| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from July 8 - 16, 2006 on the Guru's Den |
|
|
|
I do feel that i have the proper skill needed even after reading the articals and books i have found and so i was woundering if you might know of a hiltamaker in the area of wichita ks that i might be able to take my sword to.i look forward to you response. chris |
| chris - Saturday, 07/08/06 04:36:28 EDT |
|
Chris, You should probably try swordforums.com for that. You should also know that what you are looking for is a handful in the world and not likely in your backyard unless you are very lucky. You also need to be specific about the style and period of work you are looking for. IS this a repair/replacement on an historical piece or new work? Folks that do this work often specialize OR will work to your design. |
| - guru - Saturday, 07/08/06 07:47:06 EDT |
|
"U" shaped tool: Boogerman, Still hard to tell from your drawing. If the tool is a relatively heavy forging, roughly square at the face, top battered, then it is a "top set tool" or "half round swage". These are used with a matching bottom tool that fits in the hardy hole OR a swage block to dress round cylindrical shapes like axel stubs or bolt shanks. Goto BlacksmithsDepot.com, Anvil Tools and Stakes. See "round swage top". |
| - guru - Saturday, 07/08/06 08:40:41 EDT |
|
Hilt maker? I've never heard of that before, but that would be something to do when my experience piles up in a few years! You might be able to take it to a sword smith and ask him to make just the hilt. You actually might be surprised how many blacksmiths there are. I never thought there were any around here, but there are three or four of em. |
| - Rob - Saturday, 07/08/06 10:00:21 EDT |
|
Hmm. Anyone have an estimate of the number of blacksmiths in the US these days? Counting hobbyists, I would think it to be a substantial number. |
| Paymeister - Saturday, 07/08/06 10:38:00 EDT |
|
Probably between 10 and 20 thousand total including Canada. Maybe about 5,000 are professionals. |
| - guru - Saturday, 07/08/06 11:18:07 EDT |
|
chris If it's a japanese style sword these guys do good work from what i have been told. Never used them personally. http://www.bugei.com/ |
| Chris R - Saturday, 07/08/06 13:21:55 EDT |
|
Is there a formula to determine how much a piece will be drawn out while shaping? I'm working with a 31" long piece that's 2 1/4" wide and 1/4" thick, and I need to know if it will be drawn out enough for me. I need it out to at least 35 1/2". It's 9160 (according to what you guys told me at least, it's one of those old racing springs I mentioned before), and I heard that leaf springs are near impossible to weld... |
| - Rob - Saturday, 07/08/06 17:50:44 EDT |
|
Rob it depends on the taper you use and whether its tapered in two axes or just one and how efficiently you hammer it out etc. I take a piece of play dough, work it out to the final shape that I want, trim off any excess and then roll it up and work it out to the cross section of the I'll be starting with. |
| adam - Saturday, 07/08/06 18:58:58 EDT |
|
Volume vs. Length: Rob, That would most likely be SAE 5160 steel (MAYBE). The math is simple, the volume remains constant, simple ratios apply, less minor losses by fire scale. IF you reduce the 31" piece to 1/2 as thick OR 1/2 as wide it will be twice as long. 31/35.5 = .873% 2.25" * .873 = 1.96". To increase the length to 35.5" you need to reduce the width to a bit less than 2". To prove you math do the volume calculation. If you want to do it another way it is simple enough. |
| - guru - Saturday, 07/08/06 19:25:44 EDT |
|
Ah, good, just under 2" is just what I needed! Well, I was told that racing springs were 9160, a modified form of 5160. |
| - Rob - Saturday, 07/08/06 20:02:05 EDT |
|
I have a Sullivan Upsetter,and another ( called an Ingersol Rand drill sharpener ) does anyone have information on these? |
| - John Marotta - Saturday, 07/08/06 21:57:05 EDT |
|
Does any have any literature on Sullivan or IR upsetters/ Thanks! |
| - John Marotta - Saturday, 07/08/06 22:01:38 EDT |
|
John, Sullivan is also known as "SulAir" or Sullivan-Palatek and still makes portable air compressors. Their web site is http://www.palatek.com/ They re-organized in 1984 and may have little to say about the upsetter/hammer line. Ingersol Rand is the same Ingersol Rand that still makes air compressors http://www.ingersollrand.com/ Neither company makes these machines today but they MIGHT offer some help if you call them. However, it is doubtful. |
| - guru - Sunday, 07/09/06 08:42:42 EDT |
|
Lincoln Anvil ebay 270003781640 Thought this would give you guys and gals some giggles. |
| - Burnt Forge - Sunday, 07/09/06 08:50:55 EDT |
|
Paymeister I don't think anyone has taken on your queastion. I will give it a whirl. Abana has a little over 5000 members including professionals and hobbiest. The actual number is only a guess as many folks do not know about Abana or are not interested in any affiliation with any Blacksmithing group for whatever reason if any. There has been a huge increase in interest of forging over the last several years with new folks giving it a try all the time. My WAG is maybe 10,000. |
| - Burnt Forge - Sunday, 07/09/06 09:02:18 EDT |
|
Paymeister This was just my guess for the USA |
| - Burnt Forge - Sunday, 07/09/06 09:04:19 EDT |
|
Burnt Forge: Anvil would be of the era anyway. According to Postman's Mouse Hole Forge they used that particular logo from about 1820-1835. A. Lincoln was born in 1809. Sort of an authentic bill of sale rest is somewhat speculation. I rather doubt anyone is going to pay $75K for it. |
| Ken Scharabok - Sunday, 07/09/06 10:55:03 EDT |
|
Not so sure. . . The earlier anvils didn't have a pritchel hole. This one does. The later M&H logo with pritchel holes start in 1854, Thomas died in 1851 (was supposed to be his anvil). The only difference is the word "Forge" in the later logo. Even if it is of the correct era the whole providence has holes in it big enough to drive a truck through. |
| - guru - Sunday, 07/09/06 12:18:38 EDT |
|
See Mouse Hole Forge, page 62, "...Later anvils had "C&A Mouse Hole" (Cockshutt & Armitage). These do not have the pritchel hole (the little round hole in the heel of anvils) as do the earlier "Mouse Hole" anvils. The pritchel became common all anvils after about 1830. I have also recorded over ten "M&H, (Morgan & Henry) Armitage - Mouse Hole" anvils without the pritchel, and these date after about 1816, but before 1830. ..." According to the book those which only say "Mouse Hole" date 1725-1780. The above paragraph applies some of those did indeed have pritchel holes. Pritchel holes apparently become standard about 1830, but earlier anvils did apparently have them as a stock item. |
| Ken Scharabok - Sunday, 07/09/06 12:35:06 EDT |
|
Lincoln Anvil: Hummm....$75,000 dollars and they can't afford a professional photographer? By the way, I have the original Forge from Valley Forge if anyone is interested. |
| quenchcrack - Sunday, 07/09/06 14:12:29 EDT |
|
I'm interested to know if modern day blacksmiths use electric forges, not just gas. Thank you for taking your time answering my question. |
| - Charles - Sunday, 07/09/06 15:24:59 EDT |
|
Electric Forges: Charles, generaly not. Some industrial shops use induction furnaces to heat billets and heat treaters use electric furnaces because they are easiest to control. However, for small and general forging gas and coal forges are are the most common and the most economical. At one time there used to be resistance heaters for metal work but the KW requirements are HUGE. They also made electric resistance rivet heaters. In both the work was heated directly by the electric current passing through it. AND at one time the was a brief experiment with what was called the LaGrange-Hoho water pail forge. This also takes a huge amount of KW and runs on over 200 volts DC. Very dangerous. . . |
| - guru - Sunday, 07/09/06 16:11:18 EDT |
|
Pritichel Holes: I have also seen them drilled and punched in earlier anvils as well as a small 1/2" hardy hole resized by drifting out to over 1". Made a mess of the underside of the heel. So you never know. . . But far too many years passed before anyone considered this and item of importance. And indeed, Thomas Lincoln may have owned this anvil as he had a number of farms. But he was not a smith and there is not even a suggestion that Abraham Lincoln would have learned the trade on this anvil even if it was part of his father's property. A very curious piece of property at best. Providence by word of mouth can be a very strange thing and is generaly no proof at all when famous personages are involved. One of my great great grandmother's maiden name was Elizabeth Wilson. Family lore had it that she was related to presiden Woodrow Wilson. The folks in the family that said this were grand children that knew Elizabeth. When I researched the Woodrow Wilson family tree his father was one of something like 7 brothers that were ALL generals in the Civil war. One of them had a daughter that could have possibly been the right age and the story LOOKED very good. We had the Woodrow Wilson genealogy with an Elizabeth the right age and nothing else known about her and we had OUR Elizabeth Wilson that was supposed to be related to President Woodrow Wilson. They were even in the right state. So much for direct knowledge by several generations of word of mouth. . . we found Elizabeth's parents via her birth record. NO RELATION to Woodrow Wilson. THE END. Take the famous "Gretna Green" anvil. Lots of photos of THE anvil. . every wedding chapel in the area has an old anvil with a placque that states it is THE Gretna Green anvil. . . |
| - guru - Sunday, 07/09/06 16:34:13 EDT |
|
Well folks after 7 years of doing this as a hobby and turning into a small business I am now doing this fulltime. I make martial arts weapons from wood and steel and using various designs from the authemtic to the self created. With this in mind I am getting ready to open a HUGE shop of about 6000 sq. ft. We will be purchasing a Big Blu QC 155. The next thing I will need is a source for a commercial forge. I am in search of an electric model since none of the gas companies in my area will install a large gas tank for the smaller hobbyist portable type of forges. Apparently there is some question as to whether the units like the whisper Daddy 3 are certified and the gas companies refuse to hook up to them with a larger tank. In any case those types of forges are waaaayyy too small for our purposes of larger production runs. Can anyone direct me to a source for larger commercial type forges or at least someone that I can talk to about about them? I would like to find someone that might have an electric induction furnace instead of a traditional gas or coal forge to alleviate the problem of dealing with propane gas companies. Does anyone know of such a place? Please Email me information at info@budoweapons.com Thanks! Ed Green Budo Weapons http://www.budoweapons.com |
| Ed Green - Sunday, 07/09/06 19:42:35 EDT |
|
Ed Green: Contact Grant Sarver of Off Center forge, the maker of the Off Center tongs. Grant is now selling a reasonably small induction heater that will handle up to about 1-1/4" bar stock, I think. Grant is using one for his tong making and is very impressed with it. You can probably get to Grant by going through Kayne & Sons Blacksmith's Depot, an Anvilfire advertiser. Use the drop down menu on the upper right of this screen and go to "Advertisers". |
| vicopper - Sunday, 07/09/06 20:29:43 EDT |
|
Ed Green, Induction lends itself to production forgeing like no other heat source. One does need to consider the size of the runs. If you will do repeats of the same runs on a regular basis, Making diferent coils for each job is a good idea. Once the parameters are know from trial and error, than note that setting and coil set up etc in a data base (can be a note book) Different configerations of billit will take different times and settings on the machine, and will take some trial and error, so save the info. One place where induction falls down is on multiple heats where the shape of the forging changes alot. In the industry I have worked, one heat to finish. If a second heat was required, often we would do the entire run than change the set up and run the second operation. If you start to see some wierd holes in the stock after heating, that look like little volcano's, that is a current density problem, and needs coil tweeking. In our local induction is mUCH less expensive than gas. Note that we have about the cheapest comercial electric rate in the country. We ran a gas forge when the induction was down on one line only, and the gas bill for 2 shifts for a month was $30,000, but the drop in the electric bill was perhaps $4000. This was a BIG forge. Six 3/4" orifice burners at 20psi will run thru some gas. Good luck |
| ptree - Sunday, 07/09/06 21:10:49 EDT |
|
Induction: I've been on a bit of a bender recently, learning as much as I can about induction furnaces. What I can't get a handle on is the kind of power required to get a uniform heat through smallish stock (ie ~ 1/2 inch). I can find huge industrial melting furnaces, and small high-frequency case hardening furnaces but have read nothing about furnaces suitable for forging. ptree, could you give a few details on the kind of setup you used? Also, is it safe to hold the end of stock that is partially within the coils - I say yes, but a friend suggests there will be a charge buildup at the extremities. Finally, I have an idea which might be suitable for induction furnaces suitable for forging. The idea is to create a magnetic path around the outside of the coil that clamps directly onto the stock at the front and back of the coil, effectively ensuring most of your magnetic energy is localised to the stock within the coils. Think 3 'C' shapes from one end of the coil, around the outside, to the other end. They come together to clamp the stock at each end like a 3-jaw chuck. These would need to have high magnetic permeability and not generate eddie currents to prevent them overheating. Anyway, I would be very interested to know more about smaller induction forges. Andrew |
| andrew - Sunday, 07/09/06 22:24:51 EDT |
|
Johnson gas forges could get quite large and are "commercial" certified units. Thomas |
| Thomas P - Sunday, 07/09/06 23:29:48 EDT |
|
Induction Heating: Its all quite high tech, stuff for an electrical engineer. On the other hand as I mentioned direct resistance heating has been used in the industry and I am not sure why it is not used here. The power supply must be very heavy duty but so is the supply for industion heating. The difference is that for resistance heating the power supply can be nothing more than a big transformer. NO fancy high frequency, no special coils and it works on odd shaped work. As I mentioned, I've seen old ads for resistance rivet heaters. They simply had two copper contacts that clamped down on the rivet under foot pressure. Insert rivet, press peddle and in about 1 second it was hot. I've seen film of a similar setup used in the restoration of the Statue of Liberty. One of the armature bars (2/3 x 3 I think) and over 5 feet long had cable attached with heavy duty ground type clamps, the power was turned on and in seconds the entire length of the bar was hot. The only limitation I can see to this is that it is VERY fast and may use a much higher current than induction heating. But in the end energy is energy and the total bill should be the same. The equipment used is most likely a very large welder power supply. . . (article below says power regulation is required - this could increase the heating time thus lower the total instantaneaous KW capacity needed). A study by the Center for Metals Fabrication claims it is more economical than induction heating, the equipment is less expensive AND selected areas of a piece can be heated (greater flexibility). There IS a practical limit on billet cross section that probably limits its use to small to medium sized manufacturers (1.5" diameter). They also say it is a very effective way to heat salt baths. . http://www.p2pays.org/ref/10/09003.pdf |
| - guru - Sunday, 07/09/06 23:59:27 EDT |
|
Resistance Heating: At the plant there was a machine called the "Hot Upset" This machine heated a steel bushing and esentially riveted it into the workpiece by upsetting a head on 1 end, the other end had a head from the beginning. This part was the ball joint bushing on the '80s Ford 4wd front suspension arm. The bushing was a good sized chunk of metal, about 1 3/4" diameter body with about a 2 1/4" diameter head. All these figures are from memory 15-20 years ago, so might not be acurate. The amperage requirements were astronomical. Amperage was many, many thousands, but voltage was quite low. 200KVA seems to stick in My mind. The output was rectified in a huge bank of diodes. My guess is it was rectified so 3 phase could be used in the transformer primary, but it might have been necessairy to the process as well. The contact plates were made of a berrilium copper alloy used for resistance welding contacts. They wore out quickly from the heat and pressure, as hydraulic power upsetthe bushing between the contacts, not as a seperate operation with tool steel dies. |
| Dave Boyer - Monday, 07/10/06 04:31:19 EDT |
|
hello all, looking for a good steel comparison chart so i can determine which US steels relate to British steel specs. Any ideas. |
| David - Monday, 07/10/06 06:15:54 EDT |
|
Alloy Interchange: David, That is not a simple task. There are several sources for such infomartion. Woldman's Alloys of the World is the encylopedic reference for such things. It is one of those 4" thick books with fine print. . . It is rather unweildly and I find difficult to use but it is suppossedly THE reference. The current title I found was Worldwide Guide to Equivalent Nonferrous Metals and Alloys. I think the version I have had both ferrous and non-ferrous alloys. The book I use a lot but does not have British or "off shore" designations is Metals and Alloys in the Unified Numbering System. It is a joint publication of ASTM and SAE. It has interchanges between the common U.S. designations, AA, ACI, AISI, AMS, ASME, ASTM, AWS, CDA, Fed Specs, MIL, SAE "J" and Common Trade Designations. It is about a 3/4" thick reference and the last time I used Woldman's I had to use this as well. Both are published by ASM International. They may have what you are looking for on their web site. www.asm-intl.org They also list the Germam tri-lingual Stahlschlussel (Key to Steel) which is primarily an interchange book and much less expensive than Woldman's. |
| - guru - Monday, 07/10/06 07:53:13 EDT |
|
Resistance Upsetting: There is a relatively common machine called a stud welder that does a similar job but generally on a much scale. These weld studs to plate creating an upset at the joint. You have probably seen them and not known how they were attached. Most commonly you will see them in electrical panels but also on automobile panels. |
| - guru - Monday, 07/10/06 08:06:47 EDT |
|
are cirdular saw blades, like sawmill saws, of enough carbon content to temper? brian |
| briantigit - Monday, 07/10/06 09:01:37 EDT |
|
Just an aside on resistance heating: My old buzzbox welder manual gave instructions on how to thaw frozen water pipes by clamping the ground at one end of the frozen section and the stinger at the other, then turning on the juice at low amperage. The trick was apparently knowing when to turn it off. I notice that modern welder manuals do not impart this information. Something about liability and natural selection, no doubt... |
| Alan-L - Monday, 07/10/06 09:03:20 EDT |
|
Circular Saws: Brian, Yes they are. Quite a few knife makers started out using saw blades for material. Note the following: 1) Junk Yard Steel Rules Apply 2) Blades with add-on teeth may be a medium carbon steel but not nearly as high carbon as those with the teeth made of the blade material. |
| - guru - Monday, 07/10/06 10:29:47 EDT |
|
Have you got any avice on reducing costs of welding and fabrication of gates and railings? |
| mark - Monday, 07/10/06 10:36:17 EDT |
|
Well folks good info on all sources of forges. I have spoken with Johnson today and decided to go wqith their double length 133. In our area gas and electric aren;t much different energy wise. I do want to stick with something that I am familiar with which is gas. I don;t want to have to hire and elcetrical engineer to run my forge :-) The gas over all for my opinion is the better way to go for control over something I am familiar with. I spent several months resaerching the kind of forge I wanted to use when I started htis whole thing as a hobby and I would hate to have wasted all that time in resaerching something that I would have to discard. Stupid reasoning? Maybe? price of forges- big difference. I say go with Gas for me. Thanks all for your input to this very important question for my business. Wish us luck!! Ed Green Budo Weapons |
| Ed Green - Monday, 07/10/06 11:23:51 EDT |
|
Efficiency: Mark, For welding if you are already using MIG and a CO2/Argon mix there is little you can do other than improve your work handling efficiency. Many shops struggle to handle work by hand or work in cramped spaces. Having convienent bench heights with small electric hoists on either a mono rail or jib crane is very helpful. Often in production situations the MIG welder is hung overhead either in a stationary position or on a jib crane to make it most convienient to the work and to reduce cable dragging and positioning time. On my heavy welding bench I have a permanent ground cable and a short cable and clamp that runs from the connection to the work. If you forget to hook up the ground the bench usualy takes care of it. When this bench gets setup in my next shop the ground cable going to it will be burried in the floor to reduce trip hazzards. In a local shop the owner insists that there are NO cable, cords, or air hoses running across the floor. They use cable reels hanging from the ceiling trusses for everything. This makes the shop much neater, safer and you don't need to clear out the myrid cables anytime you move a cart load of steel or a forklift through the shop. It increases shop efficiency by keeping cords and hoses at the ready and the workers do not need to search for them (or constantly move them). The same shop has outlets on benches with the wire running under the floor. Many ove these are late additions and are in a simple trench in the floor that is either covered with a plate or patched. When I built my shop I put in a mezzanine for the purpose of having a platform for building tall stairs and such. There is a monorail hoist that runs from the shop floor over the mezzanine. The shop ceilings are 16 feet. This sounds high but you can never have enough height. Even with this height it has been difficult on occasion to lift loads of/on trucks. Cutting Stock: The most efficient way to cut bar stock is with an ironworker or shear. These machines are fast and operate for years without needing the blades sharpened or replaced. The most efficient way to cut pipe and tubing is with a good cutoff bandsaw or cold saw. The most efficient way to cut plate is with a plasma torch. In all cases of torching work by whatever method some kind of mechanization makes for clean cuts that reduce cleanup by hand grinding. Grinding/Cleanup: In many shops the sound of angle grinders is constant. This is one of your most costly operations as it is labor intensive. Reducing grinding reduces costs. There are many ways to reduce grinding. 1) Quality of cuts. Hand torching almost always requires expensive hand grinding. A track torch, circle cutter, simple guides OR subing out cutting are methods of improving cut quality. If a cut surface requires extensive grinding then the worker needs more training OR you need to find a better method. 2) Quality of welds. Good welds can be left as-is in most cases. Welds that require grinding or patching are a problem. Many fabricators make ugly joints than grind them or patch them. Find a better way. When tapered bars meet and flow together they can be made the the lazy expensive way OR they can be made right which costs less in the long run. Rough forged tapers can be welded together and reduce the grinding by much more than the forging time AND produce better results. Proper weld preps can do the same. Grinding weld preps so that welds are flush or near flush is easier than grinding the weld afterwards. Welds can also be covered by decorative elements or collars. Reducing grinding time will reduce overall job costs and makes for a cleaner quieter shop. Proper Tools: Many people do not look at how much their labor is costing them and how much more efficient the proper tools will make them. Even if the cost of the tool vs. the labor is break even if you reduce time then you could be doing ANOTHER job. Proper tools often improve the quality of the job as well. Tools include everything from the proper storage places (tool chests) for efficiency, to a fork lift. Components: A big part of the railing industry uses premade components. In the blacksmiths world this has been a dirty word. However, components have been getting much more sophisticated and the variety lets you assemble jobs that have a very custom look. Many smiths that do all custom work are also now arc welding the work together so there is little difference between the two tyoes of work. On the same note many of the high quality components are made by hand and shipped from one side of the globe to the other. Component Costs must be carefully considered as the quality level increases. Some of the best are being made in German shops where the costs of operation is just as high as here. If you are doing a job that requires hundreds of a specific component you MAY be able to make it cheaper in your own shop. However, you also need to consider the training and shop time. But in many cases it is becoming more cost effective to buy the specialty machines and make the components than to import them. This is something you will have to carefully consider. |
| - guru - Monday, 07/10/06 12:05:26 EDT |
|
US / UK steel spec comparisons, David, Most steel stockholders in the UK will post you a comparison chart FOC if you give them a bell (just kid on your costing up a job, and intend to buy of them eventually!), cromwell tools do a small 'engineers reference handbook' (the REF' which has all the steel specs in the back, and its free! |
| - John N - Monday, 07/10/06 13:54:09 EDT |
|
Kayne and Sons is carrying Grant's neat little induction unit. They had one on display at ABANA (but not plugged in, unfortunately). I've only heard one story about thawing pipe with an arc welder. Apparently lengths of buried pipe thaw better when they haven't had a section of PVC spliced into the middle! |
| Mike B - Monday, 07/10/06 20:10:36 EDT |
|
I'm haveing no luck in finding the book on "locks" you evaluated. Reference Locks from Iran. Pre Islamic To twentith Century, etc. etc. I've tried Abe books useing title, authors (Parviz Tanavoli and John T Wertime), etc. With no luck. Any search helps welcome. |
| - old trail - Monday, 07/10/06 20:14:16 EDT |
|
Hi i'm new to blacksmithing and i would be very gratfull if i could get some help. I would like to start by saying that my dad is a farrier and i'm learning everything i can from him, but he doesent know how to make damascus blades; I have a friend that does damascuss and he is teaching me in exchange for me teaching him the martail arts style that i know. I read part of your sword making article and yes i do need a blade for my martial arts training. No one i know knows how to forge what i need. I need to make a pair of chinese double ring daggers and a crestant moon spear head. If you could give me advice on making them or tell me were i can buy the books, or any special tools i need to buy i would be very gratefull. I do realise how many years it will take me to learn, any help will be appritiated. josh |
| - Josh - Monday, 07/10/06 21:10:15 EDT |
|
Ed Green, I suspect for short runs the gas will work out well for you. It really does not take an electrical engineer to set up an induction machine. It does take someone who can think through each change and who has a basic understanding of the principles. Gas is simpler to set up. |
| ptree - Monday, 07/10/06 21:24:00 EDT |
|
Practice Blades: Josh, There is a big difference between true Japanese blades or reproduction blades and practice weapons. Practice weapons should be made of a high grade of very tough steel. SAE 4140 or SAE 4150 are good grades for such things. Various martial arts groups often have rules on hardness. What you want is a tough unbreakable blade to prevent acidents. The only time full hardness blades are used is in cutting demonstrations. So what you want to make is a blade in those styles from a modern steel properly heat treated to be springy and very tough but not so hard as to be brittle. The book list you need is linked to our article on swordmaking. Be sure to read all our reviews on those covered. It starts with basic metal working texts, general blacksmithing texts, general bladesmithing and then specialty bladesmithing. I highly recommend starting with the Metalwork Technology and Practice (old or new). It includes details on subjects you will need to know for any type of metalworking including bladesmithing. As to tools you go many routes. Our Getting Started article lists some basic tools. However, for bladesmithing grinders are very important. You can shape blades the slow hard way like the traditional Japanese bladesmith ( a good skill to know) OR you can let small relatively inexpensive motors speed things up 10:1. Our newest book review on Step-by-step Knifemaking has a link to a book that has grinder designs and bladesmithing equipment and to a grinder design that is simple to build IF you have metalworking skills. Step-by-step Knifemaking discusses many types of grinders as well. The answers to all your questions on this subject are probably in the list of books. If you work through them in the order they are listed it would make a pretty decent course on bladesmithing. What disappoints me is that our Swordmaking article has been accessed 80,000 times but the Swordmaking RESOURCES page has only been accessed 20,000 times. . . Hopefully folks have printed it out. . but I doubt it. It took more time to compile that list and write the book synopses than the rest of the article. I am gradually writing reviews of all the books listed which meant obtaining a few books I did not have like The Craft of the Japanese Sword. A very good book, by the way. But as much detail as it has, you really NEED to study those that come before it in the list. The reviews linked to that list represent years of reading and several months of labor just producing the reviews. All the books on that list with the exception of the ASM engineering references AND including the expensive Advanced Damascus Patterning DVD could be purchased for about $500 to $600 total. Not bad for what would be a full degree course in the subject of bladesmithing. The first two books in our list have everything you need to do what you want. The rest are required to become adequately educated in the field. |
| - guru - Monday, 07/10/06 23:54:04 EDT |
|
Pipe Thawing: My dad and I did it one time with a Forney Farm Welder, we borowed the one We used as We didn't have Ours yet. Th manual says to use 120-140 amps for up to 100' of 1/2 or 3/4 pipe, 160-170 if longer. Presurized lines clear much faster than unpresurized lines,suposedly the vibratin caused by the AC helps. Steel pipe clears faster than copper. The manual also recomends putting a length of bare #10 copper wire inside plastic, clay, or un pressurized lines before winter, and hooking up to the ends to thaw. Lincoln and Hobart both offered a unit for thawing pipes with engine drive welders. These units are a metal box that houses an amp meter and a fuse link for the protectin of the machine. |
| Dave Boyer - Monday, 07/10/06 23:57:49 EDT |
|
Old Trail, I HAD two copies of Locks from Iran. If I find my second copy I'll make you deal. It may take a while. . I've moved and many of my books are packed. The trick to finding rare books is to try ABE or bookfinder at least every two weeks, sometimes for months. As books come out of collections or libraries they pass through the on-line stores, sometimes quickly. |
| - guru - Tuesday, 07/11/06 00:48:59 EDT |
|
what is the best way to get rust and pitting on an iron piece? |
| rick - Tuesday, 07/11/06 09:16:42 EDT |
|
Hello Gurus, Is there any advantage of a power hacksaw over a bandsaw? Hacksaws seem so archaic and slow, I only see ancient dust covered things whenever I visit an equipment auction, But I wonder if they were the only available thing prior to the ability to making a flexible lasting metal cutting blade for a bandsaw. |
| - Mike - Tuesday, 07/11/06 10:00:21 EDT |
|
Rust Removal: Rob, It depends on the results you want. To remove pitting and make a piece shiney and smooth requires reducing the entire surface to below the pitting. If you need a smooth surface then this is done with a grinder or files and sandpaper or just sandpaper. I usualy do this by hand and use an 80 to 120 grit cloth backed abrasive folowed by 180 to 240 grit 3M Wet-or-dry. Water or fine oil like kerosene helps the abrasive last longer. To remove all over rust and effect the surface the least a chemical rust remover like Naval Jelly works (follow direstions). However, I always get lots of discoloration with this and still need to use and abrasive. Fine Wet-or-dry and steel wool help. The result will be clean but the pits will still be there. If you are cleaning for painting then sandblasting or a chemical etch will remove rust and clean out pitting. However the overall surface will be given a fine grainy finish. For complicated shaped objects you can use an electrolisis method. However, this cleans out pitting perhaps increasing it while removing th rust. Although good for odd shapes hollows will not be cleaned. I've used every immaginable method and always come back to elbow grease, abrasives and oil. On machined cast iron surfaces like machine tools ways I use a scraper on a dry surface to remove the thick rust, then Scotch-brite and WD-40 followed by 320 grit 3M Wet-or-dry. On hard steel or plated surfaces I use the Scotch-brite and oil followed by 3M Wet-or-dry. Once in a while a file is necessary and on really heavy rust a power sander may be needed. It took the better part of a day to remove the heavy rust from a band saw table using a belt sander and wet sanding. If the piece is an antique the rust removal should be carefully considered. Generaly you do not clean antiques more than what a soft rag will do. Fine dry steel wool can be used to remove loos rust but tight rust is part of the antiquity. More antiques including old tools are ruined by over zealous rust removal than any other reason. |
| - guru - Tuesday, 07/11/06 10:00:35 EDT |
|
Little known shop hazard: Do not place your handweb on the turnknob while dropping the rod after turning on a vise... yeah, I just did that. MAN it hurts! Pinched my skin like a mofo, you wouldn't think the stops on the rod would be heavy enough to do that.... Sunny and warm on the banks of the Neshaminy Creek |
| - Nippulini - Tuesday, 07/11/06 10:09:57 EDT |
|
Power Hacksaws: Mike, These are still manfactured and are great machines. They have advantages and disadvantages as do all machines. They are more rigid and generaly cut straighter than a band saw of the same class. They use a heavy blade for the same purpose. The stiff blade alows a higher feed rate than a bandsaw but also means they do not work well on thin or odd shaped pieces. The blades can also be much harder than a band saw blade thus they are better for cutting many alloy steels. They are also easier to replace. http://www.peerlessusa.com/hacksaws.htm Marvel used to be a popular brand but they only make band saws now. |
| - guru - Tuesday, 07/11/06 10:13:22 EDT |
|
Vise Pinch: Nip, That is actually a WELL KNOWN shop hazzard. To reduce the problem as well as noise in the shop put a rubber panel grommet on each end. This will reduce the possible pinch, reduces the mushrooming which sharpens the hole in the screw (making pinching worse), AND it reduces shop noise. Thank Steve Kayne for that one. He gave me a couple grommets for that purpose 25 years ago and they are still on my vises. |
| - guru - Tuesday, 07/11/06 10:18:30 EDT |
|
Hi, I'm designing a backyard fireplace and I'd value any advice I could get. After smithing part time for seven years I've learned that what appears simple (ie. smoke goes up) is quite complicated. And a side draft forge is a remarkable piece of engineering. My idea for an outdoor fireplace is to use a side draft forge and cement limestone rocks around it. What hazards should I watch for? For example will the rocks explode if they get to hot? Thanks for the help. Dan |
| Dan - Tuesday, 07/11/06 11:20:44 EDT |
|
Thanks Guru, I'l try that. I actually like my shop noises, makes me feel alive and know that work is being done. None of my neighbors tell me otherwise, they can't even hear me. Now, I made a branding iron for my dad for Fathers day. He smokes fish and wanted the iron to put his name on his food. On Sunday we were barbecuing and we figured we'd try it out. We put the iron on the fire for a while, pressed it into the fish. The brand made indents on the fishes flesh, but it didn't make a visible charred mark. Should the iron be a visible color prior to branding? I even put a torch to it a couple times to no avail. Dan's BBQ post made me remember about that. |
| - Nippulini - Tuesday, 07/11/06 11:52:07 EDT |
|
Induction and resistance heating both generate the heat within the bar itself, making them relatively efficient. While resistance heating IS simpler, it is pretty limited in it's possible applications. Resistance heating is generally done at lower voltages than you get from a welding machine. It works best at very low voltages which requires very secure clamping of TWO power leads EVERY TIME you want to take a heat. This worked well on the Statue project. Poor clamping results in arcing pockets in the work just like the ground clamp of a welder (times 10). In resistance heating it is near impossible to heat the end of a bar. Resistance heating can only be used with a uniform cross-section as the thinnest section will heat way faster, even melting before larger sections heat at all. Almost impossible to take a heat after you've done some forging. For heating in the blacksmith shop I think resistance has pretty limited use. Indution has none of those limitations. Yes I sell induction units and they will soon be available from Kayne & Son/Blacksmith Depot. |
| - grant - Tuesday, 07/11/06 12:23:32 EDT |
|
Fireplace: Dan, the side draft principle should work work for a firplace but you will not get the same effect. A fireplace heats by radiant effect of the flame. If you such it up into the stack you won't get much heat. . On steel hooded fireplaces the front hood gets hot and radiates heat, so you want it exposed. I'm sure there is something "different" that you want. I would mock it up with tack welded sheet and test it first. Note that limestone is not a good material for heat resistance. It will spall or break down from heat. So you do not want it directly exposed to the fire. The hot Steel will expand a LOT compared to the cold stone. If you build tightly around the steel the heat will expand it and break many of your joints. The steel parts need to "float" in the masonry. Good masons often use pieces of wood at the end of lintle bars to five them something to compress. Legs or offsets need to be able to float in a hole or on a surface. Stacks need to be able to rise up and down in the masonary. |
| - guru - Tuesday, 07/11/06 12:36:57 EDT |
|
Branding Fish: Nip, I think you were trying to brand the wrong kind of meat. I suspect the burnt fish was sticking to the brand. Try it on steak. Yes it needs to be quite hot but lying in the coals SHOULD do it. Branding a school of fish before the round up. . . I thought you had gotten out of show biz! |
| - guru - Tuesday, 07/11/06 12:39:35 EDT |
|
Induction, being a non-contact heating method is important too. The magnetic field generated gives a "heating zone" much like other blacksmith forges. Delicate leave can be heated as easily as bars. Using a short coil allows you to get a very short, intense heat too. Using a short coil you can take a short heat, or just slide the bar back and forth through the coil for a longer heat. Forge welding is really easy in the induction too. I just hold four bars of 3/8 together in my hand, heat for 5 seconds (red), flux, reheat to welding heat (20 seconds) and weld. |
| - grant - Tuesday, 07/11/06 12:55:15 EDT |
|
JOCK;Bulldogging the fish and holding them down is relatively easy, compared to keeping the fire lit and the iron hot. "Git along, little dogfish." |
| - 3dogs - Tuesday, 07/11/06 13:03:54 EDT |
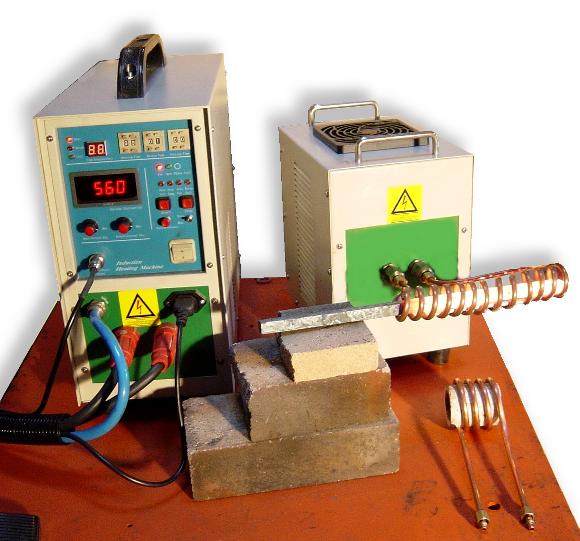 Grant Sarver Induction Forge Heater  |
| - guru - Tuesday, 07/11/06 13:50:08 EDT |
|
To get rusting and pitting on a piece of iron---just install it in a worn marble floor near a sea shore... Actually just doa search on rusting as that topic gets covered at least eavery other week on this forum. Thomas |
| Thomas P - Tuesday, 07/11/06 14:22:03 EDT |
|
In the above pictures the tong end is about 1/2 X 1-1/4 and I get a forging heat in 14 seconds. The 1/2 square bar X 9 inches heats in about 25 seconds. there is no shock hazard as the output voltage is around 20V. There is a grooved piece of ceramic in the coil supporting the long piece. Sure nice to have the forge right next to where the work is going on and not five feet away. |
| - grant - Tuesday, 07/11/06 15:01:03 EDT |
|
Besides the quick clean heating I would think that not having the constant roar of the forge and the waste heat in the area would be a big personal comfort benifit. |
| - guru - Tuesday, 07/11/06 16:41:30 EDT |
|
Hello, I'm looking for plans or pictures of quilt stands. Something "simple". preferable Amish, Mennonite or Shaker style. I've been checking E-bay but haven't had much success. Any ideas of where else to look ? |
| Ray - Tuesday, 07/11/06 16:59:46 EDT |
|
One more thing...I'll be making it out of steel, not wood. |
| Ray - Tuesday, 07/11/06 17:01:34 EDT |
|
How much will one of these Induction forges cost. looks like a pretty slick idea |
| BluSpecs - Tuesday, 07/11/06 17:16:14 EDT |
|
tiny torch: I got a good deal on a pair of small O & A tanks (safecrackers special) now I am shopping for a tiny torch for jewelry scale work. First on my list is to solder up several pairs of glasses. I am looking at the Smith Tiny Torch and the little Meco that the Tinman likes. I'd appreciate any advice or comments thanks |
| adam - Tuesday, 07/11/06 17:19:13 EDT |
|
Grant: If you send one of those induction heaters down herre, I'll test it for you, no charge. We have probably the highest electric rates in the entire U.S., around $0.30/kwh, or a bit higher with the levelized fuel adjustment cost add-on. If it works out to be economical, it'll be a great selling point, and you can write off trips to the Virgin Islands to set it up and later maintain it. You can't beat a deal like that, and it only costs you one little induction unit. A bargain at any price. (grin) |
| vicopper - Tuesday, 07/11/06 20:29:06 EDT |
|
You're right on there Guru! I have it right next to me when I'm forging, no more walking 5-6 feet back and forth to the forge. Actually I sit in a stool most of the time. When welding I've got the coil just a few INCHES from the anvil. The shop really stays cool in the summer, now I just gotta figure out what I'm gonna do come winter! BluSpecs: $3,695.00 for the machine, runs on 220 single phase, needs a 50 - 60 amp breaker. Guess I came down kinda hard on resistance heating, in the right application it would be great. But it is a lot more limited in it's uses. |
| - grant - Tuesday, 07/11/06 20:31:24 EDT |
|
Pinch hazzard, Yes this is well known, I learned when I was about 7 years old and I remember it very clearly EVERYTIME I even look at a vise. I dont know if they still do, Wilton vises have with heavy rubber washers pressed over the ends of the tommybar. As Guru mention, Its a simple and worthwhile for a variety of reasons. Every vise shoud have them, But even so, Always remember to keep your hands clear of the tommybar when letting off it. |
| - Sven - Tuesday, 07/11/06 21:13:56 EDT |
|
Adam-- Smith Little Torch (sic) is wonderful. Upside: a genuine oxy-acetylene flame smaller than the head of a match. The Managing Director used it to make the 1/12-scale leg vise and other tools for her miniature smithy a few years ago. There is a rosebud obtainable for heating little crucibles for casting, too. Carps: I wish they'd make a cutting torch. Unnecessarily hot for most silver brazing that I have done-- belt buckles, pill boxes, etc. For that, the Presto-lite with a big tip is fine. The joolrymaker's standby Hoke oxy-propane is in between in achievable temps, from what I have found. I have all three, and you are welcome to fall by, as we used to say back in the '50s, and test drive whenever. |
| Miles Undercut - Tuesday, 07/11/06 21:19:55 EDT |
|
Branding irons are at least red hot when cowboys do a roundup. |
| Miles Undercut - Tuesday, 07/11/06 21:25:36 EDT |
|
Adam-- keep in mind that with silver brazing, you are not just heating the teency joint you might be dealing with on a pair of specs. So rapidly does the heat move away from the flame in the material that the whole object has to be at the right temp to get the solder to flow. Viz. the old-time Navajo silversmiths doing their incredibly fine detail with a gasoline blowtorch! However, the guy who sold the Managing Director her Little Torch did in fact tell her she could solder an eyeglass frame-- with the lenses still in it. Uh huh. |
| Miles Undercut - Tuesday, 07/11/06 21:33:54 EDT |
|
Adam, I agree with MIles that an O/A torch, however small, is hotter thhan it needs to be for jewelry work. That said, for 99% of my silver/gold smithing I used an Airco O/A radiator repairman's torch. Way bigger than the Smith LittleTorch, but very manageable. Ya just gotta learn when to back off. With a #000 tip, it made a pretty small flame, and it *did* have a cutting head. In fact, it wasn't more than a coule of weeks ago I hauled it out and went through it, checking seals and such. Still all okay, after 35 years. I'm going to set it up at my jeweler's bench one of these days. I have a Prest-O-Lite and a half dozen different air/propane and air/NG torches, but I still prefer that little O/A. |
| vicopper - Tuesday, 07/11/06 21:37:24 EDT |
|
Vicopper, I learned to silver braze with a prest-O-Lite torch with far too big a tip, but it was all we had at the ARMY craft shop. The German master jewler that was teaching me would just shake his head and laugh. He used an alcohol blow pipe that was mouth blown. He did use a little torch for casting melts. I have used a simple propane torch for all my jeweler work since. I am searching for a little torch to complement the Airco safecrackers set with cutting head I obtained a few years back for $35 at a yard sale. |
| ptree - Tuesday, 07/11/06 22:03:32 EDT |
|
Induction Heating: Grant, I have a few questions about your machine. Could you shed any light on the need to create custom coils for different jobs? I noticed in your pictures you have long and short coils - is this in order to tune the inductance of the coil or simply to distribute the heat differently? Does your machine adaptively track the resonant frequency of the tank circuit (coil + internal capacitor) as the inductance changes - ie you change the coil, or as the billet heats & changes it's permeability? How warm do the coils get? It's widely known that using Litz wire greatly increases the efficiency of coils & I'm wondering if this would reduce the overall power requirements or at least negate the need for water cooling of the ocil. The required input current is much higher than I imagined - do you have any figures for the efficiency of the inverter, or the actual voltage/current supplied to the coil? Have you played with external (ie around the outside of the coil) flux paths at all? As a hack, it would be interesting to cut up a laminated transformer core to create two 'C' sections. These could go around the outside of the coil, and be clamped onto the billet at each end of the coil. I haven't done the maths, but I predict that this would give a massive boost to the coil effiency, not to mention greatly reducing EM radiation around the coils. Andrew ! /-!-\ | S!S | | S!S | \-!-/ ! ! Here is a side view of the external flux path. ! is the billet to be heated. S is a cut side view of the coils. The other bits are the external flux path, clamping directly onto the billet. |
| andrew - Tuesday, 07/11/06 22:14:02 EDT |
|
oops, I guess the spaces got stripped from my ascii art.... If you add leading spaces to line up all the !, you'll get the picture. |
| andrew - Tuesday, 07/11/06 22:15:05 EDT |
|
ptree, When I was teaching at the uni, I demonstrated, and made all my students learn, the use of a blowpipe. Either alcohol flame or a Bunsen burner, but they had to learn to control a blowpipe. I made 'em do a lot of things like that, so they would appreciate the more modern equipment and begin to understand the fundamental principles involved in the work. I think it helped them. I think your "safecracker's torch may very well be the same thing I'm calling a radiator repair torch. Just like a regular torch that was washed in way too hot a water and run through the dryer on hot? |
| vicopper - Tuesday, 07/11/06 22:30:04 EDT |
|
Andrew: Sounds like you have some knowledge in this area. 1) I make coils in 5 minutes, 1/4 inch copper tube, wind around a broom handle or whatever. 2) mostly for the heat pattern I want. You can use a short coil and moove the the part thru the coil to heat a longer length. Depends on how many parts you need to do if making a new coil is worth it. I usually make dedicated coils for my production. 3) Yes, the machine self-tunes to the resonant frequency of the tank circuit. 4) the coils do not get hot at all, they are water cooled. 5) Litz wire? I'll look into that. The major components of the machine are water cooled so not having to cool the coil would not save any. Besides tube coils are so quick and easy to fabricate. 6) Laminates are not effective at these frequencies. Ferrite powder mixed with epoxy is often used as a "flux concentrator". Just as with a gas forge though, we often trade efficiency for simplicity and convenience. I rarely use more than $0.40 per hour running this machine, thats a lot less than a gas forge. OBTW: The frequency of this machine 30-100 KHz. |
| - grant - Tuesday, 07/11/06 22:46:48 EDT |
|
Andrew: No, Litz or woven wire I've not seen used. The heating of the coil is not so much from it's own resistance (I squared R), but from the radiant heat given off by the part that is in the coil. |
| - grant - Tuesday, 07/11/06 22:52:52 EDT |
|
As Litz wire is insulated, I suspect that would burn off. |
| - grant - Tuesday, 07/11/06 22:56:20 EDT |
|
Thanks all for the comments. "Washed in hot water.." lol. I am not really going to make joolery. That was just a figure of speech. I am much too manly for that, plus my fingers are fat and calloused from hammer work and my eyesight is faded from too much .. hrmph!.. from being over 40. In anycase if I were to *accidentally* make some doll house furniture you guys would be the LAST to hear about it! But I do feel the need for a small OA torch. Perhaps its just an attack of toolitis. But if so its a fairly cheap siezure. Santa Fe Jewelry supply had a Smith Little Torch w 5 tips and hoses for $106. And if Miles says it's a good tool - must be so. I must check Oppi Untrecht' book on using a blowpipe. Not sure how the poison darts fit in with sliver jewelry but theres a lot I dont understand. Thanks! |
| adam - Tuesday, 07/11/06 23:31:29 EDT |
|
Grant: I'm a much better engineer than I am blacksmith;) though I work in wireless communications. Same thing, less current. If one was to use Litz wire, the coil would need to be set in refactory, or at least have an internal insulation sleeve. There are several related patents for furnaces. I guess I'm coming from a different direction. I'd like to get a handle on how much energy needs to be carried by that magnetic field. From there, I wonder if a more efficient inverter/coil, speciflcally designed for forging as opposed to melting/case hardening can be designed. That's why I'm trying to understand specifically how much current & at what voltage goes through that coil.... There are several interesting hobby investigations: http://www.richieburnett.co.uk/indheat.html Also "Sam's LASER FAQ" has some investigations into induction heating, Telsa coils and associated power supplies. For example, I see that your coils have a large gap between each turn. Obviously this is required to stop them shorting, but it's bad in terms of the coupling between adjacent turns. Using Litz wire would also allow for increased coil density since it's insulated. |
| andrew - Tuesday, 07/11/06 23:42:44 EDT |
|
Induction forge heater.... I want one. |
| - Nippulini - Wednesday, 07/12/06 07:58:58 EDT |
|
Andrew, I think the simplified tubular coils are the point in themselves. Coils on ceramic tubes, wires embedded in refractory. . special Litz wire connections are all the kind of picky labor intensive things that would kill a product like this OR every coil would have to be engineered and manufactured by someone else. Then it becomes a rather expensive industrial tool that would not suit the typical shop. The input is actually LESS than I imagined. Short heat up times means lots of energy. If you compare this to a dead short 12,000 watts is about right. Years ago we built an infrared heater for heating a 32" pump impeller. If I remember correctly it had twentyfour 2000 Watt bulbs. Talk about something you do not want to look at! A big contactor was used to turn it on and off and you could feel the current running through the cable like water. . . . The reason for the IR heating was that the job was pooly done the big rose buds in the past and resulted in spreading contamination as well as possible local overheating AND the hazzard of guys in head to toe anti-contamiation suits weilding big rosebuds. . . clowns with fire. . . Very scary (I HAD BEEN one of those clowns). The IR was fast, heated places you could not reach with a torch and was much safer. The whole thing was wired with speical high temperature teflon / fibreglass insulated nickle plated wire. Wires were organized with stips of fibreglass banding and where taped had special silicon rubber tape. Still makes me itch thinking about it. I had forgotten about this heater until the other day when I was looking up articles on resistance heating and there was one on IR heating in forge shops. The application is for preheating dies AND heating non-ferrous metals up to temperature. Looked a little like the unit I had built but with denser bulb spacing. . . The advantages were some of the same I listed above. No flame/contact, heating hard to reach places. |
| - guru - Wednesday, 07/12/06 08:18:15 EDT |
|
Just returned from the ABANA conference, and will forward some impressions later. Just a note on branding cattle. The iron, when in use, is approaching a black heat. It may at times be a faint red color in the dark, but not in the sunlight. I don't know about branding fish. |
| Frank Turley - Wednesday, 07/12/06 08:35:33 EDT |
|
Toys, toys, toys: Last night I saw a very ignorant and slanted news piece on electrolysis fuel generators (Hydrogen and Oygen). The advocate was saying the mixed gas (HH0) was absolutely stable!!!! What a dangerous idiot. the fellow was also pushing the "no CO2) angle without considering where the electricity came from (a coal or oil burning plant). But the unit was a very nifty toy that would give you gas welding capacity without cylinders. However, for cutting you need excess oxygen. . but there are generators for that too. Nifty toy in any case. I've also looked at the small portable plasma torches. Another nifty tool in the right place or application. These will cleanly zip through up to 3/8" steel plate running on dry air. Combine this tool with the electric HHO gas generator and you have gas welding and plate cutting capability. Now there is Grant's small shop induction heater. . . Between electric welding, plasma (electric) cutting, and electric heating we have a flameless electric blacksmith shop! |
| - guru - Wednesday, 07/12/06 09:53:01 EDT |
|
What is the best way to form gate tops ? |
| mark - Wednesday, 07/12/06 11:22:54 EDT |
|
Gate Tops? |
| - guru - Wednesday, 07/12/06 11:31:11 EDT |
|
Adam-- Jewelry-making is unmanly? Tell that to the Navajo and the Hopi. And, do you have any idea the kind of money people pay for hand-forged miniature ahrnwork? Hey-- I also happen to have here in my secret mountain laboratory a genuine... ta da!... blowpipe. Huff, puff! I would dearly love to see someone silver braze a brass belt buckle or even a smallish pill box with a blow pipe. Maybe how it works is, the piece gets heated up first in a forge and then the blow pipe just concentrates a few more BTUs on the join? Frank-- the branding irons I've seen sure looked to be glowing to me. The cows thought so, too. But maybe it was just the glare. Welcome back! |
| Miles Undercut - Wednesday, 07/12/06 12:05:53 EDT |
|
What is the best way to form the top rail of a bow top gate? At the moment i am using a flypress to slowley form the curve as rollers to roll 1/2 inch flat bar are hard to find second hand and are expensive to buy new and this is a slow process and needs two people. |
| mark - Wednesday, 07/12/06 12:47:57 EDT |
|
Mark, If you have a platen table (Acorn), you can do it using pins and a hydraulic jack or porto-power unit. Without a platen table though, the flypress is about as good a way as you're likely to find. Lots of control with plenty of force. |
| vicopper - Wednesday, 07/12/06 13:01:09 EDT |
|
Adam, Yeah, what Miles said. (grin) |
| vicopper - Wednesday, 07/12/06 13:02:03 EDT |
|
I bend 1/2" flat bar the hard way, and, of course, the easy way, all the time on my hossfeld bender- it has fixed radius dies, so you can get the exact same curve every time, or, for bigger radiuses, like the 30 foot radius I used for my carport, I just mark it every 6" with a sharpie, and bend on the marks. The "best way" is hard to define- I find the "best way" for me is either with my hossfeld, or my powered angle rolls, or my powered plate rolls, depending on the material, size of radius, and finish desired. But if you eliminate buying a real tool built to do the job from the "best way", then you get back to simple, slow, and cheap. Acorn tables cost at least as much as hossfeld benders, where I live. I bend stuff every day with the hossfeld. I have a plain steel top table, I weld fixtures to it, then grind em off when done. Weld 2 pins, made of at least 1" round, 2" would be better, 4" long, standing straight up. Find a big piece of pipe for a cheater bar. Mark your 1/2" flat every 1" with a sharpie or a silver pencil. Align the first mark with pin no. 2, use pin no. 1 to hold the unbent end of the bar. Apply pressure with cheater bar. Advance flat bar. Repeat. Best way? nope. Cheapest. yep. |
| ries - Wednesday, 07/12/06 13:35:00 EDT |
|
Manly Jewelry: I am proud to say that I not only make jewelry but wear my own work. Of course I use steel and forge my work, bench work and finish each piece, it ain't girly work. |
| - Nippulini - Wednesday, 07/12/06 15:04:52 EDT |
|
Arcing 1/2" Flat (by what width?): My old Champion tire bender will easily roll 1/2" x 3" to about a 18" circle (9" radius). It would roll 1/2" x 1" on edge OK and have a tough time doing 1/2" x 2" on edge. But flat is no problem. On this size stock a leg vice and three bending points will work. On a weld platten I would bend flat between two pins by hand and with bending forks and match an arc drawn on the platten. On edge on the platten two pins, two hold downs holding guides to slip the bar under and a long pry bar would do the job. OR a hydraulic jack as noted above. If I was making more than one, bending flat and did not have the Champion rolls I would make a bending jig from framing lumber attached to plywood. Remember that there is spring back and the radi on the wood will need to be a bit tighter than the work coming off of it. Lots of ways depending on the tools at hand. |
| - guru - Wednesday, 07/12/06 15:11:04 EDT |
|
SAY WHAT?? - "Between electric welding, plasma (electric) cutting, and electric heating we have a flameless electric blacksmith shop!" Please explain how do you combine 2 parts Hydrogen and one part Oxygen in gas welding without a flame? The superheated air in a plasma tourch may not be "a flame" it sure looks like one and it can set fire to combustables in the area. The arc in electric (arc) welding may not be "a flame" but it can set fire to combustable materials as can the sputterballs. The metal heated to welding temperature by induction is still at welding temperature, and the spray of sparks from the forge welding can ignite combustables. To say it is "a flameless electric blacksmith shop" may be technically true, but it can be just as dangerous as a shop with "real" flames. |
| - Ntech - Wednesday, 07/12/06 16:59:40 EDT |
|
Andrew, I have to strongly agree with Grant on coils for the induction heater. I have made coils for a small(to our shop) Tocco, and bending up a bit of tube and putting on end fittings is quick and cheap enough to allow making a new coil for every job that will benefit from a slightly different coil. I have also worked in several shops that did ceremic encapsulated coils, and they are a major PIA. Due to the thermal cycling of the metal inside the ceremic, and the vibration of the parts, they fail quickly. Also when they fail they are a PIA to rework as you have to chip out the hard ceremic from around soft tubes. Granted these were big production coils, but a $10,000 repair was common. Another issue is that with an encapsulated coil you have to remove the scale that pops off in the coil from time to time, where with an open coil it just drops out. I like the copper tubing for lower production shops. With the speed of induction heating, most blacksmiths will NEVER challenge to heater to keep up. It will be the other way around. With only needing a 60 amp breaker, there is actually very small electrical usage, as I would expect maybe a 5 to 10% on time in most small run operations. I really like the looks of the machine Grant is showing, and if I went full time, I would be looking VERY hard. |
| ptree - Wednesday, 07/12/06 18:24:08 EDT |
|
Miles Undercut, I watched Michael Koeff, a german master Goldsmith does many silver solder tasks on rings and bracelets with an alcholol blow pipe. They actually get very hot. Adam, unmanly to make jewelry? I would not say that very loudly around either of the Sarges on this site! BOG Vicopper and myself both were jewelers at one time. Do you not see that fine attention to detail in Rich's work? I however have rebelled at the fine work and now only make rough manly iron stuff BOG |
| ptree - Wednesday, 07/12/06 18:29:44 EDT |
|
Manly: I seem to have poked a tender spot here. Now I did not say it was "unmanly" to make jewelry. I said I was TOO manly. If you guys ... er... jewelers are *that way inclined* - hey there's nothing wrong with it. We live in enlightened tolerant times. In some states of its even legal for two jewelers to marry! I hope that clarification smooths everyone's feathers! |
| adam - Wednesday, 07/12/06 19:00:53 EDT |
|
What is "Bright Copper" as opposed to regular copper. everything i have found online is referring to something that appears to be polished. Is it a mix like brass or bronze. I snagged about 25 5"x12" plates of the stuff from work today they were gonna throw out. I have discovered the inner scrounger. chris |
| - chris r - Wednesday, 07/12/06 20:23:07 EDT |
|
Adam, You are the proud possessor of a truly sick mind. (grin) Actually, I did VERY manly silversmithing; mostly raised holloware and heavy forged details from stuff like 1/2" square bronze, etc. Oh, I actually did do a fair amount of fussy, picky, chased, engraved, filligree'd foo-foo jewelry too, but I won't admit to that anywhere real smiths might be listening. (grin) Thank you for allowing me to express myself. My feathers are much less ruffly now, thankyoueversomuch! |
| vicopper - Wednesday, 07/12/06 20:38:14 EDT |
|
ptree-- I didn't say I didn't think it could be done. (Diderot shows a guy using a blowpipe on a sizeable object.) I said I'd dearly love to see HOW it is done. Williamsburg has a video on silversmithing, but it demurely fades out before the smith solders the spout onto the big teapot, which is howcum I was watching the damned thing in the first place, to see that. It must be heated up close to the final soldering with a forge. I have a little foot-powered bellows that might be able to power up a flame to hot enough. Some day I'll try it on the slew of old copper teapots I have that got left on somebody's stove and lost their spouts. Manana. Adam-- take a drive over toward Second Mesa in Hopi land and see for yourself what the late, great Fred Kabotie set up by way of a silversmithing academy and observe who is working in it to teach and learn the craft. Ditto the Poeh Center in Pojoaque. Gender simply does not enter into this at all. |
| Miles Undercut - Wednesday, 07/12/06 21:44:56 EDT |
|
Discovering the Inner Scrounger: While at my father's in- laws old farm the other day, my inner scrounger came alive. Located an old shed and pile of "junk" destined for the scrap yard....hehehe. Items scrounged: tractor connecting rods, several near new hay rake teeth, various round and bar stock, large spikes twice the size of rr spikes, several new german steel sickle bar teeth, 2 nice c clamps , a HUGE(about 3 foot long) double open end wrench, and an old pair of box jaw style tongs. Sad thing is....I didn't have my Pickup for the large stuff!! And to think, I don't even have my forge built yet!!! |
| keykeeper - Wednesday, 07/12/06 22:02:48 EDT |
|
"Bright Copper". . . donno. Unless it happens to be plated steel. In that case there are hundreds of descriptive finishes. |
| - guru - Wednesday, 07/12/06 22:14:02 EDT |
|
Small A/O Torch: My Grandpop had a Purox aircraft style torch, a small A/O torch with front valves and a little cutting atachment good up to 2" acording to the specs. This is the size used for radiator work, and while maybee oversized for jewelry it is a sweet setup. It has 3 brazing tips with it, We did some sizable work with the biggest one, enough that You wished Your hand was further from the action. If I had another set of tanks I would hook it up. By the way, Purox/Prestolite is still arround, presently owned by ESAB as are some of the other Union Carbide brand names. |
| Dave Boyer - Wednesday, 07/12/06 22:23:44 EDT |
|
Flameless/fireless Blacksmith Shop: Using induction heating and resistance heating you can forge and weld without open flame. Thus the "fireless" blacksmith shop is possible. You can also heat treat and temper with the same. In fact resistance heating is the prefered method of heating salt baths. . . Grant's small shop induction heater opens some interesting doors, especially in places that restrict "open flames" specifically. Then you have plasma cutting which is "technically" not a flame (plasma is the fourth form of matter). Then again, the steel DOES burn. . . You would have a hard time convincing an insurance company ther is no flame. But it is not necessarily needed in the "flameless blacksmith shop". Just sure would be nice, along with a pocket LASER. . . The HHO electrolisis machine DOES use a flame but it is also not necessary in the flameless blacksmith shop. I should have listed that toy somewhere else. But it sure would be handy in a shop without conventional carbon based CO2 producing fuels. Between induction heating, plasma and HHO a truely CO/CO2 "clean" shop could be run off solar, wind or hydropower. Blacksmithing alive and well in the 22nd century! The future political climate may require it. Just because lightening strikes your home and it burns down doesn't mean you were playing with fire. It just means you are unlucky AND built with flamable materials. |
| - guru - Wednesday, 07/12/06 22:36:17 EDT |
|
I ordered a Chuck Robinson without the stand. I haven't gotten it yet. I was thinking about using Quicrete underneath it. How much force will the Quicrete be subjected to by wailing away at the anvil with a 5 pound hammer. Will it be strong enough, and not crack? Correct anvil height for me is 33.5". The anvil is 24" so it will have 9.5 inches of solid Quicrete below it sitting on a concrete floor. Here's a link to a picture of the anvil http://dfoggknives.com/Anvil.htm |
| - Tyler Murch - Wednesday, 07/12/06 22:43:15 EDT |
|
Cutting, Brazing and Soldering can all be done with flameless methods. Its, just that flame, plasma or LASER cutting is just SO handy and flexible in plate. But plate can be cold cut with shears and saws. Brazing and soldering can both be done by heating and "iron" which is usualy copper. Both the base metal and "iron" could be heated with induction heating. Not as convenient as a small pinpoint OA flame but possible. Technology is also changing. . . superheated inert gas could replace a flame. Hot air is used in "torches" to weld plastic. Why not hot argon for brazing and welding? A gas cylinder and a little heater built into the "torch". . . Another CO2 clean technology. Not needed today but possible. Look for it in the patent office and it has probably already been invented. |
| - guru - Wednesday, 07/12/06 22:48:51 EDT |
|
Tyler, Are you talking about a stand? The anvil shown in your link has an adjustable height stand. I don't see a weight or dimensions on your anvil. I estimate 110 to 150 pounds. . A little light for using a 5 pound hammer. If the "anvil" does not have the stand shown then you have too small a foot print to support directly on concrete. That is what the heavy plate on the stand is for. I am not a fan of Quickcrete. I've found that most of it is as lean as you can get which makes weak concrete. It also degrades rapidly in the bag reducing its end strength. When I am forced to use it I buy a seperate bag of Portland cement and add one or two shovel fulls to each bag of Quickcrete. If it must be hand mixed I prefer to make my own from raw matherials (Gravel, sand and portland cement). How well concrete holds up is determined by a lot of variables. The first is the theoretical strength based on components, then there is the quality of the mixing and placing. Poorly mixed or over watered, too thin, porosity. . . all make a big difference. Most people add too much water so it pours easily. THEN, the aging of concrete is important. It takes a year to achieve most of its full strength. A concrete "spacer" or stand would have to be high grade concrete. It would have to have the anvil load distributed across its surface and a cushion (rubber or wood pad) to prevent load concentration both between the block and steel and block and floor. For something like this I would make heavy flanges part of a steel box "form" or shell with criss crossing rebar. THEN fill it with concrete for damping and weight. However, eventually the concrete is going to shrink and loosen from the steel. That is why I would criss cross with rebar welded to the flange and shell at odd angles and as braces. A wood stand would be faster, easier, more durable (if well made). It also acts as a cushion between the device and floor. It would also be lighter (for good or bad). |
| - guru - Wednesday, 07/12/06 23:19:44 EDT |
|
Blowpipe brazing. Lots of Mexican and California bridle bits are attached to the leather reins with small, well made "rein chains". The chains made of iron wire as small as or smaller in gage than hay wire. In looking at the link joints, most of which are corroded, I was curious as to the manufacture, so I scraped away some of the rust, and noticed some verdigris. A copper color then appeared and showed that they had been brazed. I assume that a blowpipe and lamp were used, and as I understand it, it was done on small pieces against a charcoal block for heat reflection. |
| Frank Turley - Wednesday, 07/12/06 23:22:13 EDT |
|
Blowpipes: Good to keep in mind that silversmiths , goldsmiths, etc down through the ages have used blowpipes in all sizes. Also, the industry standard term for a "torch" was still "blowpipe" for many years after the forced-air torch was introduced. Some oldtimers still use the term when referring to a hand torch. |
| vicopper - Wednesday, 07/12/06 23:57:44 EDT |
|
Guru, The concrete was going to be a spacer. I'm going to go with wood now that I know everything about concrete. Also, about the 5 lb. hammer being too big: The anvil weighs about 170 lbs. I would think that because all of this 170 lbs. is directly below the hammer rather than being spread out into the horn, tail, and feet that I would be able to use a larger hammer with it than with a typical anvil. What fraction of the weight of a typical anvil is tied up in the horn, tail, and feet? 1/3 maybe?? That would mean that the Chuck Robinson anvil is like a 510 lb. typical (london, german, italian, etc.) anvil, would it not? |
| - Tyler Murch - Thursday, 07/13/06 00:07:49 EDT |
|
used the mass 3j to figure that weight out, guru. That's a nice tool. |
| - Tyler Murch - Thursday, 07/13/06 00:18:53 EDT |
|
That's about right. Blow pipes are one of those things that because they can be made of non-durable material (woods, straw), and are very small, that we KNOW they existed from the results of their use (notably gold granulation) but do not have definitive proof. The same is true of the lathe in some societies such as the ancient Greek's. They had turned jewelery and turned spindles on furniture as well as bronze chariot spokes from turned patterns. . . We are lucky in the case of the Greeks because of the "Foundry Painter". He illustrated many metal working tools not seen in any other vase painter's art. If there had been a "Turner Painter" or "Woodwright Painter" we would know a great deal more about technology of the period. But alas, we do not. Due to the Foundry painter we know the metalsmiths tools of 400 to 350 BC Greece were much the same as those of 1000 AD Sweden as found in the M�stermyer find. The question is, did some ancient attach a bellows to his blow pipe to get a larger more sustained flame? |
| - guru - Thursday, 07/13/06 00:26:44 EDT |
|
Mass3j: It is still a long ways from my Mass2. I refer to it every time there is a question about structurals or pipe (it has the full 1984 AISC database - with permission). It also has a 1000 materials densities database . . and I still find holes. . . The big thing about it right now is it WORKS with all browsers. You would be amazed at how many on-line calculators use code that does not work in anything EXCEPT IE. . . or a proprietary plug in. . . |
| - guru - Thursday, 07/13/06 00:32:41 EDT |
|
Whoops, that math was way off. It would be like a 191 lb. typical anvil. |
| - Tyler Murch - Thursday, 07/13/06 00:44:17 EDT |
|
HHO technology: I guess the news article is the same or similar to one a friend sent Me a couple months ago from Fox News. Th guy makes a big thing about the torch tip not getting hot, how long has it been lit? Doubt it stays cool long. This "new" technology has been around for a while. Felix Jotrand had an electrolisis oxygen and hydrogen plant operating in 1896, and in 1901 patented the oxyhydrogen blowpipe and a system of oxyhydrogen welding.The benifit of oxyacetylene's higher flame temperature no doubt led to it's use instead of oxyhydrogen. The cutting torch was patented in 1904. This all took place in Belgum. The guy in the news broadcast also runs His car on hydrogen, and notes how little water it uses to go a distance, but never mentions that the energy required by the electrolisis is greater than the energy released by burning the oxygen and hydrogen, so it is a net loss, just like corn ethenol, but does have the benifit of no carbon emessions. |
| Dave Boyer - Thursday, 07/13/06 04:09:48 EDT |
|
Guru, Plasma arc welding sounds a lot like the hot argon you mentioned -- here's a link to one description: http://www.pro-fusiononline.com/welding/plasma.htm Dave, I think of ethanol as not having any carbon emissions. Burning it creates carbon dioxide, of course, but it's just releasing the same carbon atoms the corn pulled from the atmosphere in the first place. It's burning fossil fuels that contributes to global warming by releasing carbon that's been locked up underground. As you point out, though, you burn plenty of those growing the corn and distilling the alcohol. |
| Mike B - Thursday, 07/13/06 07:38:36 EDT |
|
Tyler: Note the 5" x 5" stock being used in that anvil is held off of the bottom plate/floor by four upright and angle iron columns. I suspect this significantly reduces the mass efficiency of it. Once you have your height set you might want to consider a slug of mild steel square or round to fill in that gap so you have solid top to floor support. I also suspect the same effect could largely be achieved with 5" x 5" mild steel with a cap of tool steel securely welded on the top. |
| Ken Scharabok - Thursday, 07/13/06 07:42:44 EDT |
|
The problem with the "running on water" article was that nothing is said about how the electricity to make the hydrogen was made in the first place. This is done in the US primarily by butning imported oil, then domestic coal then a small amount of hydro and nuclear. The FOX reporter did not ask this question. Then the idiot in the report made the statement that HHO gas is absolutely stable since all it does is convert to water. . . and the reporter did not question THAT either. I think we need a LOT of cleaner technology and more energy rources but it must be REAL not phoney half baked stuff or perpetual motion machines. . . To this end the public needs REAL education in the basics, not faux or "new age" science. |
| - guru - Thursday, 07/13/06 07:50:14 EDT |
|
Where is Mr. Wizard when you need him? |
| - guru - Thursday, 07/13/06 07:52:41 EDT |
|
I actually do like all that fine work and I wish I had the patience and the dexterity to do it - there I've said it! I feel SO much better now that I have come out. I am very jealous of Rich's skill. But I really enjoy the way smithing iron requires one's whole body and a lot of one's strength. I get a feeling of being completely engaged with the material which is very satisfying. It's not a "manly" thing but it is very much a physical thing. |
| adam - Thursday, 07/13/06 08:57:17 EDT |
|
Perpetual motion: Would be a good name for a laxative! The public has no real desire to be educated. Thats why they watch the inane drivel that passes for news and let TV pundits manufacture ready made opinions. Sure people are curious, but finding out whats really going on takes work, persistence and above all some thought. Taken as a whole, we public are lazy, ignorant and stupid and we LIKE it that way! If were not so we would do something about it. |
| adam - Thursday, 07/13/06 09:35:31 EDT |
|
Tyler Murch, Your math is still off a bit. If, as you speculate, 1/3 of the mass of a London Pattern anvil is not below the force, than an anvil with all the mass below the force would function roughly the same as aLondon Pattern anvil 1-1/2 times its weight. That is, a 250# LP anvil would have 250x2/3=167 lbs actual effective mass. So your 170 pound shaft would have 170x1-1/2=255 lbs equivalent effective mass. The point that other were making is that you can increase that effectiveness by coupling that anvil mass to the mass of the earth or floor, to some degree, by the type of base or stand you use. This coupling *only* happens if there is no absorption of energy at the junction between the two. The most effective base would be a high strength steel mass with the anvil clamped to it as tightly as possible with high-tensile anchor bolts torqued to max. Pretty effective coupling that way. For your anvil, concrete would be a poor choice because the force of the hammer blows will be transmitted to it, resulting in crumbling and loss of coupling. A steel plate of some considerable size, say 12" square by 3" thick, welded or conpressively coupled to the anvil, would provide an additional effective mass and then distribute the force of blows to an area six times larger n a concrete floor or block, reducing the crumbling greatly. It won't eliminate it though, it will just reduce it and slow the process. The adjustable stand shown as an option for your anvil will not reduce the mass of your anvil, but it will not appreciable add to its effectiveness (ability to resist force), as the sliding bolts will slip some and the angle iron supports wil flex some. That stand's chief benefit is in its adjustability, not any additional mass. When dealing with force transmission through masses, there is some really esoteric mathematics involved, that are *way* over my head. For the sake of simplicity, I usually just keep in mind that those forces have a "cone of expansion", much like that affecting anchors in concrete resisting pullout. So some of the mass of feet, bases and additions to the sides *does* count in the total effective mass, but just how much really does take an engineer to calculate. Me, I just guess. And add extra mass if I'm unsure. If you welded "flying buttress" type feet to that anvil, then welded them to a heavy plate as described above, you would have done all you could do to increase the effective mass and still maintain some portability, accessibility and even aesthetics. No matter what you do, that 170# directly under the hammer will work very well I'm sure, even if you balance it on a rubber ball. A Mass is a mass is a mass, to paraphrase Gertrude Stein. |
| vicopper - Thursday, 07/13/06 09:48:49 EDT |
|
Just found a new auction with a very unique anvil on eBay. The description says the man built it himself. Looks very nice. Interesting design, also. Has a whole shop to go with it. Some of you may want to check this out. The auction number is 220006732197. |
| keykeeper - Thursday, 07/13/06 09:59:29 EDT |
|
Adam, That using of the whole body and most of it strength was what drew me to raising silver holloware. You really have to whale away at it, particularly when bouging (smoothing on a stake with a big rawhide mallet). Great big honkin' air/gas torches made from 1" pipe to do the annealing on 12"d disks of silver, a flame like a *big* forge burner. Then grab that red hot piece with tongs and stuff it into a vat of acid to pickle it clean of firescale. Lots of sizzle and splatter! Real macho, dirty, dangerous, noisy guy stuff. Is it any wonder I like blacksmithing? I ust can't quite totally give up that fussy, nit-picky side of me that wants to put in little delicate details and frilly add-ons. We all have our dirty little secrets, don't we? (grin) Even I feel better now that you've come out about your repressed desires. That sort of thing is contagious; see what you made me admit to? Confession *is* good for the soul. (grin) |
| vicopper - Thursday, 07/13/06 10:05:47 EDT |
|
anvil mass: thats an interesting point that Tyler made about the mass of a London pattern anvil being less effective than a square block. When two hard inelastic objects collide the smaller one gets a larger share of the kinetic energy (the momentum of each body is conserved but the KE is not) this is why a rifle bullet is lethal but the recoil is not (well its part of the reason). The bigger the disparity in masses the less KE the big mass absorbs. But I thought the 50:1 rule was also about anvil wear and that using too large a hammer for sustained work, would mushroom the face too quickly. In this regard the stretched out mass of a London pattern IS effective since the shock waves run out to the end and dissappate - like smacking a leaf spring in its middle. Interesting! |
| churl - Thursday, 07/13/06 10:19:27 EDT |
|
This anvil is 24" tall. When do you reach the point of diminishing returns with height? For example: an 8 foot high anvil set in the ground doesn't do any better than a 4 foot anvil set in the ground. |
| - Tyler Murch - Thursday, 07/13/06 10:23:17 EDT |
|
Tyler, it depends on the slenderness ratio. Buckling and horizontal flexing and vibration become on issue at some point. AND in this regard how it is supported (tightly in the ground, floating in air) have an effect. In the case of the section you have bought an 8 foot piece would be VERY effective mass. When it comes to anvil solidity due to shape there are big differences even between London and American pattern anvils. The old English london pattern as made by Mousehole forge in the early days had a very solid body that was wider at the base than the face. When looked at from the front the base is 150% of the face width. This made a VERY solid anvil. The American pattern and the later English patterns like the Peter Wright put more mass in the horn and heal and had a narrower waist. While the slender waist on an anvil looks good just as it does on a woman it is also not as solid AND contributes the loudness of the ring. Farriers anvils take this proportioning to the extreame. Anvil styles like the French and Italian (see Nimba) do not have a waist and more of the mass is effective. The Hofi anvil has a long waist that supports more of the face than standard London and American pattern anvils. One of the best proportioned anvils is the Austrian or Otto Schmirler type anvil. This puts the mass under the face as well as having the standard features. |
| - guru - Thursday, 07/13/06 11:17:44 EDT |
|
Picky work. Recently I responded to an invitation on Craigslist to a mixed-media get together. The host was interested in blacksmithing, but did not do much. He was mostly into hot glass. He offered to teach me how to make beads, and I said that I'd probably be a quick learner becase of the blacksmithing cross-training benefit. He replied that the main benefit would be knowing how to identify a neutral flame on the torch. I just thought that this meant that I would be able to set the torch without too much supervision and assistance. It turned out to be quite a mess. The difference between success and a ruined piece was a gram or so pressure on the decorating stringer. Only one bead did not slop off or break immediately. And it was muddy. Slowly, I realized what he meant by blacksmithing cross-training benefit. The reducing flame reduced the glass colorants. This was hard. By the way, I have an old gas air torch. What makes a good air supply? Blower, or foot bellows? Later the get-together will feature blacksmithing. Still lots of technique, but not so picky. |
| EricC - Thursday, 07/13/06 11:29:05 EDT |
|
Eric, For gas/air torches, not too much actual pressure is needed; a couple of psi is sufficient, usually. Particularly if you're using normal household-presure NG or LP, as they only deliver some few inches WC pressure. As long as you have more air pressure than gas pressure, you pretty much have all the pressure you need. For a small torch, compressed air is fine if yoj have a sufficiently large receiver and a decent low pressure regulator. For the really big annealing torches I used to use, we had a rotary screw blower. We were supplying a dozen small hand blowpipes plus two big annealing torches, so we needed a fairly high volume at enough pressure to overcome line losses. For one had torch, I'd use my compressed air. If I didn't have or couldn't get a compressor, then either a small high-pressure blower like the ones Kayne and Sons sell, (overkill, but you need the pressure) or whatever I could cobble up that would work. You *do* need a steady, continuous supply of air, so a bellows would be tough to use unless you devised a pretty darn slick accumulator of some sort. |
| vicopper - Thursday, 07/13/06 11:56:18 EDT |
|
The air-acetylene torches I have and have seen worked like a propane torch and used the surrounding air. Very hot. |
| - guru - Thursday, 07/13/06 13:43:23 EDT |
|
HHO welding. Weren't oxy-hydrogen torches fed by electrolyzed water used a lot in WWII aircraft plants? As I understand it, the shipyards had a priority on acetylene and liquid air process oxygen, so the aircraft welders used oxygen and hydrogen extracted on site. Seems like I have seen books on aircraft welding talking about oxy-hydrogen as the main process. A friend of mine ran his pickup for a while on hydrogen. He set up an electrolysis device to use as a "dumping load" for the current available from his wind generator after his batteries reached full charge. He eventually went back to gasoline 'cause he couldn't figure out how to keep the H2 from leaking. . . (That and his ex got the farm bringing an end to the experiment.) |
| John Lowther - Thursday, 07/13/06 16:09:25 EDT |
|
I saw ad's for a water to gas extracter for precision welding and soldering a few years back. As I recall it was a compact table top unit that generated the gases pretty much as neded. I believe that it used hypodermic needles for tips like the mini torch. Have not seen an add for about ten years. |
| ptree - Thursday, 07/13/06 18:01:46 EDT |
|
I'm trying to make a propane sheet metal forge like Eric Thing uses in his atticle "raising a norm helm". I can't find a web site for Eric so I hope you can help |
| Kyle Ifft - Thursday, 07/13/06 18:42:26 EDT |
|
Kyle Ifft: I (Poor Boy Blacksmith Tools) am in the process of building an Eric Thing style armour's forge for a buyer. From the articles I could get a pretty good idea of everything but the cone flame head. Eric sent me the following: Two things about the head were a bit difficult to develop: the shape, and the actual burner installation. I finally settled on a simple cone, with a rather slender half-angle. I had tried cylinders a couple of times, and one kind of "squat" cone; very early on, I tried a sort of box shape. The slender, tall cone seems to develop the best heat at the mouth. Sort of like a blowtorch with a really big nozzle. I don't know if this is the best shape, but it works OK. I tried three burner designs: one very early "twisted-pipe" design that was so-so, but very cheap to make (I think you can see it in the "Eric Thing, Armorer" article); then a self-built Ron Reil burner that was pretty good; finally what I use now, a T-Rex burner that I really like. I fiddled a lot with ways of holding the torch to the forge inlet. My standard way now uses a piece of 1" x 1/2" channel iron and a stainless steel hose clamp. Cheap, easy to make, and secure. I hold the burner so that the nozzle (a Zoeller stainless flare) just sticks about 1/16" into the inlet. This means the flame actually shoots through the hole in the ceramic wool insulation; I coat the inside of the hole thoroughly with ITC-100 so there is no appreciable wear, and the flame is very stable. In fact, I coat the entire inside with ITC. I had basically completed and tested my "Poor Boy" model when I receive Eric's information. Still am going with my KISS design. If you would like to see a couple of photographs of it just click on my name and let me know. (My KISS designs rely on off-the-shelf hardware and basic shop equipment.) Significant change from Eric's design (outside of flame head) was I use a straight up and down gas tube while Eric's uses one with a 90 degree bend. Article said this enhances air mixing, but doesn't really make any sense in that regard to me. Spreading out the jet engine type flame is also something I will try to tweak. Guru sent me a couple of ideas. In testing the flame runs gas rich even with air damper wide open. This tells me I didn't use a large enough nipple for a gas pipe. I used a 3/4" and will next try a 1". Objective is to use the air damper to run from a gas to air rich flame - with neutral guaranteed to be in their someplace. A slightly gas rich flame would be beneficial in reducing scaling. Outside the flame head rest is fairly simple design. Two cautions however is that the area around the forge will get quite warm and the shop will need to be VERY well ventilated. |
| Ken Scharabok - Thursday, 07/13/06 19:04:29 EDT |
|
Induction heating: The efficiency of an induction coil is heavily dependant on the impedance match between the coil and the load. The coil also needs to be close to the shape of the workpiece or efficiency drops of considerably, At best, I think 25% efficiency is achievable on round stock. When you change the shape of the piece every heat, you can bet you will be paying $$$ every heat. Gas is still cheaper. |
| quenchcrack - Thursday, 07/13/06 19:23:12 EDT |
|
VIcopper: If I had any idea You could do stuff like that at college I might have been inclined to go. As to the Artist-Blacksmiths, some are more artist than the rest of us, and We know how You are when We see Your work. |
| Dave Boyer - Thursday, 07/13/06 21:59:32 EDT |
|
Quenchcrack: Most of the authoritative books on industrial forging and induction give a range of 15 � 25% efficiency for gas forges and 55 � 85% for induction. Having used both for the last 20+ years I think those numbers are pretty valid. While much of my induction systems may have been at the low end, so were my gas forges I suspect. Actually in industry a higher percentage of the available energy in a gas forge is utilized due to the constant load and high cycle rate. In many blacksmith shops a gas forge is only heating one piece of steel at a time and often runs with no steel in it. An induction system, on the other hand, is only using energy when it�s heating steel. It�s pretty hard to use �$$$ every heat� with 15KW running for 15 seconds to heat 4� of a � inch bar to forging heat. That costs me THREE TENTHS of a penny. That's THREE HUNDRED such heats for a dollar! Besides, it's hard to compare "efficiency" when you can get that perfect short heat you often need. |
| - grant - Thursday, 07/13/06 23:26:06 EDT |
|
Thanks, vicopper. I have been thinking of using something like a small vortex blower to feed this torch, along the lines of your Kane and Son's forge blower. I was looking for a cheap and cheerful solution when I saw some posts about mouth blown torches. These use a mouth hose. It appears that a person can supply quite a bit of air, with only a small fraction of the oxygen extracted, at about 1/2 psi. I also noted foot bellows driven models, but the price for the bellows was sky high. I have never learned the secret of continous blowpipe blowing, and I have tried quite a bit. That's why I eventually went to a propane then a Prestolite air acetylene torch. But the experience I had making glass beads makes me understand why a blown torch is more desirable than an aspirated one. The same reason as it is in the blacksmithing world. The selection of flame richness is easily adjustable. Talk about cross-training benefit! And it took several failures in order to figure out this very obvious fact. |
| EricC - Friday, 07/14/06 01:27:42 EDT |
|
Eric, Amazing, isn't it, how the simplest things can pass us by unnoticed until some vagrant connection is made somewhere in the recesses of the cranium. Suddenly, there is understanding and a whole bunch of things fall into place. Happens to me all the time. I hope the torch thing woks out well for you. Do beadmakers (is that even a title?) call a torch a "hand-fire" the same way that neon benders do? Back when I owned a sign shop, I tried my hand at bending neon tube. My regular neon bender told me it took about a ton of glass to make a good neon bender, and thought surely he must be exaggerating. He wasn't. (grin) I could draw terrific patterns, upside down and backwards on asbestos sheet, but getting smooth bends and doublebacks was a real challenge. Darn glass goes from brittle to limp in just a few degrees, and drove me to distraction. I did much better at making metal letters, where things were simpler. |
| vicopper - Friday, 07/14/06 08:39:08 EDT |
|
To all those wanting to make their own power hammer. I have a 50lb. Bradley Compact that has bad crank bearings and supports. It would be nearly impossible to rebuild but it would make a great foundation for an air hammer or some form of junkyard hammer. Especially since it has a good anvil block which is one of the hardest things to come up with. The hammer is complete. I have the frame, head, guide system, ram head, and toggle arms. The dovetails for the dies are decent too. Who wants it? It is free for the taking to the first person to show up at my shop in Oklahoma City to get it. I would prefer to give it to someone who can't afford to buy a hammer or is just getting started. But first one to show up gets it. If you get it this weekend I can load it with a frontloader that belongs to a neighbor. After this weekend I don't know if I will have the loader to use so time is of the essence. Call Paul at (405) 954-5243 work, or (405)386-2393. |
| - Paul - Friday, 07/14/06 10:12:22 EDT |
|
Hi, anthracite coal burns with short blue flames right, and bituminous burns with tall red and orange flames, when they coke, anthracite still has blue flames and bituminous still has orange and red flames right? is anthracite "Black Smith" coal good? or should i only use bituminous thanks |
| Cameron - Friday, 07/14/06 13:47:44 EDT |
|
Cameron, Well actually, that's not quite right. Anthracite is hard coal and bituminous is softer coal. Both are a mixture of carbon and contaminants. Bituminous coal also has a significant volatiles content. When it initially burns, the volatiles will burn off first, leaving the carbon and any contaminants. During this process, bituminous coal will burn with yellowish-green smoke and red-orange to yellow flames, due to its higher moisture content and volatiles. Then the carbon swells up, making it porous and allowing it to better combine with air. This is the coking process. The more it swells during coking, the higher its "free-swelling index." Anthracite has very few, (if any) volatiles. It will burn cleaner, but still will smoke some. Very pure, high-carbon, low-moisture anthracite won't really coke, either. It takes a large volume of air to keep anthracite burning, usually resulting in a fire that is too oxidiziing. After coking, what is left is just carbon and some mostly non-combustible contaminants. Pure carbon burns the same, given the same fuel/air ratios, regardless of whether it started as anthracite or bituminous. The flame will be blue from a neutral to oxidizing fire and somewhat yellow from a reducing fire. Note that there is a very wide range of variability in the quality of bituminous coal, everything from garbage to great. The best metallurgical coal is a low-sulfur, low-ash, high-Btu (14,000-15,000 Btu/lb) bituminous coal with a high free-swelling index (coke button). It cokes easily, burns easily because of the porosity in the swelled coke, and has few undesirable contaminants that may affect the steel. It is also harder to get than the cruddy stuff. If in doubt, or unable to get good coal, just use real charcoal from trees. It was the favored fuel for centuries, and still is in many places. |
| vicopper - Friday, 07/14/06 16:08:36 EDT |
|
ptree, The oxy-hydro (water) torch is very much alive and well in the jewelery industry, (check in the Rio Grande or Gesswein catalogues), however it's losing ground to the laser welders being offered, both are spendy and when I was running a trade shop I tossed the idea around but never saw the benefit for the occasional use I'd get out of either of them (except for the part where I'd get to feed my "tool habit"). Someone was talking earlier about acetelyne and compressed air. You can get a good silver soldering temp out of a "Victor", straight acetelyne torch. I knew a few silversmiths that started that way and did quite good work even with the torchs' limitations. They all went to mixed gas and oxy as they developed in their profession and demanded more intense and exact flame control. By the way, I've got one tool left from my jewelry day's that I'm gonna part with, a small rolling mill. Any of you damascus folks want any info please email me, sale or trade, it's just gathering dust in the corner and I need the space. |
| Thumper - Friday, 07/14/06 19:57:00 EDT |
|
so, anthracite is bad? for blacksmithing? |
| Cameron - Friday, 07/14/06 20:31:18 EDT |
|
Cameron: Yes. Anthricite is not good for smithing. |
| Dave Boyer - Friday, 07/14/06 21:15:13 EDT |
|
I made a cross-pien hammer and was heat treating it the other night when the oil caught on fire. I was kind of expecting it to happen so it wasn't too dangerous but obviously not great. Now, I figure this happened because I didn't have enough oil to absorb the energy from the hammer head & so it got too hot & reached flash-point. Is this correct? How much oil should I be using? (I was using peanut oil - normally reserved for stir-fry) Is there any kind of calculation, or just know-how? |
| andrew - Saturday, 07/15/06 06:47:43 EDT |
|
Found an odd piece the other day.. about 4 feet long, 1"x1/2 flat bar with a 60 pound pear shaped piece of cast iron at the bottom. I believe it to be a counterweight for SOMETHING, possibly a fire escape? Anything I can do with this thing? |
| - Nippulini - Saturday, 07/15/06 08:05:50 EDT |
|
Andrew, Complete submersing helps in preventing flash and burn off. Having at least 5 gallons of oil would help. I don't know much about the behavior of peanut oil. |
| Frank Turley - Saturday, 07/15/06 08:24:19 EDT |
|
Nippulini The pear shaped counter weight will make a nice hot shaping tool like a tinners stake. |
| - Burnt Forge - Saturday, 07/15/06 08:49:40 EDT |
|
Andrew Try soybean oil |
| - Burnt Forge - Saturday, 07/15/06 08:55:01 EDT |
|
OFF LINE: Sorry Folks. Had Lightening damage to DSL modem on Thursday . . . be next week before replacement arrives. I'm using a temporary dial-up. . . It sure is easy to get spoiled by a dependable full time connection. . |
| - guru - Saturday, 07/15/06 10:14:11 EDT |
|
Hi vicopper. No, beadmakers (I don't know if that is a title) are off in their own group. The term "fires" is used more by neon benders and glass blowers. Probably due to large variety of burners they use, of which the "hand fire" is but a small part of the toolkit. I am hoping that this air gas torch will extend my heating capabilities a bit. The extra advantage over an aspirated torch is probably smaller than it is for forge burners, except for blowing sensitive colored gas. By the way, as the leader of our forge workshop class advised, changing from a 0.035 to a 0.023 MIG tip really helps. The forge is a lot hotter, and it welds easily at 15 psi. But it is not hot enough to boil borax (so must be less than 2650 F). Still hot enough, I guess. The flame is only neutral at high pressure. When you back off on the pressure, the flame becomes reducing, and a lot less effective. Time for a choke, or probably a blown burner :-). |
| EricC - Saturday, 07/15/06 11:32:37 EDT |
|
Grant, that efficiency in the books is to the output bus, not to the work. You have to include inductive coupling losses in the calculations. Most manufacturers choose not to do that because a) the number is a lot smaller and b) every load is different. I worked for a company that is the world leader in induction welding and heating systems and our VP of Engineering was a Ph.D from MIT. I stand by my numbers; measured from input to the work, most of the efficiencies are in the 20% range. And by the way, your coil is using power even with no load in it. Not as much as it does with the load, but it does consume some power at no load. Now, don't get me wrong, if you have an induction system that works for higher through-put shop, my hats off to you. However, I cannot imagine getting some of the things we make everyday inside a coil unless we are constantly changing coils. If you use a BIG coil to accommodate a wide range of sizes, you will lose a lot of efficiency on smaller sizes. |
| quenchcrack - Saturday, 07/15/06 13:31:14 EDT |
|
Hi, I am going to Gretna Green Scotland to get married in November. I thought it would be really cool to visit some local blacksmiths while I am there. Do you have any idea how I can arrange this? Thanks. |
| Mike Roberts - Saturday, 07/15/06 19:27:18 EDT |
|
Still For Sale: Anvil and Big Tongs http://forums.dfoggknives.com/index.php?showtopic=5458&st=0&gopid=49971& |
| Tyler Murch - Saturday, 07/15/06 21:07:31 EDT |
|
hello all, I am currently in the process of gathering the scrap needed to build a power hammer. Initially I was going to convert an old hydraulic powered, tractor mounted, post driver into a hydraulic powered, floor mounted, hammer. Unfortunately I soon came to realize that because the ram on the post driver alone weighed somewhere in the vicinity of two hundred plus pounds (before the addition of hammer/dies) that the chunk of scrap I would need for an anvil would cost about half as much as a good used Little Giant. What I am considering now is something along the lines of the KA75 hammer/striker. My primary question is: I have several two inch diameter truck axles. If I welded these together and capped them with 1"plate would they make a substantial enough anvil, or would there be too much flex in the 2" even after they are welded together? The alternative would be a piece of 6x6 or 8x8 that I have yet to scrounge. |
| - sandycreekforge - Sunday, 07/16/06 00:46:56 EDT |
|
Greetings everyone, I just stumbeled onto this site not too long ago, and by the way, its a great place. Anyways, I have been doing stock removal weapons for a good number of years and then more recently, about a year or two ago, I bulit myself a forge and started bladesmithing. Now, just recently I have been playing around with forge welding billits and pattern welding/damascus. I have done quite a bit of research on how its is done and have read about a final etching step that is taken upon completion of the blade (or what ever the damascus is forged into) in order to bring out the contrast in the various grains and make the pattern appear more vivid, though I have faild to find any explaination as to how this is done. I was wondering what sort of medium is used for the etching process? I know one could probably use something like high mol HCL, but I have never worked with that, dont know the process for using such acid (submersion times, technique, and saftey info) nor where to obtain it either, for that matter. Is there anything else which can be used for the etching, and how exactly is it done? Any information is greatly appreciated, and again, I am glad I found this place, a very good resource, and very well done. Thanks. |
| TarAlderion - Sunday, 07/16/06 01:12:41 EDT |
|
induction: There is coupling losses, especially with such large gaps between turns. However, there's no reason to be running current through the coil when there's nothing to heat. Like most devices, power usage is minimal when it's turned off... |
| andrew beck - Sunday, 07/16/06 02:00:20 EDT |
|
Please advise if we can enlarge the small concerete foundation of 1000kg hammer to accomodate 3000kg hammer?If yes how the new concerete binds with old foundation? thanks |
| Hitesh - Sunday, 07/16/06 06:36:23 EDT |
|
Etching: TarAlderion, This is most commonly done with Ferric Chloride which is sold as printed circuit board etchant. Many smiths get it from Radio Shack but not all their stores carry it. The brightness of your contrast is determined by the differences in the alloys which etch and color differently. Ferric Chloride not only etches the surface but turns carbon steel black. Alloy steels, especially those that contain Nickle resist the etch and color change, thus the high surface is also brighter. The extreme of this is when makers use pure nickle and wrought iron. The coloring is like black and white. For specifics all of the books that cover laminated steel "Damascus" give details. |
| - guru - Sunday, 07/16/06 07:23:00 EDT |
|
Hammer Foundations: Hitesh, Probably not. Hammer foundations are not just so much area but also extend to a depth to provide mass for vibration dampening. Many hammers also have anvils that extend below the floor level and the foundation must accomodate the anvil as well as the machine above the floor. Connecting concrete in this situation is almost impossible (or may be impossible) as well. |
| - guru - Sunday, 07/16/06 07:28:15 EDT |
|
Electrical Device Efficiencies and Total Cost: Rather than get into and argument about the esoterics of flux density and coil efficiency I look at it like this, If a device needs 12,000 watts (240 VAC x 50A) to operate then somewhere along the line it is going to draw that much current. This is very similar to an arc welder in load but with slighly shorter durration. One of our readers once wrote and wanted to know if his buzz box could significantly effect his electric bill. He had just built a JYH air hammer with 2" thick frame members and wanted to know if that could increase his electric bill. Well, YEAH! In fact it cost over $100 on that months bill. His wife was more than a little upset. . . Try watching your electric meter when someone is using your buzz box. It makes mine spin as fast from ZERO to about what our maximum winter heating load is. Now, the EASY way to determine the actual KW used and thus the operating cost is to put a meter on the specific device. The reason is because in a most locations it is difficult to seperate normal loads (lights, fans, pumps) from the thing you are measuring. Large industrial meters also do not have the resolution to detect small loads. If you run ten heats on a given size part you will be able to determine the cost per part pretty darn close. Meter the work for a few days and you will have a good real world cost. Fuel costs are a necessary part of our business. And generally per BTU fuels are pretty close in cost. Over the years there has been a significant advantage to Natural Gas in the U.S. in SOME localities. I believe that where Grant is they have the countries lowest cost per KW. I think that localy we pay something like $0.11/Kwh. But in some part of the country it is double, in others half. . . I suspect that per BTU going into the work that induction heating is very efficient no matter what the losses compared to forges where you KNOW a tremondous amout of the heat is going up the stack and out into your shop. THEN there is the difference between a smith doing odd hand work and a smith feeding a small power hammer. . . Your fuel efficiency goes way up when you have multiple billets in your forge and you are using them up as fast as they heat. Where the advantages to Grant's small induction heater lie are in rapid heating of individual parts without a constantly running furnace, in reduced oxidation, lack of open flames and many ways that have not yet been discovered. If fuel costs less than that is an added bonus. The only problem I see is the price. |
| - guru - Sunday, 07/16/06 08:06:53 EDT |
|
I have been reading the very interesting posts about using induction to heat stock for forging. I used induction in cutlery as well. I am not an expert at all. What about the long term affects of exposing ourselves to induction heating? |
| - Burnt Forge - Sunday, 07/16/06 08:52:53 EDT |
|
Induction heating EVERY production forge shop I have been in is either using induction or drooling over the thought but can't afford the capital to invest for a production set-up. As the Guru noted, scaling is much less, throughput is unbelievable, the shop stays much cooler, and the energy costs are way less. The increased through put, is only feasable if the operators are able to do the work, and here the lowered heat exposure becomes a real factor. An example, we forged large axles, in a ten inch upsetter. This machine had about a 4 minute to 10 minute part to part cycle time, if you could heat the billets. Our production gas forge had about a 20 billit capacity in the water front. As the forge took longer to heat the billits than the upsetter to consume 20 billets, the upsetter had to sit for about 20 minutes every 20 billits. The induction heater, could match the upsetter part for part. The forge had 4, 3/4" orifice burners running on 20 PSI gas. If the induction went down, our gas bill went up $30,000 for a month of two shift operation. The electrical costs did not drop by $30,000, but by about $10,000. Our electrical costs in this market are among the lowest in the country at $0.05/kwh total. This is the actual delivered cost, as demand, power factor ETC must be combined in when looking at electrical costs. In an industrial setting, IE. production machines making a run of parts, especially where the runs are large, and the parts are made often enough to allow tuning a coil and then setting it aside to await a repeat order, there is nothing that will touch induction for effiecincy. For a hobby blacksmith, all bets are off. Then one needs to access the needs and type of parts. It may well still be a good tool. If I was in full time biz, I would buy a real power hammer, and look at the induction next. Probably would end up buying a induction unit from Grant, with the provisio that I pick it up at his shop, with a day of training. |
| ptree - Sunday, 07/16/06 09:00:18 EDT |
|
Sandycreekforge, I worked in the axle forgeing biz for a few years. The mateials used are 1050H, 1541H, and in the old axles, say 30years old, and the above say 3" diameter of unforged shaft, 4140. I do not believe that the difficulity in achieving a reliable weld in these materials will ofset the cost of a weldable material. I would instead save the axles for after you have made the powerhammer for making tools from, and use mild steel for the anvil of the powerhammer. BTW, I have made a junkyard hammer. I scabbed together mild steel from several sources and ended up with about 450# in the anvil. |
| ptree - Sunday, 07/16/06 09:05:26 EDT |
|
Advantages of induction heating. Guru, it could be,as you point out that practical considerations outweigh the inefficiencies of the coil and its coupling into the stock. I have been doing some rough calculations and I estimate that a little propane forge eating one 5ga bottle in 8 hrs is running at about 4kw and half of that goes to heat the air fuel mixture to 2000F. Almost a total waste since it immediately exits the forge. How does inductive heating prevent scaling? Does Grant run argon through the heating cavity? Or is it just that the scaling is much less aggressive than in a gas forge? Also you just cannot, in your argument, assert advantages that have yet to be discovered. They may not be there or they may be overwhelmed by the disadvantages that are yet to be discoverd. Health hazards. Induction heating involves low frequency EM fields - I think about 40khz is ideal for coupling into iron - the physics says that the only danger is if one absorbs enough energy to heat body parts to dangerous levels. This is very unlikely even when heating up the end of a 2" bar to welding heat - and one would almost surely get some warning sensation before it got too far. Also we are routinely exposed to fairly strong fields of similar frequencies from the machines that we use. The ignition system of V8 engine does this when running at 5000rpm. Those individuals whose heads are small enought to fit inside the coil probably shouldnt be using induction heating w/o supervision. I wouldnt worry. Neither should you IMO :) |
| adam - Sunday, 07/16/06 11:14:22 EDT |
|
Hey Sandycreek, Try to find a railroad car axel. Its an impressive piece if shafting with the ends slightly fatter where the wheels are pressed on to the shaft as compared to the middle of the axel. If you were to get one with wheel still attached, remove one wheel then stand the thing up using the wheel as the hammer base the shaft sticking up to be the anvil. A wheel itself could be useful as a swage/anvil for handwork as it consists of a number of compounded curves and radii. Good luck |
| - Mike - Sunday, 07/16/06 12:43:28 EDT |
|
Induction heating: I want to make sure that the readership understands that I hold Grant Sarver in very high regard and my comments are intended to present a balance to the argument. I would in no way disparage any of Grant products. I use his tongs regularly and they are superb. Now, first, if you turn the machine OFF between heats, it will consume no current, that is true. Do you turn the power off to your power hammer between heats? Second, inductive coupling losses can be HUGE. It is the most inefficient part of the circuit and you need to consider it. Third, keep in mind, everyone who has used induction here and reports high efficiencies are referring to repetitive loads, high production through-put. In my last job, we had two induction heating lines that were rated at 36MW each. Thats MEGA WATTS. We were feeding two hot stretch reducion mills at about 150 tons per hour each. Yep, we darned well paid attention to coil size and condition. Since frequency must be considered as part of the equation, there will be a given section size that will heat efficiently and heavier sizes much less so. Low freq give deep current penetration, higher give less penetration. If you are trying to use a freqency that is too high for the section, it will not heat all the way through and that is no fun to forge. Once the piece reaches the Curie point, penetration will dramatically increase, however. Also, remember that induction heating is incredibly dumb; it doesn't know when the workpiece is about to melt. It just keeps dumping BTU's into the work as long as it is in the coil. Control is usually a timing issue so don't plan on doing ANYTHING else when you have an iron in the coil. I would guess the power supply has a built in timer, Grant? |
| quenchcrack - Sunday, 07/16/06 13:14:58 EDT |
|
Adam, The induction heating reduces scaling by being fast. Depth of scale requires time. An argon envelope could make for REALLY clean heats if you wanted to go that far and I suspect some WILL. Undiscoved advantages. When a product is new to a field, and in this case we are talking about a process that has been primarily a big industry tool is now going to be used in the small shop there will certainly be experimentation and new ways to use the tool. I'm sure there are things that industry does not do that will be discovered when there are enough of these things in the hands of blacksmiths. |
| - guru - Sunday, 07/16/06 13:36:41 EDT |
|
Guru: WADR one simply cannot use facts that are yet to be discovered to support an argument being made today. It aint logical. Perhaps there will be some unexpected advantages - will they be big or small? How does one balance those against the disadvantages that are yet to be discovered? |
| adam - Sunday, 07/16/06 14:15:45 EDT |
|
I do know that after induction haeating had been in industrial use for some time, it was finally made available in small scale for jewelers' induction melting furnaces. Most of the jewelers at the time scorned it, saying that it was too epensive, too new, unproven and didn't offer the control that torch or furnace melting did. Nowadays, most jewelers use induction furnaces for casting and those who don't are mostly hobbyists who can't justify the initial cost when they already have a torch. If I didn't live with the free world's highest electric rates, I'd jump on one of those induction forges in a New York second. The reduced collateral heat alone would be worth half the cost of the unit. Forging in the tropics is too often an exercise in avoiding heat stroke. Anything that heats metal without dumping a quarter million Btu's and hour into the shop is a godsend. The quiet would be nice, too. Reduced scale, quicker, tighter heats, high thermal efficiency; it's hard not to like the concept. |
| vicopper - Sunday, 07/16/06 14:35:32 EDT |
|
Nobody thought g as forges were going to last either. And microwave ovens were vilified as an expensive novelty for a decade or more. |
| vicopper - Sunday, 07/16/06 14:37:28 EDT |
|
Thanks for the etching info Jock. I just didnt know what to use. I will try Radio Shack and see if they stock the Ferric Chloride, if not I might try some internet searches and hopefully find some other retailer. Thanks again. |
| - TarAlderion - Sunday, 07/16/06 14:42:33 EDT |
|
INDUCTION: Cool discussion going on. Actually the comparison to a welder is valid here. Although both machine are �on� when not working they draw minute power, usually only enough for the fan and controls. In the case of the induction it is either a timed cycle or manual control with the foot switch (heat on/off). In either case there should be no draw when there is no work in the coil. Quenchcrack is right that the machine does not know when the part is about to melt/burn, but then neither does a gas or coal forge. Watching the part heat is no big deal as it heats in 10-15 seconds (1/2 inch bar). When heating a part for forge welding there is no flame to interfere with the visual cues, it is really a treat to weld in. The machine has three timed cycles actually; heat, sustain and cool. So, on timed cycle you can heat for say 15 seconds, then soak at a much lower heat for maybe 10 seconds. The ramp down cooling is for other applications. Scale is a function of time/temperature/atmosphere reactivity. For the most part reducing one or two has a significant affect on scale. Induction also allows you to heat only the part you want to forge, not the whole piece , thus you�re not scaling the rest of the piece. |
| - grant - Sunday, 07/16/06 16:18:32 EDT |
|
Ah, I see where Quenchcrack is comming from. The larger industrial equipment is usually drawing near full power all the time (I've had such equipment too). These little benchtop machines are made to be cycled on and off in operations such as brazing and forming. When I talked about using $1.00 worth of electricity to heat 300 parts, it would make little difference if I was heating 300 parts per hour or 300 parts per day, it would still be $1.00. The real efficiency with induction is not measured in B.T.U.'S or KW's or even $$$. Think about not heating the shop, think about having the heat right next to the anvil, think about getting just the right heat in just the right place, think about getting ultra-short heats when you need them. Real WORKING efficiency. Since starting to use induction here at my home shop (about a year now) I have noticed little change in my electric bill but I have seen my propane bill go WAY down. Hmm, guess I DO burn a little more wood in the 'ol wood stove in winter now. |
| - grant - Sunday, 07/16/06 16:46:24 EDT |
|
Grant, do you use distilled water to cool the coils? How long does it take to change coils? How much water do you lose when you change coils? Not much I guess. I am less inclined to "want" an induction heater because I have been around them for many years. I prefer coal but have to use gas because of the neighbors. Induction lacks the historicity of hydrocarbon fuels. Maybe it is because my Wimper Baby has always been a bit aneamic, but I can leave an iron in the forge until it is all scale or the bottle runs dry. It will never melt or burn. Won't weld, either! |
| quenchcrack - Sunday, 07/16/06 18:17:55 EDT |
|
Quenchcrack: Filtered water is good enough, heck, I ran a system on city water for many years. It used a cooling tower, so there was a lot of evapoative loss. Because my cooler is below the level of the coil it just sucks in air when I open a fitting. If you look at the pictures up this page you'll see I have 1/4" compression adapters on the JIC-6 flares that are on the front of the transformer. Takes 5 minutes to make a coil and I could probably change coils in 30 seconds, 20 on a bet. I would love to build a "coal" forge with an induction unit hidden in the bottom and a coil sticking up thru the bottom, buried in coke probably. Stick a piece in the "forge", step on the pedal and get a heat in 15 seconds! |
| - grant - Sunday, 07/16/06 18:53:07 EDT |
|
Several years ago I almost went to work for Tocco, in Boaz, AL. They showed me a new product (for them) and you can see it here: www.ajaxtocco.com/applications/documentlibrary/toccotronac_062003.pdf It is interesting that they also advertise up to 85% efficiency without ever saying how that is calculated. I think the little one (50kW) was going to sell for about $500 but you needed to buy some accessories to use it. I am sure the price has gone up in the intervening years. I have yet to learn the price of Grant's machine. |
| quenchcrack - Sunday, 07/16/06 18:56:01 EDT |
|
Only Grant Sarver would go to the trouble of building a state of the art induction heater and hide it in a coal forge just to mess with peoples mind! I love it! |
| quenchcrack - Sunday, 07/16/06 19:08:10 EDT |
|
quenchcrack: I couldn't get my atmospheric forge up to forge welding temperature either. Was heating a piece of stock one day and needed it hot in a hurry. I closed off the front opening about 75%. Went back a bit later to find the metal sinking into the 2,300 degree firebrick bottom. Try restricting your opening size and see if it doesn't raise internal temperature. |
| - Ken Scharabok - Sunday, 07/16/06 19:31:19 EDT |
|
Grant, is your machine specially designed for forging, adapted from a jewlers furnace or is it more of a general purpose machine? The reason I ask is that it seems the addition of a few feedback devices would solve many of the issues discussed above. For example, it's trivial to sense the presence of a billet within the coils. You could either measure the current drawn. Another method is to set up a static magnetic field, then turn it off. The decaying magnetic field produces eddie currents & hence an opposing magnetic field, which themselves generate a measurable current in the coil. This is how a metal detector works. Also, an infrared temporature sensor would be quite a handy device - although it would only detect surface temperature rather than give an indication of interior. Given that the permeability of the billet changes with temperature, which effects the inductance of the coil & hence is impedance I wonder if this could be measured to indicate a change in temp. relative to the starting temp. |
| andrew - Sunday, 07/16/06 20:08:58 EDT |
|
Andrew, The big boys use infrared sensors to check the temp of billets as they exit the coil. Mostly to prevent a cold billet from reaching an automatic forgeing machine. IE if the induction faulted out, made cold billets, in our auto upsetters they would be in the machine pretty quick. 1700 tons on a cold billet is ugly! The Land sensors we used cost more than Grant's machine, and are not really needed in this case. Even the very expensive industrial machine for big billets are pretty much time cycled. We used tunnel coils for the full heated billets for things like cyclinder barrels, and just pushed one billet lenght at a time. Same in the valve industry, one push at a time. The axles for upsetting only need a portion of the billet heated, so a C shaped coil, about 3' deep was used with a index conveyor to advance the billets. Maybe 15 or 20 billets at a time. with about a 60 second cycle on the manuals this kept pace. The coils for the auto's were bigger. All the manuals I have worked with had a timer for the initial heat, and a foot switch for tweaking. Worked fine. We used a little M-G Tocco from WWII to heat treat needle valve stem tips, and they were hot and in the quench faster than they guy could handle them! All by eye. We used the same machine to melt stellite powder in small valve bodies for seats. As the machine was too high freq, we often saw blow holes in the ends from current density. We would back off the timer, and the operator would tap the switch a few times to pulse the power, and bingo. We ran technical grade ethylene-glycol 50:50 with water in every machine I have been around, but that was to prevent freeze up in the winter. As we had it, we used DI water on our machines. We ran big cooling towers, and evaporated plenty of water. The sump water was straight from the city taps, and in this area that means hard. We had to run chemical treatment to prevent scaling and biological growth. At the last plant we had 17 towers, and the water bill would have paid for one of Grant's machines in a month or so. The chemical treatment would have paid for about 6 of Grant's machines a month. These were huge in comparsion and ran in three shift use. |
| ptree - Sunday, 07/16/06 21:17:51 EDT |
|
Quenchcrack: Need permission to get into the libs there. Tocco had something that sold for $500.00? Think that's about what they charged me for a manual once. My machine sells for $3,695.00. |
| - grant - Sunday, 07/16/06 22:04:32 EDT |
|
With power factor capacitors, standby draw CAN be signifigant. I have an old Miller 360 A/BP tig welder [600amps@60%@25volts]. This beast draws 40 amps @230V at idle, and the draw actually DROPS to 30A while stick welding. The heavy draw is mostly from the power factor corection, which DOES reduce the draw quite a lot at full load. This doesn't come into play while TIG welding, as the contactor is on the transformer primary, and only closed while welding. If I used this machine for stick welding, I would unhook the caps, might anyway nexttime I have the lidf off. I NEVER use this machine anywhere near flat out, as I don't have a 200 amp line feeding it. |
| Dave Boyer - Sunday, 07/16/06 22:27:49 EDT |
|
|
|
|