New Things To Do: David, Besides our iForge demos which are step by step simple projects try our Book Review page. There are many books there that have hundreds of examples of fine work in them. We have a FEW of those in our reviews. The books by the late Dona Meilach and the Italian Giuseppe Ciscato are fantastic inspiration.
If this type of artistic forging interests you then an art course or two may help break that mental block. Take perspective drawing, then life drawing or whatever else is available that interests you.
Remember, most of this is "Artist Blacksmithing" with emphasis on the ART.
|
|
- guru
- Friday, 06/15/07 23:03:19 EDT
|
Sebastian,
my forge floor is crusher dust. The fines left from the crushing of blue metal. The particles range from sand size to about 3mm diameter. I put it down in layers, damping it down with a hose and then rolling it with a heavy hand roller. Hard work but it packs down very well and is extremely hard wearing.
Tempering hammer heads. I find watching the colour run works well with chisels and longer thin tools. With hammer heads it all seems to happen a bit quick. An old blacksmith showed me another way. He hardened in the usual fashion but instead of tempering by colour he used a small fine file and kept running it over the face of the hammer until it just started to bite. At this point he quenched the head out. It gives a slightly softer face but my hammers show no sign of being too soft, even for hitting chisels.
Maybe we worry too much about our hammers anyway. I've looked at the hammers of two long term blacksmiths that I know. Both their main hammers show significant wear and some mushrooming on one side. Doesn't seem to worry them. I've also seen them pick up and use any old hammer and produce good work on the spot. Perhaps it has more to do with experience, talent, and imagination rather than a perfectly ground hammer.
|
|
Graham Moyses
- Saturday, 06/16/07 03:30:11 EDT
|
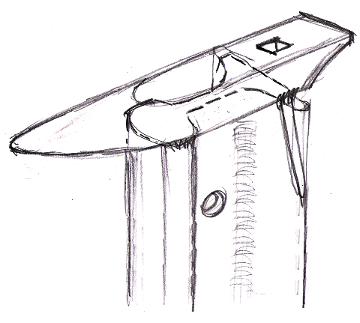
Phillip and I have just been to the local Blacksmith here in our city. He let us tink around in his shop. The amazing thing to me was that this man used the same techniques to draw and point a steel rod as modern smiths in the west use. We watched as they made a couple angle iron knives and a grill. This gentleman make his living from blacksmithing and his son works across the street and has an apprentice. It is a lot like walking a few hundred years back in time. Another intersting thingin our visit was there bench that they use as a vise for cutting and sharpening steel. I will send some pics to Jock and if he would like he can post them. The bench has a large steel staple at one end. They put their work under this staple and then they put a length of wood under the work at an angle and tighten it with another smaller block. It is very quick, simple, easy to use and it really holds the work well.
|
|
Sean in China
- Saturday, 06/16/07 04:11:37 EDT
|
Can any of you forge 10 inch sq steel into any thing you want
I do
|
|
glenn moon
- Saturday, 06/16/07 04:37:47 EDT
|
I'll get a 10" square piece. Can you forge me a SCRAM-jet (super-sonic, RAM-jet)? Thanks
|
|
andrew
- Saturday, 06/16/07 05:38:30 EDT
|
ok got me
|
|
glenn moon
- Saturday, 06/16/07 05:54:03 EDT
|
Well, finally went and did it. My 205 lb. old world anvils bulgarian style showed up yesterday. Now it's me and an angle grinder and a whole bunch of time, but I'm pretty happy. It's funny, I over looked that one so many times saying "it's so weird and stumpy," but after going back and forth over a bunch of different anvils I looked again and thought it was perfect. It's actually really pretty!
Thanks for everyone's help. Drew
|
|
Drew
- Saturday, 06/16/07 08:38:10 EDT
|
More Projects to do:
The AABA has out a letter-sized notebook full of project ideas and patterns that have been abstracted from ABANA affiliates' newsletters throughout the U.S. Send check or M.O. in the amount of $30.00 payable to Arizona Artist Blacksmith Association. Mail to AABA, c/o Dan Jennings, 2522 W. Loughlin Dr., Chandler, AZ 85224. Proceeds from sales go to AABA.
I recommend it.
|
|
Frank Turley
- Saturday, 06/16/07 09:13:17 EDT
|
Square or Cube ? I can fold origami figures in 10" square .002" material with my bare fingers. But you have to be careful of the edges. I can cut silhouettes from the same material with common sewing scissors.
I can hammer 10" square by 16ga (~.070") for repousse' cold with a hand hammer. I can forge 10" square by 1/4" into a bowl by hand.
But if I need to really forge a 10" cube (283 pounds) I would have to drive over to my friend's shop where he has a 500 and a 750# steam hammer (that I sold him). Both are a little small for this size material but we could handle it.
But a cube is an inefficient shape to forge from.
|
|
- guru
- Saturday, 06/16/07 10:12:24 EDT
|
Oriental Filing/Scraping clamp: Sean, this is a tool that is also in common use by Japanese blade smiths. I have a heavy staple out in the forge to make one from that is another one of those projects that I will eventually get around to. . .
These use a low rectangular staple that is driven into a board and the back sides clinched (preferably through washers so they do not pull out).
Metal and wood wedges are used to hold the work tighly.
Spacers are used to adjust the space.
One end often has has board across the bottom to raise the clamp at a slope and to hold it against an edge of a bench if need be. It is a simple and efficient tool.
In the West we have nothing like it.
Screw vises and screw clamps are the western method of doing this. However, we have had foot operated clamps such as just on a wood workers shaving horse and leather straps in file cutter's benches.
Another Oriental clamping tool is the wood workers bench where it has an overhead surface (ceiling) where slender round rods like dowels about three feet long are sprung between the top and work being held down on the bench surface. Dozens of these sprung bars can be put in place to clamp a large surface such as for laminating or veneers.
|
|
- guru
- Saturday, 06/16/07 10:28:19 EDT
|
Glenn Moon; carefull with the Hubris; several people who play here work where 10" sq stock is considered *SMALL*; one of them sent me pics of them working 30" stock. Gotta love a set of tongs that has an engine and a driver!
BTW how good are you at taking a mess of baling wire and forge welding it into say a 2" solid cube? I thought I was doing good wjhen I welded up a piece of chainmail for a knife blade until I went to Quad-State that year and met a fellow who had welded up a knife from lathe swarf...
Thomas
|
|
Thomas P
- Saturday, 06/16/07 12:38:44 EDT
|
. .knife from lathe swarf . . . Must have had an interesting pattern (and metalurgy).
. .hubris. . . Our family backyard "home" shop has a 10 ton gantry crane with 28 feet under the hook. . Has TWO 10 ton hoists on it. Makes it child's play to pick up and upend machinery that fills a flat bed truck. But where I am now it is hard to unload an anvil. . . such is life.
|
|
- guru
- Saturday, 06/16/07 14:17:27 EDT
|
Pattern was interesting---metallurgy is dependent on what you're lathing.
Thomas
|
|
Thomas P
- Saturday, 06/16/07 17:59:27 EDT
|
At the old valve shop, we regullary used 11" and 12" round corner square about 2 feet long to drop forge valve bodies with intergal flanges.
at the axle shop we regularly made 454# axles in a 10" upsetter. This was production with hundreds made a day in both cases.
I have friends like Steve Parker and Patrick Nowak who would think a 10" square was merely a tonghold on the end of the billet.
|
|
ptree
- Saturday, 06/16/07 20:19:15 EDT
|
Speaking of large forging, does anyone know of some industrial open die forge shops in the SE US? I'm 18. I have one more year of high school, and I would like to work, at least for a little while at a forge like this.
|
|
- Tyler Murch
- Saturday, 06/16/07 22:30:54 EDT
|
Oriental Scrapers
This is interesting subject I had read about, and wondered, and one of the previous discussions reminded me of them. I'm guessing these are similar to a hand planer for wood except for a harder steel blade?
|
|
- Hollon
- Saturday, 06/16/07 22:35:57 EDT
|
The Japanese use various sized shaves, but they are more like a draw knife than a wood plane. The tool is called a sen, and it has an extension and handle either side of the central blade. In use, it is more of a "push knife than a draw knife. See "The Craft of the Japanese Sword."
|
|
Frank Turley
- Saturday, 06/16/07 22:49:38 EDT
|
Well, I solved part of my problem striking an arc with cleaning the metal better. Rust and paint doesnt improve the electric conductivity much. BTW, I tried cutting metal with the arc and it is messy but possible. I may hold off on investing in the auto darkening helmet for a while. I am still burning through the thin sheet metal a lot but am getting better with practice.
|
|
JLW
- Saturday, 06/16/07 23:02:23 EDT
|
I'm fairly new to blacksmithing and I recently got a Buffalo Forge Co. blower forge and in reading about care and maintenance and I read in the old publications that you should "clay your box often." Is there a certain kind of clay that I should use in my fire box and if so, where does one find it?
|
|
rasklking
- Saturday, 06/16/07 23:03:11 EDT
|
Lathing? The term is "turning" in wood and metal.
Claying the forge: Raslkling, this varies on the forge but the clay is usually a brick the clay or artists clay. Grog ( coarse ground fired brick or teracotta) is added for refractoriness and porosity and a binder (often cement but sometimes an organic binder like manure). Fireclay can be used if available with the same additions.
How the clay is formed varies with the type of forge. The only manufacturers diagram I have seen was for a flat bottomed forge and the clay made a "duck's nest" around the air grate. This insulated and sealed the joint between grate and the pan, and it formed a "fire pot" to help control the fire. Forges with heavy cast iron fore pots are clayed outside the pot to help insulate the cast iron pan to reduce themral shock and possible cracking.
Many do not clay their forges but line them with a layer of sand or ash.
|
|
- guru
- Saturday, 06/16/07 23:51:10 EDT
|
Arc Welding: JLW, The type of rod used makes a big difference. Rods like E6011's will burn through rust, grease and paint and make good welds. Others Like 6013's and 7024's need clean metal with at the most a thin layer of scale. If there is heavy scale/rust OR you just want to be sure you get a good weld then grind the surface clean in the weld area.
At least with stick welding you CAN weld dirty metal. When using MIG the metal must ALWAYS be clean. Rust, scale and paint give off gases from the heat that makes coarse porous weld beads.
As Miles noted, You also need to clean where your ground clamp attaches and remember that it is an ELECTRICAL connection and must carry all that current from the arc. Many ground clamps are cheap flimsy things that do not clamp tightly. The ones that look like cheap stamped sheet metal jumper cable clamps are no good for welding OR jumper cables.
Cutting with a straight welding rod is an usually an emergency measure. They DO make hollow rods that compressed air is blown through that do a better job. But it is still a mess.
|
|
- guru
- Sunday, 06/17/07 00:02:12 EDT
|
Hi Guru's,
How are you doing I was wondering if you may be able to help me with some info on an old Hay & Budden anvil I have just bought. The marks on it are as follows:
the weight marks are 2 9 7 . As best I can figure out this relates to 2x112lb 9x28lb +7=483lb is this right?
Under the horn is a square hole that goes in to the middle of the main body of the anvil it has 22 stamped near it. I have no idea what this mark relates to. On the bottom foot of the anvil the serial number looks like 57658 the first 57 are half worn off but I am pretty sure that is what the numbers are the other numbers are clear. I did not know if you may have a copy of Anvils in America or any other info that may help me find some history on this great old anvil.
I am located in Canberra Australia and I bought the anvil from a small town in Victoria Australia. this is a gift for my Father-in-Law for his 60th birthday and it would be great if i could find out a bit about this anvil for him.
Thanks for your assistance in this matter it would be great if you could email your reply. as i am not on line all the time and only check my email a few times a week. i have found the site to be very usefull and imteresting. Thanks again.
|
|
China
- Sunday, 06/17/07 06:38:33 EDT
|
Hi China. The second figure cannot be more than 3. I replied to this query in Slack Tub when you originally posted it. The 2 x 112=224 and the 7 are correct. The middle figure might be a 3 in which case you would get 3 x 28 =84 so you would be looking at 315 pounds which would be a very useful size. I suggest you have another look at that middle figure. If it is weight, as I said, it cannot exceed 3.
|
|
- philip in china
- Sunday, 06/17/07 07:05:56 EDT
|
China, and Phillip, you're both on the wrong track. Hay-Budden, being an American company, marked the weight in straight pounds. Thus, the 297 means it weighs 297 pounds. Difficult, eh? (big grin, wink and nudge!)
The 22 under the horn is an inspectors mark, and the serial number dates it to around 1900 or so. Good find for Australia!
|
|
Alan-L
- Sunday, 06/17/07 08:16:31 EDT
|
AND, Hay-Buddens were one of the best anvils made.
But Phillip is right about decoding English anvils where you cannot tell exactly what the middle number is. It will never be more than 3.
|
|
- guru
- Sunday, 06/17/07 09:07:44 EDT
|
Hello all,
I would love to have some advice on safely pressure testing an old air compressor that a friend just gave me. It's an Ingersoll-Rand 85 gal., motor looks like 1970's vintage (just a guess). The tank shows some rust (just spots, paint mostly intact), and the last user didn't drain the tank and then let it sit for who knows how many years so I'm worried about internal rust . I'm familiar with larger compressors but the ones I've used have always been well taken care of so this is new to me. So what do I do first, swap on a new switch, turn it on and run away? Straight to the scrap yard? That motor must have 40# of copper in it-that would pay for a chunk of a better compressor.
Also, I seem to recall a few articles in the Anvils Ring about Manhattan smiths- someone working at a historic shipyard?
Jud
|
|
Jud Yaggy
- Sunday, 06/17/07 09:19:36 EDT
|
Hey guys, what do you use for a finish for utensils that are used for food? In this case a BBQ set for Dad for Fathers day.
|
|
Steelgeek
- Sunday, 06/17/07 09:45:17 EDT
|
Steelgeek,
With a cotton rag, I give a Johnson's paste wax finish on the shank/handle, and a cooking oil finish on the fork tines. Use about 700ºF. It should give you a black finish.
|
|
Frank Turley
- Sunday, 06/17/07 10:30:32 EDT
|
berryfarmer: According to Anvils in America you have an anvil made by the Hay-Budden Manufacturing Company of Brookly, NY. Richard Postman included a note it was made for a West-coast hardware company. One he documented was made about 1901. As a H-B weight should be under logo and serial number should be to the left side of the front foot. If you have a digital camera I would appreciate a picture of the logo to pass on to Mr. Postman. If it doesn't come out well you can lay on side, dust with flour and brush off excess. Flour left in depressions often makes stamped letters and numbers stand out well.
China: As noted a Hay-Budden in AU would be unusual. May have been taken there by the U.S. military and then left behind.
On Chinese blacksmiths a friend made a visit to China. While with a tour group he heard the distinctive sound of an anvil and followed it. Smith was making hand scyles. He said his 'shop' was about the size of a small closet and he forged on the sidewalk, using a street rain gutter as his slack tub. Through sign language he thinks he was able to get across he was also a blacksmith.
|
|
Ken Scharabok (Poor Boy)
- Sunday, 06/17/07 12:19:23 EDT
|
hey, i have an interesting question.
i am still VERY new to blacksmithing and someone mentioned using glass to form a kind of damascus esh wavy pattern in the steel with carbon. i had thought that glass was just used to add carbon to the steel and didnt know that you could do something like that with it.
so ya, i guess the question is, in blacksmithing what is glass REALY used for? i dont want to speculate anymore, i'd just like to know :D.
thanks for your time!
|
|
- isaac
- Sunday, 06/17/07 14:07:45 EDT
|
Air Compressor Tank: Jud, As long as the safety valve is working there usually is no problem unless you see some mechanical damage. When air compressor tanks rust out they leak, usually at one or more pin holes. Then you order a replacement tank and a few new fittings and remount all the other parts on the new tank. It is a lot cheaper than a new compressor if the pump is still in good shape.
Be sure you purchase a new tank from a reputable supplier (OR I-R)and that it is properly rated for the compressor and has an ASME inspection plate. At that age I would also recommend a replacement pressure switch. You might also look at the kinds of accessories (automatic tank drain) that I-R carries.
|
|
- guru
- Sunday, 06/17/07 14:20:19 EDT
|
Glass in Blacksmithing? To drink a pint of beer?
To ME it sounds like someone was telling you a tall tale.
|
|
- guru
- Sunday, 06/17/07 14:21:59 EDT
|
What are the relative merits for an amateur metalworker between a cheap Bandsaw and a 14inch chopsaw. The prices are about the same, about $200 or less.
|
|
JLW
- Sunday, 06/17/07 15:36:00 EDT
|
- isaac
Iron in glass can make a variety of colors, but it stays glass like to do that. Over around 25% iron I think that it would no longer fuse together and what you would have would basically be sintered rust I am guessing. In blacksmithing the borax flux used for pattern welded damascus is kind of glass like, but there is usually no silica. The borax isn't what causes the patterns, it is just what facilitates the bond between the different pieces of steel by carrying away the oxides, and if all goes well there is very little actual borax left in the final product. Minute amounts of silica are added to some alloys to increase the toughness as well, but that is done at the steel mill.
|
|
Leaf D
- Sunday, 06/17/07 16:07:37 EDT
|
Does anyone know if silicon bronze is food safe?
I made a nice BBQ fork out of 5/8" silicon bronze and then got to thinking that the copper content might not be so good for food contact, an I being paranoid? Should I dip the end in tin like they do with copper pans? I would hate to have to relegate it to being a wall hanger.
|
|
Leaf D
- Sunday, 06/17/07 16:12:31 EDT
|
Leaf, It takes time and acidic food to absorb copper. Cooking vessels are a problem but not utensils (except for taste). As always lead can be a problem in any alloy. . .
|
|
- guru
- Sunday, 06/17/07 16:28:03 EDT
|
JLW, A chopsaw is noisy and dirty. The rain of sparks is a fire and safety hazard. It heats the work hardening high carbon steels. BUT it WILL cut hardened steels. A chop saw is only as good as the quality of the wheel which is a consumable.
A small band saw is usually a better tool but the bottom of the line ones are junk that cause more frustrations than they are worth. Decent saws start at about $600 and go up rapidly.
A saw is quiet, safer, cuts cool and blades last a LONG time when you start with good ones and don't abuse them. I NEVER use a chop saw if I have a choice.
|
|
- guru
- Sunday, 06/17/07 16:34:04 EDT
|
Copper- I recently posted an enormous thing from the FDA re: safety in metal (including copper) food utensils, pans, etc., should be here, not terribly far above, or in archives.
|
|
Miles Undercut
- Sunday, 06/17/07 17:06:53 EDT
|
thanks, I remember the FDA article basically saying everything was safe and it was a matter of preference if I remember right, as long as you don't scorch your teflon pans anyways. I think I will stick to good old fashion cast iron for me, I think teflon pans are just planned obsolescence snake oil personaly. I also remember reading some were to wash your hands after you handling copper, so that got me worried, it is all cleaned and waxed so oxide shouldn't be a problem I guess.
|
|
Leaf D
- Sunday, 06/17/07 17:45:55 EDT
|
Leaf,
Washing your hands after *working* (especially sanding) copper is important. The fine dust gets everywhere, and I expect it rapidly forms compounds your body can absorb. If was washing was needed after just handling copper, I expect we'd see a lot fewer brass doorknobs and handrails. . .
|
|
Mike BR
- Sunday, 06/17/07 17:59:19 EDT
|
Isaac,
At times in the past, some smiths used finely powdered broken glass as a flux for forge welding, but that would have nothing to do with the pattern in pattern welded steel. Personally, I don't think it would have made that great a flux, either, but I've never tried it. They also used sand, but once again, it has to be the right sand and I think a good flux like borax or oneof the proprietary fluxes sold by our suppliers would do much better and much more predictably.
The pattern is a result of differing amounts of carbon and other alloying ingredients and how they react with the etchant, nothing more.
|
|
vicopper
- Sunday, 06/17/07 18:43:51 EDT
|
The warning, from the FDA consumer magazine in 1990, said: Copper
Copper is called a noble metal by both cooks and chemists, but for
different reasons. Noble to a chemist means that the metal does not corrode
easily. To a cook, it means magnificent in appearance. To both, copper fills
the bill. (See Cookware as a Source of Additives, in the March 1982 issue of
FDA Consumer.)
Copper is an excellent conductor of heat, especially good for
top-of-range cooking. Cooks often prefer copper cookware for delicate sauces
and foods that must be cooked at precisely controlled temperatures.
However, copper cookware is usually lined with tin or stainless steel.
FDA's Thomas says that the agency cautions against using unlined copper for
general cooking because the metal is relatively easily dissolved by some
foods with which it comes in contact and, in sufficient quantities, can
cause nausea, vomiting and diarrhea.
The toxic effects of copper are well documented. I. Herbert Scheinberg,
M.D., one of the nation?s experts on copper toxicity and professor of
medicine at the Albert Einstein College of Medicine, cites a classic case
reported by the New York Department of Health in the 1970s. Children
attending a movie matinee bought soda from the type of vending machine that
drops a cup and fills it with carbonated water from one side and syrup from
another. The check valve for dispensing the carbonated water was made of
copper. Overnight, a significant amount of copper had dissolved into the
carbonated water. The children became ill from drinking the soda
contaminated with copper salts.
|
|
Miles Undercut
- Sunday, 06/17/07 19:54:03 EDT
|
I am pretty sure your supposed to wash your hands after just handling copper allot because the copper oxide rubs off and is poisonous, at least that is what the "complete metalsmith" by Tim McCreight says. Probably it is not really the same as brass because copper oxidizes so much more easily. I think I remember reading some were about roofers getting sick handling copper too, that is probably on a larger scale than blacksmiths will be exposed, but still just handling the stuff.
OK, I dug out my book and here is what Tim says: "When exposed to moist air copper forms poisonous acetates, sulfates and chlorides known collectively as verdigris. etc. etc. Because of these compounds you should always wash your hands after handling copper. etc. etc."
|
|
Leaf D
- Sunday, 06/17/07 20:57:24 EDT
|
The main ingredient of verdigris is copper carbonate, also called cupric carbonate, (CuCO3), formed by the action of watere and carbon dioxide in the air.
Copper acetates, sulfates and chorides require synthesis from compounds not normally associated with air, whether moist or dry, such as acetic acid, sulfuric acid and hydrocloric acid.
That said, copper can be toxic, as can all metals. Use good sense and do wash your hands after handling any metal.
BTW, copper is a biostatic surface, so bacteria won't grow on it. One reason for its popularity in food preparation areas, I suppose, besides its pleasant color.
|
|
vicopper
- Sunday, 06/17/07 21:48:03 EDT
|
Another item to consider is a dry saw. This term has been coined to cover a fairly recent type of saw loking like a chopsaw, but turning slower and using a carbide tipped blade. These are for soft [not heat treated] metals, and cut with little sparking and no grit. They are faster than a bandsaw or chopsaw and cut heavier sections much better than a chopsaw. My first choice would still be a bandsaw, but as Jock notes not the cheapest one You can find. There are carbide blades for the chopsaw too, I have read good things about them, but havn't seen one in action.
|
|
- Dave Boyer
- Monday, 06/18/07 04:02:36 EDT
|
Hi
I have recently acquired an old cast iron Buffalo forge hand cranked blower. On inspection the fan shaft bearings are shot ( the old cone type). Where can l get replacements or is there a repair kit l can buy?
Regards Brett
|
|
brett
- Monday, 06/18/07 06:31:30 EDT
|
Bandsaw/chopsaw:
My first saw was a chopsaw, and it's not safely tucked away under my workbench, in case I need to cut some stainless or other hard/tough steel.
My second saw was, and still is, a cheap Enco horizontal/vertical bandsaw. They're called "4X6"s and seem to be the better of the cheap import tools, according to the websites dedicated to them. I haven't had any problems with mine at all. Some people modify the bases, as they're stamped sheet metal, but since I don't regularly cut big stuff, I have no problem with mine.
You will need to upgrade the blade, though. But a good bimetal blade is not very expensive at all.
|
|
- Marc
- Monday, 06/18/07 07:25:36 EDT
|
Brett, Sorry no. The manufacturer has been put of business a very long time. Some folks have substituted other bearings but it usually requires some machine work such as making bushings, modifying the housing and such.
Note that in most cases if the bearings are VERY bad, that is the blower has been run with them loose, then the gears are also worn. If the gears are worn you can put new bearings in and the box will still growl.
|
|
- guru
- Monday, 06/18/07 07:30:15 EDT
|
I'm currently reading That Dark and Bloody River by Allan W. Eckert on the white vs Native American indian conflict during and after the Revolutionary War. One continuing individual had master the art of reloading a flintlock rifle while at a full run - something which likely saved his life many times. During potentially dangerous situations he would carry three lead balls in his mouth. One would think he would have acquired lead poisoning, but he lived to be a rip old age for the times.
I suspect it is more than manner in which a toxin is presented than just exposure. For example it is now thought the somewhat high rate from lead poisoning in inner cities isn't primarily due to paint, but from vehicle exhaust fumes. Paint chips would have to go through the digestive system while car fumes would go straight to the lungs.
And then individuals do seem to vary greatly in their reactions to the same exposure.
|
|
Ken Scharabok (Poor Boy)
- Monday, 06/18/07 07:32:04 EDT
|
Ah, that reminds me. . . order blades!
|
|
- guru
- Monday, 06/18/07 07:40:30 EDT
|
Inner city lead: Ken, it was found that many years after lead had been banned that the areas where the large busy city highways and interchanges were had lead everywhere. In the soil, on surfaces and even mixed in concrete and mortar! Soil concentrations were much higher than paint chips would have produced and soil in locations not associated with buildings where lead paint was used (parks) also had high lead levels. In low traffic neighborhoods with old houses that had been painted scraped and repainted numerous times the soil lead levels were minimal compared to those near busy highways.
The lead wakeup call was when it was found in the snow of both the arctic and antarctic. On the other hand, it was just found that one of the most popular toys among young children, Thomas the Tank Engine (and friends), had lead paint. Something banned decades ago on children's toys.
While the naysayers poo-poo'd the science for banning of DDT as pesticide and lead in gasoline, the science was RIGHT.
Much of the science about thinning of egg shells in birds of prey due to DDT was ignored for many years. I grew up spending many hours in the woods and along streams and lakes. In my first 35 years of life I never saw a hawk or Eagle. Now they are back. I have seen eagles and falcons near our mill creek and Bald Eagles nesting and fishing along the Appomattox River in Virginia.
Will the science behind global warming be found to be true? Will the thing G.W. Bush will be most remembered for is his speech where he said "So it will be a little warmer, get over it!".
|
|
- guru
- Monday, 06/18/07 08:19:45 EDT
|
I rebuilt my coal forge this weekend, What a difference! I made the firepot about 6x6 on the bottom and 10x10 on top x 4" deep,( free �" plate material). The old one was too shallow. I got a forge weld to take on two 3/8" rods in about 10 minutes. I am one happy fellow. Now I need to build another one for my boys to use.
|
|
daveb
- Monday, 06/18/07 09:54:32 EDT
|
The big problem with copper utensils is heat conduction; that BBQ fork better have a wooden handle or it will get too hot to hold *fast*!
We had enough acid in our rain in Columbus OH that I was quite surprised at the pH when my daughter did a science fair project on it back a decade of so---so at least there there was H2S04 and probably HNO3 as well in the "air" to form copper compounds on exposed copper.
Glass and clean quartz sand were much more effective fluxes back when real wrought iron was commonly used as it does very well at much higher temperatures for welding than modern mild steel. The idea is to have a molten layer to keep air from the hot metal surface and to melt the oxides that are already there so they will exude from the joint during welding. Borax does this at a lower temp and is a more active "cleaner" at temp as well.
Guru; yes I know "lathing" is apply lath in preperation for plastering or stuccoing; brain fart.
Thomas
|
|
Thomas P
- Monday, 06/18/07 11:21:21 EDT
|
Isaac,
As far as glass in damascus, see above for the gurus' comments. One other thing that might conceivably be causing some confusion: wrought iron is packed with "threads" of silica. (Silica is the main component of modern soda-lime glass.) If wrought iron is subjected to an etchant the silica inclusions will etch differently than the surrounding iron and create a visible pattern. This can be somewhat reminiscent of damascus. I can imagine how a complete newbie might see some etched wrought iron, hear an explanation of its appearance, then see some damascus and conclude that the two are the same thing, and must be made in the same way. But that conclusion would be wrong.
|
|
Matt B
- Monday, 06/18/07 11:47:33 EDT
|
Isaac, the person may be referring to making wootz crucible steel. The end product has the wavy pattern, and crushed glass is sometimes used at the beginning of the process (as shown in at least one online tutorial I've seen) as flux and to help keep air away from the steel.
Guru, thanks for posting the new power hammer spring drawing. I'm not completely clear on how the tension works in this spring though. You noted the spring tension as 5-6 times the ram weight in the outward direction. Does this mean the spring eyes are farther apart before mounting, and are pulled in toward each other and set on their pins with this much force? Is there any reasonable way to calculate or estimate reasonable spring dimensions based on a given ram weight, or is it all guesswork?
Thanks,
Michael
|
|
mstu
- Monday, 06/18/07 12:18:40 EDT
|
JYH Springs: Michael, Yes there are ways to calculate this but on this shape spring it is quite tricky. Normally the load is straight deflection but in this case there is a pretty good vector angle. But I might be over thinking it. . . I did the vector math to get the 5 to 6 to one at 5 degrees. Note that I drew this spring flatter than it should be.
YES, since there is no toggle length adjustment in the design you must tension the spring and insert the pins. But this is also true in coil spring designs as well. With the adjustment all the way out there is considerable compression on their springs.
I've done some calculations on a simplier spring model and the standard 5/16" by 2" trailer springs are about right for this application depending on ram weight. I was looking at 75 to 100 pounds.
You CAN adjust this spring design by adding heavier flatter leaves. Lack of running adjustment is the weakness of this design. There ARE ways to do it but it complicates the design. I'm working on some ideas.
|
|
- guru
- Monday, 06/18/07 13:09:09 EDT
|
Guru,
On that design, couldn't you use turnbuckles or (ptree's suggestion to me) three point hitch top links for the toggles, in order to make toggle length adjustable and avoid having to tension the spring before you insert the pins?
|
|
Matt B
- Monday, 06/18/07 13:30:48 EDT
|
I was intrigued by the spring drawingas well, since it's almost exactly the setup on my 50lb Star hammer. The arc on mine is almost a perfect half-circle, unlike the Champions I've seen where it's almost an upside-down "U" shape. The toggles on mine are almost level. I have not tried to see how much force it takes to compress 'em, not being the Hulk, but they work REALLY well at the current height and stroke adjustment.
|
|
Alan-L
- Monday, 06/18/07 13:35:32 EDT
|
Jock, I just sent you some shots of my hammer, enjoy!
|
|
Alan-L
- Monday, 06/18/07 14:18:02 EDT
|
Hammer Springs and adjustments: One design issue is the weight of the non ram weight parts. Ram weight does work, the parts from the toggles out are for the most part dead weight that the motor must pick up and the counterweight must balance. So, the simpler and lighter weight these parts are the better.
To attach either kind of linkage you attach one side, then using a long handle like a scrolling wrench you pull down on the spring to preload it and install the pins. On an LG you can stick a prybar in the gap between the arm and the toggle and pull down until a nut can be started. I've done it alone. . . it REALLY helps to have assistance.
|
|
- guru
- Monday, 06/18/07 16:10:15 EDT
|
I was just reading in this month's (well, July's) National Geographic that as many as 20 million children may have died of malaria as a result of the DDT ban. Actually, it was never entirely banned for mosquito control, but became almost impossible to obtain.
I'm not suggesting that banning DDT for most uses wasn't justified. And I'll never forget looking out of a conference room in Crystal City in late September 2001 and seeing a bald eagle flying over the Potomac. But things are seldom simple.
|
|
Mike BR
- Monday, 06/18/07 18:13:56 EDT
|
Hey all,
i got a few tubes of "Music Wire" not piano wire, but music wire, and its a little odd, it bends but wont crease unless you fold it onto itself, and its very tough , but cuts fairly easy... ive heard its high carbon steel, would i be able to pile a bunch together, heat to orange, flux, twist, heat yellow, flux and twist agian, and then forge weld it all together for a rope patterend knife?
or will it just be crappy?
|
|
Cameron
- Monday, 06/18/07 18:31:07 EDT
|
Cameron, Music wire is normally spring (blue) temper SAE1095. Pretty darn good steel.
|
|
- guru
- Monday, 06/18/07 19:23:52 EDT
|
DDT; There are lots of solutions to mosquitoes. Other pesticides, other insect controls, draining the swamps, screens. But there has also been progress on malaria cures and a possible immunization. The trouble with it is that is has been primarily a problem in poor countries where there has been no political pressure to do something about it. Yes, things are never simple.
|
|
- guru
- Monday, 06/18/07 19:29:45 EDT
|
RR rail anvils again:
People must be getting sick of this subject but I'd appreciate some comments on the ideas here: http://www.instructables.com/id/SR4DBKKF2ZML6RX/
Thanks
|
|
Leon
- Monday, 06/18/07 19:30:51 EDT
|
Is there a method/program I can use to calculate deflection of various beams under various loads? I'm interested in comparing the size of round tube required to give equal performance as a solid bar in terms of deflection. I'm also interested in different materials - ie drillrod vs SS tube. Approximate comparisons are fine. I don't need any finite element analysis simulations running on super computers. The scale I have in mind is 0.5-3 meters and up to 50kg mass. Point source (for weight) approximation is fine, but I'm interested in 0.01mm deflection.
|
|
andrew
- Monday, 06/18/07 20:29:31 EDT
|
andrew,
The formulae for calculating beam deflections under load can be found in Machinery's Handbook.
|
|
vicopper
- Monday, 06/18/07 20:40:50 EDT
|
Thanks vicopper. Does that include various beam configurations ie I-beam, square/rectangular/round tube, solid bar etc?
|
|
andrew
- Monday, 06/18/07 21:07:48 EDT
|
apologies for not using brain and/or google first... Can I just confirm. To characterise my beam, I need to calculate a 'area moment of inertia' (I) for the cross section of my beam (some calculus required for round tube). I also need a 'youngs modulus of elasticity' (E) for my material of choice.
So I calculate I, lookup E and plug it into a formula?
|
|
andrew
- Monday, 06/18/07 21:26:24 EDT
|
RR-rail anvils: Leon, The doubled rail is probably a waste of metal. At the proper work height you have about 100 pounds of mass concentrated under a very small work area unless it is very light rail. Due to its linear nature it is equal to at least double that mass in a normal anvil.
Your welding small pieces onto the sides are bad design unless that is the only material you have. You have a LOT of welding going on and much of it in tension and shear. It is also in your work area creating hard and soft spots. If your top section from horn to heel were one piece (like a small typical RR-rail anvil) cut off at the web then welded onto a piece of rail set vertically in the directions you show then all the welds would be underneath in compression.
Let your horn hang out 100% so you can work all around it without interference. Then weld the rest over the entire end of the rail with a short length hanging out beyond the rail flange.
The pencil is faster than the CAD.
See our new Index of Anvil Making Articles
This is stuff that I have been collecting and has been floating around here and there.
I am still tweaking many of the articles adding photos and editing some of the text. Many of the drawings have never been shown before.
|
|
- guru
- Monday, 06/18/07 21:51:41 EDT
|
Beam Deflection: Andrew, It is simpler than that. No calculus needed, just plain algebra (albiet a bit long) OR a lookup table.
The Modulus of elasticity is the same for all carbon steels (hard or soft) and close enough for most alloy steels to use the same number. 29 million PSI give or take a million. I think I use 29.7 and many round off to 30.
Machinery's Handbook has the moment of inertia for many standard sections as well as simplified formulae for other shapes.
If you get too frustrated let me know. I wrote a program that does beams and structurals as well as pipe. I was almost to the point of doing tube (insert your OD and ID) but fell off the project. However, the shapes part does I, Z, k, y, Jpc, JPy, Jm X-X and Jm Y-Y for cylinders and tubes.
|
|
- guru
- Monday, 06/18/07 22:01:59 EDT
|
Nice drawing, Guru. I have come to the conclusion that my RR anvil is just not worth working on any more! It rings too loud, and sucks too much shock out of each blow (I haven't turned it end-on, because I welded some add-ons to each end). A classmate of mine has arranged a deal for a few of us to have approx. 150kg (~330 pound) London-style anvils cast for AUD$900 each. For that price the anvils are to be heat treated to our specified hardness. Our teacher has advised us to go for 52 Rockwell. It's not that I don't trust the teacher's judgement, but for $900, I'd want to be sure, so what do you think?
Sorry for my chronic abuse of the comma.
|
|
Craig
- Monday, 06/18/07 22:15:08 EDT
|
What do I need to run a hard line to my power hammer?
|
|
Carl
- Monday, 06/18/07 22:27:36 EDT
|
Hard Line? Do you mean a pipe?
DO NOT use PVC or other plastic, nor copper. Compressed air lines need to be black iron pipe. If the hammer is rigidly mounted then you can run a pipe direct. If it moves at all then a stinger (short section) of easily replaceable reinforced rubber hose can be run from your manifold to the machine.
The pipe diameter should be a size larger than that on the hammer. The farther away the compressor is from the hammer the bigger the pipe needs to be. You can see over 50% pressure drop in a 3/8" pipe over 100 feet at full flow. Pressure drop in pipes is serious at high flows such as supplying power hammers. For the highest performance you want a tank (receiver) as close to the hammer as is convenient.
The reason not to use plastic or copper is that the pressure pulses in the lines cause cracking of the pipe and failure of joints.
|
|
- guru
- Monday, 06/18/07 22:55:03 EDT
|
Custom Cast anvils: Good luck! Has someone arranged for the machining before the heat treating? The price is darn good.
52HRc is a little low for anvils except that it is the norm for cast anvils today. The makers all swear cast is as good as forged but none will push them as hard as similar forged anvils of years ago. However, some of the new cast alloys are deep hardening where the old anvils were shallow hardening.
Make sure everyone is happy with the pattern. There are a lot of folks that THINK they know what an anvil should look like that can't draw a picture of one. . . much less make a pattern.
I've taken jobs to foundries that said, SURE we can cast 100 pound parts. . . And they couldn't cast a 40 pound swage block. There is a huge difference between casting a 100 pound casting where no part is greater than 1" thick and casting a 4" swage block.
Life is often an adventure. Especially when you are expecting smooth sailing.
|
|
- guru
- Monday, 06/18/07 23:04:53 EDT
|
Craig: Without knowing more about the material they will be cast from, We cant give You a specific hardness. The teachers suggestion of 52 RC is pretty safe. The anvils will be really strong and not brittle, BUT they will take a mark from the edge or corner of a hammer. 52 RC is about what closed forging dies would be.
|
|
- Dave Boyer
- Monday, 06/18/07 23:09:28 EDT
|
Casting: There are foundries and then there are foundries. If You take Your work to a foundry that routinely casts 1 off and small runs of large tool and alloy castings [like DELRAY] they will be able to make what You want, how You want. These foundries work for machine builders and tool and die shops who won't tolerate poor work.
|
|
- Dave Boyer
- Monday, 06/18/07 23:14:13 EDT
|
Carl: What sort of powerhammer?
|
|
- Dave Boyer
- Monday, 06/18/07 23:16:21 EDT
|
OK, maybe I will try to squeeze a little more hardness out of them. A little 75kg anvil was recommended to me a little while ago, but that was only specified at 400 Brinell. I'm no engineer, but isn't that softer than 52HRc?I suspect that the shape will be OK, because my classmate actually went to the foundry and they showed him the pattern. Apparently, they dug the pattern out of "the morgue", which implies to me that it isn't something dreamed up by someone who has never used an anvil.
|
|
Craig
- Monday, 06/18/07 23:19:38 EDT
|
The Japanese use various sized shaves, but they are more like a draw knife than a wood plane. The tool is called a sen, and it has an extension and handle either side of the central blade. In use, it is more of a "push knife than a draw knife. See "The Craft of the Japanese Sword."
Frank Turley, You are dead on in your description of this shaver! I have been having a time getting pics to Jock, but I have tried to send another batch. One of the pics has the blacksmith using the sen to sharpen an angle iron knife. I really hope they go through. I just think the bench is a neat idea and like I said I have not seen anything like it in the west.
|
|
Sean in China
- Tuesday, 06/19/07 01:50:51 EDT
|
Want to make my own elliptical springs for a horse drawn carriage. what is the procedure from Flat spring steel bar to softening and forming the eyes to returning to the spring properties
|
|
Jim
- Tuesday, 06/19/07 04:16:26 EDT
|
RR-rail anvils:
Hmmm, those are interesting points. I have in front of me a pencil sketch I did a couple of days ago that looks remarkably like the one you show, even including the hidden detail of the rail section and the cut away flange. There's that parallel evolution again. Pencil is quicker, but my sketches aren’t presentable.
I knew my design was a compromise, but I thought there would be an advantage in using the end of the rail directly as a striking surface, rather than counting on a perfect fit and weld between the upright section and attached face. As for the doubled rail, I thought I may as well use the material I have and get an efficient striking area twice as large – would this not be the case? The rail I have says 107lb; I assume that's per yard.
At what point do you think the advantage of making the upright section longer would diminish?
I’ll think on it some more. I may end up building a couple of different versions while I’m at it, there’s probably someone else around who wants one.
By the way, that's a very nice new set of information on anvils.
Thanks again.
|
|
Leon
- Tuesday, 06/19/07 04:53:05 EDT
|
Craig, Aus$900 seems really cheap for a 330lb anvil. Maybe you're onto a good thing, but as others have said, check the details. Alan Ball in Queensland sells a 165 pound cast steel anvil for $900 and I know the amount of work that went into the pattern manufacture and the machining and hardening was substantial. Obviously he is not selling them at cost price, but I don't think the profit is all that large either. Adrian Hobba, also in Queensland sells 70lb cast steel anvils for $270, again without a large profit margin. I've used one of Alan's anvils and they are good. Called the VS, for Village Smith, they are a Peter Wright look a like and will last you a life time. If you can get high quality anvils of 330lb done at $900, I think you will get knocked over in the rush for them! Maybe a business opportunity.
|
|
Graham Moyses
- Tuesday, 06/19/07 06:57:32 EDT
|
Craig, I looked for a couple of years for an anvil and decided on the VS anvil or bust. The VS anvil is a known anvil with reports from people who have actually used it. A new, custom cast anvil is a $900 risk that may or may not pay off. Alan is in Brisbane, so presumably shipping to Sydney couldn't be too bad. In any event, its a nice few days driving;) In the end I was gifted an anvil & so had no need for a VS.
Besides, with all the people moving to Brisbane, sending a few anvils south might stop the country tipping over!
|
|
andrew
- Tuesday, 06/19/07 08:03:18 EDT
|
Anvil Effectiveness and Length: This is hard to say. Ever take a long 1/2" rod and strike it on the end? The limit is when the force applied causes excessive column loading and the part buckles. In the case of impacts it is when the shock wave significantly distorts the line of the slender mass.
Your larger striking area has a gap or joint in the middle of it. RR-rail is medium to high carbon steel and a soft weld joint is going to be in the worst place in this case. Capping the whole is much better. Yes you need good welds under the cap. How well it fits prior to welding is up to you.
Unless you are going to have a much larger work area the second piece of rail is a waste of hard to get material.
|
|
- guru
- Tuesday, 06/19/07 08:42:04 EDT
|
Music Wire:
We used to use it for launch rods back in my model rocketry days (Hurrah for the National Association of Rocketry!) However, the one question that was never answered is: Why is it called "music wire"? I have never seen it applied to any musical instrument, and I've been on intimate terms with quite a few over the years.
"Inquisitioning minds want to know; or else!"
Hot and hazy on the banks of the Potomac.
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Tuesday, 06/19/07 09:01:57 EDT
|
For someone in Australia: Would it be possible to get a couple of photographs on a VS (Village Smith) anvil and manufacturer's name and address to forward on to Richard Postman, author of Anvils in America. If so, please provide to me as attachments rather than in text (which takes forever to load).
|
|
Ken Scharabok (Poor Boy)
- Tuesday, 06/19/07 09:18:45 EDT
|
PVC Pipe:
I think a more serious warning needs to be issued to those using or considering using PVC pipe for compressed air. Copper pipe may fail at a fitting, or split, but PVC WILL EXPLODE when it fails, sending bits of shrapnel everywhere. On a cold morning that might not need more than a tap from the end of a bar you are handling. Please see http://www.osha.gov/dts/hib/hib_data/hib19880520.html for more info.
Charlie
|
|
Charlie Spademan
- Tuesday, 06/19/07 09:16:49 EDT
|
More on PVC:
Quoted from above cited URL;
The main problem with using PVC pipe and fittings for compressed gas is not that it spontaneously explodes but that PVC is a brittle material that can be broken or shattered with external force unless properly protected. Compressed gasses can be best described as being analogous to a coiled spring. When a PVC pipe or fitting fails when under stress from compressed gas it literally explodes like a bomb, sending shards of plastic flying several feet in all directions. Liquids, on the other hand, being compressed by only 1/10th of 1% contain very little stored energy. When pressurized systems with liquids fail, the energy is dissipated very quickly, thereby creating a much lower potential for hazard.
|
|
Charlie Spademan
- Tuesday, 06/19/07 09:22:04 EDT
|
Music Wire: Bruce, it actually IS made for musical instruments. (ever see the strings on a BIG bass or the wrapped bass strings on a piano?). However, they make small bar (large wire) larger than what the music industry typically needs and this is used for springs and other things that need high quality high carbon steel wire. It is all the same material.
Machinists use music wire to measure threads. . .
Strings for musical instruments are curious things. In order to achieve high tension needed for sustain with higher than normal mass for low notes they invented wrapped strings. The exterior wrapping does not add to the strength of the string but it adds a LOT to the mass. Prior to wrapped strings large solid brass strings were used.
In the natural, nylon or gut string business there is a class of strings that are not wrapped but the coil of wire to add mass is embedded into the string. It is a very fine wire that adds just a little bit of needed mass.
Then there are the bundled and wrapped strings. These use a bundle of fine threads that are stretched and wrapped with bronze wire. This give high strength, good flexibility and high mass. The flexibility makes them easier on the fingers and a more mellow tone for low notes.
Plated bronze is used for wrap on nylon and gut strings because of its higher density and softness. However it is also used on steel cores when a mellow tone is needed on a steel stringed instrument.
Stainless is used on some electric guitar strings and it also produces a different tone.
|
|
- guru
- Tuesday, 06/19/07 09:29:46 EDT
|
Yet more on PVC..
OK my last post of the morning. The quote in my above post about compressed liquid storing very little energy reminded me of a question posted a few days ago regarding air compressor testing, and I think that the answers suggested here were accurate, though not complete. The proper way to test a pressure vessel is by hydrostatic testing, wherin the air compressor tank is filled completely with water, and brought to a much higher pressure than the intended pressure it is likely to see when pressurized with air. The concept behind this is that if the tank fails catastrophically when filled with water, it will merely split. If the same tank were to fail when pressurized with air, there is the potential of an explosion because of the large amount of energy stored in a compressed gas. In my neck of the woods (OK, backside of the woods, suburban NYC), periodic hydrostatic testing of air compressors used by businesses is required by law. I think it's not bad practice to consider it for your own shop as well, if you have any doubt about the integrity of your machine.
Charlie
|
|
Charlie Spademan
- Tuesday, 06/19/07 09:37:35 EDT
|
Testing Air compressors: A few years ago North Carolina's NC-OSHA adapted a similar ruling. But rather than have thousands of air compressors tested they just said if its over X years old then it must be scraped. A lot of good old air compressors came out of NC.
And YES, hydrostatic testing is the right way to go. However, it is often more expensive than most small air compressors (thus NC's edict to scrap them).
But more important than the tank which is tested at 1.5 times rated operating pressure (and the rated pressure is often 2x the working pressure) is the pressure valve and pop-off valve. The pop-off valve is the safety valve that is supposed to protect the tank if the electric pressure valve fails. It should be set to open at about 15 to 20% above the pressure switch. This is lower than the tank rating which is lower than the hydro test rating (a double step back). While the owner cannot adjust and test the valve, they CAN manually pull the pin to be sure the valve opens and there is no obstructions in the port such as bug nests. It is a good thing to test on the same day you inspect all your fire extinguishers.
On my painting air compressor I have a second pop off down stream of the regulator that I manually adjust to about 90 PSI. This is to prevent the paint gun which normally operates at about 20-30 PSI from seeing pressure over 100 PSI. If the regulator fails the bottom of the paint canister will blow out (going from concave to convex) with a loud bang. This is a warning that something is very wrong and it wrecks the can. I much prefer the secondary pop-off opening to the paint can popping.
|
|
- guru
- Tuesday, 06/19/07 11:12:43 EDT
|
Fire Extinguishers: Most places require monthly inspection and annual inspection and testing (discharge and refill or replacement) of fire extinguishers.
However, many small shops are not covered by OSHA or come under scrutiny of the local fire department. In that case you need to have your own fire extinguisher inspection program.
If you do your own inspection you should look at fire extinguishers at least once a month and more often in the summer when bugs build nests. I found mine were being clogged weekly so I put a piece of electrical tape over the end of the nozzel (just applied to the edge NOT wrapped around).
Inspection should include:
Has it had the safety tape been broken or pin pulled and possibly used? Refill or replace.
Does the gage read full pressure (Tap it)? Refill or replace.
Is the nozzle free of obstructions? Clear them.
How old is it? Good extinguishers should be inspected by a fire extinguisher company once a year.
Cheap disposable fire extinguishers like you keep in your truck, boat or kitchen have a short shelf life. I would say 5 years MAX. I've had one occasion to use my disposable home fire extinguishers and that was at a neighbor's putting out a chimney fire. Two out of four failed to discharge. . . They had leaked down over time. It is probably why they were on sale. . .
|
|
- guru
- Tuesday, 06/19/07 11:35:57 EDT
|
Craig, re Brinell Hardness of 400 - per our conversion chart provided by Wilson Instruments, that's equivalent to 43 Rockwell C.
|
|
- Gavainh
- Tuesday, 06/19/07 12:22:28 EDT
|
Ah; I see.
I had never thought of the same material exceeding the dimensional needs of the original purpose. Also gives me a further respect for my guitar strings, which I have cruelly abused over the years. (...and vice versa; I had one brutal old steel string guitar known to my friends as “the cheese slicer.”)
|
|
Bruce Blackistone (Atli)
- Tuesday, 06/19/07 15:44:40 EDT
|
AH! Another use for music wire. . Cheese slicers. . ;)
|
|
- guru
- Tuesday, 06/19/07 16:33:39 EDT
|
Ok I'm convinced, I'll go with a single section of rail with a horn/face cap welded on parallel to the web for a bit more support. I may even be able to get the mating surfaces milled to give a better fit. Not sure how that will go with a face that's been work hardening since 1936, but we'll see.
I'll still have a 1.5m (5'3") piece left, but I'm sure I'll find some uses for it.
|
|
Leon
- Tuesday, 06/19/07 18:37:23 EDT
|
Testing of air receivers etc.
As I spent the first 17 years after the ARMY in factories that made ASME code rated equipment, and worked in R & D, and then designed the production test equipment to hydro test millions of production items may I offer a bit of advice?
Hydrostatic testing is indeed safer than pnuematic testing at the same pressures, IF done correctly. I used to pressure test to failure on a weekly basis. I had many well educated, but under experienced engineers tell me that hydro was not dangerous as "a drop or two and all the pressure was gone". As in most things the truth is in the details not the general principle. If hydro testing remember the following items;
1). It is impossible to entirely remove ALL the air from the vessel, and the water itself will entrain and have disolved air. Entrapped air stores lots of energy.
2.) The vessel itself will be under tremendous strain if well designed, and this strain is POTENTIAL energy! I Burst tested a 10" od, by 1" wall header with welded in forged end plugs. The pipe experienced swelling to look like a watermellon, and when it failed it did NOT open into the classic fish mouth failure, but rather failed by blowing the end plug and about an inch of pipe off. The pipe then contracted and acted as a squid and propulsed itself and the hydro pump into the blast shield. The blast shield was 1/4" plate, and it greatly distorted the box, as well as moving the box 3'. That blast box weighed several hundred pounds.
3. I have burst heavy wall pipe and had chunks as big as a man's palm blow out the side, and fly with enough force to chip out a 4" crater in a solid concrete ceiling in the test cell. Hydro WILL throw chunks.
4. ASME code rated tanks are proof tested at 1.5 times the cold working pressure. Those cheap no name offshore tanks often do not have a ASME code plate. NOT in my shop, period.
5. ASME code requires a burst test if a new design is made to qualify. EVERY vessel must be proof tested at manufacture.
6. A proper hydro test cell is a somewhat expensive thing. I would think to hydro small air tanks at pressure of not greater than 500 psi, the plumbing and pumps would be in the $2000 range to say $10,000 for a really nice setup. The test cell however needs to be suitable to contain any blast effects and would therefore be a substantial structure.
As the pressures go up, the containment structure gets more elaborate with things like a frangible wall or roof to control overpressure waves. $$$$$
Moving on, High hydrostatic pressure, say above 5000 psi takes all sorts of special fittings and hose and some knowledge to make it work. Curtis Sprague makes the best hydro pumps for a airdriven pump, Period!
For pressure above 10,000 psi you get into strange coned and threaded fittings that can then handle up to 100,000 psi. I have never built or tested above 33,500 psi myself. Remember that at presures above 3000 PSI or so a tiny pin hole will throw a fine stream that will go subcultanous at close range. A couple of inches and no more than a sting and a little burn. Close and you have injected an infection.
Air testing of recievers is occasionally done in poor shops but is usually done under water and at pressure of less than 300 psi. Remember that a huge volume of high pressure air suddenly released will make an overpressure wave. About 5 psi overpressure in a shock wave, and you leave a pretty, slightly bleeding at the mouth, ears and other ports but very dead body. NOT in my shop.
PVC is great for sewer pipe but can be deadly if used for air piping. Not only will it shatter from impact, but several of the oils used in compressors will remove the plasticizers and embrittle the plastic as well. Not in my shop.
On piping pressure relief valves. I have consulted on two spectacular failures. One was a 1000 gallon air over water accumulator inside the boiler shop. It had a rupture disk and a pressure relief valve as well. The rupture disk did what they do and ruptured. The plumbing was NOT to ASME code and it had a long nipple with the disk at right angle to the pipe, and was not braced. The pipe failed at the threads from bending load and flew about 60' and knocked a steel framed factory widow and three courses of brick from the building. ALWAYS install pressure relieving devices straight into the port, so that the jet effect does not have side load on the piping. If an ell is needed use a sweep 90 and brace well. Always remember that a rupture disk will eventually.
Second case was a collection of idiots that converted a several ton liquid CO2 tank to Nitrous oxide. A comedy of errors ensued, with the heater wired to the NC circuit and the cooling package also reversed. The folks sandblasted the inside of the tank and did not remove the pressure relief valve before or after, so it was plugged. They also did not resize the valve as they needed to do with nitrous. Then the idoits hydroed with you guessed it nitrous.The 6" x 18" manway in the tank bottom failed under the pressure grenerated from the heater being on instead of off, and the now several ton liquid fueled rocket flew several hundred feet and landed in a intersection of a well traveled street. Hit nothing there. But alas, one of the workmen had brought his young son to work with him and he bleed to death from a shrapnel type wound from debris kicked up by the jet effect.
This is a rather long rant, mostly to say be very careful with pressure, and don't cut corners with tanks or piping. A replacement tank is pretty cheap, and the savings of using PVC instead of black iron will not recover a life.
Remember "Life is too short to spend any of it dead, injuried and in jail, and any combo of the three really sucks"
|
|
ptree
- Tuesday, 06/19/07 19:58:04 EDT
|
Fire extinguishers, per OSHA
Monthly inspection is a visual, just as Jock noted. Usually a tag is affixed to initial to show the OSHA guy that you are complying.
Fire extinguishers need to be discharged and inspected and have new seals on an annual basis. This usually is a new seat seal and neck seal. This is indicated with a inspection ring of paper, cardboard or thin plastic on the neck, just under the valve. Scam artist type folks will cut the old ring off and slip a ring for a bigger extinguisher in place without doing the required work, and then charge for the work. The ring should be a close fit to the bottle neck. Ask me how I know this:)
Every six years the bottle requires a hydro test. Usually done at the annual to save a little money as the bottle has to be discharged and recharged at annual as well.
Halon extinguishers are getting expensive to refill. I save the partly expended bottles and have the tech recover from them to recharge another partly used Halon bottle. When I have to replace I go to CO2, much cheaper to refill, almost as safe in a big open shop, and the thought that the halon is less likely to harm delicate electronic circuits forget, you are using a extinguisher because it is ON FIRE!
|
|
ptree
- Tuesday, 06/19/07 20:08:46 EDT
|
Ken, Allen Eckert is an excellent author and historian. He has a whole series of books on early America and I endorse their reading by anyone with an interest in American History. The books are fictional recreations of actual historical action and this makes them very readable. It is more like a historical novel than pure history. Find the one about Simon Kenton. He makes Daniel Boone look like a Fuller Brush Man.
|
|
quenchcrack
- Tuesday, 06/19/07 20:15:51 EDT
|
Ptree and Jock,
I appreciate the time you put into your posts regarding pressure vessels, and REALLY appreciate (slightly different meaning of the word here) your depth of knowledge and experience. Thanks so much for your willingness to share it! I always look forward to hearing someone speak about something they are passionate about, no matter how esoteric the topic may be, or how much (or little) I may know about the topic. ptree, your post certainly falls into that category.
Charlie
|
|
Charlie Spademan
- Tuesday, 06/19/07 21:38:50 EDT
|
It never fails,every time i have a problem the ansewrs here .I,m just getting ready to air up the new shop pvc pipe verses black iron.Black iron it is.Thanks jmac
|
|
- jmac
- Wednesday, 06/20/07 01:39:25 EDT
|
It never fails,every time i have a problem the ansewrs here .I,m just getting ready to air up the new shop pvc pipe verses black iron.Black iron it is.Thanks jmac
|
|
- jmac
- Wednesday, 06/20/07 01:40:25 EDT
|
I agree 100% with the sentiments expressed by Charlie Spademan. Thank you for all the advice. My question is much more simple. What extinguishers and what first aid kit do you recommend for a workshop?
|
|
- philip in china
- Wednesday, 06/20/07 03:29:40 EDT
|
I work for a fire extinguisher service company in North Carolina. The monthly OSHA inspection is as ptree stated.
Most states use the National Fire Protection Association code as a basis for the state and local code. Your local requirements may vairy. Your local fire marshal can answer any questions.
NFPA does not require annual discharge and refill of fire extinguishers. This is on a 6 year cycle from the date of manufacture. Hydro testing is on a 12 year cycle.
Annual inspection consist of a through visual inspection looking for any physical defects, proper pressure indicated on the gage, weight check, removal of the hose or nozzle to check for obstructions and using a rubber hammer to loosen the powder by hitting sharply on the bottom of the fire extinguisher.
Any time a fire extinguisher is dissassembled, a service verification collar must be placed on the neck, under the valve assembly. This collar should fit tight enough that it cannot be removed without dissassembly!
My shop area is 20'x24' and is split equally by a wall. the forge area has a crusher run floor and has a 10# ABC and a 2 1/2 gal pressurized water fire extinguishers. Note, extreme care must be exercised when using water near any electrical equipment!
The other area has a wood floor and has both a 5# ABC and a 10# ABC.
Hope this info helps.
|
|
nc cooter
- Wednesday, 06/20/07 04:55:38 EDT
|
Fire extinguishers: There's a good site at: http://www.fire-extinguisher101.com/
Also, remember that for a Type I fire (wood, paper, rubbish, most plastics, probably the most common threat in my forge) a bucket of water, timely applied, can be most efficacious.
It occasionally happens in boats that folks waste time while they go scrambling about for the fire extinguisher (“…up forward under the life vests!”), when surrounded by water and containers. We have two “ABC” extinguishers aboard the longship, despite the lack of an engine and a minimal 12v electrical system, both to comply with the regulations AND to be able to render assistance to another vessel should the need arise; but buckets are the first resort.
Keep good fire extinguishers at hand, but don’t forget the slack tub. :-)
Hot and sometimes stormy on the banks of the Potomac.
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Wednesday, 06/20/07 08:24:32 EDT
|
I keep a 3/4" garden hose charged and near the forge whenever I have much going on there. Nor only good for fires, but an occasional mist on yourself can feel really refreshing when you've been standing in front of a glowing hunk for a while. Also useful for partial quenching of objects too awkward to fit into the slack tub
|
|
Charlie Spademan
- Wednesday, 06/20/07 08:31:03 EDT
|
I have a Buffalo Forge Steel BOdy FOrge BLower (it may be cast iron, i am not sure yet)....i was wondering if there was any value to this item... its old.... its pretty cool looking and because I live near Buffalo New York, I hung onto it even thoughI almost had it to the curb a few times.. i keep bringing it back in and looking into it... until this a.m. I did'teven know what it was! any advice, info, etc.
can I try to sell it? is it worth anything?
any help would be very much appreciated
THANK YOU!
Diane Cameron
Wilson, NY
|
|
diane
- Wednesday, 06/20/07 10:33:53 EDT
|
Diane, If it is almost too heavy to pickup one end it is cast iron. Forges without parts are selling for $100 to $150 and with parts (blower, firepot) from $150 UP depending on condition. Old hoods usually rusted off and are not too difficult to repair or replace.
Don't toss it. There are a BUNCH of smiths scrambling to find out where you live.
|
|
- guru
- Wednesday, 06/20/07 11:12:03 EDT
|
Thank you for your response... can I send you a photo of it... you can tell me what parts it has and doesn't have? any one I can contact to try to sell it....I unfortunately could use the money more thanI could use the item....
THank YOu so much.
|
|
- diane
- Wednesday, 06/20/07 11:25:28 EDT
|
Thank you so much for your response... I will hang onto it... and hopefully someone will see that i have it and contact me...i'd be glad to sell it... i have no use for it andhate to see it go to the garbage... Can you tellme how I could sellit?
Diane.
|
|
diane
- Wednesday, 06/20/07 11:31:14 EDT
|
Fire Safety Equipment:
The good old SAND bucket filled with sand will put out many small and unruly fires such as oil fire. It can then be used to haul water. . but if its not close its too late. It could also be used to cover the fire OR scoop water from the slack tub. Remember, small fires quickly become LARGE fires. Keep a cool head. Sand is cheap.
A convenient hose as stated is a great help. If you work outdoors where grass and weeds grow well then it is almost a necessity. Even if the grass is pretty and green when you start you are going to kill a bunch around your anvil and work space in just a few days. Standing in a grass fire as you work with the fire running up your leg is no fun.
Fire extinguisher types vary with the fire as noted above. Generally if you meet the fire codes you are OK. However, I had a friend have a running automobile engine catch fire while it was being worked on, the purple K (dry powder) extinguisher just fanned the flames. When the extinguishers failed they tried a hose and it did no good. At that point they had the presence of mind to push the car out of the shop and let it burn. The fire department got there just in time to put out the smoldering ruin.
I suspect a bucket of sand might have done the trick on the above fire. But if you need to pull out a fire extinguisher at ANY business you should have someone call the fire department NOW, just in case. They would rather get there just in time to give you a pat on the back and an "att-boy" rather than put out a raging fire.
In our business we work with fire constantly. You have to stay alert to hazards and keep a calm head. I was at a demonstration on time where a smith was doing some heavy forging. The radiant heat set his cotton apron on fire several times. The audience kept wanting to interrupt and tell him about it. He finally stopped, and said "Don't you think I KNOW I am on fire? This is NORMAL for this kind of work!" and he went on with his demo.
At another big iron demo the fellow explained that leather aprons were too heavy and when they got hot they transfer the heat. Cotton aprons were the norm but they had to be replaced often as they normally lost about an inch a day. . .
Among your fire safety equipment is your all cotton (100%) clothing to start.
|
|
- guru
- Wednesday, 06/20/07 11:38:04 EDT
|
Soaking your cotton apron in a strong borax solution will help fireproof it until it's washed out. (and since borax is a laundry addative you can just toss it in the laundry for cleaning---remembering to reapply the borax solution afterwards of course.)
I always try to have an extinguisher by the door as well as one close to the fire. The one close to the fire may be in the fire when needed but the door is both your fast exit and where you'll be running in if you see smoke coming from your shop.
A good wet down of potentially dangerous spots before you start up can help slow things down a bit and remember that steel can fly an amazing distance when you don't want it to!
Thomas
|
|
Thomas P
- Wednesday, 06/20/07 12:34:21 EDT
|
Diane; you might contact the local blacksmithing group to see if any one was interested.
There is a list of ABANA chapters you can find by going to NAVIGATE Anvilfire menus in the upper right corner; then all they down to near the bottom and click on ABANA-Chapter.com
Thomas
|
|
Thomas P
- Wednesday, 06/20/07 12:37:27 EDT
|
Borax soaked aprons also come in handy when you run out of flux.
Heh heh, sorry I just HAD to!
|
|
- Nippulini
- Wednesday, 06/20/07 13:18:57 EDT
|
Diane: You can also try listing it under the nearest large community on www.craigslist.com (or .org).
|
|
Ken Scharabok (Poor Boy)
- Wednesday, 06/20/07 13:30:20 EDT
|
TGN; it gets so hot out here I'd be more worried about bending over to pick something up and finding out that you had welded yourself together!
Thomas
|
|
Thomas P
- Wednesday, 06/20/07 15:11:45 EDT
|
Fire protection:
One of the machine shops I worked in machined parts from titanium & magnesium.
After a nice a nasty little fire from the lath chips catching fire, they built a couple of separate cinder
block rooms with the correct fire suppression equipment and
a big red handle outside the door.
The idea was if this started burning you ran out the door and as you went out the door you pulled the red handle which cut the power, closed the door & tripped the fire suppression system and of course the fire alarm.
I did visit a welding fab shop that had mounted lawn sprinklers in the rafters as a fire suppression system, with a valve by the door.
Seemed cheap insurance to me.
-Hudson
|
|
- Hudson
- Wednesday, 06/20/07 17:46:51 EDT
|
Fire protection:
One of the machine shops I worked in machined parts from titanium & magnesium.
After a nice a nasty little fire from the lath chips catching fire, they built a couple of separate cinder
block rooms with the correct fire suppression equipment and
a big red handle outside the door.
The idea was if this started burning you ran out the door and as you went out the door you pulled the red handle which cut the power, closed the door & tripped the fire suppression system and of course the fire alarm.
I did visit a welding fab shop that had mounted lawn sprinklers in the rafters as a fire suppression system, with a valve by the door.
Seemed cheap insurance to me.
-Hudson
|
|
- Hudson
- Wednesday, 06/20/07 17:47:02 EDT
|
NC Cooter,
You are correct on the 6 year discharge, 12 year hydro. Mea culpa.
The service verification collar was the ring I was talking about. Caught a company pencil whipping the recharges after partial discharge. The dsomehow did not refill the powder, but refilled the pressure gas and slipped a oversize collar on.
At the axle shop we discharged about 12 to 15 extiguishers a month, but most had only a short squirt. The extinguishers kept getting lighter!
In my shop I have 2 each 10# CO2 and a 10# dry chemical that also snaps on the gas welder when I travel. Maintained by the guy who serviced my extinguishers at the axle shop after I replaced the scam artists.
|
|
ptree
- Wednesday, 06/20/07 18:39:07 EDT
|
How many heats should it take to make a twist in a piece of round bar (including the squaring of the bar)? I believe it took me three heats, up to about a reddish orange-bright orangish yellow. Of course this is the first bit of blacksmithing I have ever tried to do, so I was just wondering how many it would take for an experienced person
|
|
- Hollon
- Wednesday, 06/20/07 19:20:03 EDT
|
Hollon,
We weren't there, so we need particulars: the diameter of the rod and how long the twist. How many turns on the twist?
|
|
Frank Turley
- Wednesday, 06/20/07 20:06:55 EDT
|
Sorry about that, I thought of that just as I was bringing it up this time. The diameter was one inch, with two turns.
|
|
- Hollon
- Wednesday, 06/20/07 21:54:50 EDT
|
Hollon, two turns in how long. . . we work in a three dimensional world.
Two or three heats is pretty good for a short section of about 4". You could do a foot or more in one heat with a power hammer. Or you could start with square and do it cold (zero heats)in a few seconds with a power twister. .
|
|
- guru
- Wednesday, 06/20/07 22:11:59 EDT
|
On the road: Have to be OUT today. Checking on the property, hair cut and various things. Be back this evening.
|
|
- guru
- Thursday, 06/21/07 08:43:51 EDT
|
Hollon: Also, what are you using for a twisting mechanism?
|
|
- Ken Scharabok (Poor Boy)
- Thursday, 06/21/07 11:15:33 EDT
|
Guess who's back? I know SOMEone on here will be able to give me more info on this than I'll ever need: I need an acid that is strong enough to clean out an intake manifold. I had it sent to a friend of my father, but it took him a week and it still isn't quite finished. There is some what looks to be old oil gunk (just a little) left on it and I need to clean it out. What's a good recipe for an acid that can clean it out? I don't have access to much more than Wal Mart. Also, I'm trying to figure out if this intake in cast iron or aluminum. It has some rust in it, but it's easy to scrape up, and it's not magnetic. Any input? Many thanks!
---Rob
|
|
- Rob
- Thursday, 06/21/07 12:23:31 EDT
|
Rob,
If the manifold isn't magnetic, it's almost surely cast aluminum. That being the case, DON'T use acid on it, or you'll gobble it up. Most intake manifolds that blow gaskets do so as a result of people not keeping *fresh* anti-freeeze or coolant in the radiator. When old, coolants turn acidic, eating aluminum.
Given that we think it's an aluminum manifold, you just need to boil it out in a strong solution of TSP and water. If it were mine, I'd schlepp it down to the local engine rebuilder and have him tank it.
Note: Strong alkalis, such as Sodium Hydroxide (lye), will also dissolve aluminum.
|
|
vicopper
- Thursday, 06/21/07 16:48:13 EDT
|
Sorry about that, once again I wasn't thinking too clearly. It was about 4 inches.
|
|
- Hollon
- Thursday, 06/21/07 16:54:40 EDT
|
Hollon,
If you did what you said you did with that 1" round, you're going to be one heck of a speedy smith some day.
You can lead a horse to water, and if you can teach him to do the back stroke, you've really got something! [a non sequiteur]
|
|
Frank Turley
- Thursday, 06/21/07 21:27:46 EDT
|
Can anybody give me an idea of what tolerances (straightness & dimensional) I could expect to maintain during heat treatment. Assume I seal in stainless foil, with some powdered coke & place the whole thing in an open tube in a coke forge. I'm thinking uneven quenching would be a major problem causing distortions. I'm talking 3/4" square bar with 1/1000 tolerance. Does choice of carbon/alloy levels have significant influence? Is this a job for an induction machine?
|
|
andrew
- Thursday, 06/21/07 21:36:28 EDT
|
andrew: You can't count on anything when it comes to stability during heat treatment. The use of an air hardening steel like A2 will get You the best results, but no guarantees. If You were tyaslking about a 3/4" cube it wouldn't change much, but over any length there can be warpage from stresses within the material. Precision parts are finished after heat treatment for these reasons.
|
|
- Dave Boyer
- Thursday, 06/21/07 21:49:22 EDT
|
Andrew, "Stability in heat treatment" is almost an oxymoron. How the part was treated during forging, how it was thermal cycled and how evenly, if it is was cold worked, if it was ground closer to the surface on one side than the other, if it is perfectly symmetrical, if is heated perfectly evenly and quenched perfectly evenly. . . all these things are what leads up to is it going to be straight or not.
|
|
- guru
- Friday, 06/22/07 00:17:56 EDT
|
Some time ago I ground the teeth off a hacksaw blade, gave it a spring temper and employed it to close a flap over my blower inlet. A cable opens the flap. The spring is not quite relaxed when the inlet is closed.
Now, I've been using this for some time now with no problems. I always close it when I'm finished so the spring is almost relaxed. Tonight I came out and the spring was broken in the middle. We have a mild climate here, but have had a few frosts recently. Is this likely to have caused my spring to break? I'm not great at judging temper colours, but it was able to flex at least 90 degrees without breaking.
|
|
andrew
- Friday, 06/22/07 07:06:09 EDT
|
Curious. . . I am not sure why or how this would happen. However, if you did not completely remove the cuts from the teeth you may have had a point for the spring to break. Notches, no matter how small make a point of stress concentration.
The only thing I can think of that caused the spring to fail while you were not there is some expansion and contraction from temperature change. . . Once in a great while you come into the shop to find something unexpectedly broken that cannot be explained otherwise. Its rare but it does happen.
Also, hack saw blades are often high speed steel or very high alloy steels. Their heat treatment can be very tricky.
And last, in thin low travel or low preload springs almost no hardness is needed. All steel no matter the carbon content has the same springyness. Hardness only extends the range of the spring, increasing the distance it can flex before it bends. Thus, springs made from very high carbon steels are often tempered WAY back. Since even annealed they are much stronger than a lower carbon steel they have a wider range of use without being very hard.
|
|
- guru
- Friday, 06/22/07 07:38:44 EDT
|
Bronze Stars, I have used annacortes brass works in WA state before with very good results.
|
|
Carl Z
- Friday, 06/22/07 10:31:43 EDT
|
Screw press: I found that I had put an 180 bend in some stock at the wrong point last night---my screw press with the flat dies dressed the bump left in the stock till it's just about unnoticable and will be unnoticable after the rest of the work done on the piece. Saved me from having to go buy another 20' length for a 5' section!
Thomas
|
|
Thomas P
- Friday, 06/22/07 11:19:44 EDT
|
Andrew - stability in heat treatment - Sikorsky helicopter used press quenches to minimize distortion when they quenched carburized and gears - basically a press with an insert for the gear that fit the finished shape of that gear only and applied pressure to the gear during the quench operation. Even with that, I'm sure they weren't holding a tolerance of 0.001"
|
|
- Gavainh
- Friday, 06/22/07 12:17:48 EDT
|
Its either shop ghosts or small elves that come into your shop at night and mess with things.
One day I go into my cellar workshop to find the horn of my anvil facing the right. I am right handed and always keep it facing left. I asked my lady about it, she never goes near my work area. I blame it on the ghost. The elves steal and hide my markers and punches. The imps break stuff.
|
|
- Nippulini
- Friday, 06/22/07 14:10:27 EDT
|
What direction do most smiths keep their anvil horn pointing anyways? I hammer with my right hand (I'm sorta ambidexterous, do lots of things left handed, lots right) but I keep my horn on the right of me, that way I can leave a tool in the hardy hole and not have it get in the way of my hammering while I'm working. It seems to me by looking at pictures of people's shops that most smiths keep the horn to the oposite side of their 'handedness' however, is this the case with most of you?
|
|
jmercier
- Friday, 06/22/07 14:41:51 EDT
|
ANvil Work Position:Normally the horn points to your left (if you are right handed). But you can work from either side or end.
The reason for the horn to the left (if you are right handed) if that when you bend something around the horn held in your left hand you remove the piece away from your body. If you are holding the piece with your left and the horn is to the right then when you pull work off the horn you are pulling it toward your body (at your groin).
Take a hooked piece and try it.
The method taught by many is to stand toward the heel of the anvil facing the horn. This puts your arm and hammer directly over the anvil with you standing as close as possible. Then you can work anywhere from the heel to tip of the horn by just taking half a step or leaning front to back.
|
|
- guru
- Friday, 06/22/07 15:16:04 EDT
|
Lets see, main shop anvil: point to right;p next smallest point to left. Next---no horn----bridge anvil, next point right, next point forward, last point away. And sometimes they get turned on end point up for certain tasks.
My main shop anvil has a hardy hole at each end of the face so the old hardy under the hammer hand issue is moot.
Thomas
|
|
Thomas P
- Friday, 06/22/07 15:18:28 EDT
|
First off I have almost no experience with forging and blacksmithing at all. the reason I became interested in blacksmithing is because of an experiment I did recently. I used storebought charcoal (I performed this experiment before visiting this site) for my fuel. I used a devivce that emits air that is heated to 1020 deg. F. for my air supply and my iginiton system. The combustion took place in a metal can similar in size to a folgers coffee can. This "forge" easily heated a 1 1/2" wide, 3/16" thick piece of steel to a dull orange. My question is does forcing preheated air into a forge increase the overall temperature of the forge?
|
|
- Patrick
- Friday, 06/22/07 16:30:46 EDT
|
Hollen: There are many forces at work in twisting stock.
- As the diameter increases the torque required to do the twist increases somewhat on a geometric scale (if I'm using the correct term). Its not 1-2-3-4, but 1-2-4-8. For example, the torque requred to twist 3/4" square may be twice as much as 1/2" square.
- The length of your level plays a part. Say you are using a smooth-jawed adjustable wrench with a handle welded on the top so it grips the stock in the middle. It will require more torque (force) to move a wrench 18" long as one say 30" long.
- Heat plays a large part, not only in the ease of the twist, but the consistance of it. Say one half of the area to be twisted is 200 degrees colder than the other, the hotter area will twist more readily, giving you an uneven twist effect.
- Length vs diameter/thickness is another factor. It will require more torque to twist 4" of 1" stock vs say 8". Somewhat see first item above. At least it seems like it to me.
A trick taught to me is to over twist just a bit (say 1 1/8 full turns, then come back that 1/8". Reduces tendency of twist to 'unwind a tad' so to speak as it cools.
If you are going to put a twist in a length, leave extra on one end if you can, which can be trimmed off. This allows for any potential drawing up (shorting) of the bar due to the twisting.
Of course there are a number of variations of twists to make them decorative. I don't know of a good reference on an assortment of them, but perhaps someone else does.
|
|
- Ken Scharabok (Poor Boy)
- Friday, 06/22/07 16:30:44 EDT
|
Forge Preheat; Patrick, Yes it increases the temperature a little. If you are working in freezing conditions the preheat will help get up to normal temperatures. However, in normal ambient air a forge runs "just right" without preheat. In warm and hot weather the preheat can cause excess oxidation.
Heated fans cost a lot to operate compared to using cool air to blow a fire.
Using good charcoal and a typical tin can the can will melt down after a short while. Real charcoal about 6" deep with bring a steel bar up to a yellow heat or better (steel burns at white heat).
Note that the air must be passing through the coal bead from the bottom up or the side up. Blowing air down or at a fire does not get a good concentrated forge heat.
|
|
- guru
- Friday, 06/22/07 16:42:29 EDT
|
Ken,
Actually, torque to twist stock increases with the cube of the diameter (or thickness of square stock), so it's 1,8,27,64.
You can think of it this way: If you go from, say, 1/2" stock to 1", you get four times the cross-sectional area. But the material you've added is all further from the center of the bar than the original 1/2" stock was, so it takes even more torque to move it -- eight times more in all.
|
|
Mike BR
- Friday, 06/22/07 17:11:15 EDT
|
Sir, My husband wants a small anvil. I can't find where I can purchase one as a surprise for our anniversary (35th). Can you help me? We live in Cumberland, MD. It's in western Maryland near Pennsylvania and West Virginia.
|
|
E. Cross
- Friday, 06/22/07 19:55:14 EDT
|
The twist was actually 3", I just guessed from memory. I did another smaller one, but used vice grips to twist, it was probably down to a red heat, and this one does not look as good, not very uniform (its tighter in some places than others). I'm not sure what its from, but im guess using vice grips might've had something to do with it?
|
|
- Hollon
- Friday, 06/22/07 20:04:55 EDT
|
Hollon, that is from an uneven heat. The hotter the steel the easier it twists. For smooth twists you want a good soaking heat and then hold it within the heated length. Then the twist will be uniform.
|
|
- guru
- Friday, 06/22/07 21:17:51 EDT
|
Hollon: Visegrips may work for up to about 1/2", but beyond that your REALLY need a twisting wrench. Go to a flea market and find a large adjustable wrench with smooth jaws. Look for the type in which the bottom jaw goes up and down rather than a Crescent-style. Then take it to a welding shop and have a stout handle welded onto the top appropriate for the size of the wrench. I like that handle to be the length from the bottom of the top jaw to the bottom of the wrench. This, more or less, centers the work between two levers.
For various styles of these wrenches go to www.ebay.com, Advance Search, then on listing number 260128171595. Personally I like the style to the right with a center nut around the shaft rather than the spindle to one side.
With only using a wrench (or visegrips) you are bending from one side only. This has a huge tendency to skew the twist out of alignment. With a double-handled wrench you have much greater control over the twist.
Even the best twist likely needs to be tuned up. Don't do so with a hammer. Find a block of wood, say a piece of 4" x 4" about 6" long. Drill it out with two side by side 1/2" holes and chisel out a slot 1/2" x 1" x about 2". Put in some adhesive and a hammer handle which matches the slot. This wood mallet allows you to directly hit the twist without knocking off the sharp edges. My alignment mallet has a special place on the side of my anvil stand.
Aligning the twist can be done on the anvil (perhaps with a 2" x 4" on top of it as a bottom support) or with one end of the twist held in a vise. If the vise jaws are long enough they can be used to assist alignment by clamping the twist with the original stock corners facing the jaws. A black heat in the twist area helps.
If you are just getting into hot metal working a book I highly recommend is The Backyard Blacksmith by Lorelei Simms. Available on eBay and through most on-line book sellers.
I also encourage you to make contact with one or more blacksmithing groups in your area. Click on NAVIGATE anvilfire in the upper right and then scroll down to the link to ABANA affilitates. You can then find those in your general area. Most hold period meetings either at a fixed location or rotating among member's shops. Some hold regional conferences which bring in experienced smiths to demonstrate various areas.
The largest of these is the Quad-State Blacksmithing Conference held at the Miami County Fairgrounds in Troy, OH, usually the last full weekend in September. For a registration package you can send a postcard request to Quad-State 07, P.O. Box 24038, Huber Heights, OH 45424-0308.
On Q-S 07, I've heard Clair Yellin and a couple of other ABANA board members plan to attend this year. I suspect they are scoping out whether or not an ABANA 08 (Lite) might be hosted by a group such as SOF&A. At least with SOF&A the infrastructure is already in place.
|
|
- Ken Scharabok (Poor Boy)
- Saturday, 06/23/07 04:06:47 EDT
|
Is it possible to make my own swage block out of a piece of heavy plate?
|
|
- philip in china
- Saturday, 06/23/07 04:44:10 EDT
|
E. CROSS,
You do not say, and your husband may not have told you specifics. Anvil come in sizes from a less than a pound to several hundred pounds. There are good anvils and what we refer to as "anvil shaped objects" (ASO"S)
Most of the new, cheap anvils found at fle markets and on E-bay are ASO"s and are only usefull as a door stop, and overpriced at that.
There are a number of advertisers on this site, use the navigate bar in the upper pight corner. A call to one of them will get you a new, qualitiy, anvil from a dealer who will stand behind their products and insures a usable anvil. Beware that anvils are not a very cheap tool when bought new. If you need a cheaper anvil, but still somewhat usefull anvil, the " Russian" cast steel anvil at Harbor frieght is an ok starter anvil, but is not a great anvil. If you need only a anvil as a joke gift, the Chinese made cast iron anvil at Harbor Frieght is the best priced ASO.
Happy anniversary
|
|
ptree
- Saturday, 06/23/07 08:04:20 EDT
|
Philip,
Sure, it's possible. That's what blacksmiths do, make the tools.
It takes a lot of work no matter how you go about it, whether you use a cutting torch, punch and drift, or forge to shape. I make swages all the time, as I need them.
If I ws going to make an entire swage block, I'd be looking for someone with an industrial CNC plasma, laser or water-jet cutting machine to do the work. You could get a pretty nice custom block that way, but I'll bet it woldn't be cheap.
For a swage block for rounds, you could take a piece of heavy plate and bore a series of graduated holes from about 3/8" to 2" in increments of 1/8" and 1/4", then slice it in half. That would yield two swage blocks with half round swages ready for filing.
For V swages, the easiest way is to make them one at a time, using a powerhammer and a top tool. Other than that, you're going to beinto a LOT of chiseling and filing.
Bowl depressions are best done by avoidance. You can do the job using old tank bottoms, rings of round bar, ends of pipe and carved depressions in stumps, so why try to whittle them out of a block of steel? If you have a big lathe or milling machine and lots of time on your hands, I suppose you could do it, but i wouldn't.
The toughest thing to accomplish is square holes, as these will require drilling and broaching or chiseling and filing. For most of what square holes are used for, making them by welding up from heavy bar would work for the hobbyist.
Don't overlook the value of scrap pieces of old machinery. Many of them have shapes and contours that can be very useful, and they're already made. With China in an industrial growth spurt, itmay be difficult to find much scrap, though. I know that way too much of the U.S. scrap is going to China.
|
|
vicopper
- Saturday, 06/23/07 08:12:08 EDT
|
>For a swage block for rounds, you could take a piece of heavy plate and bore a series of graduated holes from about 3/8" to 2" in increments of 1/8" and 1/4", then slice it in half. That would yield two swage blocks with half round swages ready for filing."
Or put two pieces side by side and drill through the seam.
Another trick is to saw a short length of water pipe in half longways. Lay curve up and then weld pieces onto the sides, filling in the voids with weld to get a solid, flat bottom. Same concept can be used for angle iron.
|
|
- Ken Scharabok (Poor Boy)
- Saturday, 06/23/07 08:47:59 EDT
|
More twisting and swaging.
Nine different cross sections are shown for twists in "Wrought Iron in Architecture" by Gerald Geerlings, page 21.
The twisting wrench should have equal length handles either side of center to help prevent bending and to provide adequate leverage. If vise grips are used, the teeth should be ground away from the insides of the jaws. The contact edges of the wrench should be radiused to help eliminate sharp edge marks where they touch the hot iron. Most of my twisting wrenches are monkey wrenches with an extra handle arc welded on.
I like to twist with the work held horizontally in the vise. I've seen people do it vertically, but it is more awkward and dangerous that way.
In doing multiples, equal and matching length twists on separate bars, I use one or two sets of dividers to leg off
the beginning and end of the twist. That way, you don't have to deal with center punch marks which mar the work and are hard to see through scale. Try to twist each bar at the same heat, and count the number of twists. Remember sunwise or anti-sunwise. Digital kids don't know the meaning of clockwise anymore.
"Half round" swages, ideally, should not be fully half round. Many old hand forged and manufactured ones are not. The reason is that truly half round top and bottom matching swages might continuously bang into each other in use; not good. The edges of the swages should be radiused to help prevent lengthwise edge marks. In normal practice, the work is put between swages at a lemon heat after quickly wire brushing scale. The work is pulled rather than pushed to help keep it straight. Some smiths give the round stock a 1/8 twist after each sledge blow. Remove scale from the bottom swage after each heat.
|
|
Frank Turley
- Saturday, 06/23/07 10:41:00 EDT
|
Swage Block Making I made a couple in my early years but they were so terrible that what I ended up with is scrap. . . Flame cutting can make nice shapes but only if you are VERY good or use a machine. Even machine cutting can be a problem if setup properly as the kerf tends to curve or lag behind the cut and when you make a turn the bottom of the cut can be very odd shaped compared to the line you are following.
Then, even the best flame cutting is too rough for a swage surface. There is a lot of grinding to do.
I am working on an article on this subject. I have the steel and the tools. . . Step one is to find an interesting piece of plate to start with. Sometimes these things just appear, other times you search for years.
I find the swages 3" and over are most useful for edge grooves. Most of my cast blocks are 4". Thinner plate can be used for support and for bolsters.
Step two requires some machinery. A heavy drill press, milling machine and angle grinder. Of course these depend on what shapes you want/need.
Holes are useful for punching over and for bending but small ones are difficult to drill deep and large ones take a heavy duty machine like an old geared head drill press or milling machine. What size you drill depends on the stock you start with and the machinery available.
I use the sides of swage blocks for supporting work and for making large bends. The large bends are made in large radiuses that can be flame cut. Very small groves such as used for edging sheet metal can be cut with an angle grinder and dressed with a file. But those useful middle sizes (1/2" through 1-1/2") are tough to make well. They can be made by drilling on the seam of two very smooth pieces of steel OR milled with a milling machine (or shaper).
Drilling two pieces clamped together requires smooth straight surfaces such as on cold drawn stock. If the joint is not perfect the drill bits will snag and break. The fact that the chips will be short and not curl out the flutes of the drill still causes problems and requires care when drilling. As Ken mentioned, when done you have two swages.
Bowls for forming sheet metal can also be useful and do not need to be nearly as deep and large as people make them. A depression 1/4" to 3/8" deep and 3" to 4" diameter is the right curvature for candle cups through knights helmets.
Alternatives: As VIc pointed out, avoidance is often the best decision. Look for alternatives. See iForge demo #49 Swage Tools and iForge demo #164 Square Holes and Bolsters
Heavy tracked equipment wheels wear out and must be replaced regularly. They are good steel and have all those chain teeth that make good large half rounds.
Short sections of steel pipe can be used alone OR welded to a plate to make round holes for punching or dishing. You can use pieces from 1/2" pipe to as big as you can find in short sections.
V-blocks can be made from angle iron. I make a nice "M" iron using angle and two pieces of flat bar OR channel. The channel on the sides.
See iForge demo #118 Drill Press Furniture".
Square holes can be made from pairs of angle irons with the rasiued corner ground out. Square and rectangular structural tube can also be used. A bunch of pieces sawed off the same length could be welded together to form a grid of various size and shape holes.
In fact, you could build a light block by fabrication of standard sections if you used a little thought about weld preps and assembly. It would help to have a small cut off saw to make sure all the pieces were cut square and to the same length. The weld weld weld. Drawing in progress. . .
will post shortly.
|
|
- guru
- Saturday, 06/23/07 11:07:31 EDT
|
Built Up Fabricated Swage Block:
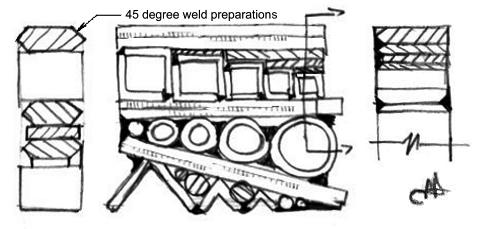
Starting with uniform pieces of 3" to 4" long structurals, bar stock, filler and shims all weld preped as necessary. Some sub assemblies such as the row of tubes or V-block edge could be pre assembled. Tack weld the whole from both sides then work out from the middle changing sides about one evey one of two rods or 8" if MIG.
Odd shaped gaps can be filled with various round bar packed into the open spaces and welded to fill as needed. Sets of holes can be separated by flat bar which adds strength and mass.
When done welding the whole would need to be gound flat and the welds touched up and ground again.
The results could be nearly solid. However, it will not be as strong as a good solid cast block. But it might be as strong as a greay iron block. I would avoid doing sledge hammer work on it.
|
|
- guru
- Saturday, 06/23/07 12:22:06 EDT
|
Dear Guru, I have worked with hot iron since my youth (now past the half century mark) and started an ornamental iron company some six years back. Our shop deals mostly with larger projects (i.e. estate gates, large railings, scupltures, etc.)and we strive to produce the best projects we can. This, as you know, means we have to keep learning something new every day. Being self-taught, I look for every book, video or wise old smith I can find.
While we have produced a number of curved railings over the years, I have never had any formal training in staircases. I have to admit, I find the curved stairways with full forgework panels some of the most challenging pieces to work on - especially when the customer feel they would like to add the basket (bulged picket) look as well.
I have scanned the internet high and low and am unable to come up with any how-to or step-by-step on curved wrought iron railings anywhere. If you can offer me any advice, give me any book, video, etc. names or direct me to other iron experts, I would be very greatful. I would love to know what are accepted industry norms, compare processes we currently use and identify upgrades that would improve our final product.
Any information would be greatly appreciated. I am located in Southern Ontario, Canada.
|
|
Jim Barton
- Saturday, 06/23/07 15:04:56 EDT
|
Jim, NOMMA has a book and videos (I think) on the subject.
However, The methods for the complicated jobs are about the same. We recommend building some sort of mock-up in the shop based on accurate field measurements. Then doing your fit up on the mock up. In some cases the mockup acts as a bending jig for the top rail. On long sweeping rails we have bent a representative section in angle iron or in two pieces to make an angle and used that short (six to eight feet) section to do the bending.
Each job is so different the approach is often just as different.
|
|
- guru
- Saturday, 06/23/07 17:05:11 EDT
|
Laying out curved/spiral handrails:
Once you master it, careful measurement and layout in 3D/CAD can save a tremendous amount of time, but the learning curve is much steeper than the stairs will ever be...
|
|
Charlie Spademan
- Saturday, 06/23/07 17:51:48 EDT
|
Dear Guru, Thanks for the quick response. Yes NOMMA does have some instructional material with respect to most of the basics of curved stair building, however, I would really like to get more into the detail of forming forged panels. For example, should all curves be put into each component prior to welding it into the curved frame, are there different calculations I need to use for each scroll in the curved sections so there appearance matches the flat panels, can sections of forgework be successfully cold rolled, and so on?
And Charlie, I hear you on the learning curve as it has taken me a while to get comfortable with basic CAD, I can only imagine how complex 3D is. I am not looking for any one easy answer as much as being able to pick someone else's brain and find out more about accepted practices in other shops.
We do build mock jigs for every stairway we make, but even on this it would be great to compare notes on what is too much or too little. I do agree, like with every other project in this business, they are all unique and it is seldom we enjoy the benefit of reusing jigs. However, we do try hard to standardize our procedures whenever possible, I just like to make sure (if possible) they are the smartest ones we are standardizing.
Even identifying the names of any other shops or individuals with a reputation for these kind of stairs would be appreciated. Thanks for your help.
|
|
Jim Barton
- Saturday, 06/23/07 18:55:09 EDT
|
Jim,
The parts going into a frame should be curved to fit prior to assembly. You can do this cold by eye or on a curved surface. I make reference surfaces using wood cut to a curve and a series wood pickets if the work has places that stick out from the general surface. Notch as needed. If the parts are all the same thickness then a hardboard or masonite surface works. I draw the parts on the board so that they are correctly oriented on the cylindrical surface.
Panel length is determined more by even divisions of the given space than by how straight verses flat look. Plus or minus a foot doesn't make much difference unless the panels are side by side. On a curved stair the outer panels are longer than the inner unless the beginning or ending is very odd. You want the same number, thus different lengths unless you can add one or more full even panels to the outer rail. However, then the posts are not on the same stair on both sides. It is a design decision you have to make. I would stick to equal numbers with different length inner and outer panels.
|
|
- guru
- Saturday, 06/23/07 23:13:15 EDT
|
Peter Parkinson's new book, Forged Architectural Ironwork, has quite a bit of material on curved stairs. I don't think it's the be-all and end-all on building them, but it does have a number of ideas and tips. It's also well written and beautifully illustrated.
|
|
Mike BR
- Sunday, 06/24/07 06:50:55 EDT
|
Jim Barton,
Stairs and railings are a little out of my area, as I usually work alone and am doing hardware and tools. However, I ran across a woodworker's book which is full of diagrams and geometry from ca. 1900: "A Treatise on Stairbuilding & Handrailing" by William Mowat and Alexander Mowat, 386 pages with the index, reprinted 1985 by Linden Publishing, Fresno, CA. These guys did their homework.
|
|
Frank Turley
- Sunday, 06/24/07 09:51:33 EDT
|
Thanks for the info gentlemen, I will follow up on these leads. Guru, thanks for the outline, from what you have to say it sounds like our efforts are fairly well on track, but when you don't get out of the shop much it is really nice to hear from someone who knows what he's talking about.
I will keep watching the board, in case anyone else has more comments to share.
|
|
Jim Barton
- Sunday, 06/24/07 22:39:21 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|
