| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from July 18 - 23, 2002 on the Guru's Den |
|
|
|
DISCOVER CARD = SPAMMERS: For several months I have been getting a flood of SPAM mail from an outfit called freezefinds.com freeze.com or promotionserver.com. Among the SPAM is offers to obtain a DISCOVER CARD. DISCOVER CARD admits to using freezefinds and I have been writing back and forth to their service department for over a month with no resolve. I also finaly tried the "remove" address for freezefinds and a week later was still getting SPAM from them. (two weeks when this was archived) So, as of today, we no longer take DISCOVER CARD. It will take me time to remove their logos from all our forms but it will be done ASAP. There will also be notices posted as to the reason we no loinger take DISCOVER CARD. I am sorry if this causes some of you inconvienience and I am sure this will cost me more than DISCOVER CARD. But spammers ARE criminals and cyber terrorists and I will not do business with them. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 07/18/02 00:14:08 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Stupid questions -- that reminds me of when I filled out a secruity form that asked whether I had ever used a mind-altering substance, to include paint or glue. I felt like telling them I'd been using both paint and glue at least since art lessons in kindergarten, but luckily decided that wasn't the right answer. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Mike B - Thursday, 07/18/02 00:35:51 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru, ok, that sounds like the voice of experience. However, I am still a bit confused. In an aspirated burner, the pressure of the gas draws the air in by venturi effect. Higher pressure will suck in more air, presumably in roughly a 10:1 ratio of air to gas. If the burner is properly designed, should I assume that the ratio is maintained at all pressures? It seems to me that running at higher pressure results in greater heat only because I am putting more BTU's in per unit time. Is it possible to adjust the air-gas ratio on the Whisper Baby? | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Thursday, 07/18/02 00:38:11 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru, Sorry, I forgot to identify the discussion thread on my post immediatly above. I was responding to your reply regarding putting bricks in a gas forge to concentrate the heat....too darned many things going on here! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Thursday, 07/18/02 00:40:51 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Thmas /// Aptitude tests /// Thomas, I must respectfully disagree. It is my firmly held belief (delusion?), that a job is an opportunity for personal growth learning double time. I KNOW that if I had all the technical, and experience qualifications for said job I would be bored silly Pronto. Then I might get into creatve mischief and inevitable trouble. (read goodbye job). No, try SLAG's strategy, know a little, claim you know much more, artfully fake it and when you get the job read like crazy and rapidly get friendly with one or two, on- site, old timers who will show you the ropes. Following this course of conduct you will become qualified for the job in, almost, no time (or burn down the shop). You will then shine doing all your job mentors and some of us proud. Then, guess what ! Yah you got it, you inevitably get bored , then fired (or you will quit= initiatve), and you will repeat the scenario all over again, (I think the preceding phrase is somehow redundant). Remember tell them a lie when asked about prior experience and knowlege, and, then, frantically turn the lie into truth (somewhat). George W. Bush Jr. is trying this strategy but I don't think he is learning feverishly fast enough.But, then again who am I (mere me), to argue with the Supreme Court's coronation. If you follow SLAG's above denoted, prescription/strategy you will, in no time, became a jack of all trades and a master of none. But, then again, so many masters are pathologically obsessive compulsive. (I know this personally, I've been fired by several of them). Hope that helps and good luck you deserve the job. (you will be showing unusual initiative). Sweltering in the middle of the St. Lawrence river (on the island of Montreal). SLAG. | ||||||||||||||||||||||||||||||||||||||||||||||||
| slag - Thursday, 07/18/02 00:41:42 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hail all, sorry I have been out for so long, I'm sure I was well missed, ha ha. I have been working 45-50 hours a week in a structural steel shop and taking a class or two toward a degree in Integrated Manufacturing Technology. I think it's a lot of basic math and veeeery basic physics with a bit of machining thrown in but hey, I gotta start somewhere. Thank you to those of you who suggested some classes and programs to get me started in metalworking and engineering. By the writeup that the local tech school gave it may be the ticket. James Bond- I might have an answer for you, or this info may be inconsequential by now. When I was in the Army in Ft Sill Oklahoma I was on a post detail for a few weeks in the Small Engine Repair shop of the post public works dept. I was rebuilding the carbeurators for weed whackers and lawnmowers (both push type and riders) that were used for post beautification. Well the point is that this shop had everything that a metalworking shop should. In fact, working there for the short time that I did was one of the things that inspired me to seek a career and a hobby in metalworking. So in addition to your motorpool, post recycling center, post activity/education center, BMO, and BMS I would also suggest the post Public Works Shop. A brake drum from a 5-ton would be a mammoth brake drum forge. Maybe a HMMWV wheel would be better sized. Also a roadwheel from a tracked vehicle might work. And I know that the track pins that bind sections of track together are decent metal for forging. Not sure what type of metal they are but when I was in Germany I saw a German smith doing a re-creation at one of the many old castles that dotted the land using those track pins. He said he gets them from American posts so I'd give that a shot for stock. I believe they were octagonal and about a foot long. When new they looked almost brass colored. When I'm looking for parts I usually think in terms of, what places deal in large volumes of something made of metal that they don't want or can be talked out of with a little lettuce! I know that seems oversimplified but until I started blacksmithing I walked past a 250 year old anvil about 100 times with no notice. When I started smithing I suddenly "saw" it for the first time. Then, when I asked about buying it or cleaning the guys shop for it he gave it to me. Neither of us knew how old or beautiful it really was. So it's amazing how much you can find when you are in the right mode. Hope that helps, if not then geez I'm sorry you had to read through all that! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Rooster - Thursday, 07/18/02 01:33:57 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
TESTS: Thomas, I may have been a little negative, but I have had a LOT of experiance with standardized tests and lived with a teacher for 28 years that administered them AND have helped review the the Virginia Standards of Learning tests for accuracy (Viginia teachers call them Sh** Out of Luck, I call them Standards of Laughter). I have also taken a wide variety of occupational training tests in various states and plants while working in the nuclear industry. In fact, I always did very well on SAT's (Schoolastic Aptitude Tests) even though I did miserably in school. I have yet to see one of these tests that was not riddled with errors or asked the wrong questions OR in multiple choice did not have the BEST right answer. Often the choices given expect a certain level of ignorance of the larger issue OR the true answer. They talk DOWN to the student as if they could not know more about the subject than they should. I did not advise to lie about one's abilities but to think about the stupidity of some of the questions and give the WANTED answer. Consider Mike's comment about paint and glue. . . I have had way more than my share of lacquer fumes and on more than one occasion. But I have never "huffed" or sniffed or abused solvents. And they pointedly leave out alcohol and tobacco as "mind altering" substances, which they are. Answer yes to that question and you may never get employed, OR have to spend a LOT of time answering more personal questions. The example of the paying bills on time is another example of stupid questions. What they WANT to know is, "Are you in severe financial distress?They want to know if you would spy or commit sabotage for money. They should just ask outright instead of playing word games. The person that is going to commit a criminal act will probably lie anyway (but maybe not to both questions). However, the question should NOT be framed as to make everyone lie. And this is on a US Government security form. I knew all the other people in the room taking that test. Most well enough to know their financial status. They ALL lied on the bill paying question. *I* was the honest one. But the honest answers were the WRONG answers because the wrong question were asked. So the authors of the tests teaches us to lie. The same test also asked if I had ever bounced a check. I hadn't in over 10 years so I said no. The question should have been "Have you ever knowingly written a bad check?" But I don't know anyone that hasn't messed up their checking account at LEAST once and have had a couple checks returned. Including the other people in that room. On the Virginia SOL's there was a question about water freezing. "Does water expand or contract when it freezes?" The answer sheet was wrong! It has been fixed, and to do so required a report with three references sited. But the unbelievable thing is that the answer was ever wrong in the first place. Can you imagine anyone that does not know the right answer to that question making up the tests that determine a students future? YOUR children's future. The worst thing about the reliance on standardized tests is the "teaching to the test". In academia it has ALWAYS been considered cheating to teach to the test. But now with all the pressure to perform well on these badly written tests schools are now teaching to the test. At first it was done clandestinely because it was not only immoral it was ilegal in most states. But on his inaguration day President George "W" Bush stated "I see nothing wrong in teaching to the test". . . . And he has pointed to the Virgina SOL's as a model for the nation. And so goes the empire. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 07/18/02 01:51:43 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Or rather, So goes the Republic. . . | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 07/18/02 04:28:45 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Thank you, one & all, for your answers and replies. I also do not believe in standardized test, but, unfortunately that is the culture that I[we] are in. My background is pretty diverse, rangeing from stock broker to carpenter. I see this move as an opportunity to learn something new and very different to my previous experiences. As a "Screw Machine Machinist" I would also be required to attend classes 2 nights a week and on saturday mornings dealing with "theory", whatever that means. I have no problem with this and would gladly take it on. When I asked a manager with the company if he could give me an example of a question of what might be on the "Mechanical Apptitude Test" he brushed it off by saying "if I told you that then it wouldn't be fair"... I thought that was a rather flippant answer, but, nonetheless I still want to pursue it. It just seems that the test labeled as it is, could potentially cover a rather broad range of "mechanic's", but maybe I'm wrong. Thanks again for your input and the info you gave me! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Armand LaPointe - Thursday, 07/18/02 05:19:19 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Jock, my e-mail address doesn't come up when I log into the Pub. Folks try to send me an e-mail and I have to manually give it to them. Reckon you could see what the matter is? I appreciate you. Best regards, Shardegay | ||||||||||||||||||||||||||||||||||||||||||||||||
| Sharon - Thursday, 07/18/02 06:05:56 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
The part I like the best on the Federal security clearance test was the one where they asked me for every address I had ever lived at during the previous 25 years! As a college graduate with a few years of work experience in a few different states, I could no more remember all of them (right down to the zip code they asked for) than I could remember the names of every one of my six hundred classmates in high school! Only an idiot-savant or the truly weird could remember those things. This is your tax dollars at work, folks. I've been fortunate, I suppose, in that every civilian job I've had only required that I be able to convince the employer that I could either do the work or learn it quickly enough to make him some money. I've always been egotistical enough to think that I could learn anything, so I always managed to convince them I could be useful to them. I always was, too. I followed the plan Slag outlined, for the most part, working like a dog to learn everything I could as fast as I could and spending as much extra time as necessary to make sure that the boss got his nickel's worth from me. Unfortunately, that approach seems to have gone out of style in the last couple of decades. Now everybody seems to think they are OWED a job, entitled to a pension, and that the government should carry them from the womb to the tomb. Self-reliance and initiative are becoming extinct and being replaced by social welfare. Hope I don't get a nosebleed up here on the soapbox. :-) | ||||||||||||||||||||||||||||||||||||||||||||||||
| vicopper - Thursday, 07/18/02 12:41:17 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
We're sinking here under the waves of Work Ethic loss and the Peter Principle (book by Laurence Peter). It's time to reinvent work. Read Matthew Fox's "The Reinvention of Work". And back to blacksmithing and metalworking. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Thursday, 07/18/02 13:12:43 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Bond, There is a salvage yard in Fayetteville. Sanford which is about 22 miles north of Bragg also has a large salvage yard. There is also a large auto salvage yard off of hwy 87 in Harnett county. I also have a few brake drums and other things that might make a good forge. I live about 12 miles north of Spring Lake Just let me know if you need anymore information onthe scrap yards or anything. Brian | ||||||||||||||||||||||||||||||||||||||||||||||||
| Brian Nalley - Thursday, 07/18/02 13:30:37 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Recently acquired Champion Blower and Forge post drill #102 that I'm restoring. It's missing the crank arm and the pole/table attachment. Anyone have picture of the #102 complete? Also, info. on where to get parts and a year of manufacture would be nice to know. Thank you. Kevin | ||||||||||||||||||||||||||||||||||||||||||||||||
| Kevin - Thursday, 07/18/02 13:54:15 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Bellows: if you make the bellows with exterior grade plywood and heavily weather treated canvas (I used scraps from oil patch wind tarps) it will last years outside with minimal shelter (a tarp that goes over the frame and bungies down will work fine) BTW this is from experience... Tests: I always had the problem of seeing too many possible answers and having to guess what the "normal" person would say. (like which one doesn't belong---turns out that it wasn't that three of them were products of the enlightenment and the other was a greek philosphical concept) As for bouncing checks---the bank once deposited my paycheck in someone elses account and then bounced my checks and then wanted a fee for each bounced check and then *had* to go and explain to each receiver of such a check and pay any fees themselves---however I would still have to answer "yes" to such a question. Thomas Powers (since there is more than one Thomas hanging about) | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Thomas Powers - Thursday, 07/18/02 14:23:19 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Champion Drill: Kevin, The #102 is in the Champion CD-ROM catalog we sell. It is very similar to the Sears Acme Post Drill image on our 21st Century page. It is also similar to the Buffalo drill we have a detail image of in the review of the Buffalo CD-ROM. However, the Buffalo has a seperate column. The column on these is a piece of solid cold drawn steel shafting with a cast bracket at the bottom. On the Champion the table is held in place by a set screw which cuts into the column if over tightened. Both of these drills came mounted on a oak board with nice chamfered or molded edges as did most of the others. There were two reasons for this. One for shipping, the other because the hand crank extended behind the back mounting surfaces. I've just gone out and photo-graphed my Champion drill (a smaller model) and will post the photos with the 21st Century page article shortly. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 07/18/02 14:48:41 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
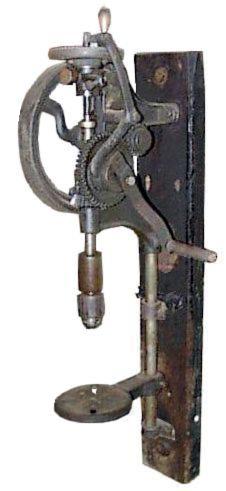 Champion Drill: OK, the Blacksmiths Post Drill article is updated with clickable details. It still needs work but there are more/better pictures than what we had. .
Champion Drill: OK, the Blacksmiths Post Drill article is updated with clickable details. It still needs work but there are more/better pictures than what we had. . The Champion catalog we sell is a 1920 so your drill may be slightly older or newer than that. Parts? HAHAHAHAHA. . . . Sorry. These things haven't been made since. . . probably the 1940's. There are parts of the company flaoting around but they do not support the old stuff. In later years they made other more modern machinery and that is what the remains of the company makes. If you look close at the photo of mine I made an extra column support. I lengthened the column because of the added drill chuck and didn't want the column to be too springy. The support was a short piece of steel shaft bored to fit the column, taped for a setscrew and a flange welded on. This old drill has had other modifications. The hand crank is one I made. On this model it bolts on and is non-adjustable. I also added grease cups and replaced the thrust brearing with a modern replacement. The old bearings always seem to be missing a few balls. This requires machining the thrust collars thinner to fit. The Jacobs chuck is one I bought new and has a 1/2" shank arbor. The board is an original Champion mounting board except it is off a larger drill that is now mounted on the portable blacksmith shop I built that belongs to the Bethbara Museum in Winston-Salem, NC. Before I bought this drill the top of the frame where the feed wheel rides had been broken off and brazed back on. These old tools often see a hard life of abuse and are constantly being repaired by someone. They are great tools and I have drilled many holes with them. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Thursday, 07/18/02 16:24:59 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I am always amused at the sort of Aptitude Tests that have those wierd questions. It's like they are thinking "We want to learn all of your most hidden secrets so we're going to ask all of these clever questions and you're so stupid you will never figure out what we are doing". If I'm so stupid that I can't see through all that crap, why do you want to hire me? | ||||||||||||||||||||||||||||||||||||||||||||||||
| quenchcrack - Thursday, 07/18/02 17:01:03 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I am having trouble finding a school in Michigan where I can learn more about being a blacksmith. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Jeff - Thursday, 07/18/02 19:12:59 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
What is the best way to put a rivet in a pair of tongs? | ||||||||||||||||||||||||||||||||||||||||||||||||
| Jim Buck - Thursday, 07/18/02 19:19:43 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru: Thanks for all the info. Mine was busted and welded at the top of the frame same as yours. Absent the the colunm/table I've made one out of 1" black pipe and elbow pipe fittings that I hope will work. Thanks again. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Kevin - Thursday, 07/18/02 19:19:43 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
What is the best way to put a rivet in a pair of tongs? | ||||||||||||||||||||||||||||||||||||||||||||||||
| Jim Buck - Thursday, 07/18/02 19:21:46 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I am new to blacksmithing, but I have always had an interest. I did do some ruidimentary smithing in Scouts some years back, but not too very much. I am using The Complete Modern Blacksmith as a guide, and have assembled a heavy duty, but portable forge, and acquired a hand crank Buffalo Forge Blower (outdated, but I liked it before, and like the control it allows). I got my forge up and burning the other day, but I am not too confident as of yet about the heat I am creating. I got a piece of 1/2" round stock up to brightly glowing red/orange, and was able to make a few dents in it with my split peen. What color should I let it get before trying to peen the bar wider? I'm heading out now to start my fire, probably let it go an hour or so before I try to play in it. If anyone reads this in anywhere near Tulsa, Oklahoma, Give a shout. I could really use the guidance of someone who can loan me a clue....I'm fresh out. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Jay - Thursday, 07/18/02 19:48:31 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Jay: As a VERY general guide: Orangey yellow - for heavy forging (eg flattening a bar) Orange - for general forging and bending Red for finishing work For all forging except finish work, use fast snappy blows. No girlie taps. Use a hammer that is light enough for you to swing it fast and hard. Take frequent rests. Watch the impression the hammer makes and adjust your blows accordingly. Expect to miss the work a lot at first. Dont grip the hammer tight. For most people, starting out, its the small muscles in the hand and forearm that tire first. When your hand is too tired to control the hammer give it a rest. It's easy to damage the delicate muscles and ligaments in your forearm by being too enthusiastic too early. Let your body catch up at its own rate. | ||||||||||||||||||||||||||||||||||||||||||||||||
| adam - Thursday, 07/18/02 20:17:37 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Jim. pointy end first :) | ||||||||||||||||||||||||||||||||||||||||||||||||
| Mark P. - Thursday, 07/18/02 20:21:34 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Jim Buck, The old fashioned way was to assemble the tongs with rivet inserted, put in fire rivet-shank-down. Leave at least 2 times the shank diameter sticking above the material so you can get a decent sized head. Heat quickly, trying to get the shank hot without getting the boss area too hot. If the entire ensemble is hot, sometimes the hole gets wallowed out. Get to the anvil, rivet uppermost, and the jaws hanging beyond the far anvil edge, for clearance. If you're good with your hammer, just hammer vertically to get a good broad head. If you're not so accurate, use a ball peen and use correction (angle) blows if the shank starts to bend. Finish with the rockered (regular) hammer face. If the shank bends over completely, you have a clinch. Start over. 21st Century method. Use a torch. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Thursday, 07/18/02 20:22:23 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
MP I agree that that is probably the proper way to make a q-foil, but the forth weld would really be awkward. If you added a fifth weld at the center of one of the quarters you wouldn't have to deform and twist but you would have an extra step. What amazes me is that large grills were done with multiples of this very complex element. Evidently it gets easy with practice.....yeah. Larry | ||||||||||||||||||||||||||||||||||||||||||||||||
| L. Sundstrom - Thursday, 07/18/02 20:35:06 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Tests: Not only do you have to pretend to be NORMAL, in a "personality"-test you have to pretend to to be NICE as well. I know my "profile" and can change it any way I want to. Just as well, I suppose (GRIN) | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Olle Andersson - Thursday, 07/18/02 21:08:27 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Take the bloody test! Just wing it! No tickee, no washee. You'll do fine. You don't like to take tests? Then be Stephen King, or David Letterman or Mel Gibson. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Miles Undercut - Thursday, 07/18/02 23:18:15 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I agree with Miles, just take the test. IF you pass, great. If not, and you are still interested in the subject, there are many ways to learn the craft. Pick one and start. As you learn the craft, you will find there are many companies that would like to have you on their team. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Conner - Friday, 07/19/02 00:53:28 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Miles is quite right (man it hurts to say that!) - take the test. Life is full of tests and most of them are unfair. What does one's your ability to fill out a piece of paper have to do with ones ability to be a machinist or a security guard etc? The righteous way to choose people for a job would be to have them do it for, say 6 months, and then have their performances evaluated by a panel of impartial judges who are professionals in that field. Righteous but totally impractical so we have tests. Could be worse, could be you had to belong to the right family to get the job, or know the right people, or simply have to buy the appointment - like Officers in the Brit Armed services 200 yrs ago. At least with a test, the door is open to anyone who will seriously prepare for it. | ||||||||||||||||||||||||||||||||||||||||||||||||
| adam - Friday, 07/19/02 00:58:42 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I've been using a freon can forge with a venturi burner. It has worked pretty well. What safety features should a gas forge have? Thanks. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Kevin - Friday, 07/19/02 04:24:27 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Gas Forge Safety Kevin, You have two choices in forge controls. A cheap balls to wall, no fear, roaring flamethrower that you have to watch constantly OR a very expensive high tech device that you STILL have to watch constantly. There are relatively inexpensive Bourdon tube pilot light valves that are required on forges used in schools. These shut off the gas when they sense a drop in temperature. However by the time the temperature drops on a gas forge you can have filled a good size room with a nicely mixed fuel/air mixture. . Its an "economicaly practical" safety device. For around $800 you can equip a forge with a "fire eye" control. This uses a relatively sophisticated electric eye that can detect a flame out while looking into a white hot forge or furnace. These are fast, effective and provide the greatest safety. But they cost more than a very NICE forge. And for a matter of practicality you STILL need to babysit the forge. The alternative I use on my big gas forges and furnaces is constant ignition. A spark plug type device is fired with a 60Hz ignition coil all the time the device is running. As long as the tip hasn't burned off the igniter or the coil failed the forge is very safe. However, if the power fails my forge also shuts off as there is a normaly closed solenoid valve. This is greatly increases the safety of a blower type furnace becase if the fan fails and gas continues to flow you end up with huge leaping flames outside the forge. . . The last controls I built of this type cost me in parts about $300. The fire eye and the pilot valve are passive devices. When they fail the gas shuts off. So they are safer. Otherwise, the basic rules governing any HOT device apply. Keep it away from flamable walls, floors or other objects or surfaces. Vent it properly if you are using it in a closed space. Learn to operate it properly. Do not leave it operating unattended. Do not let pets or children near it. These rules apply to ALL gas forges, kilns and furnaces no matter how sophisticated. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 07/19/02 05:28:00 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Rivet in Tongs: I use the most practical lazy method. I use a short piece of bar for the rivet (no head). I insert it into the tongs and give them a slight squeeze. This will hold the "rivet" in place. Then I heat the rivet pin in the forge OR with a torch. If heating in the forge you have to hold on to the tongs while heating and quench the jaws once or twice. Be careful how tight you squeeze the tongs as they are getting hot and soft along with the rivet. BUT the rivet is smaller and sticks out so it should heat faster. This is one of those things that works better in a coal forge. Heating with a torch is even better because you control where the heat goes. When the pin is hot I support it and the tongs on the anvil and give one hard square blow. Then I flip it over and give a couple more blows from the opposite side to center things. Now LOOK and continue. If the rivet is still hot and you work fast then one heat will do it. If not, heat again the same way. As you finish the rivet work the tongs open and closed to keep from locking up the joint. . . Some smiths take the effort to head the rivet first. . that's too anal for me. WE don't need no stinkin' factory rivets, WE are blacksmiths! But factory rivets are faster and I put them in the same way as above IF I have one. At least you know its going to have ONE good head. . . ;) | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 07/19/02 05:41:47 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru, I have little material to work with right now, so I am working with brass and copper. I wanted to know if there is a way to take a flat peice of copper and roll it up and then heat it up and mash it into a dowel shape. | ||||||||||||||||||||||||||||||||||||||||||||||||
| cmills - Friday, 07/19/02 12:02:26 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
It might help with the Guru's rivet pin method to support the workpiece with shim stock placed on the anvil before you deliver the first blow. Keeps the pin centered so you don't get uneven heads. I use this pin method on small hinges with annealed A36 pins, ambient temperature. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Friday, 07/19/02 13:06:30 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hi I work in a shipbuilding business and lately I found a need to purchase an Abrasive Cut-Off machine. Something that will be able to cut 6" to 10" pipe at different angles. I looked through catalogs and called various distributors. No luck. I found your site when I typed in the magic words at Google search. Would You happen to know if anybody makes these machines that big and if so who. Please let me know. Also, this is my first time using this site so please let me know(maybe through e-mail) how do I check your answer. Thank You Rafal | ||||||||||||||||||||||||||||||||||||||||||||||||
| Rafal Taunus - Friday, 07/19/02 14:18:35 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
another thing to watch out for with any kind of gas forge is exhaust fumes. they sneak up on you-- and they are muy peligroso. make SURE you have LOTS of fresh air ventilation. even with the forge set up outdoors, those nasties just seem to cling. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Miles Undercut - Friday, 07/19/02 14:40:46 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
cmills; do you mean to have it end up as a solid dowel---like forge welding? Or do you mean just to shape it? Yes it is possible to solid phase weld coper; but not practical---far easier to just melt it and pour it---which can be done with a forge if you know what you are doing; but is hazardous to life and limb if you don't know the basic safety precautions of working with molten metal. Even easier is to go to a non-ferrous scrap yard and find a piece already to shape...or to get a large square bar and forge it down to your rod shape. Beware of BeCu alloys and have fun! Thomas | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Thomas Powers - Friday, 07/19/02 15:27:14 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Greetings Guru, I'm working on a 'bamboo' pipe railing that will live 60 feet from the ocean in a 100" precip/year rainforest. i'd planned on sandblasting, hot-dip galvanizing, and using automotive paint for the finish. the closest shop that does hot galvanizing is 160 miles one way. Is it worth the trip, or is the zinc-rich stuff from the paint store okay? thanks, mike | ||||||||||||||||||||||||||||||||||||||||||||||||
| mike-hr - Friday, 07/19/02 16:27:56 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Frank, do you mean the rivet overhangs the shim and rests on the anvil face? How thick is the shim? | ||||||||||||||||||||||||||||||||||||||||||||||||
| quenchcrack - Friday, 07/19/02 17:05:41 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru, In all the discourse about testing, you may have missed my question regarding adjustment of the fuel/air ratio on an aspirated burner: I am still a bit confused. In an aspirated burner, the pressure of the gas draws the air in by venturi effect. Higher pressure will suck in more air, presumably in roughly a 10:1 ratio of air to gas. If the burner is properly designed, should I assume that the ratio is maintained at all pressures? It seems to me that running at higher pressure results in greater heat only because I am putting more BTU's in per unit time. Is it possible to adjust the air-gas ratio on the Whisper Baby? | ||||||||||||||||||||||||||||||||||||||||||||||||
| quenchcrack - Friday, 07/19/02 17:11:44 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Abrasive cut off: Rafal, I am looking it up but I think not. To cut those diameters at a 90 degree angle would take disk with a minimum diameter of 16" to 24" assuming only 4" for the arbor and dead space. Norton claims to make a 24" wheel in their "Charger Type 01 Striaght" line but only list a 20" in their inventory list at nortonabrasives.com. But they DO list 24" wheels in their Norzon engineered abrasives line. SO a wheel IS made. However, the fellow I spoke to at Everett Industries, Inc., Warren, OH said that over 8" and especially if you are mitering you need to be looking into a band saw. He said that the wheel diamter needed is MUCH larger than I estimated. Everett was recommended to me as a builder of large chop saws and indeed they do make very large machines. Their largest standard metal cutting machine has a 26" diameter wheel but they make larger machines for cutting stone. He recommended DoAll as a source for band saws and indeed they do have a wide line of good machines. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 07/19/02 17:21:16 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Galvanizing: Mike, In this situation hot dip is the only way to go. If the handling costs combined with the process itself are too much you really might want to consider 304 SS. It IS expensive but when you are done you can give is a coat of paint and forget it. Buy a length of 3/8" HR 304 and try it. IF you work hot the forgability is not that bad. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 07/19/02 17:33:23 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Burner Ratios: QC, Theoreticaly a venturi burner will provide the same fuel/air proportions at all pressures (within a given range). However, minute differences in the nozzel/orifice diameter/shape changes the performance of the burner and the majority of venturi gas burners include an air adjustment (damper) to compensate. The exception has been home built and the less expensive gas forges. NC-TOOL does not provide an adjustment on their burners except the fuel pressure. On their large multi-burner units they give you the option of shutting off some of the burners. But they still use the same modular burners. Since a large number of these devices are home built we are talking about a wide range of problems in adjustment. variables include everything from the shapes of the pipe reducers used (some are nice and funnel like while others are bulbous and round), the orifice diameter, the smoothness of the orifice bore, the length of the orifice bore, how well centered the orifice and how far the orifice is from the burner throat. Research by various folks in the blacksmithing community have shown that the discharge nozzel shape can make a significant difference in forge performance. These are not only variables in home built units but commercial units are all different on many of these aspects. When you get into large furnaces and forges most use blower type burners and these have a much larger capacity for running lean. They also perform in a wider range of circumstances than atmospheric burners and typicaly run much hotter (lots more FORCED BTU's). | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 07/19/02 17:55:22 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Abrasive cuttoff: cuttof blades suffer from flexibility problems. A 24" blade would have to be darn thick to keep flexing down to an acceptable level. One would end up cutting a very wide kerf and dealing with a heavy, wide spinning disk. Sounds like a bandsaw is the way to go. | ||||||||||||||||||||||||||||||||||||||||||||||||
| adam - Friday, 07/19/02 17:59:51 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Lack of Materials: Cmills, You need to get out more. Stop hanging around in suburbia and at the mall. Start poking around junky looking industrial areas, auto garages, scrap yards and ship yards. If it looks like a dangerous place to be you are in the RIGHT place! Junk abounds in America. We throw away enough metal every day to provide the entire industrial supply for many small countries. ASK before you take. However, if you volunteer to clean up a lot for someone in exchange for the junk you might actually come out cash ahead as well as with some stock. But you need an old car or a pickup truck to make such deals. . When traveling with Paw-Paw he drives me nuts. He stops and picks up every piece of "carry iron" (rhymes with carrion) on the Interstate! We have come home with two huge concrete truck brake drums (one new) weighing nearly 100 pounds each on ONE road trip and we have both picked up nice only marginaly battered 10 gallon plastic water jugs on the road side. On one recent trip we saw a dozen truck mud flap supports (5/8" square coiled steel bar) on the side of the road. A number of years ago someone in the smithing community had a story about his addiction to "carry iron" and how much chain, bar and springs he had picked up. It ran in a number of chapter news letters. Keep your eyes open and your wits about you. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Friday, 07/19/02 18:11:29 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Rafal, We have a band saw here at work that will cut a wide range of angles. the entire blade/drive system tilts to accomplish this. I believethe coast ofa saw like this in at least $10K. Patrick | ||||||||||||||||||||||||||||||||||||||||||||||||
| Patrick - Friday, 07/19/02 18:47:39 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Quenchcrack, Yes, an even amount extends either side of the stacked tong bosses, minimum 1 1/2 x shank diameter. Better to have 2x for hot work. The "shim" can be like a scrap-bolster with a hole in it, the thickness matching the pin extension. This all helps keep the pin centered and vertical. When you are finished riveting, the tongs will be frozen. They will be cattywampus, and they will fit diddly squat. True up the jaws edgewise on the anvil face. Then I take a long heat covering the jaws, rivet area, and at least 2" of the reins. I usually grab a scrap piece of known thickness, and squeeze the jaws around the scrap in the vise. At the same time, adjust the reins to suit. I like the reins to be parallel. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Friday, 07/19/02 19:55:44 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Jock, You forgot to mention the service roads behind shopping centers. Again, ask before you take. WHAT mud flap bars, durnit??? You didn't point them out to me, and I missed them. Stinker! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Paw Paw Wilson - Friday, 07/19/02 21:11:19 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru, I didn't know "found metal" had a name! I regularly scavenge along the many railroads that cross our plant site picking up spikes, bolts, springs, and what-nots. I will now refer to it by its' proper name. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Friday, 07/19/02 22:39:59 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Don't forget to let friends and family know that you're looking for scrap metal too! This can actualy be problematic because you'll have people showing up and dropping off every worthless bit of junk metal that they have. It's pretty rare that I get anything I want out of it. On the occasions that I HAVE gotten something useful it's been worth it. Also... if you have enough patience to collect it, you can take all the stuff that you CAN'T use, and trade it in (at a much reduced rate) for stuff that you can. The yard that I frequent buys steel at 3 cents a pound, with a 300 pound minimm. That translates to $9. It doesn't matter if I have something really fancy (like stainless) its still 3 cents. Take your pop/beer cans too, they buy THOSE from me at about 13 cents a pound. But I can turn around and spend it (at 17 cents a pound for mild steel, and much more for the fancy stuff) and get something I will use. You also get to feel good about doing something positive for the environment (if that's your thing). Guru (a few months ago) said something to the effect of "steel is very nearly infinitely recycleable" and it is. | ||||||||||||||||||||||||||||||||||||||||||||||||
| mattmaus - Friday, 07/19/02 23:52:34 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Thanks for the help all. Not to long ago, I aquired about 200 lbs of re-bar scraps from my father-in-law,(1/2" dia.) and was wondering what I could do with it. He says if I get in cherry red and quench it in cold water, it will get hard as glass. While he is an excellent welder and machinist, I sometimes doubt his metal lore. Is he correct in this? IF so, would this not make great tools? | ||||||||||||||||||||||||||||||||||||||||||||||||
| Bond, James Bond - Saturday, 07/20/02 02:50:17 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Jeff, where in Michigan are you? I can probably help steer you someplace for lessons if I know where you are. Also, the Michigan Artist Blacksmith Assoc. has a real nice deal. For a $20 membership and a $100 fully refundable deposit, they will loan you a coal forge, anvil, vice and tools. This way you can try it out without spending a lot of cash. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Bob Harasim - Saturday, 07/20/02 02:57:24 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
007 See our FAQ page article on rebar. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 07/20/02 03:38:08 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru, That is good advice, but the problem is I don't have any places like junkyards around where I live. I have a gov't dump, but you are not permitted to take materials from the site, because fo legal issues, and my folks don't go any where unless they think it necessary, with the gas pices and all. The only metals around are non-ferrous or galvanized, with the exeptional lag bolt or oddball little peice of hardware. Paw Paw, I think your story "The Revolutionary Blacksmith" is great. I am juggling it with other books, school and of course blacksmithing, but you have me hooked! Great job! | ||||||||||||||||||||||||||||||||||||||||||||||||
| cmills - Saturday, 07/20/02 04:05:21 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Jeff, Check out www.wmich.edu/tillers/ in Kalamazoo. Or if they can't help you, come to beautiful Santa Fe, NM, to take my short course. Think of it as a vacation: 7,000 feet, intermediate skiing, Nicholson designed golf course, four moderate seasons per year. Many beautiful side trips in the "Land of Enchantment". Great sunsets. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Saturday, 07/20/02 04:12:38 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Oh, by the way, I rebar any good to work with? Also, I want to make a coffee can forge, which will consist of two big coffee cans welded together, and concrete on the bottom and sides. I plan to primarily use charcoal as coal will create too much smoke and stuff to fit the suburban neighborhood that I am living in. Is this a good or bad idea? | ||||||||||||||||||||||||||||||||||||||||||||||||
| cmills - Saturday, 07/20/02 04:14:06 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Dumps and Junkyards cmills, these are two different things. There are junkyards EVERYWHERE. You just haven't gotten the nose for it. See the ReBar FAQ. Concrete and heat are a BAD idea. Concrete "spalls" (small explosions) or just plain explodes when heated about the point that steam is generated. There is a huge difference between concrete and castable refractory and refractory cement. They are completly different animals (actually minerals and chemicals). Forget the tin cans. You can burn charcoal in an old automobile rim if you can find one that doesn't have too big of holes. No lining is needed but if you insist any kind of clay will work. Mix some lawn clippings with it to reinforce it (Like making clay bricks). Let dry for several days. Yep it will crack like crazy unless you lucked out and got a good grade of clay. Patch and let dry again. You can also use an old charcoal grill for a forge but they are made of such thin steel that they MUST be lined. See above. You can use blower fans from old blow driers or office machinery IF it is a squirl cage fan (not a propeller). I had a fellow in Finland write to me about his make shift "bellows". It was a throw away 5 gallon plastic bucket with a "bag" of plastic sheeting taped to the rim with duct tape. Two flaps were taped over holes to make intake and exhaust valves. A piece of auto exhaust pipe led to the pit forge and was sealed to the "bellows" with more duct tape and plastic. To opperate you gripped a knot in the bag and pulled up and then pushed down into the bucket then repeated. This is a fancy version of "treading the wine skins". Lots of air. . . All made from throw away junk. Yes the DUMP is illegal to scrounge in but you are free to pick up stuff off the street BEFORE the garbage collectors do. People throw away, charcoal grills, lawn mowers and every sort of household appliance and cookware. Also auto parts (spare wheels and tires. . ) Especialy if they are moving. DO NOT tell me there is no junk in your neighborhood. Open your eyes. 5 gallon plastic buckets are used for bulk food items like pickles. Even in suburbia these are available if you talk nice to the folks at the local pizza resturuant. In the bellows above cloth would work better. Instead plastic "wine skins" a "man skin" (a pair of old jeans) with the legs tied off (just like wine skins) would make a suitable "membrain" for the plastic bucket. If you really want to do it you will find a way. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 07/20/02 05:05:11 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Regretably, the back country roads are often a place where people go to dump things that the land fill won't take, like old washing machines, etc. Bring your tools, you may find a discarded appliance with a lot of good "forge food" as well as some working parts (like motors). Also, try the local brake and shock repair shops. They gotta be doing something with all the perfectly useable parts they replace. Things like brake drums, struts, springs, stabilizier bars (watch out for these, they are mostly made from 4130 welded tubing now). | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Saturday, 07/20/02 11:49:38 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
CMills, Thank you, I'm glad you are enjoying the book. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Paw Paw Wilson - Saturday, 07/20/02 12:12:05 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Appliances: Hot water heaters are among those items regularly tossed. They are a great thing to recycle and often the old one is left sitting next to a new one in a basement or utility room. . . Ask a plumber and you could end up with a truck load. . . (one is more than enough). However, a cutting torch is required to cut the tank. But the outer shell is a nice large piece of enameled sheet metal that can be cut with shears and used to make a hood. The fibreglass insulation is not of much use but it could be used as external insulation on a gas forge that is already lined with refractory. On the "Montgomery Group" portable teaching station (see our first AFC news) there are FOUR forges all made from discarded hot water heater tanks and some imaginative torch work. Even the tuyere and air ducts are fabricated from tank material. The motors in most discarded washing machines still work. They are typicaly 1/3 HP two speed motors (so observe the connections carefully). They are a bit of a pain to mount because they are designed to be inside an enclousuree and do not have many of the ammenities of a "standard" motor (like an enclosure to make electrical connections, flange base. . ). But they are FREE and two speed (1800/1200). Imagination, that's the ticket. . | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 07/20/02 13:02:09 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
As I am a fledgling blacksmith, [took a lesson last november from Tillers] I am wondering what a monkey tool is? I love to peruse the catalogs of blacksmith tools, but can't figure out what a monkey tool is. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Bob Harasim - Saturday, 07/20/02 19:26:10 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
guru to let you know what it is like to work for youreself in scotland I have to have a permit to remove my own generated waste from a customers site to my own workshop /dump this costs $140 per year if caught without it a fine can be $1500 but tell the local builders its not worth stealing problem solved all st /steel | ||||||||||||||||||||||||||||||||||||||||||||||||
| - hugh - Saturday, 07/20/02 20:12:52 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Bob, A monkey tool is used to help square up the shoulder area of a tenon joint. Usually iy is a block of steel or iron that has one or more holes in it of varying sizes. You make the tenon on a piece of stock once it is of the proper size you then heat the area up then place the shank into the hole and drive the piece down into the monkey tool this will insure a nice flat and sqyare seating surface. And not all tenons are round. I have either seen or used round square rectangle and once I saw octagonal ones.... | ||||||||||||||||||||||||||||||||||||||||||||||||
| Ralph - Saturday, 07/20/02 23:39:11 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hugh, In the U.S. we have some rather strange dump and waste fees but not that odd. However, many make no sense and are at odds with themselves and simple logic. Most U.S. landfills charge a considerable fee for accepting large items like hot water heater tanks and old appliances. But then the same localities often have rewards to groups for bringing in the same items that have been dumped along the road side or in ilegal dumps. I can put as much solid household waste as I want in the local trash recepticle (dumpster). However, if I haul it directly to the county landfill (thus saving the county haulage fees) I am charged so much per hundred weight at the dump. If I haul a load in a truck I am charged more than if I carry the same load by automobile. The result is that the public recepticles are deluged by waste from contractors and busineses. We also have a huge problem with waste tires. In most places you pay a fee for disposal of worn out tires. Either when you haul them to the dump or at the tire dealer. However, paying the tire dealer is does not always assure that the tires are properly disposed of. Many end up in ilegal dumps OR taken to people that supposedly dispose of them but instead end up amassing gigantic tire dumps spreadiing over many acres. The best method of collecting dump fees is by a general tax. This can collect the same fees and prevents ilegal dumping for economic reasons. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Saturday, 07/20/02 23:47:23 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Quenchcrack: Back roads used to dump things the landfill won't take? No those things are dumped by low life people that are that way. When you have contaminated material and charged out- ragious fees to have it cleaned up by a contractor and then they end up takeing it to a landfill and dispose of it as normal trash, wheres the justice. I know of a case where this happened. | ||||||||||||||||||||||||||||||||||||||||||||||||
| dwells - Sunday, 07/21/02 01:48:36 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
It's all TOSH. Yep, that's the old word for metal scrap, especially copper from ships bottoms (sometimes pried right off the ship's bottom). It's tosh. The person who collects it is a tosher, and we call it toshing. I regularly tosh the streets of Washington, Boston, Denver, Tucson, wherever� for nuts, bolts, washers, springs, brass keys, copper pipe and wire, tire weights, flare wire stands, any useful metal that can be re-used in the original form or transformed by the alchemy of the forge or furnace. One of my female friends even toshes for me on her way to work, and will sometime drop a couple of pounds of her finding upon me when we meet for lunch upon occasion. When I went with the surveyors up into our swamp to start nailing down the boundaries for Oakley Farm I noted where folks had, mostly in years past, dumped everything from lawn furniture to old car parts. Even dragged back some more old car springs, possibly of the prized pre-1960s vintage. All of this stuff has a myriad of uses about the farm as well as the forge; either as-is or slightly modified. Yep, tosh is good; but if you want to call it carry iron, well, that's okay too. Still waiting for rain on the banks of the lower Potomac. An angle grinder works pretty good on cast brass pommels. Visit your National Parks: www.nps.gov Go viking (voyage next Saturday): www.wam.umd.edu/~eowyn/Longship/ | ||||||||||||||||||||||||||||||||||||||||||||||||
| Bruce Blackistone - Sunday, 07/21/02 03:42:27 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Fellow Tosh takers, Dumpster Divers,Clankophiles,Metal Mongers, Carryiorneers and Junkors......... We are rich! That which we desire is in great plenty, lying everywhere. And if the fools think us fools, who cares? | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Pete F - Sunday, 07/21/02 07:10:33 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hello all, Could someone hook me up with the NC chapter of ABANA? Also, where is a good place to buy coal around the Ft. Bragg area? | ||||||||||||||||||||||||||||||||||||||||||||||||
| Bond, James Bond - Sunday, 07/21/02 14:55:43 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru et al, perhaps I was being too PC when I implied that old appliances were dumped along the road because the landfills didn't take them. Simple truth is as has been mentioned: Lowlifes who need the Dump Fee for cigaretts or booze. In Texas, there is now a bounty paid for anyone turning in an illegal dumper. In a cruel irony of life, I can go "toshing" through the scrap yard that feeds our Electric Arc Furnaces, buy any piece of scrap or rejected material at 7.5 cents per pound (including the forged D2 rolls that have broken), and shear all the flat rolled strip (from laboratory test material) that I want. The irony (interesting word, that!) is that my novice skills can do very little with any of it! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Sunday, 07/21/02 15:01:08 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Bond, James Bond, If you will take a moment to go to the LINKS page Guru has so thoughtfully made and then go to the ABANA-Chapter page you will then see a listing for many many many chapters. One of which I know is the NCABANA chapter. I know that this link and in fact this chapters web URL has been posted several times here. I know as I did it. And all I did was go to the link page and looked. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Ralph - Sunday, 07/21/02 15:51:57 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
007, I sent you an email with that information, last time you asked. Did you not get it? At any rate, contact Jimmy Alexander, JimA1360@aol.com He's the president of NCABANA. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Paw Paw Wilson - Sunday, 07/21/02 15:54:51 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Lost Wax Casting::: /// Soft wax problem I just read the updated lost wax casting I-Forge demo, (thanks ViCopper and Guru), and I have a suggestion that might prove handy.) If you don't have the optimal wax and cannot get it quickly, there is a chemical that can be added to the wax to raise it's melting temperature. (to use wax in the beastly temperatures that I hear all south-east U.S.A. citizens are subjected to.) (up here, in the great white North, we are only subjected to semi-beastly temperatures in the summer time). Stearic acid will raise the melting temperature of the wax. Just add it to the molten wax and let it cool down. Then the wax is ready for carving and "losing". Stearic acid is a white solid, fatty acid that is not corrosive. In industry It is used to turn standard wax candles into more expensive (and useful), dripless ones. The wax burns completely before it has a chance to drip. You can get the chemical at the standard craft and/or hobby shops, and pay through the nose for it (in a pinch, cost considerations don't count). Or you can try a local chemical supply house or industrial chemical supplier and get a lot more of it at a cheaper price. Tell them that you do NOT need ultra pure chemical (for exmple "reagent Grade"). The cheaper grades are great and don't require a second mortgage or N.R.C. research grant to make the payment. Happy lost wax casting and do TAKE CARE. Molten wax is a lot like napalm, and the burns can be almost as bad. SLAG. "enjoying" the semi-beastly heat and humidity, and sun in Montreal. | ||||||||||||||||||||||||||||||||||||||||||||||||
| slag - Sunday, 07/21/02 17:29:18 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Bob and Ralph. I normally drive the monkey tool back onto the tenon shoulder horizontally on the anvil face with backing-up blows. For assembly, it helps to countersink the monkey tool hole slightly and to countersink the hole it is to fit. Vertical bars in a grille most often have round tenons top and botton, especially if the bars are of square or rectangular section. That way, during assembly, you can turn all the bars so the faces are on level before peening up. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Frank Turley - Sunday, 07/21/02 19:02:08 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I appreciate it guys, no Paw-Paw, I didn't get it. Got it now though. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Bond, James Bond - Sunday, 07/21/02 20:23:20 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
"Here lies old Quenchcrack, his tongs were somewhat queer, He wasn't much of a Blacksmith, but a hell of an Engineer!" Got a website up thanks to my son-in-law: www.geocities.com/captainbandaids . Since I also do a lot of woodcarving, the site is half carving and half smithing. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Sunday, 07/21/02 20:24:07 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Like it or not, you're a better blacksmith than you give yourself credit for. Stop being so self-effacing. (grin) | ||||||||||||||||||||||||||||||||||||||||||||||||
| Paw Paw Wilson - Sunday, 07/21/02 20:32:15 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Thanks, Paw-Paw, I needed that! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Sunday, 07/21/02 20:43:56 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
guru why do people think st/steel is so hard to work with after 25yrs I still use hss drills/saws with a good quality cutting oil RELION made in USA have still some drills that my grandsons will get machinery's handbook will give them all the info they need almost ? am not a smith but do work st/steel as hot or cold as required keep up the good work hugh | ||||||||||||||||||||||||||||||||||||||||||||||||
| hugh - Sunday, 07/21/02 20:52:44 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Quenchcrack, facts are facts, bud. But you're welcome. One fact is that I'm probably going to steal your idea for a Texas BBQ set. (grin) | ||||||||||||||||||||||||||||||||||||||||||||||||
| Paw Paw Wilson - Sunday, 07/21/02 20:57:32 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Paw-Paw, I've used lots ideas from this site and yours! Consider it my tuition payment! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Sunday, 07/21/02 21:26:23 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Dumping: Restrictions on dumping fridges and ac units (freon needs to be evacuated by a cert. worker and tagged) has resulted in people leaving these appliances on the doorsteps of thrift shops. One of our local shops had to pay out several hundred dollars a month to dispose of non working refrigerators left on their door step after hours. One of my colleagues at work boasted about doing this rather than pay the $40 evacuation fee. (both he and his wife make good professional salaries and have lots of money to buy expensive toys). He was completely taken aback when I rounded on him and accused him of of stealing from the poor. I dont know what he thought but he just hadnt thought it through. | ||||||||||||||||||||||||||||||||||||||||||||||||
| adam - Sunday, 07/21/02 22:24:12 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Stainless: Hugh, Its not really that terribly difficult. Just about the same as annealed tool steel. But if you machine a lot of it, or forge it OR finish it, stainless is tough stuff. When machined it is practicaly impossible to get stainless chips to break. The result is long wiry razor sharp chips that can take your leg or some other appendage off or balled up chips that can stall a machine tool. It greatly increases machining time stopping to remove chips. Stainless also work hardens to where it can't be cut with carbide if you let cutters rub. Experianced machinists rarely have any trouble because they KNOW that you must either make chips or wreck tools on stainless. Stainless has a high coefficient of expansion. You must be careful to let it cool when takiing measurements. Measure a hot part in a lathe and you are apt to end up with an undersized part. Stainless has a high shear point. This means that it takes more force (HP or tonnage) to cut stainless. It is terribly hard on punches and shears. Most manufacturers sell a high grade (better than normal) tool steel blade for cutting stainless in punches and shears. Even so the tool life between sharpening is much shorter when cutting stainless. Deburing is also more difficult for the same reasons. Stainless is abrasion resistant even though it scratchs easily. You don't grind stainless and buffing and polishing is much more labor intensive than other carbon or alloy steels. So if you must have a fine finish you better get it during machining. It is also more dificult to forge but if you work hot it is difficult to tell on average size work. If you stick to drilling, sawing and welding stainless it is not that difficult to work. But as soon as you start making large quantities of chips or need to polish it stainless is an expensive material to make things out of. Even with a 10:1 ratio in price between Silver and SS jewlers charge more for stainless jewlery than for silver. Its the labor. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Sunday, 07/21/02 22:53:10 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I have a small forge 16" in diameter that works well but I need to find basic information about heating and bending metal - can you please refer me to a publication that will be helpful to me - thank you | ||||||||||||||||||||||||||||||||||||||||||||||||
| wade - Sunday, 07/21/02 23:15:20 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
QC Web page/shop. Not a bad page but I dispise Yahoo/geocities. ALL pages from them have repairable Javascript errors. This would not be much of a problem except I review pages for DMOZ and our webrings and don't have a choice. Otherwise I just don't go to free hosted sites unless I need to. Not all free hosts are like geocities. Homestead uses a baseline ad and no pop-ups or buggy code. It CAN be done if managenment cares. . . Now. . . Your shop. TOO clean! You need to put your anvil on a STOUT stand. It makes a big difference. They don't need to be a solid block. I use "box" stands that are made of framing lumber and are relatively light, but are difficult to tell from a solid block in performance. See the drawing in "Anvils - Low Cost" on the 21st Century Page and the photo July 1-8, 2002 guru's den archive. The stand in the photo is incomplete, I put two half moon shaped blocks on either side of the anvil between the feet to hold it in place. I built three stands the day I built that one (to fit three different anvils). I had never paid much attention to the loss of efficiency in an anvil stand until recently I have used one on a fabricated steel stand. It was bouncy, springy and makes odd clacking noises. . I can FEEL the ineficiency as the anvil moves around. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 07/22/02 00:27:59 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru: Anvil stands. Recently we had Roy Bloom demonstrate for us. His anvil stand was cut out of plywood in strips. Screwed and glued together interlaced. It is pyramid shaped with the inside hollow, and filled with sand. When installing the anvil with 4 screws to the stand, while tightening he perodically checked the anvil for ringing. When it stoped ringing it was ready for use. As you probably know Roy is on the U.S. Shoeing team and coach. | ||||||||||||||||||||||||||||||||||||||||||||||||
| dwells - Monday, 07/22/02 00:55:53 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I like my anvils to ring. Many folks don't. Its a personal thing. A popular European sytle stand is a container filled with sand the anvil bedded in the sand. Some use make do stands made of cut off oil drums and others use fabricated steel box stands. The anvil height is easily adjusted by rotating the anvil back and forth to dig in. You can also lift the anvil to let sand back under it to raise it. It is also easy to level (or un-level) the anvil as needed. The deeper the anvil is bedded in the sand the less it rings. I am not particularly a proponent of this type stand because it is very heavy and difficult to move. But it is a good simple stand and has some advantages that others do not. I like my stands to be both solid and light. Although I cannot pickup my 300# anvil I can walk the stand with the anvil on it all over the shop. If the stand was sand filled it would be too heavy in combination with the anvil. My first 100 pound anvil was set on one of these stands and was very solid. But you could also put the anvil in the back of the truck and toss the stand in and go. . The hollow center helps keep the stand from rocking. Others like solid stands of hardwood if they can get it. And in the recent past logs were set deep deep into the ground and anvils mounted on them. But styles and needs change. Farriers commonly use light steel stands but they are terribly springy. However, they usualy have a specialized vise mounted on the stand that is as important as the anvil. There is also a and tool rack. The springyness is a trade off for portability and convienience. But it is not a very good stand for forging. At the Calgary Stampede shoeing competition all the contestants use the anvils and the provided stands (a built up solid wood block) as well as forges and fuel so everyone has the same equipment. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 07/22/02 02:09:18 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hey there. Im just a beginer, with a beginer question. I have made a few things with a portible forge I rigged up out of some old Junk, and a railroad tie for an anvil. but now to my queston. I would like to know how to make a hole in the bar, like in a hammer or an ax or any other tool that needs a handle type thing. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Joshua - Monday, 07/22/02 03:19:01 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Quenchcrack, Works for me. And thank you. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Paw Paw Wilson - Monday, 07/22/02 04:05:36 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Joshua-- real blacksmiths do that hole-punching thing with a punch, after heating up the thing to be punched so it's nice and soft, driving said punch down through the object with mighty blows of their hammer, extracting their punch every so often to quench it so it doesn't lose its temper. Lazy iron-bodgers like me just zap the mother with an oxy-acetylene torch. Be sure, whichever method you use, to taper the hole so the wedges work right. | ||||||||||||||||||||||||||||||||||||||||||||||||
| miles undercut - Monday, 07/22/02 04:35:07 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Joshua: check out iForge demo on hammers #93. | ||||||||||||||||||||||||||||||||||||||||||||||||
| adam - Monday, 07/22/02 04:41:32 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru, That isn't just my shop, it's my garage! The door leads into the kitchen so "She Who Must Be Obeyed" strongly suggested I keep it clean. As for the anvil stand, Yep, it's a bit on the light side but I have to be able to move it out when I work and put it back when I make room for the cars. The biggest problem isn't the sturdiness of the stand, it's the uneven floor. Lots to be said for dirt floors in a smithy. I am still planning on building a 2x4 shelf at the base of the stand and putting a 100# block of steel on it. That should stick it down pretty good! The anvil I use now has two steel bands criss-crossing at the base and are held down with 3" deck screws. However, I like the half moon idea. I don't want to put a lot of effort into the stand for this anvil as I plan to peddle some of my trinkets at a local flea market and purchase a bigger anvil. That stand is made with 2x8" and it could use a bit more meat if the anvil is bigger. Regarding Geocities, well it's worth what I pay for it! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Quenchcrack - Monday, 07/22/02 12:42:25 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Adventures in Forging big stuff This weekend Thomas Powers and another friend of ours visited me at my new shop. The electrician was wiring up the hammer when they arrived, so we left him doing that and went to an atique power show. When we got back, the hammer was ready to use. I have recently aquired some 4140 round stock, 3.5 inches in diameter and wanted to see if my 50 Lb Moloch could forge something this size. I welded a shank on a piece 2 inches thick and let it heat up while I adujuted the belt tensiona and ram height. When all was ready I began forging the chunk. It took about 4 ar 5 heats to take that chunk down to 1.5 by 1.5, but it worked! I really wasn't sure if i could forge somethig this big with this size hammer. I am planning to use the 4140 for anvil tooling. (Of course I need a 300lb anvil that will take tooling with an 1.5 shank, but I am working on it. Nobody out there has a really big anvil that they want to trade for something a bit smaller do they?) Patrick | ||||||||||||||||||||||||||||||||||||||||||||||||
| Patrick - Monday, 07/22/02 13:23:23 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hey, if you guys haven't seen Motorcycle Mania II on the Discovery Channel, it is worth a look. It has some great footage of a computer-controlled router and some other nifty things, including an operating power hammer. Actually, it's worth watching just to get a peek at the paint job on the hammer. You gotta love those bikers :-) Marcus | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Marcus - Monday, 07/22/02 13:25:14 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Partick, congratulations! Forging big stuff: Small hammers WILL do big stuff but not very efficiently. That piece of 3.5" stock has a sectional area of 9.62". In industrial forging you would want a 500 to 750 pound hammer and normaly a 1,000 pound machine would be used. The point is to get the job done in as few heats as possible. One heat is the goal in production work and only two on something with a relativly complex shape being "hand" forged or using open die tooling. But you are not planning on mass producing sledge hammers so being able to forge the ocassional big piece of iron is great. Most smiths are scared that they will not be able to do detail work and fine tapers on a heavy hammer. But a 100 pound hammer usualy has the control to do fine work in small stock as well as the power to handle heavier chores. Decorative smiths that are serious about hammers usualy end up with several sizes in their shops. Anything up to 500 pounds is suitable for decorative work. In the past industrial forge shops with big drop hammers had a "little" tool dressing hammer nearby. These "little" hammers were usualy 350 to 500 pounds! But American industry is getting away from having the in-house skilled labor to use such machines (as well as open die work in general) so there has been a large number of these machines on the market in recent years at scrap prices. Where the movement in hobby and small shop smithing was once preserving decorative hand forging techniques we are now preserving what was once industrial techniques. Those "little" tool dressing hammers are now the "big" hammers in small shops. . . A generation ago it seemed that Simon Benetton was the only smith using heavy industrial forging techniques in artistic smithing. But this is now on the increase. When you see those big hammers for sale, THINK about them. And in the least tell someone else so it doesn't go to scrap. Keep the flame burning! | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 07/22/02 14:23:35 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hardy Hole Sizes: You might be waiting a while to find an anvil to take that 1-1/2" shank. A few very large OLD anvils had that size hole but not many. Some data I compiled this morning:
| ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 07/22/02 15:44:50 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
You will note that many modern American manufacturers have standardized on a 1" hardy hole. One reason for this is that most drill a round hole than broach it square. One inch square broaches are very expensive but they ARE a standard available size. Larger broaches are made to order and are much more ezpensive. The range of sizes above on the old Kohlswa and Hay-Budden above are the measured sizes and the size that FITS those anvils in my shop. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 07/22/02 16:00:41 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Guru; in many cities trash picking *is* ilegal. The trash "belongs" to the trash removal company when you put it out. (never stopped people---it's sort of like speed limits) One reason this law was enacted locally was that people were travelling ahead of the recyclables truck and grabbing all the Al to sell---as it was the Al that was subsidizing the rest of the recycling a bad law was written. BTW my 515# fisher has a 1.5" hardy hole as well as the 407# Trenton? Patrick doesn't need a large anvil while I sure could use another one to hold up the other end of the coffee table.... And a tip: *always* leave a site where you are scrounging iron *cleaner* than when you started---even if it means carrying garbage bags to clean up litter. (It's real hard for them to prosecute you for cleaning up an ilegal dump...) As a corollary keep your vehicle cleaned out so they can't say that you were dumping (NB remove stuff after each scrounge). Thomas | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Thomas Powers - Monday, 07/22/02 17:02:15 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hardy Sizes The 1.5x1.5 is the size the stock is now. It is easy enough to forge it smaller. Actually, on one of my anvils, I have found the hot forging the hardies to fit the hole works really well. The hardy hole in this anvil (196 PW) is not quite square with the face. the hardy hole was damaged when I got it and I didn't take as much care as I should have with the repair. Any way, with a hot forged hardy, they don't bounce around on you at all. You just have to make them long enough to tap out from below. Patrick | ||||||||||||||||||||||||||||||||||||||||||||||||
| Patrick - Monday, 07/22/02 19:37:31 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
PS Unless Thomas is making a triangular table, he already has 2 big anvils for table legs. Since I recently bought a new house, I could use the anvil(s) to begin furnishing my new abode (shop). Patrick | ||||||||||||||||||||||||||||||||||||||||||||||||
| Patrick - Monday, 07/22/02 19:39:17 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Q-foil I saw one this weekend that gave me an Idea on anouther way to do it. set the welds (all of them) so that they would be on the face side this would require makeing 4 peices instead of one with 4 welds and the inside of the q-foil wold have to be a flared end or somethis like it, also, I saw one like you had discribed that was held together with just collars.... some one had repaired it ..badly by arc welding in replacements and there collars... must have had fits trying to get the welds to stick to the wrought. MP | ||||||||||||||||||||||||||||||||||||||||||||||||
| MP - Monday, 07/22/02 19:41:55 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
NEW BOOK REVIEW: I have just posted a review of The Italian Masters of Wrought Iron on the Book Review page. This is one of a series of books we will be posting reviews on from our new sponsor ArtisanIdeas.com. ArtisanIdeas.com is a North American distributor of European fine art books and have several on wrought iron work. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Monday, 07/22/02 20:07:02 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Our local landfill keeps a scrap metal and discarded appliances pile. Amazingly they allow scavenging from this pile. I have gotten large quantities of steel scrap and some real treasures too. The downside is that my backyard now looks like the scrap metal pile at the landfill. | ||||||||||||||||||||||||||||||||||||||||||||||||
| adam - Monday, 07/22/02 22:14:38 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Hey guys you missed out on a good conference.. The IVBA summer conference in pontiac Il. Mindy Gardner did some fine repousee work and John Lovin made some tomahawks,Gun barrels and a cable knife.Bill Kaufman made a dragon head,6" ring and tongs. WE had a great time but we felt like the forge was all around us . Or we were in the frying pan and didn't know it. Put it on your calender for next year and you'll have a great time. July 19- 21st. Keep up the good work here. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - carl (Hiforge) - Monday, 07/22/02 22:35:48 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I recently bought about a 120 lb anvil at an auction. I have mounted it on two blocks of wood using strapping to secure the feet but it's not real tight. Is there a better way to secure the lighter anvils? Thanks. | ||||||||||||||||||||||||||||||||||||||||||||||||
| Brian Mutterback - Tuesday, 07/23/02 01:52:29 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Really odd 2 questions. (1) how do you combine two metals or more?Ie Silver and brass.etc (2)Melting properties of various metals? | ||||||||||||||||||||||||||||||||||||||||||||||||
| John Johnson - Tuesday, 07/23/02 04:25:10 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Brian, Normaly anvils do not need to be bolted down. If they did they would all come with bolts holes. Most of the time they just need to not fall off the stand. That can be hard on your toes. I prefer two half moon shaped blocks bolted to the stand between the feet of the anvil. They hold the anvil in place but it can be easily moved. Some smiths make sides on their stand that fit snuggly around the entire base of the anvil. This requires the stand to be made to fit the base of the anvil. Some smiths just drive a couple spikes into the block or stump. Others drive big spikes into the block then bend them over the feet. These are hand forged spikes. Just bar with points forged on it. This is done on the loose anvil. Others tie the anvil down with two long straps made of 1/8" by 1 or 1/4" by 1 steel. They criss cross on the side of the block and sit flat on the front and back under the horn and heal. The straps have holes drilled in them for nails or lag bolts. This is a fairly common method and is very permanent (ie difficult to remove). In Practical Blacksmithing by MT Richardson (a collection of information from dozens of smiths in the late nineteenth century) one smith describes a method where he leaded in the anvil in a steel stand. A lip was fashioned around the edge of the stand about as tall as the feet. Then lead was melted and poured around the base of the anvil. After the lead solidified it will have shrunk. To tighten the lead around the anvil it is hammered into the gap with caulking tools like old fashioned leaded joints in cast iron pipe. This takes 10 to 20 pounds of lead and is not a recomended method in the modern world. Some smiths have been known to grout their anvils in with bondo. If the anvil rocks because the base is not flat then the surface it sits on should be trimmed to fit. Many anvils have a concave base to prevent rocking on a high spot. Another solution is to use a shim with a circular or oval hole cut in it to set the anvil on. The hole prevents the high spot on the stand and anvil from meeting. And finally, a method mentioned a few posts above, setting the anvil in a container filled with coarse sand or coal ash. This provides a surface that conforms to the anvil. See my comments above. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 05:30:41 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Combining Metals John, This is known a "alloying" or making an alloy. The method varies depending on the metals. If the two metals have similar melting points they are simply put in a crucible and melted. A solution of one metal in the other is the result. When there is a large difference in melting points or one metal has a low burning point the additional metal, the alloying ingrediant, is often added as a compound (a chemical or mineral) which breaks down under heat adding one metal to the other. This is called an "innoculant". Alloys like lead-tin solders and gold-silver alloys are simply melted together. Generaly molten metals are very good solvents and will disolve other metals. If you melt aluminium or zinc in a steel or cast iron crucible they rapidly disolve the crucible and it will start leaking. Iron and steel crucibles ARE used but they must be lined with a high temperature clay (refractory, ceramic). Ceramic, graphite and silicon carbide are use to make crucibles that resist being disolved by metal at high temperature. There are approximately some 30 odd common metals used in alloying. If you want melting and freezing points for them you can look in the encylopedia under the metal's name or under "periodic table". Shop references like MACHINERY'S HANDBOOK or Marx's Handbook or the laboratory reference "The CRC Handbook" contain charts of metal properties. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 05:51:31 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
I have a question to anyone actually. The question comes all the way from Norway and it concerns Borax. Over here, Borax is harder to come by lately and I've heard of a thing called Solubor. It's a highly soluble Boron compound which contains about 20,5% Boron. Does anyone have any experience in using this product instead of Borax? Would it suffice as a welding material? Thanks! | ||||||||||||||||||||||||||||||||||||||||||||||||
| Frank - Tuesday, 07/23/02 08:08:16 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
...or perhaps Mr. Johnson was referring to Mokume'gane, (which would use silver and brass), which the Guru covered in his posting of 10/21/99 21:32:52? If this is the case, he might want to check it out in the Archives section. Visit your National Parks: www.nps.gov Go viking: www.wam.umd.edu/~eowyn/Longship/ | ||||||||||||||||||||||||||||||||||||||||||||||||
| Bruce Blackistone (Atli) - Tuesday, 07/23/02 13:42:08 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
John-- By combine, do you mean commingling the metals, as the guruissimo describes-- or do you mean affixing a chunk of one onto the other? In that case, you solder them, using plenty of heat such as from a forge or from an oxy-fuel torch, such as a Hoke or a Prestolite, or an oxy-acetylene torch, flux and the solder of your choice. | ||||||||||||||||||||||||||||||||||||||||||||||||
| miles undercut - Tuesday, 07/23/02 15:07:01 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Solubor Borax has sodium and a LOT of water in the common hydrated form sold as a laundry product. By weight/volume it is possible that it is as low as 20% boron. However in the anhydrous form it is much higher. I would be willing to bet that it is the same thing but would need a chemical name (see our FAQs). My materials book does not list it. Ah. . a google search. Borax's Solubor� DF is a boron fertilizer used to provide boron to sugar beets in Europe and as a fertilizer for a variety of fruits, vegatables and flowers in the U.S. It is "derived" from sodium borate (borax). One organic gardening supply listed it as a "natural" substance. For farming it is listed as: Sodium Oxide (Na2O). . . . . . . 14.7% Boric Oxide (B2O3) . . . . . . . 67.1% Water of Crystalization . . . . 19=8.2% "Tried Solubor MSDS" and found synonyms listing: Borascu; Borax (B4Na2O7.10H2O); Boricin; Gerstley borate; Sodium pyroborate decahydrate; Sodium tetraborate decahydrate (Na2B4O7.10H2O); Solubor . . . I never did find a publicly available MSDS. So, best I can tell, Solubor IS borax. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 17:05:51 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
From the mail, Finland How is "dropped tongs" forge welding done? Both pieces are brought to the anvil with tongs. The piece in your hammer hand is supported on the anvil (kept from falling off) by the opposite piece which would need to be on top. The pieces are supported a little off the surface of the anvil so that they do not cool too quickly. Then you drop your hammer hand tongs, pick up your hamer and strike the weld. Just before doing so, tilt the piece held with tongs so that the joint is firmly on the anvil. IF you have a good welding heat and the parts are well fluxed they should stick together where they have made contact before hammering the joint. This may not be enough to prevent the joint from falling apart but it should help hold the "loose" piece in place. The dropped tongs method is not applicable to all joints. It normaly applies to a long piece and a short piece. It requires practice. You can practice with cold steel walking through the movements so that you know where to put your hammer and have practiced having the joint turned the right direction. Make your scarf (joint preparation) in the bars you practice with. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 17:19:22 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
From the mail, Canada RR-Spikes and where do I get steel? A railroad spike, were the heck do find those!? The only Often old spikes are left loose along the railroad. When ties are replaced (especialy with modern machinery) the old spikes are just discarded into the bed gravel. BUT, I DO question the legality of folks picking them up. The railroads consider just walking along the bed to be trespassing. The legality varies from country to country. However, many folks do have significant collections of RR spikes. They are not particularly good material for decorative smithing and are actually too low in carbon to make good knives even though many folks make them. You obtain steel for forging from a steel supplier in 12 foot and 20 foot lengths. CF (cold drawn) bar comes in 12 foot lengths and HR (hot roll) comes in the longer lengths. Steel suppliers are listed as "Steel Service Centers" and wharehouses. 1018-1020 CF is the common small stock and A-36 (structural steel grade) is common for larger bar. These are what most decorative work are made from and are collectively known as "mild steel". Most wharehouses charge a minimum as well as a cutting fee. Be sure to purchase the minimum's worth so you do not over pay. For steel up to 5/8" I would take a hack saw and cut the steel myself as most will not cut steel in advance unless you have an account with them. For 3/8" and below I often just bend it two cold so it will fit in a pickup truck. The 12 foot CF bar can be carried in a pickup or car with a safety flag on the end. If you do not have a local steel wharehouse then sometimes folks that deal with them may be able to help you. Welders, other smiths (railing shops), steel errectors, and machine shops occasionaly will sell steel if you ask nicely. Steel is also available as scrap from many sources. Automobile springs and axels are good grades of high and medium carbon alloy steel in relatively clean bar form. Store display racks are often discarded and are made up of many feet of small bar stock. Re-bar (not a highly recommended material) is often available from construction supply houses as well as short scrap from contractors. AND as a last resort (for mild steel) there are mail order suppliers such as McMaster-Carr who will sell lengths up to whatever UPS will deliver. You can order on-line from them. For alloy and tool steels as well as other metals (aluminium, brass, copper) we sell on-line through our On-Line Metals store here at anvilfire. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 17:55:17 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
From the mail, Germany This one got sent to ALL the guru's. I did not have an answer. If you do I will forward it (better late than never). Lever relation? I am translating a paper on metallurgy from German to English and have stumbledI often get questions from students that needed the answer yesterday. . I remember, I put things off to the last minute too. . but I don't think I ever left difficult questions to the last minute. I DID get a nice thank you from the young lady even though I didn't know the answer. You would be surprised how often folks don't have the curtesy to say thank you. THANK YOU Eva! This series of questions from the mail all came in within 24 hours. This is typical. Often the questions are as technical or obtuse as the one above. Many are from engineers overseas. Then there is the constant flow of Pub registrations, site questions and personal corespondance. . . anvilfire REALLY is a full time job. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 18:12:21 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
RR Spikes ??? Canada... Where does this person live ? I have access to tons and piles of them here.. I live very close to the CP rail lines.In fact the farmers market uses the old site every Saturday. How many does this person want. I just got to kegs of brand newy ones " H over H C " are the letters on them. Nice knife mat and wizards.. Looking for more ideas for them. >> Any floating wround out there.<< | ||||||||||||||||||||||||||||||||||||||||||||||||
| Barney - Tuesday, 07/23/02 18:51:29 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Ok, here's a question: I've been looking around for some reasonably-priced 1/8" square bar stock. My normal stock supplier doesn't carry anything smaller than 1/4" square. I've found it at an out-of-town supplier, but he's quoting me something like $.50 per foot plus UPS. Why is this stuff so expensive? Is it just the old Economies of Scale demon rearing its ugly head again? Conceptually, it's just strange to pay more for a 12' length of 1/8" square than I do for a 20' length of 3/8" square. Am I missing something, or does anyone have any suggestions? Thanks, Marcus | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Marcus - Tuesday, 07/23/02 19:48:48 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Marcus, This is due to the decline of North American industry. The only reason 1/8 CF bar is available is because it is still used as keys in motor shafts. What you are partialy paying for is the precision of cold drawn stock. But it is also supply and demand. There is not much of either. In the ancient past when American industry was at its height (40 years ago) you could get hot roll from 3/16" square up to 1" in 1/16" increments. Even then 1/8" was only available as CF bar. But today you cannot get 1/4" or 5/16" HR square nor 7/16" or 9/16" HR square. I had some 7/16" HR rolled but I had to buy the entire rolling (about 4,000 feet). McMaster-Carrs price for 1/8" square is almost $2/ft in 6 foot lengths. If you need a lot of this small stock then it is time to look into a McDonald Mill and roll your own. . . | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 20:03:40 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Lever Relationship This sounds a lot like the lever rule. It is used when working with phase diagrams to determine the amount of different phases present at a given temperature and composition. It is fairly basic metallurgy-I think it was covered in my first class at school. It should be covered in any basic metallurgy text. Patrick | ||||||||||||||||||||||||||||||||||||||||||||||||
| Patrick - Tuesday, 07/23/02 21:10:16 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Anvil stand. I followed Jerry Hofman's advice and made a base out of concrete. Construction is very easy and cheap. I cut a piece of plywood to the same shape as the foot print of the anvil and added this to the form to make a socket on the top surface that fits the anvil fairly snug. I welded up a lattice of scrap rebar for reinforcement and also some steel attachments for bolting on tool racks and other amenities. Very easy, very cheap, very solid, very very heavy. | ||||||||||||||||||||||||||||||||||||||||||||||||
| adam - Tuesday, 07/23/02 21:39:11 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Thanks, Guru. You are helpful, as always. Actually, I'm just trying to make some skewers. I don't think I'd ever use enough to justify any sort of production run. I've found some 3/16" stock for around the same price, and am going to play with it a bit to see if it is workable since it is available locally. I have to say that you've given me a much clearer and more concise explanation than I have heard anywhere. I understand that I'm one of the "little fish" when calling suppliers, but some of them could stand to be a bit more helpful. Little fish occassionally turn into big fish. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - Marcus - Tuesday, 07/23/02 21:53:35 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Do you think a three legged anvil stand would be stable enough. The reason I ask is because my wife's concrete shop floor is not always level and I like being able to move the anvils around. In fact, that is the only reason I don't buy 400 lb. anvils, and have several that I'm triing to get rid of. (wink) Larry | ||||||||||||||||||||||||||||||||||||||||||||||||
| - L. Sundstrom - Tuesday, 07/23/02 22:28:29 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Three Points Make a Plane: The old rule about three points is true but it makes a lousy base for anything including things like three wheeled automobiles. The reason is that the "circle of support" is half the diameter of the triangle. When you have four legs the circle of support is 0.707 the diameter of the square [1/sqr(2)]. There is a big difference between 50% and 71% when it come to stability. That is why tricycles and three wheelers tip over so easy. It takes a tringle 1.42 times bigger than a square (circular dimensions) to have the same stability. And a circular base .71 times a square has the same stability. It all has to do with the shortest distance to the center of gravity. In the real world the logic of geometry fails us sometimes. Four legs are better than three. A square or rectangular building is better than a sphere or dome. A dome is the most efficient method to enclose a space but it is expensive to construct and then the space usage is inefficeint because things like furniture and book shelves do not fit a spherical surface. We live in a world where contrary to the Volkswagon ad, rectangular is better [ ]. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Tuesday, 07/23/02 23:41:30 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
RE: Lever Law. Guru, this term is used in relation to binary phase diagrams of metallic systems. Iron and carbon form a binary metallic system. A phase diagram is a "map" of the phases that exist in the system at various temperatures and %C. For example, at about .20% carbon at room temperature, the iron phase would be ferrite and in this phase the carbon would exist as iron carbide. But at 1400F, the system becomes 2 phased (I dated a girl like this)with the iron existing as both ferrite and austenite with the carbon being dissolved in the austenite. The lever law is used to calculate the relative percentages of each phase at a specific temperature and % carbon. Once the temperature reaches about 1650F, it becomes single phased again and the iron is entirely austenite. And that is probably more than ANYBODY wanted to know. | ||||||||||||||||||||||||||||||||||||||||||||||||
| quenchcrack - Tuesday, 07/23/02 23:59:35 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Marcus, There is a deeper underlying problem to the "little fish" syndrome. In the 1980's the failure of our stock market to reflect actual worth (as it still does today) was seen as an oportunity to buy companies at bargain prices. Thus started the era of the corporate raider. This in turn made it necessary for large companies that at one time kept huge inventories to divest themselves of that inventory. Ads in various magazines showed happy managers in EMPTY wharehouses. It was seen as good NOT to have any inventory. It was better to sell the inventory and earn interest on the money (or put it in the stock market). The result was that since the 1980's there have been less and less "stock" items as no-one inventories their product. They make just enough to supply the demand. Currently places like my fasteners supplier deals directly with the nuts and bolt manufactures. There are no middle-man OR manufacturers wharehouses like there was from the begining of the century until the 1970's. The manufacturers takes orders THIS year for merchandise to be delivered NEXT year. My local guy has to predict next years sales (each and every item and size) AND foot the bill for millions in inventory (paid in advance). The result is that he (nor anyone else) cannot afford to order large enough quantities of odd sized fasteners. It used to be you could get small fasteners in 1/32 incrments and large ones in 1/8" increments. Now those are 1/16" and 1/4" increments. The same is true in bearings and gear boxes and a thousand other common industrial items that we used to be able to buy "off the shelf". They just are not there. THIS in turn hurts the small manufacturer of specialty items like conveyor systems and special machinery. Even major manufacturers are hurt when a common bearing becomes something that must be special ordered in production run quantities. If they only need a thousand then they are in trouble. Even if they need 10,000 they are in trouble if they need them in less than 6 months. . . And if you need a common part like a stock bearing for an old machine. . . you may have to scrap the machine or remanufacture the parts to accept a different bearing. . . In other words, you are screwed. In the case of your 1/8" steel, nobody want to roll it because a single rolling is enough to last for YEARS. . . and that means INVENTORY and nobody wants that! Our idiotic stock market (plumetting as I speak) and greed has produced this problem. And it is not just a problem for you and me, it is a problem of National Security. But our leaders are too busy selling off their stocks and buying gold to worry about the system that is broke. . . | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 07/24/02 00:13:41 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Thanks - Hebelgesetz, Lever Law, Lever Ratio Eva, who turns out to be a translator sends her thanks to all who responded. She had asked all the anvilfire gurus, what is ". . Hebelgesetz, literally translated, it means "lever relationship". This has to do with melting alloys . . .". Ok, here is the truth and I thank everyone sincerely:I will be adding Hebelgesetz to our International Glossary. | ||||||||||||||||||||||||||||||||||||||||||||||||
| - guru - Wednesday, 07/24/02 04:36:18 GMT | ||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||