| WELCOME to the anvilfire Guru's Den |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from August 1 -7, 2000 on the Guru's Den |
|
|
|
Hi. My question is about a 6 inch leg vise. It is jammed at the pivot. I pried it open with a car jack, but wd-40 is not getting me anywhere. I heated the nut and removed it. The bolt itself is too tight. Should I heat both side plates that hold the bolt and arm with my torch? Would that be enough to free the arm? Or maybe heat just one side plate white and hammer a wedge in there to permit the arm to move? If anyone has been through this, a suggestion would be appreciated. Best regards from the most recent smithy in Québec. |
| Gary <finepoin at charlevoix.net> - Tuesday, 08/01/00 00:49:04 GMT |
|
I am in desperate need for some advice on the tempering of 1080 carbon steel. I am very new at this, and have been trying unsuccessfully to get a cutting edge on rock cutting singlejack steels. I would be grateful for any help you could provide. Thank You. |
| grady colby <gdcolby at ocinet.net> - Tuesday, 08/01/00 05:27:43 GMT |
|
How does I make a pineapple twist? Got some nice stock and wanted to try this type of twist , only I ain't got no books with it in. Thanks if you would email the answer. Big Tedd |
| big tedd <big tedd at wyoming.com> - Tuesday, 08/01/00 05:40:17 GMT |
|
Vise Repair: Gary, Normaly these vises do not have a bolt at the pivot but a riveted pin. Some have a pin with a wedge. Most that have bolts (that I know of) are replacements. The rust crystals in the joint are bigger than the steel they are derived from. IF you heat the area to a red heat the rust changes from hydrous (water bearing) iron oxide to anhydrous oxide which is smaller. Work the joint then. They are supposed to be a close fit so don't get carried away and spring it open. Just get it feed up to move then work oil into the joint (or take it apart and clean/oil). Just heating parts to a red heat works well on bolts and exhaust manifold studs and all types of things. It takes an oxy-acetylene or oxy-propane torch to get something that big up to a bright red heat. |
| - guru <guru at anvilfire.com> - Tuesday, 08/01/00 05:56:56 GMT |
|
Pineapple Twist: Big Tedd, Look on our iForge page. One (or more) of the demos is a whole series of twists and we have another one coming up. |
| - guru <guru at anvilfire.com> - Tuesday, 08/01/00 05:59:44 GMT |
|
I found instructions on that pineapple twist. Thanks and I really like yous guys!!! Big Tedd |
| big tedd <big tedd at wyoming.com> - Tuesday, 08/01/00 06:06:23 GMT |
|
1080 Carbon Steel: Grady, 1080 is a high enough carbon steel that its hardening temperature is considerably lower that other steels. 735°C 1355°F. It is still magnetic at that point. This steel should be normalized after working and before hardening (Heat to 1500°F and let air cool). Heat to the temperature above and quench in (warm) water. Temper at 450-500°F (as soon as possible) holding the temperature for 1/2 hour if possible. It doesn't hurt to double temper (do it again). Plain carbon steels are VERY good for many things but they are also sensitive to tempering temperatures and are easily tempered too soft. |
| - guru <guru at anvilfire.com> - Tuesday, 08/01/00 06:22:59 GMT |
|
Thank YOU Tedd :) Those demos are done LIVE on Wednesday nights in the Slack-Tub Pub. I'm not sure what this week's will be be and I'm doing it! |
| - guru <guru at anvilfire.com> - Tuesday, 08/01/00 06:26:34 GMT |
|
Where can I get solid steel/copper rivits in the UK. Manufacturer/supplier details appreciated. Many thanks, Carlos. |
| Carlos <Carlos.foy at ntlworld.com> - Tuesday, 08/01/00 07:16:03 GMT |
|
I am an artist and would like to learn about sculpting metals, welding etc. Do you know of any good sources. I have checked a couple of technical schools in my area, and the only courses they offer are very technically involved classes to become construction welders. I would like to experiment with different metals and finishes to see which would work best in the humid South Florida weather. Could you give me any ideas on how to get started? Or any resources to check out. Thank you. |
| Karen <KMargol at aol.com> - Tuesday, 08/01/00 19:06:38 GMT |
|
Can amy one tell me a good scrapyard steel for a set of firedogs (andirons) |
| smitty7 <rfsbj at webtv.net> - Tuesday, 08/01/00 20:38:56 GMT |
|
Classes: Karen, you NEED those industrial metalworking classes. The most important things to learn about welding equipment is SAFETY, SAFETY, SAFETY. You don't learn those hundreds of rules on-the-job or in art courses. THEN, you need to learn good welding, brazing and soldering technique. Just because its "art" doesn't mean that sloppy or poor quality work is acceptable. In shops of artist-blacksmiths and sculptors there is often as much of the artist's welding in special tools, fixtures, stands and armatures. These all need good strong welds (also for your personal safety). If you sign up for the machinist's curriculum the first year includes basic metal working. The scope is generaly a survey of welding techniques, basic machine tools (drill presses, saws), a little forging and heattreating. There will also be drafting and CAD classes that won't hurt. IF you tell the school exactly what you want to learn and don't expect a certicicate then you may be able to take just the classes that apply to your needs. Almost all of this will be applied to iron/steel. Most major art schools have a sculpture department where metal sculpture is taught. However, I still recommend your local trade school. It is less expensive and more thorough. Then there are specialty craft schools like Penland in North Carolina. Contact the Florida Blacksmiths Association (see our ABANA-Chapter.com The metals that will suit your needs are stainless steel, aluminium and copper alloys (brass and bronze). All these metals are roughly ten times the cost of steel. Techniques for working stainless are the same as for steel, just a little more difficult. Stainless turns black just like carbon steel when heated and forged. -- See the article on our 21st Century page about the stainless latch. Dona Meilach's Decorative and Sculptural Ironwork includes quite a bit of non-ferrous work. See our Getting Started Article for othr references. |
| - guru <guru at anvilfire.com> - Tuesday, 08/01/00 21:04:03 GMT |
|
Andirons: Smitty, Fire dogs and andirons are generaly made of mild or low carbon steel. Most of the automotive stuff that is heavy enough (axels, springs, sway and torsion bars) is all high carbon or alloy steel. It wouldn't hurt to use it as long as you don't overheat the steel and don't quench it. BUT it is a lot harder to forge. . . |
| - guru <guru at anvilfire.com> - Tuesday, 08/01/00 21:19:26 GMT |
|
In our area some yards have a lot of sand that eat lawnmower blades quick. Especially the high-lift kind used to blow clippings into the bagger. What kind of rod can I use on new blades to put a leading edge on that might stand up to the sandblasting. Dealers say no blades are available for this particular problem. Lord only knows what the blades we buy are made from anyway but they are not tough. Thanks |
| jerry <birdlegs at keynet.net> - Tuesday, 08/01/00 21:21:01 GMT |
|
Venerable Advisor, I have anvil of unknown origin. Who could I send a picture of it to for identification? Could you include their address or how to find it. Very unusual 250-300 pounder. Thanks, Larry |
| l.sundstrom - Tuesday, 08/01/00 22:16:36 GMT |
|
Lawn mower: Jerry, Read the article in the news about the lawn mower incident the Jim H. had. . Its the reason new blades are so soft. . . Our mower eats the blade on good green grass in about 1/2 hour. If you resharpen the blade to keep it sharp it wouldn't do the entire lawn before needing a replacement. . . Any of the hard facing rods designed for abrasive wear will do. Start with a good blade. Don't try to build up a worn blade (you may end up with bullets coming off that blade!). I've seen too many bad things happen with mowers. . I wouldn't do it. |
| - guru <guru at anvilfire.com> - Wednesday, 08/02/00 00:06:56 GMT |
|
Odd Anvil: Larry you can send it to me and if I (or a few friends) can't figure it out I'll post it. Be sure to take several angles and from the front with it setting back on the heal. |
| - guru <guru at anvilfire.com> - Wednesday, 08/02/00 00:09:17 GMT |
|
First of all, I have bookmarked your website. When I can make the time for a welding class I will begin this journey. For now, I am trying to locate a blacksmith in my area to forge a unique table and a peice of metal artwork. Anyone near Clarkston, Michigan? Thank you. |
| Leslie <leslie at dittas.com> - Wednesday, 08/02/00 01:44:22 GMT |
|
MI: Leslie, Try contacting (joining) the Michigan Artists Blacksmiths Association. All the chapters welcome visitors to meetings (special events may require a small fee). Go see what these folks are doing. At almost every chapter's monthly meetings there are demonstrations and displays of work as well as hands on lessons. |
| - guru <guru at anvilfire.com> - Wednesday, 08/02/00 02:20:41 GMT |
|
Thanks Jock, I hadn't planned to rework the blades. Living in the farmlands and being around machines with bunches of things that are capable of throwing deadly missles they pick up or lose when turning a high speed have made me cautious but I needed expert advise to convince a feller I'm not too big a dummy! |
| jerry <birdlegs at keynet.net> - Wednesday, 08/02/00 03:09:21 GMT |
|
Thanks for the advice on the hammer. I'll keep you posted on how it's coming (slowly) and send pics when it's through. I'd thought about using a linkage like Dan's, but decided that a simple center pivot would be easier to do, in addition to being easier on the crank bearings. |
| Alan L <longmire at premiernet.net> - Wednesday, 08/02/00 13:36:04 GMT |
|
Jerry, I've known people to do it. But it not a good idea. Good properly tempered carbon steel blades are the best and I'm sure someone still makes them (like for professional mowers used on golf courses). But for common mowers used by the general public (for mowing rocks, bottles and cans), manufactures have gone to making softer blades that are less likely to break. The best solution would be a blade of uniform material that is tempered soft except for the cutting areas. This would provide safety AND wear resistance. But it is not a common "throw it in the oven" heat treat. . . and would need to be tested for safety. Alan, Dan has a very heavy crank bearing mount and the stroke is short. I'm not sure of the bearing type but it looks well designed. It should be quite durable. Of course his hammer is a pre-production prototype that has had a lot of design and effort put into it that is not typical of building a Junk Yard Hammer and is better than most custom built machines. Its good to study it for JYH purposes but not a good design to try to copy. Keep collecting your materials and design around what you end up with. That is the tricky part of JYH building. It is actually easier to design exactly what you want then just make all the pieces according to the plan. |
| - guru <guru at anvilfire.com> - Wednesday, 08/02/00 14:07:18 GMT |
|
I was proceeding in exactly that direction (designing around what I end up with). I wasn't going to copy Dan's hammer because I'm not a machinist and am not capable of doing that fine a job. I'm basically planning a Rusty-type setup with a more conventional ram and guides plus interchangeable dies. I'll be farming out the dovetailing of the sow block and ram, because although it's possible to do it with hand tools, I'd like to finish it both well and in a timely manner. Don't worry, I'll be sending plenty more questions your way as things progress! |
| Alan L <longmire at premiernet.net> - Wednesday, 08/02/00 21:50:28 GMT |
|
I have an old buffalo rivet forge with a flat disk for a fire pit. I modified it by setting an old auto wheel on the disk to deepen the pit. My uncle told me I should line it with firebricks? Is there any advantage to this whatsover? |
| jeff fogel <onehorse at mediaone.net> - Thursday, 08/03/00 01:22:29 GMT |
|
Dear Guru, Where can I find: Dona Meilach, Decorative and Sculptural Ironwork Tools, Techniques, Inspiration Soft Bound, 312 pages, 750 pictures and illustrations, including NEW 60 color photographs. Originally published in 1977, Revised and reprinted in 1999. Do you sell it? I would love to buy it, but having hard time finding it in stock in all the usual places. If you do sell it, please tell me how to go about getting it from you. Thank you, Andrew |
| Andrew Dean <avdean at compuserve.com> - Thursday, 08/03/00 01:30:12 GMT |
|
Merci for the vise info, Guru. Torches it will be! You guys are still as friendly and helpful as some 20 yrs ago. We used pens in those days, and paper. Best regards from Québec. |
| gary <finepoin at charlevoix.net> - Thursday, 08/03/00 01:44:35 GMT |
|
Dear Sir, I've just found this site for the first time when I did a search for "touchmarks". Recently, I was given an old pewter pitcher. Its about 8" tall by 3 1/4" diameter. It has a triangular spout with a small hole cut into the end. It also has a back as well as a top rounded handle. It appears to have been put together rather crudely, without the fine seams of more modern products. On the base are the words "Etain Fait Main". Lower on the base is "Titre Legal 86%" The touchmark is a crown atop a square shield-shaped frame. Inside the frame in the upper right and left corners are the initials J G. The rest of the framed area has a narrow tower with a pointed roof and downward sloping walls with rounded arches extending from either side of the tower. Would you possibly know about this touchmark? I'd really like to find out about the origin of this interesting piece. Thank you for your time. Jeff |
| Jeff S. <inn_chef at excite.com> - Thursday, 08/03/00 01:51:36 GMT |
|
Is vacuuming in a gas field the only way to crucible (constructed of Boron Nitride)such materials as Titanium? Of the alloy I'm trying to achieve, the liquidus point is 1602degC with a melt of 2,822degF. Can't get this material in limited quantities anywhere! Thanks. |
| Tim"KitaruSapien"Tracey <dragonridge at earthlink.net> - Thursday, 08/03/00 03:10:30 GMT |
|
Hi! I just purchased a Moloch 50 pound hammer from what I understand it is made by the Meyers brothers like the Little Giants but it is a little different parts wise. I spoke to Sid S. about it but I was looking to talk to others who have this kind of hammer and maybe have done some work on them. This one definitely needs some TLC any input would be appreciated. Thanks Rachel |
| Rachel <firechick_87557 at yahoo.com> - Thursday, 08/03/00 05:20:03 GMT |
|
I'm a 49 yr old woodworker. I've made most of the cabinets in my home and a couple of boats so I figure if I can find a good drawing or book and some materials and a welder, I can make a wrought iron fence for my home. I can't find a drawing or book. I've never welded before. I've found lots of suppliers for bar and a few simple designs that I like. I don't know how they go together. Got any references? Thanks |
| Frank Shunk <shunks at humboldt1.com> - Thursday, 08/03/00 05:47:46 GMT |
|
Disk Forge: Jeff, Generaly lining is not required in small coal forges. Many old cast iron forges were labled "clay before use" but this was to prevent heat stress and possibly burning the fire pot under maximum possible fire size. The manufacturers were also trying to reduce any possible warrantee problems. Ocassionaly I reecommend puting some bricks in to make the pot shallower if neccessary. However, the sloppy fit of the bricks in the round or odd shaped hole makes a mess that is hard to clean. |
| - guru <guru at anvilfire.com> - Thursday, 08/03/00 12:25:10 GMT |
|
Decorative and Sculptural Ironwork: Andrew, the book is available directly from the publisher, Schiffer Books, Centaur Forge, Norm Larson or any of the on-line book stores. Yep, I should have setup to sell it. . . next thing to do! |
| - guru <guru at anvilfire.com> - Thursday, 08/03/00 12:50:43 GMT |
|
Etain Fait Main, Hand Made Tin: Jeff, I'm sorry I can't help you. A search under hallmarks silver will lead to to a variety of sites. This one looks promising. www.ragbone.com/hallmarks/" |
| - guru <guru at anvilfire.com> - Thursday, 08/03/00 13:04:57 GMT |
|
thanks guru. You're right. It's impractical to try to line a wheel with firebricks. |
| jeff fogel <onehorse at mediaone.net> - Thursday, 08/03/00 13:11:14 GMT |
|
Woodworker: Frank, you will need more than a welder. You will need a cut off saw or shear, and a good size welding bench or platten, and a "angle" grinder among other items. All your woodworking tools will run too fast for working steel (sanders possibly too slow). Centaur Forge has numerous books on ironwork. I'd also recommend that you purchase a catalog from King Supply Co. |
| - guru <guru at anvilfire.com> - Thursday, 08/03/00 13:15:47 GMT |
|
Titanium: Tim, Ti is very suseptable to absorption of gases (H, O, N) that make it brittle. Ti is expensive due to the difficulties of processing it. For these reasons it will always be a "high tech" metal even though it's use is becomming more common. |
| - guru <guru at anvilfire.com> - Thursday, 08/03/00 13:55:32 GMT |
|
Moloch Hammer: Rachael, The Moloch (like all the mechanical hammers) has been an orpan machine for many years. Like any machine of its ilk it requires a first class machinist/mechanic (blacksmith) to rebuild. All its parts can be replaced with fabricated or machined parts except the frame if you are willing to spend the money. However, you can easily invest as much as the cost of a new machine rebuilding one if in really bad condition. Rebabiting, bushing and shimming are all common repair tasks that any old-time machinist can perform and are covered in general machine shop manuals. The Kern Little Giant book has some general information about making and repairing parts for hammers. The Dave Manzer Video (which we sell) discusses problems that plague all this style hammer and offers some solutions. |
| - guru <guru at anvilfire.com> - Thursday, 08/03/00 14:26:25 GMT |
|
Hi, I talked to you a couple of months ago about an anvil. I was able to trade and purchase same for about $130. It is an M&H Armitage mousehole forge,1.2.12(exactly as you said 180lbs.)It is in excellent shape. Mounting is going to be tricky but well worth the effort. I would still like to get at least a ballpark figure on its value. Any help would be appreciated. |
| bill heitner <LD Heitner at AOL> - Friday, 08/04/00 05:15:03 GMT |
|
Frank S; Because you mentioned a welder sort of approach, our good Guru directed you to the modern world of cut and paste. However, if you have real heart for wrought Iron...Take a good look in all the nooks and crannies of this excellent Anvilfire site..There should be enough information here for you to go right on ahead, get some basic tools and build your fence (along with your skills).Then have something lasting, and a wrought iron fence as well. Check into your local ABANA chapter and when you need books, check Norm Larson...Pete |
| Pete F - Friday, 08/04/00 07:10:35 GMT |
|
Hello Guru, I've been collecting materials for a few months now in preperation to building a JYH similar in make-up to your East Coast JYH. I've worked as a production machinist for longer than I care to remember, and also have background training and experience in drafting (before it was done on computers) as well as training in Tool Engineering and Design. My question is: would switching to a set of air adjustable shocks for the link between the axle and the hammer be worth the cost difference? My thinking is it would allow a greater range of control of the impact force, but powerhammers are going to be a new field for me, so I figured I might be way off base, Thanks for your time, Bear |
| Jim (Bear) Peterson <bear at smig.net> - Friday, 08/04/00 09:08:51 GMT |
|
Anvil Value: Bill, Value and current prices are two different things. There are MANY good very old used anvils that are as good or better than a new anvil. New forged anvils sell for up to $5-$8/pound delivered. New cast steel anvils sell for $4/pound delivered. Typical prices on used anvils at blacksmith gatherings are around $2-$3/pound. In the 1960's Alex Bealer stated that used anvils were selling for $1/pound. But anvils still occasionaly sell for half to one third of that. You did well. Most of us consider anvils "cash in the bank". Unless you are in a huge hurry to sell you can always get your money back if not make a little. . after USING it for years. |
| - guru <guru at anvilfire.com> - Friday, 08/04/00 11:42:26 GMT |
|
JYH: Jim, NO, added money on the shocks do NOT improve the hammer. Matter of fact the shock linkage is a lousy link except for the fact that it is easy to build and is self compensating for height. It does not hit very hard and i limited to how fast it can run. It was an experiment and built to prove a point. I've wanted to modify the dual shock linkage with a horizontal flat spring about 16" long mounted on the ram (spreading the shocks in a triangle). The spring would give that extra striking velocity and the shocks still compensate for height changes. It is a rare mechanical hammer that you can go from forging 1/2" stock to using tools 4" tall and still work correctly. Note that ALL spring linkage hammers have a direct relationship between the spring stiffness and maximum operating speed. A "soft" spring works at low speed and a "stiff" spring at high speed. The spring stiffness wants to be no more than that required for the machine's maximum operating speed. Dynamic linkage like a power hammer's is a delicate balance of forces. |
| - guru <guru at anvilfire.com> - Friday, 08/04/00 11:56:34 GMT |
|
HAMMER LINKAGE: Mechanical power hammer linkages are different than almost any other type of machinery. The basics:
The toggle linkage applies load to the spring in exactly the opposite of the force produced by the rotating crank pin. At the neutral position the linkage produces an infinite force on the spring. As the toggle angle increases the force multiplier drops dramaticaly. In the harmonic motion of the crank driven power hammer with toggle linkage the return force of the spring is the greatest at the extream top and bottom of the stroke exactly where it is needed. The hammer is designed so that the die contacts the work well before the bottom of the stroke so that maximum force is applied to the work. This geometry can be achieved in several ways. The four bar linkage of the Fairbanks and Little Giant with coil spring is most common but the bow spring linkage with toggle links does the same thing with less pivot points. Bradley applied their rubber cushions to the linkage in perhaps the most durable and smooth running linkage (also the most expensive). A flat spring in the dual shock linkage takes some advantage of this geometry. It should increase the overtravel so the hammer hits harder. The spring should also flex and keep the shocks from compressing as much on the top of the stroke, thus increasing the maximum operating speed of the machine. It is still not an optimum linkage but it gives that great range of automatic height adjustment. |
| - guru <guru at anvilfire.com> - Friday, 08/04/00 12:32:16 GMT |
|
I have a question on a Champion 400 blower. I paid a little more for this thing than I should have, $65.00 it was under water and the ball bearings are shot and it needs a stand. Anyway, I have the thing apart and I don't think the bearings should be a problem to replace (just loose balls) but the seal on the output shaft to the fan blades is shot (missing) I have the dust cap, but I can't see how it was sealed. Was it sealed so that the whole gear case was full of oil or was it only a dust cap and the bearings were packed with grease and the oil only was used to lube the teeth on the gears? (all of which are all in good shape) The output shaft is cut for a key so I am tending to think the later is the more accurate description. Any light that ANYONE can shine on this situation would be of help. Thanks, Wayne |
| Wayne Parris <benthar at pacbell.net> - Friday, 08/04/00 13:23:08 GMT |
|
Hi everybody, Is there a way to mix the common bee's wax with something else in order to produce hard wax used for model making, sculpting etc...? Thank you very much. George |
| George <chrys at ath.forthnet.gr> - Friday, 08/04/00 14:14:43 GMT |
|
Blower: Wayne, If the bearings have seperate races the entire bearing is probably still available. As best I know the cap is just a dust cap and they leaked oil in copious quantities. $65 is not a bad price if the gears are in good shape. |
| - guru <guru at anvilfire.com> - Friday, 08/04/00 18:29:54 GMT |
|
Bees Wax: George, Waxes come in a wide variety of hardnesses. Various natural and synthetic waxes are blended for different purposes. Beeswax is one of the softest. For lost wax sculpture beeswax is traditionaly used as-is. Crayons (preferably Crayola brand) are a good sculptural consistancy. Elementary schools (or the teachers) generaly have buckets full of nubs that they would probably gladly trade for a lesser volume of NEW crayons (be generous). Canning parrafin is harder than beeswax but not as hard as crayons. Machine shops use "machinable" wax to test CNC setups without wrecking tools. It is hard enough to measure afterward to prove the programming. Its available from machine shop suppliers. Paste waxes are hard waxes that are blended with solvents that evaporate leaving the hard wax behind. Blacksmiths melt beeswax (in a double boiler) and blend turpentine to make a paste for applying to the ironwork. Ocassionaly hardenable oils like linseed oil are added to make a harder finish. |
| - guru <guru at anvilfire.com> - Friday, 08/04/00 18:46:45 GMT |
|
George, Beeswax might actually be more expensive than modeling wax, but anyway: Candles (candlestumps - even cheaper)can be melted with beeswax, but better is to use malleable wax for the "body" and hard paraffin for detailed surfaces. BTW: While blacksmithing at a medieval fortress here in Sweden I met an American couple and recomended them to visit "Anvilfire" when they got home. Roundabout way to get visitors, eh, Guru? |
| Olle Andersson <utgaardaolle at ebox.tninet.se> - Friday, 08/04/00 18:54:10 GMT |
|
Guru and Olle, Thank you for the help and the infos. From what you told me the only way to make bee's wax more hard is to melt it and mix it with some synthetic waxes or paraffin, right? I was thinking to experiment and mix it with other "ingredients" which will harden the beeswax, besides synthetic ones and paraffin.Have anything in mind? Thank you. George |
| George <chrys at ath.forthnet.gr> - Friday, 08/04/00 20:43:12 GMT |
|
guru, what is the shortest length of stock you can safely grasp with your bare hand when heated. We're talking about either mild steel or something that can be tempered. |
| jeff fogel <onehorse at mediaone.net> - Saturday, 08/05/00 00:51:44 GMT |
|
Hot Iron: Jeff, Nature gives you the tools to figure that one out. You can burn the end off a small iron wire less than an inch (2.5cm) from your bare fingers without being burned. . . Typicaly smiths work bars one and a half to two feet long without tongs. HOWEVER, if the piece is in the forge long enough and the ambient temperature high enough you can get burned on a three foot long piece that only the immediate end is being heated to forge. Most smiths wear gloves to extend the range that they can handle hot iron. When its too hot THEN you use tongs. . . Olle, Thanks! : |
| - guru <guru at anvilfire.com> - Saturday, 08/05/00 02:58:56 GMT |
|
What is a good oil to use on finished pieces? Is there another coating besides paint and blueing ? I`m haveing a real problem keeping my art looking good in the stores. Thanks rick |
| Rick <boone at ris.net> - Saturday, 08/05/00 05:47:06 GMT |
|
Guru, Thanks for the info on powerhammer linkages. The resoning behind my thinking of using a pair of air shocks was that if a pair of them have enough lift to hoist the back end of an old full size mid60s station wagon so far that rides like a hard tail ( at max pressure ) or can be set soft enough that it rides like an old boat,( at no pressure ) that they would provide in effect, an adustable spring, one that could be stiffened or softened by simply turning the knob on an air pressure regulator. Thanks again,and take care, Bear |
| Jim (Bear) Peterson <bear at smig.net> - Saturday, 08/05/00 07:56:09 GMT |
|
Shocks Again: Jim, One of the problem's with the shocks is "float". Above a certain speed they work just like in your car except its the crank going up and down and the ram is stationary. The second problem is the gas filled "spring" creates a very hard first blow because the dies are always touching at rest. The whole scheam is problematic. Like I said, the ONLY advantages are that it is easy to build and it is self compensating for height. Most hammers have a relatively complicated to make length adjustment in the linkage so you can raise and lower the starting position. The shock takes care of that but does not increase the force of the blow, it actualy reduces it. What changes the force of the blow in power hammers is the speed at which they run thus the velocity of the ram. The best hammers have the most controllable clutches. This turns out to NOT be the mechanicaly sophisticated Little Giant cone clutches but the wide slack belt clutches on the Bradley, Champion, Beaudry and Fairbanks hammers. A 100# hammer with a good clutch is more suitable to small delicate work than a 25# hammer with a sticky clutch. |
| - guru <guru at anvilfire.com> - Saturday, 08/05/00 14:37:40 GMT |
|
Clarification: What I meant to say is that the height adjustment on hammers mentioned above is difficult to manufacture. However, if it is not used often most adjustments freeze up, then become abused and difficult to use also. Most mechanical hammer users do not adjust the height to the work as often as they should. It makes a big difference in the performance. |
| - guru <guru at anvilfire.com> - Saturday, 08/05/00 14:42:21 GMT |
|
Wax and Oil Finishes: Rick, *I* along with many smiths use these finishes but I DO NOT recommend them. They are short lived and high maintanence. Every formula for them should be labled "Use at your own risk". Wax and oil finishes need to be reapplied regularly. Not that they dissapear but they DO rub off corners and high spots and rust developes there. These are cheap, and LAZY finishes. . Yes, I admit that I get lazy with finishes too. I've said this over and over, the natural finish on iron is rust and the natural condition of iron is "rusted to dust". There is VERY little remaining ancient ironwork because of this. Gun bluing is a thin oxide finish and it rusts almost as readily as bare metal if not kept regularly cleaned and oiled. The best, most reliable finish, is a three part paint finish over a sandblasted (chemicaly and mechanicaly clean surface). Zinc paint (cold galvanizing), neutral primer, and a hard color fast, weather resistant top coat. If you are hot on a "natural" look to your ironwork then stainless steel is the route to go. When heated to forging temperature it develops the same nice blue grey scale that turns blue black when oiled or waxed. See my article on the stainless latch on the 21st Century page. Otherwise, an oil finish with linseed oil can be applied to hot iron forcing the oil to dry rapidly, then an oil/wax mix can be applied over this cold. Many smiths have given up on this and are using clear Cryalon® or a lacquer finish. Loose scale is power wire brushed off and then the Cryalon applied. It dries very fast. Its quick and easy AND it holds up better than oil finishes. Its also clean (very good for work setting in a store) but it is not suitable for exterior items. There are no simple finishes for items made using coal. Bituminous coal deposits condense on the parts of a piece that are not in the center of the fire (those shiney black plaes). These anhydrous deposits eventualy break down under the finish causing it to flake off or become loose. Then rust follows. |
| - guru <guru at anvilfire.com> - Saturday, 08/05/00 15:19:13 GMT |
|
Guru does not speak with forked tongue...the only other solution is powdercoat. Some cold iron boys around here (muffler pipe bender for lawn ornaments) found out that the rust got them too. This is WITHOUT heat and scale. Their welds of course rusted the worst. Now they powdercoat, and their stuff ( claimed to be genuine Wrought Iron) stands up pretty good in the elements. Some of the aerosol stuff is pretty good ( Van Sickle paints for example ) but a friend in a body shop with good stuff would be best. Little pricey sometimes but it lasts pretty good. I don't have room for a paint booth. |
| Ten Hammers <lforge at netins.net> - Saturday, 08/05/00 17:43:45 GMT |
|
Powder Coat: Ten, this is a good modern finish but relies on the fact that the electrostatic process gets it everywhere AND that later there are no breaks in the finish. For exterior architectural work this means its a little better than the usual "just slap some paint on it" job but after that any breaks in the surface are trouble. As to welds rusting. . Arc welding leaves behind hydroscopic flux that is very difficult to remove (even by sandblasting). Any that remains attracts moisture from the air (even absorbing it through paint) and then but expands making the paint loose then acts as an electrolyte accelerating the rust. Even "bare" wire MIG has a coating on it that can act in this manner. It is MUCH less of a problem but it does exist. Stick welding is the worst. If you don't sand blast the whole piece, at least sandblast the welds to remove ALL the flux and flux smoke deposits. |
| - guru <guru at anvilfire.com> - Saturday, 08/05/00 18:11:06 GMT |
|
what is the ideal tempering for a rear spring steel sword? |
| Frank Thornton <vegeteks at aol.com> - Saturday, 08/05/00 19:39:59 GMT |
|
how do i test for High Sulphur coal? I am working a long term contaract at GA Power and they are a coal burner. I was talking to one of the engineer type guys. the reason i am working there is due to hte new clean air acts. He said they are using LOW Sulphur coal now. So I am going to get a lunch box full and bring it home to the forge. How do I know if it has higher Sulphur count? |
| jeff spoor <flaminganvil at yahoo.com> - Saturday, 08/05/00 23:30:39 GMT |
|
I would like to use a metal edge around my bar. The bar is 1 1/2" thick and about 17'perimeter. I would like to have at least the top edge rolled. I need something that will bend for the intial installation and I will have to be able to nail. Any suggestions? |
| L Franks <LFranks526 at aol.com> - Sunday, 08/06/00 00:12:47 GMT |
|
Sword: Frank, It depends on the steel. Spring materials vary quite a bit. Some are plain carbon steels, others are alloy steels. The entire heat treating process varies according to the steel - normalizing, hardening (heating temperature and quenchant), tempering. When dealing with steels of unknown pedigree YOU have to become the metalurgist. The smiths of 200 years ago had the same problem with inconsistant steels but at least they were dealing with plain carbon steel. Today you have thousands of spring steels alone to deal with. Tens of thousands if you include tool and specialty steels. Without a laboratory analysis you can only aproximately determine the steel by trial and error methods and some common shop tests. Then there is the matter of the final cross section and the flexibility of the blade. Different styles require different treatment. Then there is the question of WHAT are you going to do with this sword? If its going to hang on the wall then the temper doesn't matter. If you are going to use it in mock combat (SCA or Markland) then is should be tempered to be as tough as possible since breakage can result in serious injury and the edge is unimportant (double temper at 1,000°F min.). If it is to be used in real battle. . . . really? If your life is going to depend on it and you are asking this question then all I can say is, Good Luck. |
| - guru <guru at anvilfire.com> - Sunday, 08/06/00 02:58:50 GMT |
|
Coal: Jeff almost all coal has some sulfur so going your senses(smell or consistancy of the smoke) is ruled out. There are specific laboratory tests for coal that start with taking samples and blending them, grinding them and blending them again in order to get a representitive sample. Then the testing includes burning some under controled conditions to measure the BTU/pound, ash, type of ash. . . volitiles are cooked off, condensed and the volume measured and chemical tests run. The sulfur will cook off with the volitiles. If you look at the list of properties of coal, each property requires a different test. Low sulfur for power generation is different than low sulfur for metalurgical purposes. Your best bet is to ASK the plant chemistry or QA folks for the spec on the coal then compare that to the coal on the lists on our links page. |
| - guru <guru at anvilfire.com> - Sunday, 08/06/00 03:12:55 GMT |
|
Bar Edging: L Franks, Most construction suppliers stock a variety of extruded aluminium moldings for the purpose. If you can't find something wide enough start with 1/8" (3.2mm) flat aluminimum (1000 series or pure Al is softest) the width of the edge.. Then use extruded corner molding overlaping the flat bar. |
| - guru <guru at anvilfire.com> - Sunday, 08/06/00 03:19:10 GMT |
|
Guru, I am making some forged tables and also want to refinish some. Looking for some general references on different ways to paint tables, chairs, etc. I know about the normal paint systems, ie, sandblast, prime, and automotive paint. What I'm looking for is the processes and paint used to do some of the multicolor effects you see on metal furniture items, the green multi-color finishes, often with some gold color showing, and brown antique type finishes. Any direction to good books available or websites would be greatly appreciated. Regards, Doug |
| azdoug <dendrud at earthlink.net> - Monday, 08/07/00 01:50:38 GMT |
|
Well this is my first visit to this site and so far it is extremly promising. Let me tell you my Situation.I would like to forge armor Plate, Chain Mail, and Shields. I have some plans I feel are very good but I really don't have the first clue as to where to begin. I know I need to get an anvil and a forge ( I have designs from a friend who believes he can build the forge I would require ) What tools and Equipment would I need and where could I get them from Ie Hammers tongs The actual metals to work I have no skill in this subject so I'm defantly a newbie at it. any help would be most appreciated thanks Eric |
| Eric <Lorddryst at aol.com> - Monday, 08/07/00 03:12:40 GMT |
|
Finishes: Doug, Some of these finishes will be covered in antique refinishing and decorators books. Most start with a standard paint job then apply other colors by hand. The bronze color is available at craft/decorator and house paint type places and often comes with directions for use. Some of these finishes are sold in kits but most are proprietary techniques. We used to do antique ivory finishes using a hand rubbed finish on ceramic chess pieces. The initial finish was an ivory lacquer. The following rubbed on finish was a common varnish with burnt umber artist's oil color as a colorant. It stayed in the depressions and textured areas. Most of the gold or bronze "showing through" is actualy on the surface, not under the other paint. Applying these finishes all takes time, skill and practice. One person will make it look absolutely easy while the next will make a huge mess requiring removal of the finish and starting over. Note that our varnish over lacquer works but lacquer over varnish DOES NOT. The two finishes are not chemicaly compatible. However, once the thinner has evaporated out of the lacquer it does not react with the varnish (or enamels). However, if the base coat is varnish or enamel then lacquer will act like paint remover causing the base finish to boil and peal off. Water base artists acrylic paints can be used as filler and rub on finishes and have clear acrylic (automotive) lacquer applied over them. Multicolor can also be done with a spray gun. Metalic automotive paints make truely unbelievable finishes on every thing from furniture to musical instruments where they are only recognized as automotive colors by body men. . . ;) Hope this helps. Anything beats "traditional black". |
| - guru <guru at anvilfire.com> - Monday, 08/07/00 03:29:21 GMT |
|
European Anvil (Larry, m.i. smithing): The photo you sent is of a forged European anvil. 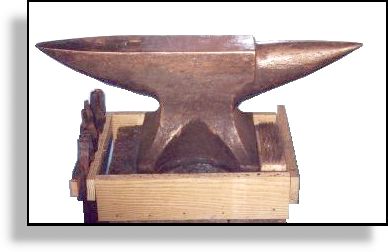 What is intresting about this anvil is the half eliptic horn. However, this is a fairly common European style. Postman has a cast English anvil of the same pattern from the 1930's that got here via the Far East on page 131 of Anvils in America. Maybe some of our European friends can tell us more about this pattern. ?? |
| - guru <guru at anvilfire.com> - Monday, 08/07/00 04:26:21 GMT |
|
European Anvils: I asked Richard Postman about European anvils and he said there were too many makers to do the authorative type of book like Anvils in America. During the 18th and 19th century in America and much of the rest of the world outside Continental Europe, England provided a large portion of the anvils manufactured taking advantage of their trade advantages. This resulted in the English manufacturers being large, centralized and standardized. In Europe the manufacturers were smaller and made more regional styled anvils for local tastes. For many examples see the web page of Joël Becker at: couteaux.free.fr |
| - guru <guru at anvilfire.com> - Monday, 08/07/00 04:52:02 GMT |
|
More: Larry, I'm guessing the anvil is forged from its appearance and lines that are common to forged anvils. However, the best way to tell is if it has handling holes at the waist under the horns. Cast anvils don't have handling holes, most forged anvils do. |
| - guru <guru at anvilfire.com> - Monday, 08/07/00 05:31:03 GMT |
|
Guru i need your advice I am doing a lot of ornamental art work using old pitch/hay forks which are very high in carbon whats the best way to soften or anneal the tang? I need to drill holes in this part which is very hard a drill bit will not make a dent. Another Question any add vice on how to put a patina look on any new metal i add to these projects i want to maintain the old antique look with no paint. Thanks for your help!!! Danny |
| Danny young <danny_young at cc.chiron.com> - Monday, 08/07/00 17:40:13 GMT |
|
Danny Young, Well I am not the guru, but I will attempt an answer. heat the fork to critical temp(should be where it goes non-magnetic, tho if it is one of the newer alloys that may not be the correct temp) which would be roughly a cherry red and then bury in ash, or vermiculite, or lime and let cool til it is no warm to the touch. It should be as soft as it will get. Patinas.... well you will get a zillion answers on this. But remember that what ever you do will not be permanant... It will require maintance. Even painting does..... Now that said, one thing that works well for me is heat til barely red and dip in used motor oil. If done correctly on a piece that has been wirebrushed, it will have a nice solid black look. Or heat a piece til fairly warm and rub beeswax on it, let it start to cool and wipe off excess. |
| ralph <ralphd at jps.net> - Monday, 08/07/00 19:52:08 GMT |
|
Hay Forks: Danny, You might want to save that steel for non-decorative work. Springs, knives, wood chisles, flint and steel strikers. . . Everything Ralph said is correct. The key to annealing is to cool as slow as possible. Dry woods ashes and quick lime are traditional mediums to insulate. Vermiculite (that funny additive in potting soil) is the current favorite and Kaowool (high temperature non-asbestoes insulation) is reported to be very good also. New steel can be rapidly rusted to match old steel using dilute chlorox bleach (use out doors and be very careful to protect your skin and eyes). |
| - guru <guru at anvilfire.com> - Monday, 08/07/00 22:22:54 GMT |
|
|
|
|