel was one of the components the Arabs used to make Damascus steel around 800 A.D. Cementite began to be exported |
| slag <dstotland at videotron.ca> - Saturday, 08/18/01 01:00:50 GMT |
|
"HISTORICAL NOVEL" Part Two:: Previous to the carburization process for making steel, there was a much more ancient process. The cementation process was discovered as early as 1400 B.C. (yes B.C.) The ancient Hittites were the first iron workers. One of their subjugated tribes were the Chalybians who discovered a method to make steel. Very pure iron was heated to a very high temperature but not molten. The iron was mixed with charcoal and hammered. Eventually after much hammering, some of the carbon from the charcoal diffused into the iron, forming cementite and yielded steel. The process produced a passable steel that was rarely homogeneous and often impure but it was a steel, nonetheless, that was superior to iron. (it could hold an edge and was much harder than iron.). The Greeks Persians and later the Romans would have had access to cementite steel for weaponry and other tools. But it was expensive. The Romans also got wootz steel from traders. Wootz steel was manufactured in South-West India. The Indians were the first people to make molton iron. They invented the co-fusion process to make very fine uniform steel. The first crucible steel made from molton cast iron and solid carbon-free wrought iron, was sold to "Arab" traders who probably sold it to others such as the Romans. Incidentally, wootz was true crucible steel, the material Huntsman learned to make almost 2000 years later. Strangely, the Romans thought wootz steel came from China. Wootz steel was one of the components the Arabs used to make Damascus steel around 800 A.D. Cementite began to be exported |
| slag <dstotland at videotron.ca> - Saturday, 08/18/01 01:00:50 GMT |
|
Did it again, (cont.) from the styria and Carinthia areas of Eastern Europe to the rest of Europe in the eighth century. Cementite steel, sufficed as the main type of steel, in Europe, for centuries until the carburization process was developed. One of the incentives to develope the carburization process came from returning Crusaders who had fought against swords made from Damascus steel. No doubt these warriors had a word with their armorers, swordsmiths, and steel masters. (there also was a decarburization process that made steel by using heat and air to decarburize cast iron from it's unusable 4% carbon content to a workable steel of 0.5% to about 2.0% carbon conten. This decarburization process was as laborious, labor-intensive and expensive as the carburization process.). The anvil calls , I've got to get to work. Regards to all. Slag::: |
| slag <dstotland at videotron.ca> - Saturday, 08/18/01 01:17:40 GMT |
|
Good Guru; Heres something that , er, bears on the anvil stump question. My 270# anvil and It's stump used to rest on a 2' X3' ,3/4" plate onthe concrete shop floor. Some good luck brought a piece of 1 1/2" about the time I needed the 3/4" plate for something else so I set it under the stump till it was needed. There was a noticeable difference in rebound much like you might expect switching to a bigger anvil. That suggests that more rigidity or mass under the anvil might make a significant difference in performance...which votes for a solid hardwood stump..at least. |
| P-F <ironyworksathotmail.com> - Saturday, 08/18/01 06:48:07 GMT |
|
Guru, We recently had the good fortune of having a young journeyman smith from Holland work in our shop for about six weeks. This practice of "Journeying " around is alive and well in Europe but for some reason I don't hear about U.S. smith's doing the same. He had been to Spain, South Africa, Germany, Czech Republic, etc.. and worked with some very skilled people. His Knowledge of smithing was far beyond the two years he has been smithing as a result of this exposure. I learned more from him than the other way around! Why is there not a similar program here? How could we start! I am too old and have a family now but it would have been a great advantage to have this available when I was starting. TC |
| Tim Cisneros <blacksmith at theforgeworks.com> - Saturday, 08/18/01 14:34:20 GMT |
|
Tim, I beleive the reasons you can not are the same for most of us..... Seems we get the smithing bug later in life. Tjo once my wife can support us with out my income, I do plan on traveling about to other shops to see if I can help work and learn. |
| Ralph <ralphd at ihpc.net> - Saturday, 08/18/01 15:48:58 GMT |
|
Historical question about steel - I'm not a Smith. recently I saw a display of iron strik-a-light's (fling/steel fire starter) that were suposedly recovered at a Roman Army camp dig dated between 300-500 AD. I've watched a number of B/Smiths at reenactments hammer these strikers out and they always say a good carbon steel was necessary for the impliment to throw hot sparks. Old files make good strikers...and so forth. |
| Jerry Crawford <cricket at gwi.net> - Saturday, 08/18/01 16:27:57 GMT |
|
Historical question about steel - I'm not a Smith. recently I saw a display of iron strik-a-light's (flint/steel fire starter) that were suposedly recovered at a Roman Army camp dig dated between 300-500 AD. I've watched a number of B/Smiths at reenactments hammer these strikers out and they always say a good carbon steel was necessary for the impliment to throw hot sparks. Old files make good strikers...and so forth. Anyway, I know there was high quality woots steel being made in India ca. 500 AD but I didn't know the Romans had made steel that early. Can you steer me to information about early Roman steel being made that would have wound up in these strikers? Thanks |
| Jerry Crawford <cricket at gwi.net> - Saturday, 08/18/01 16:32:52 GMT |
|
I'm working up drawing for tis evening's work. I need a small adz. (it's like an ax, but with a horizontal blade) I figure mild steel body, with a high carbon cutter. using your how to forge a camp ax tutorial as a reference, I figure on closing the eye before welding in the blade, standing the head upright and moving the steel down to the anvil. jump welding the high carbon on and bringing it to it's final shape. any problems that you see with my theory, I've never forged one, I've used several, and know about what I want. ( I bought one , but even after modifying it. it's ony marginal) |
| Eric Ericson <jeericson at hotmail.com> - Saturday, 08/18/01 16:34:11 GMT |
|
Power Hammer Anvils: I'm building a power hammer, but I dont have any really suitable large stock for the anvil. What I do have is a TON of scrap steel, almost unusable, laying around everywhere and I fear the cost of taking it all to the dump. So I had an idea. I want to take an old gas cylinder and cut both ends off (which Ive already done) and on one side, I'm going to weld on a large piece of plate steel, about .5" thick. this end would become the surface that I could bolt dies to. Then I was going to flip it over, fill it with all the scrap steel I can find, then fill it all in with concrete, and seal it up. It would be a great way to recycle, and when finished it would look really sharp. Do you think this story would have a happy ending if I went ahead and tried it? Thanks. - Loren |
| Loren P <and8995 at olywa.net> - Saturday, 08/18/01 16:38:32 GMT |
|
sory for the trouble - having just rad the "History" lesson above I've answered my question - "carbon steel has been around for a long time and the idea of steel strikers isn't so unusual in 300 AD as I thought. J |
| Jerry Crawford <cricket at gwi.net> - Saturday, 08/18/01 17:03:46 GMT |
|
Eric, your idea works, done that, but it will look better with the eye punched and forged in a larger bar. BTW, the adze-and-axe you described earlier sounds like one from around 800 AD found here in Sweden. |
| Olle Andersson <utgaardaolle at ebox.tninet.se> - Saturday, 08/18/01 17:23:13 GMT |
|
History lessons: When you read books about ancient metallurgy, please bear in mind that those books seldom are written by people who actually KNOW anything about metall. And nobody knows what anyone really did 1400 BC. |
| Olle Andersson <utgaardaolle at ebox.tninet.se> - Saturday, 08/18/01 17:38:03 GMT |
|
P-F: I agree a box seems much to flexible, as I have never used one I do not know. I use a box aswell but made so that feet of anvil have 1" clerance to sides and fill that with sand to 4-5" below top, seat anvil and fill sand around. this box I use at my "Garage shop" in smithy I use a stump. the advantage of well packed sand is sound dampening (garage shop is im middle of town), otoh I get slightly less rebound than when using stump. writing lots saying little it seems. |
| OErjan <pokerbacken at angelfire.com> - Saturday, 08/18/01 17:40:23 GMT |
|
Building Powe Hammer Anvils: Loren, The concrete composite will work but only as an above ground foundation. It will be too "soft" to make an efficient anvil. If you weld as much of that scrap to the botom of the anvil cap as you can before putting the cylinder around it and filling with concrete it will increase the efficeincy greatly. The length and continuity of the mass below the cap are important. The concrete will shrink and rapidly just be loose mass around the junk. After welding stuff to the cap and surrounding it with the pipe I would stick pieces of scrap or bar stock in the empty space and weld it to the "junk" and the tube. Use a portland cement rich sand/grout mix to fillup the space. Do not use "sack crete" this is very low in cement and the weakest possible mix. Another way to "build" mass is with bundles of flat part in groups that alternate directions. These can be welded to each other AND to the cap. |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 18:02:45 GMT |
|
History: Olle, we hardly know what happened in the 19th century or early 20th when it comes to many technical details. I now have two books with articles explaining how wrought iron was made in big modern plants in the early 1900's. Many tons were made for applications where wrought was still considered the best material. These processes are missing in most blacksmithing references. When it comes to what we know from 1000 years ago it is based on VERY FEW remaining samples and as Olle mentioned the writings of people that didn't have a clue about small scale smelting, foundry or blacksmithing work. |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 18:10:38 GMT |
|
Box anvil stand: My bases are very solid and do not twist. I've used similar sized anvils on oak blocks and never noticed a distinct difference. |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 18:14:29 GMT |
|
Eric Ericson, Make sure you fagot weld the high carbon steel on the correct side of the blade so that the one-sided bevel will work for you. |
| Frank Turley <nudahonga at qwest.net> - Saturday, 08/18/01 18:16:52 GMT |
|
Journeyman Program: Tim, ABANA has one and anyone can register their shop in the program. The last time I read the requirements for the Journeyman it seemed that they wanted someone that was quite accomplished. Of course this is to prevent someone from coming in that is a "newbie" or apprentice level from getting over their head. It also protects the shop owner from being put in a position of teaching someone from scratch or having untrained people in their shop. |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 18:23:16 GMT |
|
Power Hammer Anvil: Loren, I just reread your question. 1/2" (13mm) is NOT a heavy piece of plate it is a spring. 5" (127mm)is a HEAVY piece of plate. In this application I would use no less than 2" (~50mm) for the anvil cap. No, laminating flat plate does not work. |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 18:29:15 GMT |
|
The posting about forging charcoal into steel CAN'T BE DONE! The rate of carbon loss is MUCH higher than that of absorption. To get steel you have to heat it in a CO rich atmosphere for HOURS. Absorption is about 1 mm (0.04") every 5-6 HOURS but reduction is 0.07mm (0.0028")/MIN at 900�C (1650�F). If on the other hand it was suspended in a fuel rich atmosphere for several hours without oxygen access... I.E. a forge with enough charcoal piled and thin enough stock (say 1/16thick later welded to one thicker piece) the iron would gain sufficient carbon to be useful steel. Btw if you look at 90% of what is found of old tools in EUROPE. They used about 0.4-0.6%C in the edges around roman times and that is far from the 0.6-1.8% in modern steels. And I know I�m a �know it all� with not much of a clue when ancient steels are regarded. just wanted to point out things lacking in process above. |
| OErjan <pokerbacken at angelfire.com> - Saturday, 08/18/01 18:29:42 GMT |
|
btw the data about absorption and loss are from a Sandvik steels publication on heatreatment. |
| OErjan <pokerbacken at angelfire.com> - Saturday, 08/18/01 18:31:13 GMT |
|
Olle, I started carving with my grandfather(when I was 6) In the swedish style. One of the things that got me into smith work was that I could not find the tools I needed. I must be on the right track If you recognize the discriptions of my tool, thanks, EE |
| Eric Ericson <jeericson at hotmail.com> - Saturday, 08/18/01 19:14:46 GMT |
|
and Mr turley thankyou for your input |
| Eric Ericson <jeericson at hotmail.com> - Saturday, 08/18/01 19:17:32 GMT |
|
Carbon Absorption: OErjan, That rate agrees with the ASM Heatreaters Guide I quoted (in the heat treating FAQ I think). They give 1/32" (.8mm) for four hours. Of course that is with more at the surface and less as you go into the iron with the measured depth ending in a fuzzy edge. There are various methods and standards for measuring depth of case based on the percentage of carbon. The 40 to 60 point carbon works good for me in wood working tools. Recycled springs work great. |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 19:47:53 GMT |
|
Carbon Absorption: Two processes seem to be intermingled in a reply to the note I posted yesterday. Hot carbon monoxide is used to reduce iron oxides to free iron, in the smelting process and not the carburisation process. The latter process (namely carburisation) is done in the absence of air. If there is air the process cannot work. In iron smeting, iron oxide ore is reduced to elemental iron. Few chemicals can break the strong iron oxygen bond. But hot carbon monoxide can. It has a very high affinity for another oxygen atom. That affinity is even stronger than the iron oxide bond. In other words, hot carbon monoxide gas steals an oxygen atom from the iron oxide (rust)and becomes, the very stable, carbon dioxide and volatises out of the furnace. All this is done during the smelting process that reduces iron oxide ore to iron. Carburising is a further treatment of iron, at high heat. This process subjects IRON to a treatment that allows the wrought iron plates to absorb carbon at their surface of the metal. More iron is carburised if the iron has a greater surface area. I believe that the ancient Chalybeans worked on the iron blooms (mostly rustless) soon after they were extracted from the bloomery furnace. They probably added charcoal (which is mostly carbon) to the partially melted spongey iron bloomery mass and then proceeded to hammer out the impurities (such as silicon). The thoroughdispersionof the carbon in the bloom is critical for the process to work. Such hammering was done at high heat, and heated and hammered repeatedly. Please note that the carbon would be added early on so it entered a sponge-like material and was well mixed into the iron mass. Subsequent hammering would intermix the carbon throughout the mass and some of it would diffuse into the iron during the repeated heatings and hammerings (read hammer welding). The treated bloomery iron was not called wrought iron for nothing. The iron and cementite steel was hard won. It took a lot of hard work and was very wasteful of iron. Often the yielded metal was as little as 20% of the starting iron. I presume that the cementite iron ore was from a deposit that was mostly free of other contaminating native elements such as sulfides and phosphorous etc. Heating iron with a coating of a garbonacrous coating in the open air is a different process than the carburization. It is a process called case hardening and only skin deep. Please note, that all of the technical notes that I post are carefully checked with reference books from my library (extensive be assured). or in consultation with experts in the field. Ancient steel specimens are finel sectioned and examined microscopically and then analysed in mass spectrometers, and spectrophotometers. Recently, British snientists worked out the whole process of parting silver from gold of the Lyddians (600 B.C.) using one small shard of a parting vessel The process had previously been described by a Greek writer 500 years later and he was wrong. Recent archeological work and findings by British Museum scientists on Roman iron and steel making has overturned many widely held ideas. The old boys were a lot more sophisticated than people thought.
Analysable cementite steel, (of many ages), has been found all over the near East and Europe and has been subject to scientific analysis. |
| slag <dstotland at videotron.ca> - Saturday, 08/18/01 21:22:39 GMT |
|
Charcoal IN Iron: Slag, I am sure they have found it but I doubt seriously if it was purposely put into the iron. In bloomery operations the bloom forms in a bed of charcoal above the bottom of the furnace. All kinds of debris is trapped in the bloom, (ore, flux charcoal). That trapped stuff must either be worked out or merged in and spread out. I've been at bloomery operations and helped consolidate the sponge. There is no way that you could purposely add charcoal after the fact. It IS possible that the particular type of furnace and method of operation contributed to the inclusion of charcoal. But I doubt if it was the goal. You can also take the raw bloom and test it much as the Japanese Sword smith does his melted lump of high carbon steel. In it you will find everything from cast iron and steel to very pure elemental iron. It is now believed by many that the steel was often picked out and worked seperately. However, the better you learn to operate the bloomery the less of this "hard iron" you find and eventualy it is too small a part to collect and use. |
| - guru <guru at anvilfire.com> - Saturday, 08/18/01 22:07:12 GMT |
|
There are a couple of bright lights in the historical metallurgy field, C.S. Smith and R.Tylecote come to mind as well as Alan WIlliams whose study of arms and armour is enhanced by his doctorate in metallurgy (His "The Blast Furnace and the Mass Production of Plate Armour" from vol 16 of _the History of Technology_ comes to mind) While some Roman stuff is hardenable they don't seem to have a great grasp of it until quite late (Actually it was in the late 1700's that they first established that it was *carbon* that turned iron into steel "Sources for the History of the Science of Steel" though they managed to make it without knowing the details for a long time before. _The Celtic Sword_ by Radomir Pleiner has quite a lot of metallographic info on ferrous celtic blades and it appears that they recognized that carburized iron did make a better blade though they had some problems dealing with it in practice. Cast iron is *not* a common product of the bloomery process and was probably considered a waste product until the stuckofen came around and it started becoming common enough that ways of dealing with it were figured out. (In the last 8 years of bloomery experiments we have never produced cast iron, nor has other bloomeries I know of---though the carbon content of the bloom does vary!) Be wary of theories; even Anstee made some whoppers when working on pattern welded blades (eg the use of round rods twisted while welding instead of the easier to produce rectangular rods twisted after welding.) One basic tennent: don't trust *any* victorian research unless it has been vetted by modern researchers! Thomas who bought what I believe is meteorite today at the fleamarket---if the etching works out I'll pick up another 20 pounds or so for some more experimentation. |
| Thomas Powers <thomas_powers at my-deja.com> - Sunday, 08/19/01 03:43:07 GMT |
|
On the question of this hysterical novel that we are so assiduously researching: when do we get to the parts where the ore-carriers, who happen to be scantily clad nubile maidens come on stage at the smelter, their moist lips parted, their breath coming in short, heavy gasps, and all like that, hmmm? Would somebody wake me then? Sheesh! |
| Cracked Anvil <cracked at anvilfire.com> - Sunday, 08/19/01 05:09:15 GMT |
|
"Cracked" brings to mind that in the anime' cartoon saga, *Princess Mononoke*, a group of town prostitutes have been moved to the country ironworks to operate the bellows as they make iron the Tatara Furnace way. |
| Frank Turley <nudahonga at qwest.net> - Sunday, 08/19/01 12:48:21 GMT |
|
Chapter II: Princess Desiree, who has disguised herself as a simple country bellydancer clad only in skimpy leathern jerkin and a tambourine, so as to escape the evil Org, lustful Lord High Priest of the province, gets the idea to make herself a sword, and with it lead the bellows girls to their freedom. In the next scene, after swinging down from the balcony on the chandelier and whupping the bejesus out of two or three dozen of Org's henchmen, our hero, Prince Cgnoroth the Dazed, shows Desiree how to solder, braze and do simple repousse. To show her gratitude, Princess Desiree invites Cgnoroth over to her tent for a little annealing and hardening and then.... TO BE CONTINUED |
| Cracked Anvil <cracked at anvilfire.com> - Sunday, 08/19/01 15:02:32 GMT |
|
Call the men in white coats. Quick! (grin) |
| Paw Paw Wilson <pawpaw at paw-paws-forge.com> - Sunday, 08/19/01 15:41:58 GMT |
|
Naah. NOW it gets interresting. |
| Olle Andersson <utgaardaolle at ebox.tninet.se> - Sunday, 08/19/01 15:57:59 GMT |
|
Thank you all for the history lessons - and especially Cracked for the hints about possible plot developments. Just one little further question (before I start developing the character of the chainmail bikinied forgemistress with the hot tongs and the oil bath) - what is it that differentiates a spring from a bar of steel? Is it just a hammered out bit of high carbon steel (higher the better?) or has it to be annealed/hardened/rapid cooled/slow cooled/ cold worked, or whatever? |
| John Catherwood <litheduke at space.com> - Sunday, 08/19/01 16:34:10 GMT |
|
Slag: I'm not familiar with the word "cementite" used as an adjective. Could you give a definition ? Only pure iron, and 100% martensitic steel do not contain cementite. |
| grandpa <darylmeier at aol.com> - Sunday, 08/19/01 16:59:15 GMT |
|
Slag. I sadly must disagree again. if I let the iron contact pure carbon on all sides I will get LESS absorption (we are talking the materials aloying themselves at lower than melting point which is a s l o o w prosess), to get charcoal into the steel I would have to keep it in contact with the carbon for several days. if you try to case harden and flush the oxygen out of the "box" you wil get much less absorption, and would have to add barium, potasium.. carbonates to help activate the prosess. In furnace casehardening they introduce carbon monoxide into an INERT (not reacting much, like argon)atmosphere to get a even case without much scale. OH one more thing. I HAVE have seen a man use a box (material from oil drum, about 1.5mm ~1/16" thick) clad in clay to caseharden the BOX itself he then used THAT to make blades by welding it. it made interesting patterns but he heated it for only a few hours. |
| OErjan <pokerbacken at angelfire.com> - Sunday, 08/19/01 18:36:14 GMT |
|
Springs: John, there is a peculiar property of steel called the "modulus of Elasticity" (E). It is about 28.9 million pounds per square inch for all carbon steels and just a little different in alloy steels. Hard or soft E is the same. Which means that all steel has the same "springyness". However. . . the yeild point (where is bends) is much lower for soft steel than hard steel. So a soft spring is just as springy as a hard spring UP TO the point where it bends, but the hard spring can deflect a LOT farther before bending. In most cases a hardened spring breaks before it yeilds. A soft spring will bend but not break. For many purposes you can make a spring from plain hot rolled steel. Cold drawn is better because it is work hardened (so it will deflect farther before bending. However, most springs are made of medium to high carbon steel and alloy steels, hardened and tempered. |
| - guru <guru at anvilfire.com> - Sunday, 08/19/01 18:36:42 GMT |
|
Inert Atmosphere in Case hardening: OErjan, the sealed box method of case hardening has been used for hundreds of years. The atmosphere becomes inert via oxidation of a little of the carbon fill. At case hardening temperatures the impure organic carbon (bone charcoal is recomended) produces a carbon rich atmosphere that is absorbed into the iron. |
| - guru <guru at anvilfire.com> - Sunday, 08/19/01 19:11:40 GMT |
|
ah, what, indeed, differentiates a spring from a bar of steel from a spring? Hmmm? A certain tensile resilience, nay, a veritable carboniferous tensility in amongst the old molecules, an innate unwillingness to remain a lumpen hunk of dead cold ahrn, but instead an implacable yearning leaping eager urgency to snap back! As the Guruissimo his very own self notes, if it ain't got that swang, it don't mean a thang. How about dropping by the Metropolitan Museum of Art and hieing thee down to the armoury gallery, wherein thous mayest dig the crossbows-- now there are some springs what are springs!-- and the horsies bedecked with plate and the helmets and the mail. Now, back to our story: when Desiree had no sooner poured old Cgnowhatshisface a flagon of brewski and had slipped into something more comfortable-- and even more revealing-- than that sweaty leathern jerkin, she leaned toward him and murmured, "Tell me, Cgnoski, however do you get that twangy zip into your crossbow, you big handsome old blacksmith, you?" "Aw, shucks, Dee, it ain't nothin' to it, really," he stammered. You just heat it up past the transformation point and then you quickern' you can think about it, you dunk it just right so the Martensite and the Austenite...." Just then, a trumpet blared in the camp and the thunder of hoofbeats and the clatter of armour rent the quiet of dusk. The evil Org's men had found them! TO BE CONTINUED |
| Cracked Anvil <cracked at anvilfire.com> - Monday, 08/20/01 03:33:05 GMT |
|
John: Cracked's answer is the juicyest by far..the others merely erudite. To be a bit mundane and lower tech...springs are usually steel with a moderate amount of carbon that are heated and quenched to harden them, then reheated to a much lower temp to temper them. Tempering relieves the brittleness of hardening. Springs generally have the temper drawn much further towards toughness than a ,say, a knife or a hammer. When the surface oxides become "peacock blue" it is traditional indication that the tempering has reached a given point or temperature for springs. That is a crude rule of thumb used by smiths of yore. Another traditional way to achieve a spring temper ( after hardening) is to heat it until it reaches the flash point of the quench oil, quench it and reheat it thru repeated cycles. A smokey , dramatic and kinda obnoxious process. Naww...forget all this...go back to Cracked's answer. |
| P-F <ironyworksathotmail.com> - Monday, 08/20/01 05:11:35 GMT |
|
You guys are great. I haven't got a publisher yet (first novel) although with Cracked's ideas for plot development I might find it easier (maybe Larry Flint would take it on) but when (if) it does hit the press there will be a big thank you to all at Anvilfire. Off to turn out more words... thanks John |
| John Catherwood <litheduke at space.com> - Monday, 08/20/01 10:35:33 GMT |
|
Dear Guru, I am a complete novice in blacksmithing, having only recently begun to collect the necessary tools. This weekend I obtained an old anvil at a garage sale. It is a little battered, but I think will be functional for my needs. I am curious about the age of the anvil, its place of manufacture, etc. The anvil is, I think, "London-style" and one side is stamped 0-3-10, which, if I understand correctly, means it weighs 94 pounds. The other side is also marked, but is hard to read. It appears to say Cur??? Denton? Burdert? and Co. Sheffield CDB & Co. Are there reference books available that can help me learn more about this anvil? Thanks, Kelly Gregg Jacksonville, Alabama |
| Kelly Gregg <kegregg at jsucc.jsu.edu> - Monday, 08/20/01 14:24:06 GMT |
|
I do not care to use oil for a quench because of its flairups. Do you know where I can buy the non-flamable oil quench. Bob |
| Bob Schlag <schlag at uii.com> - Monday, 08/20/01 16:10:46 GMT |
|
Guru; I have an old mouse hole anvil with a 3/4" hardie hole unfortunatly most of my hardie tools have 1" shanks some I have gound down but do not really want to grind them all down (looking for a better anvil and most have 1" holes) do you have any sugestions on how to approch enlargeing the hole ... or is using a file my only option ? |
| Mark Parkinson <mparkinson2 at home.com> - Monday, 08/20/01 16:18:38 GMT |
|
Mark, I'm busy here trying to help Desiree get old Cgnothur to hurry up and figure out how to make springs and recognize body-centered structure when he sees it, poor sap, so's he can manage to handle Org's evil designs. So, just as a temporary measure, just until you find a new anvil-- you leave this one alone, now, you hear!-- what if you take the hardie tools over to the leg vise and stick 'em in there when you need to smite upon them? |
| Cracked Anvil <cracked at anvilfire.com> - Monday, 08/20/01 16:29:13 GMT |
|
Cracked,I will take your advice to stick it where its needed under advisement... so has hollywood picked up on the movie rights yet? its gotta be a winner with the SCA crowd. |
| Mark Parkinson <mparkinson2 at home.com> - Monday, 08/20/01 16:50:39 GMT |
|
Non-flamable Quench Oil: Bob, most synthetic oils have a very high flash point and create very little or no smoke. However, I do not know if there are any hazzards to using synthetic oil. Generaly if you have flareups you are using too little oil or using it after it gets too hot. It takes a lot more oil to quench then water due to its lower density, lower heat conductivity and higher viscosity. |
| - guru <guru at anvilfire.com> - Monday, 08/20/01 17:52:58 GMT |
|
Hardy Hole: Mark, Cracked was right. Besides, you will trash a LOT of files trying to oversize that hole since the face of the anvil is nearly as hard as the files. About the only method is to torch it out. Then you would be ruining the anvil. Even if you could afford some non-invasive method like EDM, the increase in hole size is going to greatly weaken the anvil at a place that is already weak and often fails on old anvils. Another option is to make a big strap on block with a bigger hardy hole. In mild steel or annealed tool steel it is not to difficult to drill four corner holes then a large hole that breaks into the others, then mill, chisle or file the rest out. Or you could always hot punch it but that is a tad bit of a chore on a thick block. |
| - guru <guru at anvilfire.com> - Monday, 08/20/01 18:01:48 GMT |
|
The Cracked Plot: John, don't mess with Cracked's plots or characters, anvilfire has all initial rights! |
| - guru <guru at anvilfire.com> - Monday, 08/20/01 18:04:56 GMT |
|
Guru, thank you guess I'll stick em where thier needed (grin) and set up a second post vise for now, it always seems when I have a hardie in the vise the next step needs the use of the vise ( murphy was a piker ) |
| Mark Parkinson <mparkinson2 at home.com> - Monday, 08/20/01 18:07:19 GMT |
|
Anvil Reference: Kelly, There is only one anvil reference, Anvils in America, by Richard postman (see our review). Someone will look up your anvil shortly. |
| - guru <guru at anvilfire.com> - Monday, 08/20/01 18:08:19 GMT |
|
Guru, I have inherited an anvil from my great,great grandfather. Stamped on the side is Henry Wright(not Peter) Waranted England. I'm wondering if anyone can shed some light on this maufacturer? I think it is around 150lbs. The Hundred weight is all marred out where many a cantdog was set in the handle. Thanks,Duane |
| Duane Powers <duanep1963 at gateway.net> - Monday, 08/20/01 18:54:40 GMT |
|
Kelly, Postman has only recorded two anvils with markings similar to what you mention. From the information you posted, all I can tell is that it was probably forged in Sheffield, England. Try using a 3M Scotchbrite pad to clean up the area where the lettering is located, and then do a rubbing to see if you can get any more detail. Duane, According to Postman the Henry Wright company probably started in the late 1880's and was in business until about 1914. That's about as close as I can pin it's date of manufacture down. Postman says that Henry Wright *MAY* have been a son of Peter Wright, but there is no evidence to be sure that that is so. Sorry I can't give you folks better answers, but you hit me with two in a row that there is very little information on. Postman only recorded two of the anvils that Kelly asked about and only eleven of Duane's! |
| Paw Paw Wilson <pawpaw at paw-paws-forge.com> - Monday, 08/20/01 20:12:54 GMT |
|
Schlag, You may have discovered on your own than if you partially quench an object in oil, there is more liklihood that the oil will flare up. Why would you give a partial quench? I don't know. Maybe you don't want to get too much oil on your tongs. Maybe you're trying a "reserve heat" approach on a tool. My experience has been that complete submersion helps prevent flash and burnoff. I use Quenchtex- A which has a high flash point. Parkinson, It's a lot of work, but forging down the shanks of the tools is a blacksmith thing to do. However, I've never seen a forged anvil that had a truly square hardy hole, and the holes all seem to have soft corners. So, several things to consider. As with nearly all tenons, forge a taper first. Forge the one inch down to 3/4" on the end and work back toward yourself to get a fairly long taper. *THEN*, work on the shoulders with set hammer and flatter. Before it's finished, mark the hardy shank deeply with a center punch. I usually put it on the operator's side, so that the mark faces me every time I give a trial fit. As you work, continuously chamfer the corners of the shank lightly to allow for the soft corners of the hardy hole. Otherwise, the corners may fit, but the shank sides will be very much undersized. Rock and roll. Finally, when it,s *ALMOST* to size, you can drive it vertically into the hardy hole. If it's an edge tool, put a chunk of copper or brass on the cutting edge, pick up the sledge, and go for it. Heat treat the business end. When all is room temp, you may have a little bit of slop and rock, but it shouldn't be bothersome (the metal shrinks). Or, try something easier. Years ago, visiting Tom Joyce's studio, I saw that he had and a length of angle iron of the right thickness, forged a thin flange at the top edge of the angle, looking at cross section, dropped it into the hardy hole, and voila! |
| Frank Turley <nudahonga at qwest.net> - Tuesday, 08/21/01 00:21:24 GMT |
|
Yesterday I was helping set up a auction and there is this huge mabe 200lbs. floor post drill frame that has most of the gears and all of the pullys tooken off and are probobly lost forever but anyway the guy just uses it as a press now. Do you guys know a ballpark range of how mutch its worth? or any information on floor drills would be handy cause I'm definatly getin this sucker!. |
| josh <profish at voyager.net> - Tuesday, 08/21/01 02:04:10 GMT |
|
Josh, You will probably NEVER get all the gears and pulleys to put it back to work. Buy it as cheaply as you can. I wouldn't go over $50 for it, and he'd have to beg and cry to get me to go that high. |
| Paw Paw Wilson <pawpaw at paw-paws-forge.com> - Tuesday, 08/21/01 02:30:46 GMT |
|
Would you make a swage block stand about like the anvil stand at the top of this page or would some other plan work better?? the block is 15x15 wide x4 inches thick |
| Robert <ironworker1098 at yahoo.com> - Tuesday, 08/21/01 02:53:03 GMT |
|
Hello, I was reading the anvil test ( the one with the ball bearing) and I was pleased to see you own a KOHLSWA from SWEDEN. I am 38 years old and working in the steel buisness since graduating from technical school for mechanical drafting and then welding school. I am currently employed at a well established iron works, specializing in stair and railing fabrication. I've been gathering blacksmithing tools and skills for the past three years or so. My question is this, where can I gather more information on my Kohlswa anvi, I picked it up at place that sells used steelworking equipment.The anvil is in really nice shape( it has a nice ring and good rebound) plus it wasn't used for a welding /burning table! On the side with the horn to your right there is what looks to be a 90 about four or five inches from the heal. My guess to the weight about two to two hundred fifty pounds. Any idea what the 90 stands for? and what about the approximate age?? I want to get the new bok on anvils thats out , but didn't get around to it yet....soon I hope. Thanks FRED |
| Fred <fredrums1 at cs.com> - Tuesday, 08/21/01 03:21:57 GMT |
|
Robert, the ideal thing to do with your swage block is devise something on the order of a gimbal, perhaps telepathically controlled, on account of after the first 300 or 400 times you turn that hefty beauty around to get at the declivity of choice, the magic starts to wear off. And next, include in the plan a secure chain and perhaps an alarm, because that hunk of ahrn is worth some real dough! if you come up with such a plan, be sure to patent it, and then-- please-- post it. |
| Cracked Anvil <cracked at anvilfire.com> - Tuesday, 08/21/01 04:31:30 GMT |
|
Old Drill: Josh, The gears would cost thousands. The force created by these as a press is to little to be of much value. Among other things, even though it LOOKS heavy the frame is much too springy for a press. Many old drill presses end up broken scrap from people trying to use them as an arbor press. It makes a handy fixture bench with the rotating table with height adjustment. As Paw-Paw said, scrap price or less. |
| - guru <guru at anvilfire.com> - Tuesday, 08/21/01 05:12:31 GMT |
|
Swage Stand: The best swage stand design I have seen is one that suports the block flat and also has two notched angle iron frames to support it on edge. I have one the same size as yours or a little bigger. Its a REAL PAIN to move or do anything with. It came with two shop made stands. One flat, one for on edge that is much lower. . . . Come to think of it my block is 18x18. TOO much to pick up! No I wouldn't use the small wooden stand. Blocks have their position changed too often and its nice to have a bigger area to manuever then on. |
| - guru <guru at anvilfire.com> - Tuesday, 08/21/01 05:25:44 GMT |
|
Bob; An old blacksmith told me he only used old transformer oil for quenching because of the high flash point. He said that it was "pretty inert". It worked real good. Turned out it was PCB oil and it is real carcinomus...skip that solution. Mark: Between my big platen table, 2 anvils, the treadle hammer and the inky dinky air hammer Ive got a hearty assortment of hardy holes...( that doesn't sound right). So I've made a set of "conversions" with one size shank below another size hardy socket. I used heavy angle iron halves cut on a stepped taper and welded, then fitted hot. Around the top of each socket I wrapped and welded some 1/2" stock to keep them from splitting. |
| P-F <ironyworksathotmail.com> - Tuesday, 08/21/01 05:26:09 GMT |
|
KOHLSWA: My first anvil was a Kohlswa and my current big 300 pound anvil is a Kohlswa. The 90 is probably Kilograms 90 = 198 pounds. There are a number of companies named Kohlswa. You want Kohlswa Gjuteri AB, they make the anvils. www.kohlswagjuteri.se/eindexny.htm Kohlswa anvils are cast steel and very hard. They are a great anvil but the edges will chip if abused. Age is almost impossible to determine. Kohlswa says they have been making them for 70 years. They have been imported to North America for a very long time. First by the Swedish-American Co. then by Centaur Forge and now by Kentucky Farrier Supply. We sell Anvils in America here when you are ready. See our book review page. |
| - guru <guru at anvilfire.com> - Tuesday, 08/21/01 05:45:17 GMT |
|
Bob Schlag; addendum by a dum dum Forgot to mention...it is a good idea to rig your oil quench tank with a flop down lid that you can use if flames get too enthusiastic. I lucked into a stainless hospital med waste hopper with a foot pedal actuated lid...works fine. |
| P-F <ironyworksathotmail.com> - Tuesday, 08/21/01 07:47:13 GMT |
|
Guru et al, after reading the advise from all I wisely decided on a midle road (grin) and have made a stand out of 8"X8" posts I had around. Made to the same hight as my anvil face, the top came out to 13X13" in to this I inset a 8X8x2.5" plate that I had flame cut a hardie hole it seems to work ok but only time will tell. thanks for all the advise ...Frank I took your advice when fitting and dressing the hole I marked the largest hardie shank with a centre punch for referance that stoped a lot of swearing and you were right about out of square shanks never really looked at them before if they fit I didn't look any further Thanks all Mark |
| Mark Parkinson <mparkinson2 at home.com> - Tuesday, 08/21/01 11:47:34 GMT |
|
Ancient Methods of Producing Steel: The ultimate test of any theory is: can it be done now, using the tools and materials available then? Can any of us here take a piece of real wrought iron, an anvil, a hammer and a charcoal fire (plus anything else available to an ancient smith) and make a piece of steel? There are a lot of theories out there, some of them probable, some possible, and some downright silly. (I love one that involved powdered diamonds spread on the anvil!) Until someone actually shows us how it COULD have been done, we are indulging in anything from acute analysis to wishful thinking to utter fantasy. (Down, Cracked! Not that sort of fantasy. Down boy!) Please note the "COULD have," above, because we are seldom absolutely sure of anything, and various methods were certainly used in different times and places. Ask a cat skinner. This is what experimental archeology is all about, and why SOME scholars work with reenactors and others publish utter humbug based on desk-bound pipe dreams. Hardies: I have a 13th century illustration showing a hardy mounted in the same stump, next to the block anvil. I've tried it myself and it works. I will also clamp odd-shanked hardies and fullers into my post vise(s). Not as convenient, but just about as effective. Swage block stands: Frank Turley sent me a drawing of a good cast iron design that supports the block flat or on edge. I'll try to dig it out and send it .jpg. I'm working on a heavy wooden version, similar to the Guru's anvil stands. Archives: Can't pull up the link. I'm a few days behind- married off the eldest son on Saturday! Blacksmithing is all very good, but a son's a son. (Now, maybe my wife will let me get back to the forge...) The new daughter-in-law is a good shot with a pistol and likes ironwork. Could be useful around the farm. (Very big and proud grin!) Visit your National Parks: www.nps.gov Come row with us: www.wam.umd.edu/~eowyn/Longship/ |
| Bruce Blackistone <asylum at us.HSAnet.net> - Tuesday, 08/21/01 13:17:22 GMT |
|
fantasy? what is this, how you say in your language, "fantasy?" I merely channel the muse is all, and she, beguiling creature that she is, conjures up scenes from my past life, long, long ago, when as Cgnothur, or whatever my name was then, so many centuries I no longer recall for sure, I helped the fair Princess Desiree unravel the mystery of upsetting, riveting, and patinating after which she invited me to help her to.... TO BE CONTINUED |
| Cracked Anvil <cracked at anvilfire.com> - Tuesday, 08/21/01 13:43:37 GMT |
|
Guru. you are right, the trouble is that it is NOT an "Inert" atmosphere in that box, it is a reactive one. True that the C, P, Ca� take care of most of the free oxygen but that makes CO, CO2... those are what leaves of most of the carbon to the steel. Bofors (the ones that are famous for making artillery) made some research on the subject and it was what they found to be most efficient. It could certainly be wrong but several other sources indicate it (doubt that 3 competing companies made same mistake). Hope that I have not made myself persone non grata with these postings. and they where NOT directed against you Slag i just wanted to point out that there may be something not 100% in your posts and hope any mistake I make will be corrected ASAP (even to point of persecution, better my pride is dented than someone is misinformed). |
| OErjan <pokerbacken at angelfire.com> - Tuesday, 08/21/01 17:36:48 GMT |
|
Greetings. I have some questions about stainless steel. We have geothermal (hot water) wells around town, and a lot of folks put in pressurized continuous loop wells and run heat exchangers and radiators to heat their homes. The water is sulphury and caustic. Everyone uses black iron pipe for the well loop, and after 5-10 years the pipe rots thru, almost always at the point where the water table moves up and down. What if we put a length of stainless pipe at the water mark? Would 316 hold up better than black iron? Would Bi-metallic corrosion happen when coupled to black iron? The water temps run from 160 F to 220 F. thanks guys. Mike |
| mike-hr <mikecindyjon at aol.com> - Tuesday, 08/21/01 17:54:10 GMT |
|
SS Pipe: Mike, Stainless would hold up a lot better. However, there WOULD be a bi-metalic corrosion component connecting it to black iron pipe. Now, the specifics of how the piping holds up and what goes on depends a lot on the chemistry. Geothermal on large scale has been hampered by some pretty exotic things that go on. Depending on the chemistry you may get more or less deposits in the piping. This means needing specifis on the water and giving them to a chemical engineer. A plastic dip tube would take that heat, not corrode or add to bimetalic corrosion. It would also be cheap. |
| - guru <guru at anvilfire.com> - Tuesday, 08/21/01 20:45:10 GMT |
|
Where can I find a supplier for 3" long, 1/2" diameter, square head lag bolts? |
| Tim <tim_burchett at nps.gov> - Tuesday, 08/21/01 22:10:34 GMT |
|
Lag Bolts: Tim, Unless you find some OLD inventory or some ODD inventory you won't find them. If you need a LOT of them you can have them manufactured in a "barrel" minimums (I think 1,000). Delivery in a minimum of 4 months to as much as 1 year. There are a few custom bolt makers that will do it for you but the price is higher and the delivery still 3 to 4 months. My recomendation is to purchase 5" long bolts, cut off the heads and then re-head them. |
| - guru <guru at anvilfire.com> - Wednesday, 08/22/01 00:16:53 GMT |
|
Cracked Anvil, now this is just a guess no offense intended. your way to old to be living in your parents basement playing on the computer and doing bong hits all day. |
| Robert <ironworker1098 at yahoo.com> - Wednesday, 08/22/01 01:01:57 GMT |
|
Bong hits? Bong hits! Sirrah! These epic tales are distilled from the mists of nothing but the purest of oxy-acetylene fumes, beheld solely in that rare heady perfume of 6011 flux as it crackles off into the ether. Bong hits, indeed! Anyway, hardly had Desiree and Cgnothur begun to get all sociable and friendly-like, as I was saying, than out in the courtyard there arose the ominous clatter of armour. "Shucks, hon, I guess we better pass for tonight on that hot-splitting demo I was going to do," Cgnothur said, drawing his great double-edged sword. "Gollyreeny, Cgnothur," Desiree said with a delicious shiver, "that's some shank! But put it away. I have a better idea." Quickly, she slid back her pile of matched Louis Vuitton luggage, to reveal a tunnel leading down out of the yurt, and tugging at Gnothur's heavily muscled smithly arm, she led the way to escape. Reaching up to pull the luggage back over the entrance with one hand, Gnothur reached in the now stygian darkness for Desiree with the other. "My goodness, Cgnothur," Desiree exclaimed, "maybe we can do some hot-splitting tonight after all!" TO BE CONTINUED |
| Cracked Anvil <cracked at anvilfire.com> - Wednesday, 08/22/01 02:51:49 GMT |
|
Your Guruness: I am about to make (not right this minute, but soon) my first forge. In addition to some experience learning the Art & Mystery of Blacksmithing from Jerry V and all the other modern historic smiths I can find (I work at Williamsburg and take every opportunity to watch and ask and learn) I am learning 18th century foundry work from "Doc" Hassel and his crew at CW. I want my forge to serve double duty, heating iron and melting non-ferrous alloys. How deep a forge is too deep for iron? The forge is being made from an old Maytag wringer-type washer body, maybe 12-18" deep. I plan on bottom-draft air ... maybe some kind of insert to make it shallower for smithing? Any suggestions? Thanks. |
| Jay <WhiteBootsForge at aol.com> - Wednesday, 08/22/01 03:08:13 GMT |
|
Multi Use: Jay, the best way to handle multiple functions is to 1) build for the thing it will be used the most for (smithing) and then 2) adopt to the second use. For melting in a crucible, the crucible usualy sits on a "crucible block". The fire needs to surround the crucible. This can be done by stacking brick around the crucible to support the fuel around the crucible. In this case a side draft forge works best. The air is ducted in one side of the square stack of bricks and spirals around the crucible block and through the fuel. Coke or charcoal work best. Good blacksmithing coal tends to clump and stick to the crucible and keep the air/fire from distributing around the crucible. When done using your forge for a melting furnace you remoce the brick stack and you are back to a forge. It is much harder to dig out whatever fill you use to make a too deep forge designed for melting shallow enough to use. The same stacked furnace arrangement works for for gas forges too. |
| - guru <guru at anvilfire.com> - Wednesday, 08/22/01 04:28:58 GMT |
|
How long should a 20# propane tank last with a 3 burner forge on full blast? |
| Chris Bernard <cbernad53 at hotmail.com> - Wednesday, 08/22/01 14:32:07 GMT |
|
Chris: NC Forges use 1-1/2 pounds of propane per hour per burner at 15 psi. I would suggest not using a 20# propane tank on a 3-burner forge because the chance the tank might frost. |
| Bruce R. Wallace <WalmetaLwk at aol.com> - Wednesday, 08/22/01 16:06:44 GMT |
|
Guru, Its been a while since my last post but I'm STILL in the process of building my first gas forge. I fabricated a steel shell line with refractory cement to form a forge chamber that is a 12" deep half octagon 4" high x 8" wide. (about 340 cubic inches). I will be using a variation of Ron Riels venturi burners. I am at the point where I need to decide on a suitable regulator. For now I am going to use 3 gas grill sized tanks. I've discussed this topic with many people at the Slack Tub Pub and got about as many Ideas. The most popular seems to be an acetylene regulator. However, I have at my disposal a regulator that has a flow meter on it. the regulator was used on a CO2 bottle for mig sheild gas. Would this work to regulate propane? Could I use the ajustable flow meter in-line without the CO2 regulator. Thanks in advance for your advise. |
| Scott "Dodge" Scheer <scheersc at aol.com> - Wednesday, 08/22/01 18:06:13 GMT |
|
Propane: Scott, Thats a nice regulator. I think most regulators will WORK with propane. However, propane attacks certain elastomers (o-rings, gaskets) and may shorten the life of the regulator. On the other hand it may not. In either case you will get years of service froom it. It's range with the flow meter is PERFECT for a forge. You can make very sensitive adjustments with the flow meter. The standard barb-b-que regulator is usualy too low a capacity except for the smallest forges. |
| - guru <guru at anvilfire.com> - Wednesday, 08/22/01 19:09:30 GMT |
|
How would I expand (just a tiny bit) a small brass tube..very thin (perhaps a bit thinner than your average tin can lid) gauge material? These are what I tie my oboe reeds on, and are just a tiny bit shy of fitting the mandrel. Do I need to heat it? I have a gas stove... The cylinder should fit the mandrel. The cylinder is about 3/32" diameter (round, circular) at the large end, and goes down to about a 2mm x 3mm ellipse at the small end. It is the small, elliptical end that needs enlarged. The entire cylinder is around 47mm long. I'm used to working with woodworking tools. Any advice, recommendations or metalurgic know-how is appreciated! Thanks, Deb G., Oboist |
| Deb G. <rgordley at earthlink.net> - Wednesday, 08/22/01 20:50:42 GMT |
|
Heya Guru Ive shopped around a tad, but where will i find the best price on a whisper moma with a back hatch to accommodate large work? Thanks |
| AdamSmith <Coldforge1 at yahoo.com> - Wednesday, 08/22/01 22:03:12 GMT |
|
Brass Tube: Deb, The hardness of that tube is probably from "work hardening". In the process of being cold worked the material gets hard and springy. This is good in a final product sometimes. If you heat it to a very dull red in low light, it will "anneal" the brass and make it very soft. But you might also melt it. Brass melts just a tad above the temperature where it glows red. . You will also lose all the finish by heating it. This can be done cold (much safer) IF you can find a smooth steel bar a little smaller than the inside of the tube, and you support rod in a sturdy vise, you should be able to "roll" the tube larger. Using a piece of flat metal or very hard hardwood (rock maple), press on the tube and roll it back and forth on the bar. Check the change in size. It shouldn't take much. But it takes a lot of pressure. You probably will need to support the outboard end of the bar or clamp it tightly end to end in the vise. A steel plane with the blade retracted would work well if you don't have a steel bar (few folks would). |
| - guru <guru at anvilfire.com> - Wednesday, 08/22/01 22:51:09 GMT |
|
Forge Prices: Adam, Wallace Metal Works Current prices haven't been updated for a while so they may be a little better than others but I cannot swear to it. Almost everyone is going to ship UPS so that should be close to the same. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 05:13:10 GMT |
|
Deb: I missed the fact that the part was tapered. . That's a LITTLE thing. . I'm used to my daughter's large clairenette reeds. You can still do it the way I sugested but to work one end you will need to put more pressure on the side you want enlarged. Idealy you would use a tapered mandrel but a cylindrical bar will work. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 05:18:20 GMT |
|
Guru! what do you think abaut bending short piece of pipe by pushing it through die. Die could be in form of part of torus. do you know this method or similar way? Thanks |
| marek <marekkuczera at wp.pl> - Thursday, 08/23/01 11:03:04 GMT |
|
Bending pipe: Marek, It is possible. Hard to even guess without dimensions (OD, ID, Len, Radius). Then there is the problem of how to push. The pusher is going to have to be curved just like the die and be mounted so that its movement is around a shaft centered on the die. Interesting method but sounds expensive too me. Standard bending dies for pipe with side support like a conduit bending "hicky" (akin to a do-hicky) can be used in a press or bulldozer, hot or cold, on short sections of pipe or tube. There are very specific minimum radi for cold bending but I'm not sure about hot. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 13:46:00 GMT |
|
Virus Warning: Someone in the blcksmithing comunity with "forge" in their e-mail address has TROJAN_SIRCAM.A. One of the attachments being sent is "Draw Fileing.doc" Very tempting to open! DO NOT open this attacment. Do NOT let you MS system "preview" the file. This is a very bad virus and I am still getting mail from at least one new infection a day. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 14:07:12 GMT |
|
I made a side draft hood from 16 gauge steel. From the top of the hood to the roof is 20" and I am using sheet metal for the chimney. This is made out of galvanize material. Do I need to be concerned. Bob |
| Bob Schlag <rschlag at eagnet.com> - Thursday, 08/23/01 14:13:30 GMT |
|
Virus: Got two so far today. One had the subject line "mobile forge" !!! Came from coyoteforge. |
| grandpa <darylmeier at aol.com> - Thursday, 08/23/01 14:25:36 GMT |
|
Grandpa, Me too. |
| Paw Paw Wilson <pawpaw at paw-paws-forge.com> - Thursday, 08/23/01 14:48:45 GMT |
|
Bob, Concerned about what? Metal fume fever? Probably not. If the side draft draws as it should, any harmful fumes will be drawn up the chimney. |
| Paw Paw Wilson <pawpaw at paw-paws-forge.com> - Thursday, 08/23/01 14:50:52 GMT |
|
you can bend pipe-- if it is not too large-- with a die-like block. just cut a hole slightly larger than the OD of the pipe in a piece of 2-by-whatever, stick the block in a stout vise, the pipe in the block, put a cheater on the pipe and bend it a smidge of the length at a time. it's slow, but it works. |
| Cracked Anvil <cracked at anvilfire.com> - Thursday, 08/23/01 15:19:28 GMT |
|
Galvanized Stack: Bob, Unless the exterior reaches a temperature hot enough that the zinc burns off leaving large patches of bright white residue (anhydrous zinc oxide) there is no problem. Rarely does any part of a stack get that hot, even when sucking flame into the opening. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 16:32:58 GMT |
|
got one today from same as granpa. |
| OErjan <pokerbacken at angelfire.com> - Thursday, 08/23/01 16:35:57 GMT |
|
I have a nice, 1" diameter jackhammer bit that I want to forge into a small tomahawk.. and I'm wondering if jackhammer bits are most reliably S5 steel? as opposed to coil springs which can be a very wide range of steels.. How would you recommend heat treating s-5? would I want a 45rc range for a chopping tool? - Loren |
| Loren <and8995 at olywa.net> - Thursday, 08/23/01 17:04:55 GMT |
|
Guru, thanks for the input on my flow meter question. Just want to clarify something though. Do you suggest using the CO2 regulator AND flow meter? Or Should I use the flow meter by itself?? |
| Scott "Dodge" Scheer <scheersc at aol.com> - Thursday, 08/23/01 17:31:51 GMT |
|
My question: Is it possible to braze titanium with messing or other soldering/brazing alloy? I ask this after having brazed two pieces together that were as far as I could tell made from titanium alloys. I could not see any wetting of the material as I am used to from other brazing, but the pieces stuck and held together (and sealed as well) long enough until original parts arrived and were installed. What is your opinion? Ron van Mierlo |
| Ron van Mierlo <pc.direktservice at swipnet.se> - Thursday, 08/23/01 18:49:17 GMT |
|
Got two s--tburgers today, supposedly from Coyote Forge. NOT TO OPEN! |
| Frank Turley <nudahonga at qwest.net> - Thursday, 08/23/01 18:54:11 GMT |
|
Jack Hammer bits: Loren, junkyard steel is junkyard steel. There is never any "reliable" to it. Every manufacturer has the right to pick the steel they want, and they DO. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 18:59:13 GMT |
|
Flow meter: Bob, It requires the regulator to operate properly. The flow meter is not designed to reduce pressure. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 19:01:34 GMT |
|
Brazing Ti: Ron, Yes you can. There are however special rods for doing it so the final chemistry is right. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 19:08:10 GMT |
|
Virus: You guys must not rate. I had 4 waiting in my mailbox this AM and have gotten 5-6 more since. I finaly emptied my attachments directory so the bad boys were easier to find and delete. This is the same one I have been railing about for a month on the Hammer-In. I have informed hundreds of people that I do not know about their "infection" and forwarded two urls for them to use that would explain the virus and clean it up for them. http://www.antivirus.com/ Out of those hundreds, I've gotten ONE thank you. And that was from a member of our group. Makes you pretty pessimistic about the rest of the world. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 19:17:14 GMT |
|
Is there any corosion problems using stainless steel fasters or hot dipped galavanized steel fasteners on an aluminum dock structure on a freash water lake??? |
| Allen <adahl at oasis-ac.com> - Thursday, 08/23/01 19:19:09 GMT |
|
Guru, is it My email, I dont see how it could be me, but if it is ill close that account. |
| AdamSmith <Coldforge1 at yahoo.com> - Thursday, 08/23/01 19:20:42 GMT |
|
Powerhammer anvil stand- I decided to go with some solid steel for the anvil on my hammer instead of my previous plan of concrete.. I have a chunk of steel, the price is right, free, and it's 6.5" round solid. Problem is that its only about 24" long... I want to raise the height up about 6 inches, and I was wondering what the best way would be to do that. This hunk is about 300lbs.. and I dont want the piece supporting it to be too weak and to fail after repeated hammering. Any ideas? - Loren |
| Loren <and8995 at olywa.net> - Thursday, 08/23/01 20:33:41 GMT |
|
Aluminium vs SS: Allen, yes and yes. The galvanized will hold up a short while but any scratches and that bolt is GONE. SS is not nearly as bad and should hold up well. However the aluminium corrodes around the fastener. Although the galvanic factors are similar the SS is a lot less soluable than the carbon steel. At least the fasteners don't disaapear. The big problem with galvanized is that there are many different grades of it. The typical hardware store variety is just enough to prevent the hardware from rusting on the shelf. The industrial duty stuff is pretty good but usualy only comes on expensive high strength fasteners. In a marine environment only heavy hot dip is suitable. There is a reason they make aluminium rivets. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 20:44:16 GMT |
|
I am interested in a completed treadle hammer, I've got Clay Spencer's video and Jere Kirkpatrick's is on the way. I've been forging for about 9 years and had wrist surgery last year, I'm trying to take some of the pounding off my wrist and still be able to produce quality work. I mainly work with 1/2 square to 1 inch square. Is a treadle hammer adequate to draw out this type stock? The only completed hammer I've been able to locate is Kirkpatrick's, are there others worth looking at? Thanks. |
| Mike Dominick <als2358 at blackfoot.net> - Thursday, 08/23/01 20:53:54 GMT |
|
JYH Anvil: Loren, there are many ways. One is to put a large flange on it and build the entire hammer on an above ground concrete "foundation". This saves the neccesity of finding a large base plate. The space between the anvil flange and the concrete would need a plywood or conveyor belting cushion. The concrete base would be built starting with a light angle iron frame. Reinforcing steel would be placed going back and forth, anchored to the frame. Anchor bolts or embedded nuts on tubes as well as anchors for the treadle are also hung off the frame. A 1/2" pipe going from side to side would make a good pivot for the treadle. Then the sides are closed with plywood or boards and the frame filled with high strength concrete. The steel on the edges protects the concrete and makes it so you can skid it around. Don't go overboard on size, this can end up weighing a LOT. However, 6" thick is about the minimum. OR, you can weld that piece of pipe you were going to use to the bottom of the "anvil". |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 21:02:27 GMT |
|
I'm buying a large piece of plate steel for the base plate of this hammer, is 1/2" thick sufficient at about 36" wide x 26" long? - Loren |
| Loren <and8995 at olywa.net> - Thursday, 08/23/01 21:12:10 GMT |
|
Treadle Hammers: Mike, Yes there are other plans. See our plans page for Bruce Freeman's "grasshopper" treadle hammer. Generaly treadles are not suitable for drawing out. HP is HP and the average human doesn't produce what a 1/4 HP motor does. . . It takes HP to do drawing out. You also might want to look at the McDonald rolling mill plans on our book review page. AND the base I just described above works with JYH's, Treadles and other machines. PLANS - DO NOT use lead in the head of your treadle as recommended in some plans. There is NO REASON to be poluting the environment of your home, shop or yard when a plain chunk of iron will do the same job and do it better. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 21:12:47 GMT |
|
Plate: Loren, 1/2" (13mm) is only sufficient if you weld on ribs and bolt it down. 1" (25.4mm) would be the minimum for a free standing machine base. The 1/2" would be like hammering on a bif spring. |
| - guru <guru at anvilfire.com> - Thursday, 08/23/01 21:21:26 GMT |
|
The evil folks at Coyote Forge must have been busy today. I got 4 of their virus infected messages, all were "asking for my opinion" |
| Brian <cornish at zoomnet.net> - Friday, 08/24/01 01:12:03 GMT |
|
Are Murray and little Giant parts interchangeable? |
| Mack <cmgavitt at aol.com> - Friday, 08/24/01 02:54:38 GMT |
|
Murray & LG: Mack, No. They may look very much alike but they were made in different places. They are close enough that you might be able to adapt parts but it will likely require a good bit of machining. I don't have specific details and I doubt anyone else does, so you would be on your own. |
| - guru <guru at anvilfire.com> - Friday, 08/24/01 04:49:20 GMT |
|
I'm having trouble finding some flat belt pulleys that have a lip on them like the ones you see on the old belt driven hammers.. any possible leads? I need a 1.5", a 15" and an idler.. Thanks in advance... - Loren |
| Loren P <and8995 at olywa.net> - Friday, 08/24/01 06:28:12 GMT |
|
Slack belt pulleys: Loren, they were ALL custom made for clutch duty. Patrick McGeehee came up with the following: Find a multi V-belt sheeve. Machine (or grind) off the extra ribs in the middle. Trim the inside surfaces of the lips vertical. Flat belt pulleys require a crown on the flat of about 1/32" (~1mm) and idlers MAY be flat if they bear against the outside of the belt but it is better if they have a crown too. Some automobile wheels can be made to work. However, belts try to climb to the high part of the running surface. The shape of the wheel may be a problem. |
| - guru <guru at anvilfire.com> - Friday, 08/24/01 06:51:35 GMT |
|
Mike; I used one of Jere's TH during a demo did a few years back and it is a good basic machine. It has a good feel and he has a bunch of interesting tooling to go with it. Given a solid ( rather than lead filled) hammer and a much more massive anvil, you would probably find drawing out considerably less work than doing it by hand AND you have both hands free for work and tooling. Use spring fullers for rough drawing.Jere' is also a very good guy. There are a number of different designs out there. each has it's advantages and shortcommings. Most are designed with inadaquate anvil mass the good Guru has lead me to think. The ABANA plans are a good place to start looking if you are going to build your own. And Clay Spenser has taken that design and continued to develop it. He is worth paying attention to and we owe him a lot. I made my own out of junk in my pile...and have worked it pretty hard in the years since. The more recent trend is to junk the TH spring-arm linkage and go to a guided ram arrangement..which solves some of the Oliver's shortcommings but looses a bit of the swat. John McClellen (sp) of the CBA has been making small runs of a very nice guided ram design...I think he sells them. If you do make your own, consider where the springs are going to fly when they break. Last, a special bit of hard won advice...dont stick your thumb in there and hit it. It doesn't work out at all well. Yeah, I thought it was obvious too. However If you are going to hit your thumb, make it the same thumb each time........good luck |
| Pete F - Friday, 08/24/01 08:44:51 GMT |
|
Forge design ? I'm moving to a place where I can finally run a coal forge during daylight hours! I have a large quantity of bricks and would like to use them in it's construction. Is there a site or book with plans for side draft forges etc. ? I don't want to make a three hundred brick mistake! Thanks |
| Paul Matthaei <shod at ix.netcom.com> - Friday, 08/24/01 11:13:41 GMT |
|
Paul, For starters, try http://www.grm.net/~shlosser/. Hit "Chimneys". |
| Frank Turley <nudahonga at qwest.net> - Friday, 08/24/01 13:00:34 GMT |
|
Guru, while I try to find flat belt pulleys... why wouldn't using v-belts with an idler pulley in the inside be a possibility? - Loren |
| Loren P <and8995 at olywa.net> - Friday, 08/24/01 13:57:09 GMT |
|
V-belts: Loren, the "V" in V-Belts is designed to wedge itself in the groove. Even when loose they apply quite a bit of driving force. The whole point is NOT to slip. In a power hammer the clutch is used to vary the speed by slipping. Slipping V-belts doesn't work very well and when done makes a lot of burned rubber small. The life of the belt also becomes quite short. It can and has been done but it is not rcommended. Control is generaly poor unless you have a very small primary pulley and life of the belt is short. It is only suitable for a stop-start arrangement. Even then you have to be careful that the belt is not laying on the motor pulley. It will burn a notch in the belt. |
| - guru <guru at anvilfire.com> - Friday, 08/24/01 16:03:32 GMT |
|
I am in the process of building a coal forge, and currently I'm looking for a blower. Recommended by the local furnace store is a Delhi D507 blower, 1/8hp 315-405cfm at 1/2" static pressure. A three speed switch is available. I'm not sure this is what I'm looking for? blower= $350cdn switch $40cdn. Any help would be appreciated. |
| Brad <bhotrum at sympatico.com> - Friday, 08/24/01 16:14:30 GMT |
|
Brad, Many a re-cycled hair dryer and or shop vacuum is being used to supply air to a coal forge. You can usually find them free. Why pay big bucks for a commercial blower? |
| Paw Paw Wilson <pawpaw at paw-paws-forge.com> - Friday, 08/24/01 16:35:37 GMT |
|
Blower: Brad, that is sufficient for a large forge. I would skip the 3-speed switch. You need finer adjustment and a gate valve will do the job. Check the prices in the Centaur forge on-line catalog. Their HD unit may be less expensive even with shipping and duties to Canada. They also have a smaller unit of a type that your HVAC store may also carry. These little 140 CFM units will run a small forge and keep a large fire burning well once up to heat. They can also be operated on a ceiling fan control (like a light dimmer). See the drawing on our plans page of the blower on my gas burner. |
| - guru <guru at anvilfire.com> - Friday, 08/24/01 17:28:13 GMT |
|
Power Hammer Sketch: I drew up a sketch of my proposed hammer to scale, and I was hoping you would take a brief look at it and tell me if you can see any possible problems in the design.. Here is the link: http://www.geocities.com/elemental_ironworks/hammer.bmp (I hope you can view a bmp image, the computer I'm on cant convert to jpg.) Thankyou! - Loren |
| Loren <and8995 at olywa.net> - Friday, 08/24/01 18:07:19 GMT |
|
Loren, I'm not an expert on these things, but I think the leaf spring arm will cause you problems. I think the spring will cause your hammer to be very erratic in control because of odd wave patterns through the spring. I think you will be better off with a solid/unyealding pivot arm. Also, I've seen hammers like that using belting to connect the pivot arm to the hammer head. Otherwise it looks like a good design to me. |
| Mike Roth <emeraldisleforge at yahoo.com> - Friday, 08/24/01 19:31:18 GMT |
|
I thought about the solid arm idea.. actually, i should have drawn in a 3-layer spring instead of just one layer.. it will be pretty rigid.. but thats ok. I was told by some that I would need that nice "snap" given by the spring.. and the ram is on guides.. but I dont know.. I wonder what Jock thinks, I could always replace the spring with something solid later on. What type of belting have you seen being used? - Loren |
| Loren <and8995 at olywa.net> - Friday, 08/24/01 19:55:51 GMT |
|
I think it was conveyor belting. The rubber kind with fiber reinforcing. The three layer spring might be ok, it should minimize the vibrations. Like you said you could always replace it if it doesn't work right. That's what's nice about making your own equipment! I have some pictures of things I've made at http://home.adelphia.net/~mcroth if you'd like to see them. |
| Mike Roth <emeraldisleforge at yahoo.com> - Friday, 08/24/01 20:00:38 GMT |
|
I took a look at your site.. when it comes to propane forges, you're a forced air kind of guy eh? Can you reach welding temp with those? I've only ever made venturi style propane forges.. - Loren |
| Loren <and8995 at olywa.net> - Friday, 08/24/01 20:08:42 GMT |
|
I'm mostly worried about the linkage between the leafspring and the ram, I designed that little supplementary arm that will adjust slightly for the length difference when the arm pivots.. I haven't seen it anywhere so I'm not sure if it will work. - Loren |
| Loren <and8995 at olywa.net> - Friday, 08/24/01 20:20:04 GMT |
|
lookig for plans on making a cant hook thanks |
| harry <hoz at interhop.net> - Friday, 08/24/01 21:01:10 GMT |
|
RE: Forge blowers. Most heating supply stores and almost any scrap yard has "junk" oil furnace "guns" almost for the asking. Remove and blank off the transformer. Remove the oil pump and cover the hole with a movable plate ( gate Valve ) and voila, instant (ALMOST) variable draft forge blower. |
| bob <bbeck at > - Friday, 08/24/01 22:51:18 GMT |
|
Guru, Could you help an absolute amateur out.Im drawing out a couple of old miners picks to go out chasing saphires.What colour temp should I heat them to and what should I quench them in to harden them so they keep their points a bit longer but not make the points so hard that they become too brittle. Cheers Mick Field, Queensland, Australia |
| mick Field <fieldfam at tpg.com.au> - Friday, 08/24/01 23:07:33 GMT |
|
Mick, It's a matter of experimentation ref temper color, depending on type of stone you'll be pecking on. To be on the safe side, harden in water at a medium cherry and temper to full blue. Chase the "heat rainbow" toward the business end. Put about a 1/16" radius on the point to prevent breaking the tip. If the pick has a mattock end, bevel it at 35 degrees on the handle side. |
| Frank Turley <nudahonga at qwest.net> - Saturday, 08/25/01 00:22:05 GMT |
|
|
|
|