| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from April 1 - 7, 2006 on the Guru's Den |
|
|
|
I havn't seen many power hammers, but seeing John Larson's 160# Iron Kiss move metal is enough to make Me want one. The 100#er was sitting on an uneven concrete floor when I saw it, so He didn't run it much or hard. |
| Dave Boyer - Saturday, 04/01/06 01:30:36 EST |
|
Hi Hi I'm a student of metallurgical & materials engineering in University of engineering and technology, Lahore (Pakistan). Our final year project is to make a "gas fired melting furnace" it may be cast iron or steel or any other meterial like brass etc.etc. our main purpose is to use a recuperator for recycling. I want some references books. If some body can send me books or links of the sites from where i can pick these books, ill be very thank ful for this.. Any suggession to our project will be appreciated. thanx i want to know how i can manufacture a ceramic tube for a gas fired melting furnace. Also tell me about some links of ebooks for heat recuperators. Ill be very thankful to sir Guru for helping me in my final year project. As you know that a student can't affored too many costly books....so plz tell me links from where i may collect data about our project for free. Ill be very thankful for this . bye |
| yamin - Saturday, 04/01/06 05:30:49 EST |
|
Burnt Forge: well, you've encouraged me to try drawing out the peen on a hand hammer blank on my anvil. From Guru's and Ries's discussion it appears to do it by power hammer would require a machine way too large for me to want to acquire [afford], install, and maintain. I will take a 1 1/2" sq piece of 4140 to Camp Verde next time I go and see about the smaller hammer,but my hopes are significantly dimmed now. Just as well. I can't really visualize a way for my flypress to do that job efficiently, but I can see where it would punch the hole for the handle with intelligent use. |
| Ellen - Saturday, 04/01/06 10:56:16 EST |
|
Small power hammers; Ellen its worth bearing in mind that a 33 lb hammer is striking at 240 blows min (4 blows a second is pretty quick!), so it will shift alot more metal than you think - Ive necked down 1" + diameter bars no problem on a 33lb hammer with flat die blocks - put in a fullering die & it will do more. As I understand it there is a big difference between the blow energy of mechanical hammer & a pneumatic hammer for the given 'nominal' weight rating. (there are very few mechanical hammers in the UK so i have little hands on experience) You can have a 'guestimate' at the ammount of energy you put into the forging per min / heat or whatever based on the blow energy x blows per min. This makes quite a good comparison basis between hammers. A forging will also hold its heat better when its being worked hard under a power hammer as you are effectivly transfering energy into the work piece. (one of my customers forges 5 kgs lumps of platinum under a 550kg Massey self contained pneumatic and the material is visibly hotter after forging!) In my opinion you get a lot more hammer for not a lot more money with the 55lb anyang / striker |
| John N - Saturday, 04/01/06 11:28:22 EST |
|
Yamin, I hink a few people have already given you some pointers if you scroll up the page a bit. If you are a student at an engineering & technology university you must have a huge infomation resource there? - Libraries dont usually charge for books ! (unless your late returning them :) |
| John N - Saturday, 04/01/06 11:59:08 EST |
|
Hi, As a newbie to blacksmithing I recently bought an anvil. However, the hardie hole is too small. I need to make each of the square hole's dimensions 1/2 an inch larger. Should I use a gas cutter to make the hole bigger? I am concerned at loosing the temper of the surface. Will this work? Does anyone have any bright ideas? Apppreaciate your help Cheers TOm |
| tom2dads - Saturday, 04/01/06 12:17:38 EST |
|
Ellen, sorry, I left out the point of the blows per minute as John noted when I commented on how hard a small hammer hits. If you compare blow to blow they DO NOT. But they hit the work many times faster than a human. Even a team of strikers would have a hard time keeping up. However, THEY have the advantage of hitting much harder per each blow. If you want to make a few hammers for yourself the little 33 pound hammer will do just fine. You can also punch the eye under it quite well. If you want to make them to sell then you would be making very expensive hammers. |
| - guru - Saturday, 04/01/06 12:44:42 EST |
|
Tom 2dads, your hardy hole is not too small, your hardies are too big! That's not a joke answer, by the way. I've seen anvils with hardy holes everywhere from 1/2" to 1.5 inches. They are sized proportionally to the anvil's mass. Enlarging them can make the anvil weaker at the hole. Using a torch on it will wreck the temper and give you a really nasty hole with slag too hard to file. The solution, then, is to forge or grind down the hardy shank to fit the anvil instead of the other way round. |
| Alan-L - Saturday, 04/01/06 12:52:36 EST |
|
Hardy Hole: Tom, DO NOT cut the hole bigger make your tool shanks smaller. There are lots of reasons why. 1) Most anvils have as big a hole in them as they can stand EXCEPT some very old possibly valuable antique anvils. Modern anvils have a hole that is as big as the designer thought the anvil could take without possibly weakening the heel too much. If it is an antique anvil with a 1/2" hardy hole then it would an atrocity to take a torch to it. You could sell the antique and get a modern anvil with a 1" hardy hole and have money left over. . . 2) A cutting torch COULD do the job but unless you are very practiced expert the result would be a huge mess possibly wrecking the anvil. Torches are fast enough that heat damage is marginal IF done properly. However, even in the hands of an expert the hole is going to be rough and out of square and would require many hours of chisling, filing, grinding and then probably STILL be out of square. 3) Except among the most modern anvils there is no real "standard" hardy hole. On old anvils almost every size had a different hole in 1/16th inch or 1mm increments. Thus you will find old shanked tools with all those various sizes. The nearest thing to a standard hole size it the modern broached 1" hole (Nimba, Euroanvils, Peddinghaus . .). 4) Most tools with shanks much larger than 1" are either fairly rare OR may be sheet metal stakes with tapered shanks which SHOULD NOT be put in most anvils. The taper may wedge in the anvil and damage it OR using the tool with its long overhang may break the anvil. Specail holders are mode for these OR they can be put in a stump. Recommendations: 1) If its an antiqe anvil have it appraised, if it is worth more than a new anvil with the hole size you want then sell and buy new. 2) Reduce the shank of the tool you want to use in the anvil. Forge, or grind, or torch (last choice). 3) Make a stake or hardy shank holder. See our Stakes and Bolsters iForge demo. This is less dificult than trying to oversize the hole in an anvil and if you screw it up you haven't wrecked a good tool. 4) If it is a sheet metal stake tool either do the above OR find a good stump and anchor it in the stump. You have 3 choices, drill hole and wedge, carve hole to fit, drill oversize and bed in with bondo or epoxy. |
| - guru - Saturday, 04/01/06 13:10:32 EST |
|
NOTE: All the above applies to REAL anvils, not cast iron ASO's. You cannot torch cut cast iron to any degree of cleanliness or accuracy. |
| - guru - Saturday, 04/01/06 13:14:10 EST |
|
John & Guru, thanks for the additional power hammer information. I would NOT be making hammers for sale. Maybe a couple for Christmas gifts. I really don't want to try making my smithing into a profitable business at this stage of my life. I already have a trade that pays the bills. Smithing is a fun hobby. I do sell some things, esp. at Christmas time in the Western line of coat hangers, hat hangers, towel racks, rattlesnakes, but it is far from being a business. Just trying to expand my learning horizons and skills where I can, and have fun doing so. Don't drink, don't smoke, don't party, don't buy fancy clothes; drive used pick up trucks; my extravagences are keeping my horses and my smithing. Don't watch much TV, when I do it is a documentary or a "how to" on doing things....grin! Recently discovered the UMBA library that sells smithing DVDs or VHS tapes for $5 apiece so that is my current TV viewing, at the end of the working day. |
| Ellen - Saturday, 04/01/06 13:17:22 EST |
|
Power Hammer Sizes Revisited: My point is that less than 100 pounds IS NOT big enough for a commercial shop doing archetectural or furniture work as its primary hammer. In this range you need a 100 to 200 pound hammer. In this size range the BigBLU is less expsnsive INCLUDING a 7.5HP air compressor than a Chinese hammer of the aproximately the same size. Good Mechanical hammers hit harder than air hammers of the same size providing you could find two with the same ram weight. This is due to the higher velocity of the ram at contact. Properly adjusted mechanicals are accelerating the ram all the way up to and past the contact point. Air hammers must reverse the air flow far in advance of strikings and are in fact slowing down at that point. In fact mechanicals also run faster than self contained air hammer. A 25# LG strikes 437 times per minute, a 50# 328 and a 100# 275. Fairbanks and Bradleys ran faster but at reduced stroke. Compare this to 240 for the Chinese 33#, 245/210 for the 88# and 210 for the 165#. The problem comparing power hammers is that it has always been comparring apples and oranges. First you have the different ram weights, then the different operating charateristics, then efficiencies and no good test method. Theoretical values often are a reach and often fail to take efficiency into consideration. In the early part of the 20th century they tried to use the lead plug method. ONE blow to a specific size lead plug and the rating determined by the amount of compression. However, this only works when comparing mechanicaly similar machines. You could compare two steam hammers but not a steam hammer self contained hammer or a mechanical hammer or a hydraulic press. CHANGE: Where the market for the small hammer is going to change drasticaly in the next few years is someone is going to design and build a really great mechanical hammer and have it made somewhere where it can be made inexpensively (such as China or Central America). Mechanicals hit harder, faster and are much more energy efficient requiring less than HALF the horsepower to do the same job. They are also quiet. The best mechanicals had stroke, height and speed adjustments making them very flexible machines. The poor clutch design and other short cuts in ancinet Little Giants gave mechanicals a bad reputation but a modern hammer can be MUCH better. Mechanicals are already being made in Italy (too expensive) and India (too primitive) and DIY (too variable, poor design and QC). This is a big change from a few years ago when none were being made. I've priced manufacturing them in the US and there are just too many parts (labor intensive). But there are less parts and they are much simplier than a self contained air hammer. They are more material efficient the mass going where it should. So they SHOULD be able to be made for less AND they have that lower HP advantage. When you can plug in a 120 pound (55 kilo) hammer in the same power source as a little 33 pound (15 kilo) OR a hammer equal to the 33 pound hammer in a light socket (no 3PH or 220VAC needed) . . . THAT is a huge advantage. It will come. |
| - guru - Saturday, 04/01/06 13:41:26 EST |
|
Ellen power hammer Check with John Fee. He has made a couple really nice small air hammers and can tell you how to do it. |
| - Burnt Forge - Saturday, 04/01/06 19:49:42 EST |
|
What type of bearings do LGs have in the spring mechanism? Wgat type should they have? |
| Bob G - Saturday, 04/01/06 20:04:06 EST |
|
LG Bearings: Many of the early LG working parts had no bearings, just steel on iron, except the crank arm which was a bronze part. Late LG's had pressed in bronze bearings in the toggle arms (dovetail guide type). Most early types can benifit from being over bored just enough for 1/16" wall bronze bearings IF the holes in the parts are concentric enough. Often the holes in the parts were too excentric to stand thinning the walls. Also check the pins. If they are worn then they should be replacd to fit the new bushings. The early ram toggle sockets were cast in and there is no bearing. The biggest mistake made on LG's is improper lubrication. There are oil holes in the toggle ends and the ram. Often there is an attempt to grease these OR they get painted over and clogged. Look for them and clean them. These are oil twice a day (minimum) parts. The LG clutch bearings are different and their bearings came with grease cups or zirc fittings. The clutch lining however is oiled as well. If an LG is not soaked with oil then it has not been lubricated enough. Black was a common color for early machines because they had open plain bearings that dripped black oil. This did not show badly on a black machine. Note that LG's will run very well with badly worn bearings. However, you start to lose fine control as they wear. Plain bearings in this type of machine can take a LOT of slop. The main crank bearings are designed to have the main bearing caps lowered an 1/8 to 3/16" before the babbit is replaced. That is a lot of wear and a lot of re-shimming. A lot of folks are rebuilding these machines today when they are far from needing it. |
| - guru - Saturday, 04/01/06 20:57:35 EST |
|
Cheers, I'm thinking of Buying a Samuel Platt Hercules or Goliath hammer, these are a British version of the LG. Hopefully the above info will be of some use. Bob G. |
| Bob G - Saturday, 04/01/06 21:11:17 EST |
|
hello fellow smiths. a few days ago i wrote about two cyl. that i have and maybe there too big to use,well now i have four hyd.cyls with 3 inch bore 2 inch stroke and 1 inch rod. could i build either a hammer with a lever action or a planisioning hammer. a small power hammer would work very well for me, any ideas? thanks fred |
| fred - Saturday, 04/01/06 22:01:36 EST |
|
I've been looking at the Beudey hammer mechanism and it seems quite simple. I assume the 2 arms of the con rod flex to compensate for the varying thickness of the workpiece. Would this be a good design to use for a home built mechanical hammer? |
| Bob G - Saturday, 04/01/06 23:18:23 EST |
|
Ellen, I think that you'd find that the 33# hammer might be fine for a lot of what you do, but a slightly bigger one would be better. You can do small work on a big hammer, but not the other way around. I'd recommend looking at a 55# or even a 88 pound, if I was going to spend the money for a self-contained. Since I don't have that kind of money, I built myself a Kinyon-style 65# hammer. My 65# does just fine on stock up to 2", and possibly larger, but I've never tried anything bigger than 2". On 1-1/2" stock, it moves it about as fast as I can reasonable keep up with. Mine runs at around 220 bpm, which is a speed I can just about handle. It will go slower, of course, if I need it to. I will disagree with Jock on one thing about air hammers, at least the Kinyon-type. The hammer head is still accelerating as it contacts the work, it is NOT slowing down. Theair circuit doesn't change direction until the tup stops, which equalizes the pressure on both sides of the circuit, allowing the spring in the spool valve to cycle the spool. The only place it changes air ahead of the tup is on the upstroke changing to down. Then, the air is reversed and the tup takes another inch or so of travel to get stopped and start down. The Mark Linn/AFC air circuit may be different; I'm not really clear on how it is plumbed, so I can't comment. But the Kinyon circuit has the tup under constant acceleration down until the work is contacted and the tup is stopped. This actually makes it feel to me as though it is delilvering more blow than a comparable weight mechanical. This is based on the 50# LG that I ran a couple times, so that may not be a fair comparison. |
| vicopper - Saturday, 04/01/06 23:36:42 EST |
|
Bob, The British version may be better. The LG design was to get around other's patents that may not have been in force overseas. The Beaudry mechanism is more complex than it may seem. The spring arms bear against two rollers that run in cam shaped tracks. The tracks give the effect of the Dupont patent toggle linkage (Fairbanks, Bradley, Little Giant) without the toggles. In effect both linkages have infinite leverage at the middle of the stroke that increases towards both ends. This allows the ram to accelerate quickly and easily past the center and not see spring force until it is needed. The best current DIY mechanical design is the NC-JYH or "Tire Hammer" invented by Ray Clontz. This uses a toggle linkage but could also use a leaf spring linkage. The advantage to the leaf spring linkage is that it reduces the pivots by two and is generally simpler. |
| - guru - Saturday, 04/01/06 23:43:03 EST |
|
I guess I fall in the oldtimers group (60's). I am on the west coast of the U.S. About 30 years ago an acquaintance showed me a piece of prospecting equipment he had. I was made of all cast iron. He called it a hand operated ball mill. It consisted of a cast iron bowl about 12" in diameter and 10" deep with hollow post coming up in the middle. It most resembled a Jello mold or angel food cake pan in shape. The second piece of the item was a post with three arms coming off at 120 degrees apart and going down to three round balls that were from 2" to 3" in diameter. Finally, on top of the three arms was a crank arm similar to the arm of an old hand coffee grinder. This crank/ball unit was all one piece. You could put in walnut size or smaller pieces of broken rock and in a very short time it would be reduced to a very fine powder for mineral testing. I would guess that the unit weighed approximately 30 lbs. I have looked for years now and never seen another unit of that type. I would very much appreciate any info you might be able to find on this item for me. I have a number of questions including; who were makers, when were they made, where might I find any (new or used/antique), what kind of rarity/value do they have today? Thanks for any help. Bill. |
| Bill - Sunday, 04/02/06 05:43:57 EDT |
|
To me powerhammers are somewhat apples and oranges when you consider the part-time or hobbiest to the full-time professional ornamental blacksmith. What is a suitable hammer for one is unlikely to be for the other. As noted above, Spare Tire mechanical and Kinyon-style airhammers (and perhaps a 25-LB manufactured one) would, in all likelihood, be better suited to the part-time or hobbiest on just cost alone. At group building workshops the spare time one runs about $1,400 assembled. The price of the SOF&A Kinyon-style workshop next weekend is $1,000. (Prices exclude travel, lodging, meals, etc.) The spare time one are pretty well ready to use. The Kinyon-style do require a suitable compressor, but far smaller than any of the larger professionally build ones. Here prices are low because the labor is essentially owner-provided. If the same hammers were built for sale I suspect prices would at least in the $2000-3500 range, putting them out of consideration for a large part of the intended market. Out-sourcing manufacturing isn't likely to bring down cost much. A local ornamental smith has a large self-contained one. However, near it is a 25-lb LG for fine work and a KA-75 for gig-work. For example if he is putting on a flame shape to the top of a bar he can quickly draw it to shape and then one blow of the KA-75 with suitable top and bottom dies puts in the curves. |
| Ken Scharabok - Sunday, 04/02/06 08:51:44 EDT |
|
Air Hammers; sorry jock, ive got to disagree with you about the blow velocity on self contained air hammers - at full work the ram is still accelerating to strike 'past' the work piece. The point of the ram swithching from down to up is adjusted by steady pressure on the foot treadle - ie a very light blow is obtained by having the 'switchover' early (ie the ram changing direction mid stroke) with the full work position the ram changes direction (theoretically)'past' the forging. We use a velocity recorder to measure the blow energy of our hammers, which basically has a spring loaded cable attached to the ram - this is then plotted on to a graph (which resembles a sine wave) - we then measure off the angle of the 'wave' and calc the velocity from that. Its also a common misconception that the air 'switches' over on a self contianed hammer (like on a kinion type circuit)- infact the front & back pistons reciprocate at the same frequency (ie 240 / min-1 on a 33lb), and the valving just throttles off some (or all, on none!) of the air. We occasionally use the lead deformation test to calculate the blow energy of double acting pneumatic stamping hammers (similar to the ceco dieforgers)- though I question the validity of this test when measuring a fast running open die hammer. |
| John N - Sunday, 04/02/06 09:24:41 EDT |
|
Bill: That sounds like it is related to the "Hardgrove grindability" apparatus. We use a small one to measure the "Hardgrove grindability index" of coal. The "Hardgrove grindability index" is a measure of the energy required to grind a ton of coal for use in a powdered coal burner of a utillity boiler. Ours is powered, but I have heard they were made for hand operation too. I have only used it on coal and don't realy know how it would work on harder material. Try googling "Hardgrove Grindability" or similar combinations. |
| - John Odom - Sunday, 04/02/06 09:25:41 EDT |
|
Guru - is that a challenge for me to design a new type of hammer then ?? :) |
| John N - Sunday, 04/02/06 10:31:02 EDT |
|
so how can I use one of these cylinders for a small hammer. a new type of hammer GURU maybe I could build it with one of my cylinders, give it a try, i'll keep reading these pages. thanks so much. fred H |
| fred H - Sunday, 04/02/06 10:58:44 EDT |
|
I don't think there is a need to reinvent the wheel on powerhammers as much as to recognize a potential market for a mass-produced, down & dirty, aimed at the hobby or part-time blacksmith. 35-pounds may be a good compromise. Perhaps something with a hollow anvil support the buyer is required to fill with scrap iron and molten lead for the weight/mass. |
| Ken Scharabok - Sunday, 04/02/06 11:08:24 EDT |
|
John, We don't need a new 'type' of mechanical hammer. Just about every variation that could be tried was tried and there were only a couple that suceeeded. What we need is an economicaly built machine using modern materials and methods. If the Chinese can build a complicated self contained air hammer for $2/pound they could build a mechanical hammer for the same or less. The problem is the engineering, dies and patterns and R&D on a practical machine. What made Little Giant sucessful was they had a OK machine that sold for less. However today's artist blacksmith demands more. They want an easy to control hammer for less. If you compare parts, anvil, ram, cylinder, compressor piston, 2nd cylinder, crank, bearings, connecting rod, wrist pin, rings, seals, flanges, pulley, valves and linkage, to a mechanical hammer they are about equal in number and complexity. Motor size is 1/2 for mechanicals. Overall weight even with a 15:1 anvil is the same. However, the mechanical hammer is generaly more compact not needing a large second cylinder. They are taller due to mechanism length. The last very low production Fairbanks hammers were built like the best machine tools of the 1950's with heavy tapered guide adjustments. I have seen only two of these hammers and should have gone into debt to purchase them. . . This is no longer an affordable design but new materials in the form of plastics have created some wonderful guide bearing materials. One complaint many have about mechanicals is the spring and the hazzard of their failure. However, Bradley built springless hammers using a rubber block. Although this would seem to be high maintenance there are many 75 year old Bradleys with the original rubbers and those that have been replaced have only been replaced once in a 100 year lifetime. The trick is low displacement to do the job. There is also the "rubber band" hammer, a design a friend of mine and I came up with. Instead of springs and toggles it uses rubber bands. There are no pivot bearings and the dynamics are the same as the Dupont linkage. The only question is how would heat generated by the bands effect the life/performance. The "bands" would be made from commonly available elastomer tubing so that they would not be a special part. We never prototyped this design but I know it will work. However, the rubber might have to be substituted for nylon. Bradley may have had the better design. . . Other things lacking in the old hammers (as well as some new). Mechanical guards and OSHA treadle guards. LG's did not have a brake which many find useful. As to real velocities on mechanicals the fellow that had the real numbers on LG's (did the research) was Dave Manzer and he is gone now. |
| - guru - Sunday, 04/02/06 11:49:14 EDT |
|
Ken, The problem with a small hammer is the economy of scale. Bigger is cheaper per pound. Why build a 35# hammer when you can have a #100 for only the difference in cost of materials? Trip air (Anyone remember them?) made a nice little 35# hammer and did poorly in the market. The original Bull and the Old Blue had 75 pound rams and also disappeared from the market largely because they could build a heavier hammer for proportionaly less. The market demanded a larger hammer. The 25 pound Little Giant is as common as it is because it was sold for one purpose, to draw out disk plows. Tens of thousands were sold to farmers fo this purpose. They are suitable for other blacksmith jobs but within their capacity. As Vicopper pointed out, you can do small jobs with a big hammer but it is very difficult to do big jobs with a small hammer. You have to run a 100-150 pound hammer to realize that you can you do just as delicate work with that size hammer as a 25 but can also do some serious forging. |
| - guru - Sunday, 04/02/06 12:07:46 EDT |
|
Fred, Every time That 2" stroke is a problem. You need some allowance at the ends of the stroke so the real working travel is only 1-1/2". You can use a stroke multiplier but the cylinder force goes up proportionaly. At double the stroke you need twice the pressure OR can move half as much. For planishing they use small high speed hammers. To get high speeds they use port and piston valving, not a seperate unit. You hydraulic cylinders are designed for slow operation. With that short stroke I would use them for powering a vise or other automatic clamping system. They are good for all kinds of things but not particularly an air hammer. |
| - guru - Sunday, 04/02/06 12:19:15 EDT |
|
Not to start an agrument or offend anyone, but just to offer some thoughts which may or may not have validity. I wonder if the smaller hammers did not make it because of timing. Perhaps they were simply introduced too soon, before there were as many [knowledgeable] hobby smiths as there are today. The larger hammers may be less per pound, but the cost of steel is rising quite fast (like doubled in the last year according to my experience) that it becomes significant, and the lower cost per pound may not be true for long. Then, there is the added cost of freight, which is substantial now, and the added cost of rigging to move the machine, added cost for an enhanced foundation and electrical power supply. Plus a need for additional shop space to house the larger hammer. An anolgy: a person goes to the grocery store to buy meat for her and her husband. She can get a nice roast for $4.00 per pound, and two or two and a half pounds will feed them both with a couple of lunch sandwiches left over. However, she can buy 30# of roast (in one big piece) for only $2.00 per pound. So she can be out $8 or $10 dollars or $60 dollars. $60 is six times more than $10. Sure, the extra meat can be used ......eventually, after being cut, frozen, and used before freezer burn. But is it needed? So, perhaps the average hobby smith works mostly with 1/2" stock, maybe occasionally stretch it to 1 1/2" to make a specialized tool, and that for only 2" of linear forging. I wonder if he really needs or can afford the cumulative expense of a 150# hammer? Perhaps that difference is the difference between having a hammer and not having a hammer. And, it may be possible to save a tidy sum by building a small hammer, but perhaps the time and knowledge are not there. If you spend 200 hours to save $2,500 in your hammer, but also spend $1,000 in materials, your time just became worth $7.50 per hour. Illegal gardeners in this area get paid more than that to dig holes, plant trees and shrubs, clean up your yard, etc. So hammer size becomes a question of need vs. want. YMMV. |
| Ellen - Sunday, 04/02/06 12:59:03 EDT |
|
I would also like to point out that not all hobby types and part timers are necessarily broke- some of the fanciest shops I have ever seen have been hobby shops. Its true that a real pro can justify a 300lb Nazel with 10 grand worth of foundation work, but I know quite a few hobby types with VERY expensive tools. In fact, I know a guy who has more tools than just about anyone- a 10,000 sq ft industrial building, 5 forklifts, a dozen anvils, 5 powerhammers ranging up to well over 500lbs, along with literally dozens of other machine tools- and he is a retired tinkerer. I know a few hobby types who own Holtzappfel ornamental turning lathes worth well over 100,000$. Very few of the blacksmiths I know make back in income anywhere near what they spend on tools. So I tend to think that a good looking, well designed, medium weight (60-100lb) mechanical hammer would sell in modest numbers- say a couple hundred a year- even if it cost as much as a chinese air hammer- say 5 to 7 grand. A lot of people dont NEED a hammer, but WANT one. And currently pay $2500 to $5000 for used hammers that dont always work very well. More than one guy has had to sell a Nazel because of high repair costs. After all, an awful lot of guys somehow come up with $500 every month to pay for 1 ton dually 4 door pickups that never see a load in the bed... |
| - Ries - Sunday, 04/02/06 13:37:49 EDT |
|
Ellen, Actually Ries point is generally more correct. The largest part of the market today is hobbiests that have more money to put into tools than many professionals. . . Then the manufacturers point is to make the ONE size hammer that makes the most people happy. Then you have to have a proper perspective. Last week you had the hots for a 500 pound anvil when a 200 pound anvil would do you nicely. Same with power hammers, there is that MORE POWER aspect as well as "the bigger the better". We haven't even mentioned the REALLY nifty things you can do with a 500 pound hammer or up! Ahhhhh. . did you feel the Earth move? |
| - guru - Sunday, 04/02/06 15:40:33 EDT |
|
Guru, I have this problem. I ask questions. A lot of questions. I learn by asking as well as by doing. I learned a 200# anvil is actually probably "overkill" and if I simply make a proper stand for it I will stand in awe of what it will do. Francis Whitaker apparently thought 150# in an anvil was all he ever needed. Same thing with power hammers. I throw out ideas, ask questions, try to get an informed discussion going, and I learn....a lot....in the process. Probably some other folks learn too, who don't want to come forward and ....gasp...ask questions in public. Don't mean to offend, or sound "flighty" but I am curious about a lot of things. I'd be a fool not to take advantage of the hundreds of years of cumulative experience here by not asking questions. I'm not too smart, but I'm not a fool. Grin! Before I spent my money on a flypress I watched a good DVD on the use of one, and went to an all day flypress workshop with a skilled user of flypresses. I also watched the Clifton Ralph tapes. Read the iForge demos. Asked a lot of questions. Got a lot of answers. Thus, my decision to get a flypress was an informed one. Which took me close to a year to arrive at. Once I purchased the flypress, I took a 3 day class on toolmaking for it. Learned an incredible amount. Wouldn't have learned as much had I not asked some, if not dumb, at least ignorant, questions. Folks emailed me pictures of flypress work in process, of tooling, and one kind soul sent me a beautiful piece of heavy, curved steel to make a perfect bottom swage out of....which I did and have pictures posted of. Now I know exactly what steel to look for to make other swages, and forcers, and punches. And I have found a local source to shop at that carries it. This wonderful site has advanced my knowledge immensely, and I am most grateful, and supportive. I just ask a lot of questions. Probably always will. It's always been my nature. I was a curious girl and haven't changed except for a few laugh lines (wrinkles?) and a couple of extra pounds. |
| Ellen - Sunday, 04/02/06 16:09:41 EDT |
|
In another, earlier, incarnation, with a wholly different cell-structure (it gets replaced every seven years, you know), before falling under the spell of all that coal smoke at Turley Forge that made me homesick in the early 1970s and becoming a full-time welder and smith, making monumental sundials, gates, etc., I spent more than 30 years as a newspaper (old Washington D.C. Evening Star) and national magazine (LIFE, People, Smithsonian, etc.) reporter and writer. I covered cops, crooks, crime, sports, politics, science (including a few Nobel winners), and all-around one-dead, two-injured general assignment. My experience is that only second-raters dodge a question by hiding behind calling it dumb. The dumbest questions sometimes unlocked the whole thing. Top people in their fields LOVE to talk about their work, taking the time to explain it in great detail, even to (ewwww!) a reporter. The dumbest questions are the most important ones-- where are we, anyway, and why? Howcum apples fall down instead of up? How big is big enough and how can we tell? Etc., etc., world without end, amen. |
| Miles Undercut - Sunday, 04/02/06 19:53:18 EDT |
|
On a powerhammer perspective it appears one's background can largely influence it. If you are trained to be a professional using professional tools, then it is about the analogy of if your only tool is a hammer you tend to see all problems as nails. In this case a down-sized professional hammer. I am a cobbler and thus operate from the perspective of what it would take to get the job done. In this case it would be to pretty well start with a blank sheet of paper and design from there. That's primarily why I feel the concept of a spare tire or Kinyon-style hammer would meet the requirements of the predominate number of hobby or part-time smiths. I believe the workshop cost for a spare tire hammer is $1,400, and probably a portion of that is for the instructors compensation and expenses. SOF&A's cost for the Kinyon-style airhammer workshop is $1,000 and I am pretty sure that is material cost, plus possible shop rental from SOF&A. Even if you double those costs for labor, end price is still less than $3K for a spare tire one and $2K for the Kinyon-style. And those are without the benefit of bulk purchasing or established assembly line production with various jigs and fixtures. Say someone made and sold three a month at an average net of $1K. That's $36K a year. Not great, but not all that bad either if a part-time operation. Question seems not to be so much as the cost but whether or not there is a potential market for them. |
| Ken Scharabok - Sunday, 04/02/06 20:41:47 EDT |
|
Ken, the problem with many of the DIY hammers is they scrimp on the the anvil mass. They CAN be almost as good as a professional hammer if built well and have enough anvil mass. The Kinyon plans called for a piece of pipe with a lump of steel at the top like many treadle hammers. This puts a huge amount of force into your floor, stain on the frame AND noise in you ears while doing less work than it could. Our friend Kiwi built a Bull style hammer with a pipe anvil. He could pick it up and carry it on his shoulder when it was time to put his equipment in the garage at the end of the day! It made unbelievable noise and did not forge steel very well. But it was VERY portable! Now THAT is a design that I would like to see come back, the original Bull. It had a very small foot print, was short so material could pass over it and did a big hammer job. Its failing was a bad guide bearing design and poor manufacturability (mostly of the same guide bearing). |
| - guru - Sunday, 04/02/06 21:59:43 EDT |
|
One more anology. People ask me about antique firearms because I have built replicas of them from scratch, and fixed a pile of rusty scrap parts into a nice finished piece. I had a friend, no longer with us, who collected firearms. His collection grew and his zeal for collecting was immense. He acquired along the way the Thompson sub machine gun used by Edward G. Robinson in "Little Caesar". Also the Lewis gun used by Gary Cooper in "As the Bell Tolls". Antique weapons, WWI weapons, machine guns from all sides, ditto WWII, ditto Korea, cannons, a T34 tank, and a Korean war era Mig, Sabre Jet, and a Vietnam era Phantom F4. And other items too extensive to list. He bought a large building, endowed it, and there his collection sits today. Now if someone asks me about a muzzle loading flintlock shotgun, should I tell him if it is not an orignal, shootable Joseph Manton, properly dated and authenticated, 90% original finish, it's not work asking about, simply because I have had a chance to shoot and handle more than one? Or should I assume that perhaps that person doesn't have the financial resources of my deceased friend? Or have the encyclopedic knowledge he did? If you're dealing with the public you have to cater to the questions. Not all of us need a 25,000# steam Erie hammer for our shops. |
| Ellen - Sunday, 04/02/06 23:16:37 EDT |
|
Ellen, Neither do I. But I have run hammers from 25 pounds to 750 and really DO think a 100 to 150 pound hammer is the right size for the serious hobby smith OR the small time professional. But then we buy (or build) what we can afford. The professional will rapidly want more than one AND make good use of them. Pros often use more than one hammer on one piece in one heat. The hammers may or may not be the same size but will definitely have different dies. I've done enough short run production work that I know having more than one of any machine is often more important than the quality or actual condition of each machine in many cases. Changing chucks, tools and setups in lathes, drill presses and punch presses is more time consuming than making dozens of parts. Same goes for power hammers. My point? I have not been trying to sell you on needing two or three power hammers, just ONE the right size. Get as big a machine as you can afford and you will be glad you did. You can always get or dream TOO big. But generally if it will fit in your garage, shop or a small barn it in not too big for a small shop. The exception is manually powered tools. Many of the flypresses on the market are two operator machines. No point in putting one of these in your shop. But consider this. The little 33 pound Chinese hammer uses a 3HP motor (usualy 3PH). From the factory a 100 pound Little Giant used a 3HP motor BUT will run perfectly on 2HP as did a 100 pound Fairbanks. A 25 pound Little Giant came with a 1 HP motor but will run on a 1/2 as did Fairbanks and a 50 pound mechanical will run on a 1 to 1.5 HP motor (can be single phase 120VAC). For many people that 3 HP is out of their range for shop power. So they are forced to buy smaller OR more efficient machines. . . I have an old 350# Nile Bement I dream of getting running one day. I KNOW I cannot afford the electric line and compressor big enough to operate it. But I CAN run a gasoline powered air compressor. . . Where there is a will there is a way! |
| - guru - Monday, 04/03/06 00:27:08 EDT |
|
OBTW - You can spread the cost of an air compressor across several air hammers. . . |
| - guru - Monday, 04/03/06 00:29:16 EDT |
|
OK, we're back to discussing powerhammers again so I'm I'm going to ask my same old question again (I've asked it a couple of times already but can't seem to get a definitive answer as yet.....maybe there isn't one ?!). I built myself a "Spare Tire JYH" last year (scrounging as much as I could it was under $400.00). It has a 35# hammer and a 90# anvil (a railroad rail on end). Can I add to the weight of the anvil by welding on 2 or more pieces of track, or sleeving it and adding lead or concrete? Or do I have to replace it with a heavier piece of steel to get the maximum utility out of the hammer? Naturally if I use concrete, I'd weld on protruding bars to pour around, with lead, I'd burn holes through the web to get it to lock in tight. With adding track I'd do a combo of spot welding and banding, much like you'd do on an anvil stump or barrel. Any thought's? Thanks. |
| Thumper - Monday, 04/03/06 00:44:05 EDT |
|
Source for 1/2" propane quick disconnect couplers. www.propane-generators.com/quick_disconnect.htm |
| Rhoof - Monday, 04/03/06 00:54:26 EDT |
|
I'm a nubie to the craft, but for what it's worth, here's my two cents. I think the question being addressed here about the power hammers could be applied to almost anything. I, among other things am a semi-professional bluegrass musician. The Martin guitar and Gibson 5-string banjo I now play are in the 3 to 5 thousand dollar range each. Not something a beginning musician would probably buy. I didn't start on these either. I think that the more you use you have for something, and the more rewards you receive from the use of it, will dictate what you are willing to spend for something, including a power hammer. I'm still at the hand held hammer level, and a long way from needing a power hammer, but I'm sure that when and if I ever decide I need one, I will buy the biggest and best I can manuver into, whether I can afford it or not. That's the American way! |
| Glenn Tate - Monday, 04/03/06 01:07:12 EDT |
|
THUMPER If you would weld flat steel to the sides and fill it with lead or anything you have that is heavy. it would help. You would need to contain anything you put on it. It might shake your concrete off like flies.grin Chuck If you had an eightXeight solid the right height, if you be just right. Get you up to the 14X1 or better that you need. |
| sandpile - Monday, 04/03/06 01:17:24 EDT |
|
I have always been greatly interested in swords. I have not done much research, but I would really love to know where I can get an anvil, where to get the perfect metal to make a good sword, how to make a sword, what to use, where to get that, and the steps to do it in. I am living in Dacula Georgia, im 25 m. and just want to have a real sword other than this cheap imitation that has no wooden pegs, but a welded treads and nut covered at the end, that I got from a fair. Wonderful website you have here. Thanks. |
| jason - Monday, 04/03/06 01:20:06 EDT |
|
Thumper: I never built one, but I don't see any problem with ganging up more rail or bar stock. You will need to get a good flat bearing surface on the top & bottom [it has been done with an angle grinder] and weld a thick top plate [2"?]plate to the assembled mass. I would weld the rails/bars together along the length. I don't think the lead or concrete is a real good solution, as any movement defeats the purpose. |
| Dave Boyer - Monday, 04/03/06 03:01:13 EDT |
|
Yes, but what law says anvil mass has to come from the manufacturer. Say the shaft is 4" pipe or tube which fits into a 4 1/2" receiver at the base. Buyer has to fill it with mass on site, such as a combination of small chucks of strap iron and molten lead, and finish securing in place. Here one would seem to be simplifying manufacturing and reducing shipping weight. I haven't seen SOF&A's design yet, but suspect I can find a way to add mass if needed. Workshop is this coming weekend (unless they reschedule yet again). Should have the hammer here (put perhaps not installed) for the Anvilfire Hammer-in on April 21-23. |
| Ken Scharabok - Monday, 04/03/06 05:06:04 EDT |
|
I worked for a far too brief period with a 33# Anyang... it did not use 3PH power, and I believe it had a 2HP motor. Could have been 3HP, but it was running off 220, and that's how they come set up from the factory. This was in Australia, so it was running on an extension cord from a household outlet... can't have been drawing much. |
| T. Gold - Monday, 04/03/06 08:34:06 EDT |
|
There's more to a powerhammer anvil than simply mass. That mass has to be rigid, mostly incompressible, and have those characteristics be consistent throughout the anvil. If you fill a tube with concrete, or lead or loose scrap, you'll end up with more mass, but that mass will be much less effective than it would if it were a solid piece of steel or even cast iron. The force from the hammer blow must be resisted by anvil in a way that gives back the energy and doesn't just absorb it. When making a soundproof wall, the best material for absorbing the pressure waves hittin it is, you guessed it, lead. Sucks all that energy up and doesn't transmit it back in the form of reflected sound. Doesn't resonate, either. Lead works the same way, to some degree, in an anvil. Yes, it is mass, but it is absorbing energy and diffusing it, rather than returning it. Less effective. Concrete will do some of the same diffusion, but it will also crumble from the constant vibration, turning it to a powder that is not resilient enough to do much good as anvil mass. The mass that counts in an anvil is the mass that is pretty much directly under the force and is resilient enough to have some rebound, reflecting the force back to the work. The mass of the hammer frame is not under the force, so it doesn't gain you much, other than helping to keep the hammer from jumping around so much. If you made an anvil that was 3" thick by 6 feet in diameter, you would have a mass of almost 3500#, but it would be much less effective than a cylinder 10" in diameter and 8 feet long, which would actually have only about 2000# mass, but all of it under the force. A truncated pyramidal cone is the best shape, I would think, as the force is initially straight downward, but is then transmitted laterally as it is transmitted through the anvil. The foregoing is not to be confused with science, of which I have little knowledge. Just gut instinct and observation. |
| vicopper - Monday, 04/03/06 09:27:52 EDT |
|
Anvil Mass: This is not for getting traction in snow, it is not junk in the trunk. It must be solid mass. Bar welded thouroughly to the sides of an underweight anvil WILL help and is fairly efficient. Flat plates in a stack, even welded all the way around their edges is very inefficient. A high percentage of rebound force being lost at each interface. CONCRETE is not anvil mass. Inside a container it quickly shrinks and has no contact with the outside. It is also only 1/4 as dense as steel. A matrix of anything is dead weight but not efficiency improving mass unless there are huge amounts of it and this should be supporting the anvil that provides the mass. * * *Lead, Pb, Plumbum * * * Please do not recommend lead for ANYTHING that it is not absolutely necessary. The first person that filled a tube full of lead for a treadle hammer should have kept it a secret and not advertised the fact or put it in plans. Yes we allmost all have lead in our shops but we do not need more of it and certainly NOT in hammer construction. It is toxic to children and small animals. When poured any spilled droplets disintegrate into dust which gets tracked everywhere and is impossible to clean up. Lead is not self supporting, you cannot bolt or weld to it. It is easily replaced by slightly more (non toxic) steel to achieve the same weight and the SAME goes for using it for radiation shielding! The only time lead should be used for weight or shielding is where space limitation will absolutely not alow a substitute. |
| - guru - Monday, 04/03/06 09:32:14 EDT |
|
Quoted Anyang HP: This was from a US sellers web site and may possibly be in error. Two out of three Chinese hammer sites that list the 33# hammer did not have full specs so I had to rely on the one that did. Also note that the cycles per second in the US and Austraila are different. In the US it is 60 and in OZ and China it is 50. This is a 20% increase in motor speed resulting in more load. The first Chinese hammers brought over here would not run or constantly blew fuses because of the difference. US hammers now have different motors I believe. (I suggested different pullies). I repeat, this is the INFORMATION AGE. There is no point in having a web site and advertising an industrial product without full (accurate) specs. People (like Ellen) want to KNOW what they are buying and compare to other products. If a manufacturer or seller does not provide full specs (HP overall weight, power requirements as a minimum!) then it is their fault when they are erroniously compared or described. |
| - guru - Monday, 04/03/06 10:01:10 EDT |
|
Swords: Jason, see our Sword Making FAQ |
| - guru - Monday, 04/03/06 10:06:03 EDT |
|
You grow into stuff as your knowledge and ambition increases, and then� you start reaching your limitations. These limits may be time, money, innate skill, the demands of your day job, familial concerns; all parts of your life have an effect on your choices of equipment. One of my friends, John Huff, makes his living at crafts, and specialized in Viking-style wool combs (view a similar one to his at: http://pjhandcrafts.com/woolcomb/tmedoakft.jpg. They�re used in pairs.) When I dropped by his shop, there were four drill presses that he�d picked up over the years, each with a separate set of jigs for a specific operation. As John said, it sure was easier using machines than using apprentices. Yesterday, in my role of official �mentor� I met with a young man who�s doing a set of scale armor for his high school metalworking class, and discussed how he could finish off the gear so to provide a balance between protection and mobility and offensive capability. Too much armor protection can be as dangerous as too little. It�s the same way with tools and equipment, and books, and time spent on internet bulletin boards and capital investment and time spent working. The secret is in striking the balance. Something that looks �really cool� may be just the thing to open up new areas to your skills, or it may be a diversion from taking the time and making the investment in more important things. You have to ask yourself: what are you trying to accomplish? Make money? Make art? Make cool stuff for your friends? Fill time? Improve your mind? Spend lots of money? Inspire envy in your fellows? (I have some really nice wooden penny whistles, but I can�t play them worth a darn. The �envy� factor only lasts until I start to try to create music. ;-) What scale do you wish to work in? Pistols and cannons both fire projectiles, but they take a whole different set of equipment to fabricate. A light farrier�s anvil is just fine if you specialize in small folding knife blades, but a little lacking if you�re planning cathedral gates. You could probably still build the gates, but the trade off is in the time and difficulty involved in the project. One of the nice things about this group is that you do get a range of opinions, and you can make an informed decision based upon them. I�ve rambled enough. Sorry �bout that, the subject just tends to kick off the philosophic side in me. I guess I�m just an old epicurean. :-) Gray and cloudy on the banks of the Potomac. Visit your National Parks: www.nps.gov Go viking: www.longshipco.org |
| Bruce Blackistone (Atli) - Monday, 04/03/06 10:41:13 EDT |
|
T.gold - that hammer wasnt in Glenn Moons back yard was it? - I heard he recently gave one a 14 hour thrashing! In the UK i supply the 33 lb er to run of 240v single phase - motor 1.5 kw - they work a treat on standard 'domestic' supply Glad I put full technical specs on the site now guru :) Ellen, I like the questions - I lurk away watching (learning) from other peoples threads. I like answering power hammer questions ( im pretty useless at everything else :) - I figure a few folks will read it and learn. the recent discussions have got me thinking about mechanical 'v' pneumatic and im not sure about the efficiency claims of the mechanical (im not saying your wrong Jock - ive just not got it straight in my head yet) I sense a little research coming on. Anyway - whilst mulling the above Ive come up with a cracking idea for a small / cheap / very easy to build power hammer * watch this space ! * (except it might ruin my existing business :( ps...if anyone does know of a 25000# erie for sale ive got a customer for it....... |
| John N - Monday, 04/03/06 12:07:12 EDT |
|
Pieh Tool Co: an advertiser here: Anyang 33# One Piece Hammer Min. Hit Energy 118 ft lb Hits per minute 240 Max.Forged Rnd Steel 1 3/8 inch Max Forged Sq Steel 1 3/16 inch Dist between Top & Bot. Die 6 1/4 inch Dist center of die to frame 5 11/16 inch Diam Working Cyl. 5 3/4 inch Diam Compression Cyl. 5 15/16 inch Dim. of die surface LXW 2 3/4 X 1 9/16 Dist. Bottom die face to base 14 9/16 inch Mach. Floor space LXW+motor 21 1/4 X 13 3/4 Machine height 33 9/16 inch Motor Voltage 220 60hz Motor Phase Single Phase Motor rated HP 3 HP Machine net weight + Motor 572 lb Price $3,795 Base not included. |
| Ellen - Monday, 04/03/06 12:21:04 EDT |
|
Anyang 88 pound One Piece Hammer Rated Weight of hammer 88 lb. Minimum hit energy 245/210 Max. Forged Round Steel 2 7/8 inch Square Steel 2 5/32 inch Distance between top and bottom die 9 1/8 inch Distance from center of die to frame 9 1/4 inch Diameter of the working cylinder 8 3/32 inch Dimension of die surface LxW 4 3/4 X 2 1/8 Distance from bottom die face to base 19 11/16 inches Machine Floor space (LXW) + motor 46 X 20 inches Machine Height 54 3/4 inches Motor Voltage 220 60 hz Motor Phase 3 phase single phase available on request Motor rated HP 5.5 hp Machine net weight + motor 1940 lb. Price $5,995 I can do reasearch and read. I just often don't understand the practical applications of implications of technical specifications. Hence my asking numerous questions and keeping with it until I learn or get thrown off the board. Thanks! |
| Ellen - Monday, 04/03/06 12:28:20 EDT |
|
Further technical information and specs on 165# hammer on her website www.piehtoolco.com, or available through pull down menu at upper right of this screen. Amy is great to deal with! |
| Ellen - Monday, 04/03/06 12:41:03 EDT |
|
John, I didn't think to check your site (sorry). Checked the factory (few specs), AnyangUSA (few specs) and Pieh tool who has a 3HP motor listed. Data may be wrong and someone mistook 3HP for 3PH. . . If you compare the known mechanical manufacturers HP to the current and past pneumatic hammer the ratio is about 2:1. Little Giant specs must be taken with a grain of salt as they had a rule against fractional HP motors and would not use a 3/4HP on their 25# machine. They started at 1 and stepped up. Fairbanks used a 1/2 on 25# and 1HP on 50 which would put a 33# hammer right at 3/4HP (less than half your pneumatic, 1.5Kw = 2HP). The inefficiency of air is a well known engineering fact. Heat (mechanical and air friction) losses are tremondous (both self contained hammer or seperate compressor). There are many advantages but low power consumption is not one of them. If your market is the hobbiest or home market OR even developing countries then a machine requiring low power should be your goal. |
| - guru - Monday, 04/03/06 12:59:41 EDT |
|
Any idea who makes the Twisted Sister hammer seen here: http://www.britishblades.com/forums/showthread.php?t=19414 |
| Bob G - Monday, 04/03/06 13:16:30 EDT |
|
Hammer efficency / energy requirements - air hammers pull a few more amps starting but im not sure how much of the motor h.p is used when they are running - I will check with my electrician. They do generate heat through frictional losses but i wouldnt have thought that would account for double the power consumption. Again in seems to all be a bit theoretical since the work output of the hammer varies from mechanical to pneumatic. What we need to do is get 2 similar rated hammers (25 kg anyang / 50lb LG say) & do a standard forging on both ( say 2" sq bar to 1" square ) and measure how much juice is drawn by each hammer to do the work, I will get round to it one day...... |
| John N - Monday, 04/03/06 13:49:35 EDT |
|
Ellen, note that the maximum forged size from most manufacturers is hype. Same as was the running your Old Blue or Bull off a 3HP air compressor. . . Folks have realized the truth and gotten off that bandstand. The Forging Industry Association gives 50 pounds per square inch of cross section as a recommended minimum rate for mild steel and about 70 for tool steel. These are values for very large hammers and do not apply well to small hammers where you actually should have MORE power due to rapid heat loss. But it is still a good basic rule to keep in mind. What will fit under the hammer is a completly different thing. I have seen a 4" ball forged from a cylinder under a 110# Big BLU. It was way out of the range for the machine but it did do it (in multiple heats). Little Giant specs gave more capacity than was useful being based on what fit. The "flats on edge" was completely off base. The line in red on our chart is my addition and very close to the truth based on experiance. The same rule aplies to new machines. I probably should make a graph as the calculating a square root of an area confuses many. 50 pound rule for two Chinese hammers 33# = .6 sqin, .812 (13/16") sq. or .92" round 88# = 1.76 sqin. 1.32 sq. or 1.5" round |
| - guru - Monday, 04/03/06 13:57:16 EDT |
|
Bob G - Ive never heard of the 'twisted sister' hammer before - I read the thread about pulling the rawl shields out (cant post there saving up the tenner for membership still!) - I suspect the rubber mat is to flexable alowing the 'bounce' to hammer the bolt shields out - try a bit of 1/2" fabreeka / James walker 32ply matting or similar (or good marine ply at a push)under the base instead. |
| John N - Monday, 04/03/06 14:13:46 EDT |
|
Forging energy - all my charts on energy factors relate to closed die forging so cannot really comment (or use these figures in any meaningfull way versus open die forging) - is the 50lb per sq" cross section rule 50 lb ram weight or 50 ft.lbs ? I do know that the chinese hammers work upto the stock size stated on the specs without to much effort, I will be putting videos of this with my next site update. ( I will get round to it one day...........) |
| John N - Monday, 04/03/06 14:39:41 EDT |
|
Twisted Sister Hammer: Bob, That is VERY SIMILAR to the hammer built by Bertie Rietveld and Tom Nelson of South Africa and listed on our Powerhammer JYH page. Click link for more. |
| - guru - Monday, 04/03/06 14:51:05 EDT |
|
Problem with hammer Hopping up and down. . . reference to "Twisted Sister" This is generaly a problem with insufficient anvil mass but can also be a spring and timing problem. I always thought the spings were too soft in this hammer and that it needed shorter springs and toggles (a major redesign). Hammer should not try to pull itself out of the floor. At the 1998 ABANA convention when Grant and I had our little contest his would litteraly walk across the parking lot due to the front hopping off the ground with every up stroke. This was due to low mass AND lack of upstroke energy absorption. You think designing and building one of these things is easy until you see one walking across the floor with three large men trying to hold it back. . . . and the machine was only a 1/2HP or so. |
| - guru - Monday, 04/03/06 15:03:17 EDT |
|
Thanks all on the input about beefing up my JYH anvil. In reading the messages I now understand the drawbacks of adding on rather than using a solid chunk of metal....most depressing (LOL)! Thinking about all that was posted in response to my question raises a new one. One of the DIY hammers uses an engine block for an anvil. Don't the hollows in the block for pistons and water lines etc limit it's usefulness as an anvil because of it's perforated mass? |
| Thumper - Monday, 04/03/06 15:08:23 EDT |
|
I was wrong: This is a copy of the South African hammer built by someone else. Ram is much heavier and a few parts different. |
| - guru - Monday, 04/03/06 15:11:15 EDT |
|
EC-JYH: Thumper, In my many follow ups as in the article on the EC-JYH I pointed out that the block was surprisingly light (about 100 pounds when stripped) and that it was a lousy anvil. But that is the point of CHEAP JYH construction is to build with as little as possible and what you have on-hand. If you have little invested then there is little to lose. On my JYH the "anvil" was two large 4" thick scrap "cookies" (drops). The engine block was a riser. But yes the holes are a problem not only in reduced mass but in making a springy foundation. This machine was about as piss-poor a machine as one could imagine. It had very low efficiency and needed slowing down. However, the clutching worked pretty well and it DID run. We forged things with it and it could point 1" bars faster than I could as well as do it all day. But it takes up a LOT of room for its effectiveness. I kept it planning on using it as a test bed for other ideas but have not had the shop time. I wanted to try a horizontal flat spring across the top of the ram attached to the shocks on the ends. This would give it that spring assisted "snap" that makes mechanical hammers hit so hard. I am ready to part with it if anyone is interested. The rear axel is from a late 1970's or early 1980's Olds 98 (the last of the BIG ones) and is probably worth more than anything else. |
| - guru - Monday, 04/03/06 15:27:21 EDT |
|
Anvil Size and Efficiency: After I made the previous mumblings about anvil size and efficiency and other considerations such as portability I came across the German Army farriers picture from Gill Fahrenwald on the portal page. Boy, it may not be that efficient, but the anvil shown is sure portable. Maybe it's for mule shoes. :-) http://www.anvilfire.com/home/images/slideshow/g_fahrenwald/jan_2006.htm |
| Bruce Blackistone (Atli) - Monday, 04/03/06 15:27:24 EDT |
|
John, I think the one I was playing with ended up with Luke Berger. He had it set up on a funky timber stack, with a one-foot treadle... it was interesting. I'd like to pay him a visit and try it out in his shop. (Grin) I think Glenn sold it to him, though. 14 hours, eh? Amazing. |
| T-Gold - Monday, 04/03/06 15:45:39 EDT |
|
Not even sure I am in the right place. I am trying to track down operator's manuals for a diacro #4 manual bender and a diacro #2 manual punch. Any suggestions? Thanks! |
| Dale - Monday, 04/03/06 17:01:35 EDT |
|
SOFA hammer- I was at last saturdays SOFA meeting and saw the prototype of the hammer they are building this weekend at the workshop. I dont know too much about them, but it looks like a fine machine to me. I would be in the workshop in a flash if it was not for a lack of funds, space & the ability to move it. :( |
| Brian C - Monday, 04/03/06 17:14:25 EDT |
|
Di-Acro manuals- unfortunately, Di-Acro is gone. The company website is down, and there is no word on if it will be back again or not. Acrobend makes similar benders, and may be able to help with the bender- acrobend.com Somebody told me that there was a way to find archived websites on the web, and that you might be able to get the pdf for the bender manual- but I dont know if that is true or not. There is one main bender manual, called the Art of Bending, which covers all the manual benders. There might be some info at the metalworkingdropbox, over at metalworking.com |
| - Ries - Monday, 04/03/06 18:02:56 EDT |
|
Dale: I have had limited success in finding operator's manuals on eBay. Try to find someone selling the equipment with the manual and then see if they are willing to make a copy of it for you. |
| Ken Scharabok - Monday, 04/03/06 18:28:49 EDT |
|
50lb rule: John, It is a rule of thumb for efficient production and seems to work well. It is for open die forging and is in pounds of ram per square inch cross section of mild steel. For alloy steel and other spplication 60 and 70 pounds is often used. In the US most of the industry gave up calulated or even "tested" blow ratings as there are too many variables and much too much fuzzy math. The pure mathematial approach using mv2 results in infinity unless there is movement or a deaceleration time/distance. Instantly stopping any force yeilds infinity and the universe comes to an end. . . So you must assume work done in X time/distance OR anvil efficeincy and movement. Anvil movement is simple physics where a small object moving fast causes a large object to move slow. Many years ago the folks at Chambersburg came up with an efficiency table and most of the industry has agreed with its accuracy. I had a fellow do the math and it pretty much agrees with theoretical physics as well as practical testing. 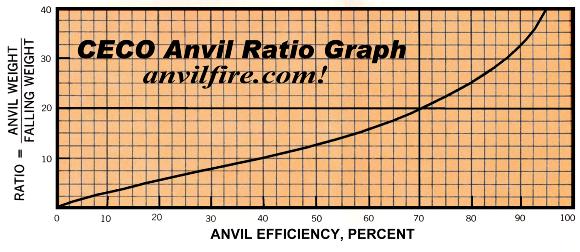 Chambersburg built hammers with 15:1 and 20:1 anvils. The heavy duty high efficiency 20:1 anvils were at what Chambersburg thought was the point of limited returns at 70% efficiency. Most of their normal anvils were 15:1 as were many other manufacturers of the time. To calculate the maxiumum effective force of a power hammer you start with the velocity at the percentage of travel (95% is reasonable) and calculate mv2 times the anvil efficiency. The blow force is actually a graph of work heights vs. velocity at that point. The "Maximum" force is die to die and it the theoretical 100% mv2*efficiency. The "work performed" is a totaly different matter and has the added variables of material stength at a given temperature. There are so many variables that it is mind bogging to think about. Besides material and temperature there is die shape and finish as friction becomes a factor. In open die forging the die shape is very critical to smooth efficient flow (even on "flat" dies). Talk about comparing apples to oranges! So for practical purposes, fairness and honesty we use the 50lb. rule of thumb. . . |
| - guru - Monday, 04/03/06 18:50:12 EDT |
|
Diacro Manuals. . I am archiving them as we wait. . . |
| - guru - Monday, 04/03/06 18:51:28 EDT |
|
Thumper, I scabbed on some 1 1/4" plate alongside my existing power hammer anvil when I upped the ram from 32# to 45#. I noticed a big difference. I added these slabs to the sides of the anvil, and they were welded along the sides from top to bottom and at the top and bottom. Perfect? It IS a junkyard hammer. know many people with a 45# power hammer that they have $100 or less in? I do have about 20 or 30 hours of blacksmith fun in building it. Learned alot too. |
| - ptree - Monday, 04/03/06 19:35:39 EDT |
|
Hi, my question is about teaching introductory blacksmithing classes. For the past seven years now metal work has been a small side business for me. I am largely self taught. I've been debating teaching some introductory blacksmithing in my own shop. Recently I had someone approach me who wanted to pay me to train her. Teaching could be fun. However the selfish part of me just doesn't want to give all my hard earned knowledge away, and I afraid people will get hurt. Can you give me some advice. |
| Dan - Monday, 04/03/06 19:47:37 EDT |
|
Teaching Secrets: Dan, There are only about 250 schools teaching blacksmithing and about 70 blacksmithing organizations giving free demos and beginers classes and a NEW book or two comes out on blacksmithing every year now on top of the dozens that exist. You want secrets look at the Blacksmith's Manual Illustrated By J.W. Lillico. . . So what great secret do you have that we do not know and have'nt giving away here? Example: When I first launched anvilfire in 1998 I posted the twist method of making tongs that I had used in the mid 1970's and called it the "Dempsey Twist" as I had not seen it in any book. Recently Uri Hofi confided to me that he had thought HE invented it in the 1980's but then found it in a book published about WWI in England. . . There is almost nothing new in blacksmithing. . . . . . but ocassionaly there is. I have a step-by-step article on makeing a candle pan joint that Uri Hofi says he invented and I am sure it is original as it requires some fairly precision tools that are a little too picky for pre 20th century blacksmiths. Uri has demonstrated the method numerous times so it is no secret. SHARING is what makes modern blacksmithing the enjoyable trade that it is and the reason it is HERE TODAY. In previous centuries narrow minded folk kept their techniques and methods to themselves and a huge part of the history of our craft was lost when the was suddenly displaced by modern industry. It has taken 30 years to bring blacksmithing to where it is today by SHARING. It is the goal of modern blacksmiths to be sure that their trade and its "secrets" never die again. |
| - guru - Monday, 04/03/06 20:15:47 EDT |
|
Guru, thanks for the Chambersburg anvil efficiency information. |
| - John Larson - Monday, 04/03/06 20:33:10 EDT |
|
Teaching: And I forgot the videos! If you REALLY want to learn something about MOVING METAL try the Uri Hofi Free Form Forging DVD or the Bill Epps videos from Teaching Tapes. Time is money: Now there is nothing wrong with charging for your time. But there are insurance issues to mull over. Your home owner's probably covers visitors but the second you take a dime for a lesson then they will tell you that you are not covered. . . And the cost of having a neophyte in your shop is usally broken handles, empty cylinders (full yesterday), dull and missing drill bits. . . and on and on. Teaching is a noble task that I thouroughly enjoy. In the past I demoed at faires and craft shows as well as schools. It is personaly rewarding but rarely financialy rewarding. There is a lot to think about. But "shop secrets" is not one of them. |
| - guru - Monday, 04/03/06 20:37:52 EDT |
|
To the prospective teacher-- What you know is worth a great deal. Do make sure you pay, in full, all those who taught you something before you get too caught up in selling what you know. If you are like me, the vast majority of what I could teach another is "second-hand" already. Some of what I would like to think is original is actually only a variation heavily based on skills someone else taught me. My time I can charge for, were I to charge for my knowledge, I would not know how to appropriately distribute the income. What I might learn of blacksmithing I have time/money to study because someone else taught me things I use to make a living. The chain gets quite complex. But, then, what I know will evaporate in another 20 or 30 years if I don't find a way to pass it on. (Do watch your back on the liability issue. As much as I dislike the approach, you may wish to contact an attorney for some advice. Not all prospective students are responsible adults.) Dale K. Howe, PhD |
| Dale - Monday, 04/03/06 21:25:30 EDT |
|
Those of you who have skills to pass on, and the skill to pass them on: While it may have liability issues, responsibility issues and who knows what other issues, I urge you to figure out a way to pass on your knowledge. Both to keep it form being lost, and to provide an opportunity for a person who wants to know. Where I live, there simply seem to be few, if any, who want to learn the trade. Most consider it too demanding, too dirty, too underpaid, or some other negative. If I can find just one person who really, truly wants to learn and is willing to make a real effort, I will move mountains to teach him/her everything that I can. That is the very least I can do to give something back to a craft that has given me more hours of pleasure and growth than I can possibly count. |
| vicopper - Monday, 04/03/06 21:35:21 EDT |
|
TEACHING--When I started riding colts and punching cows. There was a treasure trove of information locked up in heads of the older hands. I worked with some of them and could not pry one piece of good info from their locked jaws. I worked for several years. Gradually picking up a little knowledge from watching and mostly in trail and error methods. I finally had enough knowledge and was getting the kind of results with my horse and dog training, that the old hands started asking me how I got a horse/dog to do this or that. I did not shake my head and run backwards. I would simply show them what I knew and how I figured it in my head. Because I was forced to learn 90% of this on my own, I had a totally different approach to the training of animals. The few old men that told me to learn it on my own, did not get one piece of training info from me. Should have been as free with them as I was with the others. Missed a chance for that many more friends. This old life is far to short and the road a way too bumpy to slowly pick your way through the cow pies of life. If you have someone holding the light, it makes for a cleaner and quite a bit faster trip.GRIN Chuck |
| sandpile - Monday, 04/03/06 22:02:29 EDT |
|
Tricks of Trades: When I was a tool & die apprentice I kept an eye on the better journymen to learn what I could. As My skills improved I started to come up with some tricks of My own. What I mean by this is they were new to Me and not being used in the shop I was in, but I am sure that thousands of others had done the same things in thousands of other shops. I soon came to realise that the really good guys came up with new tricks as the need arose. No offense to Dan, but really good guys don't mind if somebody learns thier tricks. They know that they will come up with more and better tricks in the future. |
| Dave Boyer - Monday, 04/03/06 23:52:07 EDT |
|
More Secrets: A good friend of mine has always been afraid to train help and as a result never had good help when he needed it. He was always afraid they would go off and become competition. Well. . . that happens anyway. In a good modern shop you have a significant capital outlay in tools and machinery. Unless your student is independently wealthy it will take them years to catch up. Train them to run that Nazel 3B and just how many places can they run off to and just where are they going to find a replacement? Even the Chinese hammers get real pricey in that size. Same goes for little toys like weld plattens, good saws, presses. . . In general we are talking about "Artist Blacksmiths". If you are an artist then you have a skill that many no matter how hard they try most others do not have OR it may take them another lifetime to develope those skills. On the other hand most artist blacksmiths NEED a partner that thinks like Donald Trump and can clear the BS from a deal and make it profitable. At the NOMMA MetalFAB trade show I ran into something I had never seen in the blacksmithing world. People afraid of having their work photographed in fear that a competitor will copy it. . . "No Cameras" has been the long standing rule at the NOMMA shows. Well, I was invited to photograph everything, and did. We will have a big edition of the NEWS as soon as the next edition of the Fabricator comes out. I saw nothing worth stealing. However, what I DID see in agregate should have a LOT of "artist blacksmiths" honing their artistic and sales skills. In just a few years the quality of components has jumped tremondously. German factories are turning out components with true fish tail scrolls, forged an incised leaves. . . Lesser manufacturers are cranking out work with colorful finishes that make you forget the colars are round and tack welded on. Mexican factories are texturing work all over and forging long tapers for vines. AND they are turning out custom pieces from their base components of leaves, vines, fruit and flowers. Your customer generally doesn't care if you use tennoned joints and hot fit collars but they DO care when you paint your work flat black and the the guy with the cheaper price has earthy browns and gold highlights that result in a drop dead gorgeous piece that also matches their decor. . . Fabricators see money in the high end work and are buying the machinery to produce it. Power hammers, multipurpose twisters/benders and other high production tools. They know that they can produce the components they have been buying for years and cut out the middle man and long distance shipping. These guys are efficient and meet deadlines. They are not afraid to hire and train help to make the pits and pieces. They will use cheap components when the job dictates them and high price custom components when the money is there. The secret at NOMMA is the "fabricators" that have been a dirty word in the artist blacksmith world are now taking many of those fancier jobs that WERE the domain of the "artist" blacksmith. AND they are making money at it where the purists that learned "a joint is either a joint or it is not" from Francis Whitaker are losing those jobs. The "disease" of components is now employing real blacksmiths to make the bits and pieces in efficient high production. To combat this shift the architectural smith is going to need to raise the bar AND remain competitive. Work must look better, be cleaner and well finished (no crappy cheap wax finishes). And above ALL it must be delivered on-time. This means learning to mechanise and keep the hand made one of a kind look. It means pricing REAL finishing into the job and not fluffing over it. It means using HELP when you need it. Uri Hofi says we need to be more professional as a group. Something to think about. |
| - guru - Tuesday, 04/04/06 00:43:47 EDT |
|
ANVIL EFFICIENCY GRAPH- Thanks for the graph, Guru. It certainly gave me a lot to think about in planning my next hammer. I had bought a piece of 5" round for an anvil, but thought it was a bit light so I got some 8" round instead. If I read the graph right, that just brought the efficiency of the hammer from 17% to 48%. (The numbers are based on a 35-lb ram weight.) I can see why you stress anvil weight. Another interesting observation is that if I cut the ram weight in half, I more than double the efficiency at the expense of doing half the work (mV2), so I roughly end up where I started from, assuming that the velocity is the same. The lighter ram may actually accellerate faster provided that the air cylinder can exhale fast enough on the down stroke, but I am sure its not that simple. The proof will be in building one (or more) and actually using it. Thanks again. |
| DonS - Tuesday, 04/04/06 00:51:55 EDT |
|
I was wondering if you guys could tell to me how to overlay steel with silver or brass. Iam trying to figuer it out so i can make some fancy cowboy spurs. |
| becca - Tuesday, 04/04/06 01:04:36 EDT |
|
Anvil efficiency: DonS, It is not that simple. What happens is the force is transfered into the floor or foundation. There is a loss but a higher percentage of the work is still done. However, vibration of the floor and noise is a fatigue factor on the worker that is also an important part of machine efficiency. Many hammers have a 10:1 ratio which is 40% on the CECO scale. This would be the hammer efficiency floating free in space. Setting on a heavy foundation you get back about 20% of the lost 60% so you are back up to a total of 60%. 10 and 15:1 is normal for most hammers. Today they tend to be less due to material costs. Folks also set hammers directly on 4" concrete pads which is something cheap and easy to do but also reduces hammer efficiency. Little Giant with a 15:1 ratio (not including the frame) called for a concrete block that weighed nearly as much as the hammer. The Chinese hammer manuals (at least the old ones) called for the same size foundations. |
| - guru - Tuesday, 04/04/06 09:20:44 EDT |
|
becca, The simplest and most straightforward way to overlay brass or silver onto steel is to silver solder it. The secret to getting a good soldered joint is to have the pieces fitted as closely as possible, so that the molten solder will travel throughout the joint by capillary action. This means a fit that within a few thousandths of an inch, so it pays to take some extra time here. Another factor in good soldering is cleanliness. The pieces to be soldered must be free of any oxides, dirt or grease. Sand them clean and bright, then flux with the appropriate flux for the materials you're using. For silver to steel, I recommend using true silver solder in the melting grade known as "easy", and I like Battern's self-pickling flux. Other fluxes, such as Handy and Harmon's Handi-flux work fine, too. Fit the joint up properly, heat the pieces to just warm, flux liberally and let dry. Cut little snippets of solder and place them around the edge of the joint, "gluing" them in place with a tiny amount of flux. Heat again slowly to dry the flux, replacing any solder bits that pop off. Now bring the whole works up to soldering heat, around medium red hot, and the solder will melt and flow into the joint. The process for brass is the same, but I recommend Sil-Fos solder for brass, as it is a somewhat better color match for the brass. You can solder such work using a low temperature silver-bearing solder, which is not to be confused with real silver (hard) solder. This is a tin/antimony/silver solder that melts at around 500�F. The flux for soft solder is usually a mixture of rosin and sal ammoniac. A plain ammonium chloride flux will also work. The process is the same as far as fitment and cleanliness goes. Soft solder is not as strong a joint as hard solder, nor does it come in various melting points allowing multiple stages of soldering as silver solder does. |
| vicopper - Tuesday, 04/04/06 09:28:49 EDT |
|
Silver and brass over steel: Becca, It depends on the result you want. However, artists have been applying brass with a torch for decades and silver could be done the same way. Applying brass is the same as brazing. The steel is heated, flux applied and the steel heated to a low red through the flux and the brass heated in the flame and applied. Silver can be done the same way but at lower temperatures and with silver soldering flux. It would probably do on better over clean brass than directly to the steel. Another method is the Japanese Mokume' Gane' method. Traditionaly this is used to make laminated non-ferrous metal (copper, brass, silver, gold) which is then cut into to reveal the laminations and produce patterns. Starting with bright clean steel you would want to copper flash it with copper sulfate solution then apply a layer of oven braxing sheet and a sheet of brass. A piece of sooted steel laid over this. The whole would be heated in a kiln until the brazing sheet melted. Once the brass is applied to the steel (a high temperature process) silver could be applied to the brass. These processes take a LOT of experimentation and I am not expert on them. Copper, brass and gold wire is also inlet into fine undercut grooves cut with a chisel. The wire is hammered into the grooves expanding it in place. Burnishing further extrudes the steel edges over the inlay. Very light filing and polishing is done to finish flush. Fancy spurs are also made of laminated steels. When etched and blackened you can have brilliant patterning. Forge welding the laminates is the subject of whole books. Many artists often buy the laminated material from others. Personally I would stick to brass on steel and blacken the steel. |
| - guru - Tuesday, 04/04/06 09:40:43 EDT |
|
Thank for informations guys. |
| - becca - Tuesday, 04/04/06 10:10:15 EDT |
|
Power hammer anvil mass? I'm hoping to build a hammer and trying to calculate anvil mass. This is what I have so far 6"x9"x33" anvil ~500#, base 3"x26"x32" ~ 700#, 2 pieces 1"x8"x32" ~ 140#, these last 2 pieces will join the anvil and base to the column. Question is can I count this mass as anvil mass, I'm hoping to build a 90 pound hammer, I could also watch for more fill in material between the anvil and column. The Column is 6" x 6" x 1/2" wall, 72" tall at the moment. Sorry for more JYH questions, but your thoughs would be a real help. |
| - Trent - Tuesday, 04/04/06 12:23:30 EDT |
|
Trent, 80% or so of that 3" thick base counts since it is fairly compact. You are well over 10:1 so you should have a good stout hammer. On a rectangular base I count the square under the anvil if it is thick plate. In this case the 3" that you are using is going to see little flex. The two pieces you are adding to the back of the anvil add to the mass. Something most designers (including indsustrial hammer builders) do not look at is the center of gravity. If you add weight to the back of the anvil then you should move the dies toward the back. Idealy they would be over the center of gravity (and the upper ram center of the dies). However, this is usualy not mechanicaly possible especially since you are building a machine with a C-frame for throat depth. You can also add mass to the front of the anvil to balance the extra on the back. The center of gravity business is not that critical but it is the kind of thing good designers look at. Sometimes they work with it, other times they must let it go. But in either case they are aware of it. |
| - guru - Tuesday, 04/04/06 12:42:23 EDT |
|
TEACHING,SHERING AND SECRETS A "TEACHER" A REAL "TEACHER" IS ALWAYS SHARING AND IS NOT AFRAID OF GIVING AWAY HIS SO CALED "SECRETS AND EXPIRIENCE" TEACHING IS OPENING YOUR KNOLEGE AND HEART TO YOUR STUDENT. IT IS IMPOSSIBLE TO TEACH HALF TO SHOW HALF AND DEMONSTRATE HALF OR TO LOVE HALF !!!!!!! THE MORE YOU TEACH AND OPEN YOURSELF THE MORE THE INFORMATIN IS OPEN THE LEVEL OF BLACKSMITHIN AND FORGING WILL BE HIGHER AND NEW SYSTEMS AND ELLEMENTS AND TECHNIC WILL BE INCORPORATED IN THE BLACKSMITH SOCIETY AND CREAT A NEW LEVEL OF CULTUER!! THIS IS OUR GOAL OF TEACHERS TO FORGE THE FUTUER AND MAITAIN THE PAST URI HOFI |
| hofi - Tuesday, 04/04/06 12:54:46 EDT |
|
The guru and Uri Hofi have really it hit it right on about teaching. For some reason, various metalworking fields have attracted some bitter old men who wont share their knowledge- machinists, fabricators, and blacksmiths who think like this are hurting no one but themselves. As the guru said, even if somebody has the money to instantly equip a shop, say a hundred grand in loose change, they dont have the same ideas, history, experience, or interests as you do. Two blacksmiths, given the exact same tools, "trade secrets" and materials to start with, will still produce two very different end products. And frankly, most people arent stubborn or crazy enough to pursue this stuff for their whole lives. I have had employees continuosly since 1982- and lots of them have learned stuff from me, but very few have had the stick-to-it-iveness to set up their own shops when they leave, and none have ended up making things that look anything like what I do. |
| - Ries - Tuesday, 04/04/06 13:49:20 EDT |
|
i am blacksmith with a 2 year blacksmithing ND (national diploma) course under my belt, but the course was somewhat lacking. it was advertised as a blacksmithing ND that would give business training and a broad introduction to blacksmithing, giving you the basic knowledge to start your own business. however six months in they changed the course description to CREATIVE ART/DESIGN and blacksmithing, and i was left wondering why i was exploring the texture of tinsel while trying to read into the meaning of andy warhols work and the use of colour in dipictions of dantes inferno while drawing a still life of an almond. any way now its 18 months after and a lot fund searching later i have my forge set up but im floundering in a loss of confidence and lack of experience, and to top it off i have recently bought an oxyacetylene welder/cutter which i am certified to use but on the course we never even approached cutting heads because the well funded mechanics dept used plasma cutters which we never recived training for, plus they're very expensive at �600 a pop, not exactly affordable for someone starting out. so when i found a 2nd hand cutting torch for �85 as opposed to �285 new i leapt at it. after reading up on its use i went to put it into practice, but dont know which cutting head is best for different thicknesses of steel. i have a book with a table of thickness to cutting head ratios, but it does not tally with the sizes on the nozzles i have, being that the table gives 00,0,1,2,3,4. and the nozzles are marked anm 3-6, 1/32 , anm 10-75, 1/16 , anm 5-12,3/64. are these references to metal thickness or to the bore of the mixing chamber? i am bemused and would be grateful for any clarification on the matter or links to web sites or books with more detailed and up to date info. sorry for the rant but you did ask about experience, and so that was mine thanks andrew. |
| andy - Tuesday, 04/04/06 14:22:00 EDT |
|
I have had the good fortune to work with the Max Carey Blacksmith Guild in Midland Michigan for the past four years on a weekly basis. About 10 to 15 of us share our knowledge, of which mine is one of the least, freely and completely. This has amounted to free lessons, about 150 so far, for me. I have never had anyone try to hide anything from me. The ony cost to me has been my labor and participation in the group projects that we do for our host, the historical society. That is why I have persisted and have developed my own shop where I can do the stuff I learned in the group. If it weren't for the sharing that I can now do, on a limited basis as I grow as a smith, the whole thing would be a lot less enjoyable. |
| Jim Curtis - Tuesday, 04/04/06 14:53:36 EDT |
|
Thank you for the help with the anvil mass. I see where I can add a bit more mass. The steel is here it just requires a bit of cutting. Going for 15:1 instead of 10:1 looks like it is worth the while. Once again wonderful site, thanks for the advice. |
| - Trent - Tuesday, 04/04/06 17:01:42 EDT |
|
Craft �Secrets� and Mysteries: In a pre-literate society, relying on word of mouth and with the enforcement of a strong guild system (as well as profitable self interest) one really could keep trade secrets in a craft such as blacksmithing. There was a strict hierarchy to be followed from apprentice through journeyman (in which you went around to different forges to work and learn their secrets) to master. Guild rules not only promoted quality work by setting working conditions and what materials are to be used , but also helped limit competition by declaring who and how many workers a master could employ, and so initiate into the mysteries and secrets. As late as the 19th centuries, the �mysteries� were still a valid concept. People knew that certain metals would do certain things and perform to certain standards if you followed certain procedures, but they didn�t know why. Practical Blacksmithing, edited and compiled by M.T. Richardson (LoC 77-94507) illustrates this very well, as various smiths argue about annealing, and tempering and �rotten� iron and �crystallized� iron, and a dozen other unfamiliar concepts from our point of view. These were, to them, definite mysteries. In terms of trade secrets, Alan Williams� book, The Knight and the Blast Furnace: A History of the Metallurgy of Armour in the Middle Ages and Early Modern Period, has a number of examples where the armorers in one town would master the techniques of hardening and tempering armor, where those in the next town would use a partial quench, with a lower eventual hardness. In Italy, the hardening and tempering of armor went out of use when they started fire-gilding the pieces, while in Germany some towns were able to retain hardness and still gild the harness of plate. Starting in the 19th century, through the 20th and accelerating in the 21st, publishing of the basic information for blacksmithing has become the prevalent method for people to learn, through both books and internet sites. Nothing replaces the speed and efficiency of a trained and wise teacher, but one can still achieve a basic level of competence (at a much slower rate, and with a lot of trial and error) through non-personal means. Having a mentor or a teacher or watching the skilled smiths at one of the various blacksmithing events will accelerate your learning, and help enforce good work habits; but in the present system keeping �secrets� is almost impossible. The moment someone comes up with a new twist on doing something, or a new technique, or a new use for a tool or a material, dozens (if not hundreds) of talented and knowledgeable smiths are going to look at what they did, and think: �Hmmm, I wonder how he did that?� Then they�ll reverse engineer it, or come up with their own (and maybe better) technique, or come up with something entirely different on their way to puzzling out the solution. Ideas and techniques are very slippery things, and it�s tough, if not futile, to try to hold on too tight. |
| Bruce Blackistone (Atli) - Tuesday, 04/04/06 17:21:02 EDT |
|
ND Course, Query: Andy, In what country? And yes, I REALLY hate it when a curriculum changes for the worse. Floundering. . . Very few educational courses anywhere prepare you for the REAL WORLD. Often when they try the information is wrong or out of date. Many places attempt to bring relevancy into the classroom by hiring professionals to teach in their field but most sucessful professionals cannot afford the pay cut to work in education so what you get are failed professionals. . . Most of us learn by the school of hard knocks. Torch: First, tip sizes are arbitrary numbers that mean nothing. Generally the larger the number the larger the tip. Second, hopefully you bought a good quality torch made by a reputable manufacturer. In that case the answer to your questions should be in the torch operators manual. At a minimum they have a chart of tip sizes, gas pressures and metal thicknesses. If you bought used equipment (not recommended in gas equip) or some odd ball discount Asian equipment. . . In either case contact the manufacturer and they will gladly provide the operators manual. Some may be available on-line. But if you bought the odd low dollar no-name equipment you may need to learn to read Chinese. There is a reason some of this stuff is cheap and lack of legible accurate documentation is one. Third and last resort. If the above fails then you go to your welding text book (You DID have to purchase a text book didn't you? Hopefully you kept it. . ) You find the chart for any brand they use as an example and compare the tip sizes in bore size (measure the tip cleaner wires that fit snug with micrometers or dial calipers). Now. . what MOST of us do. We put a tip in a torch, light it, adjust it and try it out. I can generally just look at the bore of a tip and pick the one I want regardless of brand. The only time I have needed to use references on tips is doing very heavy cutting of 4 to 6" steel (100 to 150 mm) where O2 pressures run 75-90PSI (520 to 620 kPa). You CAN do better work with the correct tip but for general work one wide range tip is usualy used for the majority of shop work. |
| - guru - Tuesday, 04/04/06 18:45:43 EDT |
|
My comment about what most of do may have sounded snotty but it was not intended to be that way. You have to learn to have some confidence in your abilities. We live in a very technical society where many of the manuals and instructions for things we use have not been written OR were an extra cost that someone chose not to pay. We LEARN from trial and error, testing, exploring. I like having the right information about a tool but often it does not exist. We have folks here ask questions about machines and looking for "the manuals" for 100 year old tools that HAD NO MANUALS. The manufacturers assumed that if you were going to buy and use their tool that you had enough mechanical knowledge to look at the tool, see which gear attached to which crank and USE IT. This was the era when an 8th grade education was all that was considered necessary for machinists, plumbers, blacksmiths, welders. . . . |
| - guru - Tuesday, 04/04/06 19:03:59 EDT |
|
I have a length of 9" solid shaft someone could use for an anvil. Just come get it -- located western Washington. |
| plain ol Bill - Tuesday, 04/04/06 19:20:23 EDT |
|
I've been given some case hardening steel nickel chromium steel 0.2% carbon, 0.9% Mn, 1%chrome, 1% Nickle. What is it good for, can it be heat treated? How is it case hardened? The European specification is EN352 (637M17). |
| Bob G - Tuesday, 04/04/06 19:22:25 EDT |
|
Bob, The point is to case harden the steel. It needs the added carbon to make a hard surface. The 0.2% carbon makes it a mild steel that will marginaly harden. |
| - guru - Tuesday, 04/04/06 19:39:10 EDT |
|
Note "heat treat" does NOT mean harden. You can still anneal or normalize steels that can't be quench hardened---so if you ask me if any steel can be heat treated the answer will be yes. Thomas |
| Thomas P - Tuesday, 04/04/06 19:49:47 EDT |
|
How to case harden. . See our FAQ on the subject. |
| - guru - Tuesday, 04/04/06 20:26:48 EDT |
|
Bob, Sorry for the poor answer. Was trying to get ready to go out. . . 1) Case hardenable steel varies but is usualy low carbon and not very hardenable as-is. 2% is a "mild" steel and not appreciably hardenable. 2) Case hardening requires clean steel part to be held at an elevated temperature in a special salt bath or packed in carbon for a certain period of time - usually hours. 3) After case hardening you usually harden but not temper. However there are times when you may want to do both. 4) Case hardening means a thin "case" on the part. It is not a through hardening method and only suitable for certain things like wear resistance. It does not magically make tool steel out of non-tool steel. 5) Heat treating, as Thomas noted is numerous processes, not all of which have to do with hardening. Softening by annealing is also "heat treating". |
| - guru - Tuesday, 04/04/06 20:41:29 EDT |
|
I could have worded my question better. Given that you can case harden mild steel, why does modern 'case hardening' steel contain chrome, manganese etc. Do these additives impart toughness without any extra fancy HT being required or does the heating for the case hardening process also greatly effect the core of the workpiece? |
| Bob G - Tuesday, 04/04/06 21:22:25 EDT |
|
Does anyone know of a source for hard coke in western washington? I've been searching and can't find a source yet. |
| plain ol Bill - Tuesday, 04/04/06 21:47:44 EDT |
|
Bob, I am not sure but I suspect the additions add both toughness and enhance the hardenability of the case. |
| - guru - Tuesday, 04/04/06 21:50:07 EDT |
|
Case hardening for the steel under discussion - you'll end up with nice chrome and manganese carbides in the case - should increase wear resisitance, also the chrome and manganese will increase hardenability - the ability of the steel to harden as much as possible and as deeply as possible, given that it has only .20 % carbon. The chrome and manganese add additional time from when it is austenite, to when it starts to transform to pearlite or bainite depending on temperature. A lot of case hardening steels are used for bearings or gears - they provide a combination of a relatively hard surface backed by a tougher low carbon core. Good for maximum wear. |
| - Gavainh - Tuesday, 04/04/06 22:06:49 EDT |
|
Andy:I Don't know what brands of equiptment are available in You country, but I would check with torch tip manufacturers if the maker of Your equiptment has gone out of business, as some may still be manufactured and readily available. In the US we are down to 4 manufacturers from a couple dozen a few decades ago. Tips for another few once popular brands are also available due to the large numbers of units still in use. Many but by no means all of the import torches that come to the US are copies of Victor or Harris products and use the same tips.As GURU noted If You compair preheat and Oxy holes to any available tips You can get data on You will be close. Too much preheat [too large a tip] leaves a melted top edge to the cut opn heavier material and gives a slpoppy cut that is hard to keep going on thinner materials. Insufficient Oxy pressure or flow wont make a cut through heavy materials. Stainless and cast iron don't cut well or at all depending on exactly what You are cutting. Most importantly don't excede 15 PSI or it's metric equivilent on the Acc. pressure for safety reasons. The guage should be marked accordingly. |
| - Dave Boyer - Tuesday, 04/04/06 23:16:07 EDT |
|
Hi my name is Justin. I am a student at Metro learning center I am in 10th grade. I live in Portland OR. Any way a cuple of my friends and I have been thinking about doing an independent study for our school. Are first idea was metal work of some kind and I proposed blacksmithing. Long story short they agreed. So here we are trying to get started on a project. we have Zero years of experence between us. We really don't have many tools plus we don't know where to start. I don't really know about them but I have a stong intrest in metal work. So any way what should we do? Do you have any ideas on a good project? thanks a lot. Justin |
| justin - Wednesday, 04/05/06 00:54:59 EDT |
|
My question is more generally geared toward metal in general. Do you have, or can you point me in the right direction to find, information on the tensile strength of steel? For example if I have a piece of 1" square hollow stock - how much weight will it support at 1', 2', 10' etc assuming no bracing. Lets also assume a good weld holding it to an appropriate sized upright. I use 1" as an example but am looking for a table that might include a variety of sizes and both round and square, hollow and solid stock. (and tensile strength may not be the appropriate term - I want to calculate when it will start to bend/fail at X weight) Thanks! |
| Roy Martindale - Wednesday, 04/05/06 01:11:35 EDT |
|
Justin, Click on the link at the bottom of this window labeled, "Getting Started in Blacksmithing." This will give you a really good jump start. |
| vicopper - Wednesday, 04/05/06 01:12:03 EDT |
|
Justin: Read the "Getting Started" section on this forum. Get some of the suggested books, and study them. Contact whatever Blacksmith organizations You can get to and explane You project to them. Decide if a coal or propane forge is best for Your situation. Beg, borrow or build it. Buy, beg or borrow a suitable anvil or a big chunk of steel to use for one. Get a few suitable hammers 2-3 # from fleamarkets, pawn or junk shops. Make some tongs as per plans on this site. Now You are ready to decide on something to make for presentation to show that You have learned something. Happy Hammering. |
| Dave Boyer - Wednesday, 04/05/06 01:18:22 EDT |
|
I read through that. it did help. but i guess i don't really have time to take any more classes. And im having a had time findind an anvil that i want for under 3000$...am i looking in the wrong places? |
| justin - Wednesday, 04/05/06 01:21:04 EDT |
|
Roy M. I can't point You to an appropriate table, but I suggest this backyard, seat of the pants method: mock up what You plan to build with an expendable piece of material. Load it to an ammount of deflection that will work for Your aplication and record it. now load to failure, or permanent deformation [still bent when load is removed] Don't excede You predetermined deflection load or 1/3 of Your failure or deformation load. This is fine for static loading. Dynamic loads are another matter and can be really hard to predict, so I won't try. |
| Dave Boyer - Wednesday, 04/05/06 01:33:24 EDT |
|
Justin: Forget new anviles, if You cant find something from 100 to 150# used at less than $2.50/# try the beg/borrow route. If still nothing a chunk of scrap steel is fine. Contact Your local ABNA chapter and see what comes available. |
| Dave Boyer - Wednesday, 04/05/06 01:42:03 EDT |
|
Andy From the ND and � I�m guessing you are UK based. First off have you had ANY training with OA welding / cutting gear? If you haven�t most colleges with a tech section will have a �basic welding� course, talk to the instructor (operative word is instructor not administrator) then think about taking the course, mainly for the safety info. The sizing sound like the old BOC / Murex sizes Anm - Acetylene nozzle mix 10-75 size cut (mm IIRC) 1/16 - oxygen cutting jet size (fraction of an inch) All the above is from memory and liable to error. I will skimp on safety in many places but when I had all my OA gear stolen a couple of years ago the second hand stuff I saw did not look to good so I spent out for new. I don�t risk it with welding gear (OA or electric / stick) by the time something has gone wrong there is usually no going back. You will also want to check the operating pressure on your regulators; the bottle pressure went up about 10 (?) years ago |
| Nigel - Wednesday, 04/05/06 05:59:14 EDT |
|
Andy, I'm curious. Did you go to the Herefordshire College for your national diploma? I love your "...texture of tinsel...almond" sentence. |
| Frank Turley - Wednesday, 04/05/06 06:56:06 EDT |
|
Justin: This sounds a bit like a one-time learning project. I would recommend you contact the local ABANA group for your area. Just click on the NAVIGATE anvilfire box and scroll down to the ABANA affilitate/groups link. Contact the group officers with your situation. Chances are they may be able to refer you to someone in your area with a shop. Then you might be able to arrange for them to coach you through a fairly simple project, such as each of you making a batch of S-hooks, BBQ steak turners or a fireplace poker. On tooling, it can be as simple or as expensive as you want it to me. Lots of folks, including myself, started on a short length of RR track as an anvil with a make-shift forge and whatever tools we found in the garage. Portland likely has a Harbor Freight retail store. If so, you can buy an Asian import 110 lb anvil there for about $90. Not a very high quality anvil, but suitable for a starter and the soft top will teach you hammer control in short order. My overall recommendation would be not to start with too large of a project. This forum gets lots of inquiries from high school age boys wanting to immediately jump to making a sword. After one has intensively studied blacksmithing for perhaps five years, and then bladesmithing (sort of a Masters Degree in Blacksmithing) for perhaps ten years they might be able to move up to doing a sword from start to finish. Perhaps their 100th sword might be of gallery display quality. |
| Ken Scharabok - Wednesday, 04/05/06 08:15:47 EDT |
|
Roy Martindale, what you are looking for is in the "Machinery's Handbook" printed by Industrial press. Lots available used. The term you need to use for deflection is "Moment of Inertia" and the formulae and different loading "cases" are in Machinery's. A simply supported beam or a beam welded to an upright or between two uprights are all different loading "cases". You can calculate stress and deflection after calculating the Moment of inertia of the section. 1" tube is a section. You also need modulus of elasticity, but all steels have nearly the same modulus of elasticity. |
| - Tony - Wednesday, 04/05/06 08:19:12 EDT |
|
Dave Boyer, you may want to expound on factor of safety. 3 to 1 is not good enough when there is potential for human damage. |
| - Tony - Wednesday, 04/05/06 08:22:58 EDT |
|
Hi Guru I work at a trucking company in Zambia and would like to respring our leaf springs, I have been told to dismantle the sping pack heat up the leaf to a dull red colour, reshape it to original shape dip it in used oil let it air cool then heat it up to a blue colour again ,is this correct please keep in mind we are a low tech country so i should be able to do the retempering using the simplest of tools regards Peter |
| peter - Wednesday, 04/05/06 08:25:42 EDT |
|
Anvilfire Conference Reminder: Mark your calendar for April 21-23 as that is the date of what will hopefully become an annual Anvilfire.com Hammer-in on my farm here in West-central, TN (Waverly). To find it on a map follow I-40 west out of Nashville and then look for the Buffalo exchange before you get to KY Lake. Waverly is about 14 miles north of that exchange. BigBlu is still scheduled to have one of the their large airhammers here for hands-on test driving. I will have a coal forge/anvil/vise set up outside for improptu demonstrations or learning. (And my arm can be bent to make one of my style ram's head fireplace pokers.) I should have my workshop-built 50-lb Kinyon-style airhammer here to play with, but with limited compressor capability. A tour of nearby private The World of Tools museum is still on for Saturday afternoon. This, in itself, would be worth the trip. Hunter Pilkinton probably has the largest individual collection of tools in the U.S., if not the world. I believe there are something like over 20,000 tools in a building so packed you somewhat have to move sideways down the aisles. Primitive camping on site with a Port-a-john and spring water. Loretta Lynn's Ranch is hosting the Motorcross Grand Nationals that weekend so area lodging may be somewhat of a problem. Be sure you have advanced confirmed reservations. Site will be available for several days before and after event for campers. Just watch where you step as camping area is currently a cow pasture. Tailgate sellers for blacksmithing-related items are particularly invited. No charge for set-up, but a donation to an iron-in-the-hat drawing would be appreciated. No conference registration fee, but each family coming is encouraged to donate something blacksmithing-related for the iron-in-the-hat drawing and then purchasing chances for it. I also have a one-acre or so farm pond overrun with break-your-line catfish and large mouth bass approaching wall-hanger size and I would like to get them fished out. Farm is about two-miles from Waverly, a fairly typical small TN town. Normal infrastructure there. For conference details just click on my name and I'll provide them via return e-mail as soon as I can. All net proceeds to go to the anvilfire.com general treasury. (Note: While Poor Boy Blacksmith Tools come out of my shop it will not be available for sales. Doing so would affect homeowner's insurance coverage of event.) |
| Ken Scharabok - Wednesday, 04/05/06 08:35:05 EDT |
|
Justin: To expand on what Ken said; check the iForge pages (see the pull-down menu at the upper right) for various projects. AVOID any projects for school that involve blades or weapons. (Schools are a lot more easily spooked than when I used to pack a crossbow back in the '60s.) Candlesticks, utensils, tools; anything with a practical utilitarian value will go over well with the teachers and provide you with the experience. Then, if you feel that you want to proceed, you can go forward with more exotic projects on your own. As mentioned above, a few simple tools may do; check out the New Edge of the Anvil and The Complete Modern Blacksmith for good starting-level advice. Also, use your local library's Inter-Library Loan service to pull the books you need. Good luck. Ken and Jock: Wish I could make the hammer-in, but until the wif gets here house... Maybe by next year. :-) A chance of snow (?!?) on the banks of the Potomac. Visit your National Parks: www.nps.gov Go viking: www.longshipco.org |
| Bruce Blackistone (Atli) - Wednesday, 04/05/06 09:23:23 EDT |
|
Springs in Zambia: Peter, You have the basics but the process is a bit pickier. The heat must be even requiring a large furnace. The needed temperature is just above the non-magnetic point. Quenching in oil is a good quess and is probably right but nothing is sure when working with unknown metals. It is going to take a LOT of oil. A hot spring truck leaf will heat 10 gallons to where you need to wait several hours for it to cool to usability. The oil should be warm (90-100F or 32-37C) to start. Maximum use temperature is about 250F (121C) depending on the type of oil and flash point. The lower density of oil (compared to water) and the lower heat conductivity cause it to heat up much faster than you would think. Oil quenching tanks for springs are usualy large affairs with pumps and radiators for cooling the oil. The tempering is the tricky part. Blue might be the right color, it might not. Depends on the steel and the application and there is a range of blues. See our Temper Color Chart. To use this method the entire part must be clean and bright (all rust and heat scale ground off). Then you need a method to heat the part evenly to the temperature desired. On small parts there are many ways on large parts the only way is to use a temperature controlled furnace. Yes, your theory is right but in practice there are serious problems on parts this size. If you screw up the temper you could end up with trucks catastrophicaly breaking springs. Low Cost Safer Recomendation Cold re-arc the springs. Spring steel is hard but CAN be bent. That is why your springs have flattened in the first place. This can be done in a simple hydraulic press with about a 30ton to 50ton jack. You will need forming dies for the radius desired MINUS some allowance for spring-back. The method is trial and error. Start with a piece of broken sample spring. Flame cut a top and bottom die about half a foot long with the radius you THINK is right. Keep note of the radius you cut (measure and layout with a compass). Work a section of sample, bending and releasing in short overlapping sections. If the spring doesn't bend OR bends too much then try again. The dies will need to be cut from either heavy steel plate the width of the springs or several pieces stacked side by side. You will have needed to setup some method to get the right curve in the first place this is just a little heavier duty than doing it hot AND requires some spring-back compensation. This is also less of a gamble than trying to heat treat an unknown steel. Note that the reason many old springs start to straighten is from fatigue cracking. They are often full of fine hairline cracks. Cold re-arcing may break a number of springs. However, these were due to break soon. You may not have found this out using the hot method and spent all that time and effort and had springs break just the same. Good luck. |
| - guru - Wednesday, 04/05/06 09:46:14 EDT |
|
Yesterday I was lucky enough to spend a morning in the ER. Have a toothache so intense I couldn't sleep. Brought me to tears, which is saying a lot for a guy that does what I do. So, I'm sitting there waiting on my 5th hour to see the doc and the doors pop open with a serious case, EMTs, rolling stretcher, the whole lot. When they were finished, they had a bottle of O2 on the counter. I asked one of the EMTs about the oxygen. He told me that there is nothing added to it, that it's pure oxygen. He didn't know squat about welding when I asked, but can medical grade oxygen be used for the shop? How about vice versa? I'm sure medical grade is more expensive and I would assume to be more refined. Moist and cloudy on the banks of the Neshaminy Creek. |
| - Nippulini - Wednesday, 04/05/06 09:46:32 EDT |
|
Square Tubing: Roy, Note above posts. The reason there is not a simple chart for what you want is that there are too many variables and thus an engineer is usualy needed to do the calculations. In liew of an engineer there are many engineering calulation programs for structural elements. However, to use them you must understand all the variables and which loading case to use. AND THEN you need to understand the data. Packages that do these calculations start at about $300 US. Back in the 1980's I wrote a DOS program that calculated volumes and weights of geometric shapes (see Mass3j on our drop down menu for a simplified version). One part of the original had a structurals database and calculated two cases of simple deflection. Ends free to rotate center loaded, ends free to rotate equaly loaded. This was backed up by the AISC structurals database. There are over 130 square sections, 10 of them 1" square. Most of the formulas I used were from Machinery's Handbook but Machinery's does not have the entire AISC database, only a partial selection. For the shapes not in Machinerys you need the AISC Manual of Steel Construction. It has complete data and all the formulae. The variables to make these calculations are exact length, tyep of joint and how loaded (the case), modulus of Elasticity of the material (steel) THEN Section modulas and moment of inertia of the exact cross section you are using (from the charts). The bending or yeild point in almost NEVER a design factor. Deflection is usualy the basic design criteria. Based on ultimate failure you might design a device that deflects 10 degrees from flat under normal use. At the acceptable deflection point for normal loading (including a big safety margin for overload) you check the stress returned as part of the calculations. The stress should be below an acceptable safety margin such as 10,000 PSI for steel. THEN you come back and calculate for ultimate failure if need be. Did I mention this is a job for an engineer? You can teach yourself how to do all this (I did) but it still takes years of study plus some practical experiance. |
| - guru - Wednesday, 04/05/06 10:15:31 EDT |
|
Medical O2: Well. . I called my inside source. It is exactly the same as your welding gas and filled from the same sources. There are some minor differences. 1) The cylinder fittings are different, chrome plated. 2) There is a paper trail of serial numbers and so on. 3) The fill room is washed down to reduce dust and dirt that might get into fittings. This may vary from place to place. The paper trail libility inusrance that makes it "medical oxygen" increases the cost. |
| - guru - Wednesday, 04/05/06 10:37:36 EDT |
|
Ah. . left off, Medical cylinders are dark green, welding cylinders are not or are multi colored. |
| - guru - Wednesday, 04/05/06 10:39:04 EDT |
|
Nippulini I would think that medical grade O2 would burn a little to hot for your purposes. but the tanks would be great for holding compressed air and other gases like that. I have modified one for my paintball gun except it was a empty fire extingusher. so theres a big difference. |
| - Tyler - Wednesday, 04/05/06 12:17:41 EDT |
|
My oxygen supplier told me the same thing that Jock just said, but about 30 years ago. Basically 02 is what it is. the rest is packaging and CYA. Med O2 isn't going to do anything that commercial O2 can do. Period. |
| 3dogs - Wednesday, 04/05/06 12:52:51 EDT |
|
correction; ......that commercial O2 CAN'T do. |
| 3dogs - Wednesday, 04/05/06 12:55:04 EDT |
|
Hi there, I've looked through the information here and elsewhere about flypresses, and can't seem to find any specific information about the screw, other than the fact that it is a 4 - start and it's nominal diameter. Does anyone know info like pitch and lead of the thread, or the helix angle? Jason |
| Jason Rempel - Wednesday, 04/05/06 12:56:43 EDT |
|
Medical oxygen - when I worked for Airco in the 1980's (BOC now) it came out of the same plant, was stored in the same bulk liquid storage containers, the point of difference as already noted is the filling and connections. There was a slight difference in bulk liquid storage containers installed at hospitals - all due to piping requirements, cleaning of pipe, etc. I think they specified stainless, where a typical industrial installation used copper. The same tanker would fill both a medical station and a commercial use station. |
| - Gavainh - Wednesday, 04/05/06 13:29:44 EDT |
|
I'm thinking about etching my initials into some tomahawks I have made by applying wax, scratching through the wax, and applying acid. I can't find ferric chloride. Will muriatic acid work? Also, how deep will it etch? These are using hawks and needs to be deep enough to last as long as the hawk. |
| - Tyler Murch - Wednesday, 04/05/06 13:38:07 EDT |
|
Tyler, usualy the resist is a pit more durable than wax bit it will work. The variables in etching are dilution, time and temperature. Heat increases the rate of etch, time is obvious, the more dilute the longer the time. However, you can have a solution that is too strong. The difference in etchants is often the color. Ferric chloride is liked by those doing laminated steel because it makes a nice black where it etches. |
| - guru - Wednesday, 04/05/06 14:30:11 EDT |
|
Tyler, Medical oxygen doesn't burn any hotter than welding oxygen. In fact neither medical oxygen nor welding oxygen burn at all. Oxygen is NOT flammable. It IS an oxidizer and makes other substances burn better. |
| vicopper - Wednesday, 04/05/06 14:35:35 EDT |
|
Flypress Threads: Jason, They are square threads or 10° modified square threads which are really both non-standard. The pitch of square threads is usualy double the UNC pitch for a given diameter. In these large sizes 2" and up that means 2-1/4 TPI and 2 TPI, in three and four start. I have not had a chance to take actual measurements. |
| - guru - Wednesday, 04/05/06 14:43:50 EDT |
|
Tyler Murch, See if you can obtain some asphaltum etching resist at an art supply store. It will work a bit better than most waxes. HCl wil work as a mordant for steel, though if you try to make a deep cut (>.005"-.010"), you will possibly have problems with undercutting and lifting of the resist. Also, time and the temperature of the mordant and steel will affect depth of cut, extent of undercutting, and surface texture of the bite. You will want to experiment with different dilution rates for the HCl, different temperatures and lengths of time in order to find the combination that is right for the particular steel you are using. For just putting my initials in a blade, I would make a touchmark and stamp it hot. That will still be there long after the blade has been sharpened to a toothpick. |
| vicopper - Wednesday, 04/05/06 14:44:55 EDT |
|
Guru, you said: Little Giant specs gave more capacity than was useful being based on what fit. The "flats on edge" was completely off base. The line in red on our chart is my addition and very close to the truth based on experience. The same rule applies to new machines. I probably should make a graph as the calculating a square root of an area confuses many. 50 pound rule for two Chinese hammers 33# = .6 sqin, .812 (13/16") sq. or .92" round 88# = 1.76 sqin. 1.32 sq. or 1.5" round - guru - Monday, 04/03/06 13:57:16 EDT This matches well with the published size rating for my 75# Bradley upright helve. It is rated for 1�� stock and will work up to 50 % larger effectively (their words) so though the hammer is rated for 1 �� it will work 2 �� on a 3 hp motor. Oh btw, though I am a �member� I have not been blue for quite some time, not that it matters much. Thanks for the hard work you do here, that is not said enough. |
| Wayne Parris - Wednesday, 04/05/06 15:21:06 EDT |
|
Wayne, Your CSI color requires two things. One that you login as a member, two that your browser allows cookies. Cookies are persistant for some time after you login and may work for months. Eventually they expire or you empty your cookie jaw. . . The system says you didn't login all last month. |
| - guru - Wednesday, 04/05/06 15:47:00 EDT |
|
What steel is rebar made of, if it's not scrap, and would it be knife/dagger worthy? |
| - Rob - Wednesday, 04/05/06 15:47:19 EDT |
|
One more thing, please. This site: http://nostro-swords.co.za/construc.htm shows a lot of pictures of making swords the old way, and I need to know two things that I'm not sure of. You guys have lots more experience than me, so can you tell me if you can tell what he is using for a forge, and if he is using charcoal or not? Thanks ---Rob |
| - Rob - Wednesday, 04/05/06 16:00:24 EDT |
|
My bad thought O2 was flamable in the acetylene/O2 torches. Know I see why you turn on the O2 after you heat up the material your cutting. Thanks for the Correction Vicopper |
| - tyler - Wednesday, 04/05/06 16:05:26 EDT |
|
I just got done making a breast plate for a 16th century suit. I'm currently working on the gauntlents. Anyone have any ideas on how to make them easier than what I have read off the internet. Cutting each finger plate and riviting it untill you get the desidered length. If so Much apperciated. |
| - Tyler - Wednesday, 04/05/06 16:19:18 EDT |
|
Rob, it looks like coked coal in all but the heat treating picture. in that one it looks like charcoal. The forge shown looks to me to be made from a wheel rim. Thomas |
| Thomas P - Wednesday, 04/05/06 16:21:32 EDT |
|
I was looking at a piece of furniture and the legs (1 1/4" or so) had been split to recieve a collar, but the slit only bulged on one side. Looked really good. Anybody know how to do that? |
| Mike H - Wednesday, 04/05/06 16:27:11 EDT |
|
Mike H, When drifting the hole for the collar, just heat one side with a torch, so all the movement happens there. Or, heat the whole thing in the forge, cool one side with water prior to drifting. |
| vicopper - Wednesday, 04/05/06 16:37:56 EDT |
|
I should have mentioned that if the discrepancy in sizes of the split side and the main stock is large, the small stuff will move while the big piece is mostly unaffected by the slitting, even when both are at the same temp. |
| vicopper - Wednesday, 04/05/06 16:39:23 EDT |
|
Differential heating, I should have thought of that. Thanks for the help. Much appreciated. Also, I've been getting some rag when I slit bars, even with careful layout. Could it be the chisel I made? Too thick, too thin? |
| Mike H - Wednesday, 04/05/06 16:49:00 EDT |
|
Rob: That's one of the better sword sites I've seen, thanks! Oh, and rebar is not knife/daggerworthy. Get thyself some coil spring or leaf spring if you're determined to use scrap, and new clean steel (5160, 1075, and the like) if you want to make good work with a known heat-treat specification. With scrap you're always taking a chance. Tyler: Hey, if it were easy everyone would be doing it! (wink!) |
| Alan-L - Wednesday, 04/05/06 16:59:58 EDT |
|
Hey Longmire can you expound on that. |
| - Tyler Murch - Wednesday, 04/05/06 18:32:06 EDT |
|
Oh, maybe that post wasn't for me. Nice to see some new pic's on the homepage. |
| - Tyler Murch - Wednesday, 04/05/06 18:33:24 EDT |
|
Re-bar: See our FAQ on the subject. Fuel on NZ site: Charcoal mostly. Surprised they don't say. But the text does not match the demo 100%. Still nice. |
| - guru - Wednesday, 04/05/06 18:52:10 EDT |
|
Images: Tyler, Glad you noticed. Have more to work in. . . I only took about 500 photos on my trip to Savannah. The painting by J.Dempsey is not me, or a relative. It is by an unknown artist that we ar trying to track down. 
The tool collection, "Hofi Hammer, Greenwood Swage Block, Euroanvil", was taken at the John Boyd Smith shop in Savannah, GA. The forge welding ditigal painting was done for an icon on the Kayne's hardware website. It was based on a photo I took in 1999 of Jerry Darnnel from North Carolina doing a weld.  Forge Welding - click for more. |
| - guru - Wednesday, 04/05/06 19:18:54 EDT |
|
recently purchased a very old craftsman saw 429.24390 it has a belt driven circular cutting blade that hangs like a swing can anyone tell me how old this machine is or for what it was originally designed for? |
| - putt - Wednesday, 04/05/06 19:41:59 EDT |
|
OK, If I get any more rebar I'll just use it for tongs or something like that. I've had that site on my bookmarks for about a year now, and it's one of my favorite ones, so I'm glad to pass it on. A wheel rim I have, so I could make one like his. Just one more question: How do you make "coked coal"? Thanks again. ---Rob |
| - Rob - Wednesday, 04/05/06 20:35:22 EDT |
|
Rob, Rebar is fine for tong reins, but I don't recommend it for the bits. Some rebar can have enough carbon that if you quench it from red hot it will quenchcrack. I don't normally get my tong bits red hot, but every once in a while, I'll be holding a piece in the fire in such a way that it happens. So I make the bits from mild steel and then weld on the rebar for the reins and draw them out. It makes a pretty easy forge weld because of the higher carbon content. Coked coal is made pretty much the same way that charcoal is made from wood. YOu heat up the coal enough to burn off the volatiles, and what you have left is just carbon, or coke. It can be done by placing it at the edge of your fire and letting it heat, or you can make a retort and coke a big batch all at once. |
| vicopper - Wednesday, 04/05/06 21:41:08 EDT |
|
Tony: What percentage of yeild are You comfotable with? |
| - Dave Boyer - Wednesday, 04/05/06 22:39:11 EDT |
|
I picked up a nice cross pein hammer head at a flea market the other day for $5. It was never used and the face is completely flat, no crowning or anything! What should I do with this piece? |
| - Nippulini - Wednesday, 04/05/06 23:00:09 EDT |
|
Nippulini - Options would include crowning it, etc. and turning it into a using hammer. I've also seen Jymm Hoffman make Ball Pein Hammer heads into neat F & I period axes/tomahawks including boarding stle ones with a wicked spike opposite the cutting edge - no reason you could make an axe of some sort out of it. It will take a lot of hand forging - Jymm usually makes his on his power hammer. You could also forge it into a hot cut or other type of blacksmith tool or punch - you've already got the handle hole - makes it a litlle quicker and easier. |
| - Gavainh - Wednesday, 04/05/06 23:38:05 EDT |
|
Dave Boyer, depends on the part and the situation, but 10 to 1 for overhead lifting. I do use the 3 to 1 you suggested on most static stuff. And even some dynamic stuff that I build for me. Roy didn't say he was doing overhead or human stuff but I thought we should add the different factors of safety for different situations. |
| - Tony - Wednesday, 04/05/06 23:41:36 EDT |
|
Hammer Dressing: TNG, These loose undressed heads are often factory sceonds or worse un heat treated Chinese factory seconds. Before doing ANYTHING with it test for hardness. I have been planning an iForge hammer dressing demo for a while. . . Requires bad hammers to start and to remembering to take photos! FIRST, It is easier to dress hammers WITHOUT the handle. SECOND, You need to decide if you want a square face or a round face. I prefer a round face but many prefer a square face to work edges such as on blades. U.S. Pattern smithing hammers have a heavy chamfer tapering to the face taken out of the corners. These are usualy intended to be round faced. Grinding: You can use either an angle grinder or a belt grinder/sander. It helps to have both. I start with the angle grinder if there is a lot to do because it is easier to see. I then finish on the belt grinder. FIRST, Check the current shape of the face. Is it sloped to one side or the other? Mushroomed? Is the handle hole straight? If it is crooked you may want to dress the face in alighment with the handle. . or not. Clean up preexisting problems first. SECOND, Work in stages. Take the same amount off each edge at the same angle. Do not round at first. Leaving facets helps you judge the shape as you work and keep the shape more symetrical. THIRD, On a round face it is easiest to chamfer to round (this is normally done on a lathe prior to hardening) and then crown the face. On a square face it is easiest to crown the entire face then dress the edges. On a round faced square bodied hammer you have those chamfers that almost make the face octagonal. From these there is usualy a 45° chamfer that creates a roound face. When dressing by hand this can be oval, semi square or round to your taste. After creating the chamfer (it is often 3/8" wide) you crown the face. Work in stages and facets making concentric circles. A normal crown is about 1/16" or more. It can be as flat as 1/32". As you approach an 1/8" you are making a rounding hammer. After the face is rough crowned smooth out the facets. Then make a healthy chamfer of about 1/8" that splits the angle of the face with the 45° chamfer. Then knock the corners off both sides of this chamfer. Then using a rolling mothion on a belt grinder or a soft flap wheel in the angle grinder make all this a smooth radius blending the face into the 45° chamfer. When done it should be impossible to make a mark in a hard surface and only a smooth round depression in a soft surface. On a square faced hammer you can either chamfer first or crown first. The crown should be a spherical surface. It helps to make a truncated pyramid out of the square face leaving about a 1/2" square flat. On a 3 pound hammer you would take off about 1/6" on each side. Then make an octogon out of the square flat tapering equally to each corner. Then start dressing to semi-spherical. Now, make a heavy 45° chamfer all around the face of the hammer. This will leave a four cornered star pattern from the crowned face. Chamfer the corners as needed. Then chamfer the heavy chamfers with a lighter chamfer and round the whole with a belt sander or soft flap wheel. Square faces are more difficult to dress as there is a lot more character as to how they perform. Each smith has his prefered amount of radius and crown. Some use virtualy flat faces with just enough radius on the edges to do clean work. Others like a flat center with very low slopes dropping off to rounded edges. There can be a LOT of variety. These great variations in dress are why plain German hammers are sold undressed. They assume the craftsperson knows what they want and will prefer to do it themselves. . . Its a lot to assume and also assumes everyone who buys their product is professionaly trained. |
| - guru - Wednesday, 04/05/06 23:47:59 EDT |
|
Tony: I agree on the overhead lifting, and would allso use a lower percentage if I was concerned about fatigue from lots of load cycles. Seat of the pants engineering is the only way I know in many cases. |
| - Dave Boyer - Thursday, 04/06/06 00:16:57 EDT |
|
Swing saws- these were the standard in lumberyards and cabinet shops before the invention of the radial arm saw. They work, but are pretty dangerous. They are from a time when it was expected that as a cabinetmaker, you would lose a finger now and then, and not complain about it. They stopped using em commerically before the second world war, but I still saw a few in lumberyards as late as the 60's. They would be completely illegal now, in any shop that had employees. The oldest Craftsman catalog I can find easily is 1966- and they arent in there- my guess is Sears stopped selling em sometime in the 50's. Be careful with it- the old ones had no guard at all, just a spinning saw blade swinging thru space. |
| - Ries - Thursday, 04/06/06 00:57:41 EDT |
|
Medical O2 � Last summer I picked up a oxygen concentrator that someone had dumped at our local recycle center. This is the type of machine that filters oxygen out of the air for people with breathing problems. Its delivery rate is up too 5liter/min 98% pure, at a relatively low pressure. It works great with my little map/oxy torch set. Up grading the hose is a good idea. I dropped a spark on the soft plastic hose that came with the unit and it went off like a fuse in a silent movie with the keystone cops trying to unplug it from the machine. It would make a person think twice about smoking while on O2 |
| Habu - Thursday, 04/06/06 01:16:24 EDT |
|
Anvilfire.com Has there been much discussion, or any information in compareing Japeneeze water stone sharpening with the oil and natrual wet stone method--for bladed instrument sharpening? |
| Roger A. Walker - Thursday, 04/06/06 04:34:55 EDT |
|
Roger, No. We are pretty pragmatic when it comes to sharp. Belt grinders, Norton synthetics and diamond flats. Most folks I know have a colection of Arkansas stones (Tan, black and hard white) that get pulled out as needed. The advantage of the Japanese water stone grinders is they are the last of the small soft water cooled grinders and they turn so slow that it is impossible to overheat a tool. However, commercial grinders still run water cooled on wheels and belts both and with the correct abrasive produce razor sharp edges. For grinding, most of the knife makers I know use belt grinders. For final grinds these are custom built machines that run slow enough that burning is not a problem. They also use Wet-or-dry on a flat surface for prliminary hand dressing as it provides an inexpensive fresh clean surface. I have a precision granite flat that works well for that purpose. Buffing wheels are also used for final sharpening using any one of a wide variety of emery grits. Often final edges must be made with a stone that is correct for the material. Diamond has become popular due to the abrasion resistance of the high alloy and extreme hardness of some of the tool steels used for blades and tools today. Good Arkansas stones are still great for many things but are best on lower alloy steels. On HSS I use Norton Norazon but I am mostly dressing edges for metal cutting. If I want a really keen edge for soft material I finish with a hard white Arkansas. Where standard bench grinders get a bad reputation is from folks that do not know how to use them. Grinding wheels need frequent redressing with a diamond to keep them flat and fresh. Fresh grinding media cuts better and produces MUCH less heat. If any appreciable material needs to be be taken off then a coarse wheel should be used then a smooth to dress. If you have a bench grinder and you do not have a diamond dresser then you only have half a tool. Where people also err is that there is an almost infinite variety of wheels depending on the job. Understanding that soft friable wheels are necessary for hard substances and harder wheels for soft substance is important. Friability, grit, grit density all add up to make the right stone for the job. Good bench grinders come with a pair of wheels for general purpose grinding but not for a specific task. I have stones for my surface grinder that are very similar to my old Ohio grindstone except they are stronger to withstand the high speed. Grinding and sharpening are a complicated subject. The problem is that like many shop tasks there is a lot of myths, misinformation and old wives tales with no facts. See also Wheels and Polish X |
| - guru - Thursday, 04/06/06 09:04:14 EDT |
|
hello my name is Devin and im 19. I'm kinda new to forging and i have a few questions.You see i worked as a metal fabricator for most of last summer but i didnt learn much.I was always put on the CNC lathe or mill and then all i had to do was press buttons and change out peices.what I was wondering about was things like tempering a blade and folding high carbon steel.I have tried it a few times but the folding is usually unsuccesful. it ends up splitting down the side like it was cut in half or sometimes it would flake apart in paper thin layers. so im thinking that i may not be using enough heat.And last but not least....is it possible to carbonise your metal by using a carbonising flame from a oxy/accetaline torch while pounding it?.... One Last Word: i read all of your information on sword making and i know how peoples mindsets are on the subject and i understand if you dont want to help me but i am not completely uneducated on the process. i have been looking into the subject for a long while now and have good experience in the use of swords through years of martial arts and now im ready to try and make another one....i have already made a nice competition sword from mild steel with a rose wood handle made from my first bokken and i manufactured the hilt/tsuba from a few large washers that i had laying around and i finished it all off with a traditional silk wrapped handle. well i have been rammbleing on for too long now....... thank you for any info or reply in advance thankfully yours, Devin Peery |
| - Devin - Thursday, 04/06/06 10:20:57 EDT |
|
Tyler, just giving you a hard time. I'm not an armor guy, or even an armour guy. I do know that there are very few shortcuts in that trade if you're trying for historical accuracy. As Thomas hasn't said it yet, try at www.armourarchive.com. |
| Alan-L - Thursday, 04/06/06 10:26:25 EDT |
|
Medical grade O2 vs other grades... We purchase O2 and use it in scuba diving applications. We can purchase Medical, aviator or industrial (ungraded?) all in the same bottles/valves from the same supplier. We started out using medical grade but now use aviator grade...both are meant for breathing. Though tanks are often filled from the same source there are differences in the testing done to provide the different grades. There are also sometimes differences in how tanks are filled. When filling higher grades a vacuum is pulled on the tanks to make certain the"re are no contaminants left from the "welder" who had the tank before. According to my supplier they pull a vacuum on everything and I have used ungraded gas for diving applications (especially helium) because of the huge price difference. An additional problem we run into is the ungraded gas often comes only at lower pressure like 1800 psi...evidence of the different filling process between grades. Since we partial pressure blend without a booster we need to start with higher pressure tanks for some of the gas blends that we use so we are often forced to buy the higher grades. I'm told that filling processes can differ from supplier to supplier and the way to be sure of what you're getting is to buy the grade you need. Anything else may be a risk. Another point that applies to O2 is that some states consider medical grade O2 as a prescription drug so you may have trouble buying it without a prescription and selling it could get you in trouble...something that has been a problem for divers in some states. |
| Mike Ferrara - Thursday, 04/06/06 10:28:21 EDT |
|
Hot Iron: Devin, Yes, production jobs do not lend themselves to learning anything interesting. Then there is always the machine operator that calls themselves a "tool and die maker". . . The "folding" is not actually folding but laminating with forge welds. I despise the use of the term "fold" because the metal is not actually folded, it is cut and stacked. Sometimes a thin "hinge" is left and this is folded over but the bar is not actually bent over. The critical thing is that every lamination is a forge weld. To make a forge weld requires clean material and the correct (perfect) heat. To keep the material clean most smiths use flux. Note that flux WILL clean a bit of oxidation off steel but not heavy scale. You have to physically clean the thick scale off the metal between each weld and flux EARLY to reduce oxidation. The flux covering prevents new oxidation more than it disolves old. The perfect heat is not just the temperature but the rate of heating and the atmosphere in the forge. Heating too fast results in a surface heat. Heating too slow results in too much oxidation and crystal growth. In too oxidizing a fire even the best flux will not prevent scaling. The perfect heat soaks the billet through in the shortest time and has a neutral or carburizing atmosphere that oxidizes as little as possible. So learning to forge weld reliably is the first task in this process. When doing billets you get better faster results by cleaning off the scale with a grinder before stacking the layers. Then they are tack welded (handle end) or wired together. They are heated JUST ENOUGH to melt flux then heavily coated. The stack is then heated and possibly refluxed as it heats. When it gets to that "lemmony yellow" color it is removed from the fire and the weld closed with firm but gentle blows starting from the center working out. Ocassionaly an edge needs to be refluxed and reheated and welded again. After welding the whole is drawn out to bar size and cut, cleaned, stacked and welded again. Weld, weld, weld. . . . Carburizing with a torch does occur but decarbonization is more common. It is not good for any practical purpose. If you read all our sword making article you will have noted the nice list of metal working and sword making resources. There is a LOT to study. It is a continuing and endless process. Start at the top of the list. Get both old (as possible) and new copies of Metalwork - Technology and Practice and work down the list. |
| - guru - Thursday, 04/06/06 11:12:02 EDT |
|
I am building a stand for our anvil at school and need to know what height the face should be above the floor for use by people of ALL heights. I am 6'6" so know it will be too short for me. Any help out there? Couldn't find the question in the archives or FAQ's. Ron Peterson |
| Ron Peterson - Thursday, 04/06/06 12:59:33 EDT |
|
Ron the height differs for each person and also for what they are doing---my bladesmithing anvil is a different height from my heavy forging anvil. There is *no* height that will be correct for everybody. You can make an adjustable anvil stand---I usually has different blocks of wood that go between the anvil and the stand for some height variability Thomas |
| Thomas P - Thursday, 04/06/06 13:19:04 EDT |
|
i have a set of sledge hammers that were made, from a 1945 chevy truck axl. i bought them from a smith before he had the chance to heat treat them. now it is my job to do that, and i was wondering if anyone knew what kind of steel those particular axls were made from. thanks ben |
| ben - Thursday, 04/06/06 13:59:59 EDT |
|
Roger, Not to dispute anything the good Guru has said, (I can not see anything I disagree with) rather I will add to it by saying the hand held stationary Japanese water stones are indeed very good. I don�t use oil on my synthetic and Arkansas stones as I find it just makes a mess and clogs the stone. The oil is supposed to keep the stone clear by �floating� the steel shavings but my experience is that it does the opposite. Once a stone has had oil on it though, it is pretty much ruined for sharpening without oil. I use both natural stones and synthetic. My synthetic stones are rough as corncobs to quickly remove the unwanted metal. Then, when the blade is roughed into the shape I want, I change to my water stone. I use this to refine the shape and leave a pleasing finish. I believe the water stone I use is about a 800 grit stone. I finish with a dry black Arkansas stone. The hard black Arkansas stone is very expensive (I have not priced them in the last many years but the last time I saw a bench stone about 2 1/2� wide, 6� long and about 1 �� thick the price was over $100) but one will last you many lifetimes if you don�t drop it and break it. With the water stones, you soak them in water, and store them in water; you do not just use water on them. The result is that you get nice slurry when you are working the stone. The water stones are made in many grits though I only use the one. It leaves a nice satin finish on the knife rather than grinding marks. A satin finish with a glint of a cutting edge, it is a beautiful thing! |
| Wayne Parris - Thursday, 04/06/06 14:01:30 EDT |
|
Ben, The axles are likely 1045 - 1050 medium carbon steel; I can't say for sure. The faces get hardened and tempered separately. The eye stays normalized or annealed. If it is medium carbon, I quench in water. Agitate! I temper with the abraded face up in the vise, and I drop a turned-eye tool over the head as a heat conductor. The tool is at a welding heat and is made from 7/8" square M.S. I usually take my hammer faces to a dark straw (465�F) tempering color in the center. |
| Frank Turley - Thursday, 04/06/06 14:52:30 EDT |
|
I am interested in a career as a blacksmith, but the only viable option that I can find is being a shipyard blacksmith. As there are no shipyards where I live to ask, and I do not know where to find the information, my question is this: what do I have to do to get training, and what would that training involve? |
| Bradley Probus - Thursday, 04/06/06 15:44:00 EDT |
|
Alan-L God this is gonna suck. Know I have to do this the long way. If anyone still has any suggestions on short cuts for gauntlets then please By all means please let me know what they are. This will be greatly appricated. |
| - Tyler - Thursday, 04/06/06 16:15:21 EDT |
|
thank you guru for your help....ill be sure to look into all of those materials and study them more in depth.And as for "tool and die makers" i dont think that counts for very much if its the machine doing the work.I know from experience that running a CNC lathe or mill requires almost no phisical effort....its more mental and repeptitive if anything....but yet again thank you for your help greatfully yours, Devin Peery |
| - Devin - Thursday, 04/06/06 17:27:24 EDT |
|
Dear Guru - Can you point me to a reference that shows how to calculate the deflection in a bowstring arch? A while back I saw a nice carport roof supported by square tubing arched with steel cable taking the horizontal thrust like a bowstring. Now, the problem is how heavy a wall thickness of square tube to buy. . . Thick enough to take the load, but not so thick as to be too hard to bend. |
| John Lowther - Thursday, 04/06/06 17:50:01 EDT |
|
I built my carport with an arch of square tubing, but no bow string- I just rolled some 1 1/2" x 3/16" wall square tube to about a 40 ft diameter, and welded it together. Of course, we dont get much snow here- maybe a day or two a year, so snow loads were not a concern. But my span is only about 12 feet, and with some cross bracing, at that span, the tubing is pretty much self supporting. Its on 2 foot centers, with a roof of 16 ga galvanized screwed to it with self tapping screws. |
| - Ries - Thursday, 04/06/06 19:04:27 EDT |
|
Anvil Stand - Multi-height stands: Ron, What age are the students that indend to use the anvil? Knuckle height to 1" higher is generaly correct. This is measured standing erect arms relaxed to the sides. You could take some measurements from various height students and use the average. I have a stand like the wood box stands shown in our iForge anvil stand construction demo #144 that I made a pad from framing lumber to fit under it that had cleats so that the stand locks on. This gave me an anvil stand designed for kids that was adjustable from the low position UP 1-1/2". In fact I made two stands that use that base that were different heights so that I had stands that worked for 11 through 15 year olds and myself. This was for a Boy Scout training session and it worked pretty well. I am average height 5'8" (1728 mm) and I use a 30.5" (775mm) high anvil. In the shop there is also a 28" (711 mm) anvil which is much too low for me but was also a little high for the 13 year old girl that used it last. Then there is the anvil Paw-Paw setup for himself at 33" (840 mm) which is too high for me and probably was too high for him as well. He had previously used the 28" anvil and had over compensated on the new stand. Besides the 1-1/2" pad under the stand you can add a 3/4" board under the anvil. This will still leave cleats for the anvil and give a total of 2-1/4" adjustment. I would not add more layers because each one tends to introduce some wobble and softness to the stand. Not also that anvils vary in height. Replace a small 100# anvil with a #250 and the base will usually fit the stand but the anvil may be 2" higher. Depending on how many students you are going to have in class more than one anvil is probably in order. The problem with having the incorrect anvil height is that you tend to strike with the hammer at an angle. If too low you strike with the toe, if too high with the heel. It also tends to force bad work posture which is one of the first things you teach a student is how to address the anvil. |
| - guru - Thursday, 04/06/06 19:23:58 EDT |
|
Arch: This is beyond my engineering skills. . A plain arch puts outward load on the supporting columns. A "bowstring truss" puts a great deal of the load into the tension member. The arched member must be designed for the column load in a curve. . . The buckling load is the limit. On arched trusses such as they like to use in churches and buildings with cathedral ceilings it is almost impossible today to get an engineer to write off on the truss unless it has an ugly tension member at the bottom below the arched boughts. Then there is no outward load on the walls, no shear load on the outer truss members. |
| - guru - Thursday, 04/06/06 20:13:54 EDT |
|
Flypress threads: Guru, you mentioned 2 or 2-1/4 TPI, so on a four start 2 TPI thread so we're talking a lead of 2"? I mean for one revolution of the shaft it would advance 2 inches, is that right? I think that is about what most of the machines for forging have. You do all the work with about 1/4 turn of the wheel up and down. I doubt that this thread can be found "stock" anywhere. Not something that can be done on a lathe, usually done by thread milling. My 4 axis CNC machining center can do it I know. In the "Hammer-in" you talked about how the treadle hammer leaves both hands free while the flypress requires one hand to opperate the machine. Got me to thinking that it might be useful to come up with a way to run a fly press by foot power sometimes. I can think of a few simple ways it might be done. Anyone interested? |
| - grant - Thursday, 04/06/06 20:26:07 EDT |
|
Gauntlet Shortcut: Tyler, Mitten style cuts down on the pieces. Having working patterns is very helpful. At the last Armour-In my apprentice picked up gauntlet patterns. I THINK I have them somewhere. Well. .. I have a PHOTO of the arrangement of the pieces. It could be enlarged except for one piece which you would have to fake as it is behind the others. There was also some detail instructions on forming but since I was not the armour student (just the financier) I didn't take notes. Will post photo shortly. |
| - guru - Thursday, 04/06/06 21:34:20 EDT |
|
Foot operated Flypress: Very interesting. . . Make a Fleadle out of it (Fly_treadle). All it would take is a counterweight to return the screw UP and linkage to use the foot. . . The only tricky part is that you normally adjust the position of the wheel and handle for the height of the particular job. The rig would have to be easy to get on and off or have a quick attachment. However, it would not be TOO bad because you normally adjust the fly press handle to where it is in a convienient position to operate. Seems that old screw printing presses were designed to be normally UP by the counter weight. . . . different mechanical arrangement. But similar return. OK. . . lets get that #5 flypress in the anvilfire R&D lab and set it up! |
| - guru - Thursday, 04/06/06 21:45:11 EDT |
|
Screw Pitch: I hadn't revesed my thought processes the other day but that is about right on the total travel. I have an old Southbend Lathe that the coarsest threading feed is 2-1/4 TPI. Many lathes get this coarse for making multi lead screws that are common in worm gear reducers. However, it usualy takes setting up change gears. I've chased big threads but would REALLY have to be into it to make both the square thread nut AND multi-lead screw. |
| - guru - Thursday, 04/06/06 22:05:41 EDT |
|
Whoops. . . yeah, my lathe would make a NORMAL 2-1/4 TPI thread but divided by 4 that is 9/16 TPI. . . for a 2 pitch, 1/2TPI. |
| - guru - Thursday, 04/06/06 22:09:04 EDT |
|
Tyler, Mitten Gauntlet Pattern Hope this helps. Sorry I have no more details. |
| - guru - Thursday, 04/06/06 23:06:22 EDT |
|
Foot-operated flywheel: You could mount the whole shooting match upside-down and kick the flywheel with your foot. Might be hard to keep your balance, though. |
| Mike B - Thursday, 04/06/06 23:18:51 EDT |
|
Like walking on ball bearings! |
| - guru - Thursday, 04/06/06 23:50:00 EDT |
|
So a flypres screw might have a lead angle of about 12 degrees? |
| Dave Boyer - Friday, 04/07/06 00:54:21 EDT |
|
What's up with the Hofi Hammer? You guys keep talking about how great it is but what makes it different/better than any other hammer out there? It looks like a czech pattern. Is it this pattern that is good or is there something else about the Hofi? |
| - Rich33 - Friday, 04/07/06 06:27:36 EDT |
|
My Hammer: There is no "Czech" pattern hammer. The Birhal Molnar, Jojeff Mock and The Habermman families are all using different hammers for forging. The hammer you call Czech is my pattern "The Hofi Hammer" It differs from all the other because (it is my pattern), it is a balanced ergonomic hammer that you hold, guide and swing differently !!! By guiding the hammer right and using the internal energy of the motion ceating more velocity and then forging power. You can move the steel much easier and faster without DAMAGING YOUR BODY!! Very complicated to explain all this on the web. |
| Hofi - Friday, 04/07/06 07:06:54 EDT |
|
In other words, buy his Ergonomic Hammer tape from Artisan Ideas! ;) Hofi's hammer is similar to the Habberman hammer but not the exactly the same. The handle (also special shaped) is mounted using a resiliant industrial compound which also different than standard mountings. Some of those that were selling the Hofi hammer and were supposed to pay a licensing fee started calling the hammer the "Czech" hammer so they did not have to use Hofi's name. As Hofi noted, there is no classic "Czech" pattern such as the French or Swedish pattern hammers. There are copies of his hammer or the Habberman hammer. Big BLU Manufacturing currently manufactures hammers under license from Hofi using his methods and mark them with his name. They also sell the cast steel version manufactured by Hofi in Israel. They sell them direct, through Blacksmiths Supply and select Farrier's supply. |
| - guru - Friday, 04/07/06 08:12:07 EDT |
|
Hofi Hammer: I purchased once from Big Blue a couple of months ago. Fast, courteous service. I took it to a 3 day workshop middle of March. Hardest time I've ever had in keeping a hammer. 9 other smiths tried it; all wanted to take it home with them. It really DOES move metal easily! Wonderful control, too. If you have a full sized pickup the hammer is not much more than a tank of gas....or diesel. Best hammer I've ever owned. |
| Ellen - Friday, 04/07/06 11:02:29 EDT |
|
Dave Boyer, your seat of the pants engineering has been pretty darn good in my experience. And yes, you want lower stress when fatigue will be an issue. Fatigue stress can be calculated and tested. In my experience, for many situations, it is close to 3 to 1 on the yield stress. But this is not universally true by any stretch. It is far better to do a mockup as you suggested than to guess when there is any safety involved. I sometimes get real concerned when people ask strength of material questions on the web. We frequently don't know the whole story. Roy may have wanted to build a swingset for his kids and one of the neighbor kids may have used it in a manner Roy didn't intend and someone could get hurt. Lots of If's and Maybe's there. As I've said before, this kind of concern is not living in fear. It is due diligence in trying to make sure people don't get hurt unintentionally. It is part of our responsibility. |
| - Tony - Friday, 04/07/06 12:16:07 EDT |
|
Swing sets. . . seen them used to lift motors and (attempt) half the weight of a the vehical when a motor mount bolt was missed or something hung. . . Then you have this peculiar looking bent in the middle swing set. . . see lots of them in rural areas. The unexpected is the killer on engineered structures. The deck that wasn't designed for maximum density occupation (1 about per every 2 square feet) or balcony that couldn't take sychronous shock loading from a dance party. On big gates I like to "what if" a riot with people climbing the gate as others stand and bounce on the lower frame. . . Sagging problems are irrevelent when you look at the public live loads. This is a serious consideration for a gate in any city but probably not in a rural area. Same gate, different surroundings, different problems. |
| - guru - Friday, 04/07/06 12:30:36 EDT |
|
guru thanks for the hyper link but those are mitten and I do not like those very well. I am trying to make the single finger guard gauntlets. Given those mitten gauntlets would be easier to make but they would restrict the movement of fingers and the whole hand. Know I now you are all going to think I am nuts for using this type of material. I am using house siding tin or at least thats what I was told it was when I went to pick it up. Which doesnt like to keep its form very well. I have even tried to make a form and heat up the metal and then bend it around the form and cool it off but it just bounces back. What can I do to fix this problem? This problem is restricting my progress big time. |
| - tyler - Friday, 04/07/06 12:48:48 EDT |
|
Tyler, Too thin is TOO thin. You are working about 28 ga I suspect which is way too thin. It is also dangerous for this type of thing due to the sharp thin edges. The only way to handle this problem with this material is to form wire (wire filled) edges on the pieces. This is difficult enough to do but to do it on these organic shapes is going to be nearly impossible. |
| - guru - Friday, 04/07/06 12:56:31 EDT |
|
guru I have noticed this about the sharp edges. That is why I fold the edges out and hammer them down so its a rounded edge. This suit I am making is not for use just purley admiring. If I wanted to make a suit that I could use I would make it out of heavier material such as steel perferably 1042-11 something forgot the specifics at the moment. But I do know that the sharp thin edges wouldn;t be a good idea if I making this suit for looks bcause for 1 people would want to touch it and 2 most of them would be little kids. Thats why I fold the edges out and hammer them to a rounded edge. But I do suspect your right about the 28 ga and it being to thin for this type of use. I'll try a method I just thought of and see if it works seeing as how this suit will be for looking and not for use. If this doesn;t work I will proly abandone the tin for something heavier such as a light steel or work-able iron. But thank you for that tid bit on the tin being to thin. I never thought of that. PS Do you think its possible for me to make a gothic tower style sheild out of a 55 gallon drum? If I cut it in 1/2. Thanks for the info |
| - Tyler - Friday, 04/07/06 13:19:17 EDT |
|
If the sharp edges are not a problem then heating the metal enough to take the spring out of it might help it keep its shape. But it is difficult to tell without seeing the actual material. Shield from drum. . . The ribs make them surprisingly hard to flatten. But if you are willing to hammer them flat then you can reduce the arc. |
| - guru - Friday, 04/07/06 14:23:37 EDT |
|
Hi why aluminium blackens hand when someone wants to rub it? |
| yamin - Friday, 04/07/06 14:42:46 EDT |
|
Yammin, Aluminium, although it does not rust, it DOES oxidize. The oxides of aluminium vary greatly in color but include blue and purple. The mixture of aluminium oxides in oil (from one's skin) appear black. Most aluminium products are coated with clear lacquer or are anodized to protect the surface. |
| - guru - Friday, 04/07/06 15:50:12 EDT |
|
Thanks for that tib bit of info ill try it this weekend |
| - Tyler - Friday, 04/07/06 16:55:57 EDT |
|
Hofi Hammer: I see.... All the "czech" pattern hammers are knock-offs of the Hofi Hammer. I am still pretty new to smithing and only have a couple of old flea market hammers that I dressed and rehandled and one new swedish hammer. I am still making dents in my anvil due to poor hammer control. When I start getting more time to smith, (my forge and equipment are two hours away) and get a little better at it, I will have to buy a Hofi from Big Blu. Thanks for the info. Sorry for the ignorance, I meant no offense to Uri Hofi. |
| - Rich33 - Friday, 04/07/06 17:37:01 EDT |
|
RICH 33: You have the right to ask ALL the questions in the world about forging and blacksmithing and we have to answer.if i do not know i say-lets lern together- there is never an offense to ask. you are invited to take one of my classes when i"ll come to teach in the usa in october. uri hofi |
| hofi - Friday, 04/07/06 18:08:25 EDT |
|
Hi there. I hope you havn;t heard this question too meny times. I had a blacksmith biuldme a spring steel sword a few years back. andi have outgrown parts of it. i took it upon myself to redisign and fix parts. Now please don't think i ruined it. So far i have made the blade more to the image in my head. But nowi must lengthn the handle, i am unsure of how the pommel hilt and guard are attached so i left that for now. So my question i guess is a two part. The first is how does the handle assemble fit together. And how do i cut the wood for the handle. i noticed some cuts on the interioir of the wood but could not see atrther without removing the deerskin. thank you for your time. And i hope to hear from you soon. thank you. |
| Kevin Clarke - Friday, 04/07/06 19:03:49 EDT |
|
Kevin, There are many ways to assemble a sword hilt and grip. Normally there is a small tang that that SHOULD look like the tang on a file with large round filets where it joins the blade (just like a file). If there are sharp corners then it is dangerous to exten the tang length. At the end of the tang it holds the pommel in place. There are two common attachments. The simple one is that the end of the tang is upset or riveted to the end of the pommel. This is a permanent joint. To remove the pommel you must drill, grind or file off the end of the tang so that the pommel pulls off. This means to reassemble you must repair the end of the tang by welding on a new piece. The second method is to thread the pommel on. In this case the end of the tang is threaded and the pommel unscrews. They are often glued on as well as threaded so that they are very tight. Wood grips can be one or two pieces. In either case they may also be epoxied to the tang. When you remove the pommel you can tell how it is assembled. If the pommel was installed before the grip then it is two pieces fitted together and held on by gluing OR by the wrapping OR by gluing, wrapping and wire wraping. Dismantling is destructive, you do not reuse the existing parts. A VERY picky craftperson doing high dollar work will either make it so that it can be easily disassembled and still fit together tightly OR they will epoxy everything together as they work producing a lifetime assembly. Fitting the wood is done like any wood work, with whatever tools you have. If all you have is a pocket knife then you carefully carve the pieces to fit. If you have a planner, band saw, router, lathe. . as well as patternmaker's rasps, draw knife, scraper, sanders. . . you use them all. Some bladesmiths pin the handle on with brass pins. This means you need a good drill press as well as the other tools. For primitive knife making with few tools see Foxfire 4. For ways to build your own tools and some basic knife making techniques see Wayne Goddard's $50 Knife Shop and The Wonder of Knife Making. For more see our Sword Making article and its resources list. |
| - guru - Friday, 04/07/06 20:40:02 EDT |
|
Tony: Something that the lab at the plant used that was usefull to indicate where fatigue problems were going to occur before actual failure was evident was a coat of white paint. Excessive flexing or even slight stretching of the parent metal would show as cracks in the paint well before failure, and were easy to see. As far as I know it was ordinairy spray paint, I may ask some friends that were test engineers to be sure. |
| Dave Boyer - Friday, 04/07/06 22:58:02 EDT |
|
Dave, that's interesting. On wooden ladders you NEVER paint them so you can see cracks. . just the opposite. |
| - guru - Friday, 04/07/06 23:17:27 EDT |
|
Dave Boyer. When I ran a R & D lab for the valve co, I too used paint to indicate stress and bending, I used cheap, fast dry spray paint as it seemed to get brittle better than the good spray paint. I got the idea from looking at a few bent things that had been painted. There are some very expensive coatings that used to be available that would do the same thing but were supposed to be able to indicate the level of stretch from counting the cracks as it was supposed to be sorta calibrated. I never used the calibrated stuff. There were also some plastic materials that a part could be duplicated in that would with the right optical viewer show stress distribution. |
| - ptree - Saturday, 04/08/06 10:14:36 EDT |
|
|
|
|