Craig, A hot cut is thin and needs to be either very high carbon or very high alloy OR used very carefully. The old hammer will be a medium carbon steel. No telling about the chisel of terrible quality. I've made enough critical tools out of steel that I wished I hadn't. Good steel is often worth the wait and definitely worth the cost.
|
|
- guru
- Tuesday, 05/01/07 01:33:50 EDT
|
I'm looking for a good source for a Green-Mengel swage block. I missed them at the '06 ABANA conference and was told I could order directly from them and get a good postal rate. Does anyone know where I could find them?
|
|
- Mark Novak
- Tuesday, 05/01/07 01:38:39 EDT
|
I can't locate Green-Mengel online. Does anyone know how I can get in touch with them, to order a Swage Block?
|
|
- Mark Novak
- Tuesday, 05/01/07 01:40:25 EDT
|
Coolhand, The numbers are the weight. See our English Hundredweight Calculator. The handling holes were common and quite the same on many forged anvils.
Peter Wright made anvils from 1840 until the mid 1930's or about 100 years. The style changed somewhat over time and so did the exact content of the logo.
|
|
- guru
- Tuesday, 05/01/07 01:45:31 EDT
|
Mengel and Green are out of Hamburg, PA. Pieh Tool sells their blocks. They will probably be at the SouthEast Conference in Madison, GA in a couple weeks.
|
|
- guru
- Tuesday, 05/01/07 01:50:54 EDT
|
Thanks Guru. So if I'm reading your response correctly, the old cold chisels of not-so-dubious quality is the way to go?
I know I must be starting to become a pest with my incessant questions, so just let me know if you'd prefer me to back off for a while. Your support is appreciated, I assure you, and I would hate to lose it.
|
|
Craig
- Tuesday, 05/01/07 03:26:14 EDT
|
Craig, Good cold chisels are usually fairly decent tool steel and are as good as any used for OLD hot cuts. However, today we have access to great hot work tool steels such as H13 and H27. These allow getting much hotter without deforming.
But if you are going to recycle old tool steel then use what you have.
|
|
- guru
- Tuesday, 05/01/07 07:21:34 EDT
|
Folks if you are just getting started stop worrying about trying to do everything the *best*. It's perfectly OK to just do things OK for now and to upgrade as you get the skills and find the materials later!
Really skills are what you need. A skilled smith can do great work using abysmal tooling while an unskilled smith won't do nearly as good with top of the line brand new tools!
You don't get skills sitting on the porch waiting to get everything "just right". You need to go out and pound hot metal. Shoot if your anvil has only *1* sweet spot to work on your hammer control will improve a lot faster working on it than on one with a wide clean face....
Andrew old anvils were faced with a series of steel plates so it's not rare to have one of the plated pop off due to bad welding/abuse. You prosthetic face idea sounds great to me. My Loaner anvil is missing the entire heel from the start of the hardy hole on back as the old ones also had the heel and horn jump welded on and so they are failure points.
Thomas who once demo'd pattern welding with a chunk of curved face rail, a claw hammer and a set of vice grips using charcoal raked from old desert bonfires and a hastily welded up firepot of sheetmetal---he had a nice hand crank blower though...
|
|
Thomas P
- Tuesday, 05/01/07 10:56:39 EDT
|
Mark Novak,
I got my Mangel Green swage block at QuadStates and they mailed ithome forme. I just exactly fits in a flat rate box, so that 65# block will mail anywhere in the US for $8.30 plus insurance. Heck of a deal! The guys of Mangel Green are great to deal with, too. If you can get one from Pieh Tool, remind them that it will fit the Flat Rate box.
I like the block, but I wouldn't bother with the one that has the shovel pan, as that shape is a waste of space. The one with the round depressions is much more useful. Be prepared to do some laborious finishing work, though.
|
|
vicopper
- Tuesday, 05/01/07 11:07:44 EDT
|
I'll quibble with one thing that ptree said: Tetanus is NOT necessarily a terminal illness. The 1998-2000 fatality rate for reported tetanus cases in the United States was 18%, not 100%.
PLEASE note that I'm NOT saying you should take it lightly; on the contrary, I second everything said about vaccinations. Even when you survive it, there can be nasty complications and lasting after-effects. The vaccination is only temporarily (about a day) mildly uncomfortable, has a very, very low incidence of side-effects, and is very close to 100% effective in preventing tetanus. If you work with the stuff we commonly work with, and don't get the shot, you're simply a fool or have a death wish.
|
|
vicopper
- Tuesday, 05/01/07 11:13:57 EDT
|
This isn't really a smithing question per se, but it's smithing related and you folks are pretty savvy about metal work generally, so here goes.
I recently bought an AC arc welder (Lincoln AC-225 "tombstone"). One thing I'd like to do with it is weld pieces of "high carbon" (0.3%-0.4% C) railroad spikes to stacks of high carbon (0.8%-1% C) steel -- everything from 1084/1095 to L6 and 15n20. The idea is to use pieces of spike as anchors for my tongs to grip while I'm welding up damascus billets. (I have lots of spikes and a set of tongs that fits them perfectly, so they seem ideal for this.)
Can one of you learned gentlemen suggest a good electrode for my purposes? Ideally I'd like to be able to used one electrode to handle a variety of different steels. I know that's a tall order, but bear in mind that these welds don't necessarily have to be of the highest possible quality; they just need to be strong enough to hold up while I'm welding the billet. I'll be cutting the spike anchors off when I'm done welding. (Though if this proves to be as handy as I hope it will, I may leave them on for at least part of the forging as well.)
|
|
Matt
- Tuesday, 05/01/07 11:28:53 EDT
|
P.S.: Yes, I plan to preheat.
|
|
Matt
- Tuesday, 05/01/07 11:29:43 EDT
|
Frank,
Thanks for the advice the other day - (ref speals for demo's) the machinists working with + or - .003 and the blacksmith's work being perfect. The crowd thought it was great when they could not tell the difference between runners of a
|
|
- nathan
- Tuesday, 05/01/07 11:32:40 EDT
|
Frank,
Thanks for the advice the other day - (ref speals for demo's) the machinists working with + or - .003 and the blacksmith's work being perfect. The crowd thought it was great when they could not tell the difference between runners of a "civil war" grille as they all slid on to the end pieces. (told the joke while putting the grille together).
nathan
|
|
- nathan
- Tuesday, 05/01/07 11:32:56 EDT
|
Craig and the hot-cut,
Go to Harbor Freight (or your local DIY superstore) and get a splitting wedge (like you use on firewood) This wedge can be cut into three sections:1) the edged section makes a simple, dirty and effective hot-cut hardy; 2) the middle section can be ground to make an effective side-set or a narrow fuller, or maybe even a cold cut hardy; and 3) the chubby bottom parts make a good sturdy fuller. Weld the chunks of wedge to small pieces of plate, weld hardy stems on the bottom and start working. I did this with a wedge from HF and have been thoroughly pleased with the fruits of my labor (in spite of the MADE IN CHINA stamped on the wedge).
-Aaron @ the SCF
|
|
thesandycreekforge
- Tuesday, 05/01/07 13:20:46 EDT
|
Spike Porter Bars: Matt, for the temporary purpose almost any rod will work (E6013, E7024). You could even use MIG. The only time you would need something special is if you use some high alloy laminates. Then you would want to use stainless welding rod.
The only trick to welding on a porter bar is that the weld needs to be a nice size. Due to the heat a little tack weld will soften and sag or fail. Preheat is probably not necessary and the forge will post heat. . .
|
|
- guru
- Tuesday, 05/01/07 13:43:54 EDT
|
Guru,
Thanks. So it's called a porter bar? I figured there was a proper name for it.
I'll make the welds beefy. I expect to lose an inch or so off that end of the billet anyway.
|
|
Matt
- Tuesday, 05/01/07 13:49:00 EDT
|
Q? Buffalo Forge Iron Worker # 1 1/2 . The main punch head on the front of the machine. The damn thing is always in motion it wont come out of gear. I have looked all up in it tring to figure out what is broken I cant see anything. Anybody know something about these machine more than me. Anybody I can call ? Thanks Charles
|
|
Charles
- Tuesday, 05/01/07 14:52:58 EDT
|
Ironworker: Charles, This is a classic problem with mechanical clutch punch presses and iron workers. The clutch dog is worn and stuck OR has been purposely jambed. It is common to see these machines running constantly in plants on purpose. They run slow enough that workers just set a stop then shove steel through when it is open. . .
Worse than being stuck is when they operate erratically. Often the clutches hang and double stroke. This is very dangerous on hand fed operations where the operator expects the machine to stop (NEVER, EVER get your hands in the way of a punch press). THEN there is the occasional time when the clutch will engage by itself from vibration or wear. This is also very dangerous. I have seen the same machine do all three. . . then operate for days perfectly. Lubrication and viscosity are a factor.
The fix is new parts. There are none. So you make them and repair what you can. Often there are broken springs. All you can do is take the clutch apart (remove the flywheel) and figure it out. The clutch dogs should be hardened and well tempered 4140. If the flywheel bearing is worn (common) then it will need to be rebushed. Wear in the flywheel bearing is often where all the trouble starts.
When you are all done the machine may STILL be a little quirky. That is why they are impossible to get certified for OSHA and you can buy mechanical clutch machines for scrap prices. If you paid more. . . well you shouldn't have.
guru - who has 4 punch presses in his shop and all need repairs and two are parts to make one.
|
|
- guru
- Tuesday, 05/01/07 15:13:34 EDT
|
Aaron @ the SCF,
Thanks for the tip. Will remember that for when I actually get my anvil! Not much call for hardy tools on a RR rail...
|
|
Craig
- Tuesday, 05/01/07 16:16:08 EDT
|
Guru Thanks so much. Charles
|
|
Charles
- Tuesday, 05/01/07 16:56:40 EDT
|
Owning Old Machinery:
Owning and operating old machinery is a lifestyle. Old machines often need parts that are not available and there are no drawings. You are on your own to reverse engineer what is needed and make the parts yourself OR pay someone else to make them. When you pay someone else you either need to provide a drawing with engineering dimensions OR trust that they are skilled at reverse engineering. Some machinists are, others are not.
Many of us that have old machinery have other old machines to repair the others. I've made parts on one lathe to repair itself. The power feeds were broken so new parts were machined using all hand feeds. This included replacing a casting with a weldment that was turned, bored and a classic tear drop lever handle machined integral to the part. It also required three hardened shafts and three gears. The gears were made by a local job shop from detailed drawings I made. The old gears were too trashed to measure and the replacements were pure reverse engineering and some VERY careful measurement as one was held on only by a firm press fit. Ah. . did I point out that owning and repairing old machinery required have good precision measuring tools such as micrometers, calipers and dial indicators?
The job above required some work more akin to blacksmithing than machine shop work. The casting replacement was very oddly shaped and required rough machined and flame cut parts welded together then machined, drilled and taped. I used a short piece of stainless steel for the lever handle.
Belts: A number of my old machines are flat belt drive. While primary drives can be replaced with V-belts the stepped speed change belts cannot. Luckily I managed to obtain a nice HD floor model Clipper belt splicer. Being able to adjust and repair belts on a regular basis is the only way to get by with leather belting. Otherwise you need to have rubberized belts made.
Some things about old machines are quite simple and others are quite complex. Getting the proper speeds out of change gears on an old lathe is a real puzzle, ESPECIALLY if the change gear chart is lost. Dividing heads are a work of mathematical genius and it nearly takes a genius to make heads or tails out of them. Luckily Machinery's Handbook has turn tables for standard 40:1 dividing heads. I found this out AFTER spending a week creating a large wall chart with divisions and angles resulting from turns and fractions of turns. . . Always check your Machinery's Handbook first!
I had a Brown & Sharpe Universal Cylindrical grinder at one time. It was so complicated to setup that it was the only machine I have gotten rid of because it was too hard to use. and THIS included having a machinery text book that covered every possible setup of that machine. I traded it to another fellow and HE traded it off again. On the other hand I love my automatic Brown and Sharpe surface grinder.
Old machines did not come with step by step instruction manuals. The manufacturers EXPECTED people well educated in simple mechanics and with common sense and curiosity to operate their machines. Old machines did not have oil seals and there were often dozens of lubrication points to oil every day and some every few hours of operation. I am often shocked when I go into a shop with old machinery and you cannot find an oil can anywhere in the shop much less something to fill one. . . Not oiling old machines is a death sentence.
This is typical old machinery maintenance. Bushings wear, small OR large parts get lost or broken. More damage occurs to machines when they get moved than at any other time. Twice, I have had 3 jaw lathe chucks with with one jaw missing from one set of jaws. They are impossible to replace and make the chucks almost useless. In these cases the loss was simple carelessness. Knowing what goes with your machine and LOOKING for all the pieces is important.
But old machines also get damaged from abuse. Parts overtightened, tight parts hammered on, ill fitting parts such as chucks damaged further by adjusting with a hammer. Power hammers are the worst. Folks think that because they are a "hammer" that there is nothing precision about them and they can be fixed with a BIGGER hammer.
I own and use old machinery because I like them. In fact I like most better than new machinery at any price. However, it is difficult to operate a profitable business on cranky old machinery. It is also difficult to impress on employees the fact that most parts on old machines are irreplaceable. Even under threat of not having a job if they break ANYTHING on the machinery they will still do so. . .
Old machines are like sports cars or wooden boats. They are a treasure to own and maintain but also an expensive hobby. You have to love them to get good service out of them.
|
|
- guru
- Tuesday, 05/01/07 17:20:52 EDT
|
Guru,
On your advice I have had a look for some new steel for my hot work tools, but the designations are so confusing! Why can't they just settle on one numbering system and be done with it? I'm in Australia, so I hope these numbers are similar to what you guys use. Which of these alloys would be best for hot tools:- 5155, 5160, 9255, or 9261? Not a H13 or H27 in sight...
|
|
Craig
- Tuesday, 05/01/07 18:16:38 EDT
|
Craig, The numbers LOOK like standard ANSI or SAE designations. Always ask your supplier who's system they are using.
AISI 5155 and 5160 are spring steels.
AISI 5160: SAE J770, UNS G51600, ASTM A322, ASTM A331, ASTM A505, ASTM A519, ASTM A519, SAE J404, SAE J412
Element Wt. %
C 0.56 - 0.64
Cr 0.8
Fe 97
Mn 0.88
P Max 0.035
S Max 0.04
Si 0.23
This makes it a chrome manganese steel.
AISI 9155: AFNOR 55 S 7, UNI 55 Si 8, SS14 2085 (Sweden), B.S. 250 A 53, UNS G92550, ASTM A322, ASTM A519, SAE J404, SAE J412, SAE J770, DIN 1.0904
Component Wt. %
C 0.51 - 0.59
Fe 97
Mn 0.83
P Max 0.035
S Max 0.04
Si 2
Thats a silicon manganese steel.
See matweb.com for more details including heat treating.
I'll bet if you ask in the RIGHT places you have H13 and S7 in OZ. These are technical tool steels that you do not find in general metals suppliers stock. The are found at suppliers to machine shops and industry.
|
|
- guru
- Tuesday, 05/01/07 18:31:23 EDT
|
Tetanus,
Vicopper is quite right, I find out after consultation with one of my favorite web sites, the CDC. Tetanus is fatal in about 18% of those 60 and above, and 22% in the unvacanated. The complications are rather severe with fractures being one of the main ones.
It reported that tetanus causing spores are prevelent in the feces of many animals and that manure treated soil is likely to carry the spores. When the spores enter the body thru a wound,and are in anerobic conditions, IE the blood steam, they incubate. I did not know that in the third world umbilical cord infections from unsterile instruments is common, and that ear infections sometimes allow the tetanus causing flora to grow and cause the illness.
Good safe shots to prevent the infection have been available since WWII.
Having watched my older brother suffer with the effects of childhood polio all his life, I fail to see the logic in avoiding vacanations. I wish they still offered Smallpox vacanation, all my kids would have had them.
I have to admit that having been in the military, and having traveled somewhat, I have had more vacanations than most. Some were unconfortable, but near as uncomfortable as the illness they prevented.
|
|
ptree
- Tuesday, 05/01/07 18:54:33 EDT
|
hey guru how do you further date peter wright anvils...or do you have to buy anvils in america?
|
|
coolhand
- Tuesday, 05/01/07 21:22:48 EDT
|
Craig: Try to find a die casting shop and ask if they have a toolroom, or where they get tooling made or repaired. You may be able to get small chunks, bar ends or screwed up parts for scrap price or less. You will need to know what material each piece is. Ask them for heat treat specs, or for the steel suplier's address and wright for the information. If You tell them what You are doing they may be interested enough to help You. I think Guru's mention of H27 was a typo, but H13 & H21 are pretty common in the US and there must be something similar [hot work tool steel] where You are.
|
|
- Dave Boyer
- Tuesday, 05/01/07 22:21:35 EDT
|
Coolhand:
Rought guide: Earliest PWs were just marked PETER WRIGHT and resemble any other British anvil of the period of say 1820-1850. In the 1850s PW worked on the two piece anvil body but didn't obtain a patent until 1860. Those early two-part ones had a noticeable seam at the waist. After 1860-1910 PATENT was added to the logo and the waist seam pretty well disappeared. About 1910 ENGLAND was added to the logo.
Peter had a competitor, Henry. It isn't know if they were related. HENRY WRIGHTS essentially look like a PETER WRIGHT of the 1860-1910 period.
Richard Postman speculates Hermann Boker TRENTON anvils which had the SOLID WROUGHT in a circle and the feet steps were likely made for him by Peter Wright.
|
|
- Ken Scharabok (Poor Boy)
- Wednesday, 05/02/07 06:58:43 EDT
|
P.S. In their last years of production PW started to put serial numbers on their anvils. To my knowledge there is no cross-reference to year for them though.
|
|
Ken Scharabok (Poor Boy)
- Wednesday, 05/02/07 07:15:37 EDT
|
Ken, shouldn't the "England" appear no later than 1891 on PWs bound for the USA as mandated by the McKinley Tariff Act for imported goods?
|
|
Alan-L
- Wednesday, 05/02/07 09:40:43 EDT
|
Polio I worked with a fellow who had Polio as a child---a mild case. He got to talking about it once and told me that he was the only kid with it in a large hospital ward that *wasn't* in an iron lung. They had a bad thunderstorm one night and the power went out and every nurse they could find was up there manually cranking the iron lungs to keep the kids breathing. He was the only one that left that ward alive; though some lived for several years more in the hospital.
Modern medicine; with all it's faults, is a true wonder of the age. I'd be dead several times over by now without it. (at least 5 situations with a greater than 50% chance of dying without it...some more like 90%)
Thomas
|
|
Thomas P
- Wednesday, 05/02/07 10:52:52 EDT
|
Guru: Thanks for the info, will definitely look into that "speculum metal" stuff. Was all just curiosity really for a future project I have in mind, not feasable at the moment. HAH, gold, hmm, buy anvil, or a gold bar? ah choices...
ptree: Thanks very much for the info, I'm sure it will prove helpful. Gonna scrounge around some junkyards first before I spend any cash on good steel to learn with. Will need to track down a source too, but that shouldn't prove difficult. thanks again :)
Dave B.: Are there recommended techniques (without using machines) to achieve this perfect flatness ? I was thinking for along the lines of magnifying mirror, make a reflection bigger. still just toying with the idea. I saw once that there is actually a formula used in satelite dish making that defines the specs for the appropriate curvature of the arc to make it all parabolic and such, maybe I need to track that down. anyway, just toying with the idea...
Tetanus: To be serious, I realize the risks and try not to do very foolish things. But like many Americans, I don't have health insurance. So I learned to be careful, and try to gauge the how bad an injury really is. No I am no medical expert. Luckily medical care here is relatively cheap, so not so worried about access to the shot if need be. Keeping all comments on the subject in mind though.
But I can remember cutting my finger deep with a brand new fillet knife once, saw bone and squirting blood, but for some reason the cost of stitches scared me more. good thing I had crazy glue and duct tape handy, and aloe helped much with the healing.
just saying, safety is a good thing.
thanks all,
-bruno
|
|
Bruno
- Wednesday, 05/02/07 15:12:08 EDT
|
"try not to do very foolish things". So WRT tetnus you are using all new stock and no scrap stock? I would think that the cost differential of new stock vs scrap would pay for the shot *fast*.
For do it your self mirrors check out the hobby astronomy sites, grinding polishing and silvering your own mirror is common in that hobby.
Thomas
|
|
Thomas P
- Wednesday, 05/02/07 15:52:39 EDT
|
Alan-L: You may well be right. Postman gives it as 1910. I thought it was due to a British, not U.S. law.
Really all they needed was a decal. Rosewood-imitation pottery from China comes in with a small MADE IN CHINA decal on bottom. Once removed it takes someone very knowledgeable in Rosewood to tell the difference from U.S. original.
Ken Scharabok
|
|
Ken Scharabok (Poor Boy)
- Wednesday, 05/02/07 16:05:51 EDT
|
Bruno: If you are in the U.S. check into health insurnace from the National Association of the Self-Employed. They do not offer insurance themselves, but rather work through established providers. Essentially, from what I understand, their agents act as independent brokers to find the best coverage for a member. From what I have been told their rates are very competitive to employer obtained plans.
|
|
Ken Scharabok (Poor Boy)
- Wednesday, 05/02/07 16:15:05 EDT
|
Tetnus, DPT Shot: The preventative shot called DPT (replaced by the safer DTaP)is to immunize against diphtheria, pertussis, and tetanus. While many "new-age" anti-immunization folks refuse it the shots are required for school children in the US and have prevented millions of childhood deaths world wide since their wide spread use.
The cost is less than $100 in a non-emergency situation.
Rusty Nails: Rust has nothing to do with tetnus. It is a scape goat for plain old DIRT.
Nails penetrating one's foot IS a serious matter especially around construction sites. It is so easy to happen that I do not allow ANY nailed wood scrap to have nails left in it for any time. You pull it down, you remove the nails NOW. I also have workers chase nails that fly off. . . They are few and the time chasing them is much less than the cost of a flat on the highway. Both are preventative medicine like a DPT shot. . .
|
|
- guru
- Wednesday, 05/02/07 17:28:31 EDT
|
I am a teacher in China. A fellow teacher and I have built our own forge. We really don't know what we are doing but in three tries we have decreased the time for starting this Chinese coal from about three hours to thirty min. I have seen several postings about Chinese anvils and since I am here I thought I could give you a pic of a working Chinese anvil in our town. But I am not sure how to post a pic.
|
|
Sean in China
- Wednesday, 05/02/07 17:58:23 EDT
|
Sean, You'll have to mail the photo to me to post here.
Phillip did not mention the trouble you are having with the Chinese coal. Kindling is normally needed for average coal. Very good coal can be started with newsprint. But poor coal almost needs a coal fire to start it. Charcoal (real wood type) will help start the poorer coal.
Coal quality comes in an infinite range from high grade very high BTU to dark colored rock (shale) that contains carbon but will not burn.
|
|
- guru
- Wednesday, 05/02/07 18:15:35 EDT
|
Sean in China: Sean, welcome to the site! While we often express negative views of some Chinese blacksmith equipment, we hold Chinese metalsmiths in high regard. We are aware that the Chinese were smelting iron while Europe (and America) were using stone tools.
Please keep us informed of your progress and feel free to ask questions.
|
|
quenchcrack
- Wednesday, 05/02/07 18:29:52 EDT
|
Has anyone tried Dubbin for preserving a mild steel finish? Does it work???
|
|
Craig
- Wednesday, 05/02/07 22:18:47 EDT
|
i am tierd of using paint to finish my projects i want to give them a rustic look any ideas on finishes and kinds of steel i need to get that finsh
|
|
jake g
- Wednesday, 05/02/07 22:33:26 EDT
|
Bruno: Flatness won't give any magnification, but yes, flatness can be achived by lapping 3 surfaces together untill ALL 3 match perfectly. This is tha same ides used when making a straightedge [without a reference, You need to make 3]. The magnifing mirror, like in a telescope is a small portion of a sphere or a parabolic shape. The parabolic shape eliminates spherical aberation by reflecting all the light rays through the same point. A portion of a sphere is relatively easy to lap to shape, but a parabala would be harder.
|
|
- Dave Boyer
- Wednesday, 05/02/07 23:08:55 EDT
|
Paint: Jake, Tired of paint? Are you using black for everything? There are tens of millions of colors that they eye can perceive and tens of thousands have been committed to various paints. From those you can mix your own for infinite variety.
Besides color there is transparency and translucency plus metallic powders to produce opalescent effects. Metallic base coats can be used for layered opalescent and candy apple or gilded effects. You can use fills to create texture and different application methods to create the appearance of texture. Sprays can be use to create blends and mixes, splatters can create textural dots and brushing a variety of directional effects.
Paint was the medium of Leonardo and Rembrandt, Cassatt, Degas and Renoir as well as Picasso, Wyeth and many more great artists.
In Hollywood they make wood and plaster look like everything from chrome plate to stone work, water to concrete - using PAINT.
Tired of paint? If you are bored of painting then you must have done it all and are tired of life OR have no life at all. . .
Not painting your work is the lazy man's way out. Rust finishes continue to rust and unchecked will convert ironwork to dust, often within the artist's lifetime. Oxide finishes are a form of rust that require oil or paint to prevent further oxidation or rust. So called "traditional home brew wax and wax-oil finishes are nothing more than amateur paint formulations.
Start with clean metal, etch or grit blast it, prime with zinc powder cold galvanizing, seal with red-oxide high speed lacquer primer, then top coat to taste.
A rust finish: If you want it to look like rust then paint with red-oxide or burnt sienna. Sprinkle with water and spray with a dark brown or black then clean with coarse steel wool to break the bubbles and remove the loose paint. Seal with clear coat perhaps tinted with a touch of orange. If the texture is not rough enough repeat OR use course ground fill (or sawdust) on a freshly painted surface. Then dust the undersides with that dark brown mixed with some clear. Wax and call it a job.
I prefer lacquers because of their durability but similar effects can be produced using many types of paints. Artists acrylics are water based but tend to be a tad soft. However, they CAN be sealed with clear lacquer. Buy some paints, experiment, LEARN!
The forging and assembly of ironwork are leas than HALF the job. If you give your customer unpainted work you are giving them an unfinished job.
|
|
- guru
- Thursday, 05/03/07 00:10:01 EDT
|
Thanks for keeping me in a job, Guru! I work for a paint manufacturer (yes we do metal coatings), but am more involved in process improvement rather than the application or technology side of things. This means that I'm no expert in what to do with the product we put out the gate. I am still stumped as to how I can provide a lasting clear finish over freshly polished steel. I LIKE the colour of raw steel, and want to keep it there for as long as possible (maybe with a few specks of black scale for character). It's part of the reason for my own venture into blacksmithing. I think I know what Jake is trying to get at.
|
|
Craig
- Thursday, 05/03/07 00:36:50 EDT
|
As many hereknow, I owned a signcompany for more than a decade, andspena lot of that time making metal letters,either from sheet stock or plate. Much of the time, I was working with either brass or stainless steel and the customer wanted a polished metal appearance. That was no big problem with stainless used indoors, but anything used outdoors was going to degrade over time. Even stainless steel would get water spots, oxides form fertilizers and auto emissions, etc. The copper and brass were even worse, by far. This all meant that a good clear coat was desirable. Desirable, but not attainable. NO clear coating will last long outdoors.
Just as concrete develops much of its strength from the aggregate, paint develops much of its film strength from the pigment. Pigments also retard the degradation caused by ultraviolet radiation. If you are coating bare metal with clear, you have to anticipate that it will last a relatively short time. The location and method of applicationwillhave an influence on the life as well.
For any coating to adhere to metal, the surface must be chemically clean. For good adhesion, the surface also needs to have some "tooth." Polished metal has no tooth at all. A very light etch with phosphoric acidwill sometimes givesome tooth without losing too much of the polished appearance, but the shinier it looks, the less life the clear will have. You simply cannot escape that fact.
A high quality name-brand automotive acrylic lacquer clear coat is about the est you can do, but don't expect to get more than two years life from it under normal conditions. After that time, it will need to be re-coated, and that's where the real nightmare comes in.
To recoat, the previous finish must be comletely removed and the surface restored. This means strip the clear, polish the metal, clean it again, retreat with phosphoric, rinse, rinse again,, dry and recoat. More work than the first time. If the first coat has degraded at all unevenly, then you'll have a horrible time trying to get the metal to a uniform finish. the answer to this issue? Simple: paint.
Like the Guru said, Hollywood can use paint to make styrofoam look like rock, so you can paint steel to look like bare steel. It takes some creativity and practice, but it can be done. That gives you a surface that has pigment so it holds up for five or ten years, and then can be easily repainted. You have to practice until you develop a technique that works for you and then write it down, step by step, color by color.
Have you ever seen fresh cast iron? It has a look that is unmistakable. That same look comes in a rattle can. Engine rebuilders use it after they steam clean a block. The block comes out lookinglike it was cast earlier that same day. The difference is that it is paint, and doesn't rust sitting on the shelf for months. If they can put that in a rattlecan, you can do anything with a spray gun and some practice.
|
|
vicopper
- Thursday, 05/03/07 01:12:21 EDT
|
vicopper,
I might be a bit anal and, yes, stubborn, but I just wouldn't feel right about creating a realistic but artificial finish. That's my problem and I'll live with it, but luckily for me, I don't have any immediate plans for an outdoor project. As for my indoor stuff, I don't mind a little maintenance, so it's wax on wax off for me. Or a burned on oil finish (I like that 'cos it's silky). If I did a gate for example, I suppose I would have to paint. There just isn't any other way, as you rightly say.
|
|
Craig
- Thursday, 05/03/07 01:59:19 EDT
|
Craig,
Hot work steels and shock resistant steels are available here in Oz. Get in touch with, or go and see Bohler Steel.(Guildford in Sydney) W302 is their H13. Not cheap but worth the money for special, often used tools. If you're new to forging why not use jack hammer point material. I pick these up from markets or junk shops for a few dollars each. They come in a few sizes and are good stuff. Often, but not always a shock resistant steel. Harden and temper them in oil. They forge well and are forgiving in the heat treatment process. Much cheaper to learn on than H13. From memory the large ones are about 38mm diameter. More often 32mm, then down to 25mm. The 32mm ones make a nice size hardy.
Here's a rule of thumb for finding good chisel steel at markets and swaps in Aust. Anything stamped X15 or SCX15 is hot work steel. Anything stamped Double Griffen is a shock resisting steel. Of course most chisels are not stamped at all, but take a chance on chisels that are oval in cross section or look like they have been flattened from round bar. In other words, flat faces with oval edges. These are often/usually H13 or S7 steel. Buy ones that have some length to them, at least 150mm long, makes them more comfortable to use on hot metal. These can be reforged to suit your needs. At worst you will end up with some medium to high carbon steel chisels and for most purposes there is nothing wrong with using them. However, as is often stated on these posts, sometimes you're better off buying known steel types.
|
|
Graham
- Thursday, 05/03/07 07:14:08 EDT
|
Corrosion Protection:
The alternative to paint for corrosion protection is, of course, electroplating. The options here include Zinc (Galvanizing), Nickel, Chrome. Nickel and Chrome are sometimes plated over a layer of Copper, usually because a perfectly smooth surface is desired, and copper is easy to buff, and tends to even out low and high spots. Otherwise, for a shiny chrome finish, the surface of the steel itself must be perfectly smooth, since the chrome layer tends to highlight surface flaws. In the facility I worked in, we plated a relatively thick layer of nickel for protection, with a thin layer of chrome over the surface. The nickel is sort of a gold or yellow color, and the chrome gives a colorless, perfectly shiny surface. I would imagine this is the standard process. I have seen custom chrome finishes that are not your standard mirror finish; black, blue, multi-color. Black chrome probably looks the closest to forged metal.
All of these plating processes are not do-it-yourself, and require pretty nasty chemical baths and the facility to handle same. But if you have multiple pieces of a high value, you should be able to find a custom plating house somewhere, especially one that caters to classic car restoration.
That’s as much as I know about it, I don’t work at that facility anymore, so I can’t ask around for more info, anyway. I’m sure there are others here who know more, but I though I’d throw in my $.02
|
|
Dave Leppo
- Thursday, 05/03/07 08:38:42 EDT
|
I am brand new to blacksmithing, not even done small projects yet. The thing that got me really interested in blacksmithing is the ability to make your own tools. While looking at this site I found a referance to making a file, but cannot find the article or how-to on this. Any help woule be appreciated. Thanks!
|
|
55rh4mr
- Thursday, 05/03/07 09:47:32 EDT
|
Now back to the original question: You can forge stainless alloys and after heat treat and passivation they will resist rusting in many environments for a long time---probably several hundred years out here and perhaps a couple of years on the coast.
You can forge different alloys---silicon bronze, monel metal, titanium where the end result will not rust---but may discolour over time.
There is a steel Cor-ten that was designed to have an adherent rust so it would rust but not progress----note it does leave rust stains on any concrete below it. I do not know if forging it will result in needing heat treat to restore the properties
I don't know what you mean by "rustic" since to me that usually means heavily painted; course I come from a rural area...rustic finish for a gate==John Deere Green rustic finish for a car==primer gray or red or both!
55 IIRC Theo-pphilus describes how they did it back in the 12 chentury in "Divers Arts" easily found in english translation from Dover books or your local library---may require ILL.
Thomas
|
|
Thomas P
- Thursday, 05/03/07 10:53:40 EDT
|
I have been looking for a chart on the different ways of preparing a blade (folding the steel, mold,etc.) that the different regions would have used (Japanese, British, german, etc.). So if you could help me locate one it would be greatly appreciated.
|
|
Jimi Davison
- Thursday, 05/03/07 11:06:23 EDT
|
File Making: 55rh4mr, There is not much in print and I have yet to put together an article. I have an old film that shows how it is done. The basics.
1) Prepare a smooth ground annealed tool steel blank.
2) Hold the blank on a flat anvil bench with foot tensioned leather loops that hold the blank firmly in place. This bench is designed to be comfortable to sit at and has a heavy integral anvil. A rough sketch is shown in Bealer's "Art of Blacksmithing" but is not accurate.
3) Starting at the point or far end of the file you make the first angled chisel cut. This determines the alignment of the rest of the cuts so it is made carefully. This is done with a special chisel (as shown below) and a file makers hammer. This hammer is similar to a cutlers hammer but has an curved handle that ends almost parallel to the long axis of the hammer. This is a heavy hammer of about 4 pounds for large files and 3 pounds for medium sized files.
4) The following cuts are made by sliding the chisel back against the previous cut. This keeps the cuts equally spaced and parallel.
5) File teeth spacing is proportional to the size of the file and is controlled largely by the force of the blow. This makes hand file cutting an art that requires practice.
6) After cutting the teeth on one side the others are cut. The file is supported on a layer of lead or zinc to prevent damaging the unhardened teeth.
7) Double cuts are made the same way. However, the first cut is filed slightly flat before making the second cut.
8) After cutting the file must be straightened using a soft wood mallet and lead anvil.
9) The next step is to harden and temper the file. In the proper fire the file can be heated without protection. Some makers coated the file with a protectant. Files are water quenched and used untempered except for the tang.
10) The file is then cleaned in a mild acid solution to remove scale and then oiled to prevent rust. Individual files are wrapped in oiled paper to prevent damage from other files.

Archive with file making discussion.
File making is not as slow a process as it may seem as an experienced file cutting can hand cut a file in 10 to 15 minutes. The trick is setting up for the process with the right tools and then having the patience to learn.
This is an ancient technology that is still practiced in a few places. It has been a specialty for a very long time but somewhere in history it would have been one of the skills expected of a smith and probably learned as an apprentice.
|
|
- guru
- Thursday, 05/03/07 11:18:33 EDT
|
On demo-ing for kids. Spent a good part of Tuesday and Wednesday doing a quick blacksmithing demonstration for kids. Local Natural Resources Conservation Agency has a nature center nearby and hold an annual Earth Day event for all of the 4th & 5th graders in three counties. Kids (about 800 total) spend no more than ten minutes at each station.
One thing which seemed to work well was I had an old mule shoe I held up and asked them what it was. All but one kid said a horseshoe. I would then ask the teacher to give them an F as they were wrong. Gave me an opportunity to point out the difference between a muleshoe and horseshoe and why they are. (Fortunately they had a donkey and horse there so I could use them as a reference point.)
Not necessarily something blacksmithing related, but it seemed to go over well with the kids.
For a demonstration I simply put an eye on the end of a rod. Quick and kids could see a finished process.
Only one student showed a real interest in blacksmithing and that was a girl. She obtained her teacher's permission to skip the next couple of environmental-related stations to stay and ask questions - and very well thought out ones at that. Who knows, she might be the next Lorelei Sims. She asked about coming by the shop so I gave her teacher my name and phone number to give to her parents. Just the interaction with her made the two days well worth while.
|
|
Ken Scharabok (Poor Boy)
- Thursday, 05/03/07 11:21:10 EDT
|
Thanks for the reply.
We did much better this morning, (Your evening) as it only took us fifteen min. to get the fire started. Our school is giving us a free supply of coal (It is still used as a Primary heating and cooking source here) so I guess I should not complain to much. It is not the best quallity
as it forms large blocks of clanker attached to the coke. We had to restart our fire twice today. Our main problem was remembering how to start a fire, (and I'm an Eagle Scout). But I am excited I made two S hooks this morning. One of the workers at our school came by with a broken tooth on his crowbar (which was about 4" and 1' in diameter rebarb.) We don't have a hardie cutter or a cold cutter yet but we found an ole rusted pair of bolt cutters that we took apart and used as a cutter. Long story short we were able to repair his crowbar/wreacking bar/hammer. Very fulfilling. Sorry To gab But we are just a little excited. One question, in reading about some of your projects I came across the term drift, or drifting. Not sure quite what that means. If you could share any insight I would be very happy. Thanks.
|
|
Sean in China
- Thursday, 05/03/07 11:24:38 EDT
|
One other problem we are having is we are breaking the hammer handles. On a bright note, they are very cheap here, but then you get what you pay for.
|
|
Sean in China
- Thursday, 05/03/07 11:26:54 EDT
|
Steel Laminations Charts: Jimi, I do not think I have ever seen this in one place. If it exists you will need to ask on one of the blade forums.
There are many books on bladesmithing. We have a number listed in our Sword Making Resources and most have reviews posted on our book review page. Most are in print.
Note that molding is not a smithing process. It is how swords were made in the Bronze Age (liquid metal poured in molds).
The lamination processes were similar in many ways the world over depending on the time. Most Western countries dropped the process when good uniform crucible steel became available. The Japanese continued the process as a tradition. Now smiths the world over copy their processes as well as having developed many others.
If you include modern techniques then you could fill a book with pattern making techniques for specific patterns. Then there is the modern Mosaic Damascus process which is done a variety of ways and produces specific results that can be as infinite as a person's creativity.
Many of the forged processes have many steps that are difficult to envision how they work as the changes are three dimensional.
AND to make it worse. . faux laminated steel is made by the PM (Powdered Metal) process which is difficult to tell from much of the laboriously forged product.
|
|
- guru
- Thursday, 05/03/07 11:51:24 EDT
|
Jimi; *WHEN* in both Europe and Asia (including Japan) all methods of making a blade were used over time---*except* for central asia/northern India/Persia where wootz was used at certain times and unknown everywhere else.
Would it surprise you to learn that in Early medieval Europe they used the same technique of folding and welding centuried before the Japanese did and often made complex composite blades? (One I've read about in "Early Ferrous Edge Tools and Edged Weapons" Tylecote and Gilmour; used 13 seperate pieces of which 5 were pattern welded billets!) However when better steels became available in Europe they stopped most pattern welding---a bit before 1000 A.D.---because they did not need it to get a decent blade. There was a later "renaissance" of patternwelding in europe in the 18-19th centures and another in the mid 20th century and another in the late 20th century that is still going on.
As for Molding, WRT steel blades, the only use of it I know is within the last 20 years or so with David Boye's dendritic cast blades. The making of Wootz is a crucible process but the blades are then forged from the wootz not cast.
The use of drop forges and rolls for blade making dates mainly to the 19th century in Europe.
Thomas Powers
|
|
Thomas P
- Thursday, 05/03/07 12:05:47 EDT
|
Guru; actually most European cultures dropped lamination about 800 years *before* crucible steel was available in Europe, (cf: Huntsman, 1700's) what they had was better, (cleaner) bloomery steels (sometimes called "natural steels" as they were high carbon blooms) and blister steels, (cf: Catalan Forge)
Good point about the Powdered Metallurgy stuff that technique is younger than my kids!
Thomas
|
|
Thomas P
- Thursday, 05/03/07 12:10:50 EDT
|
Of Drifts and Hammer Handles:
A drift is a tool like a tappered punch that is used to shape a hole. Holes such as oval hammer eyes and axe eyes require drifts. But drifts are also used on round holes for precise sizing. See iForge Punching demo #1
Hammer handles should not be breaking unless they are VERY VERY bad. In the U.S. we use Hickory and Ash (the wood used for baseball bats). I know there are good hard woods in China so start there. The wood for a hammer handle should have straight grain exactly parallel to the handle. This is achieved by splitting the handle blank out of a lock or block. Then the handle is shaped to fit the hammer and your hand. I prefer oval handles but many like rectangular or a flat oval/octogon. Handles are shaped with a draw knife and or rasp. The handle should be a tight fit to the hammer eye. It should also be sawed length wise for a wooden wedge. The wooden wedge is followed by a steel wedge installed roughly at 90 degrees to the wooden wedge.
If you make a lot of handles you may want to make a simple handle bench. This is a device with two steel centers (points) that support the handle while you work on it. It is something like a primitive lathe without turning parts other than the work (handle).
Some smiths shape and harden their handles with fire. You burn the shape in the forge and scrape off the carbon with a single edged blade (steel, stone, glass). The heat hardens the wood and the fire also colors it. This method is often used to customize handles already fitted to a hammer.
|
|
- guru
- Thursday, 05/03/07 12:12:47 EDT
|
A question about strikers for flint and steel sets. Does the striker need to be made from high carbon steel to be functional? Would mild steel work? How many points of carbon would people suggest for a "good" striker? The strikers will probably never be used but making a tool from mild that should be high carbon just does not sit well with me.
|
|
Jed
- Thursday, 05/03/07 12:40:29 EDT
|
Jed, They must be made from medium (spring) to high carbon (file) steel to work. The carbon reduces the burning temperature AND makes the steel harder so that it takes more energy to make a chip. . thus making a nice fiery spark.
See our iForge demo by Smithin Scout.
|
|
- guru
- Thursday, 05/03/07 13:26:59 EDT
|
Sean in China:
"One other problem we are having is we are breaking the hammer handles. On a bright note, they are very cheap here, but then you get what you pay for."
Makes me wonder if you might not get a side-business going there to make quality hammer handles.
|
|
Ken Scharabok (Poor Boy)
- Thursday, 05/03/07 14:47:40 EDT
|
Thanks for the reply. The tool making aspect of blacksmithing, to me, is the best part. I have ordered several books about blacksmithing and cannot wait to learn more. Thanks again for your reply.
|
|
55rh4mr
- Thursday, 05/03/07 15:33:14 EDT
|
I think the handles would be a good project. If you had a pic of the handle bench it would be helpful. By the way our language is limited to the ability count in Chinese. This our first year in China. We are teaching ESL. That also complicates things. Most of the Chinese think we are slightly crazy to be a teacher and to work with our hands. They very hard and don't understand why we would want to do so in our free time. Speaks a lot about how wealthy we really are in America and England.
|
|
Sean in China
- Thursday, 05/03/07 22:05:39 EDT
|
Greetings all,
I have a question on flux. I saw the section of this site on how to dehydrate borax. The picture shows a ceramic baking dish for the process, I have been severly threatened if I use any of my wife's dishes (she WILL find out, even if try it when she's at work) My qestion is, can I use a disposable aluminum baking dish or will the borax react with the metal in the pan? Thanks for your help.
|
|
Mark C
- Thursday, 05/03/07 22:31:04 EDT
|
Sean and Phillip's Chinese Anvil:
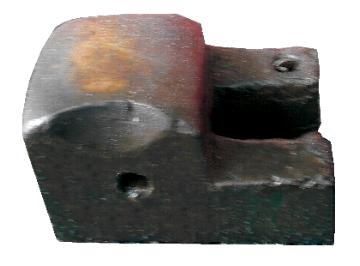
This would appear to be an oddity to Western eyes. However, I purchased a painting from China of a Chinese blacksmith at work at an anvil EXACTLY like this one. In the painting there is another anvil with four arms where this one has two. We had discussed these in the Hammer-In and thought they might be some sort of industrial part co-oped for anvils. But this is a traditional Chinese anvil shape. The crowned face makes drawing more efficient and the arms provide a place for bending and straightening.
This one is slightly different in that it has that section of hemispherical depression on the end. I suspect it is for pot repair. It is a common task in China to repair cast iron pots with an iron patching process where the patch is hammered to hold in place and seal. This depression looks to be a good fit for that job. These things tend to follow a common theme world wide as form follows function on many tools. I saw a swage block in Pennsylvania many years ago that had this EXACT shape on one end. . .
Sean also sent me a photo of a small Chinese blacksmith's shop that is very similar to the painting I bought. I was hoping to photograph the painting this afternoon but afternoon led into evening and then night. . . and I have to get ready to travel early in the morning yet.
I'll be a Larry Harley's Bladesmiths' Hammer-in for the next couple days.
|
|
- guru
- Thursday, 05/03/07 22:41:35 EDT
|
Mark, I'm not sure on the Al. At these temperatures there should be little reaction with the Al. If there is its oxide is black and may show in the flux. If you use iron or steel the contamination will not hurt your welds.
|
|
- guru
- Thursday, 05/03/07 22:45:45 EDT
|
Mark... Go buy a dish
|
|
- djhammerd
- Thursday, 05/03/07 22:48:56 EDT
|
I'm wondering what the current going rate is for a 25 lb. little giant in decent working condition...
|
|
andy
- Thursday, 05/03/07 23:26:46 EDT
|
Thats supposed to be they work very hard.
|
|
Sean in China
- Friday, 05/04/07 03:27:57 EDT
|
good morning, i am in posession of an old blacksmith (kicking) vise it stands about 3 ft tall and is in excellent shape. no rust and very mechanical working. my problem is i had a yard sale and a gentlemen almost gave me his first born to buy it from me. (lol) i had agreed on a price and told him i would hold it for him. but, he just came by the other nite and offered me $20.00 for it i said no. i feel like i am being taken advantage of and that this might be more valuable than it is. i really have no knowledge of such items and would hate to see this up on e-bay in a bidding frenzy. i would prefer it go to some type of teaching forum for lost qualities of our heritage to teach kids of the old times. can anyone help me? thanks so much deb.
|
|
debbie hepler
- Friday, 05/04/07 06:36:12 EDT
|
debbie hepler: Sounds like you have a farrier step vise. If so, perhaps the National Museum of Horseshoeing Tools and Hall of Fame might be interested if it is a design they don't already have. Contact: carousel@brightok.net.
If it is the type which is mounted to the front of a bench, they are rather common and frequently on eBay so you can do a search of recent prices there.
|
|
Ken Scharabok (Poor Boy)
- Friday, 05/04/07 07:17:21 EDT
|
Debbie, I am not sure what you mean by "kicking" vise. However, there are three basic types all worth much more than $20.
Standard Blacksmiths Leg Vice : See Leg Vices. These start at about $100 with most of the parts and heavy ones sell for around $200. Not foot operated.
Double screw leg vises with a chain between them are quite rare and sell for up to $1000.
Shoers Vise: These are portable foot operated and have angled clamping surfaces for filing on horse shoes. Most are fabricated (modern welded steel) but some are made with forged parts. The new fabricated ones are often called "stal jacks" (I think). You can see them on the Centaur Forge web site and what they sell for new. The hand made ones if well made COULD be collectors items and sell for hundreds of dollars. But the modern fabricated ones are not worth much on the used market.
Caulking Heading Vise: These are a heavy cast vise with a round base that blends into a heavy body. They weigh hundreds of pounds and you could probably only move it by tipping it and rolling it on the round base. They usually have pivoting replaceable jaws and a "backstop" or bucking block that slides up and down between the two "jaws" to buck long pieces when putting a head on them. The bucking block has a serrated back that engages serrations in the surface it bolts to. The jaws usually have grooves cut into them for specific sized. However, they also came with plain jaws. Some had a back shelf with grooves for working on horseshoe caulks THUS "Caulking and Heading". A popular brand was "Greenfield". Some were made by Greenfield some made IN Greenfield. It was the same product and changing companies in Greenfield. . . can't remember the state.
The problem with this last type is that they have lots of pieces that often get lost or broken. They are worth quite a lot if they are all together and have the spare jaws (at least 3 pairs total) and the bucking block. With one set of jaws and in good working condition they worth $250-$500. With all the parts and extra jaws they sell for close to $1000. This is because they are no longer made and very useful IF you really need one.
You will get your best money for something like this on ebay. All prices above are US dollars in the US. Prices may vary elsewhere.
|
|
- guru
- Friday, 05/04/07 07:41:49 EDT
|
Good Home for Tools: Debbie, There are blacksmithing schools all across the US. Check the ABANA.org schools list.
Schools may or may not want what you have (since we have not decided what it is). Note that there is a difference in blacksmiths and farriers schools (blacksmiths don't shoe horeses). IF a heading vice they are so specialized that most schools would sell one to put the money into other things.
AND. . we ALL have good homes for orphaned tools. . . ;)
|
|
- guru
- Friday, 05/04/07 07:48:24 EDT
|
Correction "Stall Jacks"
Late getting on the road! I'll check in tonight.
|
|
- guru
- Friday, 05/04/07 07:51:13 EDT
|
ty so much for all your vital information this is really heavy i can't lift it myself i estimate it at about 2-3oo lbs i am trying the museum first. thanks again...deb
|
|
- debbie hepler
- Friday, 05/04/07 07:51:18 EDT
|
thank you so much for your vital information i really need the money but would like to try a museum first to donate or borrow i just can't lift it my self tho it's probably about 200 0r 300 lbs. thank you so much again!!! deb
|
|
- debbie hepler
- Friday, 05/04/07 07:53:40 EDT
|
Hi please if Im on the wrong place for information , could you refer me to someware else , I live in New
Zealand and have arquired a big fly press , it has 90 kg on the weight arm the press weighs over 500 kg stands
900mm high 400mm deep and 900mm wide its a 3 start thread and it looks like a big D shakel the flat of the
D is the base , the tool hole for insrting dies is 50 mm and the base has a 300 mm hole with a 30 mm plate on
it .. I cant find any marks on it , I can emial pictures
thanks
Andrew
|
|
- Andrew
- Friday, 05/04/07 08:26:05 EDT
|
Hi There Hi please if Im on the wrong place for information , could you refer me to someware else , I live in New
Zealand and have arquired a big fly press , it has 90 kg on the weight arm the press weighs over 500 kg stands
900mm high 400mm deep and 900mm wide its a 3 start thread and it looks like a big D shakel the flat of the
D is the base , the tool hole for insrting dies is 50 mm and the base has a 300 mm hole with a 30 mm plate on
it .. I cant find any marks on it , I can emial pictures
thanks
Andrew
|
|
- Andrew
- Friday, 05/04/07 08:26:48 EDT
|
Andrew: What information are you looking for?
Try Flypress.com for capacities (manual sizes page). I'm afraid all the figures given are in English units.
For uses in the blacksmith shop see our iForge demo on fly presses and presses article in general for tooling.
|
|
- guru
- Friday, 05/04/07 08:49:42 EDT
|
Andy; price varies with location---what country are you in?
Lowest prices seem to be in the middle of America with prices going up for the coasts and locations were population density was low around the turn of the century.
Thomas
|
|
Thomas P
- Friday, 05/04/07 11:12:28 EDT
|
Brushed finish on stainless:
I'm working on a pot rack. It's made from .125 x 1.5 inch stock. To save cost, I had it bent and holes punched, but no finishing done. I did some very brief hand sanding with a couple grits, and although it improved the spot I tested on somewhat, I've got a ways to go. Advice on how to speed up the process and what grit / brand paper to use. My current plan is to try out 150 grit in the belt sander and see how that does.
Hooks for the pots. Would it be possible to make a 180 degree bend in .125 round stainless steel stock (303/304 I'd guess) with a 3/16" gap between the parallel ends cold, or would something like that need to be heated to avoid over fatigue?
David
|
|
David
- Friday, 05/04/07 11:53:36 EDT
|
Stainless, just like mild steel, often comes in both hot rolled and cold rolled.
Usually round bar, and often square as well for some reason, is cold rolled, and nice and shiny to begin with.
But almost all stainess flat bar is hot rolled- which means it has the stainless steel equivalent of mill scale on it- an oxide coating. And man, is that stuff hard.
So if your flat bar has dull gray oxide on it, you are going to have to use some pretty agressive techniques to get it shiny.
One approach would be to sandblast it first, then sand it.
Or, I have very good luck with alumina zirconia flap discs on my 4 1/2" sander. I use Klingspor, but other good brands like Norton make these as well- they are usually blue in color, and run about ten bucks each at the welding supply store. I use 50 grits for rough work, 120 grit for final cleanup. They are quite agressive, but can be finessed into a fine finish too, depending on how much you lean into em.
After a 50 grit flap disc, I might go to a 120 grit or 150 grit belt sander, or more often I use a scotchbrite disc on a 4 1/2" grinder. The red color, which is medium grit, leaves a nice random brushed finish on stainless.
With all abrasives on stainless, start with new product, and never use them on mild or carbon steel. And dont grind or sand mild steel and let the sparks fly onto your stainless- you will get carbon imbeds that will rust.
As for cold bending 1/8" stainless round- no problem. Unlike cold rolled steel, it should bend that tight with out cracking or breaking.
With proper tools, like my hossfeld bender, I bend stainless round like that all the time, from 1/8" up to 1" round or so. Above 1" I usually go hot, and sometimes on small stuff, if I need a very tight or particular bend, I go hot as well- but its tough to get the stainless back to shiny where you heat it, so unless the piece is going to be electropolished, I try to bend cold whenever I can.
Stainless will springback, so you will need to make a bending jig that accounts for it.
|
|
- ries
- Friday, 05/04/07 12:29:12 EDT
|
Thomas, I'm in philadelphia, I was having the same thoughts on regional prices and maybe demand as well.
|
|
andy
- Friday, 05/04/07 12:53:11 EDT
|
Andy, my off the cuff estimate would be from 2000 to 3000 US$ depending on specifics and local market. With digging you may be able to find one cheaper but will probably need some overhauling.
If you are not in a hurry Quad-State usually has at least a dozen or so triphammers for sale onsite at it. Though the best deals are probably snapped up before the truck has stopped moving...(always watch that your boots don't get in front of the tires...)
Thomas
|
|
Thomas P
- Friday, 05/04/07 13:23:11 EDT
|
andy: Prices also vary if it is set up, ready to go; needs overhaul or was originally on a line shaft and needs to be modified for a suitable motor.
At least one on eBay at the moment you might want to watch.
|
|
Ken Scharabok (Poor Boy)
- Friday, 05/04/07 15:06:26 EDT
|
Jed,
I make a LOT of flint strikers - the best thing seems to be tines from a hay rake. Just forge the striker, heat to red/yellow and quelch the striking edge in water. You then need to "skuff" up the striking edge (in a production envioronment a belt grinder is a very very good thing - but a file will work.)
nathan
|
|
- nathan
- Friday, 05/04/07 15:10:19 EDT
|
As a percentage indicator, What is the average ratio between the pour weight of material used for a casting vs the end product weight. Example: A finished part weighs 10lbs how much pour weight would you need to produce the part in todays technology?
|
|
Stuart McDonald
- Friday, 05/04/07 16:10:14 EDT
|
Stewart: where to you think the difference is between molten metal and solid metal? Density changes with the volume but actual weight won't change much. Now if you want to subtract the weight of the runners and risers, that is a whole 'nother story.
|
|
quenchcrack
- Friday, 05/04/07 18:00:11 EDT
|
Stuart, *which* today's technology? Green sand casting, ceramic shell, various lost wax, centrifugal, vacuum,???
Sounds a lot like a homework question. (of which our stated policy is to point people to where they can dig up their own answers)
Thomas
|
|
Thomas P
- Friday, 05/04/07 18:08:53 EDT
|
A stall jack is a small anvil used for shaping shoes, usually by track horseshoers (platers). They are sometimes homemade, but can be purchased. A trapezoidal shaped block of mild steel serves, maybe 3/4" or 7/8" thick, maybe 6" long. The top edges are chamfered and/or vee notched to receive the thin race plates. I saw one shaped like a guitar. Some have a basal support that is a spike driven into the ground with a disc shaped stop. Some have a tripod support.
The idea behind them is that the plater can take the anvil to the horse, thus saving time. He or she can drive the stall jack into the ground or set it next to the lifted foot. The shoe can be quickly hammered to shape and nailed on without the horseshoer needing to drop the foot and go to a larger anvil.
Some cold horseshoers use them for everyday work, not necissarily on the track. Stall jacks can be made with "turning cams".
|
|
- Stall jack
- Friday, 05/04/07 19:12:19 EDT
|
After some reading on the subject of hardening and tempering, I have some confusion with the terms, annealed and normalized. Can you clear this up for me?
|
|
Buck Hull
- Friday, 05/04/07 19:16:38 EDT
|
Hey, I'm the stall jack guy above. Typed into the wrong column.
Buck Hull,
Either annealing or normalizing are desirable heat treatments before hardening and tempering. Both require slow cooling from just above transformation temperature. Normalizing is cooling, usually in still air, to room temperature. Annealing is a slower cooling process than normalizing, where you can use a furnace, lime, or wood ashes. Eventually, you arrive at room temperature.
Annealing and normalizing allow the metal to be more easily machined, filed, or abraded. Cold forming operations are more easily performed, especially if presses and rolls are involved. Internal stresses from previous operations can be relieved by annealing and normalizing...operations such as forging, welding, casting, and cold working. Crystal structures can be corrected. An example would be if the metal had previously been cold worked and the crystal structures have become elongated. Upon slow cooling from just above transformation, the crystals are restored to a more desirable shape.
|
|
Frank Turley
- Friday, 05/04/07 20:17:51 EDT
|
Casting yield in a sand mould depends on a lot of variables. What metal is being cast? what is the shape of the casting? Where can risers be located? are exothermic or insulating sleeves being used? and finally how much time/money is spent trying to increase the yield, on high volume castings a lot of time is often spent on this. I have made patterns that have less than 10% risering and gating. I have also made and gated patterns that have twice the metal in risering and gating than in the castings.
|
|
- JNewman
- Friday, 05/04/07 20:43:45 EDT
|
Why are ash and hickory the preferred woods? What would be the result of using other hardwoods such as oak or beech? Just to set the record straight on the Chinese hammer handles they ARE inspected for flaws before they leave the factory. If a bad flaw is found the inspector sticks the factory's own label over the flaw so as to hide it. Caveat Emptor.
|
|
Philip in China
- Friday, 05/04/07 23:46:18 EDT
|
Wood,
Hickory has a tight hard stringy grain Ash is a close 2nd.
Beech is pretty good, Oak is so-so Either white or red oak, Its strong and all But the grain is too pourous and compressable, Its hard to keep handles tight.
Hickory only grows in eastern USA, If you find non USA made tools with "Hickory" printed on the handles, Its either not hickory (fraud) or the wood was exported from USA to wherever the tools were assembled
|
|
- Sven
- Saturday, 05/05/07 00:28:06 EDT
|
Factory second ash handles out of MO, I believe, are readily available at most Eastern U.S. flea markets it seems. I use them in my tools and have been quite satisfied with them.
|
|
Ken Scharabok (Poor Boy)
- Saturday, 05/05/07 05:59:38 EDT
|
jay mate!
im having trouble buildin a home forge for small projects round the house. ive tried without success, an i been lookin for one i can just buy in general. ive had noluck online, so i thought id ask if there were any sites you knew bout that sell coal forges with hand powered bellows or air pump. ive the book the modern blacksmith wich talks bout rivet heaters, so ive no idea who wold know bout such things.
just a simple opinon is all i ask
thanks
james P
|
|
james P
- Saturday, 05/05/07 08:12:05 EDT
|
does anybody know of local australian timbers suitable for handles? jarrah is certainly hard and has a tight grain, but can be quite wavy. Any suggestions?
|
|
andrew
- Saturday, 05/05/07 08:55:59 EDT
|
I will be doing a live forging demonstration at the Nederland Miners Days this year. I am curious to find out what equipment, (forge, anvil, etc.) were commonly used during the boom days in rocky mountain towns. Does anyone know of any resources where I can find this information?
|
|
Emmit Hoyl
- Saturday, 05/05/07 09:20:59 EDT
|
Emmit Hoyl: You could probably pass muster with a lever action coal forge and either a very early FISHER anvil or any British anvil of the mid-1800s period. Do you have a particular year in mind for the period?
|
|
Ken Scharabok (Poor Boy)
- Saturday, 05/05/07 09:46:36 EDT
|
The Colorado boom Days occured from the 1870's to the late 1890's. Anywhere during that time period is close enough for re-enactment purposes.
|
|
Emmit Hoyl
- Saturday, 05/05/07 10:06:47 EDT
|
Emmit Hoyl: Then you are probably safe with a hand-cranked blower forge and it gives you a wider range of anvils. Really depends on whether or not someone wants to call you on being period accurate. I understand at some Mountain Man/Buckskinning events either it is period accurate (even if a reproduction) or not allowed.
|
|
Ken Scharabok (Poor Boy)
- Saturday, 05/05/07 13:07:36 EDT
|
Emmit Hoyl,
When someone asks you where your bellows is, say that it was 6' long and the mule bucked it off and wrecked it,
when you tried to load it. More importantly do you know how to dress a pick, gad, tooth hammer, bull chisel, etc.?
In the Western novel, "Paso por Aqui", by Eugene Manlove Rhodes, the protagonist is running from the law, and comes upon an deserted mining camp in the New Mexico desert. Having had experience in dressing mining tools, he fires up the forge and begins to dress the old tools that were laying around. He works in earnest as he senses the sheriff and posse are drawing near. When confronted by the posse, he tells them that the mine owners and workers will appear any day to reopen the mine and that he is preparing for them. Fooled 'em.
|
|
Frank Turley
- Saturday, 05/05/07 14:24:12 EDT
|
A reference was made as to Charleston Style ironwork vice New Orleans style ironwork. The person further explained that meant no cast iron finals or the like. I thought cast finials were used in both places. Does anyone know? Thanks,
|
|
Vince
- Saturday, 05/05/07 17:06:57 EDT
|
Emmit: Run down the road to Golden, CO. Place called the Colorado School of Mines has (or had) a museum in the mining building, top floor. Maybe some ideas there.
|
|
quenchcrack
- Saturday, 05/05/07 17:34:10 EDT
|
The pictures I have seen of US western mining forges varied from simple rigs for a small couple of people working a claim; generally with a small home made bellows and a piled rock forge---probably using charcoal with a *small* anvil---they had to pack it in remember, a beat up metal bucket or lard tin for water. Standard tongs.
To large "commercial" mining set ups with triphammers, large cast iron or masonry forges, blower, large anvils, swageblocks, etc. Some of the same companies that made ore crushers made triphammers and if you could get one in you could get the other. Note that the powered equipment would be run from a steam engine---maybe the same one that ran the draw works for the mine as well, maybe a smaller one. These used coal shipped in---both steam engines and forges.
Thomas
|
|
Thomas P
- Saturday, 05/05/07 17:54:04 EDT
|
Sir I need to know when side blast forges were used and when coal or coke as a fuel used. I haven't found much information on type of forges or fuel, what little I have found points toward just before the Civil War.
larryn
|
|
Larry Neilson
- Saturday, 05/05/07 21:34:23 EDT
|
Vince,
I think most of the New Orleans fencing and balcony railings are cast iron. The famed "corn fence" is cast. There is a little forge work at the Cabildo, and there is some nice forged hardware on the window shutters and on some of the old houses.
I don't know much about Charlston work, but I suspect that there is a good deal of forged ironwork. Cast finials could have been used in Charlston, when they were made available in the marketplace.
|
|
Frank Turley
- Saturday, 05/05/07 23:58:20 EDT
|
Greetings Guru! I am a practicing blacksmith at an outdoor living history museum and am trying to find information related to hand forged horseshoe nails. I wish to demonstrate nailmaking for the shoeing trade as accurately as possible. Any online or published sources would be excellent. I thank you for your time.
|
|
Todd T.
- Sunday, 05/06/07 00:11:22 EDT
|
hey guys, Im wanting To find a ring to make forms over prolly mount it so it'd fit in th hardy. any ideas where to get one? =D
|
|
Sebastian
- Sunday, 05/06/07 00:30:20 EDT
|
Andrew, good Australian hammer handles are often made from spotted gum. Eucalyptus maculata. I think a lot of the handles are a bit too thin in the gripping area for comfort. OK for general engineering purposes but not quite big enough for comfort when forging. A lot of the new ones seem to be fairly ugly, shapeless, and dipped in a red oil stain. This sands off quite easily and does not penetrate into the timber to any degree, so I guess they only put on enough to make the handle look a reddish colour. I think any of the Eucalypts we commonly use for construction purposes would make good handle material. You can also buy Hickory handles, which I presume are imported from the States, they are therefore quite expensive.
|
|
Graham
- Sunday, 05/06/07 07:12:29 EDT
|
Sebastian: Please better describe what you mean on 'a ring to make forms'.
|
|
Ken Scharabok (Poor Boy)
- Sunday, 05/06/07 08:45:38 EDT
|
New Orleans vs. Charleston OR anywhere else: Vince, ANYONE that makes a statement like that (no cast finials we used) is a pompous ass that doesn't know anything.
In every American city there is a mixture of decorative iron types ranging from 100% hand made to 100% cast to every possible balance inbetween.
During certain periods certain types predominated in a few specific neighborhoods but that is as definitive as it gets.
Just before and after the U.S. Civil War there was a huge surge in using cast iron. But at the same time production fencing was common and it included cast pieces. They often used lead and zinc parts cast around the bars. But there were also places that were still buying expensive hand made decorative ironwork.
|
|
- guru
- Sunday, 05/06/07 08:54:05 EDT
|
Gotta run! lots going on at the Holston Mt. Hammer-in today!
|
|
- guru
- Sunday, 05/06/07 08:54:47 EDT
|
I want to Form heated plate into a bowl shape for a project im working on. i've seen in a couple demonstrations a large ring (maybe 5 inches in total diameter) made from 1.5 inch diammter round stock. one might describe it as a "doughnut" shape. I dont really have the ability to make a circle outta that thick of a material. Maybe you guys have some better ideas.
|
|
Sebastian
- Sunday, 05/06/07 09:36:44 EDT
|
Sebastian-- how thick is this plate you are making into a bowl? If it's thin enough, you might do better by the process known as "raising." See Dona Meilach's first book on blacksmithing and/or Silversmithing by Finegold & Seitz for details.
|
|
Miles Undercut
- Sunday, 05/06/07 09:51:33 EDT
|
For a project I am looking at I want to make a plate which needs to be as hard as possible. With readily accessible materials what can anybody suggest?
|
|
Philip in China
- Sunday, 05/06/07 10:56:23 EDT
|
Todd T. & horseshoe nails.
I co-authored "Southwestern Colonial Ironwork", and we conjectured the process of manufacture. I am now rethinking our Southwestern version. I attended a lecture given by the scholar Richard Flint regarding some nails recovered from archeological digs in New Mexico. These nails are described as "caret-head nails", because the head of each has a "pitched roof" or "caret" (punctuation mark) shape. The head is flat under the caret shape where it joins the nail shank. A photo and article can be accessed by going to www.oldpueblo.org/assets/prioropab.pdf. See page 4, figure 3b.
In the light of current horseshoe nail usage, it doesn't make sense to me to NOT have a tapered shape going into the nail shank, the taper corresponding to a countersink in the web of the shoe. The principle behind the use of a horseshoe nail is to have said taper "choke" into the appropriately shaped countersink. When the nail emerges from the side of the hoof wall, it is cropped leaving a slight projection, and clinched. The caret-head nail doesn't "choke" into a countersink as far as I can tell, so more research and educated guesswork needs to be done regarding these Hispanic nails.
As for early "Anglo" nails in the U.S., for lack of a better term, I'm at a little bit of a loss, until someone finds the right tooling and hopefully a cache of handmade horseshoe nails. I purchased an old mounting plate, tenoned, leg vise about 25 years ago in Chicago. Upon inspection, I found that the wedge that held the plate and spring also had its own "wedge", a hand made horseshoe nail. It had a slight curve to it, and I carefully withdrew it to get a closer look. It was rusty but in fairly good shape. By today's sales/measurement standards, it was a size 4 1/2, an appropriate size for a light legged horse, not a draft horse.
Present day manufactured nails are made of dead soft steel and are sold scale-free with a short bevel at the nail tip. The bevel is facing somewhat toward the center of the foot, when the nail is driven. The bevel causes the nail to curve a little and emerge from the insensitive area of the hoof wall. Otherwise, the nail would drive straighter with the possibility of it hitting the sensitive quick (blood). Any horseshoer can tell you that sometimes the manufactured bevel is not quite enough to do the job, so the nail point is bent ever so slightly to cause it to emerge quicker. This can be done by levering with the claw of the hammer, or the point can be bent over the edge of the shoe, the shoe becoming a makeshift anvil for a second.
In our book, Simmons and I thought that there might be a little cold work done on the nails after they were hot-headed. By minimal and light hammering cold, a person could get a sheen on the nail, even though the scale was not totally removed. The bevel at the tip could also be hammered cold.
I couldn't detect a bevel on the old #4 1/2 nail that I recovered from the vise. Therefore, that brings up the question of, "Was there one on the early hand made nails?" Perhaps each nail had a slight bend put at the tip instead of the hammered bevel. This is conjecture.
Now, as to their manufacture in a museum setting, I think that I would use a heading tool with the roughly rectangular countersink to give the correct nail head shape. It is going to be more time consuming to make a horseshoe nail than a common square nail. The nail shank needs to be forged into a rectangular cross-section, and it's going to have a taper going toward the point. Practice will show where to crop, giving an allowance for the nail head.
The manufactured nail head has a flat side running into flat shank of the nail. This side goes to the outside of the hoof wall when driven. The other side of the nail head projects inward at an angle. The idea here is so that the horseshoer can "finger" the nail head or look at it to figure out which way it should be driven, remembering that the tip bevel faces inward. I didn't notice this nail head shape on the old nail which I inspected, and I don't think it really mattered that much, if the horseshoer was conscious of what he was doing. I assume the old nails were of wrought iron and when driven home, the head would move and upset to conform to the countersink.
How to make the nails approximately the same length? One thing that a friend and I do is to short-point the nail stock, normally on the base of the horn. Then, make a soapstone mark a little ways in from the near edge of the anvil, and put the point on that mark each time you draw the shank. With practice, you'll figure out where to place the mark and where to hit, so that you can wind up with the correct nail length.
|
|
Frank Turley
- Sunday, 05/06/07 11:03:59 EDT
|
I was wondering if someone might be able to tell me what I am doing wrong? I recently built a homemade firepot out of 3/16 plate and for an air blast I am using a 1/50 hp blower fan from an exhaust fan used in a gas heat unit. After starting the fire,(using homemade charcoal to ignite the coal), I know that I first must burn the coal to get coke. Where I am confused is exactly when does coal turn to coke and how do I recognize that? Also after the coal has been burning for a while and what appears to be a good bed of coke to me, I place my workpiece into the heart of the fire and when I do this,(referring to reheating the metal) the coke is clumped together and it makes a hollow spot in the fire. Where did I mess up or is it that my coal is not good smithing coal?
|
|
Jeff
- Sunday, 05/06/07 12:33:57 EDT
|
Sebastian,
Using 1-1/2" round is nice if you've got it, but you don't really need to make the ring that heavy. Unless you're dishing 1/2" plate, or something.
I've used a ring rolled from 3/8" round, welded on top of a ring from 1/4" X 1" (rolled the easy way) for a spacer. I used that ring in a flypress, so it didn't have to absorb hammer blows. But it's not hard to roll a ring from, say, 3/4" round, and that should be heavy enough for most purposes.
|
|
Mike BR
- Sunday, 05/06/07 12:34:00 EDT
|
Jeff,
You can tell when coal has turned to coke by the look and feel of it. It will become very light(unlike a similar size piece of coal) and can sometimes crumble easily. When you burn coal it has a tendency to stick together. To counter act this you want to constantly be moving the hot burning coal towards the middle of the fire(I sometimes do this by wacking it with a shovel) so that your fire doesn't go out and will heat of your stock faster. Hope this helps.
John
|
|
- fishermanscan
- Sunday, 05/06/07 13:46:30 EDT
|
Jeff,
I agree WIth FishermanScan's comments. I made a little decorative Fire poker thats basically a half inch round bar sharped to a point with a curlyque handle. i use it as the coal heats up to keep it small pieces, the smaller they are the tighter they fit together and the more they share their heat. granted im of limited experiences myself, this is what i've found to work for me! Also... Keeping freshcoal on the outsides of your firepot helps keep heat in i think. you guys can correct me if im wrong! =D
|
|
Sebastian
- Sunday, 05/06/07 13:53:21 EDT
|
Jeff, What you are doing sounds about right to me.
In broad description here, When the fire is going good and hot, producing little smoke, the burning is predominitly coke.
BUT dont waste all that time and heat waiting to get to this point. Plenty of forging can be done in a fire that has not completely coked up. At worst the fire may leave a little black tarry residue on the steel at the places where it does not become at red heat.
And as far as your clumping coke.
Dont worry, Coke is naturally to clump together as it forms. The clumping may be used to advantage because you usually WANT TO have a hollow (cave like)structure within the fire to place your workpiece.
There are exceptions, Maybe a need to set workpiece on TOP of the fire to work at a lower temperature, (Tempering for example) Or small/delicate pieces that are easily burnt.
|
|
- Sven
- Sunday, 05/06/07 14:13:03 EDT
|
is there a site out there where i can get an ok quality hammer for a low price and if not whats a site where i can buy decent hammers
|
|
- Scott
- Sunday, 05/06/07 14:23:10 EDT
|
fishermanscan, Thanks for the info, I'll try this next time I fire it up.
|
|
Jeff
- Sunday, 05/06/07 14:26:31 EDT
|
Australian Hammer Handles: I did a job in Southern Australia and had to buy some hand tools. Bought a hammer and used it twice before the handle broke. Threw the handle away 14 times but it kept coming back to me. :-)
|
|
quenchcrack
- Sunday, 05/06/07 16:25:55 EDT
|
jay mates,
im lookin for a already built and to buy forge for some projects and such, cause i cant seem to make the one i built work. anyone with sugestions for somethin thats coal fired is what im askin.
thanks
james P
|
|
james P
- Sunday, 05/06/07 17:32:04 EDT
|
Hammers: Scott, Our advertisers that sell tools have hammers from $15 to $150. The cheaper ones are good well made hammers BUT you have to hand dress the faces yourself before use. Note that these are German made hammers of very good material all around. They just have not had the hand work of dressing the faces done.
|
|
- guru
- Sunday, 05/06/07 17:56:15 EDT
|
Hard Plate; Phillip, What you have available there is probably a lot different than what we have here. It also helps that you at least give us some dimensions on your mystery project.
First, hardness is determined by two things, the amount of arbon in the steel and how it is heat treated. You can buy very good tool steel that is annealed so that it can be drilled, sawed, files and machined. It requires further heat treating (hardening and tempering) to make a strong hard product.
In scrap many folks use the replaceable edges of road scrapers. Scraper blade is not super-hard steel but it is made quite hard to be abrasion resistant.
In smaller pieces leaf springs off automobile and trucks can be used and will heat treat from brittle hard to soft enough to to drill and saw.
If you need a large piece of something then you often have to pay premium prices and buy new.
|
|
- guru
- Sunday, 05/06/07 18:05:18 EDT
|
For the Aussies: I sell factory second hickory and ash handles in my eBay store. I ship to Australia. Sending a packet of rivets there tomorrow for someone restoring an old car.
Easiest way to find them is to go to www.ebay.com and do a seller search on scharabo. Then a keyword search on handles.
If you find something of interest you can request a shipping quote.
|
|
Ken Scharabok (Poor Boy)
- Sunday, 05/06/07 19:18:18 EDT
|
I have a Peter Wright anvil that is a little down at the heel. It is a small one 101 lb by the markings, how much can I have ground off to level it with out making it a pice of junk?
|
|
Walton Risley
- Sunday, 05/06/07 19:52:46 EDT
|
http://www.surplus.se/components/com_virtuemart/shop_image/product/M6122-004000.jpg
|
|
- a
- Sunday, 05/06/07 20:28:21 EDT
|
The side draft forge is the earliest type known---if you count the manual blowpipe method as being side draft it definitely goes into the BCE years.
Coal was first used by blacksmiths in Europe around the high middle ages though charcoal continued to be used as well---"Catherdral Forge and Waterwheel" Gies & Gies is the source for this factoid. BTW---almost evey country in the world has had at leat one civil war---and some several. Which civil war are you referring to? The earlier English Civil war between Stephan and [Maud, Matilda]?? would be fairly close.
Dishing doughnut: I use a tow ring from probably a military source as it's quite large and stout. Iff I had to make one with my current equipment I would probably cut a ring from a very large and heavy coil spring I have---1.5" dia stock!; heat evenly and place it on the 2'x3'x1" plate I have outside the forge door and drop an anvil on it to flatten it.
For dishing armour I generally us the bottom off a scrapped oxygen tank and work hot.
Jeff: It sounds like your coal coked up nicely but the charcoal/wood starter burnt out leaving a cavity with no fuel over the tuyere. So you need to break up some of that coked coal to fill in the gap. One method is to break up the clumps anfd get an open fire. If you need a closed fire You can take a forge shovel and push in from the sides---basically stapping it towards the tuyere from the sides to bring in the coal/coke and leave the top in place. You then pile new coal around/over the fire. Note do this *before* you have burn up all the starter fuel!
Phillip: How big and how hard? Broken RR car or dump truck leaf spring can be pretty thick and will harden.
Thomas
|
|
- Thomas P
- Sunday, 05/06/07 21:37:04 EDT
|
Walton Risley,
The answer to your quesiton is, "None."
If you grind off the face of that anvil, you willprobably ruin it. A 100# PW has a face only about 3/8" thick, judging from the 98# one I have. Mine is a bit low at the heel, also. So what? I don't find any need for the face to be perfectly level. I have another anvil that has a decidedly low area right in the "sweet spot", and I use that anvil althe time for straightening stock, since it allows for some spring back. If you want a perfectly flat surface for checking work against, go to Grizzly Tools and get their cheapie granite surface plate; it is flat to within a couple of ten tousandths of an inch, which should be good enough for blacksmithing work. It is a bargain at less than a hundred bucks, and will be much cheaper than replacing your anvil if ruin it by grinding on it.
|
|
vicopper
- Sunday, 05/06/07 21:38:37 EDT
|
"Fixing" Peter Wright: Walton, NONE. The hard steel face is about 1/2" thick. However, the first 1/4" is much harder and to 1/8" the hardest. Machine it, you wreck it. It is a nice old anvil, don't screw it up.
Note that anvils are a WORK SURFACE not a reference surface. Droops and sway backs are useful shapes. In fact you cannot straighten on a FLAT surface. So old sagging anvils have some advantages. Those old smooth rounded corners are also good and chipped corners can be dressed into a smooth round edge. Sharp corners in forging are BAD. So you don't need sharp corners on an anvil.
|
|
- guru
- Sunday, 05/06/07 21:41:41 EDT
|
Sebastian: You might be able to find a large eye bolt and cut the bolt part off. Grinding the cut area to the shape of the rest of the ring and welding a length of square stock on to fit the hardee hole would make a form You could use the inside or outside of.
|
|
- Dave Boyer
- Sunday, 05/06/07 23:53:45 EDT
|
Re hard plate:
I need something anywhere from the size of a playing card upto maybe the size of a postcard. Size does not need to be specific- I could work around dimensions of existing materials. RR leaf spring sounds great but how do I go from that to a VERY hard steel? Does anybody have any suggestions as to how I can get it as hard as my ex mother in law's heart? If it is brittle that is OK I need extreme hardness.
|
|
Philip in China
- Monday, 05/07/07 05:57:11 EDT
|
Sebastian:
Another option for the ring (if you are still looking for a large one) would be a pintle ring from a heavy trailer. Cut off the mount and grind the cut fairly smooth. Weld on a hardy shank and you're in business....I saw this done somewhere but now I can't find a picture of it.
-Aaron @ the SCF
Go to Mcmaster Carr http://www.mcmaster.com/ and do a search for drawbar eyes for a visual
|
|
thesandycreekforge
- Monday, 05/07/07 08:52:50 EDT
|
Phillip, The hardest thing you could use would probably be HSS (High Speed Steel) plate or part. Tool steel of this type can be bought (even in China) in the annealed condition and then must be heat treated. But the heat treat on HSS is a bit tricky. The easiest tool steel to harden is A2. Heat it to a non-magnetic red in the forge than air cool. If you do not care about brittleness then tempering is not too critical but I would temper to at LEAST 400°F (~200°C). Same with HSS. As hardened tool steels can be so brittle that they will break do to temperature changes. That is why it is recommended to temper them immediately after hardening and before they reach room temperature.
When I harden A2 punching die in the gas forge I use stainless foil to protect the parts. Let them cool to where I still need tongs and pliers to open the stainless, then put back into the gas forge which was turned off when the parts were removed. I use a thermocouple to check the temperature as well as looking for a faint yellow temper color on the dies.
|
|
- guru
- Monday, 05/07/07 08:56:56 EDT
|
Sebastian,
Another route is to take a thick walled pipe, heat, and roll the edge over, all around. Sand to finish-shape.
|
|
Frank Turley
- Monday, 05/07/07 10:09:37 EDT
|
Hey, i got tennis elbow, or something like it in my tongs hand, apparently i is from torsion of the forearm, such as like, flippnig the work over to hammer the other side,
how can i stop this from happeneing again? and how do i solve the tennis elbow right now, assumedly someone here has had the same thing,
Thanks,
Cam
|
|
Cameron
- Monday, 05/07/07 14:23:15 EDT
|
Good questions, Cam. Your problem sounds very familiar. :( But if you haven't been to a doctor about it (which I
'm inferring from the fact that you're asking what to do about it; I'd hope a doctor would've given you some suggestions), how do you know what caused it? You may well be *right* about what caused it; I'm just curious how you know.
|
|
Matt
- Monday, 05/07/07 14:51:08 EDT
|
Firepot installation:
I met up with Blacksmiths Depot at BGOP Spring Fling and purchased their heavy firepot. It seems like an excellent tool and I didn't have to pay shipping for 80 lbs. Has anyone here used these and have any installation suggestions before I cut and weld all the table parts? I'd been planning on just welding angle under the rim of the firepot to support the weight, but now that I've invested in the very thick model, I'm thinking about using angle to make the top flush with the table. I've used a couple masonry forges with inset firepots.
What types of stores might carry 10-12" chimney pipe? I've seen a lot of 8" for sale, locally. I'd like to get something larger, even with a very tall roof.
Thanks, I'm looking forward to upgrading my home forge.
|
|
Jacob
- Monday, 05/07/07 15:11:18 EDT
|
Tong elbow:
I had the same thing a few years ago. I figured that I was choking up too high on the reins of the tongs, and giving the tongs a death grip. Basically, I started gripping back at the end and loosened up. I also wore one of those tennis elbow straps. It took some time, maybe even a year, but the pain went away and I don't feel any problems at all.
|
|
- Marc
- Monday, 05/07/07 15:17:43 EDT
|
Jacob,
Two 6" pipes hooked together makes one 12" pipe.
|
|
Frank Turley
- Monday, 05/07/07 15:29:04 EDT
|
Cameron,
Yep, I've suffered from that, for the same reasons you infer. A death grip on the tongs, combined with the flipping motion. For a long time, I thought it was just because I'm a few weeks past forty, (so okay, it's about 230-some weeks past; who's counting?), and the old muscles and tnedons weren't what theyused to be. Well, a workshop with an excellent industrial blacksmith showed me the answer to the problem.
Get some tong rein clips and use them. They can be fancy ones you paid big bucks for from a supplieer, or you can just use lightweight chain links like my industrial blacksmith friend does, or anything else that is convenient and holds the reins for you. Thus endeth the death grip. With that ended, you can do the flipping motion with much greater ease and control, and no damage to the tendons. It's that simple.
|
|
vicopper
- Monday, 05/07/07 16:01:26 EDT
|
Matt,
to find out what i did,
i moved my hand and arm in different positions, till i found what movement flexed the pained area most, and tis the same as the flip motion of tongs,so thats what i assumed, imstarting to get thesame feeling a wee bit in my hammer hand, but i found it was because my new work boots have a thicker sole, by about an inch,a nd i was over extending my arm, so, ive raised my anvil about 2 inches to compensate
|
|
Cameron
- Monday, 05/07/07 16:12:31 EDT
|
Hammers: by hand dressing the face do you mean finishing the face and temporing it?
|
|
- Scott
- Monday, 05/07/07 17:55:39 EDT
|
Tennis elbow I think is the same as Little League Elbow, in which a tiny bony protrusion that anchors a tendon has been torn off, and needs surgical repair. But it takes a helluva strain on young bones to do that. If you're lucky it's just bursitis, or you might have just strained a tendon in the forearm called the brachio radialis. In either case-- I'm not a doctor-- my experience is it'll just take a while to heal up. I've done both of the latter injuries, to the brachio radialis by a LOT of repetitive hammering at an odd height (in the post vise) and the bursitis by hammering WAYYY past the fatigue point in my shoulder. Took about a year of going REALLLLL easy for each to get better.
|
|
Miles Undercut
- Monday, 05/07/07 17:59:08 EDT
|
Tongs: Anything you grip too tight, hammer, tongs, wrenches, pliers, pen. . . is a problem and can cause various tendon injuries. Good tongs should spring with a gentle squeeze. Often tongs are too short or ill fitting. Tongs that wrap around the work like Bolt, V-bit, box, and Off-Center "Chainmakers" tongs only require a light grip to hold the work firmly. Flat bit tongs slip and are difficult to hold work that has any size.
Professionals that use tong clips have them for sets of tongs that fit from 1/2" to 1" stock in common size increments. Tongs used with clips can be stiffer than hand clampsed tongs. On many sizes of work Vise Grips make good universal clamping tongs (that is what their inventor, a blacksmith, invented them for).
Other things can be a problem as well. Your anvil being too low or too high will result in your not holding the work flat. Unpracticed clumsiness can be also be a problem. Striking the work off the anvil or behind the corner will jerk your arm. If you have any jerking or pulling of the work while forging SLOW DOWN. Be sure the work is contacting the anvil where you want to hit it and then HIT it there. The problem can be in either hand. So take your time and make deliberate slow smooth moves. Speed and agility will come from thoughtful practice. THINK about what you are doing. STUDY your moves. Then correct them and practice. You cannot work as fast as an experienced smith so do not try. Take a few more heats and develop good smooth work habits. STAND UP STRAIGHT! Approach the anvil as though you own it and practice smooth moves. If you hunch over the anvil and stand too far away you develop bad habits and these can lead to physical injury.
|
|
- guru
- Monday, 05/07/07 18:14:43 EDT
|
Hand Dressing Hammers: That is the grinding of a hammer's face to the proper shape. Undressed hammers have a nearly flat face and a heavy chamfer. These have sharp corners and are useless as-is.
The best tool to make a good smooth grind with is a belt grinder/sander. An angle grinder can be used to start but it takes a careful eye and a skilled hand not to ruin the hammer.
A hammer face should have a crown (curve) that is either in one direction (rocker face) or all directions (spherical face). I prefer the later. This then blends into the corner which should be heavily rounded. The crown spreads the metal and the edge radius prevents marking up the work.
|
|
- guru
- Monday, 05/07/07 18:19:16 EDT
|
Blacksmith's elbow. I saw my Dr. about this quite a while ago and he said it's from repeating the same movement. That people who drive a lot get it as well. And then he looks at me with surprize and and comments that I'm not left handed though, but after we talked about it a bit more we figured it probably was from cranking the forge more than anything, and then from the tongs. His recommendation was ibuprofen twice a day. And to take it in the morning before starting work. Some where else I read about theis "blacksmith's elbow" and the smith who had been suffering from it figured it was from working the muscle group in one direction most of the time so he took a sturdy rubber band and put it around his fingers on the back of the finger nails and opened his hand to exercise the opposite muscle group. I found that helped me as well.
|
|
JimG
- Monday, 05/07/07 18:42:36 EDT
|
I didn't have any info to dispute the statement and just wanted to be sure I understood the differences. If the opportunity arises I will assert that he might want to change his description of his style work. Thank you Guru and Frank Turley.
|
|
Vince
- Monday, 05/07/07 19:37:46 EDT
|
Hello Mr. "A"
Whats the story behind the link to the new anvil in a wooden crate ?
|
|
- Sven
- Monday, 05/07/07 20:34:41 EDT
|
About 30 years ago, I had a necrotic (dying) lunate bone in my left wrist, extremely painful. I couldn't do any work. I attributed it to tong tension. Ten sessions of acupuncture helped to cure it. The acupuncturist put me on a pseudo macrobiotic diet, as well as his use of needles and moxibustion.
I use tai chi and chi kung exercises. As the others have said in this forum, I am now careful not to use too tight a grip on the tongs.
|
|
Frank Turley
- Monday, 05/07/07 20:46:21 EDT
|
As an aging old ex GI and skydiver, I have had my share of injuries. I had some very mild "Tennis Elbow" that was getting better from care in my work and some stretching prior to starting. Then I caught an as yet unknow to the US Doc's virus from a suspected tick bite in Mexico, on the Yucatan. Every old injury came back as if it had just occurred and some were worse than originally. The tennis elbow was severe, so severe that I had hemorages in the elbow to 3" each side of the elbow. I don't want to think what my knees looked like. I slowly got better, and it took the Doc's several months to come to the conclusion. The tennis elbow is better now, but not as better than pre-virus. The Ortho Doc had me to extend my arm out horizontal to the floor, at full extension, palm down. He said to raise my fingertips up and back to me by bending my elbow, and then asked if it hurt. I said yes, so he bent it some more for me. I levitated out of the chair, and he said "classic tennis elbow, get the straps, use ibroprophen, stretch, don't overdo, and you may get better"
I have.
I also now stretch by holding my hammer arm straight out with the hammer handle vertical, head up. I then rotate the arm from side to side to make the hammer swing in an arc from horizontal to horizontal. After a few, I repeat with the tong arm. If I feel tight during work a repeat helps. I now swing high deliberate strokes. I use only good springy tongs. I built a power hammer. The last may have been the biggest help.
|
|
ptree
- Monday, 05/07/07 21:13:51 EDT
|
I'm almost ready to go! I am starting a course in ornamental blacksmithing at the local college tonight, and I have finally found a couple of brake drums to build my forge. I've also acquired 100mm OD pipe with ~4mm thick walls for the tuyere. But here's my problem. I have nothing to make a flange out of to connect the drum to the tuyere. Any suggestions?
BTW, I have 2 drums. One is from a semi. Is this too large to be practical for a beginner?
|
|
Craig
- Monday, 05/07/07 22:44:23 EDT
|
this is for justin if hes still on. when i started i didnt know anything about blacksmithing talking to one of my buddys about it and he told me a guy about 20 miles away so i paid him a visit and he helped me get on my feet and now 3 months later i am working for him as a blacksmith part time so if you want an apprenticeship go and find a blacksmith near you its up to u how far u want to drive but i just started hanging out with him and every chance i would get i would go down there and pick his brain about every thing so now i am working for him and it turned out great
|
|
jake g
- Monday, 05/07/07 22:53:00 EDT
|
When I first started forging I was only 18. But I had a lot of experience using a hammer in carpentry and sculpture. I did a lot of dumb things that hurt but at 18 you usually get over it. When I started working professionally at age 25 I still did some dumb things but I was STILL young. I also THOUGHT about what made me hurt and I stopped doing it. I tried too big a hammer a couple times. I have small hands and wrists and a 4 pound hammer is way too much. I tried it early then set it aside. Then I tried it a couple years later after I had been forging every day and was a LOT stronger. It was STILL too heavy so I gave it away. Three pounds is the max for me. I can tell if it is just a few ounces more. I also work with a lighter hammer much of the time.
The important thing is good working posture and not continuing doing what hurts. Vary your working day. If you have forged as long as you should then work on cutting stock, deburring, drilling holes. . . AND for those of us getting older, as ptree noted a power hammer is a life saver.
And if pain persists go see a doctor.
|
|
- guru
- Monday, 05/07/07 23:31:13 EDT
|
Craig, Semi drums are often too deep. Diameter is more important than depth. But that can be cured with some brick or an internal tube and some rubble.
The air if from an electric blower is cheap and you can afford to let some leak. You don't need a flange with a gasket, just some bent metal "L" brackets or short sawed off pieces of angle iron will work. If the air is from a hand crank blower or bellows you do not want much to leak so make your fits tight.
My first forge had way too big a blower. There was no connection. The blower just pointed at the hole in the wheel across a 3" gap. It would still blow the fuel out of the forge. Ash and clinkers just dropped down and blew out the sides. . .
More important is an ash dump. Whether vertical or horizontal you need a T in the pipe.
Build it and try it out. These are a short term solution for light forging, home demos, and getting started. See how it works and then rebuild OR build another.
|
|
- guru
- Monday, 05/07/07 23:40:59 EDT
|
Thanks Guru.
I saw a drum forge being used for a demo at Ironfest, up in the mountains near Sydney a couple of weeks back. This drum was smaller than my semi, but he had cut away a section of the wall facing him. If I were to do something similar, would the resulting high walls of the semi drum surronding the fire be any advantage? Or would this just waste coke?
|
|
Craig
- Tuesday, 05/08/07 00:27:49 EDT
|
Craig: It isn't the size of the container you start out with but rather then means to make a firepot within it of a practical size. A firepot 8" x 8" x 16" should give you all of the pot size needed for likely anything you would be doing. Check around with boiler installers/repair services, hardware stores, home supply outlets, brickyards, etc. to see if you can find refractory, fireclay or perhaps even fireplace mortar. Likely you will find the bricks used in a home fireplace to be cheaper than the mix-it-up materials so they can be used to fill in much of the space, using the mortar materials as essentially glue or cement to hold the shape desired.
(Convert to metric) For a tuyere in the bottom go to a hardware store and ask about floor flanges. They are used to hold sections of pipe to a floor surface. Essentially it is a nipple area for one end of the pipe surrounded by a flat area with holes for securing the flange to the floor. A 2" floor flange should work nicely for you. Under it you need a nipple to a T, another nipple on the bottom and a screw-off end cap. From the side of the T you need a nipple which will eventually be adapted to your air supply. A scrapyard which has used plumbing pipe may have what you need except for the flange. In the floor flange, for a grate, you can weld within it a single short length of round stock, such as 3/4" x 1", or two short lengths of say 5/8".
For a stand/base for it perhaps find someone throwing out an old round BBQ grill. Modify it to hold your drum with the top at a suitable working height (about the same height as your kitchen table).
|
|
Ken Scharabok (Poor Boy)
- Tuesday, 05/08/07 06:54:54 EDT
|
Notching the Drum: That gives you a wind break which can be good. The problem with high walls is getting work to the hot spot. Notches work and are very practical for some work and too restrictive for others. But as I mentioned, this IS a limited use forge.
However, consider this. At the recent bladesmiths hammer-in I attended they used a small vertical gas forge of about 10" (25mm) diameter. It had two windows on either side of the vertical cylinder about 1.5"(38mm) x 3" (76mm). A sword was being forged through these restricted openings. See Don Fogg's web site for this type forge.
Note that for coke and charcoal a slightly deeper fire is needed than for soft coal. The hot spot in coal in a average blacksmiths forge is about 4" (100mm) from the bottom. In coke forges it is closer to 5" (125mm). However, this varies according to how fine the fuel is and how loose the fuel bed. Jewelers use charcoal fires of only an inch or so. Industrial forges have had coke fore pots that are several FEET deep. That is why I qualified the type of forge. This also illustrates the point that many solid fuel forge problems have to do with fuel size.
|
|
- guru
- Tuesday, 05/08/07 07:59:39 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|
