Guru, I'm hoping one day (sooner rather than later)to find a few of those "smart money" SOB's and make them some sockingly expensive, hand forged, gates, fences and , other misc, iron work (I think $1200./ft. just for starters)
That will be the only way I'll ever get back some of the pain and hardship all these "smart money" tactics have caused me and my family over the years.
I feel a "rant" coming on so I think I'll go out to the shop and make some metal hot...
|
|
- merl
- Friday, 05/23/08 00:01:05 EDT
|
Nabiul, if you take Zinc to the point were it starts flaring you will have ruined the whole batch and probably take a trip to the hospital. Use an electric melting pot or high temp oven with a good thermo controler on it. Keep it at 900 F to pour. The easiyest way to tell the difference between Zinc and Aluminum is the weight. The same size bar of zinc will out weigh an aluminum one by quite alot. Also if you should throw some aluminum into a pot of molten Zinc by mistake, the AL will float to the top of the much denser Zinc and will not melt at Zinc's molten temp. It will run up to 900 F prety fast so use some tongs to grab it back out...
|
|
- merl
- Friday, 05/23/08 00:18:23 EDT
|
Nabiul Haque,
Until you have read a lot more about safe casting techniques, you should cease trying it. You are on the path to injury or worse from what I can see. Mixing metals in a melt is something one does ONLY after one knows what he is doing, not just to see what happens. If, for instance, you had achieved the sort o ftemperatures you should be able to with good charcoal and a hair dryer fro a blower, you would have melted not only lth ebrass but also your crucible and had a free-flowing puddle of molten, fuming metal to deal with. Were you wearing full leathers, including spats and an approved face shield and asbestos gloves? Without those and a safe foundry pit, you could easily have been standing on a pair of charred stumps where your feet used to be.
Foundry work is NOT a place for tyros and wannabes! It is damned dangerous if you don't know what you're doing, and you have a lot yet left to learn before you risk it.
|
|
vicopper
- Friday, 05/23/08 02:04:18 EDT
|
Where can I find anvils for sale in South Africa
|
|
Herman Kriel
- Friday, 05/23/08 04:40:03 EDT
|
Anvils in South Africa: Herman, The industrial hardware stores there stock a few and will order from Europe for you.
If you are looking for old used anvils they also exist in ZA and the surrounding countries. As I tell folks here, they are where you find them. A friend of mine in Costa Rica has found several and another traveled to nearby Guatemala and found a fantastic old French colonial era anvil.
Places to look include anywhere from farms and mines to machine shops, or as you call them engineering shops. Anywhere that old iron tools have accumulated including tool dealers and scrap yards. They ARE there.
Finding specific old tools is an ART. Those experianced at it can see and old dilapidated shed in the distance as they speed by on the highway and KNOW an anvil is hiding there. They are right 30% of the time. . .
Once you have your prospective place you need to ASK. Also as the locals everywhere you go. Old men in farmers clothing are a good bet. Follow their leads and be prepared to pay a fair price.
|
|
- guru
- Friday, 05/23/08 08:45:44 EDT
|
I am a musician, of the bluegrass sort, and have an intrest in writing a song. Not just any song, I want to write a song about the blacksmith that forged John Henery's hammer. Maybe you've heard the songs "John Henery", or "Nine Pound Hammer".
My questions would be, how were hammers made at the turn of the century, and what would've been the best material possible? Basically, I need some helpful insight on lingo, different methods. Mabe even some history about blacksmiths that worked around coal mines.
From what hear, my great grandpa could smith a bit, my dad still has his old forge.
Any help would be much appreciated.
Respectfully,
JB
|
|
John
- Friday, 05/23/08 09:04:40 EDT
|
Blacksmith Class Machine: Merl, I did not mean to disparage a good shaper. What I meant is that they FIT a simple shop as far as tooling is concerned, particularly cutter bits. Any hand with a grinder can make and sharpen bits for a shaper. Learning to use one is a bit more of a challenge.
I have an antique G&E shaper with a worn out bull gear that I was going to scrap. I think it is about to be exported to Costa Rica instead. While in use I made power hammer dies with it, dressed swage blocks and put in several keyways. The guys in the shop were amazed when I slipped that shaft THROUGH the body of the shaper to put the keyway in the end.
My keeper is a heavy duty G&E 16" Universal. It is a much later and heavier model than the open body antique model. But it is not as late a model as the standard duty 16" a friend recently bought for less than $200. His has a cute little auto down feed on the ram and a couple other features my heavier shaper does not.
Great old tools selling for a bargain price. . .
|
|
- guru
- Friday, 05/23/08 09:39:12 EDT
|
I don't know if this is the place to ask, but I have an old old anvil to sell, and I live in Texas. I wonder if you could direct me to where I should go to get the best $$ for what I have...The anvil seems to be in excellent shape (I have read what you have written to check, but it is sitting on a metal stand), and I don't think it has been used much. I know since we have had it (probably at least 30 years) it has pretty much just sat there. I would guess it weighs 250+ lbs. Thanks for your help! Donna
|
|
Donna Schneringer
- Friday, 05/23/08 11:14:34 EDT
|
Hammer Manufacture: John, during this period, in fact from the late 1800's the vast majority of hammers were drop forged under huge steam or power hammers. Those made in small shops were made under smaller power hammers.
The Bruce Springsteen or John Melencamp had the sounds of a board drop in one of their recordings. . I cannot find which. I think it was an early recording of Allentown (the one I remember from the 60's or 70's) by Springsteen and the E-street band.
Try, Made of steel ripped from the Earth,
Born of coal fires blazing hotter's h***,
Tempered in a cloud of oil smoke,
Dressed to shape in a rain of sparks,
About as technically poetic as I can get.
|
|
- guru
- Friday, 05/23/08 11:41:32 EDT
|
Donna, There are lots of smiths in Texas who will gladly pay you a fair price. Depending on the anvil that could be from $2 dollars to $4/lb.
If the stand was made to fit (a factory stand) it may be worth nearly as much as the anvil (together doubling the weight and price).
The best prices are gotten on ebay but you have to take photos and describe it well. Your next option is to locate your local blacksmiths association (See abana-chapter.com) and either advertise through them OR go to one of their meetings and distribute some fliers (if you can't haul the anvil and stand).
You are also free to list it on our Hammer-In page.
|
|
- guru
- Friday, 05/23/08 11:55:40 EDT
|
Thanks so much...I don't know for sure, but it looks like the stand was made to fit the anvil...I will follow your direction! Donna
|
|
Donna Schneringer
- Friday, 05/23/08 12:11:59 EDT
|
Donna: Most old anvils can be indentifed as to brand - which helps in sales. You may have a common Peter Wright or a 'name your own price' Samson. First place to look is on the side with the horn to right. Can you make out any lettering or numbers? Are letters arced or progressively larger then smaller starting in the middle? Look at front foot. Any numbers or marking there and, if so, which side under horn facing the anvil horn. If you can find someone to tip it up, look at the bottom. Flat? Indent following edge? Long pill shaped depression? On the top of the front and back feet are there small ledges there? If you find a long pill shaped depression under base, feel under the heel. Smooth or rough forged? Look around edges under the top. Do you see obvious seams to where a top plate was put onto the anvil body? What is the size of the square hole on top? What is the size of the round hole on top? On guessed weight, I would say you are plus or minus up to minus 50 pounds. Photos would certainly help. You are welcome to send them to me of side with horn to right, front, back and bottom. Just click on my name and provide as an attachment to an e-mail rather than in text.
|
|
Ken Scharabok
- Friday, 05/23/08 14:43:39 EDT
|
Ken...if you would send me your email address, I will send you more info...something is wrong w/the set up so I cannot click on your name & send email...I will get pic & send to you...Thanks for your time! Donna
|
|
Donna Schneringer
- Friday, 05/23/08 15:30:39 EDT
|
Just picked up a Hay Budden 160# beauty and wondering if anyone could tell me the date by the sn. It is marked 150729 and does not look like it is made with a seperate hard top plate. Any simple way to tell. Rings like a bell all over including the horn. thanks
|
|
mario
- Friday, 05/23/08 17:14:02 EDT
|
Mario, That number is from 1908 and is a point where the anvil MIGHT have been made by the new Hay-Budden process of using a solid steel top half and a wrought or mild steel bottom. Often you can tell by studying the side for evidence of the weld joining the two halves. You can also look at the bottom of the anvil and see a depression paralleling the edge of the base. Earlier Hay-Buddens did not.
|
|
- guru
- Friday, 05/23/08 17:59:18 EDT
|
Donna: It is scharabo@aol.com.
|
|
Ken Scharabok
- Friday, 05/23/08 18:26:45 EDT
|
Hi Guru
Thanks! I think it is the newer version. I took a close look at it and it looks like the top section is solid and seemed to the base at the top of the waist / just below the shoulder /body sections. Seem lines are evedent around the entire anvil at the top of the waist area. I have some photos if it is possible to send them over. Thanks for the help. mario
|
|
mario
- Friday, 05/23/08 19:21:04 EDT
|
Mario, The anvil at the top of the Hammer-In is a Hay-Budden. Click the image for an enlargement.
|
|
- guru
- Friday, 05/23/08 19:42:25 EDT
|
I recently heard about some people using corn as smithing fuel. Does anyone here have any experience with it? Does it produce clinkers?
|
|
Blackhammer
- Friday, 05/23/08 20:22:55 EDT
|
Hi Guru
Thanks for all the help with this. Not sure I understand the last post. I just emailed you some photos of what I think are the section seams.
thanks.
mario
|
|
mario
- Friday, 05/23/08 20:30:23 EDT
|
Herman,
Verzend me een e-mail. Ik denk ik u kan helpen.
|
|
philip in china
- Friday, 05/23/08 20:52:39 EDT
|
Hi guys: This the Ebay item number for the colonial anvil that I am selling: 120264605982. There seems to be a lot of interest via emails and was wondering what you guys think. What is your opinion on the anvil's condition, rarity and value? Thanks.
|
|
Pugs
- Friday, 05/23/08 21:31:00 EDT
|
Pugs: If this anvil is what it purports to be, I think you are making a big mistake selling it on ebay. In fact, if you don't know exactly what it is, I think you are making a big mistake selling it at all. "Condition, rarity and value?" Do you care anything about its history?
|
|
Peter Hirst
- Friday, 05/23/08 22:40:41 EDT
|
Pugs: Your anvil is almost certainly British, probably from the Sheffield area and perhaps by Mousehole Forge. Likely dates from the early 1600s to the late 1700s. I suspect were it to go into a replica blacksmith shop in Jamestown (1607) it would be period appropriate. Appears to be in excellent condition for age. May have been in storage for a long period. On rarity, I would say I've seen a dozen or so on eBay in the past 4-5 years. They turn up occasionally at blacksmithing conferences. Value is what someone is willing to pay.
|
|
Ken Scharabok
- Saturday, 05/24/08 03:29:06 EDT
|
Blackhammer, I burn shell corn to heat my home. I have obsreved that it produces a fire as intence as an oil fuel forced draft fire wich is basicly what you have in a corn burner. I have tried it in the forge but, with mixed resaults. It does work but, the two biggest problems are, in order for the corn to stay lit while you are at the anvil ect. you either need to keep the draft on it or let the mass of corn form a large enough "ember" to keep itself going and, fuel consumption.
If you keep the air on it all the time it must have a steady supply of corn also. If you get a big enough ember to be selfsustaining, it can't be disturbed ( no poking iron into it) I have tried using it with lump charcaol but, the corn usualy works its way thru and to the bottom of the fire pot. you can't throw larg handfuls on at a time ( just a trickle like a regular corn burner would do) otherwise you'll smother the fire wile the corn oil gets up to burning temp.
I have coal now to use in the forge and I'm going to try mixing a little corn in with it but, I think if you wanted to try to use corn exclusivly in a forge, the forge would have to be especialy designed for it.
I don't know where you are but, around here corn is running $5.30 /bu. caol is cheaper and easier for me.
|
|
- merl
- Saturday, 05/24/08 09:30:23 EDT
|
Guru, the song you refer to is "Allentown " by Billy Joel.
Kind of an anthem for alot of us...
|
|
- merl
- Saturday, 05/24/08 09:38:34 EDT
|
I do care about its history, I don't know how I can find out much about it though. I think I might contact richard postman and see what he thinks.
|
|
Pugs
- Saturday, 05/24/08 10:21:20 EDT
|
Thanks for the information Merl. I primarily forge with lump charcoal because I can't find any coal within a reasonable distance and shipping is prohibitively expensive. I was just going to try corn as an experiment.
|
|
Blackhammer
- Saturday, 05/24/08 10:33:49 EDT
|
Merl, Thanks! I am not much of a audiophile and I KNEW it was about Allentown but all that came up in searches was other musicians. The music video version uses a different sound effect than what I remember. Not as much "ping" to it. . .
|
|
- guru
- Saturday, 05/24/08 11:59:07 EDT
|
Blackhammer,
It woudl seem to me that using corn as a forge fuel would make as little sense as growing corn to make ethanol for fuel. Strip the land of nutrients to produce something that ends up costing more than other fuels that are equally or more renewable resources.
Essentially, forges burn carbon. Pick your flavor: mineral coal, charcoal, petroleum hydrocarbons, the bottom line is Btu's per pound of fuel and cost/availability. If you want to use a renewable carbon source, charcoal form scrap wood makes the most sense to me. Burning food that exhausts the land to grow just doesn't make sense to me.
Your mileage may vary, as they say.
|
|
vicopper
- Saturday, 05/24/08 13:47:58 EDT
|
The latest news on corn for ethanol production is that it has greatly increased the amount of soluble fertilizers applied in the U.S. grain belt and thus the pollution in the Mississippi and Gulf of Mexico. . .
Setting corn (and sugar cane) prices based on the "global oil price" is a disaster doubly effecting food prices across the board by first pricing them using a near monopolisticaly manipulated product (oil) AND adding the fuel cost of getting them to market. It is probably one of the worst things to hit the global economy. Not only are the rich getting richer and the poor poorer but the poor that had marginal diets will now likely starve. . .
As VIcopper noted, if you want to use a "green" fuel in your forge us charcoal. Wood charcoal only releases carbon recently captured from the air that would most likely be released sometime soon by one process or another. Even rot releases CO2.
|
|
- guru
- Saturday, 05/24/08 14:03:32 EDT
|
Pugs
Why didn't you find out more information about your anvil before listing it on ebay? Seems like you are now in a panic to find out value at the point you already are offering for sale. Ebay realizes more for anvils than they are really worth anyway.
|
|
- Rustystuff
- Saturday, 05/24/08 15:04:40 EDT
|
How come we can't make bio-diesel out of kudzu? The southern US is covered in this stuff and it is killing our forests. The stuff is edible and can grow up to a foot per day. Sounds like the right stuff to me!
|
|
quenchcrack
- Saturday, 05/24/08 15:21:17 EDT
|
Thanks for the help, much appreciated. And much respect to all of you who work hard to keep this part of our history alive. Anymore suggestions, just drop me a line.
Guru, you need to email me your name so I give you some lyric creds. When I get the song done, I'll post the lyrics here if thats alright with everyone.
One more thing, does anyone know of any shops around central Indiana that I might be able to visit?
Thanks again,
JB
|
|
John
- Saturday, 05/24/08 16:24:27 EDT
|
I am more interested in its historical relevance than I am value. I am starting to think maybe it belongs in a museum rather than someone's garden.
|
|
Pugs
- Saturday, 05/24/08 16:25:17 EDT
|
Anvils and History: Pugs, There are very few museums that care a whit about old tools. Most that do specialize on a specific period or were gifted a set of tools and are set. There ARE a few private museum/collections that have been buying anvils but most of those are filled. There still are some private collectors paying top dollar.
What will determine if the piece is treated with reverence OR as yard art is price UNLESS a dealer that knows how to list and sell it buys it and turn it around. To get that price on ebay you need to start with a high starting bid OR a significant reserve THEN re-list it as many times as it takes. . unless the sale happens to attract enough of the right people.
Collector and museum condition is different. Recently many collectors have been buying tools that have been cleaned down to bare metal as that is what one of the top ebay dealers does. Museums generally want pieces exactly as found with no more than the loose dust knocked off.
If I were collecting pieces this old I would want museum condition pieces. Old rust that has taken two or three hundred years to develop is different than NEW rust. Old finishes may often have traces of paint or be hiding old markings that need special care to bring out.
|
|
- guru
- Saturday, 05/24/08 17:43:12 EDT
|
Pugs: You might consider negotiating a donation to a 'living history' farm/museum. They give you a receipt for the anvil and you are allowed to price it out for tax purposes. You might even find one who doesn't have a period appropriate anvil and will swap you.
For example, there is a TN. Dept of Ag museum in Milan. In their small demo shop they have an early Mousehole and an American Star. In their museum building, in the blacksmithing display, the smith is using a fairly modern cast anvil.
I have been told for some number of years the blacksmith shop in Colonial Williamsburg used FISHER anvils. They were certainly not period appropriate.
If you decide not to continue to list the anvil on eBay go to Site Map. On it is a link to cancel bids against your listing. Once they are cancelled you can end it early.
|
|
Ken Scharabok
- Saturday, 05/24/08 19:18:10 EDT
|
Kudzu and wood chips can also be used to make ethanol and both are in abundant supply but then several other groups of people are cut out of the profit chain so I doubt you will see anyone using those sources any time soon. It would also require some manufacturing modifications that are more expensive than just using corn.
|
|
Robert Cutting
- Saturday, 05/24/08 20:14:20 EDT
|
John, you are in great luck, as the Indiana Blacksmithing Association has many sattalite groups, with one in Vernon Indiana, and the annual conference is next weekend in Tipton Indiana, a little northeast of Indy.
Just use the links on this page or google Indiana Blacksmithing Association for more info.
I have a shop you cn visit, but I am in Floyds Knobs, just north of New Albany and Louisville.
|
|
Ptreeforge
- Saturday, 05/24/08 20:19:32 EDT
|
Guru, you're welcome. The vesion of that song I'm most familier with is on the "Nylon Curtain" album. I have always been suspicious of the forging sound on that song, sounds more like a diesel powerd pile driver to me. As a kid I lived about a block and a half from the Neenah Foundry plant 3&4, were they had a large power hammer that could be heard for several blocks day and night. What I hear in that song doesn't sound the same.
BTW, if your Costa Rica deal on that shaper doesn't go thru let me know, I might know someone with an intrest in it. If you look around on Practical Machinist you'll likely find someone who would want it but, please don't scrap it! If you need to make room and have to get rid of it at least let me take a look at it before you do.
|
|
merl
- Sunday, 05/25/08 02:26:49 EDT
|
Robert Cutting: If we can't make it into fuel, we need some better receipes for it. I had a few vines of it on my property in TN and I made a regular patrol to cut them and spray them with 2,4,D. I found one vine over 4" in diameter! Just a note: those grape-vine wreaths that are so popular are not made from grape vines, folks. It is one of the few commercial uses for kudzu vines.
|
|
quenchcrack
- Sunday, 05/25/08 08:20:41 EDT
|
If I'm not mistaking kudzu is actually a legume.
On Colonial anvils Richard Postman still grosses at me for having restored one. Guy wanted it for a late 1800s grist mill/blacksmith shop/general store tourist village. Anvil was period appropriate, but had been badly abused. About half the top plate (two pieces) has come off. Heel was actually sloped downward from heavy use. 3/4" hardy hole was now about 5/8". 123 lbs as I recall. I made up porter bars and the anvil heel was placed over a coal fire until it soften up. Anvil was then placed on a large anvil and the heel shaped back to flat. While the anvil was still hot, the hardy hole was drifted back out. Top was then repaired by welding, with the intent not to make it look new, but with at least some usage. For example, after the edges were chamfered, they were hit with a sledge to give them some dinging.
Personally I think I did a darn good job on it. It was now both period approriate and a user showing wear appropriate for the period.
|
|
Ken Scharabok
- Sunday, 05/25/08 10:04:26 EDT
|
Ken, There is a point on things were repair increase the value, even as an antique. My line on anvils is that they should not be repaired unless they are completely unusable. This one sounds like it was in that condition. I have seen old Colonial anvils with the hardy hole resized AND pritichel holes drilled into them. One that Josh Greenwood has looks pretty good until you flip it over and can see the cracks and material pushed out from drifting the hardy hole. Looks like it was done a very long time ago.
|
|
- guru
- Sunday, 05/25/08 10:42:03 EDT
|
Pile Driver vs. Power Hammer: Merl, That is what I always thought. Even when the song was NEW I could tell that the sound effect was the wrong machine (a pipe driver). Still, it is similar, most people do not know the difference and the sentiment is there. In the music video I found yesterday it is still a pile driver but they have tried to take some of the "plink" sound out of it.
|
|
- guru
- Sunday, 05/25/08 10:46:54 EDT
|
I think a lot of us have other names for Kudzu. If you have never seen what it can do, go here: http://search.live.com/images/results.aspx?q=kudzu&mkt=en-us#
Hope this doesn't screw things up with the http business.
|
|
quenchcrack
- Sunday, 05/25/08 10:48:53 EDT
|
Old Machinery: The old G&:E will probably end up in Costa Rica as part of a trade for a huge gear box I want to make a bar twister from (its got a +3.5" output shaft).
In a now decades old deal with the same friend I knew he was scraping a VERY VERY old shaper that had some serious problems. I asked him for the table in a trade we were making. He hadn't thought about it and said yes. When we went to pull the table off (just four bolts) and he realized what I was getting (a beautiful precision block with T-slots) he was miffed at himself for not knowing how potentially useful it was. He hasn't stopped kicking himself on that one yet.
I was preparing to do the same to the early G&E and wanted to use the HUGE vise on my later HD Universal. However, the vise is designed to be part of the shaper table and would not fit the Universal. Shaper vises are rather specialized and not suitable for much else. The Universal takes a much smaller vise even though its a bigger machine.
I hate seeing old machinery scrapped but eventually they get to the point were it is far to costly to bring them back. My first old 20" drill press (a J.T.Ryerson and Sons) is at the end of its life. We recently took the thrust bearings out of the spindle to put into a much better and bigger 24" Champion drill press. Then I took the bottom flat belt cone pulley off to use on the old lathe I just setup. The old drill had still worked but the motor had been wrecked in a flood and prior to that the top shaft babbitt had been long worn out. And like most machines of its type the back gears were broken and parts were missing from the power feed. I called it my "craters or the moon" drill press for the condition of the table (you have never seen worse).
But I have a plan for it. It still has that heavy adjustable table in working condition. I think I am going to saw off the column and use it as an adjustable height vise stand for one of my chipping vises. It will be a rather peculiar heavy duty "modern" blacksmiths leg vise. . . .
SO, the old drill press will live on in another form (as do many planner tables) but it has also kept two other machines alive. The only part of this conversion I do not like is the loss of the Joseph T. Ryerson and Sons name cast into the upper frame.
|
|
- guru
- Sunday, 05/25/08 11:11:46 EDT
|
With the increased cost of fuel and food you can also feed kudzu to goats and llamas which can double as lawn mowers and the main dinner course. They also do not emit as much CO2(methane instead). Goats and llamas taste real good especially rotisserie roasted. There is a good smithing project as well. A good dog powered goat and llama rotisserie. You can get free goats and other critters from the animal rescue groups and breed them for stock. Sounds like a win,win,win scenario. Where I work we burn 600 tons of wood chips a day to power the generators. Have to do something with all those left over tree parts the bulldoze for new neighborhoods and lumber. Heck of a lot cheaper than coal and natural gas.
|
|
Robert Cutting
- Sunday, 05/25/08 11:15:52 EDT
|
Ken: Don't take any guff for a correct repair. IMHO, the historical value of such an item is in its manufacture and actual use in the lives of the smith and his community, and a correct repair is comletely consistent with that standard. If the 1880 smith would have repaired it as you did, then what you did was to impart value by recreating history, which is all any LH enterprise can hope for. On the other hand, the way you worded your post implies that you took a colonial anvil and turned it into a period appropriate late 1800's anvil. (I assume you are not referring to "late 1800's as "Colonial") Now, the smith in 1880 could certainly have been using a 1750 anvil, but probably not as a first choice. He might have even repaired ne to 1880's standards,(better steel, add a pritchel hole, gas welded face) and that might even be considered a correct repair. Whichever you did, it sounds like it is justifiable, short of TIG welding a titanium alloy face with a metric pritchel hole. AS for when repair of an anvil is justified, I would like to understand Guru's rationale better. I am in the process of restoring a late 19th century shop, and becoming ever more sensitive to these things. I don't think a 19th century smith --or any other -- whose livelyhood depended on his tools would let anything become "completely unusable" before attending to it. In fact, he would never have let it become unusable in the first place: such damage is likely the result of abuse and negelect, and does NOT reflect any historical significance. Except perhaps the historical neglect of things historical. There may be practical reasons for putting off the rebuilding an anvil, but I don'tunderstand what the aethetic or historical reasons might be. I can't think of any other tool or artifact of any kind that standard would applied to.
|
|
Peter Hirst
- Sunday, 05/25/08 11:41:01 EDT
|
Guru:
WHy does the cast brand have to be lost? Surely it can be incorporated into something. At the very least, cut out and bolted to a wall. Or to the base of that adjustable vise stand.
|
|
Peter Hirst
- Sunday, 05/25/08 11:56:17 EDT
|
Sorry, but I mean to say late 1700s rather than late 1800s. Didn't proof read very well.
|
|
Ken Scharabok
- Sunday, 05/25/08 13:42:56 EDT
|
Kudzu. . While it has worked as foder in some countries animals in North America have refused it. Probably because there is so much more choice food in the surrounding environment. While it does grow fast it is a myth that it prevents errosion. With distant deep roots and dying off in winter it actually increases errosion. . . It is also not a very good converter of energy as plants go. There are many good reasons it is considered a nuisance plant these days. Stalks MIGHT be good for charcoal. . .
|
|
- guru
- Sunday, 05/25/08 14:04:11 EDT
|
When to repair an Anvil or Not: The problem we have is with people that think the slightest nick, chip or ding means it is not a usable tool. A good OLD worn out anvil is an infinitely better tool than the cast iron junkers advertised as "professional quality" on ebay. . .
The problem is compounded by the same people that do not know when an anvil is truly unusable also usually have no skills in welding or understand the problems of welding tool steel. Many are the same newbies that start by asking how to start a fire. . .
There are also people with access to heavy duty milling machines that have literally raped good old anvils that had a little bit of sway (a good feature) and removed half or more of the face leaving a soft nearly worthless tool. We just had one of these removed from our shop that had been on loan to Paw-Paw. It was a nice heavy (273#) English anvil. You could see where the step had been ground down at an angle so that it would APPEAR to be there. In fact only 1/8" of the face at the ends was left and probably less in the middle. . . All because someone could not work around a few chips and dings. . .
There are also the people that think that an anvil is useless unless it has razor sharp corners. A good radius is much better and prevents unnecessary chipping. Sharp interior corners are bad practice in forging because they result in cold shuts and shears, thus anvils have no need for sharp corners.
Many old anvils that appear to have been abused were merely heavily used for many years. Repeated use with strikers eventually leads to miss-strikes and chipping. It is unavoidable. Much of the sway we see in old anvils is the result of heavy (perhaps overly heavy) use with sledges.
The worst abuse I've seen of anvils is use as a cutting table (one was actually used as a cutting sample) and the next when they were unnecessarily welded on leaving hard and soft spots.
SO, my standing general advice is to never repair an anvil that is still usable. When someone has enough knowledge about the age, history, use and repair methods NOT to need to ask. . well, then fine. But most that ask do not have the knowledge or the skills and should leave it to much later.
|
|
- guru
- Sunday, 05/25/08 14:34:55 EDT
|
Great Old Anvils: I have several old anvils that will never make it as antique or collector's items but still have great stories to tell.
An Anvil's Story: One of the anvils in my collection is an old Colonial anvil that lost its horn a some time in its long life. The break is well worn and the step area is also worn more than would be normal if the horn had still been there. So it had been used for many years after the break. The interesting thing about this old anvil is that the face has been worn completely through. There is a jagged silver dollar quarter coin sized hole where the face has broken out and the wrought exposed. The entire face is gracefully swayed and worn, the edges mushroomed. It is worn out from use.
Where I bought it was in a relatively poor community surrounded by other smaller often poorer communities where share cropping had gone on for a better part of a century after the U.S. Civil War. This old anvil was probably used on some farm shop for several generations repairing equipment and shoeing mules under the most primitive of conditions.
Undoubtedly this old anvil was the pride and joy of some Colonial era smithy when it was new. It is heavier than average making it a shop anvil, not a farm anvil. It traveled from England in a cramped square rigged sailing ship so small that it is unbelievable in modern eyes. It landed at the then busy port of Jamestown, Virgina and was carried West by small boat to the great falls at Fort Charles where Petersburg now stands on the Appomattox River. From there it may have traveled by wagon into the frontier and stopped somewhere near Farmville, VA. At its new home in the village smithy it saw heavy use but no abuse. We know this because the corners had not been chipped. Most of its early life it saw mostly soft wrought iron worked on its surface. It may have seen 100 years of use in that commercial service first as the #1 anvil then getting moved to #2 when it was replaced with a bigger and more modern pattern anvil by the third generation operating the smithy. As the #2 anvil it may have been used in production by apprentices or slaves making nails and shoes focusing the wear from scale onto the sweet spot in the center of the anvil. It takes billions of blows for scale to wear through the hard face of an anvil. They worn it nearly through.
By the time of the Civil War the old anvil was well worn and may have lost its horn due to abuse at the hands of apprentices or slaves. Then again, there is that myth started by Bobby Dodson (another story teller) about Union sappers breaking the horns off anvils in the South. . . At the end of the war the South was as broken as the anvil's horn, industries destroyed, plantations broken up, a confused broken populace needing food. The old broken anvil would have been used in a shop despite its condition. Even without a horn forgings and money could be made. It may have been a #2 or even a #3 anvil getting the worst of treatment. But as soon as reconstruction got on its way and the shop on its feet the old, tired and now hornless anvil would have been passed on to some farmer that needed something to pound on. The anvil moved West to the banks of the Staunton River where the son of a plantation owner was growing tobacco for market and corn for his cattle. As the economy improved and the white farmer moved to steam machinery and profitable times the old anvil passed onto the poor black sharecroppers who still worked the land with a couple mules. The anvil was used hot and cold. The face wore through and a piece broke out. Still the old anvil was used. Besides the mules it was probably one of the farmer's most dear possessions. For three or more generations they worked the land they did not own, in a country that denied their children an education. They survived the depression but not the changing of hands of the farm to the bank that had no room for share croppers. The children moved to the city looking for jobs, the parents too old to start again moved in with relatives and took the old anvil with them.
When the last of the sharecropper's family died out the old lump of an anvil that few even recognized it for what it was sold at an estate auction to an antique dealer for $1. It moved a few miles North to Brookneal, VA an aging little tobacco warehouse and timber town.
A few years later that dealer sold it to a young blacksmith as a curiosity for $5. It was then loaned to his in-laws who had a small farm and needed something to pound on. For a decade it was used as a welding stand on a large stump and to straighten mower blades and bent draw bars. It most often had bits of brass and brazing flux on it rather than scale. When the father-in-law died the widow sold the farm and the anvil came home to the blacksmith. It sat unused for another decade more, continuing to quietly rust as it had for a dozen generations of men.
The next time the old anvil was put into service was at the occasion of a Boy Scout merit badge workshop. Several old anvils that could not be hurt were needed. A stand was made to fit and a group of Scouts pounded on the old anvil all day. This was repeated for several years. Young suburban Scouts that had never used an hammer pounding out hooks on the old anvil.
Most recently the ancient anvil was used as a second station anvil for Josh Greenwood's demo at the anvilfire hammer-in. He selected the anvil over others because of its stout nearly waistless shape that made it more solid than some of the others.
The roughly 300 year old anvil is still in use although not in daily service. It is still useful for students, newbies and apprentices to practice on. The slight sway makes it useful for straightening. It had avoided the scrap yard or use as a counter weight on a piece of farm equipment.
Most importantly it has a great story.
Sure, it could be repaired. Weld on a horn, build up the face. Dress the welds well enough and force some rust and it could pass as a museum piece. . . Should this be the end of its story? Hopefully not. Hopefully it will be passed on to another smith who will point out the wear and tell its story to those who will listen. Meanwhile it is still good enough to train a few newbies.
* This story is historical fiction by Jock Dempsey up until the point where it was sold to the antique dealer.
|
|
- guru
- Sunday, 05/25/08 16:32:44 EDT
|
Thanks for the sunday afternoon read Jock.
|
|
John Christiansen
- Sunday, 05/25/08 17:02:20 EDT
|
Ken: My comments still basically stand. If all you've done is return it to the state it would have been in under ordinary use -- a state that could could have been remanufactured to at the time -- and made it useful again, so much the better. Museum artifacts get restored all the time. What could be more valuable about an anvil about which you could only say "here's what a really good anvil looks like after 250 years of abuse" as opposed to "here's an anvil being used again exactly as it was 250 years ago"? To me, its like the difference between a rusted out 57 chevy BelAir up on blocks and one restored to what it might have been after a year or so of normal use. Which one tells us more about what life was like in 1959?
|
|
Peter Hirst
- Sunday, 05/25/08 18:06:59 EDT
|
Hi all- I have a chance to buy a big J&L #7a turret lathe. Well, big for me at least, I'm sure some of you have worked in shops where you had lathes a mile and a half long. It's about a 20 x 60, and in great shape, and just a little above scrap price so of course I'm buying it.
My question is since there is no gearbox for the apron feed is there a way to cut threads with it or should I keep my now smaller regular lathe for thread cutting? I'm not familiar with this kind of machine so I'm sorry if this is a dumb question. I will use it to make blacksmithing tools among other things so this is sort of pertinent to this forum ;).
|
|
Judson Yaggy
- Sunday, 05/25/08 18:24:00 EDT
|
Judson, In this type of machine there are a LOT of variables and options. Here is a link to a similar lathe. Big thing.
www.hildebrandmachinery.com/07016.htm
Turret lathes are designed for high production of relatively short parts from long bar fed through the spindle. Setups generally assume all the machining in one setup and then cut off the bar. Both the carriage and the turret are designed for multiple tools and tool stops.
The turret is what makes these a short part machine. Its length subtracts from the bed length. But for most general use this is not a problem. Turret tooling is different than tailstock tooling but once it is setup you can leave it. A live center, a bull center, a drill chuck and you are set. If you have other tooling you can install it and forget it. Saves time.
Being a short work lathe these do not have steady rests of follower rests. Being production machines they usually do not have chucks but use expensive automatic collets.
Manual turret lathes without lead screw cutting capacity are common. To cut threads with them a box type threading tool is used. Like everything else about these lathes it is limited in length and more expensive (initially) than enging lathe tooling.
I would not pass it up as these are very heavy duty tools. However, I would not give up my general purpose engine lathe until I was thoroughly convinced the turret lathe would do the same jobs.
|
|
- guru
- Sunday, 05/25/08 20:20:45 EDT
|
Peter, I have yet to see a restored classic or antique car that in any way represented "the way it was". They almost ALWAYS have better fancier paint, upholstery and more chrome. When possible they are almost always mechanically superior to what came from the factory as well.
I'm not saying all tools should not be repaired, but there are many that should not. Museum restorations are also a lot different than DIY repairs by rank amateurs.
AND, many tool and machine "restorations" are like the auto restorations and are far better and shinier then the originals. . . THIS from the guy that had a bright red and black pin striped hand crank drill press.
|
|
- guru
- Sunday, 05/25/08 20:42:37 EDT
|
Thanks Guru! That's the same tool on the URL you posted but for a lot more $. Your thoughts on its applications are the same as my limited machine tool knowledge and it's good to have confirmation from someone who knows. However I humbly beg to say you call that SHORT? There must be at least 4 feet between centers (cool!). It has a standard 3 jaw chuck, and I guess I'll hold onto my strait up South Bend for those rare thread cutting needs. Thanks again for your knowledge.
By the way great anvil story. I have always wished mine could talk.
|
|
Judson Yaggy
- Sunday, 05/25/08 20:44:23 EDT
|
Dear Guru,
I am a student who has recently developed an obsession with blacksmithing. While talking with the metals teacher at my school, he offered to put me in his Machine Tech class next year, where I can make the tools I need for blacksmithing. I am very interested in building an anvil. After reviewing the pages on anvil making on this site I have decided that an anvil made out of plate, similar to the Hofi style anvil, would be best suited for this project. My question is about the type of steel that should be used in the fabrication of this anvil and the process that I should use to make said anvil. My understanding is, in the Jack Andrews book, New Edge of the Anvil, he states that a piece of steel with 30 points of carbon, if quenched at critical temperature would have a hardness of around 57 Rockwell C. Am I understanding his chart correctly? (My copy has a copy right of 1994) it is on page 89, in the section titled Metallurgy for the blacksmith. I have read that A36 structural plate has .27-.29% carbon content, which would give it around 27 through 29 points of carbon. Is this information correct? Do you know of a better steel to use? I have read about the anvil made by BurntForge, which used 1070 steel for the top, but I do not know if it is available in the size I would need. My plan is almost exactly what you described in your anvil making article on how to make an anvil out of steel plate and the process used by Ernie Leimkuhler. I plan to have the body of the anvil cut out of 4” thick steel plate, have the hardy and pritchel holes drilled/milled, clean up the horn, etc, and then heat the whole entire body of the anvil to critical temperature and then quench. The feet would then be welded to the bottom of the anvil by my instructor. Would this give me the hardness I need in an anvil? I have read about Ernie Leimkuhlers’ anvil and how he hard faced it, but currently I have no talent with a welder and would like to do most of this project by myself. Would hard facing offer a more efficient solution to my problem? Do you think that the hard facing process is something I could learn to be proficient enough with throughout the school year to do a good job on the anvil? In Ernie Leimkuhlers’ anvil he torch cut out a hollow and then welded in his hardy hole, is it possible for the hardy hole to be milled, like in your description of how to make a stake plate? I probably missed a lot of things, could you please point them out to me? Can you please tell me what you see wrong with my plan, or give me suggestions on what you would do? I’m sorry if my thought process isn’t very easy to follow. Thank you very much for your time, anything you care to add would be greatly appreciated.
Sincerely,
Geoff Rhodes
|
|
Geoff Rhodes
- Sunday, 05/25/08 21:29:15 EDT
|
Judson: I too think You should grab the turret lathe and keep Your smaller lathe. Large machines are fine for big work, but You will likely prefer the smaller machine for work it can handle.
|
|
- Dave Boyer
- Sunday, 05/25/08 22:29:05 EDT
|
Geoff: I doubt You will get A36 any where near that hard. Additionally, effectively quenching something that heavy is a severe undertaking. Hard face welding rod/wire is pretty expensive, unless You can get it at salvage price. Another fly in the ointment is the recent increase in steel prices, presently close to $.75/#.
I suggest that rather than make an anvil, You buy an old one for about $2/# and make the other tools You need in the machine shop class such as a forge, hardy tools, punches, top tools, drifts etc.
|
|
- Dave Boyer
- Sunday, 05/25/08 22:52:37 EDT
|
Anvil Making: Geoff, Yep, this is becoming more expensive by the day as fuel and scrap prices are rocketing.
Making an anvil is a great project IF you have the scrap steel or special access. Otherwise we have been paying $1/pound and more for steel cut to size/shape.
As Dave pointed out heat treating and anvil is a tough job. Yes, you can over-harden small pieces of steel but large ones are difficult to get a good quench and require higher carbon to get the necessary hardness.
Note that besides the high cost of hard facing rod electricity is not free. Arc welding at home is a low cost enterprise until you start burning 15 to 20 pounds of rod in a short time.
If you are going to invest in a lot of heavy steel look into making a treadle hammer or a power hammer. These things cost much more per pound than used anvils which are readily available.
For building anything in the small shop you need to learn to measure and layout accurately, weld and to drill and tap holes.
|
|
- guru
- Sunday, 05/25/08 23:21:56 EDT
|
Geoff,
If you're dead set on fabricating your own anvil, I'd suggest that you make the body and base/feet out of A-36, but make the top and horn out of a deep-hardening manganese steel such as 4140 or 4340. No matter what, you're going to have a chore ahead of you on th eheat-treating of a mass of steel on th eorder of 150-200 pounds, but it can be done.
To harden your anvil you'll need to buid a fairly deep pit furnace. It can be fired with gas, coal or charcoal, and you'll need a blower to supply sufficient air. You need to get all that metal up to critical temperature (around 1950F) so plan on using a lot of fuel for a long time. It will take several hours to get the whole thing up to heat, and you have to be sure that the heat carries all the way through to the core. You'll also need a safe and effective way to move that glowing red-hot mass out of the fire so it can be quenched.
To quench an anvil-sized mass of steel quickly enough to achieve proper hardening you need a huge amount of water and you need it moving past the metal fast enough to abstract the heat without just forming a steam jacket around the part. Something on the order of a 2" or 3" fire hose pumping at 160psi is probably enough, or a stream like a millrace falling from a height of ten feet or so. Guess why anvil-making operations were almost always located nest to a stream - you need water power for a tilt hammer to forge one and you need the mill race to quench one.
ALternately, you might be able to tie the thing behind a good powerboat and drag it through a lake at about 30 knots. Never tried it, but it's a thought. I have an anvil that needs to be harder than it is and I have a handy ocean. Maybe I could build my firepit on the beach, put a cable on the anvil, heat the thing to critical and then snatch it from the fire and through the water for a mile or so behind my buddy's fishing boat. Pretty goofy notion, but it might be fun to try it. Might also just snatch the transom right out of the boat, too. Might also get busted for building a fire on the beach with 300# of coal. Still...
|
|
vicopper
- Sunday, 05/25/08 23:46:24 EDT
|
Geoff,
n.b.
I should add that when you quench that anvil you need to stop the quenching at the point where the face has hardened sufficiently deep to be useful and durable, but you need to retain some significant amount of residual heat in the body of the anvil for the purpose of drawing back the hardness some by conduction. That's one reason that a firehose or falling stream is better than my goof "drag it behind the boat" scenario. When you gwet to the right point, you shut off the water, quickly polish the face of the anvil so you can see the temper colors appear, or smear the appropriate TempilStik crayon on it. Once the face has reached the proper tempering heat you continue the quenching until it is at room temperature. Not a simple process by any means, but definitely do-able if you're determined and careful.
Above all, be safe!
|
|
vicopper
- Sunday, 05/25/08 23:53:09 EDT
|
Judson, I feel I must weigh in on this too. I have ALOT of experience on manuale turret lathes. I ran some VERY well tooled Warner & Swasey's at a machine tool manufacturing company. We did everything on them including faceplate mounted fixture work, bar pull work,collet chuck work and, three jaw work. If I ever needed to cut threads on a part I had three different size "Geometric" die chasers to use plus tap holders and so on.
As Guru has they are a specilized machine, made for high volume production. To try and replace an engine lathe with a turret lathe is not going to work the way you think.
I can understand you're looking at the 20x60 capacity but it's not going to be the same as a 20x60 engine lathe.
I wonder also, do you know how big a #7 Jones & Lambert is?
I used to run a W&S saddle type, model A. That machine would swing a 24"dia. by 60 or 70" long part, for a turret lathe that is BIG (it would pull 10" SOLID bar stock through the spindle!)that is not the biggest lathe I've been on either. My point is, big machines take big power, and they don't like phase converters either. The big W&S ran a 50hp 440vt. 3phs spindle motor that required a 200 amp circuit. The #7 J&L is in that leage. To work efficiently and effectivly turret lathes need alot of specailized tooling. If you have limited machining knowlage and can't find some old timer to show you how all that tooling and the machine itself is ment to be used you may end up with a big dust collector in your shop.
I would not dicorage anyone from taking on a new learning challange but, make sure you know what you're in for befor you take delivery...
|
|
merl
- Sunday, 05/25/08 23:57:54 EDT
|
apparently it's been along day.
I ment to say, I would not DISCOURAGE anyone from from taking on a new learning challange...
|
|
merl
- Monday, 05/26/08 00:03:25 EDT
|
Guru, I notice somone else hase seen the merits of your "laminated plate" anvil construction methode. I have re-read that one a few times myself and am seriously considering it as a means of obtaining a realy big London pattern anvil (400-500lbs.) The shop I work at has acouple of water jet tables and if I paid for the machine time I could probably get most of the plate from the scrap bin, as we run alot of 1" hot roll. I would intend to plug weld the plates together and preheat and plug weld on a piece of .5" 4140 for the table. I have a 300gl stock tank I could take in to work for quenching.
This odsession I seem to have with a bigger anvil is realy your fault for having Big Blue as an advertiser. I just can't get over that "big anvil sound" from the demonstration videos on their web site.
Any advise on my proses?
|
|
merl
- Monday, 05/26/08 00:31:59 EDT
|
Large and small machines: In our family business we had up to 6 men working in the shop at one time. We had some very small machines, a 6" Atlas lathe, a little (size 0) Clausing mill and a 4x6 Sears cutoff saw. AND we had two very nice new Bridgeport clones with DRO's and two lathes, an old 16" Southbend toolroom lathe and a NEW 15/22 Kingston (Taiwan) engine lathe. We also had a nice big 10x12 automatic cutoff saw, also new.
While all the machines got used on a regular basis the guys almost always gravitated to the small machines first, even when the job was a little big for them. Why? Ease of use. It is infinitely easier to change the 5 pound chuck on a little 6" lathe than it is the 50 pound chuck on the 16" lathe. It was much easier to get your face close to the work to see layout marks on the little Clausing mill. And the little 4x6 saw could be taken to the work and even though slow, it was much easier to clamp and position work.
I still have a 6" Craftsman lathe (running) and another to setup, and for anything that does not require heavy hogging and that fits the tooling they are much easier to use than my bigger lathes.
I looked at a Warner and Swasey like Merl is talking about, I drooled a lot then looked at the 20 or 30 HP motor it used. . . . That almost made me cry.
A friend of mine bought one of those W&S lathes and used it for nothing except heavy hogging because of the high HP. Apparently it was worn and had a hard time making a clean accurate finish but when you can take 3/4" wide chips .050" or deeper at a blue heat . . . making chips, by the pound per minute is the name of the game in the job shop business.
|
|
- guru
- Monday, 05/26/08 00:34:49 EDT
|
Merl, Laminating plates flat is bad, on edge is good. Don't expect much or any ring from your anvil, the gaps between plates will deaden it. If you look close at my drawings each vertical plate has a full width weld to the top plate and the one next to it the same. There are no horizontal gaps between the plates so there is solid mass anywhere between the face and the base.
If you use good plate (SAE 4140 or better) for the face then you do not want a bunch of plug welds breaking the continuity of the steel (see above). I would use thicker plate to prevent cracking during heat treating.
We have built a laminated power hammer anvil and will be comparing it to one made of a solid steel cylinder with add-on weight. The anvil is made of 1" x 5" flat bar and is 10 x 10 x 28 (825 pounds). Hopefully the machines will be running in a month or so and we can report on them.
Before you make a SO-SO 500 pound anvil you should price a EuroAnvil. If I were going to go to the effort to make a big anvil I would make a REALLY big one OR a really artistic one. Consider my Mega anvil designs. . . or come up with something of your own that is both stylish and functional.
|
|
- guru
- Monday, 05/26/08 01:02:42 EDT
|
Guru, yes I understood about the vertical positioning of the laminant plates, that was my intention but if I don't plug weld the plates together then I feel that they may want to spread apart over time (not from fauly welding either)from the continuos compression/columnar load of the hammer blows. The 1/2" 4140 is something I happen to have on hand at home, I could get a bigger piece but, agian with the plug welding, how else would I attatch the table and be sure it made full contact with the base?
My underliying drive on this project is to have something akin to your Mega anvil concept but, utilizing the drops that we have alot of. Our water jet operator figures he could make the cuts in 5-7 minets for each plate so, even at $100./hr. for our water jet time and, I'll do the welding myself, I'm fairly certain I could make this for less than .50 cents/lb.
An alternitive would be that my younger brother works on the burn table at our local Alro steel suplyer but, it would probably cost as much for a 5-6" thick burnout as it would for a new or good used anvil of that size.
Besides, I don't "need "an anvil that big I "want" one. And SHMBO will not be talked into it.
BTW I intended to heat the table peice and that portion of the base to bright red befor Mig welding together shouldn't that eliminate the hard spots?
|
|
merl
- Monday, 05/26/08 02:43:52 EDT
|
Wish I had been a fly on the wall to watch them harden the old timey anvil faces. I have a hunch that because of the large mass involved, the rate of heat abstraction was slow enough that brittle hardness was not attained. I'm thinking that even with a large volume of water, you're not going to get full hardening.
Say I'm wrong, and you do get full hardness. Then, perhaps the quench was timed, so the anvil could be withdrawn from the quench before full hardness was reached. In that case, no separate tempering heat would be necessary. The face toughness would be built into the timed withdrawl. "Double, double toil and trouble; fire burn and caldron bubble." ...or something like that.
|
|
Frank Turley
- Monday, 05/26/08 07:24:31 EDT
|
Turret lathes,
At the valve shop we had a few J & L's, as well as many many Gisholt turret lathes. These were on the way out in 1981 when I started as CNC's were taking over. Oddly we had about a hundred Warner & Swasey chuckers and CNC chuckers but only one W&S turret lathe. We had a couple of bar chucker turret lathes for short runs but most of the bar work was done in screw machines.
The biggest Gisholts were equipped with 2 jaw chucks with form pads to grip forgings and these were index chucks to allow getting the three ends of a valve body in one chuck.
As the Guru notes, honking big blue chips by the pound. Ever see a 2" diameter stub drill used for a center drill? We had 4 and 6" spade bits to hog the ports out. All of the threading was by expanding and collasping thread chasers. Think like a pipe threader. The biggest one was used to machine a 2500# flanged body forging from the solid, and the piece work rate was 2.5 days per part:)
We kept a decent sized turret lathe to the end to cut apart sealwelded valves. interupted cut, in a full penetration weld. Tough work, but the rigidity and size made it a simple job in a 4 jaw chuck.
When we shut down that shop and moved across the river, among the 680 tons of metal I scrapped was about 150 tons of old broke turret lathes and tooling. Hard to find a home for a 4' long spade bit that has blades to 8" diameter.
At the axle shop we had 6 big W&S turrets for roughing big axles. Thick chucking a 454# axle and turning the od and face of a 22" flange. we also roughed the ceter of 2 spool jet engine shaft forgings. think core drilling a hole 4" od though a 24" shaft. I have a few of the 4140 cores left.
Unless one has the need for the power and many part runs as well as the tooling I would pass.
|
|
Ptreeforge
- Monday, 05/26/08 07:49:30 EDT
|
On making an anvil up from plate I'm wondering if you couldn't make up an anvil out of styrofoam and then cut it into sections to get the pattern for the cutter.
On plug welding, what if you had matching holes cut in the plates and bolted the section together, only plug welding the ends of the bolts into the two end plates.
|
|
Ken Scharabok
- Monday, 05/26/08 08:26:21 EDT
|
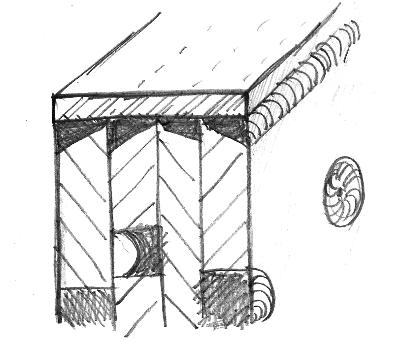
Full Face Laminated Anvil Welding: A picture is worth a thousand words. . .
|
|
- guru
- Monday, 05/26/08 08:30:33 EDT
|
OK, as long as we are presenting ideas of varying practicality to make an anvil, let me join the fray. First, A36 has no chemistry requirments so you cannot count on getting enough carbon to harden it. Second, quenching the entire mass is dangerous, difficult and not necessary. Only the face plate, and maybe the horn, needs hardening. Remember, martensite STARTS to form at about 600F so you need to quench it down to 200-300F to get even half hardened steel that has any heat left to auto-temper. I will let Guru comment on this idea since he is the machine builder: Bolt it together. Harden only the surface plate and either bolt it in with counter-sunk blind holes from the bottom or weld it on the edges as the drawing indicates. Some extra tempering on the edges is probably a good thing. Might check the cost of 1" Grade 8 bolts and a good torque wrench, too.
|
|
quenchcrack
- Monday, 05/26/08 08:57:08 EDT
|
The late, great Alexander Weygers used anything massive and reasonably hard to pound on, and got an awful lot of really fine work done, functional tools made, that he then used to sculpt and carve his art with, in the time it would have taken to fabricate an anvil-shaped facsimile anvil. Eventually he got an anvil and a trip hammer to boot. But practically speaking, honest now, does everybody, especially a beginner, really need a max Rockwell, surface plate smooth anvil surface?
|
|
Miles Undercut
- Monday, 05/26/08 09:08:46 EDT
|
Start at the center and work out. . . Top plate will end up warped quite a bit.
My designs had arches, base depressions and that sort of thing as well as end welds to hold the vertical plates together. DEEP (full plate) weld preps must be torched or ground. However curved surfaces like under the horn can be cut like a topographic map and the steps filled in.
Richard (Dick?) Plant, a Canadian, made a number of built up anvils. He would use whatever shapes he could find and filled voids with whatever shapes he could find. Lots of welding and TONS of grinding. He lost an eye to the enterprise but was still doing workshops when I went to CanIron. He had one of his works of art on display that weighed about 400 to 500 pounds.
Anvil Hardness: I have noticed a distinct difference in hardness even among the same brand of anvil between different sizes. Many 125 pound and smaller anvils are often hard as glass and chip like it as well. The bigger they get the softer. A 300 pound Hay-Budden will often have edges soft enough to slough or mushroom rather than chip.
Most of the ancient or Colonial era anvils I have seen had relatively soft edges despite their size. I suspect it has to do with the scale of the industry at the time. These early anvils were made by hand in small shops that did not have the resources of the later shops which had a dam and flume to run machinery as well as large amounts of water to divert to the hardening process. At Mousehole forge they had a gate on the flume that ran the water wheels for the hammers, blowers and grinders to divert water to the hardening process. When you dump cold water from a gate with several square feet of area onto an anvil sized piece of steel it is getting the maximum possible quench. Having this kind of access to water was a big deal.
|
|
- guru
- Monday, 05/26/08 09:11:29 EDT
|
Well if it's a free for all, I want in too. IMHO, Vicopper was on the right track till he lost it with the speed boat quench method. Except that the horn can be soft. With the hard plate welded on as per Guru's drawing, then left UNHARDENED. The beauty of manganese alloyed steel, is that it self hardens through use(impact). The more often and the harder you hit it, the harder and tougher it becomes. Don't forget guys, we are talking big anvils here. Also please rethink the bolt suggestion; not so good.
|
|
John Christiansen
- Monday, 05/26/08 09:40:45 EDT
|
Just a note to let you all know that we are still OK despite some fairly heavy aftershocks. Tomorrow I shall be making tent stakes all day. The regular ones that come with the relief tents aren't always up to the job so forged, ground and hardened ones have been requested. Sorry Jock but they will have to be rebar. It is all I canm getb in the quantities I need. Also the pattern on the bar will help them to grip.
|
|
philip in china
- Monday, 05/26/08 10:13:25 EDT
|
We have a swimming pool here. How would that be for a huge quench?
|
|
philip in china
- Monday, 05/26/08 10:15:39 EDT
|
Manganese steel is austenitic steel where the Mn stabilizes the austenite at room temperature. The impact causes the metastable austenite to transform to UNTEMPERED martensite. In RR rails, this is fine because the weight of the RR car and the continuous rolling impact of the wheel causes uniform transformation. Also, there is little danger to people if the edges spall off. I personally do not want to work around an un-tempered martensitic steel plate that is being non-uniformly hardened and hammered repeatedly. Another idea that needs re-thinking.
|
|
quenchcrack
- Monday, 05/26/08 10:40:42 EDT
|
Thank you all very much for your advice and suggestions!
-Geoff Rhodes
|
|
Geoff Rhodes
- Monday, 05/26/08 10:54:53 EDT
|
Sorry to start something here, But I didn't say untempered. I said unhardened. After all the welding done in guru's drawing, the top plate should be relatively soft after air cooling. The GRADUAL if uneven hardening caused by HAND hammering(even large sledge hammers) should never be able to overharden an anvil top plate especialy if the corners are well radioused. As manganese steel work hardens it also becomes tougher. If I am wrong about this, I ask forgiveness, But this is what I believe so far. Also, I wasn't trying to be snotty about bolts, I just don't think it is a good idea. Bolts loosen, and stretch, holes egg out etc.
|
|
John Christiansen
- Monday, 05/26/08 11:01:35 EDT
|
John, as Manganese steel is transformed by impact from austenite to martensite, it is un-tempered martensite. Untempered martensite is brittle. Manganese steel does not get tougher as it hardens and without tempering, the surface would be subject to cracking. Additionally, what do you do about dings and marks that are made BEFORE the steel hardens? Yes, improperly bolted assemblies do loosten, that is why I suggested hardened bolts and proper torquing. The only advantage of bolting was that it avoids welding altogether. As Guru points out, welding can lead to warping.
|
|
quenchcrack
- Monday, 05/26/08 11:32:42 EDT
|
Phillip,
If the rebar is the same stuff we have here in the US (and it probably is, unless the Chinese are keeping the good stuff for themselves) be sure to temper after you harden. I've driven a rebar stake someone must have quenched and had the eye pop off the top on the first hit.
|
|
Mike BR
- Monday, 05/26/08 13:04:40 EDT
|
Quenchcrack: I've always wondered how much deformation is required to get significant hardening. The claims of work-hardening for some anvils dosen't make sense to me. I used to hammer-harden some rail road switching products and that took serious deformation to get the required hardness not just hammering on it.
|
|
- grant
- Monday, 05/26/08 13:40:10 EDT
|
Grant, I checked this material out in the ASM Handbook and they quote up to 80% reduction to achieve full hardening up to 550 Brinell (about 55 Rc). As you suspect, less reduction results in less hardness. Hammer working a plate would probably not achied the desired effect. The book also describes explosive hardening of RR products to achieve desired hardness. One of the problems with the material is that it can collapse under high loads leading to a bumpy rail that has to be welded up. I understand it is no longer used for RR rail.
|
|
quenchcrack
- Monday, 05/26/08 14:34:05 EDT
|
Thanx QC. Some anvil manufacturers used to claim that the face was somewhat soft but would "work-harden" with use. This never sounded right to me as there would be precious little deformation happening, even in a lifetime of hammering. I think they just thought you'd get used to it and run out the warrenty.
|
|
- grant
- Monday, 05/26/08 15:28:25 EDT
|
We were shooting for high 40's Rc on the switches. I used an 800 lb steam hammer and a 1/2" radius fuller and would run down the part with the tool on a 45 degree angle and come back on 45 the other way (kinda criss-cross) and then use a small flatter to smooth up. All cold of course, brutal work but it helped pay the bills.
|
|
- grant
- Monday, 05/26/08 15:35:18 EDT
|
Gentlemen, thank you for all the sage advise!
I sould say that my first thought was to bolt the laminations together. As long as all the plates are the same length there shouldn't be a problem with bolts breaking or holes stretching. I don't think the bolts could ever be made tight enough to make it act as one big mass so I went to the plug welded lay up. Still not a homogenious mass but a bit closer. My greatest consern was making the table piece pucker up in the middle from welding it around the edges. I supose I could put a slight bow in the piece and weld and hammer it down tight as I go.
I just thought plug welding with HSS filler would be an alternative.
For that matter I could put a big slab of 316 SST on for the table and let it work harden naturaly. Nicks and dents? who cares, that's what the right angle grinder is for, realy bad dent? that's what the TIG welder is for...
The main thing is I don't want an anvil that big that is on a stand as well. I like Guru's idea of lots of mass but not such a big walk around.
You all may remember that I reciently got what I thought was a 134 (200lbs) but turned out to be a 134lb Hey-Bud.
To make this unit heavier I ground the bottom of the anvil flat to a machinists flat and did the same to a 8x8x10 A36 burnout mistake(187lbs). Even with 4, 5/8-11x4" grade 5 bolts and 1" bar stock hold downs I could still feel it bounce off the base. I took them apart and put a layer of 10ga. striped copper wire in-between the anvil and base block, no more bounce and I have a 317lb mass that acts as close to one piece as I can tell.
As Guru so politely points out I would still end up with a "So-So" anvil. I may just have to bite the bullet and save up for the one piece bunout or a real anvil.
Thanks again guys. This is all solid gold!
|
|
merl
- Monday, 05/26/08 16:38:44 EDT
|
I have a 167# german pattern anvil I mounted on an A-frame similar to the one Guru designed. It did move around a bit on my concrete floor. I built a shelf about 2" up from the bottom of the frame and put a 100# block of 4130 on it. It put down roots and has not moved since. I think lowering the center of mass helps.
|
|
quenchcrack
- Monday, 05/26/08 16:45:45 EDT
|
my project is a chainmail wip, made of ER316/308L stainless steel mig welding rods from a welding supplier. to make rings from, i need to ether weld the rings ends together or temper the rings so not to have any give, any information on tempering the rings would be benifical i took metal works class in high school and have worked with forges and casting steel but that was years ago......thank you very much even if no responce is give nice website,,,,best of luck in life
|
|
jake
- Monday, 05/26/08 18:04:17 EDT
|
Merl- With the risk of sounding like a hypocrite because I just bought a big lathe despite having an ok smaller one, a "real" anvil is a relative term. My 2 main anvils are a 450# Peter Wright and a 150# Hay Budden, both on good stands. Which one is my anvil of choice almost every day? The HB because of its squareness, flatness, hardness, and properly dressed corners. Francis Whitaker worked his whole life on a 150# anvil and a 25# Little Giant and produced a consistent level of quality that some of us only dream of.
I'm NOT saying don't get a big anvil (tools are cool), and as long as you are having fun making something that's the important thing, but we modern smiths are spoilt for choice. What kind of anvil did the guys that made the Sutton Hoo helmet or the gates to St. Paul's use?
|
|
Judson Yaggy
- Monday, 05/26/08 19:27:39 EDT
|
A friend of mine worked for a year as an assistant to a high school auto shop teacher. I stopped by one day, and the teacher was reading the paperwork on a new pair of struts. "It takes approximately 1000 miles for the struts to fully aerate," he read. His next sentence was: "In other words, it takes the driver 1000 miles to get used to the stiff SOBs." Maybe something similar is going on with the "work hardening" anvils. If you figure out the anvil's going to dent when you hit it with the hammer, pretty soon you stop hitting it, and it stops denting.
|
|
Mike BR
- Monday, 05/26/08 20:01:06 EDT
|
That's William "Bill" Plant who made the anvils by welding. I have had the good fortune to use some of his anvils, and they are sweet to work on too, but even Bill will admit that they were a LOT of work and probably not worth it other than to say he did it.
Keep in mind when fabricating an anvil by building up it doesn't need to look like a London pattern anvil. Form follows function and I think the shape of the feet and waist developed from the forging proccess.
|
|
JimG
- Monday, 05/26/08 20:36:18 EDT
|
Phillip; Tent Stakes
Unless you're doing "historic" tent stakes, rebar works well (and served numerous Boy Scouts around here very well). As mentioned by Mike (above) you have to watch for variable hardenability. Depending upon terrain and ground composition, I usually wouldn't harden any of mine, but I also put a stout, not too sharp chisel tip on some of mine due to the prevalence of oyster shells and stones in the local alluvial soil. Such a tip may work better in the (presumably) stony ground you may have in the mountains around you. I always warned the Scouts never to draw the tips out too thin and sharp, since the tip would bend on a rock rather than tend to force the stone aside.
Good luck to you and your wife, and keep up the good work. We're thinking of you.
Cool and dark and quiet on the banks of the lower Potomac this Memorial Day. Thinking about the crew of the unfortunate U.S.S. Tulip, buried just down river from here in the smallest National Cemetery.
http://www.history.navy.mil/branches/org12-6b.htm
http://www.co.saint-marys.md.us/voluntr/historicpreservcomm/sm16.asp
|
|
Bruce Blackistone (Atli)
- Monday, 05/26/08 21:00:00 EDT
|
"temper so as to not have any give" Jake, this is a statement of an impossibility in physics. ALL materials in our world give and part of the definition of a "metal" is that it is malleable.
While 361/308 SS is heat treatable for certain properties hardness is not one. It work hardens and annealing can increase its corrosion resistance.
Weld the ends of the rings. TIG works very well for this on small work (with lots of practice).
|
|
- guru
- Monday, 05/26/08 22:44:04 EDT
|
Work hardening of Anvils: Deformation is like anything else, it is a matter of scale. When you strike an anvil face it AND the hammer face both deform then spring back, thus the rebound. The depth of the deformation is very little. Hit the anvil too hard and in too small an area and you have a dent. Hit is just right with a gently radiused hammer face and the surface returns to normal.
The depth of this deformation is relatively low maybe .002" to .006" (.05 to .15 mm). With sufficient working THIS is the amount of the surface that might work harden.
Years ago Kohlswa had instructions to lightly hammer the entire surface of their anvils starting at the center of the face and working outward in a spiral or concentric circles. . . The point was to stress relieve the cast steel surface. Not work harden it.
I thought this was a rather strange suggestion and a task that the manufacturer should have done with a machine (heavy shot blasting) if it was necessary. All that tapping was NOT going to change cast structure to forged. . .
|
|
- guru
- Monday, 05/26/08 22:57:33 EDT
|
Bill Plant: Thanks for the correction Jim.
That is my feeling as well. Why put a lot of effort and expense into making something you can buy cheaper?
The point of my anvil making articles and the notebook page is that you can make something DIFFERENT that is also functional. Those drawings are from a lifetime of designing anvils and it took a lot for me to finally release them. But I decided it was better for people to put the ideas to use rather than be buried in notebooks.
Heavy steel is expensive, welding rod and fuel is expensive, ABRASIVES will cost an alarming amount to do a good job. AND your time is work SOMETHING. Apply these resources to making a thing of beauty.
ANOTHER project in the wings. . . A steel tree stump vise stand. . .
|
|
- guru
- Monday, 05/26/08 23:05:52 EDT
|
The machine building company I worked for had a turret lathe, about 18"-20" swing. It was fitted with a 4 jaw chuck, The cross slide had a facing tool and a boring bar, the turret a variety of drills. The machine was used to face , drill & bore forming roll blanks before going to the engine lathes for finishing. No high volume production, but each blank needed similar operations and this machine was adequat for the work [pre CNC era].
|
|
- Dave Boyer
- Monday, 05/26/08 23:12:16 EDT
|
Large machines & under powered motors in the home shop environment: If You can find one in operating condition, a 5 HP repulsion-induction motor will start and run extremely heavy [high inertia] equipment. This is due to the way the starting mode of these motors operates. They deliver exceptional torque, and can sustain it much longer without overheating while the machine accelerates to [near] syncronous speed. The down side of these motors is that they are not immediatly reversable, it is a nuts & bolts job to change direction.
With regard to My 5 HP suggestion, that will do a lot of work on a machine tool, and that size motor was used on coal conveyers & other equipment in rural America before 3 phase power was readily available.
|
|
- Dave Boyer
- Monday, 05/26/08 23:20:18 EDT
|
To all, your words do not fall on deaf ears (eyes?)
This is the kind of input I need to stir in to my soup when I formulate my project peramiters. For me a project of this size and importance will take alot of thought and research and usualy a few samples of the various methodes to be employed. Like the few other friends I have, I'm more interested in the "journy" than the end resault. this is good if you want to learn all you can about everything you encounter in life but, not so good if you just want to get something done. I will keep thinking and asking questions but, it seems that for now my "317lb" Hey-Bud is doing a good job of alleviating my craveing for a big anvil (much like a 56"x30ft engine lathe will quench your thirst to run big machines) With the price of steel and even scrap as high as it is right now this progect will have to wait. I like to have my planes close to final so if something breaks loose one can "strike while the iron is hot" as they say. Keep the info and opinions coming , it all goes into the soup.
|
|
merl
- Monday, 05/26/08 23:45:23 EDT
|
I have a 25+ year old horseshoeing anvil. Swedish made. I was grinding on the end of the top surface to provide a sharp edge, 90 deg. All the other edges on the top had the sharp edge taken down by a very slight 45 degree angle. Since I was able to grind down the rear edge with my electric 4" grinding wheel does this mean the surface is not that hard. I did not try to grind the very top surface. I heard that if the top surface could be ground down by a file/rasp then it's not very hard material. Is this true?
|
|
- Dave P
- Monday, 05/26/08 23:53:28 EDT
|
Despite all the warnings about becoming the next darth vader with charred stumps and all, ^^, I decided to try my first attempt at casting aluminium. At most I'm dealing with maybe a 100ml of the stuff.
Here is a video of the results. http://www.youtube.com/watch?v=CzE5yFXBAMc
|
|
Nabiul Haque
- Tuesday, 05/27/08 00:39:10 EDT
|
Dave P., standard simple hardness test; smooth file bites into metal, soft. File skates(doesn't bite) hard. Grinding wheels don't really know the difference.
|
|
John Christiansen
- Tuesday, 05/27/08 02:00:23 EDT
|
Read through all info on manganese steel in my very old, and slightly newer Metals Handbooks (1948 edition and 8th edition 1961). Totaly confirms what Quenchcrack said. Somewhere I read that it hardens and toughens from work hardeding, but I don't remember where, and it must have been eroneous. However, there are air hardening versions of manganese tool steel, which might bear investigation, as many of it's qualitys would seem ideal for an anvil face. I stand corrected, lucky to be standing at all.
|
|
John Christiansen
- Tuesday, 05/27/08 02:17:49 EDT
|
John, I did not intend for you to feel chastened. Do you know how many times I have been corrected on this forum? Once I swallowed my pride, I learned a lot! Your input is always welcome and never hesitate to present a new idea.
|
|
quenchcrack
- Tuesday, 05/27/08 07:45:18 EDT
|
Nabiul, well, I have to admire your initiative. I hate to admit it but I played around doing the same type of things when I was starting High School. Only I did it in my father's shop....in the basement. OK, so OSHA was not even a thought in Washington's mind at that time. I will share a small secret. Chlorine will remove the oxygen from your liquid metal. Potassium Chloride (salt substitute) can be added to the vessel before you melt the aluminum and it will form a liquid salt flux on the surface. Now, just remember to do this outside. The amount of free chlorine generated is small but you don't want any of it settling in a low spot. Wear a full leather apron and a face mask and gloves. And a respirator. And keep a fire extinguisher close by. And the fire department on call.
|
|
quenchcrack
- Tuesday, 05/27/08 07:56:42 EDT
|
On Swedish anvils, as I understand the situation, Bill Peih, Centaur Forge, stopped importing the ones being made under his logo because of soft tops.
One problem with using rebar for tent stakes is if they are driven into rocky soil they can be VERY hard to extract. For a while I used 3/8" rebar for electric fencing posts. On some I have to use a chain and car jack to get them back out of gravely soil.
|
|
Ken Scharabok
- Tuesday, 05/27/08 08:15:11 EDT
|
Without getting a degree in physics, I was trying to figure out the output torque of a lawnmower engine (going for a remote hydraulic press.) It appears there are different formulas for the calculations. My understanding is HP=TorquexRPM/5252, therefore for torque Torque=HP/(RPM/5252)? - I just don't want to make an expensive mistake with the hydraulics.
Please help!!!!
thanks
Nathan
|
|
- Nathan
- Tuesday, 05/27/08 08:30:47 EDT
|
Casting: Nabuil, Your experience is typical of many first attempts with inadequate equipment. Rain puts a dent in anyone's outdoor plans. . . but can be disastrous in metal casting.
You really need a heavier crucible. Plumbing end caps work. Stick to stainless for melting AL as it and zinc disolves steel pretty rapidly. A good crucible (real) is invaluable.
As you have learned it does not hurt to have fuel in the crucuble. Charcoal powder has been used to protect the melt from oxidation when casting brass and bronze.
You need to stack your fuel completely around the metal crucible. So you may want to raise the edges on your melter. Those edges sticking out of the fire are cooling the whole. Note however that a thin bowl such as you are using could be melted (more reasons for the crucible).
Good molds have a feed volume built into the sprue or as a seperate riser. These are needed to supply metal to the part as it shrinks.
You should really consider a propane fired melter if you are serious. The little one I built out of a freon can will melt 2 to 3 pounds of brass from a cold start in about 10 minutes or less (really fast). It will run off a small 20 pound propane bottle.
The next melter I build will not have a lift off lid. It will have the top 2/3's of the body lift off. A small lid is a heavy refractory design. Using Kaowool the top 2/3 of the melter will only weigh a few pounds. It can be a loose lift off piece OR is could be supported by parallel arms and a counter weight.
The reason for this change is to avoid transferring from crucible lifting tongs to a shank or pouring tongs. That also avoids standing over the hot furnace lifting the crucible vertical.

ABOVE: Two types of crucibles and tongs. The tweezer type pouring tongs fit both crucibles and were of 3/16" x 1" CF steel. These were made cold with simple tools and work very well. Vertical lifting tongs must be carefully fitted and usually only work with one size and style of crucible.
Casting can be a lot of fun but it is also very dangerous. Advance planning and preparation is critical. Detail planing of every move at the pouring stage is also advised. This includes where you are going to stand or squat, the move path, where you are going to lay down hot the crucible and where to pour the excess melt (ingot molds).
As an example, the first casting I did I set my new crucible into the sand to transfer from one tongs to the other. Worked fine except the sand melted onto the crucible. This makes glassy sticky spots on the crucible so that it tends to lift the block in the melter. . . Now I make sure to have a couple fire bricks to set the hot crucible on.
|
|
- guru
- Tuesday, 05/27/08 09:58:07 EDT
|
Engine Performance: Nathan, You need to go to the manufacturer for this info. Peak torque and full HP do not occur at the same time AND they vary according to the engine design. Low speed engines have valves that are open for short periods with no overlap. High speed engines have valve open for long periods and often overlap (exhaust still going out as the intake starts letting fuel/air in. . .) Old tractor engines developed full HP and torque at 1,000 RPM or less. Race car engines develop maximum torque in the mid range (for acceleration) but the max HP is much higher on the curve.
The information you want is given as curves vs. RPM.
THEN, you have your gearing or belts. Reduce the speed by 50% and torque doubles. Subtract about 2% from the HP with each set of reduction.
|
|
- guru
- Tuesday, 05/27/08 10:11:41 EDT
|
Guru: WHile you're on the subject, maybe you can save me a little experimentation. I have to pour about 4 lb of lead, about 1 lb at a time to complete a repair job I just did. Can't find my old kero plumber's stove, but I do have a propane turkey fryer type burner and any number of cast iron vessels, from 1 pt to several quarts. Can I expect adequate heat from some combination of these? And can I flux (or do I need to) with borax. Thanks
|
|
Peter Hirst
- Tuesday, 05/27/08 10:28:22 EDT
|
Peter, I've seen lead melted using a variety of gas burners without a problem. This included a standard stove top. I've never fluxed lead or babbitt, just skimmed before pouring. I think the melting point of borax is too high for lead. Note that the cast iron vessel should NEVER be used for cooking food after that.
We have a couple small cast iron frying pans that Paw-Paw melted lead in. There not being a good way to clearly mark these LEAD, NOT FOR FOOD, I suspect I will destroy them.
|
|
- guru
- Tuesday, 05/27/08 11:10:40 EDT
|
Bill Pieh and Swedish Anvils: There is more to this story. Bill originally started importing Kohlswa anvils shortly after he started business in the 1960's. Later he had patterns made with "Centaur Forge" on them. Everything was happy for a time. . Then Kohlswa had a restructuring and became an employee owned company. They lost a lot of talented people and quality suffered. OR perhaps it was just change. The two old Kohlswas I have had were much TOO hard and the edges chip easily. They may have been pulling back on hardness as most modern manufacturers have in order to avoid chipping.
About this same time Bill had a customer take a hardness tester and test every square inch of the face. To those that know anvils (or metal at all) it was no surprise that there were variations. Bill was forced to go into a testing program.
What they found was that most of the anvils were good but a few were not up to spec. He also had some general quality problems with rough castings and such probably having to do with the change. He contacted Kohlswa about returning the anvils. There was a disagreement on terms and Bill said to heck with it. That was in the mid 1980's. Kohlswa still sells a good anvil but there is only one U.S. dealer and my understanding is that they stock them primarily for farriers.
My First Anvil was a little 100 pound Kohlswa. It was glass hard and had a few heavy chips out of the far (striker) side. The edge at the step was welded and caused micro cracks along the face behind the weld. I used that little anvil for about 3 years in business. It became my #2 anvil when a fellow sold me a 128 pound M&H Armitage Mousehole out of the trunk of his car. The Mousehole had some chipping as well but not nearly as bad. Its advantage was the extra weight AND the fact that the waist was wider than the Kohlwsa making it effectively much heavier. I sold both of these anvils when I was short on cash.
My big 300 pound anvil is also a Kohlswa. It also has chipped edges from being too hard. No matter what anyone claims, cast chips and cracks different (mostly worse) than forged. So there is a reason modern anvils are softer. The folks that complained about the Centaur Forge Kohlswas would have a fit with modern anvils.
|
|
- guru
- Tuesday, 05/27/08 11:10:48 EDT
|
I have a friend that wants me to make him a flint striker (for starting camp fires). What would be the best kind of steel to use?
|
|
- Robert Dean
- Tuesday, 05/27/08 11:44:24 EDT
|
Robert, High carbon tool steel (files), wire springs or other high carbon steel (W1 drill rod). It helps to have a narrow edge (V shaped) and for it to be quite hard.
The sparks are pieces of flaming steel scraped off at high pressure producing the heat to set the steel on fire. Both the hardness and the carbon in the steel add to this process.
|
|
- guru
- Tuesday, 05/27/08 12:03:26 EDT
|
Fluxing lead:
I always used bullet lube to flux my lead when I cast my own
bullets, as I recall it was mostly beewax
|
|
- Hudson
- Tuesday, 05/27/08 13:34:57 EDT
|
I'm back; had interesting camping weather---including forging with hail bouncing across the anvil as the wind blew it sideways under the tarp. Had a fellow stop by my small travel set up and ask what he could forge out of 1.25" square stock. I told him nothing as I had to leave in a couple of days; so he sold me 9 apx 2' bars of it that he had scrounged. Now I have to figure out what to do with it...too small to make shafts for hardy tools with for my 2 shop anvils...
Thomas
|
|
Thomas P
- Tuesday, 05/27/08 17:05:18 EDT
|
Guru, I live on Maui and have been offered a 250lb little giant in real good shape for $1500.00, do you think there is any way I can get this thing back to washington state and still end up with anything close to the screaming deal it is here? My god, it's magnificent...
|
|
- vorpal
- Tuesday, 05/27/08 17:14:37 EDT
|
vorpal: Check from top of forum down. Recent discussion on container transportion of items.
To me question would be on not only shipping cost, but how to get it from port to shop, then from container into shop*, then foundation required, then electric requirements (e.g., phased power).
*One guy in Northern Ohio put a large hammer in his shop via crane. He took off several metal roofing panels and then the crane dropped it onto prepared base.
|
|
Ken Scharabok
- Tuesday, 05/27/08 18:28:53 EDT
|
Thanks Guru: I retired the last "made in Taiwan" cast iron from my kitchen about a year ago, so I have one thats perfect for dedication to the task (I hope to do more of these). Melted the first couple ounces in about a minute. The whole pour in one heat should be no problem. You are right about the borax, but a touch of boric acid worked great, Even left the melt metal bright, with lots of interesting colors, when it cooled.
|
|
Peter Hirst
- Tuesday, 05/27/08 19:06:13 EDT
|
Guru, I have been told the older ball molds I find around for muzzle loaders were blacksmith made. I need one to make 4 oz balls for my new small cannon/swivel gun. How did the smiths make these old molds?
|
|
Dick Underwood
- Tuesday, 05/27/08 19:14:42 EDT
|
Guru, thanks for the flint striker reply!
|
|
- Robert Dean
- Tuesday, 05/27/08 19:35:00 EDT
|
Fumes off molten lead are extremely toxic, cause lasting brain damage, can be fatal in time.
|
|
Miles Undercut
- Tuesday, 05/27/08 19:54:22 EDT
|
Ball Molds: Dick, The term "blacksmith made" may be a stretch. Most were made by gunsmiths who are more in the class of "tool and die maker" than "blacksmith". Blacksmiths of this class were the top of master smiths that could make ANYTHING from tools and machines to guns, locks and clock work.
You MUST realize that lathes or lathe type tools were common in 18th century specialty shops (locksmiths, gun smiths, armourers) and were common in almost all blacksmith shops at the end of the 18th century. Even a little jewelers type bow operated bench lathe is sufficient to make precision round bits and pieces.
The small molds were made by making a spherical ball mill by hand. First, shaping a tool steel ball, perhaps in a small lathe then cutting teeth with fine files. Then the cutter was hardened and tempered then used to cut the two halves of the mold. Note that there were little hand crank operated gear and milling "fuse* engines" in the 18th century used by various specialties including lock and clock makers.
* fuse = screw
Larger ball molds may be made two ways. For a 1/4 pound ball that would be 1.052" diameter. One method is by hot setting a ball end punch into each half of a mold then hand finishing to fit. An abrasive charged ball could be used to finish to size and match the parting of the two halves. Another was to make a cast iron OR brass mold and then hand finish. Understanding shrink rates is critical in making a cast mold that will be finished little.
In the modern shop I would start with a slightly larger ball end mill (1.125 is the closest) and have a tool grinder resize it to 1.050". Sinking could be done by hand turning on any type of drill or a modern machine. I would make a ball on a shank to align the two halves.
I have hand ground drill bits and straight end mills into dovetail and ball end milling cutters. I am not sure I could achieve the necessary accuracy for a project like this without some fixturing. But I could probably hit it within +/-.010". Folks that do special profile grinding usually have an optical comparator to blow up the cutter profile to where you can visibly distinguish a few thousandths.
Someone with a mini-lathe and a Dremel tool could probably make the cutter and or mold. Someone with patience and persistence could do the job with files. Precision measuring tools are an absolute requirement any way you do it.
|
|
- guru
- Tuesday, 05/27/08 20:07:26 EDT
|
250# Little Giant: Prices for these machines vary from scrap to $5,000. If you have the power to run it they are a great machine. I had one I traded off because of the power difficulties trying to run it way out in a rural area.
I would think it would be worth more to resell it on the islands. There ARE smiths out there and very few tools.
Transportation posts may be in the process of archiving. DO check with the fruit exporters. They occasionally take on extra cargo.
|
|
- guru
- Tuesday, 05/27/08 20:13:40 EDT
|
Large quantity shot production to form lead balls was also done in shot towers that poured the molten lead through sized mesh and let it fall through the air to attain its uniformly round shape and I believe it landed in water at the bottom of the tower to cool it the rest of the way quickly. Depending upon the bore size of your swivel gun you could just use 1" bearings and heavy wadding to make up the difference and save on production costs. Muzzle velocity will be affected. You could probably also use rubber balls or some other material ordered in bulk to the correct size from a speciality manufacturer if your not trying to punch holes in things.
|
|
- Robert Cutting
- Tuesday, 05/27/08 20:59:36 EDT
|
Is there not a scene in Pawp's book "the revolutionary blacksmith" Where Will makes a bullet mold?
|
|
JimG
- Tuesday, 05/27/08 21:31:08 EDT
|
Dave P : Any abrasive wheel is a whole lot harder than any hardened steel, so any grinder will grind hard steel readily as long as You are not grinding a large surface area.
A file is better for guaging hardness. If You can effectively file heat treated steel it is not extremely hard. If a sharp file will scratch it but not remove much metal, the part is pretty damn hard, if the sharp file will not scratch it, it is too hard for a tool that gets hammered on.
|
|
- Dave Boyer
- Tuesday, 05/27/08 21:46:48 EDT
|
250# LG: Check any military friends you might have, too
|
|
Peter Hirst
- Tuesday, 05/27/08 21:47:57 EDT
|
Dich Underwood,
From memory, Wallace Gusler, the gunsmith in the video, "The Gunsmith of Williamsburg," is sitting at his workbench with the mold workpiece fixed to the top. He uses a hand brace horizontally with a "cherry" (a round burr) in the chuck. He applies downward pressure by means of a leather strap around the cherry shank and under his shoe instep. It is slow going compared to a carbide burr and die grinder, but pretty much the same in principle.
|
|
Frank Turley
- Tuesday, 05/27/08 22:55:52 EDT
|
Paw-Paw's Book #3 chapter 2. Cannon repair and bullet mold making.
The description above is taken primarily from Alex Bealer's The Art of Blacksmithing as retold by Paw-Paw. The illustrations are mine to suit the text.
|
|
- guru
- Tuesday, 05/27/08 23:18:16 EDT
|
Guru, would not the "modern shop" possibly use EDM?
I bought a salmon net sinker mold from Dixie Gunworks for my falconet. It's a 2" bore but the sizes available were 1 3/4" or 2 1/8"---as the main difference between a small cannon and a pipe bomb is whether the ball exits I went with the smaller size and use scrap leater wadding when firing for effect. I don't really worry about range or accuracy that much and if I had to use it a pound of small ball bearings does a very impressive job at close ranges---say 50-100'.
Thomas
|
|
Thomas P
- Wednesday, 05/28/08 10:16:40 EDT
|
Too simple a shape for EDM as it very slow compared to a milling cutter. Most machine shops have ball mills and with CNC you can use an undersize mill to make a perfect sphere of any size larger than the cutter.
In my post I was not concerned about gun function, THAT is the user/makers decision. What he wanted was a 4 ounce lead ball. If it is too tight for the bore then he specified the wrong weight. I would NEVER use weight for something like this except as a design tool. After that a specific dimension (caliber) should be the rule.
|
|
- guru
- Wednesday, 05/28/08 11:20:01 EDT
|
Hi Guru, I own an old forge here in North Devon (South-West UK) it’s got a cobbled floor and old stone walls, I don’t want to damage them but still want a hammer or press, having looked at the rolling mill by Hugh McDonald I tried to buy the plans but I get no reply from the e-mail link, do you know where else to get them?
|
|
Red Forge
- Wednesday, 05/28/08 12:40:56 EDT
|
Red, I will forward your request to Hugh McDonald and see what we can do.
|
|
- guru
- Wednesday, 05/28/08 12:52:58 EDT
|
Dear Guru,
I recently bought a shaper and was wondering if you know of any resources for setup and safety? Also, just like a lathe they are extremely useful for anything that has flats in it(just like the lathe is good for anything that is round).
|
|
John in Jersey
- Wednesday, 05/28/08 14:32:18 EDT
|
Jock, I'm having trouble ordering a pint of ITC-100, I keep clicking "ORDER" but nothing happens.
|
|
- Nippulini
- Wednesday, 05/28/08 15:16:20 EDT
|
Shapers: John,
Number one rule in using a shaper, NEVER bend down and look into the cut from the front! The tool holder screw will punch a nice hole in your head if you are not careful. This can be a lethal mistake.
Number two rule is to avoid standing in front of the shaper at all, especially when running. It is common to machine heavy blocks with a shaper. Occasionally they loosen and the machine will launch it off the front of the machine. I had a 50 pound swage block land about 2 feet in front of mine. . . I rotated the vise so it COULD NOT happen again.
Otherwise, there is a LOT going on with a shaper that can smash a hand or remove an arm. Normal operation often requires resting a hand on the down feed crank of the moving ram. It is one of those machines that you just really need to keep your wits about you when operating.
SETUP: I do not know about the current version but MACHINE TOOL PRACTICES a text book published by John Wiley and Sons (1977 - 1979) has a good section on shapers. Authors, Kibbe, Neely, Meyer and White.
Outside of proper cutter positioning, how the clapper works and the different vises the rest is standard T-slot machine tool furniture applications. This often requires some imagination. That you have or not. Furniture sets for mills and planners work. You can also make your own.
Many old machinists handbooks also cover shapers. Often the setups are quite imaginative from folks that had a lot of experience. I always figure just ONE of these ideas that I did not think of is worth the price of the book.
Shapers are used to square work, cut grooves and dovetails, cut slots and keyways, make gears, splines and other work.
James Nasmyth the inventor of the steam hammer also invented the shaper (about 1842). The shaper was designed to relieve workers from the work of hand chiseling rough blocks of cast iron into machine tool parts.
|
|
- guru
- Wednesday, 05/28/08 15:16:37 EDT
|
Nipp, Our old cart is slowly dying. . always worked from Netscape, works with Firefox on one of our machine but not on the other. Still works with IE IF the security settings are set to "standard". New cart in the works, finally.
Meanwhile drop me an e-mail if you can't make it go with another browser . .. doesn't everyone have 3 or 4?
|
|
- guru
- Wednesday, 05/28/08 15:19:42 EDT
|
Shaper safety, All that the Guru said, plus one of the most important items, the shaper tends to throw HOT hard curls clear across the shop. These will burn you and anyone who gets in the line of fire. The shaper seems to throw chips harder than any other tool.
For manuals, try Lindsey as they have a number of old timey shaper books.
|
|
ptree
- Wednesday, 05/28/08 18:12:18 EDT
|
Not to mention that various lead based alloys have quite different shrink/expand ratios. Having a size test gauge can be very helpfull if your mould is very close to the bore size.
When I was apprenticed to the swordmaker we used to have the tank hole plunged using EDM in large stainless guards as it was cost effective---until the "good" guy left and they wanted us to pay them to train the new guy---time to plunge doubled for the exact same job and when the price then doubled it was more cost effective to drill and file.
Thomas
|
|
Thomas P
- Wednesday, 05/28/08 18:14:36 EDT
|
Shaper Safety: The two examples I gave were from one of the old handbooks buried somewhere in my library. These were the type that had the great photos of a guy with his tie (remember when everyone wore a tie, even "blue collar" workers?) wrapped around the work in the lathe and his throat against the chuck! Definitely got the point across.
The one about work getting launched out of the shaper was not illustrated. It really gets your attention when a 50 plus pound piece of work literally flies off the machine. . .
A quick search on BookFinder.com returned various copies of including 8th Editions from 1987 (mine is from 10 years prior and seems to be a first edition). The same search returned Machine Tool Metalworking: Principles And Practice, 1960, which has a section on shapers. Machine tools and their operation (Library of machine shop practice), 1922.
There are lots of these out there. Almost all are good if you are looking for methods of using basic machine tools. Some of my favorites are those prior to the age of everyone having dial indicators and other precision tools. There are an amazing number of ingenious work arounds or shop made tools illustrated in the old references.
|
|
- guru
- Wednesday, 05/28/08 18:32:15 EDT
|
I have an antique barbecue grill manufactured by Buffalo Forge Co. It has a hand cranked blower on it. Does anyone know when they were manufactured. Any pictures would alos help if available
|
|
nick
- Wednesday, 05/28/08 18:34:36 EDT
|
SHAPERS: John, another good resorce for shaper operation and maintainence is "Shapers" by Emanuele Stieri available through Lindsay Publications Inc.
Please heed Guru's warnings about safe operations of this machine. They have a deceptive amount of power on the forward stroke, a crash on a bigger machine can be quite dramatic.
May I ask how big your machine is (the work cube = cross travle X vertical travle X length of ram stroke)?
Also, you might try the "Practical Machinist" web site for more info.
|
|
merl
- Wednesday, 05/28/08 18:34:56 EDT
|
Got another recall from the Consumer Product Safety Commision today, Counterfit Square D circuit breakers, that will not open when needed.
NEWS from CPSC
U.S. Consumer Product Safety Commission
Office of Information and Public Affairs Washington, DC 20207
FOR IMMEDIATE RELEASE
May 27, 2008
Release #08-286
Firm's Recall Hotline: (866) 650-3076
CPSC Recall Hotline: (800) 638-2772
CPSC Media Contact: (301) 504-7908
Counterfeit Circuit Breakers Recalled By Specialty Lamp International
Due to Fire Hazard
WASHINGTON, D.C. - The U.S. Consumer Product Safety Commission, in
cooperation with the firm named below, today announced a voluntary
recall of the following consumer product. Consumers should stop using
recalled products immediately unless otherwise instructed.
Name of Product: Counterfeit Circuit Breakers labeled as "Square D"
Units: About 371,000
Distributor: Specialty Lamp International Inc., of Deerfield Beach, Fla.
Hazard: The recalled circuit breakers labeled "Square D" have been
determined by Square D to be counterfeit and can fail to trip when they
are overloaded, posing a fire hazard to consumers.
Incidents/Injuries: None reported.
Description: The counterfeit circuit breakers are black and are labeled
as Square D QO-series models 115, 120, 130, 215, 220, 230, 240, 250, 260
and 2020 and Square D QOB-series models 115, 120, 130, 220, 230, 250,
260 and 1515. Actual Square D circuit breakers have (a) the amp rating
written on the handle in white paint on the front of the breaker
(authentic Square D circuit breakers manufactured prior to 2003 did not
have white paint on the amperage numbers); (b) the Square D insignia
molded onto the breaker side, and; (c) a yellow chromate mounting clip
with half of the top of the clip visible. If your breaker, labeled as
Square D, does not match this description, it could be counterfeit.
Sold by: Electrical product distributors nationwide from May 2005
through June 2006 for between $3 and $23.
Manufactured in: China or Unknown
|
|
ptree
- Wednesday, 05/28/08 18:37:54 EDT
|
This might seem like a silly one. I know it should be easy and simple, but what are the bending steps in making a pipe saddle? I have tried in the past, but the big curve always ends up lopsided. Do I bend the feet out first, or what?
|
|
Craig
- Wednesday, 05/28/08 19:26:14 EDT
|
nick-- are you sure this is a BBQ and not a rivet forge?
|
|
Miles Undercut
- Wednesday, 05/28/08 20:12:37 EDT
|
"Tire" Power Hammers: Harley, Currently Dave B. and I are in the midst of building two HD 100 pound "tire" hammers. When complete and tested the CAD plans will be finalized and sold as a bundle with notes, bills of materials and photo instructions.
My hammer design uses a new compact spring and linkage arrangement that is fully adjustable as all mechanical power hammers should be (height and stroke). It also has a heavy duty guide system. It is not a cheap hammer to build. We are using almost all new materials so I can give an accurate construction cost.
The two hammers will be almost identical. The biggest difference will be the anvils. One is using the Square Built Up anvil and the other my Flash Gordon round anvil. We have built the square anvil and it seems to work quite well (850+ pounds). The round anvil will be a little lighter. However, the add-on bars almost doubles the weight.
Other than those built in Clay Spencer workshops (a sizable number) most of the existing tire hammers have been built by individuals looking at our tire hammer information on the Power hammer page. The Clay Spencer hammers follow this design fairly closely. These hammers all have a couple problems. The tube in tube guide system while easy to build is hard to maintain and has no adjustment. The LG style linkage has the same old exploding spring hazard. Note that they are putting guards on some of these now. These hammers are being built with too little anvil AND I think they are still pouring lead to make the tubular rams. . . Something I refuse to do.
With the exception of the concrete anvil the Costa Rica Junk Yard Hammer is a better machine.
The problem we found trying to build these is the spare tire offsets are not all the same and finding several of these that are the same can be difficult. Just finding the good 15" spare tire/rim combination can be a trick. I spent a day going to junkyards (the big ones had none) and finally found a pair in a small out of the way yard. What I found in big yards buried under mud were worn out, bent up and odd sized. This is where Junk Yard Hammers are forced to all be individual designs and the builders good friends with all their local junkyards. . . You will note that Clay's hammers have a large plate welded to the tire/rim to adapt to these differences. We are cutting out the center of the wheel and replacing it to get the offset we want. It is something I did not originally plan for.
If you want to do one of these on the cheap you scrounge the parts then fit them together. Find the bearing hub and wheel that will fit together then build off that. As soon as you get locked in on a specific design costs escalate.
Even before you have a plan you can start obtaining steel. Your dies want to be about three feet off the floor. So this sets your anvil height. Before dies ours is 28" plus a 2" cap and a 3/4" base plate. Amassing that 600 to 1200 pound lump of iron can be a serious expense. . .
|
|
- guru
- Wednesday, 05/28/08 20:17:42 EDT
|
Buffalo Forge: Nick, Buffalo Forge built industrial blowers and blacksmithing equipment. They started business in the late 1800 and their equipment was still being sold the mid 1960's. They had a brief flurry of activity making blowers for bomb shelters and then got out of the blacksmith and hand crank equipment business.
We sell the Buffalo Forge 1896 Catalog on CD-ROM.
|
|
- guru
- Wednesday, 05/28/08 20:25:48 EDT
|
Pipe Saddle: Craig, I am not sure what you are making. If it is a T joint then you start with a round tube and cut a sine wave section off the end (each "wave" equals one half the circumference in length and one half the diameter minus 2x the wall thickness).
|
|
- guru
- Wednesday, 05/28/08 20:31:55 EDT
|
Guru,
Think "omega" for shape. It's a saddle for fixing a pipe to a wall longitudinally.
|
|
Craig
- Wednesday, 05/28/08 21:04:45 EDT
|
It's to hold up the axle of a garage roller door. My father asked me to knock up a couple for him, because he knows I have a tendency toward overkill.
|
|
Craig
- Wednesday, 05/28/08 21:06:42 EDT
|
Clay Spencer tire hammers - I was part of a build last summer in western PA, the guys planning the build did an excellent job of securing materials, including anvils from 7 & 1/2" rounds that were the center sections from larger rounds removed I believe for valve building purposes. At that time Clay mentioned moving to Alabama, not certain if that occurred, but if I can find the documentation I'll post the email address he left with us. He showed up at last year's Quad State with 1 of the hammers from the build for demo/sale.
|
|
- Gavainh
- Wednesday, 05/28/08 22:19:18 EDT
|
Another thing to be carefull of while operating a shaper is that often the end of the ram retracts within the confines of the frame of the machine depending on stroke length and position. Always make sure that there will not be any interference [IMPACT] between the tool slide and frame. Many machines have been broken this way.
My Grandpop & I did a few jobs with Our shaper, one, an internal gear for a Shaw brand tractor, that could not be made on the gear cutter at the machine building company Grandpop had worked for. I don't think We have used the shaper for ANYTHING since We got the Bridgeport in 1974.
|
|
- Dave Boyer
- Wednesday, 05/28/08 23:22:52 EDT
|
Dave, We have mills in the shop and the only time the shaper got used was when both mills were busy with paying work. . . The great advantage to these machines is that you can pick them up for scrap price in perfect condition and they take almost no tooling. Meanwhile you can spend more on cutters and tooling than on a mill itself in order to use it well.
|
|
- guru
- Wednesday, 05/28/08 23:36:05 EDT
|
Thanks for thr information on "tire hammer plans" guys. Jock, when you have your plans for the new design compleated I would like to buy a set. In the meanwhile I may try to contact Clay Spencer to see what he offers for plans.
Thank You,
Harley
|
|
Harley
- Thursday, 05/29/08 03:30:41 EDT
|
Take a look at eBay #160245128472. Small P. WRIGHT vise. Looks like Haybudden is at it again.
|
|
Ken Scharabok
- Thursday, 05/29/08 06:49:46 EDT
|
Ken, This vise looks recently stamped because of the lack of serifs on the letters. I would guess it is German made from the overall look of it and the use of the large enclosure plates riveted either side.
|
|
Frank Turley
- Thursday, 05/29/08 07:59:24 EDT
|
What I noticed is the size difference in the stamping and how crisp and deep the ones are for PATENT BY P. WRIGHT. On that, I doubt it would have included the BY. On their anvils it was P.WRIGHT, not P. WRIGHT. Also, on their anvils PATENT was always under the name.
Richard Postman notes that for something like 100 years Peter Wright was, if not the top, among them, manufacturer in Dudley, England. Yet, virtually nothing exists about the company today. He suspects there are more Peter Wrights in the U.S. even today than any other composit-bodied manufacturer.
|
|
Ken Scharabok
- Thursday, 05/29/08 08:24:48 EDT
|
Okay, I placed the order using my IE.... kept bugging me about allowing Javascripts for every window!! Annoying, but the order is placed! Thanks
|
|
- Nippulini
- Thursday, 05/29/08 08:31:31 EDT
|
VISES.
It is more difficult to find out about old leg vises than anvils, because there were fewer markings. When Peter Wright did mark their vises, they did so on top of the screw box body with P.WRIGHT PATENT SOLID BOX. These were in three lines, stamped in small, serifed letters and were often obliterated by wear and rust. The stamped letters were a matter of pride and the result of a break through in technology. The earlier boxes, I assume throughout Europe, were composites made up of multiple "rings" forge brazed around a forge welded tube. The square threads consisted of a coil brazed inside the tube. Normally, brass spelter was used rather than copper, as the brass melts earlier than copper. After brazing, the internal threads were cleaned and the external box was lathe turned. On close inspection, one can see evidence of brass and/or slight separations where the rings are joined.
The Peter Wright firm figured a way to eliminate all the composite brazing business, and was able to make a solid box with internal threads.
The Peter Wright vises exported to the U.S. most often had deeply chamfered legs. When I was in Australia, the PW vises most often had very slight chamfers on the legs. Some of the Australian PWs had the royal coat of arms stamped on them. I suspect that the Australian imports were made at a later date that the U.S. ones. In all other respects, the Australian and U.S. Peter Wright vises appear to have the same conformation.
|
|
Frank Turley
- Thursday, 05/29/08 09:32:25 EDT
|
Glad I am not the only one that noticed haybudden's vise on ebay was conterfeit. Looks like the same stamps he uses for his mini anvils.
|
|
- Rustystuff
- Thursday, 05/29/08 09:38:36 EDT
|
One jobshop owner said he loved shapers as he could buy old rusty pitted steel cheap at the scrap yard and set it up on the shaper and have it clean it up automatically while he was doing something else.
Thomas
|
|
Thomas P
- Thursday, 05/29/08 10:08:15 EDT
|
In about 45 minuets I am going into town to purchase a respirator to use when I am forging with bituminous coal. Do you guys think it is neccassary and if so what kind should I get and what are some things I should whatch out for when using it.
|
|
- john L.
- Thursday, 05/29/08 10:36:13 EDT
|
Respirators: John, First step is to get a medical checkup, particularly what is known as a pulmonary or "breathalator" test. You need to be sure you have good lungs and heart. Good respirators increase the load on your system by the pressure required to pull air through the filter and the recirculated CO2. This also results in hotter work conditions. All stress. These tests are required in responsible industry to protect the health of the worker. If you do not pass, you do not do respirator required jobs UNLESS it is with a "supplied air" helmet.
Coal smoke contains both particulates and fumes, notably sulfur fumes. So to properly filter coal smoke you need a combination filter, particulate and activated carbon. Note that these filters have a relatively short life and need to be replaced often. It is easy to tell with particulate as it becomes hard to breathe. Charcoal filters must be replaced on a regular schedule dependent on the use.
Good full face respirators that seal well are an aggravation to wear and as noted the stress ads to your work fatigue. They are also expensive to purchase and to maintain. If your forge environment is smokey then fix it. Change the stack, add ventilation fans, whatever it takes to clean it up.
There are situations where you cannot avoid the need for a respirator. But if it can be avoided then do it.
|
|
- guru
- Thursday, 05/29/08 10:57:15 EDT
|
NOTE: The popular "hospital masks" are a joke. They are designed to prevent spit from spraying on another person, NOT to keep airborne contamination out. In shop or field use they are merely a "feel good" device or a placebo. They stop less than 50% of coarse particulates and no vapors or fumes. Fine particulates either go through or around the paper filter.
You might say 50% is better than nothing. But 50% of heavy metal particles from grinding or polishing may still be enough to give you heavy metal poisoning.
Do it right, do not fool yourself.
|
|
- guru
- Thursday, 05/29/08 11:05:31 EDT
|
A couple of times I have submitted a suspicious listing notice to eBay. However, they don't allow you to tell why you think it is. Up to the eBay reviewer. Even if they did review it, comes down to your thoughts vs seller's listing. If they cancel the sale, they potentially lose money. Buyer beware.
|
|
Ken Scharabok
- Thursday, 05/29/08 12:01:20 EDT
|
Forgery: The hand stamped letters as noted by others are from modern milled type dies. They also have uneven spacing AND, you will note if you look closely the BY has distorted the top of the HT. A single stamp would not do this. All these add up to individual letters being used by a not very good forger who's work we have seen in the past.
The lettering on the front of the vise is typical of trademark dies. The lettering is straight and shallow but not necessarily perfectly aligned. The characters, while very plain have features of custom cut dies. Note the curve of the R's leg and the apostrophe. These features are not found in modern letter sets. Also the rows are spaced to be the same length, a professional touch. Obviously the marks on the front are old but not necessarily the manufacturer's.
As collectors pieces go this was a nice piece without the forgery. It has none of the traditional details of British made vises so as noted it is either quite a late product or from the Continent. It has also been repaired. The sliding handle both are replacements as well as the thrust washer.
Almost from the beginning ebay has been awash with forgeries, misrepresented items and pirated items. Their approach has been that unless a government entity complains they will do nothing. All appearances of caring for the buyer is a false front. Any attempts to file complaints are met with obfustication and stalling tactics. It is definitely a buyer beware situation.
|
|
- guru
- Thursday, 05/29/08 12:35:04 EDT
|
Vise Screws:
 These are the Boxes and Screws from two vices that Dave Baker and I photographed one evening. One appears to be a solid box and the other obviously a pieced box that has missing parts. These are the Boxes and Screws from two vices that Dave Baker and I photographed one evening. One appears to be a solid box and the other obviously a pieced box that has missing parts.
The tube of pieced box is actually rolled from about 1/4" thick material. You can see the weld line in the bottom view. The anti-rotation key is missing but you can see where it fit into the first ring of the stack that was the back of the box. The short coarse thread screw fit this box. The fine (worn out) screw fit the other box.
The fact that these parts were made by a combination of forge welding and brazing is pretty amazing. At this time the screw threads were probably hand turned on a lathe. Even when Maudslay first started making his geared screw turning lathes the master screws were made by hand. He used knife edges to make a spiraling line the length of the screw then followed it by hand making it deeper with multiple passes.
The "Solid Box" patent was probably based on Wrights early use of steam hammers and dies in their trade as his anvil patent shows. This "invention" was more the result of advances in manufacturing machines than an advance in vice design.
Machine Methods: The solid box shown has been center drilled in the knob end. To support this piece in the lathe it would need to be supported in a steady rest and tied against the drive plate with leather thongs (a common method of the time). Note the area in front of the key that has been turned down. This is a trued surface for the part to run in the steady rest. Otherwise there would be no reason for machining this surface.
|
|
- guru
- Thursday, 05/29/08 13:20:58 EDT
|
Guru, Appreciate the info on your website and your reply to my question. Do you have any knowledge of Buffalo Forge manufacturing a Barbecue. I'm not sure that the CD Rom Catalog would have something like this if it only covers the year 1896 What I have doesn't look like it was modified from something that Buffalo Forge made for other purposes. It has a control arm that slips into various notches under the pan and raises or lowers a grill that is on top. There is also a removable shelf that attaches to the top edge of the pan. The unit rolls on rubber tires. Ideas??
|
|
nick
- Thursday, 05/29/08 17:01:15 EDT
|
nick: It is quite possible someone put small wheels on a Buffalo rivet forge to make it more portable.
Rivet forges were used in the construction and shipbuilding trades. As I understand it, the operation of the forge and the casting of the hot rivets was the job of an apprentice. At the receiving end there would be a worker with a cone shapped receiving cup/funnel who would catch the rivet, place it in the hole and then back it while the rivet head was shaped by another worker on the other side.
I suspect many apprentices went no further than this job. You can image being multiple floors up on a building and tossing a red hot rivet beyond reach of the catcher.
He would have also had to have just the right number of rivets at just the right degree of heat consistently through the day. This likely included having to periodically clean out the ashes, add new coal and then moving rivets into the center before needed by the catcher/header team.
When I have seen a blacksmithing forge listed in a farm sale it is almost always a rivet forge. Would have been good enough for general purpose farm use and they do make dandy demonstration forges if you are doing S-hooks and such.
|
|
Ken Scharabok
- Thursday, 05/29/08 17:21:41 EDT
|
On respirators.
The Guru is correct that the first step is a physical. A respirator stresses the cardio/pulmonary system.
A proper respirator for "coal Smoke" would have a N-100 or P-100 filter. This is a "HEPA" filter rated for dust,Fume and radionuclides. The sulfur smoke would be particulate and the filter would catch it. If the sulfur smoke was able to react with moisture in the air and form Sulfuric acid than an Acid Gas filter would be needed as well.
I wear just such a half face respirator with the P-100 filter. I use it for weld fume, when I wire wheel rust remove and so forth.
The Guru is also correct that the first approach is always "engineering Controls". This would be a proper stack, ventilation and so forth. PPE is always the last choice in the line of defense in environmental health safety issues.
I prefer the A.O. Safety Quicklatch, Half mask with the P-100 pancake style filters. These fit under weld hoods.
By the way the P and N in P-100 is P=permissible and N-Not permissible as far as oil mist exposure.
|
|
ptree
- Thursday, 05/29/08 17:58:06 EDT
|
Hello Guru,
I'm a blacksmith who's been involved with my local guild chapter for a few years now. I wouldn't call myself a master smith but I feel relatively competent after taking several classes and doing a lot of work on my own. I'm currently working as a carpenter at a summerstock theatre and the production manager (who basically hired me because of the blacksmithing on my resume)introduced me as a blacksmith on day 1 and asked the technical director to find some way to use blacksmithing in the build for this season. This is a very respected company, I'm hoping to get the funds to set up a forge for the house.
I've done a lot of research into forge designs, any advice? I was thinking breadbox-sized with 3 burners, a hanging door in front and one side split into 2 doors for big pieces. Is there any reliable ratio or rule of thumb for BTU of the burners and the size of the forge? I was going to use insulating firebricks, are thermal blankets better? Basically, if you could design a forge that could be used for heavy work (probably things like railings etc.) what would you start with?
Thanks for your input,
Mac Millan
|
|
Mac Millan
- Thursday, 05/29/08 18:32:35 EDT
|
Guru,
Compact spares must be available new somewhere (though I'm sure the demand for them is limited). Might be cheaper in the long run than driving around to junk yards and then redesigning the hammer to fit the tire.
Hi, Mac
|
|
Mike BR
- Thursday, 05/29/08 20:06:26 EDT
|
Hey Folks
I have a very large water tank that is rusting on the outside. I would like to remove the rust and cold galvanize it. Other than sand blasting what methods or chemicals could remove the rust and leave the surface prepared for the cold galvanize paint? I could wire brush and wipe it down with a solvent. Would naval jelly work? Other options?
On Shapers:
In College I used one to square some blocks up, and cut the grooves for a set of "V" blocks that I still have and use. We also cast the Yoke to hold round stock in place.
Thanks
Bart
|
|
blackbart
- Thursday, 05/29/08 20:08:41 EDT
|
Setting up the Gas Forge Shop: Mac, I recommend you buy the Gas Burner book by Michael Porter to start. It is probably the most scientific reference targeting blacksmith forges.
As you summized a very useful forge is bread box interior size. These run best on two burners unless you are building small burners. Increase the length by 50% and add another burner. Note however that "burner" is a very broad term. Most folks are building them with 3/4" pipe mixing tubes. NC forges have the equivalent of 1/2" pipe tubes. Use a larger burner and only one is necessary.
Using NC-Tool sizes I would want a 2 burner Whisper Momma as my small forge and a 4 burner Whisper Daddy for larger work. Both with front door and end ports. I might also want a micro-forge.
Gas forges are all limited by their size. For each class of work a general shop needs different size forges. Some work needs specialty setups. If you want to heat long work for creating special bar stock or top rail a long tunnel forge is best. To avoid this many smiths use power hammers to cold texture work.
Do not overlook fan blown gas forges. These are more forgiving in design than venturi forges and run hotter. Only one burner is needed for almost any size forge.
To fill the size gap many smiths use a large OA or Oxy-Propane rosebud torch and an economizer valve. The valve is almost an absolute necessity unless you have a worker to do nothing except handle the torch.
You cannot beat a solid fuel forge for many applications. The open top and sides allows laying large work on the forge and heating long pieces. Charcoal is comparatively clean and can be used anywhere a gas forge would be.
I know one smith that built a multi-rossbud propane "forge" for fast open heats. The valve was foot operated.
Materials: Good refractory insulating bricks are more durable than Kaowool blanket. If building a rectangular forge they are almost the only way to go. Blanket is flexible and makes a very portable forge. It is the right material for tubular forges. I always use hard refractory brick for forge floors. A layer of half thick bricks over a Kaowool board makes a great floor.
The size and type of forge you have is largely dependent on how you work. I spoke to a professional smith yesterday and he still works with coal. His reason was fuel expense. He does not use a power hammer so the coal forge is all he needs. But, even in a one man shop if you start feeding a hungry power hammer then a gas forge is best.
In the end you will find that it takes several gas forges and a torch to replace one good solid fuel forge. However, in a production situation (and almost all architectural work is the equivalent to production work) you almost need a fireman to maintain the forge fire. Most smiths maintain both gas and solid fuel forges if they can.
|
|
- guru
- Thursday, 05/29/08 20:24:19 EDT
|
Nick,
It is a forge not a BBQ. However a small portable forge like that makes a great BBQ as well. In the summer my portable model (which gets less use as I have a large brick forge) gets called into use as a BBQ almost every Friday evening. Any forum users who happen to be in central PRC are, of course, welcome to join us).
Still OK here. A couple of big aftershocks yesterday have further damaged some buildings but nothing with which we are unable to cope.
|
|
philip in china
- Thursday, 05/29/08 20:25:23 EDT
|
New Compact Spares: I searched around and every lead pointed to a Chinese manufacturer. Replacement OEM wheels and tires are available but are quite pricey. They cost more than standard wheels and tires. . . Its quantity vs. price. The high price is also why they are hot items in junk yards. Many people but on the "temporary" spare and run until worn out. The $175 price of the tire sends them to the junk yards. . .
|
|
- guru
- Thursday, 05/29/08 20:29:39 EDT
|
Craig- Try this. Lay out a long bar with the center of your large curve in the center of the bar. Mark the location of your 2 tight bends on either side of the stock that will become your large curve. Make the 2 tight bends to a little beyond the desired finished angle first. Heat the entire length between the 2 tight bends and grab the cool stock that is out past the 2 bends and bend the heated stock the opposite way into a circle. There is your omega shape. True up on the horn and trim away extra stock. Hope this helps.
|
|
Judson Yaggy
- Thursday, 05/29/08 20:34:00 EDT
|
Cold galvanizing: A good clean bare surface is best. Second best is a surface treated with "Ospho" a phosphoric acid product. Clean the surface with a power wire brush before applying the Ospho. Follow package instructions.
Note that cold galvanizing (paint) is different than hot dip. It MUST be painted over unless applied very thick. While it is used for tank interiors those applications use a LOT of paint. It is cheaper on exteriors to use a good covering coat, then common primer and a top coat of something durable.
|
|
- guru
- Thursday, 05/29/08 20:34:16 EDT
|
Here's a structural design question. Ive been asked to do some porch columns. The standard you see in town is (4) 1" square tubing posts, with top and bottom plates. I'd like to do something more along the lines of (2) 1x2's or some other variation on dimension just to break out of the box design. The standard design isn't that burly so it wouldn't take much to match it but I'm wondering if the configuration of the four posts is playing into the strength integrally. The real information I'm looking for is how to calculate this formula as opposed to simply outdue whats already existing. Any thoughts on this?
|
|
andy
- Thursday, 05/29/08 20:35:41 EDT
|
Cold galvanizing,
I have had better luck with a product called Xtend, by Henkel Loctite than any other on rusty metal. Comes in spray can and as liquid. I like the liquid better. Use exactly per instructions on the bottle. It, like Ospho is a phosphoric acid conversion process that does a room temp "parkerize" or phosphatizing. The Xtend however has a binder/primer that leaves a coal black surface where rust was before and acts as an excellent base primer.
I reccommend it to all my customers for repainting rusty stuff, and all have found it to be excellent.
|
|
ptree
- Thursday, 05/29/08 20:41:10 EDT
|
Henkel Loctite:
Ptree the company you speak of is in the city I live in. I would not buy anything from those mother f*$@!*@. They sold the plant and equiptment to China and let most of the employees go. Infact Henkel is a German concern. They buy companies in germany too and let everyone go and send it all to be manufactured in China. The German's and American's are very unhappy with them at them. My Pop's lost his job since he worked there along with other family members. Find a different company in the USA to get a similar product from.
|
|
- Rustystuff
- Thursday, 05/29/08 21:14:20 EDT
|
Compact spares- I have seen a lot of the small spares at the local Thrift Store- actually bought a couple with matching size and lug pattern for spares for my trailers-found one by a railroad crossing that was pulled out from under a low rider car crossing the tracks- came complete with mounting hardware- just my scrounging experience
|
|
- Ray Clontz
- Thursday, 05/29/08 21:16:45 EDT
|
If I might chime in on the cold galvanizing; long-term adhesion and protection of the zinc-rich coating is dependent on proper surface preparation. Sand-blasting does not only clean the iron surface of rust and scale (it will NOT completely degrease it), it also provides a profile to the surface that allows the paint to adhere to it. Manufacturers typically specify a surface profile depth of between 1.5 and 2 mils. It is important to use a sharp abrasive (aluminum oxide) to achieve this. It is probably possible to obtain an acceptable surface for the coating by using abrasive discs, but I don't know of any chemical option that will leave the surface ready for a zinc-rich coating, as cleanliness of the surface is only half of the requirement.
|
|
- Charlie Spademan
- Thursday, 05/29/08 21:20:00 EDT
|
Thanks Charlie, Ptree, and Guru,
All good info, I am researching and have a bit of time to solve the problem.
Also thanks for the Made In Usa info Rustystuff, any idea who makes a similar product?
As always, a great educational site, thanks Guru, and all who participate!
Good luck Philip in China, being in California, its only a matter of time.
Bart
|
|
blackbart
- Thursday, 05/29/08 22:36:32 EDT
|
Porch Columns: Andy, If the columns you speak of are 1" square tubing they have almost NO structural value. The porch roof is supported by the house framing. Those columns merely reduce sagging and LOOK like they are doing something. They are mostly decorative BUT probably meet some minimum in the building code.
Column calculations are some of the toughest to do. However, if you replace four 1x1" with two 1x2's with roughly the same cross sectional area (slightly thicker walls) the buckling results would be very close to the same.
Note however that if the 1x1's cover more area AND have braces inbetween them then the strength will be slightly higher. So yes, the positioning do play into the plan.
If you use solid or thick walled posts of similar visual mass (width in all directions) they will be stronger. I would look at something like a 1/4" wall 4x4 or 3x3. You could even produce a tapered column with a couple pieces of angle welded together.
Check with the local code first. If the columns are required and must meet a spec then replacements will most likely need an engineers approval. IF they are not required then almost anything you put in there will probably be better than the minimum.
|
|
- guru
- Thursday, 05/29/08 23:40:16 EDT
|
Guru, thanks for the input. I like the idea of bigger material for the sake of mass but I'll probably go lighter and do some kind of floral vine wrap on the piece. The angle idea would be interesting too, hadn't thought of that.
|
|
andy
- Friday, 05/30/08 00:23:13 EDT
|
hey
i am a quality engg. in a forging company. we make grades like D3,H-11,H-13 & En series. but lately we have started forging in D2 grade. we are able to make high quality flats and squares but we are not able to make high quality rounds above 100mm(diameter). cracks are found in the centre or piping. we've tried almost everything but no use. can any1 help me ?
Our procedure for D2
Material is slowly heated till forging temp. ard 800C and forged ard 1200C. after forging the material is cooled slowly(a process like annealing is used). the material is ultrasoundically checked and then annealed.
|
|
- Abhay
- Friday, 05/30/08 04:34:26 EDT
|
Henkel-Loctite.
I have had my runins with Henkel from an industrial standpoint. Hard to deal with. The Xtend product does not have any equivelent that I am aware of.
I buy american whenever I can. The Xtend was originally a Duro product and Loctite bought them, and the Henkel sucked loctite up as the do many companies.
While I do not like the corporation, the product is the best for the application I have found.
|
|
ptree
- Friday, 05/30/08 07:12:39 EDT
|
Abhay, the high chromium grades of tool steels tend to have massive chromium carbides, especially if the material has not been sufficiently hot worked to break down the carbide networks. Check the microstructure to determine if your cracks are following the carbide networks and if so, hot upsetting is about the only solution. These networks will not soak away in heat treatment. I suggest triaxial upsetting prior to final forging if that is possible with the product you are making. If not, at least 6:1 hot reduction in two directions may help.
|
|
quenchcrack
- Friday, 05/30/08 08:04:21 EDT
|
Ptree: Isn't Ospho functionally eqivalent to Xtend, except for the primer function? If its being painted over, wouldn't Ospho and a decent primer replace Xtend completely? BTW< have been trying to get get Evaporust: maybe the worst distribution sytem for any product I have ever encountered. The so called distributor in Connecticut currently stocks exactly one five-gallon pail, which may or may not still be there if I make the trip, and can't tell me if or where its retailed. Neither can the Mfr. Only referrs me back to the CT distributor. I understand that for squeaky clean rust removal, its the stuff to use: anyone know whre I can get it in New England? Or if there is another chelating agent available that is a decent substitute?
|
|
- Peter Hirst
- Friday, 05/30/08 08:31:55 EDT
|
The paint crew at the local Railroad museum has been using a rust converter that they really like called POR-15.
http://www.stoprust.net/POR-15-Paints-p-1-c-14.html
The only downside they have found is that you cannot weld a POR-15 coated part.
|
|
- Hudson
- Friday, 05/30/08 09:21:55 EDT
|
Abhay's problem: QC, I do not understand "tri-axial" upsetting. Once upset in one direction doesn't upsetting in another reduce the first. Or is this just "massaging" the steel prior to final forging. Abhay's problem sounds like internal shear or burst from asymmetrical forging.
|
|
- guru
- Friday, 05/30/08 09:26:51 EDT
|
thanks u guys for the answers ... but i didnt get "tri-axial" upsetting.. what is it ..? and another thing i forgot to mention is tht we use D2 grade KnL type. this type also contains tungsten! so i was thinking tht it was tungsten causing the problem.
Ptree- we usually go in for 3:1 reduction. there isnt any problem while forging D3 grade we make them till a size of 300mm(dia.)
guru- asymmetrical forging ..? but works for D3.. wht say.?
|
|
abhay
- Friday, 05/30/08 12:10:18 EDT
|
Asymmetrical would be more reduction in one direction than the other. While this is normal forging it becomes a problem in some hiugh strength steels.
|
|
- guru
- Friday, 05/30/08 12:28:58 EDT
|
I am makeing a future suit of armor. I plan on only useing the flexible steel plateing. Is it possible to hammer it into the shape I need without useing fire? What kind of hammer should I use? do I need to use a cast and mold?
|
|
Slade006
- Friday, 05/30/08 13:44:16 EDT
|
ABHAY: I think Guru may have nailed it. Sometimes that sort of fault is caused by the forging process. Many tool steels pipe in the center easily if the work is rotated incrementaly in "rounding up". Are you using flat dies or "V" dies? When using "V" dies the work needs to be turned 180 on each pass. The same when working down the corners. Top AND bottom 120 degree "V" dies are the best to keep the work consolidated, in which case the work is turned 90 on each pass.
|
|
- grant
- Friday, 05/30/08 13:57:38 EDT
|
Future suit of armor: Slade, I would recommend you purchase the book Techniques of Medieval Armour Reproduction by Brian R. Price. It is so often referred to in the armour trade that it is simply called TOMAR.
Flexible Steel Plating: I do no know what that is. All steel is flexible to nearly the same degree. The thinner, the most flexible. Formability is a different matter. Most reproduction armour is made from 16 to 14ga deep draw steel plate.
Hammer Type: I would recommend you start with a selection of good ball pien hammers. Good ball piens have a spherical pien, not a bullet or rounded conical pien. Of course you can regrind badly shaped piens but it is best to start with good OLD factory grinds.
Most armourers have dozens of hammers, each for a different shape or condition. See these hammers from Repousse' Tools . COM
Good annealed steel plate can be worked quite a bit without heating it. However, at some point after working it a lot the steel work hardens, becomes brittle and will crack. It will need to be annealed prior to working further. Many armourer's and repousse' artists do work plate hot. This is most often done with a rose bud torch but is also done with a forge or specialized burner arrangement.
Most armour work is done in wooden forms cut into the end grain of logs or tree stumps. Detail work and planishing is done on anvils, stakes and other forms. Mushroom or ball stakes are the most popular common shape but the possibilities are endless. Ocassionaly swage blocks are used.
The most difficult thing to do if you do not have the proper tools is simple cut the sheet metal blanks. This can be done cold chisel and much aggravation or with a torch then the edges ground. A plasma torch is preferred due to the clean cut. But the best tool is a Beverly Shear. This is also known as a "throatless" shear. The following link has several groups of armourer tools.
Armourer Tools in the anvilfire NEWS, With Beverly Shear
Armour work can be simple bench top work or it can require a full shop of tools. See our Armoury page for more articles.
|
|
- guru
- Friday, 05/30/08 15:05:30 EDT
|
Slade, may I commend to your attention the armourarchive.org a series of forums dedicated to modern armour making---and yes they use the british spelling armour in the url.
Slade; if you live in the USA you may want to check in with the local SCA group and see if anyone is doing any armour locally. A bit of time in the shop with someone who is *good* will really jumpstart your own work.
Most modern armour is not made using deep draw steel but plain old hot rolled or cold rolled sheet---ie the cheapest they can get. Doing fancy Repousee work will greatly profit from using deep draw steels but the number of armourers doing such is unfortunately *very* *low*.
Thomas who sends folks interested in smithing over here from the armourarchive forums.
|
|
Thomas P
- Friday, 05/30/08 15:27:07 EDT
|
Hi.
I just finished the gas forge burner project and did a test fire. However, the flame was stuttering somewhat. What gives with that? It was a little windy out, could that be it? Not a whole lot, yet it stuttered even when I could not feel any wind.
|
|
mike3
- Friday, 05/30/08 18:51:23 EDT
|
So I am building my first forge. its a brake drum forge, I've got it built mounted and ready to go. I was told by a guy whos older than I, (and usually age = wisdom), that the brake drum (found at a junk yard) was cast. I can't see any cast marks on it. but I don't know. he said that cast metal can crack and explode if heated wrong or something. now, my question to you all is, is this valid info? or is he completely wrong?
thanks!
|
|
Casey
- Friday, 05/30/08 19:05:22 EDT
|
By Triaxial forging, I meant that the forging should be reduced in all three axial directions. It is simply one way to assure the carbide networks are broken up. Rounds forged from square ingots will receive less upsetting or hot working than flats, especially larger rounds.
|
|
quenchcrack
- Friday, 05/30/08 19:13:13 EDT
|
Brake Drums, Forges and Firepots:Casey, All brake drums and rotors are cast. Some are plain cast iron and some ductile iron (similar to steel). Many auto drums have a steel insert in the middle (where the holes are).
No, it will not blow up. However, they will crack if greatly overheated and especially if quenched with water while hot. If you need to water the fire to control it be sure to sprinkle the water, not pour it on. Same goes for putting out the fire and cooling the forge.
Commercial firepots are cast iron and occasionally ductile iron. Old forges had cast iron firepots and forge pans. The thin forge pans were susceptible to cracking do the the size and thinness.
|
|
- guru
- Friday, 05/30/08 19:26:20 EDT
|
Sputtering Burner: Casey, Did you assemble it with Teflon tape? This will get into the orifice and cause whistling, sputtering and all kinds of erratic operation.
What pressure are you running? Too high of pressure will blow the fuel OUT through the mixing tube before it mixes with air. Too low of pressure and the burner will fire back into the tube.
Lack of a step in the tube can cause the burner to blow out and not relight OR to sputter as it relights. A step in the tube (the fit to the nozzel OR forge) creates a place where there is a little swirling edy and a flame will "hold" there.
How long is your mixing tube? Too short causes problems.
What angle/position are you operating it? If exhaust circulates back up into the intake you will get waffling and sputtering.
Wind can be a problem but a simple shield should take care of it. But it depends on the type of burner and how you are setup. Wind blowing into or across the larger forge opening can cause all kinds of strange things.
|
|
- guru
- Friday, 05/30/08 19:35:06 EDT
|
I re-read Abhay's post and I think I have to agree with Grant and The Gu. Seamless pipe is made by compressing the OD of a solid round billet heated to about 2300F while rotating it. A hollow begins to form on the ID from the shearing action of compression and rotation. This sounds like a VERY SLOW version of the piercing process. If, however, you find that the forging cracks like a fried marble when you harden it, check out the carbide networks as I mentioned earlier.
|
|
quenchcrack
- Friday, 05/30/08 19:44:39 EDT
|
Guru,
Thank you very much for your input, it's helped me with a lot of preliminary questions. My biggest hesitation is cost; I don't want to burn through a lot of Company money on something the Powers That Be may regret buying later on. To offer them a functional taste of blacksmithing without too much commitment, what would you think of a large fan-blown burner forge for big work and a smaller 1-2 burner venturi forge for small work and practice (with independent burner controls to avoid wasted fuel). With a post vice, 100-150 lb anvil and the appropriate hand tools, do you think this may meet basic needs?
The reason I like the idea of gas is it's cleaner and propane seems to be more versatile with armatures (a clean burning box of hellfire inside which one could heat anything) even if they never actually make extensive use of it. I'll be leaving this with a troupe of total armatures with at most a few books I might order for them, I want something that will leave them feeling like they have spent their money well. Sidenote, it must be portable – forklift portable, but the shop is packed away after each season so I can’t leave them with a giant brick stationary forge.
|
|
Mac Millan
- Friday, 05/30/08 21:49:44 EDT
|
Peter Hirst:
For Evaporust, and other great products, try The Rust Store. www.theruststore.com They carry Evaporust in 1, 5, and 55 gallon drums. They'll send it either UPS or USPS, since it is not a haz-mnat product.
I've had exceptionally good service from them in the past. I buy their Bullfrog Rust Preventer, the best stuff short of Cosmoline that I've ever found for rustproofing in my island salt air.
|
|
vicopper
- Friday, 05/30/08 22:29:15 EDT
|
Functionality and Mass: Mac, Portable and forklift movable mean a lot different things to different people. My personal shop forklift is a little 5,000 pound model. . had to trade up to it from a nice compact 3,000 pound model because I needed one with pneumatic tires. In my old shop I had a monorail and two 2 ton chain hoists. . I moved the 500 pound brick forge around all the time. . . in fact, it will be loaded on the truck next week and unloaded here with the forklift. Had to move my 1500# welding bench with another 500# on it out of the shop for the Hammer-in. Forklifts are GREAT tools. . .
Good small to medium sized portable forges can be moved by hand by one man or two if medium is big enough to cook a turkey. One may with a hand truck could move it as well. These type forges are lined with light weight board, blocks or blanket. Look at the weights on the NC-Tool forges.
To make a gas forge flexible by shutting off a burner you often need to block off the balance of the interior. Otherwise you never get up to full heat except in maybe a small hot spot. Note also that a fan blown forge while forgiving to size ratios is still limited to major changes.
Note that gas forges are the least versatile of forges due to size limitations and the inability to make many types of welds. A solid fuel forge can heat little 1/8" pieces gently enough to weld them and then with a larger pipe of fuel heat a 3" billet. They are equally efficient at both sizes of work. However, the smoke and open fire limitation is something to consider. My plan is to learn to use charcoal for all my solid fuel work. Except for ash it is as clean as gas.
Add to your list an Oxy-Actylene set for spot heating, welding and brazing. Also a small buzz box welder. I would also want a drill press of some sort. In the field or movable shop a magnetic base drill press is small and VERY handy. Use it on a bench OR on the work (if it is sufficiently large). The only drawback to this infinitely valuable tools is they cost about $2000 to $4000 and their portability means they can easily walk off. . .
To keep tools together in a case like yours I would build a shop module that could be moved with a fork lift and fit in a shipping container (the usual storage place). The mass would give you a work bench and a place to anchor a vise or two, permanently setup a drill press and provide storage for all the company's forge tools that are not yours. Imagine my Portable Blacksmith Shop without a roof or wheels. Just some fork supports (tubes). Build in a truck type tool chest with locks and you are good to go.
|
|
- guru
- Friday, 05/30/08 22:55:33 EDT
|
ABHAY: For whatever it might be worth, Carpenter, a US specialty steel manufacturer suggests forging their regular type D2 at between 1052 C and 1093 C. They say not to continue forging below 927 C. They give the same temps for forging D3.
|
|
- Dave Boyer
- Friday, 05/30/08 23:17:37 EDT
|
Well I don't have a gauge on the regulator (I couldn't find one locally for propane, just "compressed air" gauges and I'm not sure if it's safe to use those to measure propane. Didn't want to do something dumb and just slap those on anyway.). I tried a range of pressures below max and it always fluttered, so I'm thinking it's something wrong with the apparatus itself. I think I once reached the max pressure limit that you mentioned because the gas was igniting ahead of the tube meaning it was mixing outside, not inside, so I just backed off from there until that didn't happen any more. Backing off more did not help.
There's a "lip" on the muzzle of the burner (the side that the flame comes out through), which constricts that opening slightly. Could that be causing the problem? Also, what do you mean by a "step", anyway?
Photos would probably be the best way to show the assembly. Here's one of the whole assembly. I've got some bricks left around it from during the test run, but removed most for the photoshoot:
http://www.mediafire.com/imageview.php?quickkey=gmm0wx2n19q&thumb=4
Here's another, showing the M.I.G. tip on the gas gun itself (the blackpipe has been removed to show this):
http://www.mediafire.com/imageview.php?quickkey=eyimgmaf04n&thumb=4
One more, gives a better view of the side where the air comes in:
http://www.mediafire.com/imageview.php?quickkey=y9m1wmtldf4&thumb=4
|
|
mike3
- Friday, 05/30/08 23:24:04 EDT
|
mike3: Your pictures don't show a burner flare or similar tube at the end of the burner. If You are using 3/4" water pipe for the burner tube, You need a few inches of 1" sch 40 pipe that will slide over the 3/4" pipe. This should extend 1 1/8 to 1 1/4" beyond the end of the 3/4" pipe. Some people flare this tube 5 deg/side and let the flared part extemd about 1 1/8" beyond the 3/4" pipe. It will work either way, but the burner won't work properly without this tube, or a similar configuration where the burner tube enters the forge.
|
|
- Dave Boyer
- Friday, 05/30/08 23:36:16 EDT
|
Mike3,
What Dave said, of course. Plus, that pieceof 3/4" pipe looks like it was cut with a rolling-wheel tubing cutter which left a slightly crimped end on it, further exascerbating the problem. Rema out the end of the pipe and put the 1" tube flare on it and see how it works.
If it still has issues, the next thing you need to do is to replace that big-box reducing bell you're using and replace it with a Ward brand or ther brand that has a longer conical transition from the large diameter to the smaller diameter. That one you're using is one of the ones that has an almost hemispherical reduction atep and that makes a very low-efficiency venturi. The galvanized one you cut away to make the jet tube holder is a somewhat better shape if yhou can't find anything better. You can order the good Ward brand ones from Larry Zoeller at www.zoellerforge.com
Remember too, forge burners work differently in free air than they do inside a forge. The back pressue and later the ambient heat in the forge body really change the parameters significantly.
|
|
vicopper
- Saturday, 05/31/08 00:36:53 EDT
|
Mike3,
One more thing: Is your mixing tube (the 3/4") a full 9" or more long? Less than 9" reduces the effectiveness of the air/gas mixing and can result in poor performance. 9" minimum, about 12" maximum is the general rule.
|
|
vicopper
- Saturday, 05/31/08 00:38:55 EDT
|
Mac Millan: I would question whether or not a smithy is even justified in your situation. Isn't my area, but my understanding of summerstock theater is a group essentially does the same play/drama in show after show either in a central facility or on tour. With either, do they REALLY need the permancy of forged ironwork? Is someone sitting in the audience going to notice if a stair rail is iron or black painted wood? After the show or tour ends, what happens to the props/sets? Discarded for a new set of props/sets?
To me you have a solution looking for a problem.
|
|
Ken Scharabok
- Saturday, 05/31/08 00:50:45 EDT
|
hey i just wanted to know how to make a good forge?
|
|
david
- Saturday, 05/31/08 03:23:06 EDT
|
David, There are a hundred and one ways or more to make a forge. At least half are good ways. But we need more information.
What fuel do you plan to burn? Coal, coke, charcoal, oil, propane, natural gas?
The above is often determined by availability, use and local regulations (zoning, fire, neighborhood).
Is the forge to be portable, semi-portable, semi-permanent (needs heavy equipment to move) or permanent (part of the building).
What size work do you plan to do?
Do you want a purely functional forge or does it need to meet some historical or aesthetic criteria?
What is your budget? If you do not have funds, are you a good scrounger with transportation (we get a lot of questions from kids that do not).
Finally, what tools or shop equipment do you have available? Could you build what we suggest?
|
|
- guru
- Saturday, 05/31/08 10:37:55 EDT
|
Theater: Mac Millan, Ken has a good point. Theatrical stuff is usually wood, plastic, plaster, wax, plastic. . . Even swords are wood or aluminum. For set portability If I had to make a railing it MIGHT have a couple pieces of steel for safety but I would make the fill such as scrolls and pickets out of the above materials with some bondo and paint. Need a fancy stair case railing, yes boss it will be done Tuesday. . .
On the other hand. I made a couple dozen scroll brackets to go inside heavy wood brackets that were to be part of a set used annually for internationally televised performances. . . I was sub-contracted by the carpenter who's idea of thin sheet metal scrolls did not fly. I did not suggest he cut them out of plywood and paint them black as I wanted the job. . . but it would have worked fine. I've watched the broadcast several time and I am yet to see them . . .
|
|
- guru
- Saturday, 05/31/08 10:52:05 EDT
|
I figure that if you're making anything (except 1's and 0's, I guess) and you have access to a forge, you'll find a use for it. But who cares, anyway? The only thing better than having a forge is having one your boss paid for!
|
|
Mike BR
- Saturday, 05/31/08 11:18:58 EDT
|
hey guys .. thanks for the valuable suggestions.. well i think now it could b becoz of the asymmetrical forging .. and as for grants post .. v r using flat dies.first the ,material is made into a flat and then rounded. thanx again for the suggestions will implement them immediately .. lets c ..!
|
|
abhay
- Saturday, 05/31/08 11:29:13 EDT
|
DIY Forge Burners: The Devil is always in the details, AND a forge burner is NOT a torch burner. Everything said above applies as well as I think your large pipe is tool long and the injection nozzle too deep. It also looks like your MIG tip is crooked (but that could be the photo).
Typical gas burner problems:
1) Not following directions (your own design).
2) Not using known equipment (proper regulators, gauges).
3) Not LOOKING at the parts. . . burrs, misfits, badly shaped parts (not all brands are equal).
4) Quality of workmanship . . burrs, misalignment, missed dimensions.
5) Teflon tape threads in the pipes, spiders or mud-dauber nests or other debris clogging ports.
A "step" is created by installing the burner in a hole in a forge shell OR by installing a nozzle over the end of the mizing tube. With a proper nozzle a burner can be used as a similar to a torch. Note however (also noted above) that when installed in a forge it will operate differently.
As purchased threaded pipe is always cut with a wheel cutter and then threaded. Both actions pinch the end of the pipe and the wheel cutter makes a very heavy burr. File or grind burrs out of pipes and fittings. Saw off unneeded threaded ends. This helps make a clean step for the nozzle/flame-holder.
When working with pipe and tubing, metal or plastic, I deburr ends inside and out. You would not believe how many stopped up drains are caused by burred pipe edges.
I have seen forge burners that worked perfectly outside a forge not work IN a forge and I have also seen burners that worked perfectly in a forge not work when out. A few will work in both situations.
There is nothing wrong with making your own design burners but you need to expect to debug them, possibly a lot. I've built lots of different type burners and most of them worked. But a few have been absolute (and expensive) disasters. When this happens you take it apart, look for problems, try it again, change parameters and test again, and again. Sometimes ideas that look good on paper or in your mind just plain do not work.
In many parts of the world they do not use expensive regulators and gauges. They just crack the valve and continuously adjust it. This is as cheap and dirty as you can get. Great for darkest Africa and the Amazon. I do not recommend it, but it works. As soon as you put on a regulator, especially an unknown one in a system you must have a gauge. If for nothing else to be able to tell US what is going on.
Any gas gauge of the proper range will work. The exposed surfaces in all standard gauges is brass and silver solder. Note however that many gauges are only good as a reference not actual values.
|
|
- guru
- Saturday, 05/31/08 12:02:49 EDT
|
(About the gas burner I mentioned)
How would I attach the 1" flare pipe though to the end on that burner? Will it just fit on?
|
|
mike3
- Saturday, 05/31/08 13:47:32 EDT
|
Also, that redcuer on the "Zoeller Forge" page is a tee, not a bell.
|
|
mike3
- Saturday, 05/31/08 13:52:42 EDT
|
Also, what is my "large pipe" that you said was too long? The 9"-long thingy? Someone here said 9-12" length should be used. (Confused) The 1 1/2" nipple thing with the 2 bells on it? You said the nozzle was too deep as well. How deep should it be?
With regards to burring, there was one part that had a big burr on it and it was the long 9" black pipe you see in the pictures. There is a large burr on the unthreaded end where the wheel cutter was used, and a smaller burr in the end with the threads. Nothing else looked to have any significant burring or deformation. So if I get rid of the burrs on the 9" would that help?
Oh, and as for the crookedness of the MIG tip, I couldn't seem to get it to fit straight since it was just a hairs bigger than the compression fitting so I had to machine it down until it fit and then I hammered it in. Any recommendation on what to do?
|
|
mike3
- Saturday, 05/31/08 14:14:56 EDT
|
One other thought on trouble shooting a gas forge burner: If at all possible, use someone else's forge first. Several if you can. Tweaking a burner until it runs right is *much* easier if you know when to stop . . .
I spent a lot more time than I should have tuning my first (well, only) forge because I didn't do this. And the sad part is that if I'd just opened my mouth at my local guild meeting, any number of smiths would have jumped at the chance to show off their shops.
|
|
Mike BR
- Saturday, 05/31/08 14:57:18 EDT
|
Well that's not really an option since I don't think there's anyone around here that
a. has a gas forge
b. would let me use it
Especially not several people with one. You must live in a big city, I take it? Because I don't.
Furthermore I'm not sure what using someone else's forge is going to show me, especially if it's already been set up right. Unless their burner assembly is like the one I've got I'm not sure how such a thing is going to help.
|
|
mike3
- Saturday, 05/31/08 15:14:42 EDT
|
Do-it-yourself propane forges are nice for bragging rights, but, as noted above, sometimes they work and sometimes they don't. When it comes down to it, likely you can buy pre-made for about what it would cost you in time, material and effort to build your own. Check out the ones offered by the site advertisers, as well as eBay, Pieh Tool Company and North Carolina Tool Company. They run the range from the weekend anvil banger to the professional. However, I caution forges designed for farriers may not work as well for blacksmithing.
|
|
Ken Scharabok
- Saturday, 05/31/08 15:32:09 EDT
|
mike3: Have no idea where your are located, but chances are excellent there are a dozen or more blacksmiths within a reasonable driving distance. Use the drop-down menu to locate groups near you and attending tneir meetngs/conferences. Mention propane forge and you will likely find many who will talk your arm off on the one they are using. Visit their shops to see their set-up. Perhaps combine several set-ups into what you think will work best for you.
|
|
Ken Scharabok
- Saturday, 05/31/08 15:38:29 EDT
|
Burner Questions:
Flares and nozzles are attached with a set screw (drill and tap a hole in the nozzle). Folks made a big deal about the flare but it was the step they created that was the critical factor to maintaining a steady flame. Note that once the forge is hot this does not matter. Put gas and air into a white hot forge it burns. . .
Reducers with a taper such as the one in my articles are available from various places. However, this is NOT a specified plumbing feature and you cannot get the information on the phone. You have to go shopping for them. All that I have found were galvanized.
The "big pipe" is the 1-1/2" diameter piece.
On the MIG tip diameters it is another part I shop for. I take micrometers with me.
The ends on the ones I recently used were actually .247" rather than .250" and I had to really crank down on the fittings. The first one I used was an AirCo that was exactly .250" but they are no longer made. Oversized tips machined in a small lathe it should be straight. . .
Any burr in a gas or fluid flow device is a serious problem. However, it is not a fix all. Its just one of many that can produce or add to problems.
Others: There is an estimated 10,000 to 15,000 hobby smiths in the US. That is 200 to 300 per state on average or more than one in many counties. Yes, there are clusters but until you go out and look you will never know. I thought there was one possibly two other smiths in our county but when we advertised equipment for sale several more came to light.
AGAIN: Until you put the burner IN a forge you will not know how well it works. Knowing how other forges behave REALLY makes a difference. You don't need to use it, just observe it.
Last: The reason I have always recommended blower type burners is that they work the first time 99% of the time AND they run hotter! This is the reason most of the bladesmiths use blower burners. While venturi burners LOOK cheaper and easier they are not. All those special bits and pieces add up to the cost of a small blower in a hurry.
|
|
- guru
- Saturday, 05/31/08 16:12:15 EDT
|
NOTE: Blower burners also do not work well outside a forge. . .
|
|
- guru
- Saturday, 05/31/08 16:31:22 EDT
|
Blown Forges: The best I have seen design wise were in Larry Harley's shop. Both of his have extra blower capacity that is used to create an air curtain in front of the door. The air curtain blows the "dragon's breath" up and away so that you don't get singed walking by the forge and you can actually put your face in front of the door and look inside. This would also help anywhere you have a hood over the gas forge as less gases would be escaping.
My personal opinion on building your own equipment is to create something you cannot get otherwise. That often means features. My big gas forge has electric ignition and automatic controls. The main ON/OFF control is a big ring on a steel bar that can be slammed with a hammer or tongs. The switch is a industrial limit type with roller lever.
I may scrap this forge as it was designed to be a stacked brick forge and is very inefficient. The parts would be used to build another. I like the air curtains on Larry's forges but I would also like doors.
Other Equipment: As noted earlier, if you are going to build a big anvil then it should be a work of art that you cannot buy elsewhere.
My recent idea is for a vise stand that is a tree stump sculpture with extended roots and lots of texture. The roots would extend part ways around a floor plate like the one in our vice article. This would stiffen the attachment and continue the sculpture. To make the bench top the tree would appear to be cut off at a crotch where several large limbs were. A thick piece of fine hardwood would be attached to the top and the limb shapes continued.
To build the above I would start with an 8" or 10" diameter steel pipe OR a welded octagonal box. Then a flare added to the bottom and pieces of large 6" pipe fitted to be the limbs. These would also be blended in with a collar of flat bar made to fit. Roots and the ribs they create would be 1" or 1-1/4" pipe bend and forged to shape. Smaller roots and ribs would be made of smaller pipe and solid. Over all this pieces of bent and textured bar would be fitted and arc welded on to create a heavy bark effect.
The finished product would be a work of art as well as a sturdy useful tool.
|
|
- guru
- Saturday, 05/31/08 17:36:09 EDT
|
Well if I cut down the 1.5" piece there won't be any threads to attach the back bell that is used to mount the gun in place.
Are you sure a blown burner is cheaper in terms of parts PLUS blower? What would be a cheap (<$25) blower?
Anyway, I also cleaned up the burrs but it still flutters. Hmm.
Since you said there isn't any way to know until it goes in a forge, is it possible for a burner to sputter like crazy outside a forge, yet flame nice and clean when inside?
As for "shopping" for a better bell, etc. well I can't since I got that bell from an order and all local shops do not have black iron bells that are the shape you described. If I wanted to get access to the type of store where one could find such things walking around _in person_ and buying them, that's like 100 miles from here and trip costs (gas, food, etc.) will add up.
Also, would getting the Zoeller Forge burner kit be a good idea?
|
|
mike3
- Saturday, 05/31/08 17:42:25 EDT
|
PS. I live in the US state of Idaho, and 100 miles away from Boise and other large cities. If there's any place I'd find someone else with a forge, it would likely be there. I'm not sure what you consider "reasonable" driving distance but 100 miles is a 2-hour trip to get there, and another 2 hours to get back, so that's 4 hours total travel time. Is that "reasonable" distance?
Also, since I've already got this burner put together, shouldn't I bother trying to make it work, or not?
|
|
mike3
- Saturday, 05/31/08 17:49:46 EDT
|
Oh, guess what, looks like I might've found someone who'd be willing to let me see their forge setup.
|
|
mike3
- Saturday, 05/31/08 18:16:27 EDT
|
Mike, Well you ARE in one of those low population density areas. But I would be willing to bet there are three farriers with gas forges in your county. . . I would bet money there is someone within 20 miles or less. On the other hand, in big wide open country 100 miles is nothing. Its part of life. Yes, it costs time and money.
This type burner with the parts you used should work. But you have to look close at what is happening. Flutter is usually caused by something in the fuel line. Teflon tape is the #1 culprit. The MIG tip should end somewhere high in the reducer or even in the big pipe. Some bending could align it.
The design using the second pipe bell is yours and the consequences are also yours. It looks like it could work but I question the length. The nipple you used is about a 4". A close nipple in this size pipe should be about 3". So the one you have could be swapped out.
When I build something like this I always buy extras and optional parts (like that close nipple). I always get extra compression fittings and small parts . . which cost the most. Years of experience tell me to do this. The bits, pieces and yes TRAVEL cost more than than a little $50 blower.
DIY stuff is great when it works. It and junk yard projects work most often for folks with talent, skills and LOTS of patience. You must have patience. Take it apart, put it back together. Make changes (only ONE at a time) and test again. Undo the change and make another.
|
|
- guru
- Saturday, 05/31/08 18:23:31 EDT
|
Mike3,
Our Guild meets halfway across the county from me. About three miles away, in other words -- Yes, I live in a *very* small county, in the middle of the Washington, DC area. But our Guild meets twice a month, and some folks drive 60-80 miles to come to *every* meeting. There's usualy someone there who's driven 100 or more.
I think the biggest advantage to using someone else's forge is to learn what a properly tuned forge looks and sounds like. In my experience that's pretty consistent between various burner designs, and even between venturi and blown forges. Then if you tug on the burner nozzle or put your thumb over the intake or something, and the forge suddenly starts running right, you'll recognize it and have a good idea what needs to be changed. Or you won't be pulling your hair out trying to fix something that's perfectly normal.
|
|
Mike BR
- Saturday, 05/31/08 18:38:31 EDT
|
I guess I meant tug on the tube that holds the orifice. Tugging on the nozzle with the burner running isn't a very good idea!
|
|
Mike BR
- Saturday, 05/31/08 18:48:15 EDT
|
mike3-- scout around the HVAC shops and see if some nice mechanic won't let you scrounge the Venturis off a junk furnace. They will work beautifully because that is precisely what they were designed to do, mix fuel gas and air into a heady, optimally combustible mixture. No matter what the end fittings look like-- braze or clamp them to the manifold, being sure to leave the buttefly shutters free to turn as needed to make adjustments of the mix. Contrary to popular belief, this is not Cape Canaveral.
|
|
Miles Undercut
- Saturday, 05/31/08 20:07:58 EDT
|
Lest the aforementioned mechanic fret about liability should your forge blow up, tell him you want the Venturis to make toy Puritan musket barrels for your nephews.
|
|
Miles Undercut
- Saturday, 05/31/08 20:09:36 EDT
|
Mike3: I use a pipe deburring reamer to give a taper to the 3/4" burner tube and reducing bell junction. I run it in as deep as I can, that is untill the large end of the reamer blends with the radius inside the reducer. The large bur from the pipe cutter is a really bad feature at this end of the tube.
|
|
- Dave Boyer
- Saturday, 05/31/08 23:42:15 EDT
|
mike3,
If you think about it, you'll see that you can use the Ward reducing tee just as well as a straight reducing bell. In fact, that is what I use. The sidearm style burner is one that I have found to work better than the straight type and is easier to make. Do what you like, but use a reducer that has a long reduction area like the Ward, not that hemispherical thing you now have. Bernoulli will love you for it, believe me.
What the others said about using someone else's forge was good advice - use the other guy's forge to test YOUR burner. That way you can see how it will behave in an actual forge without having to first build a forge. You see what they were getting at now?
|
|
vicopper
- Saturday, 05/31/08 23:59:21 EDT
|
Guru,
You said about something in the fuel line. Do you mean in the hose? Because I used no teflon tape on any of the metal fittings and pipes in the gun assembly. PS. I could cut a shorter piece of lamp pipe for holding the MIG inside the bell. Still got a good long piece of stock on hand, might as well use it.
Also, I ordered a 3" x 1 1/2" nipple for the large piece with the bells on it, not a 4". I'll remeasure it though just to see if we weren't duped or sent the wrong item. I'm *very* sure I *ordered* a 3" long nipple, but then again the place I ordered from (McMaster-Carr was it) could still have made a mistake. It's wee at night while I'm posting this message right now so I can't go and just measure at the moment. As for the second bell I was using that as a holder because I was afraid if I took the weld-the-bracket-on approach that that's a 1-shot deal (No, actually, it's a two-shot deal as the nipple cuts into two 1.5" pieces.) insofar as alignment goes. If I screw up the bracket... Using the second bell was a way to try and get the gun nice and centered. So I've got it now, and so isn't it a good idea to try and make it work instead of wasting it?
Time? Got lots of that. Money? *Don't* *have* a lot of that. So taking _frequent_ trips to Boise would not be financially feasible.
Others,
I'm not sure where I could find an HVAC shop here but that might be a possibility. Also, do you mean like using something off a house heating furnace???
|
|
mike3
- Sunday, 06/01/08 03:19:59 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|
