Hi,I have several steel bars I am trying to idetify. It is brittle,won't bend far befor breaking heated or not. It is not maliable at all. Gives of the same sparks as an old chisle. Seems to be a little lighter that expected. Help ?
|
|
- KennyB
- Thursday, 04/08/10 07:39:35 EDT
|
RE steel bars
It might be cast iron ... but that would have a very fuzzy yellow or red spark.... could also be a high carbon high alloy Stainless steel, or it could be wrought steel I had a bar of that that needed to be at a yellow heat or better to work it.. very red short.
depending on how hot you had it to bend it could also be any number of alloys that are prone to red short.
yep this is the truly fun part of working random bars of steel.
MP
|
|
mpmetal
- Thursday, 04/08/10 08:55:26 EDT
|
I think I'll go with a modern day topic, with references to the past(reccomended by my teacher). I know there is information on this website, but I also need more information on industrial scale forging, like drop forging and such. Thanks for the help!
|
|
- Jacob Lockhart
- Thursday, 04/08/10 11:07:04 EDT
|
Mystery Metals: Kenny, If the "steel" does not act like steel then besides the CI or red short something the MP mentioned, it could be non-ferrous. There are many metals that LOOK like iron/steel that are not. Start with a magnet to be sure it is iron before further testing. Is any of it rusted? That is also a good sign it is ferrous.
If it is iron and that brittle MP is probably right about it being cast. In the past couple decades there have been several manufacturers that made cast iron bar stock and it is still sold. While this sounds crazy it is not. The bar stock is continues cast in large billets then sawed to size. It is used in many applications where CI is better than steel such as for machine gibs and parts that need the dampening or stability of CI. When cast iron is needed for a one of or just a couple parts it is much cheaper than having patterns made and castings. Compared to castings it is very clean as there is no sand inclusions so it machines very well. We have had large and small parts made from it.
Then there is magnet alloy which is VERY brittle due to high carbon and nickle content. The harder the steel the stronger and more permanent the magnet. These are very specilized alloys and would probably already be magnetic without having been purposely magnetized. .
There are also hard nickle alloys but these too will look like stainless. They will be weakly or strongly magnetic depending on the amount of iron in them.
It could also possibly be a powdered metal product. If these are not processed properly they can be quite brittle OR they can be made to be very hard and brittle. Powdered metal technology allows combining metals that could not ordinarily be combined. They are pressed together at high temperature and in some cases cannot be mechanically distinguished from normal metal bar.
If non-ferrous then no telling and should be chemically tested. I have had metals like zirconium that you could not tell visually from stainless. Zirconium is 83% as dense as steel but spark tests with a stream of white sparks (it burns like magnesium).
There are many metals that LOOK similar to steel except they do not rust (the oxidize in other colors). Some can be tozic if heated
|
|
- guru
- Thursday, 04/08/10 11:20:25 EDT
|
Industrial Forging History: Jacob, for Industrial forging there are only a few relatively rare and expensive references. You will need to go to a good engineering school library. Some Universities have such references some do not. It is easiest to start with their on-line catalog (links available from the LOC).
Locally the University of Virgina has a very good engineering library seperate from the main library which makes it easier to use. Other schools like VA Tech and Duke University also have good engineering libraries. Where ever you are there should be such a school within a few hundred miles.
Industrial forging starts with wooden helved water powered trip hammers. These slow primitive machines were used well into the 1800's. In 1839 James Nasmyth made the first drawing of a steam hammer. A French company who's engineers, MM. Schneider and Bourdon, had seen the drawing built the first Nasmyth Hammer which was in heavy production by 1842. Nasmyth patented his hammer and manufactured many as well as licensing the manufacture. There are many Nasmyth hammers still in operation today and the modern steam or air powered drop hammer is virtually identical to the original drawing by Nasmyth.
Other forging machines did not come along until the end of the 19th century and many new machine thereafter but the Nasmyth type hammer still produces a large portion of the world's forgings.
|
|
- guru
- Thursday, 04/08/10 11:42:31 EDT
|
Websites are by their nature very limited and often very wrong in their information, are you restricted to them or can you use some books as well?
Egyptian Metalworking and tools" Shire press early iron age
"Cathedral Forge and Waterwheel" Gies & Gies covers medieval period
http://www.warehamforge.ca/ has good information on viking era smithing including in North America
"Divers Arts" Theophilus circa 1120 A.D. has some smithing info and is very useful as a *primary* source.
"De Re Metallica", mid 16th century, lots of technology involved in mining and refining of metals---*great* woodcuts!
"Mechanick Exercises" Moxon, published in 1703, much of it dates in the mid 1600's
"Diderot's Encyclopedia" The gem of the Enlightenment (late 1700's early 1800's) Also known for it's pictures.
"Iron Works on the Sagus"---early iron production in the USA
"Bond of Iron" a look at the use of slaves in iron manufacturing from the end of the American Revolution to the Civil War.
"Practical Blacksmithing" Richardson, a compilation of articles from a Blacksmithing Journal from 1889, 1890, 1891 (you didn't think forums were a *NEW* thing did you?) Interesting as it deals with the switch over from using real wrought iron to mild steel.
I'd ILL a bunch of these at the local library---or did you leave it till the last minute?
Or if you are near central OH and can get a parent to accompany you over to my smithy I have these and a bunch more in my personal library.
Thomas
|
|
Thomas P
- Thursday, 04/08/10 12:41:07 EDT
|
Thomas, Have you moved back to OH?
|
|
- guru
- Thursday, 04/08/10 12:50:58 EDT
|
Optional Libraries: As Thomas notes, Many smiths have significant personal libraries. I have all but two of the books Thomas lists but then my focus is a little different. I've got a few of those expensive ASM references that most folks don't have and quite a catalog collection plus about everything that can be found on locksmithing. Most of what is on our book review page is in my library. However, most of us know better than to loan books. You will have to make use of them on location.
Many blacksmithing organizations have libraries and DO loan the books to paid members. I would not want want to be the librarian. . .
Twice, I have had "apprentices" that had access to my entire library and neither one took advantage of the situation. Both did a lot of reading and studying various subjects but neither took advantage of the blacksmithing and metalworking books. . . Even when I threatened to test them on it.
|
|
- guru
- Thursday, 04/08/10 13:25:29 EDT
|
The Bars, They definitly react to a magnet, they have some rust but not near what you would think concidering were they spent the last 35 yrs. They also give a bright yellow popping spark on the grinder. Is there some where I can get them tested ? I've been told cast steel makes good knife blades ?
|
|
KennyB
- Thursday, 04/08/10 14:29:25 EDT
|
More Metalwork Books:
Don't forget "The Pirotechnia" by Biringuccio, Vannoccio (1480-1539?) ISBN 0-486-26134-4. A tad before Agricola, with more great illustrations, less mining and more metal, and even a chapter on the "Unquenchable Fire of Love"!
Also check out Saugus Ironworks ( www.nps.gov/sair/ ) and Hopewell Furnace ( www.nps.gov/hofu/ ), both units of the National Park Service, for further information and books about ironwork from the 17th - 19th centuries.
Warm and cloudy on the banks of the Potomac; severe T-storms due tonight. "Something wicked this way comes!"
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Thursday, 04/08/10 14:30:39 EDT
|
I have compiled and edited all the iForge demonstrations into a single volume. This was done primarily for my purposes to generate a Table of Contents and an Index to quickly locate items of interest. I have found this volume most useful and would like to make it available for others, if this hasn't already been done. Since you own the copyright on the source material I can't publish this on my own. I would like to discuss what could be done. I would be happy to send you a sample. The entire volume is too large for a practical e-mail. Please advise.
Mike O'Heeron
Stone Ridge Forge
|
|
Michael O'Heeron
- Thursday, 04/08/10 16:01:10 EDT
|
Sorry; I'm still in NM; couldn't edit the brain fart.
Proof then post!
I have several of the ASM handbooks too, the 1948 "complete" and a more modern desktop and of course vol 2 "Heat Treating" and a couple of others that have come into my clutches.
The local library sale is this Saturday and being in a university community I may snag a couple of more interesting tomes.
I have found it amusing that a lot of young folks will spend hours on the web reading really poorly researched websites and then tell me that they couldn't spend 1/2 that amount of time reading a well researched book. Books *cost* to produce so there is generally a better review of material in them before they go to press. (non-fiction ones that is)
Thomas
|
|
Thomas P
- Thursday, 04/08/10 17:17:19 EDT
|
I went to the Blacksmith's journal web site and got a warning message from Google. Does anyone know what the situation is?
|
|
John Odom
- Thursday, 04/08/10 18:09:08 EDT
|
Michael, Thank you for asking, I will contact you by e-mail.
|
|
- guru
- Thursday, 04/08/10 18:11:43 EDT
|
Blocking the Top50 list: John, The problem is sites on the top 50 list including one in China and two with non-Western names.
This is a wide ranging problem and can happen to ANY site that has external links and especially sites that have automatic systems allowing people to put links on their sites. It could happen to us. However, many sites with known automatic systems are currently under attack by hackers and spammers and it is MUCH more likely to happen to them.
Last year we had to shut down our web-ring membership form because it was a common form used by a well known system. While WE do not automatically list sites without a personal review many others DO. Our form was being hit by a robotic system that was applying for the web ring several times a day and at an increasing rate. Some was just plain SPAM, some was attempting to post lists of web addresses - mostly for certain enhancement products and related sites. Some of these COULD have been attack sites. I did not look at them, just deleted the entries. We eventually fixed the form but it was a technical job that took some imagination.
Our current contact form has to ask if you are human and run other tests to be sure the access is not robotic. THEN the actual submission program must scan for links and suspicious words and reject the mail if it contains hot links or those words. It is a terrible thing for a business to have to do. But it is life on the web.
Imagine the idiotic and vile logic of sending mail to a webmaster or business via a contact form that has been put into place specifically to avoid that mail. In many cases to get past forms that block robots (and those stupid "captcha" codes they now have boiler rooms full of slave wage form stuffers. But even these can be blocked with ingenuity.
IF the folks at the Journal are paying attention they will have removed the links and contacted google about the block. However, if it continues many sites will have to remove their links to the Top50 list.
|
|
- guru
- Thursday, 04/08/10 20:10:06 EDT
|
In your designs you have tools made out of railroad rail. How do you go about cutting the rail to size before shaping?
|
|
Adam Grillot
- Thursday, 04/08/10 20:11:49 EDT
|
In your designs you have tools made out of railroad rail. How do you go about cutting the rail to size before shaping?
|
|
Adam Grillot
- Thursday, 04/08/10 20:11:49 EDT
|
In addition to the other books mentioned, I'd suggest "The Making, Shaping, and Treating of Steel" available in many editions, as it was originally published by the Carnegie Steel Company, later by US Steel, and I'm not certain who the current publisher is.
I'd also add books by R. F. Tylecote, such as "The History of Metallurgy" and Barraclough's 2 edition volume addressing Steel Making before Bessemer - you'll have to get those from a library, they're no longer available new and probably darn hard to find used. The last I checked that Tylecote book is still in print and available and not too outrageous in price. Making, Shaping, & Treating is readily available on the used book market.
|
|
- Gavainh
- Thursday, 04/08/10 21:30:44 EDT
|
On the above posts,there was a mention of cast steel bars, another that they might make good knife blades. Guru, could this be dendritic steel ? If so, metal removal might make a good knife with coarse grain edge ? Any heat treatment would alter the grain structure ?
|
|
Mike T.
- Thursday, 04/08/10 21:52:38 EDT
|
Cutting RR-rail: It can be flame cut (the most common method) but it can also be sawn by hand or with a large enough power saw. The railroads use large chop saws (abrasive wheel saw). Old worn rail should have the work hardened areas ground clean before sawing. These areas often have cracks and cold shuts due to the metal deforming (actually smearing) under high load. Grinding will show these places by the heat affected edges. Removing work hardened areas may save a saw blade.
Except for work hardening RR-rail is not particularly hard as found. However, it is high enough carbon to harden very well. Any torch cut areas can also have very hard areas that could wreck saws, drills and files.
|
|
- guru
- Thursday, 04/08/10 22:53:26 EDT
|
Mike, If this is a very odd steel then the only way to tell will be to have a metallurgical lab test it and determine what it is.
The world is full of some very strange stuff, especially if you raid scrap yards that deal with high tech industry.
Example, I have a slab of what looks like graphite but it is filled with copper looking particles. It is much heavier than graphite so there must be a high percentage of copper or other metals. I have tried to research it but nothing obvious pops up. There are patents for similar, articles about bearing substances where the copper is a heat conductor, and one article in a nuclear testing publication (not completely on line - just the teaser). It is also possibly an electrical brush material OR an Anode for Lithium-ion batteries. . . Also lots of phrases like "Positron lifetime spectroscopy on the mechanically alloyed ..." So what the heck is it?
Many non-sparking tools are made of beryllium bronze. Beryllium dust is very toxic yet it is very likely found in almost all scrap brass. . . Large pieces are found in Be Bronze sledge hammers and hard bronze faced hammers. But wrenches and other tools are made of it.
THEN there are the two know cases where scrappers stole medical irradiation equipment containing Cobalt 60. One batch got spread all over a small village and contaminated a bunch of kids. . The other got melted with iron in a Mexican foundry and made into resturant furniture destined for some place in the U.S.
In a technical society scrap can be ANYTHING. . .
|
|
- guru
- Thursday, 04/08/10 23:21:11 EDT
|
I need to repair the edge of my 150# Peter Wright anvil as it is badly chipped along it's entire length. Can you advise on welding rod/wire and process?
|
|
- Pete
- Friday, 04/09/10 09:31:48 EDT
|
I have a 150# Peter Wright anvil which is badly chipped along one edge. I would like to know what rod or wire you would recomend and also the process such as preheating.
|
|
Peter
- Friday, 04/09/10 09:36:13 EDT
|
Pete, there is chipped, and then there is CHIPPED. We generally recommend NOT to make any weld repairs on an anvil unless absolutely necessary. This is especially true of a classic like a Peter Wright
First, if the edges are mushroomed then chipped the mushrooming can often be ground off from the side and leave an near perfect corner. Often any remaining chipping can dressed our by radiusing the corners. See Dressing anvil corners, suggested radii.
Chipping is often the result of too hard an edge that SHOULD have been radiusd in the first place. Severe chipping is often caused by strikers missing and striking the edge. This usually occurs toward the middle of the anvil. However, if the chipping is all along the edge then it is likely too hard.
IF there is no mushrooming to remove then it may still be possible to grind the sides with a very slight slope of just a few degrees to remove the majority of the chipping, followed by radiusing the corners. I radius the edge in a straight line, then dress remaining chips gently to give then round edges that will not mark work. While this is not perfect it is still much preferable to welding. After welding you are going to need to do a lot of grinding as well and may end up doing the same.
Preheat on an anvil partially depends on the amount of weld you are going to apply. 350°F (177°C) is recommended because this is the maximum temperature at which there is little or no change in temper. However, the welding is going to cause hotter localized heating.
To make an invisible weld (color match) a common non-alloy rod should be used. Your next choice is a high manganese rod used for welding tool steel. The manganese gives the weld some hardenability. The last choice is a hard facing type rod which we do not recommend. These are often too hard and their color will always be obvious. Peen the beads after every pass.
If there are just a couple chips I would just round their edges and work around them. It is much better than screwing up a perfectly good anvil.
|
|
- guru
- Friday, 04/09/10 10:18:47 EDT
|
More about Chipped edges. . .
Many of us who started with old anvils that were often damaged on one edge (the far side) leaned to use anvils left handed (backwards with the horn to the right). This made the far edge that you work on the most the good side of the anvil.
Right and Left???
Yes there is a right handed and a left handed working position when working at an anvil. There are two general working positions at an anvil. The common position, standing beside the anvil with the horn to your off hand side and the optional position standing behind the heel of the anvil.
In the common position you want the horn to your off hand side for a good reason. IF you have anything bent around the horn of the anvil when you take it off the horn you move it away from your body. IF you work backwards with the horn opposite your off hand then you pull the work toward your body. Besides being slightly dangerous it is also cumbersome.
Standing behind the heel of the anvil has the advantage of being able to see better where the end of the work is relative to the edge of the anvil AND see over the edge of the anvil. It also makes angling the hammer face to meet a taper better. There are generally no lefts and rights in the position. And as in the common position work wrapped around the horn is removed away from one's body.
The fact is there is no fixed position for working at an anvil. The smith should learn to work from any position that gives an advantage as well as to learn to use every surface of the anvil to advantage.
That said, many anvils are right handed, just as most tools are right handed. Anvils that have upsetting blocks and side clips have them on the far side which is best for the right handed worker.
|
|
- guru
- Friday, 04/09/10 11:02:46 EDT
|
Myth or Not:
In recent years folks have been teaching that "aiming" a hammer by resting your thumb on the back of the hammer handle is bad practice and could result in nerve damage.
Now we have a current author that trains people to put their thumb on the back of the hammer.
Should this be exposed as a dangerous practice?
I've tried to do some research online but cannot find any medical opinion on this. Is this just another modern myth spread like others? I'm looking for REAL concrete evidence, a scientific study, proof other than hearsay.
|
|
- guru
- Friday, 04/09/10 13:45:08 EDT
|
Anvil edges" It's a simple task to make a hardy tool with sharp edges if you need them for a process.
With a little skill you can make it so all 4 edges can be used either to keep a crisp edge available or to round each one to a different diameter.
Thomas
|
|
Thomas P
- Friday, 04/09/10 17:18:40 EDT
|
GURU, working in the safety field, I have never heard the one about thumb on top, except as taught by the supposed "Ergonomic Hammer technique Folks"
I have had ergo training, and the training I have recieved from various sources, including a medical doctor with a mechanical engineering degree as well was that the primary thing to look for in wrist and fingers is nuetral position.
Imagine the arm is in front of you with the arm and palm and fingers parellel to the floor. thumb in the relaxed position. This would have all the joints from the wrist out nuetral . Now if you raise the hand at the wrist that is no longer nuetral in one axis. flex the hand up and to the side and now not nuertal in 2 axis.
In ergo it is always taught that the factors are multiplied. So... Wrist flexed and hard pinch grip and cold and heavy repetition and vibration all are multiplied to be much worse than any one of those factors.
That said, If you grip a hammer, with the thumb slightly down and wrapped around the handle that looks very nuetral to me for the thumb. Thumb on top does move the thumb from nuetral slightly. I suspect the issue is overblown. But then I don't use a "Name" club style hammer. I do use a diagonal peen when demo'ing and doing heavy hand drawing, as this has greatly helped my elbow position, as well as shoulder and back position. One self proclaimed authority stated that no such thing as a diagonal peen is needed.
I do have torn rotator cuffs, virus damaged elbows wrists and fingers, and if I use a CLUB style I am unable to continue in minutes, and a straight peen will stop me in an hour or so. I regularly do 9 hour demos and use the diagonal peen.
I think that the key to "ergonomic Hammer Technique" is first and foremost for folks my age a powerhammer.
Second is properly shaped handles, and good swing technique to MOVE metal with the fewest blows and the least energy on the smith's part. This involves a decent lenght handle to get velocity. Velocity times mass is the answer for energy transfer. A fast 2 pound hammer equals a slow 4 pound in most cases, and is much easier on the smith. I swing by raising the hammer above my head and get that velocity, easily, without pushing. And I move the metal and can do it for a reasonable time, even damaged as I am.
I do not often place the thumb on top as I have to use the thumb and ring and little finger to grip as I have little power/control of the first two fingers of my hammer hand. I do stretching exercises holding the hammer at arm extension from time to time during the day. Also, I STOP when it hurts. Hurts means your body is trying to tell you to stop what you are doing.
I also have my anvils with the horn to the right, and find that best for me.
|
|
ptree
- Friday, 04/09/10 17:19:18 EDT
|
Yes, the most ergonomic technique as you get older IS a power hammer.
I tend to agree with everything you have to say. I use common blacksmith hammers but thought about and made drawings of diagonal peen hammers back in the 70's. . . but never made one nor do I own one now. But I suspect they have a lot of benefits to some folks.
As to hammer type I think it is largely what you are used to. A good friend swears that the Swedish style hammer is the best. I have one but it is a little too heavy for me. I think one of the major problems with hammers today is you can no longer get them in the weight increments you used be able to. The only style that comes in small steps is the German type sold by MOB, BlacksmithsDepot and others. I would like to see other styles in those smaller weight increments.
|
|
- guru
- Friday, 04/09/10 17:46:22 EDT
|
Update on the 18th-century forge project: Tried out the concertina bellows, using a two-input pipe setup I cobbled together. I welded two 3/4" pipes in a V, so the "exhaust" of one sort of angled past the other's; had this combined output go into a conical nozzle that actually was the tuyere. Mortared this assembly into place with clay/grog mix.
Fired up 2 days later, worked for about an hour heating and forging small work (3/8" square rod). Worked well! Managed to burn the end off one of the rods, in fact. Best part was that after nearly 60 minutes of operation, the input pipes were cool enough to grip with the hands, probably about 150 degrees or so. Does not seem to be any backdraft.
City of Tucson has given the green light, so we may be building this thing in May. Thanks for everyone's input!
|
|
- Eric T
- Friday, 04/09/10 19:17:18 EDT
|
I have this small book by Charles Cacha, "Ergonomics and Safety in Hand Tool Design." It is full of information, but it is approaching the subject as a text book. The author does talk about a 10º drop on a hammer handle from about its mid-length to keep the wrist straight at the time of impact. The drawing shows a claw hammer.
In terms of kinesiology, a unique "saddle joint" is mentioned at the base of the thumb, the drawing indicating a joint within the central "ham" of the palm. Two concave surfaces are in contact within at right angles, allowing two degrees of freedom.
The thumb can flex, moving away from radius and toward the index finger. Thumb extension is movement away from the index finge. Abduction is moving the thumb towards the palm. Adduction is moving the thumb away from the palm.
Knowing this and a couple of bucks might get you a cup of coffee.
One of my first purchased smithing books was "Plain and Ornamental Forging," and Schwarzkopf has a drawing of the thumb very much wrapped around the hammer handle. In fact, it is overdrawn; the thumb is overly long. I have taken my clue from that drawing over the years. Furthermore, I am a tennis player of old, and my mentor/teacher told me on the first day of lessons to "shake hands with the racket." I did so with the thumb wrapped around. This grip is still often taught, sometimes called "The Eastern." This is pretty much what I have my people do when they are struggling with a handhold on a hammer haft.
I have talked to smiths who hold the thumb on top, and they claim better accuracy by doing so.
Charles Cacha has a decent bibliography and studies have been done in the areas of pathology, anthropometry, biomechanics, kinesiology, ergonomics, and safety. As with many scholarly endeavors, I suspect some of it is airy fairy, and the scholars need to get a little cutting oil on their elbows.
|
|
- Frank Turley
- Friday, 04/09/10 19:18:56 EDT
|
I'm a little late on this, but I've seen suggestions to saw railroad rail from the bottom, stopping when you reach the work hardened face of the rail. Then break the pieces apart. Seemed like a good way to avoid sawing the hard bits without requiring too much grinding.
|
|
Mike BR
- Friday, 04/09/10 19:29:52 EDT
|
Mike, Good suggestion. Generally a good HD saw will go right through it all including the work hardened stuff. Its the smaller and marginal size saws that have trouble with it.
|
|
- guru
- Friday, 04/09/10 20:29:07 EDT
|
Eric: Are you running coal or lump charcoal for your tests?
Where are they planning on building it?
Should I alert our friends at the Western Archeological and Conservation Center?
Inquisitioning minds want to know. ;-)
|
|
Bruce Blackistone (Atli)
- Friday, 04/09/10 20:49:00 EDT
|
Me and my family are goin on vacation in a month or so to Pigeon Forge TN. I would like to find old blacksmith history will be in the area for 6 days or so , does anyone have any idea's of things to see!
thanks
|
|
Pat Smith
- Friday, 04/09/10 22:17:31 EDT
|
Is there any problem with the fumes from putting painted "powder coated" scrap metal into the forge.
|
|
Carver Jake
- Saturday, 04/10/10 00:25:48 EDT
|
I've done the all-too-frowned-upon practice of hard face welding up corners on my anvil. On most anvils the first 2 or 3 inches of face behind the table is radiused. I find that that area does best as being built up with hard facing rod, then ground down to match the rest of the anvil with a nice sharp corner. The whole rest of the edge is radiused (from chip cleanup). The sharp corner on the front works like a hot cut hardie sometimes, I like it when I have a fuller or other tool occupying the hardie hole. Otherwise I seldom use the sharp corner, maybe for forging a 90 degree bend for a clean inside corner. I also find it is easier to control pre and post heat on the corner edge as the anvil act less like a heat sink in that area. Once in a while I will polish the entire anvil face to a mirror finish. I've never noticed any color difference in weldment.
|
|
- Nippulini
- Saturday, 04/10/10 07:38:06 EDT
|
Pat Smith:
While Pigeon Forge was named for the small bloomery ironworks along the Little Pigeon River, that particular forge went out of business in the 1830s and nobody knows where it once was. Thanks to the incredible tourist-oriented development of the place, it's amazing if you can see a patch of bare ground that hasn't been bulldozed from somewhere else. I'm from the area, and have seen it go from a small, kitschy fun place to a massive, overbuilt, overdeveloped nightmare of shopping and so-called entertainment, mostly in the last ten years. Can you tell I don't like it? (grin!) It has gone from a two-lane road with maybe ten stores and five attractions to a ten-lane asphalt jungle with something like 2500 stores and maybe 150 "attractions," the latest of which is a 1/2 scale replica of the Titanic, complete with actual artifacts.
You have two stops for smithing types of stuff in the area: Smoky Mountain Knife Works has a small bladesmithing display area, ioncluding a few nice old stone grinding wheel machines.
For actual blacksmithing, you'll have to go to Dollywood. Hang a left inside the gate and walk up the "street" until you hear the anvil ringing. If you're lucky my friend Richard Williams will be at the forge. He (and the rest of them, for that matter) can answer many questions and show you some nifty tricks of the trade.
For more history, cut across Wear's Valley Road from Pigeon Forge to Townsend and thence on to Cade's Cove. It's a long slow one-way drive around the loop road, but there's genuine history at each of the stops and you can even go on short hikes to clear your head of the exhaust fumes. The only smithing-related stuff is at Cable Mill in the form of the old blacksmith shop, an open-sided log shop with not much to see. The ironworks that once existed on Abrams Creek is long gone, but they found the head from the giant helve hammer in the creek a couple of years ago and it is on display. The works in the mill are pretty nifty as well. Be alert when driving the loop road, though, as there are frequent traffic jams caused by wildlife sightings. Note that to some RVs with Florida or NJ plates cows are considered photographable wildlife!
If you're lucky, you may find an anvil or a crank blower at one of the many antique shops along highway 66 between Sevierville and I-40, but you'll pay tourist-type prices for 'em. The last anvil I saw was a badly chipped 100 lb. Trenton, for which they wanted $450. You can often find tongs for a pretty good price, though.
|
|
Alan-L
- Saturday, 04/10/10 08:11:00 EDT
|
Thanks,Alan I am staying in a cabin in wears valley, thought about going over into North Carolina, have seen some iron work on tv that looked pretty good also,so u are like me sitting in traffic, SAYING come on people they are just COWS!! LOL!!
|
|
Pat Smith
- Saturday, 04/10/10 09:36:52 EDT
|
Guru
That mystery graphite stuff you mentioned sounds a lot like copper-tungsten impregnated graphite used for EDM electrodes. It is generally somewhat more expensive than the various grades of plain graphite but the improved performance qualities are worth the money when accuracy of detail is required.
|
|
- Tom H
- Saturday, 04/10/10 15:04:57 EDT
|
Tom, THAT may be what it is. It came from a non-rad side machine shop of a nuclear support company. They did some of their own EDM but subed most of it out. However, they always made their own electrodes. Nice big chunk. . . The tungsten would explain some of the density as well as the copper.
|
|
- guru
- Saturday, 04/10/10 17:05:36 EDT
|
is this a good set up for a post vice? it is imposible for me to move, short of digging it out, but i am worried it may need a bracket to hold the leg still. http://s982.photobucket.com/albums/ae305/tenderfoot_photos/leg%20vise/?action=view¤t=photo-9.jpg&newest=1
this is my new to me 5in post vice. it is about 60lbs, so rather small IMO. maybe i need another, bigger one (grin)
|
|
- bigfoot
- Saturday, 04/10/10 17:20:42 EDT
|
That is a pretty common setup for a leg vise including in a shop (with dirt floors). The block on the ground will help hold the leg in place IF its pinned top the ground. That block is also going to take all the down load from hammering and tightening the vise screw. So it needs to be sunk in the ground or resting on hard ground.
May I use your photo?
|
|
- guru
- Saturday, 04/10/10 18:34:17 EDT
|
guru, the photo, is al yours as long as i get to keep using it. i can take a better one tommorow, if you want me to. please email me with the details (i don't want to end up in trouble if i repost that with you). i am going to sink the bottom piece a few inches into the ground now, since it does seem to wobble some.
|
|
bigfoot
- Saturday, 04/10/10 18:44:30 EDT
|
wow my last post is confusing. Guru, i am happy to let you use my photo, but i would like to be allowed to use it myslef (since you will copyright it, i assume). the bottom bit needs to be sunk into the ground a few inches, but other then that the set up is rock solid (litterally since it is in 300lbs of concrete)
|
|
bigfoot
- Saturday, 04/10/10 18:47:10 EDT
|
if it matters the jaws of the vice are 49 inches off off the ground (just bareley elbow height for me).
|
|
bigfoot
- Saturday, 04/10/10 18:48:11 EDT
|
HD saw?????
|
|
Adam Grillot
- Saturday, 04/10/10 18:59:15 EDT
|
HD saw?????
|
|
Adam Grillot
- Saturday, 04/10/10 18:59:16 EDT
|
Hello guru,
I was wondering if you could tell me how to make a sword? No just kidding. I just stumbled across your web site by accident and read your response to the questions from people asking how to make a sword. I myself am a metal fabricator and pressure welder and I really appericiated your response. Many people don't think of the 1000's of hours a skilled tradesman puts in to learn his craft and then after he goes out on his own the hours he "should" put in to be better at his craft(like I was doing when I stumbbled on this web site. Hats off to you for a well formulated response. After I read your artical on sword making I think I will stick to making my own chisels and punches and leave the sword making to the people trying to save civilization. May the sparks stay out of your eyes and your anvil never crack.
|
|
Paul McIver
- Saturday, 04/10/10 19:29:30 EDT
|
Heavy Duty (HD) saw.
|
|
- guru
- Saturday, 04/10/10 19:31:14 EDT
|
Copyrights:
Bigfoot, Photographers, artists, writers, programmers that create works for publishers retain copyright in their works unless the work is "for hire" and specifically covered by a contract as a work for hire. Contracts can have limitations or not.
The tricky terms are your TOS on photo hosting sites (a contract). You generally give away the rights to your work. Yes, you can still use it but so can they. They can even sell it (individually or in aggregate). Read the terms closely any time you post anything on the web. Also note that the terms say THEY can change the terms at any time that THEY want. Such as what Yahoo did when they bought the original Web-Ring system and locked out all the ring masters who had created art, and communities by their labors inviting people to join their web rings and maintaining the integrity of those communities. It all belonged to Web-Ring, Inc. and THEY sold it. It can happen to YOU.
Your vise photo is a nice general composition except for the lighting, focus, trash. . . . Before I'd use it the only thing that will be left is the composition with the trash removed. But getting that good angle just right on something is a trick. Many people can not do it even when they try.
|
|
- guru
- Saturday, 04/10/10 19:49:46 EDT
|
Paul,
Thanks. You would be amazed at some of the responses I get from folks that couldn't open a can with a manual can opener. . . they REALLY think there is a secret I am not revealing. . .
|
|
- guru
- Saturday, 04/10/10 19:51:58 EDT
|
that it what i thot
|
|
Adam Grillot
- Saturday, 04/10/10 20:05:42 EDT
|
guru are you impling i am a good photographer? LOL. and none of that is garbage, it is just waiting to find a use (no joke, the cinder blocks kept the post straight while the cement was curing). the angle was dumb luck. i can try to take a better photo tommorow in better lighting, if you want me to (i am happy to help out this site).
|
|
bigfoot
- Saturday, 04/10/10 20:11:24 EDT
|
Guru,
I'm trying to decide which type of power hammer I want to buy or possibly build. I know most of the pros and cons for the different types of hammers but am curious as how dovetail type dies are machined. Are the dovetails milled with a taper that matches the wedges taper or are they milled parallel but a little loose with tapered wedges filling in the space. Thanks
|
|
landon
- Saturday, 04/10/10 20:51:39 EDT
|
Bigfoot, You just have a talent for centering the subject matter from a good natural position.
|
|
- guru
- Saturday, 04/10/10 21:34:23 EDT
|
Hammer Die Holders: Most machine dovetails are straight and the dies tapered. I've machined dies by using the wedge to hold them at an angle while machining the dovetail.
Late Little Giant top dies have the taper in the ram and the wedge has both the taper and dovetail angle. . . A compound angle that is loads of fun to make.
I've seen hammers that had straight dovetails and straight dies with double wedges.
Bull, Trip Air, Phoenix and the Early Big BLU's all used bolt on dies using two 1/2" bolts. This has a bit of an alignment issue when the die steel is welded to the flange. Phoenix now uses machined flanges (dies from round stock) and Big BLU now uses straight dovetails and straight dies with set screws. Both solve the alignment problems.
Some of the oddest dies are those for Fairbanks These have the dovetail at 90° to the die. They used a large offset cross shaped tool steel casting. These would be very wasteful to machine from solid.
At least one DIY hammer builder used 1" round shanks (like a punch press or flypress) for his die mounting.
Today many small hammers get modified with various tool holders via clamping, bolting or welding. Bill Epps had a big piece of 2" plate replacing the lower die on one of his hammers. Various small and large dies bolted to the top and sides of this block. It also had a socket and lock screw for clapper dies.
In Lillico's book on blacksmithing he shows an assembly like a modern die set with shearing dies like ironworker dies to be affied to a large steam hammer anvil.
Choices, choices. . .
|
|
- guru
- Saturday, 04/10/10 22:20:48 EDT
|
. . "affixed" to a large steam hammer anvil. . .
|
|
- guru
- Saturday, 04/10/10 22:27:06 EDT
|
Bruce: Did both coal and charcoal in my tests, and both worked fine, but charcoal "snaps and spits" a lot. I don't have much difficulty with that, but for a demo area, with people (with kids) standing around... coal is a lot quieter!
Don't alert anyone yet; I don't plan to build this thing until May at the earliest.
ET
|
|
- Eric T
- Saturday, 04/10/10 23:55:21 EDT
|
On the Massey the taper is on the hammer. To me this is a much better way to do it as the hammer is made only once but you may machine dies many times.
|
|
- JNewman
- Sunday, 04/11/10 07:21:27 EDT
|
landon: Nazel Hammers use a compound taper on one side of the dovetail with ONE wedge holding the dies tight on the compound side. The dies are machined straight with a 5% angle on both sides. The hammers ram and sow block are machined straight on one side and the other side gets the compound taper with matching wedge. Typically hammers set up this way use of only ONE wedge per die. Usually when wedges are needed for hammers set up this way it requires the use of a milling machine or shaper to get the correct angle and taper. When making wedges this way it’s best to have them made of hardened material.
I prefer and it is much simpler if the dies, ram and sow block all have a straight 5% angle without any compound taper. This method uses TWO opposing wedges on both sides of the dies working against each other holding the dies tight. This way it’s much simpler to make wedges. Our Bradley uses this method and we us a 20” disc sander/grinder to make wedges out of mild steel.
Regardless of which method is used either one or two wedges per die a general rule of thumb for the taper 1/8” per foot.
|
|
Bruce Wallace
- Sunday, 04/11/10 10:08:15 EDT
|
Dovetail types and corners: Also note that on industrial hammers the corners of the dovetail are rounded to reduce stress concentration and possible cracks and breakage. The back edge of the die is rounded a little more than the dovetail so it clears the corner (just a little). The front wedged side is almost sharp, usually flattened lightly. The wedge is just enough narrower than the depth of the dovetail that it clears the radius in the dovetail. Occasionally they would be radiused to fit.
Also note that there are two die types. Dies that rest on the shoulders of the dovetail and dies that rest on the bottom of the dovetail. As it is almost impossible to do both they are clearly one way or the other. Those that rest on the shoulders are usually quite large dies and those that rest on the bottom are narrow and no larger than the bottom of the dovetail.
When Changing Dies or Holders: It is VERY IMPORTANT to understand you hammer and its travel limitations. All power hammers have a limited stroke, especially in the downward striking direction. Most of the old industrial hammers have a mark on the ram that it is not supposed to travel farther than. This is important when setting up the anvil AND if changing die designs. One inch, possibly less, over travel and you can wreck the machine.
On the current hammer we are building there is 1/4" end clearance on a couple blocks on the ram at full travel. 1/4 inch (7mm) can be a lot, or very little. But it is enough. Knowing this minimum point, there is no problem. But ignore it and things could get broken.
On hammers that appear to have greater lower limits the problem can be great loss of efficiency.
Lots of details to think about, or not. .
|
|
- guru
- Sunday, 04/11/10 12:13:51 EDT
|
Pat -
Just down the road from Pigeon Forge is the equally kitschy town of Gatlinburg. There's a good craft school there called Arrowmont. No smithing but a great metalshop, woodturning, ceramics,etc. Most of the workshops are in the summer and they get some incredible instructors. They have a gallery, craft library, and bookstore and do nightly slideshows (in high season).
|
|
- jamie
- Sunday, 04/11/10 13:55:03 EDT
|
does anyone know how to make a twisting wrench and what stock size to use? i need to make one for 3/4in sqaure or 1in sqaure (i don't think i can buy one in that size). i have a rough idea, but i am not sure.
|
|
bigfoot
- Sunday, 04/11/10 15:12:39 EDT
|
I want to etch designs into metal, tool steel and regular c-rolled....any alternatives to nitric acid, sulphuric acids?....
|
|
art kunstmann
- Sunday, 04/11/10 15:20:54 EDT
|
Thanks Guru and Bruce for the great info on dies and wedges.
|
|
landon
- Sunday, 04/11/10 15:57:05 EDT
|
art i am no expert, but how i do etching is to use vinegar and a battery. if you are making bubbles reverse the connection. d cells seem to work fine for 1 or 2 small (3-4in) blades. it is slow (like over night if you want a deep etch) but works well enought for me.
|
|
bigfoot
- Sunday, 04/11/10 15:59:07 EDT
|
I have a trenton anvil and i would like to know the age but i cant find the serial number. It say trenton inside a diamond, solid wrought written in a circl and 122 at the bottom. can you help me out please?
|
|
waylon
- Sunday, 04/11/10 16:09:21 EDT
|
Bigfoot, Large twisting wrenches are made a variety of ways. Most methods start with a large piece of flat stock the size of the wrench jaws plus some. In mild steel it needs to be nearly as thick as the dimension of the jaw opening, as much as half if high carbon or alloy steel.
The handle can be flame cut from a large piece or drawn out from a smaller piece. A handle used for hot work does not need to be very heavy but for cold work or use as a scrolling wrench it should start at about 2-3 diameters and taper to 1 diameter. While the jaws can be punched and forged they are often sawed out to fit.
Currently the commercial twisting wrenches available are either plasma cut or the jaws machined.
|
|
- guru
- Sunday, 04/11/10 16:42:55 EDT
|
guru, i am sorry i was not clear. i was reffering to the old syle of a s or z shaped bar. i have no welding equipment so i need to rely on my forge. i am just not sure how to get a clean counter bend on it.
|
|
bigfoot
- Sunday, 04/11/10 16:52:15 EDT
|
speaking of plasma cutters, i know a fellow that has one. (grin)
|
|
bigfoot
- Sunday, 04/11/10 16:52:49 EDT
|
My brain is a little blank on "Z" shaped.. . Do you mean with two sizes of jaws facing opposite directions?
If you start with round bar stock of say 1" or a little larger, draw out the ends then make your Z then flatten it, you will have enough material in the middle to form the two jaws. Do so leaving the openings undersized so that you can hand fit them by sawing and filing. This will prevent problems forming inside corners which often end up with cold shuts in this type part. The same forging could be made from flat stock with punching and cutting out the jaws. You could save some material by rough fullering the jaw openings.
The advantage of flat stock in these forgings is when fullering against the narrow direction the stock moves more easily than from round or square and you can start with a fairly wide piece and draw it out rapidly. This works well on tongs from flat bar as well. A recycled drawing follows. .
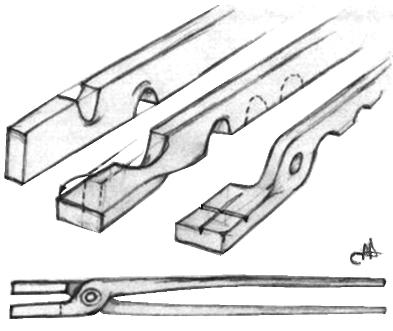
|
|
- guru
- Sunday, 04/11/10 18:23:54 EDT
|
Bigfoot,
Weygers' "The Modern Blacksmith" has a chapter on open-end and box wrenches. That might give you some ideas if you can get hold of it. I just checked my copy to be sure that's where I saw it, but not having studied Italian I can't tell you what it says.
|
|
Mike BR
- Sunday, 04/11/10 19:41:55 EDT
|
I plan on getting my hands on copy of the modern blacsmith. i will talk to my 'contact' (a blacksmith/machinist/welder/mechanic) of mine who should know a thing or two about this. If i can get my hands on some 3/8 by 3/4in bars i should be able to pound one out tommorow (i hope). Thanks for the tip Mike.
Guru, yes i do mean two jaws in opposite directions, the more a tool can do the better, you know.
|
|
bigfoot
- Sunday, 04/11/10 20:10:39 EDT
|
Spanners are forged by producing a round end a little smaller than the expected size. A hole about 1/6 the diameter is punched then a slit is made between the outside and the hole. Then the jaws are spread and shaped to the desired size.
One of the best books for this type tool is Lillico's Blacksmith's Manual Illustrated.
For a Z shaped twisting wrench I would make one from 3/8" or 1/2" stock prior to making a larger one. Its much easier to practice small then have an idea what will be needed when forging the large stock which requires planning of each step.
|
|
- guru
- Sunday, 04/11/10 21:04:19 EDT
|
The Z or S shaped wrenches are an old fashioned type. For twisting 3/4" square, I would use 3/4" square MS, starting with at least a 30" length. You'll need a couple of cold sizers to insert between the two bends. Make one bend a little eccentric of the center of the bar, insert the 3/4" sizer and hammer into a parallel legged U. With another bright heat and the sizer inserted, take a vise hold, and bend the longer leg at about a right angle. Remove it, take another heat, and hammer another U while attempting to keep both sizers in place. The other one might be 5/8" for example. It's easier to use spacer/sizers that are wider than the wrench stock. If all you have is 3/4" square, then lay it back on itself to get a 1 1/2" wide head. Leave some length for a handle. After the layback, hammer out the inside upset, taking it back to 3/4" thick, and flatting it.
|
|
- Frank Turley
- Sunday, 04/11/10 22:33:37 EDT
|
Dear Guru, I am in the process of making my first air hammer. I used the prints sold by david Robertson of Ontario, Canada. He says it needs at least 10 cfm at 90 psi. My compressor is a 60 gal Ingersoll Rand that produces 12.5cfm at 90 psi. Rather than trying to sell the compressor and purchase a larger and more expensive compressor, I was told i could add a second air tank to cut down on the compressor turning on and off. Another friend told me to add a smaller compressor to the line with a check valve, and that would assist my compressor. Need some advice. Thanks-Jeremy
|
|
Jeremy Burdette
- Sunday, 04/11/10 23:10:11 EDT
|
Jeremy, First, There are air compressors and their are air compressors. While IR makes mostly HD industrial duty air compressors they also make smaller domestic or hobby shop duty compressors. I believe this is what you have. Compare is to the smallest IR sold by Big BLU which has an 80 gallon tank at 175 PSI. They sell this compressor with their hammers but tell the customers this is not for commercial duty.
Note that big box store domestic duty air compressors use a phony "peak HP" rating for the motors which is about double what the REAL HP would be on a commercial unit. It might say 6HP but in fact it is a 3HP or less motor.
I have no information about the plans you used, the hammer capacity or how close you followed those plans. Minor changes can make a big difference in air requirements.
I will say this, a little over a decade ago when the first small fabricated air hammers came out EVERYONE under rated their air needs. There were claims they could run on little K-mart 5HP compressors (which are not really 5 HP and are designed for about a 20% duty cycle). Everyone has backed off these claims because they were unrealistic.
To run a 100 pound air hammer in productive service requires a 5 HP COMMERCIAL air compressor PLUS an air dryer. To run it in commercial service requires at least 7.5 HP compressor. This is REAL HP at the speed the motor normally runs, not peak surge HP. In commercial service the Chambersburg 100 pound utility hammer required 10 HP.
Adding more tank will just cause the compressor to work longer (past its duty cycle) when it pumps up. Your compressor is designed to NEED a cool off cycle at lease as long as the pump up cycle. Adding a booster compressor is an expense that is not going to add a lot of performance for the money spent. It will require independent controls (pressure switch). Some compressors are designed for a "booster" such as a two stage compressor. But others are not and this could cause unexpected problems.
Your best bet for your money is to purchase a second identical compressor and plum them into the same line. This gives you double the HP and double the storage capacity. Ideally they would be on controls with a delay timer so that both cannot start at the same time. They should be connected with check valves on both lines so one is not filling the other's tank.
If you price out this arrangement you may find it is cheaper than a new larger compressor AND the pair will operate on a lesser power source as long as they both don't start identically. You also get double the tank capacity which when you get a bigger compressor is often just 20 to 25%, not double.
But one compressor or the other is going to be running almost all the time. . .
|
|
- guru
- Monday, 04/12/10 01:16:20 EDT
|
Great idea for two compressors Guru.
To prevent them from both starting at the same time and, even running at the same time, could they be wired so that when either one is running the power to the other compressor is off, to prevent startup?
|
|
- merl
- Monday, 04/12/10 10:19:38 EDT
|
Merl, That would be easy if the pressure switch had an extra set of contacts that were normally closed. Feed power (or control power) to the each of the other compressors via the normally closed contacts. Easy IF the contacts are there. Otherwise it would require a little ice cube relay and some logic. Using an on-delay timer would let both compressors run with overlap. None of this is cheap an it all takes someone used to doing some control wiring.
Note that the extra contacts are a BIG IF. Most high production equipment, especially domestic stuff, has custom made relays and control parts that have NO extras. . .
I put forth the dual compressor setup years ago because you could purchase two 5 hp compressors for only about 20% more than ONE 10 HP compressor (at the time) and got more storage volume in the bargain. A key advantage is that many places that do not have industrial duty 3PH power are limited in how large a motor they can put on the line. This is where the controls come in. This limit is usually 10HP but can be less. And they life soft start devices on the 10HP. If your air compressor is making the neighbors lights flicker then you have a problem.
If someone has a control wiring problem I would be glad to help but like everything else it requires specifics as well as ALL the details.
|
|
- guru
- Monday, 04/12/10 10:47:08 EDT
|
Went to the Columbus Flea market in NJ yesterday. Got some nice stuff, a circus mag from the 70's, a couple 8 track tapes, and a really cool double peen hammer (no flat face, straight peen on one end and cross peen on the other). I almost bought a really odd looking tool, but I thought I'd share info about it here first. Ahhhh screw it, here's the pics:
http://greatnippulini.com/anvise1.jpg
http://greatnippulini.com/anvise2.jpg
It looks like a vise with a double sliding mechanism. The little anvil on the back is nice, even has a small hardie hole. The fact that it has two moving jaw parts puzzles me. Did this have a specific job? The reason I chose to not purchase it is the fact that I didn't think I would have a use for it in the smithy. From an antiques point of view it would look nice in the house. No makers mark on it, but there is a "C" stamped INTO the left side of the outer jaw. Any insights?
BTW, the guy wanted $40 for it, may hold it until next week.
|
|
- Nippulini
- Monday, 04/12/10 11:08:51 EDT
|
Before and After This was not the best photo to do a before and after due to the large amount of background to remove and the general blurriness of the image from glare.

Bigfoot's Vise Photo before and after rework Normally I would have just adjusted the lighting an cut the entire background our of a photo like this. However, the composition requires a place for the post to exist and the lighting to come from.
For this kind of work you usually want a higher resolution image with generally good focus. Then you increase the image size several times larger than the image will be used, make all your edits then reduce the image back to its original size. This makes it easier to cut and paste background bits and pieces to fill over something you want to remove. After reduction it can be impossible to tell the image was edited.
Practically every photo on anvilfire has some work like this done to them. Every anvil photo in our gallery has been reworked including replacing cut off corners of the subject. In general there is almost an hour in each photo and sometimes up to five hours or more if the subject matter is important to preserve.
Many of our photos of anvils and swage blocks are from ebay. Every one has had permission granted for our use. Most of the folks selling on ebay don't care if their photos are all that great and almost always grant permission to use the photos. Out of a hundred or so I've only had one I can remember that thought I was going to make a bunch of money off his mediocre photo and refused.
You've all seen the typical ebay photos. Trash in the background, product often cut off, item dirty, generally low resolution. But good enough to tell what the item is. These all get the lighting and color corrected, backgrounds cut out, drop shadows added and often missing corners replaced. I do the same to them as for commercial on-line catalog photos. The end result is often a lot more mine than the photographers'. They have become digital paintings.
So, what pays for all this work? Millions of views and paying work I do for other people. Most of what is already on anvilfire will not pay me what the time was worth for decades at the pennies per view earned. That is why copyright is so important. On a specialty site of this type it can take millions of dollars worth of content to earn $1000 per month. Without copyright my labors would be spread over thousands of sites on the Internet and I would earn nothing. . . and there would be no incentive to continue. That is why I wrote the article on copyright issues
|
|
- guru
- Monday, 04/12/10 11:22:29 EDT
|
Guru, a blurry photo is one of the best sales tools for the bottom feeders who work on eBay! Reputable eBayers seem to know they need good, sharp photos.
|
|
quenchcrack
- Monday, 04/12/10 11:28:49 EDT
|
guru, that is a pretty impressive change if you ask me. if it matters at all the vice i have (i have been told by about 4 people already) is a colombian. there is even a rather large C on the mounting bracket and a 1917 on the front jaw along with what looks like initials a few inches below that (but they are corroded away mostly).
|
|
bigfoot
- Monday, 04/12/10 11:28:58 EDT
|
Big "C" on the vise? Hmmmmm..... sounds like what I saw on the anvil/vise described in my previous post.
|
|
- Nippulini
- Monday, 04/12/10 11:54:49 EDT
|
Odd, Tool: Nip, this is one of thousands of types of combination tools made around the turn of the 20th century. What you have here is probably just part of a larger device that may have included a drill press and forge (or not).
The vises on these machines often converted into the drill press spindle. On one of these (see below) made by Champion, the forge blower gear box also fit a small grinding attachment.

Most of these devices were not made by the major tool manufacturers. They were oddities designed by inventors for the growing hobby market and made by small manufacturers. In general they were almost useless and like many of the cast iron anvils sold today they were never used or quickly proved the buyer a fool and that was the end. There were a FEW that were good small tool kits. But the problem was often the many parts and pieces that often got lost. However, today there IS a collector's market for them.
I am often sent photos of just the vise jaw anvil for identification as this is all that is often left of many of these devices. They are just one part of a whole that is often unidentifiable more than what they are even when complete. Another example below.


May I add your photos to my collection to use on the anvil gallery? This question has come up several times lately.
|
|
- guru
- Monday, 04/12/10 12:16:49 EDT
|
Jock, the pics I host on my site is 640x480. I have the original hi-res pics I will e-mail to you.
Still, the question remains, should I buy it?
|
|
- Nippulini
- Monday, 04/12/10 12:40:59 EDT
|
The other day a customer brought by a shotgun to have me forge curles on swivels for a sling made out of chain. He brought the paint so they would match the rest of the gun. All of the metal on this gun was painted with flat black automotive primer and actually looked really good. Has anyone used dupli-color sandable primer (purchased at advanced auto for $3.50 per can). Can it be that simple to have a "travel finish" for ironwork? I tested it on a hose hanger for the shop but I was trying to avoid waiting 3-5 years for something that might work out.
|
|
- Nathan
- Monday, 04/12/10 13:00:16 EDT
|
Nip, I think they are a great curiosity but unless you want it for a decoration I would not buy it. Its not a very good vise and its a cast iron anvil. . . IF you are looking at it as a collectors' item then remember that it is probably not all there. But the price is in-line for what is left. Complete these items sell for several hundred dollars and up.
I cannot tell details from the screw but does it have one inside the other? IF so, I'm pretty sure this was designed to remove the movable jaw, install a chuck on the inner spindle and it becomes a drilling device. Maybe. Those parts might have pulled out and became parts of another assembly. . . As I mentioned above, when incomplete the anvil/vise portions are the most common surviving part.
|
|
- guru
- Monday, 04/12/10 13:04:01 EDT
|
Nathan, I like the Dupli-color paints. They are lacquer that dries very fast and is fairly high quality.
The sandable primer is softer than a good flat black. The difference is the sandable primer has graphite and charcoal in it then is short of acrylic binder making it very nice to sand. Flat black has carbon black and then a texturizing fill to make it flat in a full bodied medium that should make a harder more protective coating. This is usually fairly hard compared to the graphite fill.
That said, if the customer provided the paint and wants it used then that is what he wants. Just be sure to clean your parts well. Since paint does not hold up well on chain and swivels I would wire brush forged parts and leave the black scale. When the paint rubs off the steel will still be black and protected until the scale wears out as well.
Apply a couple tin coats. Hang by fine wire from a hole where a ding in the paint will not show if possible. Otherwise you can hold the parts, paint one half, hold till dry (just a minute or two) then paint the other half.
|
|
- guru
- Monday, 04/12/10 13:16:49 EDT
|
Would it be a good "travel finish" for demo's? I have been looking for something to paint items forged in front of the crowd in order to sell/give away. I've found over the years that primers stick to the metal fairly well (much better than paint on unprimed metal). Basically my question is if you painted a piece of steel (brushed down of course) would it stand up to the elements for a couple of years?
|
|
- Nathan
- Monday, 04/12/10 13:36:16 EDT
|
paint - Primer: Well, there are primers and thee are primers. The flat sandable primers are for THAT purpose and will age then chalk if not coated with a top coat. But many "primers" are just cheap flat paint without distinguishing characteristics.
Any paint you put on ironwork, especially small stuff tossed in a box is going to chip and rust. How soon it rusts depends on the cleanliness of the steel, type of paint and mostly environmental conditions (polutants, condensation. . .)
Properly painted according to the instructions, good paint on steel will last 20 to 30 years IF not worn through or chipped. Done improperly over dirt, coal plating, scale and with pits or scratches it can be rusting the day it is installed.
|
|
- guru
- Monday, 04/12/10 14:17:35 EDT
|
Ganging compressors -- It should be easy enough to adjust the pressure switch on one compressor so it cuts in a couple of PSI lower than the other one does. That ought to prevent both from starting at the same time (unless maybe a hose breaks or something).
Of course, it would also mean that only one compressor would run under light air usage (since the line pressure would never drop enough for the second one it kick in). If you were worried about one compressor wearing faster, you could just reverse the adjustment every month or so.
|
|
Mike BR
- Monday, 04/12/10 19:51:43 EDT
|
Adjusting the individuale pressure switches would be a good idea too, if you can get at them.
I suppose you might have to install an after market switch and disable the factory one if it can't be adjusted.
My greatest concern would be dealing with the "inrush amperage" if both compressors tried to turn on at the same time.
Now the question is "Would the compressor with the lower switch setting ever run?"
The line pressure would have to drop quickly to get the lower set switch to activate befor the higher set compressor caught up the line pressure and shut it off again. (...?...) I relize that both units will run untill the high pressure setting is reached
It seems to me that the way to make this work would be to have a pair of compressors of two different sizes.
Have the smaller one be the primary and the bigger one act as the secondary booster.
I would make the system from components rather than just buying whole units. The smaller compressor will wear out faster than the big one but, if it can be maitained or the head unit easily replaced, that might not be too big of a deal.
I would probably go with individuale tanks too so that one unit could be shut out of the system, with valves, if not needed.
I would still run a seperate breaker for each compressor as well.
Still, after all is said and done, I wouldn't consider anything but a screw type compressor for full time money making work on a power hammer.
|
|
- merl
- Tuesday, 04/13/10 09:54:36 EDT
|
Gentlemen, what you are describing as ways to cycle several air compressors is know in the trade as a sequencer. Most a fairly simple microproccesors that allow several settings. I had a sequencer that ran 4 each 200Hp srew compressors that were physically quite remote from each other. (spread across 42 acres) This sequencer allowed setting the 4 to run, with preference as to what order they came into load, and that was set to rotate every week so as to balance the hours.
I suspect that simple 2 machine sequencers are available, but it also seems reasonable to think that a simple program on an old PC would allow the same set-up once the interface was added. I also suspect that a simple PLC would also do the trick.
Best bet is to rig the two pumps to run continious but have an unloader on each if money is tight. No starting inrush, just a little spike as the compressor loads, and the units will last longer due to better cooling as well.
Best solution is to simply buy the correct size industrial compressor in the first place. Like Merl notes, if you want to run a comercial operation using an air hammer, buy a screw compressor.
|
|
ptree
- Tuesday, 04/13/10 12:33:30 EDT
|
Best part of ptree's post was "Gentlemen," instead of "Hey you m****r f*****s,"
|
|
- Nippulini
- Tuesday, 04/13/10 14:48:48 EDT
|
ptree, I was also thinking of electric clutches and let the motors run continuously.
Wow Nip, were did that come from?!
|
|
- merl
- Tuesday, 04/13/10 16:10:34 EDT
|
One of the last shops I set foot in. Shop language differs here and there. When at the supply houses I am a customer, but once the formalities are gone so does the self-censoring.
:)
|
|
- Nippulini
- Tuesday, 04/13/10 16:36:14 EDT
|
Merl, normally an unloader on a recip aircompressor pnuematically lifts the intake valve and keeps it up to prevent the compressor from, well compressing. In a screw compressor there are bypass valves that allow the air to recirculate at atmospheric pressure instead of passing the system check and on into the tank.
Both of these systems are proven over about a hundred years and allow the motor to idle when unloaded at about 15 to 20% of full load. In a heavy load situation, having the motor idle and not draw the inrush both saves energy but keeps the motor cooler. Having the motor run all the time on smaller systems with flywheel/fan combos also keeps the system cooler.
The unloaders for recips are often available as an aftermarket add-on. There are also useful condensate drains that will cycle a positive action valve at every unload. These are wothwhile.
Most condensate drain valves are very near useless as they quickly clog from the gummy dirty condensate.
When choosing a condensate drain, choose a positive action valve, like a ball valve that is air operated. Most poppet type valves are good for only a few weeks.
By the way, if you drain the condensate on the ground, be prepared for a clean up when you go to sell the property, as the oil will be found by the Phase 1 inspector. The smell of an old condensate drain on the ground is unique, and hard for the trained inspector to miss.
|
|
ptree
- Tuesday, 04/13/10 17:10:40 EDT
|
Last but not least for you techie's that want the very best solution for compressed air are the newer control system scre compressors. The mechanical version has a rotorary spiral valve that will vary output from say 20% to 100% based on system pressure. On a 200Hp it added about $3500 in 1996 to the total cost of about $58,000 for an air cooled US made Sullair.
The newest use a Variable frequency drive to vary rotor speed to match air generated to demand. We have several at the new plant and they are very sweet. We had one older Load/unload 75Hp running as base load, and a 25 Hp running as trim with the VFD. Saves lots of $
|
|
ptree
- Tuesday, 04/13/10 17:15:49 EDT
|
Even the new smaller screw compressors such as the IR's BigBLU sells are very sweet. Lower power demands, almost silent, plenty of air. . . I do not have my old Sulair running but I KNOW what it sounds like from other similar units. Screeming blow off valves, loud engine exhaust. . . I'm going to try to refit the exhaust with a good stainless auto system that SHOULD silence that part of the noise. By passes and pop-offs can also be muffled. . .
The trick to the electric controls is that the industrial units with a contactor (HD relay OR "motor starter") can be easily wired to a relay and a timer to offset run times. But the cheaper domestic types use direct line switching of the motor by the pressure switch. This kind of load can burn out the contacts on most small ice cube relays and make short work of timers that are generally only designed for control circuits.
|
|
- guru
- Tuesday, 04/13/10 17:42:24 EDT
|
Language, in public, in business and in print. In an era of very "colorful" language in print Issac Asimov was asked why he NEVER used any of the seven deadly words (or their close cousins) in his writing and he said, (more or less) "its a poor author that cannot use language without stooping to those words."
When I get tired or upset my language slips. But I think that everyone speaking in public or business should only use words they would use speaking to their mother or priest. The problem comes when you use those words too much in private they (and others) can slip out in "polite conversation".
So, speak politely all the time and the world will be much better for it.
|
|
- guru
- Tuesday, 04/13/10 17:43:32 EDT
|
Least anyone think that I was admonishing TGN for his “camouflaged” French I certainly wasn’t.
Nip, et all, I just thought it was a funny response to ptree’s post. I’m still chuckling about it…
ptree, your unloaders would only work with a head unit that has tappets right?
I'm thinking of a couple of smaller compressors with the reed valves as candidates for the electric clutches.
Assuming I could scroung the clutches too...
I just picked up another older 3hp compressor from the town dump today (tis the garage/shed cleaning season)
Plugged it in and it took right off and ran up to about 130psi befor I stopped it incase the pressure switch is bad.
That makes 6 scavenged air compressors now that all work and haven't cost me more than a starting capacitor for one and a new belt for another.
Thomas may be a "Master Scrounger" but, I think I certainly rate "Journeyman" statice by now. My list of great saves goes on for a couple of pages.
|
|
- merl
- Tuesday, 04/13/10 18:25:20 EDT
|
Merl, the unloaders work in several ways. I do not think I have ever seen a compressor made with tappets. All have reed valves. When I said "lift the inlet valve, that is jargon for a pnuematic bypass that allows the pump to stroke without making pressure". This would be a bypass valve from the outlet to inlet, or a outlet to atmosphere valve. The to atmosphere valves make the pump run cooler, since the air is once thru.
Even the huge old Ingersols, the steam driven recips had reed valves. A reed valve has far better response time, better sealability, no driving mechanism and easy to repair. We had a shelf full of 1920 vintage valves at VOGT for the steam driven 1700Hp Ingersol, and a room with the floor covered at the axle shop for the 50 Hp DC drive Ingersol from the teens. ( That term Ingersol is complete, as there was no Ingersol Rand then)
I think I remember Northern tool offering an unloader kit recently for less than $50.
I don't run my little oiless Craftsman enough to need the unloader kit.
I learned years ago that compressed air is the MOST expensive energy form in a shop.
You use energy in the prime mover to compress, lossing energy to friction. Then you lose energy in rejected heat from the heat of compression. Then if you use a refrigerated dryer, you use more energy to pull the water vapor out. Then indeed most systems overcompress, that is fill the entire system to supply the pressure needed by the the highest pressure demand. For every other device we usually then reduce the pressure in a reducing valve and lose more energy. Then we run that pricey air through often leaky piping, quick connect, and hoses. Finally we use a little of all that energy.
In big industrial systems I have seen as much as 40% leakage. Imagine running 3 200 Hp compressors and matched refrigerated dryers 3 shifts, and blowing 40% of the compressed air through leaks. Think I overstate the leakage? go to any big or small shop with hoses and piping, charge the system, and see how long before the compressor runs again to make up lost pressure from leakage.
|
|
ptree
- Tuesday, 04/13/10 19:14:13 EDT
|
All compressors have an unloader of some sort. On light duty units, it only releases line pressure between the head & check valve and is actuated by the pressure switch. The motor is hopefully up to speed before much pressure builds.
Smaller industrial compressors use a centrifugal device that bleeds off the air between the head & check valve untill a set RPM is reached.
Continuous running compressors hold the intake valves open as Ptree mentiond. We had a 25 HP like this where I learned the trade.
A modulating intake valve can be used on vane and screw compressors, these allow only enough air in to maintain a set output pressure up to the capacity of the unit. This is an economical feature, as only as much air is compressed as needed for the equipment, but only helps if the compressor can handle the demands without a storage tank. Compressing air to a much higher pressure to allow storage then regulating down to a lower working pressure is not an energy efficient method at an industrial scale.
At a small metal stamping company I worked for, a 10 HP compressor ran full time just to keep up with the air leaks. We used this one when just a few people were working in the tool shop, and to add to the total volume when the 25 HP vane compressor could not keep up under full production. Later We went to a 40 HP screw.
|
|
- Dave Boyer
- Tuesday, 04/13/10 19:52:50 EDT
|
Hi,
Trying to push steel out and away from my workpiece to thin and lengthen the tang. I've been using a 4lb cross peen and a 3lb shop hammer. Any advice? Its like the metal only wants to bunch up or get fat instead of pushing out.
|
|
chris ford
- Tuesday, 04/13/10 20:21:09 EDT
|
Forged out a bowie, having trouble narrowing and lengthening the tang. Material is 1/2 inch round 5160.
Have a 4lb cross peen and a 3 lb shop hammer....
|
|
chris ford
- Tuesday, 04/13/10 20:25:40 EDT
|
Efficiency -- I guess there's a reason a mechanical hammer can run on much lower horsepower than a comparable air hammer.
There's a hilarious dispatch from Winston Churchill on soldiers' language from when he was a correspondent covering the Boer War. You can guess what every third word was -- not that he spelled out the whole word in the dispatch. And he went on to win the Nobel prize for literature (in addition to quite possibly saving the free world).
But even if there's a time and a place for everything, I can certainly understand Jock wanting to keep his website clean.
|
|
Mike BR
- Tuesday, 04/13/10 20:57:53 EDT
|
I wasn't particularly talking about here. . but everywhere.
I've seen some forums and blogs that sounded read like rapping sailors. . . including calling of names. We have enough misunderstandings without folks calling each other names. . .
Your Drawing Out Problem: Chris, I suspect your hammers are too large for the amount of control you have. Try a 2.5 pound hammer with a good crown to the face.
Stock that "bunches up" or gets folds in it is being worked too cold and too thin in one direction before rotating the stock. If you heat the stock too fast and get a surface heat then the middle doesn't swell with the working surfaces and you get a groove on the sides, then a fold and this often becomes a "cold shut". A cold shut is where the fold is closed up and not welded together. These are in effect making cracks in your work.
The tang in your knife should start at least as wide as the 1/2" bar and taper. Starting that wide mean you want to start by flattening only near where the tang joins the blade and then tapers in both directions until the tang is square or round.
5160 needs to be worked fairly hot and as soon as it cools a little take another heat. Be sure the heat soaks in. This and not forging too thin before rotating should reduce the crumpling effect you are having.
|
|
- guru
- Tuesday, 04/13/10 22:21:04 EDT
|
When forging on a gas forge, do you keep the heat the same between forgings ? or bringing the steel up to heat, shutting the gas down ( except for a pilot light ) then turning the gas up for the next heat ? If shutting the gas down, will the durablanket and coatings maintain enough heat for a quick reheat ? I saw a picture of a bypass system to keep a pilot going between heats. help
|
|
Mike T.
- Tuesday, 04/13/10 23:03:08 EDT
|
i keep the heat constant, 5psi on the propane and around 70cfm on the blower.
|
|
- chris ford
- Wednesday, 04/14/10 00:05:03 EDT
|
The idle valve on my two burner forge cuts my gas consumption in half when forging larger stock that takes longer heats. On dinky stuff like 1/2" or smaller I usually just run it full time and work more than one piece. The extra needle and ball valve to make the idle circuit paid for themselves in the first tank of gas and after that it is all savings.
|
|
- buford heliotrope
- Wednesday, 04/14/10 00:12:39 EDT
|
Cycling Forges to Save Fuel: There are pros and cons and every DIY forge works differently.
Ceramic blanket will hold heat for a minute or so depending on how thick it is. A surface coating (ITC-100) will stay hot longer. A brick floor will stay hot much longer once heat soaked.
As soon as you shut down the gas the forge will start cooling. The rate depends on the mass of the forge and the density of the heated parts. Big heavy forges can glow yellow for hours. . . Lightweight refractory can be handled within a few seconds of having been at a yellow heat.
I run both my NC forges (a Baby and a "Moma") at steady state. My little crucible furnace gets run full tilt until time to pour than shut off. It is usually hot enough to relight itself after replacing the crucible. My big forge has dwell on / dwell off controls, about 9 seconds on, 9 seconds off after getting hot. Temperature runs a LOT cooler in this mode but keeps the forge hotter than turning it off. Makes a heck of a racket reigniting every 9-10 seconds and gives me a start even when I know its coming from the click of the gas solenoid.
In most cases you want to keep the forge hot. You are generally doing something wrong if you are piddling around long enough to shut down the forge while you work.
Note about pressure and forge operations. It means NOTHING except as a reference for your forge. Our gas furnace at my parents place ran at the common inches of water pressure ( 2 - 3 psi) for natural gas and used 130 cuft per minute (BIG furnace). Gas supply pipe was 1-1/2" and it needed larger. . . My big gas forge which is about twice as big as a NC "daddy" runs on 25-35 PSI. The reason the pressure is so high is because the solenoid valve has a .050" orifice when open. It needed to be about 3 times that. THEN the pressure would only be 4 to 8 PSI. There is also the issue of cheap low pressure gauges that are rarely accurate to within +/- 5 PSI after they get some age on them. The fairly good one I bought to go with a 0-60 PSI regulator now reads 0 when there is 5-10 PSI. . . With it I can run a small forge all day long at 0 PSI!
|
|
- guru
- Wednesday, 04/14/10 03:34:23 EDT
|
I have a Diamondback Forge but decided not to buy the gas shut off valve. Maybe I am worrying about nothing but as the gas flow cycles, so does the temperature in the forge. I can see this expanding and contracting the hard brick just a little bit. This is like thermal fatigue and it will shorten the life of the bricks. How long does this take? Who knows? Years? I just prefer to keep the forge running steady.
|
|
quenchcrack
- Wednesday, 04/14/10 07:19:39 EDT
|
i didn't get the idler valve either for my forge. i just keep two bars in the fire and work one while the other heats up. simple and it saves me fuel (or i get more done, i guess it depends how you look at it).
|
|
bigfoot
- Wednesday, 04/14/10 08:01:30 EDT
|
Anyone heard from Phillip? Big China quake, he's the first thing I thought of.
|
|
- Nippulini
- Wednesday, 04/14/10 08:18:57 EDT
|
News. . . We have become quite cut off since the television conversion to digital. Bought converter boxes, worked for a few months then quit. . . I figure crummy hardware and could not find any rating for "brands". So we have done without.
According to the news on the web the earthquakes are considerably West of Phillip's location.
|
|
- guru
- Wednesday, 04/14/10 09:07:10 EDT
|
I had an idler circuit way back on my first forge, and that was a naturally aspirated burner. When I built my current forge, also naturally aspirated, I didn't put that in. I just turned down the main needle valve between heats. It didn't take long to figure out the best place to turn down to get an idling flame.
But now, mainly due to low gas pressure from my house tanks, I run a blower. I don't turn down at all, because I would then have to also turn down the blower. Otherwise you cool the forge down unnecessarily. Now there are too many things to fiddle with when I should be hammering. And on small stuff, I do as many here - heat one (or more) pieces while working another.
|
|
- Marc
- Wednesday, 04/14/10 10:39:40 EDT
|
Well the *best* air compressor I have seen the drawings of was a 5000 hp one in the Michigan mining country. Used a waterfall for power with venturi's in the stream to add air that was released into an underground room with a pipe off the top of it leading to an ore crusher.
No bills save for replacing the venturi's as they erode. Not as high a pressure as some but the CFM was *huge*!
I once dreamed of tracking it down and seeing if the land was "available" at a good price...
Thomas
|
|
Thomas P
- Wednesday, 04/14/10 11:32:00 EDT
|
The blower burner controls I built on my big forge turn off the fan and gas, and also have electric ignition. It works well but was not simple or inexpensive.
I used a rheostat control on the small fan motor. The problem is that when turned down to about 50% the motor will not restart if turned off and then back on at that level. That is why the speed controls start at full speed when you turn them on. So a timer was put in that bypasses the rheostat for a couple seconds so the fan can come up to speed and then stabilize at the preset speed. During this time the gas is off. I did this because raw gas pushed ahead of the startup air would make a big flare up otherwise.
The problem I've found with the rheostat fan controls is that they creep and the fan goes slower and slower. This is not a big problem on a coal forge but it is serious when the fuel/air mixture depends on it. If I rebuild this system I will put in a gate valve to control the air flow.
The dwell on / dwell off idea came from a pyrometer control I was using on a crucible furnace to melt zinc. When it got up to temperature it would just cycle on and off steadily. So when I built my forge I used two timer relays to get the same effect.
|
|
- guru
- Wednesday, 04/14/10 11:42:31 EDT
|
Thomas, That waterfall air entrapment method was first used in France and I THINK is in Diderots. It was used for air to blow a large forge furnace.
|
|
- guru
- Wednesday, 04/14/10 11:45:36 EDT
|
The best use of energy in a forge shop I have seen was at VOGT. We made 145psi steam at 345F, and fed the hammers that steam. The exhaust from the hammers was at about 45psi, and this ran a 1700 Hp steam recip air compressor that provided almost all the air for a 1700 employee shops covering a 42 acre campus. At other times a Westinghouse mixed steam turbine was run off the return steam to generate the 3 ph electiric power. The steam hammer exhaust would have been blow to atmosphere otherwise. Making great noise and wasting huge amounts of heat energy. Once thru the pressure drop of the compressor, the steam still was about 5 psi above atmospheric, and was fed to a feed water preheater/de-airertor. This dropped the pressure to perhaps a 0.1psig, and that was finally fed into a flash tank and the resulting condensate became prime feedwater to start the process again.
Yes we burned coal or natural gas to fire the boilers, but we squeezed almost every single btu from that energy.
How many shop make 1700 Hp of compressed air from waste heat? This process inspired the design of what was the big product of the boiler shops, waste heat steam recovery boilers that go behind gas turbines to pull the energy out of the exhaust. HUGE business.
|
|
ptree
- Wednesday, 04/14/10 12:42:21 EDT
|
I put a link to the waterfall powered air compressor Thomas mentioned over at the Hammer-in
|
|
JimG
- Wednesday, 04/14/10 13:09:21 EDT
|
The falling-water air compressor is called a "trompe" and was in use well before Diderot's time to provide blast for furnaces and forges. At one time the iron industry here in upper east Tennessee relied on hundreds of small catalan forges blown by small trompes, often on seasonal streams.
Simple to do if you're used to harnessing water power, just build a small millrace and let the water fall through a perforated tube a few feet into a sealed box, tap the air off the top of said box. Regulate blast through water flow control top and bottom.
The last record of one in use was in the 1880s. If I had a steeply flowing stream on my property I'd use one just for the coolness factor!
The bigger blast furnaces used a waterwheel to power a "blowing engine" consisting of a pair of wooden tubs (round or square) controlled and valved like the twin bellows we were discussing last week, with a rocker beam above or below to pump the pistons. Some were double-acting like an asian box bellows, most were not.
Google Books has a downloadable PDF of an 1849 book by Federick Overman (they have the 1852 second edition) entitled "The Manufacture of Iron in All its Various Branches" etc. Lots of neat-o engravings of pre-Bessemer forge and foundry equipment, plus a guide on how to build your own charcoal-fired stone blast furnace capable of producing up to 12 tons of cast iron per day.
For those of you with several thousand acres of woodland, an iron mine, and a large cheap labor pool only, of course.
|
|
Alan-L
- Wednesday, 04/14/10 14:53:34 EDT
|
If you'd like to read a short article I wrote about the early iron industry in east Tennessee, you can go to http://frank.mtsu.edu/~kesmith/TNARCH/volume4issues1and2.html , download the PDF at the bottom of the page, and go to page 182.
|
|
Alan-L
- Wednesday, 04/14/10 14:59:59 EDT
|
Buford,
can you submit a picture of your idle circuit with needle and ball valve ?
Thanks for everyone's help.
|
|
Mike T.
- Wednesday, 04/14/10 15:26:01 EDT
|
Cool stuff Alan (and everyone else too). Thanks!
|
|
Judson Yaggy
- Wednesday, 04/14/10 19:04:17 EDT
|
Sorry Mike, no way I can see to post pictures here. It's real simple, there's a ball valve in the gas line between the regulator and the burner. Between the regulator and the ball valve is a tee in the gas line. The tee feeds a 1/8" copper line with a precision needle valve that then goes around the ball valve and tees back into the main gas line just before the burner. When the ball valve is opem, the full flow goes to the burner. When the ball valve is closed, the needle valve meters a little bit of gas flow past the closed ball valve to the burner, enough gas to keep it running at a low idle.
When the forge is fully heated up you just flip the ball valve closed and the burner running at idle will keep it hot while you're forging or taking a break. Flip the ball valve open and it jumps bak up to full blast. Saves a bunch of gas.
|
|
- buford heliotrope
- Thursday, 04/15/10 00:02:50 EDT
|
Alan: Very nice work; I printed it out for my home library. (Hope you don't mind. :-)
|
|
Bruce Blackistone (Atli)
- Thursday, 04/15/10 07:39:16 EDT
|
Bruce: Not a bit! I enjoy getting into other peoples' libraries. ;-)
|
|
Alan-L
- Thursday, 04/15/10 09:53:11 EDT
|
If you go to Google books and search for "metallurgy' you will get dozens of full length views of 19th and 20th century metallurgical texts. They can be downloaded, too.
|
|
quenchcrack
- Thursday, 04/15/10 11:53:28 EDT
|
hey guru,
I own an anvil that was bought at an estate sale from the ermatinger estate in sault ste. marie.I am a rookie blacksmith and would like to know the value. Some people have asked me about it and I have since locked it up. The anvil was made by the peter wright co. circa @ 1600-1700. Thay were traders in the area. My uncle bill morrison bought this at an estate and is a frofessional artist blackmith. He has even written a book about locksmithing and the book is available from artisan books.This qanvil is wrought iron and in very good condition and I have had a ball using it. I am getting ready to reopen a shop inFlorida, I am from Michigan. Please give me any info you can I know it must be valuable and I am not really interested in selling it , but would really appreciate if you can enlighten me about the anvil. If you need more info please ask. I believe that the anvil is @ 75 lbs.The face is @ 25" long And 24" wide and @ 10" high. This anvil is beautiful no rust and little damage. Please let me know if you can help me to learn more about this piece.One more thing the anvil has an orange spark.
Thank you.
Scott Mondro
scottmondro@netzero.net
|
|
scott mondro
- Thursday, 04/15/10 17:02:48 EDT
|
Scott, The Peter Wright company is estimated to have been in business no earlier than 1700. They were a major British manufacturer and exporter of anvils to the Americas. The proportions of your anvil indicate a modern pattern probably made after 1850. The age can be indicated better by the exact form of the logo markings and the style of the anvil shape. If you want more details on the company and the variation in their product over time see the book Anvils in America
Value varies a great deal depending on condition. While old it is probably not "antique" in anvil terms. Many 150 to nearly 200 year old anvils are working anvils in many shops. Condition is largely wear and tear. Graceful wear and tear does not hurt an anvil's value much but pristine "like new" condition adds a lot of value. Abuse including torch cuts, arc welding, heavy chips, and a degree of sway backing reduces value.
While most folks are looking for larger anvils, small ones are very handy and the price per pound goes UP considerably from 75 pounds DOWN. Little 30 to 40 pound anvils will sell for as much as a 200 pound or greater anvil.
The anvil you have is probably worth about $300 if well advertised, a little more if you take your time. Sold on short notice you might only get $150 or less for it.
|
|
- guru
- Thursday, 04/15/10 18:54:24 EDT
|
Buford,
Thank you so much for the information, and thanks to the Guru and all for their input.
|
|
Mike T.
- Thursday, 04/15/10 22:20:23 EDT
|
COPYRIGHT: Guru, I read your article on copyrights, and searched stealing band with.
I learned a lot, thank you. So, in general if I want to sell my blacksmithed pieces on a "handmade" website, are you saying they would control those images? It appears to me copyrighting is not enough alone. You have to do a lot of policing yourself.
Milton
|
|
Milton
- Friday, 04/16/10 06:39:37 EDT
|
Copyright and "free" services: Milton, It depends a lot on the terms of the host system. Most of the large system's fine print says they have the rights to use your content. That does not mean YOU do not still have the right to continue to use it as you see fit. But they do as well. Their terms are designed in the broadest possible way to prevent any future issues with you or your heirs and to protect whomever they might SELL the entire operation to.
This is true of most systems but not all. However, when the system is free to use the payment is that YOUR content is THEIR content. . . That is part of why it is "free".
The other reason that they claim those rights is that people often abandon their content. They get real excited at first and do a lot with it then get tired of it and move on. They lose logins, passwords, forget where they had the stuff. . . Often this content is earning the host system money. OR it is sold to someone else that monetizes the system. The system operators do not want to have to track down all those "property" owners so they just claim from the beginning that whats yours is theirs. . .
You can circumvent SOME of this by carefully removing your content when you quit. This does not mean there are no backups or archival copies. But it generally DOES remove what is yours from that system before you close it down. Of course this assumes you are not one of the many that have forgotten how to get in. . .
One problem I have run into is that what was free stops being free. I used to maintain a couple sites for folks hosted on "free" services. One of those services stopped being free when they insisted you purchase their editor/publisher for $100. Supposedly this was for lifetime free hosting. . . But as I noted, all the terms (TOS) all claim they can be changed unilaterally by the host any time they want. And this DOES happen on a regular basis.
In any case, when the hosting stopped being "free" many people dropped out. But their content is STILL out there. They can no longer access it without paying for the $100 editor. . In the long run this is VERY cheap but some folks don't see it that way.
SO, you do not lose rights in your work. But you do lose control of it.
NOW. . all this is different than when you pay for hosting of a web site. Generally when you stop paying the bill the site disappears, the END. The space is cleaned up and sold to someone else.
However, there is a "gotcha" here as well. Many low cost systems offer registering your URL (webname.com) for you as well. IF you stop paying the bills they get to keep the URL. Now. . . old URL's have value. Some are very imaginative names. Some are personal names. Some may become valuable due to the number of links they have generated to that URL.
In any case, URL's have value especially if you are in the position to register and host them cheap. Many are simply used to keep generating traffic to other sites. Many are sold. Surprisingly personal name URL's are quite valuable especially if there are lots of folks with the same name.
SO, by offering very cheap hosting AND URL registration as part of the package the host system is in the position of using your imagination and work promoting your URL (if you abandon it and MANY people do).
Again, You CAN keep your "property", the URL, by paying the bills OR moving the registration to another registrar. Moving is tricky. If you have stopped paying the bills it is not yours any more. . . Even when you directly register a URL it is only yours as long as you pay the annual registration fees on it. Folks like Network Solutions will treat your URL like the title to realestate and make it difficult to change hands up until the millisecond your payment runs out then it is THEIRS and when the grace period to re-register runs out they resell it to one of their off-shore holding companies in the next milisecond. . . It is HUGE business and all designed to collect the best of the most imaginative names. Just TRY to come up with a new (good) URL. . . it is very difficult.
The point. Read those terms. Keep your wits about you.
|
|
- guru
- Friday, 04/16/10 08:07:21 EDT
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|


