| WELCOME to the anvilfire Guru's Den - V. 3.0 |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from April 1 - 8, 2003 on the Guru's Den |
|
|
|
Work Hardening Brass: Jim, Patrick is right about the surface. However, if you start with material with a cold drawn surface and machine it you are removing the part with the most work hardening so the results of machining will be a softer surface. The only time machining produces a work hardened surface is if the tool is dull or has significant negative rake. |
| - guru - Tuesday, 04/01/03 00:01:31 GMT |
|
Rings: Jeremy, I think you need to study jewelery making and then decide for yourself which way would be easiest. Easy of manufacturing something is largely dependent on your skills. Most jewelery is cast, the stones are held in place with prongs. Many stones are glued in. Pick your favorite high strength metal to stone glue. . . Jewelery can also be made by fabrication. Cutting, bending and soldering. Then there is the polishing. Try your local library or book store for references on the subject and you local colleges for courses. |
| - guru - Tuesday, 04/01/03 00:07:47 GMT |
|
Rugg, In our work, chamfering is usually meant to remove a corner by running a hammer "on the diamond". Camphor is often thought of, but that is a material derived from the Camphor tree and used medicinally. We often use the word "bevel" to indicate an angular cut all the way through the material, as on the cutting end of a carpenter's chisel. |
| Frank Turley - Tuesday, 04/01/03 01:31:06 GMT |
|
Thermocouples in small forges: In my experience they are a waste of time and money! 'Bout as much use (or sense) as putting one in a coal forge. In small forges combustion takes place right in the working area so local temperatures vary widely. Where are you going to put it in relation to the work? I have put four thermocouples in a forge (dinking around) and got four different temperature readings over a range of 400 degrees! My eye is better than that! Most of the time I like the forge to be at least 400 degrees hotter than I'm heating the work to. When forge welding, I am often running 2600 - 2800 degrees as measured with an optical pyrometer. Sure, I can burn up the piece if I'm not careful, but you want to heat FAST too. Better than cooking all day waiting to reach forge temperature. Atmosphere is also problematic in a small forge. If you put a piece of copper in the forge and get it red hot you can see what the atmosphere is like. as you move the piece around in the forge it will turn black (oxide) where the atmosphere is oxidizing and instantly turn copper color where it is reducing. Some spots where it changes back and forth. Cool to watch. |
| - grant - Tuesday, 04/01/03 02:11:30 GMT |
|
There are several good beginning books on jewelry making, some available realtively cheaply. Try The Design and Creation of Jewelry by Robert Von Neumann or Creative Jewelry Making by Sharr Choate. Both are good beginners' books. When you talk of setting stones you need to be specific. Cabochon cut stones are usually bezel set, but can be set in prongs. Faceted stones may be set in crowns, in cannelure, en pave' or cast in place, to name just a few methods. Read the books, you'll find them enlightening. |
| vicopper - Tuesday, 04/01/03 02:27:58 GMT |
|
I have a Prentiss Vise # 4-21 And I am in need of parts . Where can I get them. |
| mike - Tuesday, 04/01/03 02:30:43 GMT |
|
I still cant get into the slack-tub Pub... any estimate when that will be? |
| JackFrost - Tuesday, 04/01/03 02:39:44 GMT |
|
Mike; Go to Google Search, and type in "Prentiss vises". |
| 3dogs - Tuesday, 04/01/03 08:03:26 GMT |
|
Frank & Rugg; I've even seen it spelled "champher" in some old books. However, my American Heritage Dictionary doesn't show that form. |
| 3dogs - Tuesday, 04/01/03 08:12:53 GMT |
|
JackFrost, Pub registrations are handled manually and I will be processing a batch today. |
| - guru - Tuesday, 04/01/03 14:46:25 GMT |
|
Prentiss Vise Parts: Prentiss has been out of business a long time (the 1950's or earlier I think). McMaster-Carr used to carry replacement parts for vises but you have to call them to ask about it (no web listing). Since imports have taken over the market and very few really large vises are sold I think they have cut back on the repair parts department. You can probably have a machinist make new parts cheaper and faster but you will have to provide the specs. I have two of these wonderful old tools. One is about 100-130 pounds opening to about 14" and the other 200 to 250 pounds. The are fantastic tools and were called "chipping" vices when they were sold. These heavy vises without a swivel base were used to hold castings and large blocks of steel while a toolmaker chisled flats, dovetails and keyways. Thus the name "chipping". They will take a lot of pounding but ARE cast and will not take as much abuse as a much smaller blacksmiths leg vice. One of my vices is vises. . . I buy them any time I can. You cannot have enough. |
| - guru - Tuesday, 04/01/03 15:02:03 GMT |
|
Rugg; The latest edition of ABANA's "Hammer's Blow" has a demo on drawing out/tapering. That's volume 11, #1, Winter 2003. The demo was by Peter Ross & Doug Wilson, with illustrations by Tom Latane. |
| 3dogs - Tuesday, 04/01/03 15:04:05 GMT |
|
Thermocouples: I agree with Grant on the point that they are a waste in a forge. They are expensive tools and may not tell you a lot. However, they can tell you when you have made changes in a forge as to good or bad. Thermocouples are a bimetalic joint that creates an electric current in milivolts. The meter used is a millivolt meter with a temperature scale. Special themocouple alloy pairs are used. Iron constantan and chromel/alumel are common in the high temperature range. Even though thermocouples are designed for fairly high temperatures the best do not work at the highest forge temperatures. A coal forge will burn or melt off the end and a gas forge will oxidize the joint until it no longer works. Kilns are generally less oxidizing but ends still have to be trimed and rewelded ocassionaly. In long term use thermocouples are protected by stainless or ceramic tubes called a "thermo well". These are fitted with a head for making connections. Connections and lead wire must be matching temperature corrected alloys if something different than the thermocouple wire is used. In the past they used to run the thermocouple wire all the way to the meter but now days the themocouple wires are short and special lead wire is used. Neither is cheap but the lead wire is cheaper than thermocouple wire and much more flexible AND is insulated with water proof material. However, the special connectors can easily offset the difference in wire cost. Thermowells also create some loss of sensitivity and usualy the true temperature must be estimated from spot measurments taken with another bare wire thermocouple at various temperatures and a calibration chart used. For measuring the temperature of non-ferrous melts in crucibles they make long handled dipping devices with a graphite thermowell and the meter on the far end of the handle. We have one of these we used to check melted Zamak and compare to the measured temperature of the furnace taken via a thermocouple and control. There was a significant difference (200 to 300°F). A thermocouple WILL give you an accurate reading in a heat treating furnace with a closed door if the thermowell is at the level of the work. They are also accurate in salt pots. However, in both cases knowing the temperature and controlling it are two different things. Temperature displays are not cheap but they are much less than a controller and control system to hold a furnace at a constant temperature. In commercial systems the controls cost as much as the furnace. In a home built the controls may easily be ten times the furnace cost. |
| - guru - Tuesday, 04/01/03 15:29:03 GMT |
|
3dogs, that is the article that i was referring to (in the hammer's blow). frank, i do think it is spelled "chamfer"; aggree t gold. i like that look. gives the work a hand crafted impact vs the production cold worked stuff that is common (at least around here). |
| - rugg - Tuesday, 04/01/03 15:46:45 GMT |
|
On more method of testing for WI: (for amusement only) From "Formulas for Profit", Bennett, copyright 1939, 4th printing "To identify iron from steel" "Mix 5 drops nitric acid with 10 drops H2O", (remember acid into water *NEVER* water into acid),"File a clean spot and place a drop on it. If it is steel it will turn black immediatly. If it is wrought iron or malleable iron it will stay bright for a considerable length of time." Use at your own risk! Thomas |
| - Thomas Powers - Tuesday, 04/01/03 16:14:44 GMT |
|
Precision in Forging (ref. tapers): For most people the problem is judging the distance without a measuring device. Years of experiance in the shop and drawing room lets me determine bolt sizes from an inch down to a #10 and the TPI visualy and at a distance. As a mechanic you quickly learn to recognize bolt head sizes otherwise you spend your life rifeling through your tool chest trying out every wrench. The same applies to most other trades (carpenter, machinist, potter). I can probably judge a 3" (~76mm) long taper while forging to a 1/4" (6mm) or better. After making one and checking it I should be able to hit +/- 1/8" max (+/- 3mm) every time until I get tired. I can get better accuracy by eye than by repeated measuring. Judging sizes in common units is an art that must be practiced. LOOK at items in your house or shop and estimate the size. Then check with a rule. Drafting practice helps as does contantly observing sizes of material. If you cannot tell 5/8" (16mm) bar from 3/4" (19mm) bar then you need practice. In my shop I usualy have 1/2", 7/16" and 3/8" bar. You should easily be able to recognize the sizes. Longer distances are harder to discern accurately but you can do it with practice. It is just another shop skill but is one we often forget to teach. Many folks use gauges for every job and if you are working to drawings it is a good idea. But if a design is yours and each part is consistant then actual dimensions are not critical. But you still need to learn to judge them. Hammer texture should be a controled feature, not just happenstance. Lack of marks shows the ability to control what you are doing. To texture or not should be consious decision not lack of skill. In traditional work hammer marks were considered poor quality work. In modern work we leave texture to show something is hand made. But the texture should be controlled and even. We are long past the point where you can get by with a couple marks from a ball pien hammer. . (1950's primitive) and call it hammer textured. |
| - guru - Tuesday, 04/01/03 16:17:46 GMT |
|
Grant - Thanks for the comments on using copper to figure out where the oxidizing vs reducing areas on the forge are. It will prove usefull. At this point in my level of skill, I am doing my best to leave no hammer marks. When I do, it's usually because I gauged a blow wrong, hit the piece the wrong place, or at the wrong angle. Mind you, I'm not succeeding 100% yet, but I'm getting better... |
| Monica - Tuesday, 04/01/03 17:01:59 GMT |
|
Can I restate my question and get an answer? Iwant more info on the East Coast Junkyard Power Hammer any help out there? |
| Charles Hurst - Tuesday, 04/01/03 17:07:25 GMT |
|
Hi Guru, I have a Ohio Forge Table Saw and I loss the security knob/key located in the ON/OFF switch. Please let me know what is the best place to get get that Knob/key or do you have any best idea to turn the machine ON with or without the Key. RSVP, Thank you LOULOU |
| loulou - Tuesday, 04/01/03 18:45:05 GMT |
|
About the Ohio Forge Table Saw Key" my email is louscope@yahoo.com I'm in CA, San Jose area Thank you, LOULOU |
| loulou - Tuesday, 04/01/03 18:50:32 GMT |
|
I have recently read your Quenchants page under FAQ and was confused about hardening(quenching) vs. cooling. I have very recently began working with red hot steel and have been cooling my steel when I am done working it for the day simply in a small tub of water. Is that, to an extent, hardening it every time or must I use the right medium to get any hardening from the steel?? Thanks for the help if this rambling makes any sense. Jon |
| Jon - Tuesday, 04/01/03 21:42:20 GMT |
|
I was looking to get into blacksmithing I have an interest in making midieval swords and japanese swords. Is there somwhere in the southern california area where I could find an aprenciceship or some sort of foundry? I would verry much like to hear your reply thank you. |
| Jake Nipper - Tuesday, 04/01/03 21:45:38 GMT |
|
Monica: It's a good demontration of just why copper was one of the first metals to be worked by man. Besides native copper, it was very easy to reduce from oxide ores. Just a slow fire without much more than a good wind. Of course this yeilded a "sponge" without melting. I guess it was just forge welded together to make a solid piece. In the forge it's fascinating to watch it change from oxide and back to copper instantly. Don't know why I never mentioned it before. One of those things you just take for granted, I guess. Have fun! Might be useful to help "calibrate" your eye ball to what the fire should look like. In a small forge you can have lots of "dragons breath" and still be oxidizing in the forge, if you've outrun your burner. |
| - grant - Tuesday, 04/01/03 22:22:14 GMT |
|
Guru, I am in the process of building a propane forge, and I have some questions. I have been reading Ron Reil's page and other sources. I plan to use the T-Rex burners, and I am curious if there is a "rule of thumb" for calculating the number of T-Rex burners required for the various different forge volumes? Is the 2700 degree F Kaowool the 8# density variety? How do you tell the difference between the 2400F and the 2700F Kaowool? I plan to line a 10" dia. X 20" long pipe with 3" of 2700F kaowool, and coat it with ITC-100. This leaves an opening of 4" dia x 17" deep. I believe that 1 T-Rex burner will suffice. Will the 4" dia. opening be too small so that it causes an air flow restriction problem? I have heard that there may be problems with mounting the burner vertically. Is a horizontal burner mounting best? Is it practical and/or safe to try to recover some of the lost heat by using a heat shield and re-direct it to pre-heat the incoming air? If I understand correctly, the stainless steel nozzles are an important part for proper burner operation. Do these nozzles need replacement often under normal conditions? I greatly appreciate your help and advice. Thanks, Tom |
| Tom - Tuesday, 04/01/03 22:27:56 GMT |
|
Grant - I've calibrated it by eye, but would like to get a little finer with it, though now that I've got the coal forge up, I'm less worried about duplicating my welding in it(haven't been able to repeat that, for some reason). I have been having a problem with my propane forge I'd like to bounce off of y'all. When the venturi forge is running for a while, I occasionally have the flames back up into the burner port. If I turn it off, give it about 30 seconds to cool, I can turn it back on and have no problems with the feed... for a while. It doesn't seem to matter what my psi is at. Could this be an issue with the fact that I'm running off a small tank? I was told to keep it in water to prevent it from freezing, and I don't get percipitation freezing to it like I did before. Don't know how real an impact this has with the internal temperature. Thanks |
| Monica - Tuesday, 04/01/03 23:08:01 GMT |
|
Loulou, Check with Home Depot for a replacement key. They sold Ohio Forge for years. I have one of the 10" ones, and the switch gave up and I replaced it with an inexpensive contactor that doesn't need a key. The key can be replaced by a simple piece made from plastic, but I would rather use a real machine tool contactor. Monica, I don't recall what type of forge you have, (if you said), but on my homemade I get that situation once in a while if the burner jiggles too far down into the burner port. It causes too much of the burn to occur past the burner and results in backpressure and unburned gasses, is my thought. |
| vicopper - Tuesday, 04/01/03 23:40:55 GMT |
|
Post Vice: I was looking over a little 3" post vise that I am planning to refurbish and I found a stamped logo that said "Iron City" inside a six pointed star. Is there any info about this mfr? Curious to know if there was a Jewish owned metalworks operating in Pittsburgh. Monica: I have had that problem operating at low pressures - are you using a pressur gauge?. Also, if the burner tube is getting too hot the problem is exacerbated. Also, about judging colors - I find this a bit difficult with coal. With propane I am pretty good, but with coal everything looks pink to my eyes. Grant: Clever tip with the copper - must try it. |
| adam - Wednesday, 04/02/03 00:06:13 GMT |
|
hi ! i trying to find a solution for a bad draft coal forge.it's one with a hood over.the hood cover completely 3 side leaving just the front open.connected to the hood is a 8" stove pipe for 12"long and is reduced to 7" to connected to a 1200 degres isolated chimney.when fire make good quantity of smoke,a lot goes out of the hood.is my chimney too small ??? if yes does anybody have a solution keeping in mind that i would like to keep the 7" isolated chimney. thanks a lot !! |
| machefer - Wednesday, 04/02/03 00:16:09 GMT |
|
Tom: 4"x17"? Just my opinion but I dont think it will work very well. The ends of the chamber wont heat properly and there will be too much back pressure from the opposing wall. It might work with one burner if you set it so that the flame comes in tangent to the wall and at an angle to the long axis so that it spirals down the tube. Better to go with two or three smaller burners IMO. Better yet - start with a 6"x12" "standard" shape and then , when you have some experience with that make a specialized forge for your needs. Gas forges are easy to make and many smiths have several. |
| adam - Wednesday, 04/02/03 00:33:51 GMT |
|
Burners: READ THE LEGAL NOTICE AT THE TOP OF THIS PAGE. Now that that's over... I've been making my smaller atmospheric burners out of 1/2" pipe (3/8 I.D.) with a 1/2 to 3/4 bell reducer and a 1/4" (O.D.) cross pipe with a .020" orifice drilled on center. An 8" x 1/2" tube seems to work best. I also don't use a flare, I set the burner about 1" back in a chunk of drilled fire brick -- makes a wonderful flame-holder that doesn't wear out. The burners come in at 45 degrees from the side of the forge -- less likely to ingest pre-burnt air (is that a word?)... In a 4" x 4" x 9" forge one burner will almost get to welding heat, two will for sure. No problems with back pressure, or other maladies. I've been VERY unhappy with the larger bore burners, so I went small. I also don't use a regulator or pressure gauge -- I tune by ear & eye. Use this information at your own risk... ;-) |
| Zero - Wednesday, 04/02/03 01:13:35 GMT |
|
I do some smithing for sale but do historical reproduction work at Fort Vancouver (site where British had a Fort in Vancouver, Washington}. Do you have any knowledge of how to make a hog catcher? It has pincher like ends and a socketed end on one of the handles and is pulled shut with a rope that passes through the socket side and pulls the other handle to shut the pincher around the hogs leg. Thank you |
| dean moxley - Wednesday, 04/02/03 01:19:28 GMT |
|
Oh yeah... I can also forge at high orange/yellow heat and the lowest propane usage with just one burner running -- the Kaowool and ITC-100 purchased here helped a lot with that equation. I estimate, about, 1/4 - 3/8 pound per hour. |
| Zero - Wednesday, 04/02/03 01:30:45 GMT |
|
Quenching: Simply dipping hot iron into a liquid to remove unwanted heat is not exactly the same as quenching to achieve a hardened structure. To achieve a hardened structure, you must have a steel with sufficient carbon, and sometimes alloys, to form a microstructure called martensite. To form martensite, you must heat the steel sufficiently hot first. Normally, if you have a high carbon steel, heating until the steel is non-magnetic (use a metal magnet) is sufficient. Hold the steel at this temperature for a minute or two to make sure the heat has penetrated to the center of the work piece. High carbon steel should be quenched in OIL (or ATF), not water. Water will cause the steel to warp or even crack. When quenching in oil, immerse the ENTIRE piece, moving it in a figure 8. Make sure you have a sufficient quantity of oil or you may overheat it and start a fire. Keep a lid handy to smother the flames if you do. Do not remove the piece until it has cooled to the point that it does not smoke when you take it out. Wipe the excess oil away and temper as required. Some lower carbon content steels CAN be water quenched to form martensite. Normally, it is safe to water quench any steel under .3% carbon but there are exceptions (like W1 tool steel that has high carbon but can be water quenched) Also, check out the FAQ's on this site regarding heat treating. The following explanation is only the tip of the iceberg and you really need to learn a lot more about heat treating to do it with consistency and without QUENCHCRACKS! |
| Quenchcrack - Wednesday, 04/02/03 02:05:28 GMT |
|
Jake Nipper, Making a sword is excruciatingly difficult. There will be a Japanese tool workshop in California this spring and maybe this summer. http://www.teamyataiki.org/ You're probably not looking for a foundry, where metal is poured hot into molds. |
| Frank Turley - Wednesday, 04/02/03 02:18:50 GMT |
|
Thankyou for the info, as always. I would be interested in purchasing some WI if anyone has some for sale. - Loren and8995@olywa.net |
| Loren P - Wednesday, 04/02/03 05:48:54 GMT |
|
Do you know anybody that does salt bath quenching at about 1,750 degrees? It is for some permanent magnetic steel to RC 63. Thanks, if you can help. |
| RAY - Wednesday, 04/02/03 06:17:14 GMT |
|
Gentle Guru - I have come by some "Cobalt" steel toolbars which no one else seems to want. Any advice on using this for tooling? Can one forge this? It's hard as Hade's teeth right now, file slides across. I have not tried to work it yet at all, it's waiting in my "useful pieces of metal" pile. Many thanks, 2 swords |
| Two Swords - Wednesday, 04/02/03 07:05:27 GMT |
|
Zero, Typo? �" nominal pipe is just under 5/8" ID. Adam, Tom... I recently saw Daryl�s similar sized small forge which has the burner poking in the back and the flame travels up toward the front so the dragons breath comes out the front. I think that would work well for a long narrow forge. Seems to work for Daryl. Machefer, I think you may have too much cold air going up the stack with the hot air. The air in the stack MUST be hotter than the surrounding air to give it buoyancy (make it lighter than the surrounding air) so it goes up the stack. A small stack needs the stack gasses even hotter since the smaller the stack, the more resistance to flow. So try reducing the opening as small as possible. Even just temporary sheet metal to try it. Depending on the size of your forge, the 7" stack may be too small also. Also make sure what you have on top of the stack is not too much restriction to flow. A hat type stack cap may be required by code where you are, but they are a big pressure drop and reduce draw. Screen on the cap is even worse. Try reducing the air opening at the forge, see what happens. Then remove the stack cap temporarily to see what difference it makes. Search the archives for much info on forge exhaust, and �low loss stack cap�. |
| - Tony - Wednesday, 04/02/03 14:44:29 GMT |
|
tank you tony. since i can't reduce air opening on the front of the forge,i will try removing the cap for a try. thank you ! |
| machefer - Wednesday, 04/02/03 15:34:46 GMT |
|
EC-JYH Charles, We have a fairly decent article on it on our NEWS page. However, it was an experiment and I do not recommend the shock absorber linkage. I proved it worked, but it does not work well. It takes energy out of the system AND the faster it goes the softer it hits until the ram floats and does not hit at all. The two best linkages to build are the bow spring and toggle like the South African hammer and then the spring helve hammer like the Appalachian "lil rusty". The bow spring gives you the "snap" and returns energy from the top of the stroke like all Dupont pattent toggle linkages (Dupont, Fairbanks, Bradley, Little Giant). |
| - guru - Wednesday, 04/02/03 15:47:33 GMT |
|
Knob Key LouLou, Any locksmith should be able to replace the key. Most of these switches use a common off the shelf key with a knob glued on. It will save you money if you put the saw in truck and drive it to the locksmith. |
| - guru - Wednesday, 04/02/03 15:51:29 GMT |
|
Tony: Correct you are. I spend too much of my day dealing with absolute sizes, so the sizes I gave were taken from a pair of digital calipers... ;-) Should have been 1/4" pipe (which has an approximate 3/8" bore and a 1/2" O.D.). |
| Zero - Wednesday, 04/02/03 15:55:08 GMT |
|
Machefer, you are welcome! In addition, make sure the top of your stack is higher than the roof line to reduce possible negative effects of being too close to the roof. |
| - Tony - Wednesday, 04/02/03 15:57:39 GMT |
|
Machefer - Some of my sources show a simple sheetmetal piece placed over the one open side of the forge to force the air up the vent, and is removed when the vent stack has been heated and it draws independantly. You may want to try that as you fire up the forge to see if you can jump start your draw. |
| Monica - Wednesday, 04/02/03 16:34:39 GMT |
|
Zero, well since THAT's the case.... now I have to try a 1/4" burner tube! Interesting. Thanks! |
| - Tony - Wednesday, 04/02/03 16:36:46 GMT |
|
Gas Forge Design Tom, The Ron Reil page gives the burner to forge volume ratio. Rex Price will also give you the recommended volume per burner. Burner capacity MUST be balanced to a given volume. The Kaowool Cereblanket we sell has a working temperature of 2400°F with the surface exposed. It has a melting temperature of 3200°F. The working temperature has to do with the surface of the kaowool breaking down due to heat and oxidation. When coated with ITC-100 the blanket is protected from oxidation and is good for signigicantly higher temperatures. The maximum rating for other hard to obtain grades of Kaowool is a little higher but the melting point is the same. None are rated at 2700°F and the "continous" rating of all grades is lower than the working temperature. The Kaowool Cereblanket we sell works fine in forges and melting furnaces. I've used it bare but highly recommend coating with ITC-100. All kaowool breaks down when exposed directly to flame and creates a lot of dust which is not good to breathe. The problem with mounting a burner verticaly is that it acts as a chimney and hot air travels up and creates problems. Mounting burners sloping up hill is also not recommended because propane is a heavy gas and is more efficient flowing down hill. So most burners are mounted sloping down hill toward the forge. Collecting heat from an exhust heat exchanger or from the forge shell and feeding the heated air into the burner is called a "recuperative" system. Yes they increase the efficiency and maximum operating temperature. Most systems use a shell heat exchanger on the exhust creating very hot air very soon after the furnace is lit. The burner flares are not neccesary but DO make the forge easier to light and stay lit. You can use the stainless ones OR fabricate a flare from refractory material. The stainless flares hold up MUCH better than carbon steel but they still scale up and will eventually need to be replaced. |
| - guru - Wednesday, 04/02/03 16:46:33 GMT |
|
Smokey Forge Machefe, Many commercial forges were sold with wide open hoods. As Tony said they try to suck up too much cold air along with the smoke. This causes two problems. One is cold air doesn't rise, two is that the volume is too great for the stack. The only time these units operate smoke free is when they are attached to a much large chiminey that has a very strong draft OR when attached to a fan powered exhust system. Look on our plans page and the side draft forge hoods. There is also a sketch of the low loss stack cap somewhere here. . . . I thought it was on the plans page. I'll have to dig it out. |
| - guru - Wednesday, 04/02/03 16:54:39 GMT |
|
Guru How much quench oil do I need for oil hardening assuming I would only heat treat one tool at a time no larger than a hammer ? I was going to use a 5 gallon metal pail but it occurred to me that this might be a lot more than I need. On the same subject, is 5 gallons a reasonable amount of vermiculite for annealing single tools ? Thanks a lot chris |
| chris smith - Wednesday, 04/02/03 17:05:03 GMT |
|
Tony: The 1/4" burner came about because I wanted to be able to run my little portable forge on regular MAPP gas cylinders, as well as the larger 20 and 40 gallon propane. I was having to choke too much air with the larger burner, so I scaled it down and it worked. The larger propane forge that's currently under construction will take 3 or 4 of the 1/4", but will also have the capability to use a larger burner -- in case I hit some unforeseen wall with the higher velocity quarter-inchers. I still prefer coal over propane, but I don't miss the smoke... ;-) |
| Zero - Wednesday, 04/02/03 17:10:03 GMT |
|
Small Bore Burners: If you take an NC-Tool Forge burner off and look inside you will see that they have about a 1/2" dia bore. That is why an NC-Tool forge has more burners for a given forge size than those fabricated from 3/4" pipe (sched 40 = .824" ID). You also have to remember that these changes are relative to AREA not diameter. 0.410" dia. = .1320 sqin. (1/4" sched 40) 0.493" dia. = .1909 sqin. (3/8" sched 40) 0.500" dia. = .1963 sqin. 0.622" dia. = .3038 sqin. (1/2" sched 40) 0.824" dia. = .5333 sqin. (3/4" sched 40) 1.049" dia. = .8643 sqin. (1" schedule 40) Note that it is VERY important to give the schedule when discussing pipe. All pipe of a given nominal size has the same outside diameter. Normal pipe is schedule 40 but higher and lower pressure pipe (schedule 10 and 80 are common) have thinner or thicker walls and the inside diameter changes. 1/2" schedule 10 pipe has a .674 ID. 1/2" schedule 80 = .546" and schedule 160 is only .466". So you can have 1/2" pipe with a smaller bore than 3/8" or even 1/4" pipe! When you specify tubing the actual OD is used and the wall thickness determines the ID. But pipe is based on the nominal size so that all pipe threads and fitting for a given size are interchangable and fit together. I have no clue about metric pipe sizes. Is there such thing? |
| - guru - Wednesday, 04/02/03 17:23:33 GMT |
|
Cobalt Tool Steel: Two Swords, Cobalt HSS is very good stuff if you need to drill or machine other tool steel. As it is steel it IS forgeable (all steel is forgeable) but with great difficulty and care to keep it in the proper temperature range. The REALLY difficult part of using any HSS steel is the heat treatment. All HSS needs controled ramping of the temperature UP and DOWN along with accurate temperature measurement. As with all grade of steel cobalt HSS comes in different grades. T4, T5, T6, T8 are all cobalt tool steels. T5 is 9.50% Co. Anneal from 1600 to 1650°F in a sealed container packed with lime or in a vacuum. Cool no faster than 40°F/hour until 1200°F. Results in 235-285HB. Stress Relieve (after forging) Heat to 1200 to 1250°F and hold for 1 hour per inch of section (min 1 hr.), air cool. Hardening. Preheat to 1500 to 1600°F. It is recommended to double preheat the first heat being 1000 to 1200°F. Preheating time should be twice the time required to austenitize. Austentize at 2325 to 2375°F for 2 to 5 minutes (size dependent). Quench in air, oil or salt bath. Stabilize intricate shapes at 300 to 320°F then refrigerate to -150 to -320°F, temper imediately after reaching room temperature. Temper at 1000 to 1100°F for at least 2 hours. Cool slowly in furnace to room temperature. Retemper for 2 hours more then cool in air. Hardness 65 to 60 HRC. Normally this steel is not forged but machined to shape. If forged the shape should be kept very simple without large changes in section. Adequate allowance should be given to remove the decarburized surface. The closest recommendation for forging temperature I could find for a cobalt alloy was a steel called HS-25. It is one of the least forgeable of all steels. Work at 2250°F with no more than 75°F loss. Finishing can be done at 200°F less than forging temperature but the force is so great that it is not recommended. Preheating and furnace cooling is recommend as per the heat treating recomendations. Now you know why nobody wanted it. It is tough to machine annealed. In the hardened condition it is usualy ground or EDM'd to shape. But it is great stuff. . . |
| - guru - Wednesday, 04/02/03 18:04:23 GMT |
|
monica, my forgemaster will flame in the intake chamber if the PSI gets to about 4. the other burner will not. i think that at that pressure, there is enough heat transfer to the tube that it ignites. i actually asked this question several weeks ago, more than twice and did not get a response. i am assumed to be a male. you are assumed to be a female....sorry. i did put some of the kaowool around the pipe where it enters the forge thinking that would minimize the heat from the forge heating the burner. it seemed to help. my guess is that there is a certain pressure that must be maintained (sp) to keep the temp from heating the burner...tank freezes up, output pressure goes down. |
| - rugg - Wednesday, 04/02/03 18:11:52 GMT |
|
Howdy Dean! I have not seen you here before. Hows the FOrt doing now days... I am hoping to get back to it sometime.... once I get all the other things in order... |
| Ralph - Wednesday, 04/02/03 18:15:26 GMT |
|
Dean re hog catchers. All the ones I can find are cable types.... a tube with a cable in it and a loop at teh business end.... No info on the type you are asking about |
| Ralph - Wednesday, 04/02/03 18:22:01 GMT |
|
Pipe: Guru, it would appear there is no such thing as "metric pipe" but their are adapters for metric threads (DIN 3901/3902) as well as British (BSPP & BSPT). Of course, this is out of McMaster-Carr, though I don't find anything in Machinery's Handbook either. |
| Zero - Wednesday, 04/02/03 20:32:08 GMT |
|
Volume of Quench Oil: Chris, The more the better. The big difference between quenching in oil rather than water is that oil burns. Oil also has less density as well as less thermal conductivity. The two combine to create VERY hot oil that can flash into flame. Commercial oil quench tanks have heat exchangers in them and are water cooled. A gallon is marginal for an average hammer head. It is not unusual for smoke coming off an item being quenched to flare up but the more oil the better the likelyhood of it not happening. Vermiculite volume is not very critical. What IS important is to have enough volume to bury the entire part and have a couple inches of vermiculite in all directions. I was recently looking for a metal container to put vermiculite into for annealing. Then I remembered our old mail box! It is metal, about the right size for small tools AND has a latching cover. A large sized rural box would be big enough for power hammer dies and larger tools. Put the flag UP when you have something in the box and don't want to forget it. . . :) |
| - guru - Wednesday, 04/02/03 21:20:26 GMT |
|
Metric Pipe Sizes? Zero addressed the threads. For the actual pipe, yes, there are metric designations. In millimeters. But only the names have been changed to protect the profit(innocent?). The cross section sizes do not change from metric (DN) to US (NPS) pipe size. US and Europeans just cannot agree on names! Grin!! ISO recognizes the DN (diameter nominal) name. The DN numbers generally match the metric equivalent of the pipe OD. �" NPS = 15mm DN. see (long redirected URL) for a chart I found on the net and did not review. Monica, freezing, or cooling of the propane in the tank affects the pressure you will get out of it. IF your pressure gage, reading pressure that the burner orifice sees does not change, it is not the tank temperature. Burnback into the burner tube is a flame holder issue. There are three primary things that affect where the mixture of gas and air burn. One is mixture itself. The gas and air cannot burn until the mix is adequate to support combustion. All gas will not burn and all air will not burn. At least not in a gas forge. Grin. If the flame will burn back into the tube, the mixture is not a problem. The second thing is velocity. There is a range of velocities that a given mixture will burn at. This is a simplification, but if the mixture is not going down the tube at the right speed, it will not burn in the right place and will generally huff and puff. So at low fire, it is more possible for the mixture to burn back into the tube. The third thing is temperature. The mixture will not burn below a given temperature. So if the burner tube gets hot, there will be more of a tendency to burn back if all else is equal. To make burners less sensitive, there is usually a �flame holder� that controls mix velocity and can act to quench the flame. Just a change in bore diameter or a step will act as a flame holder. The better the flame holder, the less sensitive the burner and the better �turn down ratio� you will get. I suspect your burnback is a burner temperature and mix velocity issue. So basically, I just said the same as Adam with more words. grin. |
| - Tony - Wednesday, 04/02/03 22:00:20 GMT |
|
Backfiring in Burners: Rugg, you are being too sensitive. If I had seen your question I would have answered it. Maybe it was mixed in with other questions or I thought someone else covered it. Burners SHOULD NEVER have fire IN them. In commercial forges it almost never happens unless the pressure drops off really bad. It is common in home-built forges and furnaces where orifices are misaligned, misshapened or over sized, where the burner is not properly sized to the forge or some other design problem. In your commercial forge if you get fire in the burner then the gas pressure is WAY too low. Remember what I keep saying about not trusting those small gauges. +/- 3 or 4 PSI is not unusual for NEW gauges and when you are trying to set something to 7 PSI then it may be as low as 3 PSI or less. In home made burners the flared ends help a lot. In both home built AND commercial burners the flame burns outside the end of the burner. If it is in the tube then there is something wrong, shut down the forge. This problem also occurs in blower type burners. In both cases it is due to too low of fuel/air velocity. The flow in the burner must be greater than the flame front velocity. When the fuel/air mix exits the burner there is a drop in velocity and that is where the burning should occur. In the case of the tapered nozzels this occurs in the nozzel. There are many plans for forge burners with "flame holders" and various devices. All these are attempting to correct faulty design. If the burner works right and is sized right you do not need any of these fixes. |
| - guru - Wednesday, 04/02/03 22:00:46 GMT |
|
Guru, thank you for the cobalt HSS information. You're right, now I know why nobody wanted this stuff. I see its usefulness, but it is a narrow focus tool. Not exactly what I had in mind. Trying to hunt up a tool print so I know what grade it is, that will take luck in its own right. Maybe it will have to stay in the "useful metal" stack until I have a special project. Some days I have a hard enough time with so-called "mild." Thanks again. |
| Two Swords - Wednesday, 04/02/03 23:26:06 GMT |
|
guru, not too sensitive. i did not complain about it; i read some more and tried to rectify the problem. my question was posted around the same time as the joker that kept asking about using his fireplace as a forge and the guy who wanted to know how to forge small brass bells. both of those questions were answered promptly. i honestly laughed when i read the comunication; it was funny. seriously, i know that you can not answer every question or comment on everything that goes on here. i dont know how you have the time to do what you do. i do appreciate and respect your opinion (and other contributors). you must admit, in most situations, the skirt gets the priority. and please do not misunderstand; i have no argument, just stating reality... well intended, often misunderstood,....rugg |
| - rugg - Thursday, 04/03/03 00:57:57 GMT |
|
Glaser Air Hammers are being advertised in "The Anvil's Ring". Does anyone have any first hand knowledge of these German hammers? |
| - Fred - Thursday, 04/03/03 01:56:38 GMT |
|
Dean re hog catchers, What you have described sounds something like a set of bull nose catchers, i don't know what you really call them. It has a set of hooks with a ball type end that fits in the nose of a bull or cow. The tighter you pull the rope the tighter they get. I have a set of these that I bought at TSC. Don't know where they are now and don't want too. Found out, a bull or calf doesn't like something stuck in his nose and squeezed. |
| cktate - Thursday, 04/03/03 03:26:35 GMT |
|
I have a friend who has a badly crunched wrought iron fence that dates to the 1870s. It was run over by a delivery truck. What would be the best way to straighten the bars? Can wrought iron be stick welded and if so what is the best (read as easiest) rod to use? Thanks for any help. |
| Will - Thursday, 04/03/03 03:54:45 GMT |
|
There's a hog catcher on page 41 of The Blacksmith; Artisan Within the Early Community; an Exhibition of Work at the Pennsylvania Farm Museum of Landis Valley, 1972-1973 (Edited by Gunnion and Hopf; Pennsylvania Historical and Museum Commission, Harrisburg, 1976; LoC 75-187815) Warm and wonderful on the banks of the lower Potomac. Trying to get stuff squared away for the trip! If you can't pull a copy through an inter-library loan, I can probably scan it when I get back from Denver the week after next. (...providing you remind me...) Visit your National Parks (bought it at Hopewell Furnace): www.nps.gov/hofu/ Go viking: www.wam.umd.edu/~ewoyn/Longship/ |
| Bruce Blackistone (Atli) - Thursday, 04/03/03 04:52:00 GMT |
|
Gurus and company, I had an idea. Ever since I finished my forge, I've been desperately hunting for an anvil. Not long before I finished it, though, I came into a few steel plates of about 12"x4"x3/8". They are probably fairly low-carbon (I'd have to play with them to find out), but would it be possible to take plates like these--maybe similar plates with a higher carbon content--heat-treat them to a higher hardness (say around 40-50RC), and MIG weld them onto some kind of base to serve as an anvil? |
| T. Gold - Thursday, 04/03/03 07:38:39 GMT |
|
Will; Wrought Iron has always let ME know that it doesn't like to be arc welded, and I believe someone else addressed that issue fairly recently, (either Jock or one of the associate gurus), you might want to peruse the archives. Regarding the straightening of the bars, I guess it all depends on how much dismantling you plan on doing. The use of a rosebud torch, bumper jacks , comealongs and the like come to mind. I wish you luck. 3dogs |
| 3dogs - Thursday, 04/03/03 08:17:57 GMT |
|
T. Gold; Just about any heavy steel object that you may choose to press into service as a clobbering surface is going to be harder than a piece of red hot whatever. This craft we're into is all about using what ya got, when ya got it , and if you ain't got it, make do. Bear in mind that there are third world smiths STILL using rocks for anvils. "If it's heavier than yer hammer, then it's an anvil." (Grin) 3dogs |
| 3dogs - Thursday, 04/03/03 08:31:05 GMT |
|
Laminated Anvil T.Gold, It can be done but is not very useful. Mild steel plate does not harden very well and hardened A-36 (structural steel) is quite brittle when hardened as it is designed to be used soft. Steel requires a certian amount of carbon to harden. You cannot just make any steel hard. As 3dogs pointed out a soft anvil works OK if you only work your steel in the high forgeable heat range. However, any touch of the hammer will make dings in the surface (good training. . ). And any dressing of cold steel such as chamfering edges will leave marks. Those 12x4x3/8" plates only weigh about 5.1 pounds each so it is going to take a BUNCH to make any significant wieght. Plates laminated flat do not make a good anvil as the spaces or joints between plates do not transmit energy making a stack not much better than one plate. Plates turned on edge work better. To get a 3-3/4" width face out of 3/8 plates turned on edge you will need 10 plates (making a 50 pound anvil). Welding them altogether is a lot of effort for little results. Arc welding is also not free. Fuel (electricity) can be a significant cost when welding large masses. You are better off saving you money for a real anvil. You WILL find one if you keep looking. |
| - guru - Thursday, 04/03/03 09:38:27 GMT |
|
Thanks, guru. I think I'll probably slap together something with these plates, some wood, etc., just to use for a few weeks. Maybe after that I'll make something out of 'em. (grin) |
| T. Gold - Thursday, 04/03/03 09:45:02 GMT |
|
3rd World Anvils: Many folks use the heaviest sledge hammer head they can find (max size 24 pounds) set into a stump. These provide a hard but rounded or crowned face. However, for fast drawing that curved surface works very well. Thousands of imported knives and swords are made on such "anvils" and they are much better than one made of RR-rail. |
| - guru - Thursday, 04/03/03 09:49:50 GMT |
|
Wrought Iron Repairs Will, As 3dogs points out wrought does not like to be arc welded. It can be done but the natural slag inclusions make weird things happen. It also does not cut smoothly with a torch. If it is a valuable piece of fence then any modern repairs, especialy arc welding, will reduce its value. As no rod is really designed for wrought a soft E6013 is best. Wrought is best bent cold or VERY hot. An orange heat and patience is recommended if heat is used. |
| - guru - Thursday, 04/03/03 09:58:12 GMT |
|
Flame holders: wow, we were a whole 26 seconds apart with our posts. While I agree that a flame holder will not make a bad burner good, every industrial burner I've used has had a flame holder in the design. Burner design and use seminars also discuss them in great detail. Even a good burner will run erratically and in a more narrow firing range without a flame holder. When the refractory transition is the flame holder, making it a consistent shape is a good thing. The flame WILL �anchor� itself to the near vicinity of something. Frequently the most abrupt change in the burner system where the temperature, mix and mix velocity are also satisfied. |
| - Tony - Thursday, 04/03/03 14:23:09 GMT |
|
more gas questions: nozzle; flared is what i have seen. the nozzle is at the "distal" end of the burner and is imbedded in the refractory material. there is a velocity drop @ the flared nozzle relative to the burner "cylinder". wouldnt a "tapered" nozzle create a venturi effect, increasing the velocity of the mix? does the flame seek the low velocity component of the system (the forge interior under desired circumstances)? is what i have stated incorrect?? comments?? thanks... |
| - rugg - Thursday, 04/03/03 15:44:46 GMT |
|
Arc welding question: I've got conflicting advice on welding directly on a vehicle. Like a plow frame or trailor hitch. One guy says no problem, another tells me it can fry the electronics in the newer cars and even ignite the gas tank. I don't really see the gas exploding (barring leaks) but what about the electronic "brains"? Anyone clear this up for me? Thanks |
| Gronk - Thursday, 04/03/03 16:01:10 GMT |
|
IIRC the Beyers book on WI talks about welding on it. I'll try to look it over tonight. My take on it is that if it was seriously mangled you are in for a world of hurt. The WI plate I got had delaminated anywhere there was a sharp bend done cold---a speciality of the demolition company. (We then cut it at the bends to get the largest possible "good" sheet out of it and it was *not* fun cutting with blowback every time we hit a bad section of delamination and this was in 3/16" and 5/16" plate!) I might try to normalize it and then see if it could be worked cold, else it's yellow heat time (and perhaps a large wooden "hammer" to straighten with with minimal deformation). Thomas |
| - Thomas Powers - Thursday, 04/03/03 17:23:44 GMT |
|
Hi Guru I have bought an anvil, and would like to know a bit more about it. It has the letters "JB" on one side, as well as the weight, 1 1/4 cwt. It looks like it is made of cast steel, and has a nice ring and bounce. Regards Tiaan Burger Anvil&Iron Kinross South Africa |
| Tiaan - Thursday, 04/03/03 17:31:42 GMT |
|
Hiya, Gronk, long time!; I don't know how much things have changed electronically in motor vehicles since the late '80's, but when I was doing welding on motorized things it was SOP to disconnect the battery, take the wire off the back of the alternator and make sure the welder's ground clamp was on the area being welded. Being a contractor, I didn't want to have to buy a new alternator for some guy's Peterbilt. It's bad for the ego, the image and the wallet. Regarding the gas tank, welllll, there's always the chance of seepage from somewhere, that's why I always did car hitch jobs outdoors. Those always made me nervous. Nobody makes a fifty foot long welding rod.(GRIN) Good luck., 3dogs |
| 3dogs - Thursday, 04/03/03 18:39:00 GMT |
|
Vehicular Welding: Gronk, There are all kinds of problems when welding on vehicals. The most serious is the ground path traveling through bearings (axel, u-joint, CV). In industrial situations one of the most common large motor bearing failures is from stray arc paths. In an OSHA regulated shop I think they require the gas tank to be pumped empty. This is a consideration you might want to think about. It is important to get a tight clean ground. One of the best ways to be sure is to clean a spot on the frame near where you are welding and put on a C-clamp and then ground to that. If you have more than one ground lead terminal I would also attach a ground to the part to be welded. Remember that paint and rust are both poor conductors. LOOK very closely at where you are welding. I accidently struck an arc on a fuel line on a car once while welding in the middle of the frame. . . Burned a little hole in the line and it was pissing fuel on me. Luckily I smelled gas and didn't strike a second arc. I had to stop the leak with my finger and yell for help to turn off the welder! Things that do not kill you make you smarter (IF you learn from your mistakes). Scrupulously avoid welding near gas tanks. Full are actually safer than empty as far as explosions go but full has much more to feed the conflagration. If you were to lay welding cables across the engine of some late model cars and strike an arc the magnetic surge around the cables (especially if using DC) would very likely cause an induction current in nearby wires and fry the computer. It would make no difference if the ignition were on or off or if the arc was not passing directly through the vehical. TIG is VERY bad about inducing currents in wires near cables and can fry AC electric tools like drills and grinders. Keep your power tool cords clear of all welding cables just to be safe. This does not sound like a problem but it is common to end up with all your tools and cables in one tangled pile while intensly working on something. Other electrical devices that are grounded can become a ground path for your welder and cause serious problems. Do NOT weld on a vehical with a battery charger attached OR an old metal frame tool (shop light or drill) in contact with the vehical, lift or jack. A metal framed light hanging off the engine might be a better path to ground than you welding lead hooked to a rusted surface. The resulting ground path might end up going through the axel, drive shaft, transmission and engine (even with a good engine ground). Can you count how many bearings would fail due to arc burns? This would be a rare situation but it HAS happened. Note that these stray ground path problems are related to transformer welders (buzz boxes) and not motor-generator types that are independent from the local electrical service. But you still need to closely consider the ground path to the welder. The important thing to do is to THINK about the job you are doing and look at the ground path. Look for hazzards like fuel lines, brake lines and wires. Although I have welded trailer hitches to customer's vehicals at their request I have always found that there were sufficient convieniently located holes to bolt on a hitch. It requires drilling holes in brackets and finding a few bolts. It costs a little more but is much better than welding directly to the vehical. I am getting ready to put a hitch on my big truck. It will bolt to the frame (curving over and around the spare tire) and to a flange I plan to weld to the bumper. But I may be able to drill a couple 1/2" holes in the bumper and not do any welding directly to the truck. It is still a welding job as the hitch must be custom fabricated to fit. And parts may even be welded together in place. But not to the frame. Yeah, everyone does it. But I prefer not to. Some truck frames even have warnings stamped on them "No Welding to Frame". There are good engineering reasons for this warning. |
| - guru - Thursday, 04/03/03 19:02:17 GMT |
|
Nozzels and Venturies Rugg, When a pipe becomes smaller such as in venturi or reducer the flow velocity increases at the small point. When a pipe becomes larger such as going OUT of a reducer, the end of the pipe or through a flare with a larger opening the velocity drops. The flame does not "seek" the low velocity. The flame burns through the fuel/air mixture at its own velocity TOWARD the source of the fuel. This is the "flame front velocity". In a burner the fuel/air mix must move faster than the flame front or the flame enters the burner. When there is a change in the burner bore to a larger size (a flare) then the flame will burn at the point were the flow equals the flame front velocity. Many "nozzels" have both a venturi and a flare built in. Rocket engines are this combination. In low pressure gas burners the tube is an enlongated venturi throat that acts as mixing chamber and by keeping the velocity high prevents flash back. However, flashback still occurs if the fuel pressure drops too low thus reducing the fuel/air velocity to less than the flame front velocity. |
| - guru - Thursday, 04/03/03 19:16:08 GMT |
|
JB Anvil: Tiaan, I've never heard of this one. The fact that it has hundred weight markings means that it is probably of English manufacture. The fact that it is cast steel means that it is of relatively recent manufacture. There is an odd thing about the English anvil business. Brands like Mouse Hole and Peter Wright were almost exclusively exported to North America while other brands were exported to the British Colonies and Commonwealth nations. Most British made anvils found in Austraila are unheard of in the US. Almost none were exported to Europe. Although Anvils in America covers many manufacturers including British, German and Swedish, Richard Postman will be the first one to tell you that he only covered a small segment of the anvil industry. And even though he has made many trips to England while doing his research the trips have been primarily to fill in details on known manufacturers. His current work is on the history of Mouse Hole Forge. When you get to European anvils there are a great number of small manufacturers that only sold anvils localy. This makes them numerous and hard to research. Much of the research for Anvils in America was based on old catalogs, fliers and sales literature. Small regional manufacturers rarely had listings in widely distributed print catalogs so they are difficult to find information on them. |
| - guru - Thursday, 04/03/03 19:50:28 GMT |
|
Guru, Thanks I am quite pleased with my purchase. According to a fellow SA smith it is a British anvil. I just have to regrind the surface to get rid of some minor dings and pitting from rust. The horn is somewhat beat up, but nothing I can't fix withing half an hour. The biggest problem will be shutting the thing's "mouth"! It is as noisy as a tree full of magpies! I am thinking of putting it on a larger stump, and maybe a piece of conveyor belting between the wood and the anvil. Regards Tiaan |
| Tiaan - Thursday, 04/03/03 20:06:50 GMT |
|
From the mail: Patti asked about coal dust explosions. Then next day wanted to know about chlorine bleach and rust stains. Sounded too much like her homework. . . Have a fellow looking for a "bear" character welding helmet. My local welding supplier used to carry the American Eagle type and some others but dropped them due to lack of replacement parts. I found an outfit that made them but no bears and no American Eagles. Also had a question about framing squares and one about refinishing anvils and shipping ITC-100 to England. |
| - guru - Thursday, 04/03/03 20:42:25 GMT |
|
Noisy Anvil Tiaan, often tying the anvil down tight is the best noise suppressant. Soft cushioning tends to let the anvil vibrate and thus noisier. Lead sheet is the best noise suppressant to put under an anvil. Rubber is next but you need to be sure there are no high spots for the anvil to rock on thus ring more. European smiths like the sand and ash filled tank as a base. A few twists of the anvil works it down into the fill and helps deaden the noise. |
| - guru - Thursday, 04/03/03 20:49:15 GMT |
|
I've seen someone using a sand filled base, with less than sterling results. Each blow on the anvil caused EVERYTHING to vibrate, and the anvil would shift further down into the sand. He did a fare amount of work over the nose, so within about 2 minutes it was at a 30 degree angle. Are there any special tricks that he forgot to do to make the sand base work? |
| Monica - Thursday, 04/03/03 22:20:36 GMT |
|
Would the wrought iron be easier to weld with a tourch? I know that cast iron tends to explode when cut with a tourch. Am I looking at the same sort of result with this fence? Also on a side note about anvils. I have two books with illustrations of Zulu smiths forging out asagie blades on large flat stones with slightly smaller flat faced stones bound with rope as a hammer. I thought it might be of interest. Thanks again. |
| Will - Friday, 04/04/03 00:43:36 GMT |
|
Sand Filled Stand: Monica, There is sand, then there is sharp coarse river sand and then there is coal sire ash/clinkers. The fill needs to be coarse sharp sand with some clinkers mixed in. Pea gravel could be substituted. Fine beach or sand box sand is smooth and flows easily out of the way. It makes a big difference. Part of the advantage of these stands is that you CAN easily reposition the anvil that is in a stand that weighs about 500 pounds and is near impossible to move. But it takes getting used to. Welding Wrought: Will, Yes wrought will torch weld better than arc weld. How old are the books? If out of copyright (1926 or earlier) I would like a copy of the images to use in my anvil article. |
| - guru - Friday, 04/04/03 01:43:44 GMT |
|
Guru, The books were pretty recent but I can't find them right now. I know they're still around here somewhere but for the life of me I don't know where I put them. The images are original drawings by British soldiers or reporters traveling in South Africa at that time. I doubt a copy right would hold up in that case. I'll send the info as soon as I have it. |
| Will - Friday, 04/04/03 05:19:57 GMT |
|
Hi all, can anyone tell me when people started brazing (or whatever soldering with coppper is called (penny weld))? I am trying to determine the approximate age of a key I have got. The design of the key and lock appear to be 17th century, but some people I discussed it with don't believe the technique was used then. (personally I don't see a reason why not). Matthijs |
| matthijs - Friday, 04/04/03 10:28:45 GMT |
|
Im 13 years old i live in luton in the uk i wanted to ask you is there any were that can get tought about black smithing |
| Ryan mitchell - Friday, 04/04/03 11:51:15 GMT |
|
I annealed duplex brasses (in may case 60/40 copper/zinc) at 600C or 400C for 30minutes. at 400C the hardness increased only slightly, at 600C there was quite an increase in hardness. Is this increase due to recrystallisation? or what happens to the brass? Before annealing the sample was heated to 840C for 30min. thx for any help =) |
| Heiko Widmann - Friday, 04/04/03 13:01:03 GMT |
|
Thanks for the advice...I'ver been following a conversation on Keenjunk about mounting anvils on sand, maybe it started here with your post. One of the suggestions was to use long bolts going through the stump, tying the feet and waist of the anvil down tight. That would be last option as I want to be able to put the anvil on a lower level so my son ( 6 years old) can work on it. Tiaan Burger |
| - Tiaan - Friday, 04/04/03 13:47:01 GMT |
|
The Byer's "Wrought Iron" book says that WI can be arc welded with the correct prep and set-up and pass a slew of official standard bodies' tests---but doesn't give the info (it does speak about torch welding the stuff) Audel's Welding Guide mentions not getting too deep a penetration as a good thing when arc welding and goes into more detail on torch welding...my Hobart Pocket Welding Guide lists WI in the spark testing section--but gives no further info. Thomas I'd like to see the "basic" smithing pics too! I just recently picked up so stereopticon slides of metals industry for a member of the Society for Industrial Archeology but have not found any on hand smithing save one of a Damascus (city) Sword Smith. |
| - Thomas Powers - Friday, 04/04/03 13:52:30 GMT |
|
The Byer's Book: Thomas, I cannot find my copy but you will need to remember that this was in the late 30's or 1930's and arc welding was new. Beyer was also promoting the use of wrought iron at a time when it was quickly being replaced by mild steel. |
| - guru - Friday, 04/04/03 15:32:42 GMT |
|
Sand Filled Anvil Stand: The first time I saw this was at the 1984 ABANA Conference in West Virginia and one of the European demonstrators (Haberman I think) was complaining about the noise the anvil was making. He stopped his demo, had someone find a short oil drum (had been cut down to make a quench tank), then had it filled with sand and ashes and then continued with the demo. I've mentioned the system here and elsewhere numerous times. There is a commercial version made by Peddinghaus that we show in our iForge demo on anvil stands along with several other types. To prevent excessive settling I would think that a snug fitting board or plate set about 4" under the anvil would reduce the amount of shift in the sand. You could also adjust the coarsness of the sand/gravel/ash mixture above the board. |
| - guru - Friday, 04/04/03 15:48:30 GMT |
|
History of Brazing I am sure this is a very old art and that it was very likely applied to making locks and keys. Jewelers have used soldering and brazing techniques for a VERY long time. Locksmiths used both brass and iron for making locks and keys. MACHINERY'S 5th Ed., Art of Blacksmithing, Alex Bealer, p.149 To braze, the smith places the broken pieces in the forge and heats them until the broken edges are and orange-red. Then placeing the edges together he applies flux and sprinkles spelter, no more than brass filings, between the two broken pieces. When the brass melts he gives the two pieces a sharp tap with his hammer, driving them closer together and evenly distributing the melted brass. The rejoined piece is left in the dying fire until it loses its heat and the brass is solidified, . . .Modern Welding, Althouse, Etal, 16-1 Brazing has been used for centuries, Blacksmiths, jewlers, armorers, and other tradsmen have used the process on large and small articles since before recorded history. There is also an article in one of the Foxfire Books under making cow bells. |
| - guru - Friday, 04/04/03 16:11:31 GMT |
|
Where is Blacksmithing Taught Ryan, There are numerous blacksmithing schools throughout the world. There are several in Britian. Check the following websites for lists of schools. British Artist Blacksmiths Association Artist Blacksmiths Association of North America Through these organizations you may also contact individual blacksmiths about lessons. You may also want to study the step by step processes on our iForge page. |
| - guru - Friday, 04/04/03 16:39:44 GMT |
|
IIRC Moxon mentions forge brazing in "Mechanicks Exercises" in the 1703 edition I'll check over the weekend. Lots of fake "old" locks showing up around these parts---I particulary am amused by the "slave chains" with the modern welded chain distressed and rusted... Thomas |
| - Thomas Powers - Friday, 04/04/03 16:44:55 GMT |
|
Brazing History Ah. . the History of welding page now has a history of brazing (see our links page). It claims evidence that it was used in 3,000 BC. |
| - guru - Friday, 04/04/03 16:51:33 GMT |
|
Thanks for the Arc welding vehicals tips. I'd be using a motor-generator type but now I'm thinking bolting on a rig might be best. Unless of course, 3dogs decides to manufacture 50 foot rods. I'd buy a box if they came with a complimentary pair of binoculars. (Grin) |
| Gronk - Friday, 04/04/03 16:58:20 GMT |
|
Phoney Locks and Forgeries: Currently eBay and flea markets are awash in cheap Pakistani and Indian made locks that have been distressed to look old. One common bit of fakery is old sytle padlocks from India with plates brazed onto them that have the name of various famous prisons stamped on them. All these locks are the same style. . . One giveaway is that all the locks are in working order and all have both keys. The vast majority of old locks and keys in collections are locks OR keys and VERY rarely is there a pair that go together. Many of these items list the providence, "purchased in xstate near site of xprison". . . All this means is that it came from a local dealer that forged it. . . There are also many honest reproductions on the market. Horton Brasses sells some very nice looking old hand forged locks. The problem is that these locks are well enough made that an unscrupoulas dealer could easily rust and distress the finish so that an unwary buyer would think the item is an antique. |
| - guru - Friday, 04/04/03 17:38:33 GMT |
|
I was set up next to a guy at a show over the weekend (knife and gun show) he had boxs and boxs of those locks.. and just for the record he was marketing them as reproductions and was very honest about it. the story gos that the man that had them made(and distressed to look old) he was busted under copyright law and told to get rid of the lot of it or he would be in jail.. the guy next to me picked up the rest of his stock for bellow cost and begain marketing them as reproductions.. it's kind of nice to see the honest guy get the better of the deal. MP |
| MP - Friday, 04/04/03 20:00:30 GMT |
|
MP, That is indeed unusual, and very gratifying. |
| Paw Paw - Friday, 04/04/03 20:02:22 GMT |
|
Apprentice needed!! I decided to take the leap and acquire the services of an apprentice. I need a young person, somewhere between the ages of 18 and 22, He / she MUST have some background in art (either studied it as part of a high school curriculum or at college) The person must have a passion for blacksmithing. (I am not going to train somebody for months, only to have him/her leave because it is "too hot, too exausting, too dirty, too boring, too whatever." Also, sober habits, no swearing etc....!!! I use coal forges and traditional hand methods (no power hammer - yet!) I am am willing to offer a decent wage (to South African standards!), and if the person is from someplace else, ie not from the Kinross/Evander/Trichard/Secunda area, I will offer boarding for two to three months. The applicant must be willing to work for an extended period of at least one full year in my shop. Be safe! Come to South Africa, the only country in the world with no enemies (xcept for a few mad right wingers!) Tiaan Burger Kinross South Africa |
| Tiaan - Friday, 04/04/03 20:09:25 GMT |
|
:) providence: divine guidance or care provenance: the history of ownership of a valued object or work of art or literature http://www.m-w.com/ |
| Adam - Friday, 04/04/03 20:46:03 GMT |
|
Marketing and Copyright MP, Still sounds fishy. IF it was illegal for ONE person to sell bogus goods it is still illegal for someone else to sell them. . . Forged goods are supposed to be turned over to the complaining party to be destroyed. Now if they had a trademarked name on them and IF it was removed then there would be no problem. I suspect there is still more to this story. |
| - guru - Friday, 04/04/03 20:46:38 GMT |
|
Guru, As long as the seller is selling them as reporductions, there is no fraud involved. I questioned the used of the word copyright in my mind, since copy right normally refers to the printed word (though not always). But the law on fraud would cover the sale of reproductions as antiques. |
| Paw Paw - Friday, 04/04/03 21:07:31 GMT |
|
Hi all, thanks for the info on brazing. I am not to worried about it being a forgery, the lock is embedded in the lid of a 2' x 2'x 4' iron chest (a sort of cage made of strips with sheetmetal rivited to the inside). I don't believe it would be profitable to make something that big in asia and ship it to europe. |
| matthijs - Friday, 04/04/03 21:30:27 GMT |
|
Matthijs; maybe not but they are shipping them from Indonesia to central Ohio USA. We have a shop full of "old" oriental stuff probably made in the last 6 months---after the original old stuff started selling the replica's are soon at the market... Thomas |
| - Thomas Powers - Friday, 04/04/03 21:45:09 GMT |
|
Guru: I advise changing Adam's screen name to: Webster... ;-) I knew the good Guru meant to say "province". There's obviously a bug in his software that causes these misspellings/grammatical errors to occur. I, OTOH, actually TRY to butcher the english language! |
| Zero - Friday, 04/04/03 21:53:48 GMT |
|
Thomas, Even if it is a forgery, it is at leest 50 years old (that was when my grandma bought it) :) |
| matthijs - Friday, 04/04/03 21:55:22 GMT |
|
Zero, "Province" is what almost everyone else in the world calls a state. Guru's rare error was not to use either "provenience" or "provenance," which both mean origin or source, though "provenance" sounds more hoity-toity. (If Guru would stop writing "heal" when he means "heel," I'd say his usage was almost perfect (Grin).) |
| Mike B - Friday, 04/04/03 22:33:22 GMT |
|
I go to correct someone else and misspell a word the only place it really matters -- in my email address. This one's right. |
| Mike B - Friday, 04/04/03 22:35:33 GMT |
|
Matthijs, That old, it's probably authentic. |
| Paw Paw - Friday, 04/04/03 22:42:40 GMT |
|
I have constructed a forge, but the neighbors have contacted the fire marshal. I don't know any other plans for making a smithy. (It has to be outdoors, I have a limited supply of money and I'm a teenager with very little knowledge about forging.) Can you help me out? Thanks! |
| - Max Clevenson - Friday, 04/04/03 22:57:10 GMT |
|
Max What did the fire marshal say? He/she should have given you guidance on what specifically was against code. Most would be willing to help with a compromise that gets you your shop, and maintains safety. It generally depends on how you handle them, how you ask. With hostile neighbors, anything we advise will still result in them calling the fire marshal. If it passes code, they can't do anything. You may also wish to see if there are any smiths locally, who would have already waded through the red tape. Who knows, if you find a local smith, they may be willing to teach you in their shop, eliminating the neighbor issue entirely. |
| Monica - Friday, 04/04/03 23:10:56 GMT |
|
I have two (2) blower parts (housings with hand cranks) that are stamped Champion Blower & Forge Co. No. 60A. I had three (3), sold one (1) for token. Do these parts have any value, and is there a need for them. Thanks, |
| bob peace - Friday, 04/04/03 23:14:28 GMT |
|
Hello, all. Great sight ya'll've got goin' here.... thanks to everyone who contributes to iForge! I've been reading all the iForge demos and wanted to verify something - many of the demos refer to "black heat"... I've assumed this refers to the black color the steel turns when it cools to the point that it loses the red glow - am I correct? Also, is there a gallery of member's work anywhere on the site? I've not been able to find one, yet. |
| Mike the Red - Friday, 04/04/03 23:18:22 GMT |
|
Hey Guru, Where might i find info on forging a fencing foil,epee, or sabre? get abck to me if you can thanks a lot |
| HammerFall - Friday, 04/04/03 23:18:56 GMT |
|
Mike the Red, That's correct. For most of the mild steel alloys, that's in the neighborhood of 900� farenhiet. |
| Paw Paw - Friday, 04/04/03 23:54:38 GMT |
|
Mike B: I was just trying to give Adam and Jock a chuckle with my lame attempt at humor... ;-) Max: Here in my neck-o-the-woods (California) the Fire Dept. is real strict about outdoor fires being "cooking fires only". I have a tea kettle that I keep handy to place in the outdoor coal forge, fire pit, etc... The firemen see that I have an extinguisher close at hand, and meet the letter of the law so they leave me alone -- actually had a pissy neighbor MOVE because she couldn't get me in trouble! Monica's right. Talk to the fire marshal and see what you can work out. An outdoor forge should be no greater threat than a BBQ, IMHO. |
| Zero - Saturday, 04/05/03 00:05:57 GMT |
|
Zero, > actually had a pissy neighbor MOVE because she couldn't get me in trouble! Well Done! |
| Paw Paw - Saturday, 04/05/03 00:32:43 GMT |
|
Paw Paw: Oh the stories I could tell! Suffice to say that I always bit my tongue, and would wave "Hi" to her and her husband as the Sheriff, Code Enforcement or Fire Dept. pulled out of our driveway -- and I went back to doing whatever I was doing. It did get a bit scary when she started to tote a 410 every time she went out side, though... ;-) She finally moved about a year ago. Her husband told me I drove her nuts -- then thanked me for doing so (she left him). He's happy, I'm happy... Life is good! |
| Zero - Saturday, 04/05/03 01:32:09 GMT |
|
Zero, > It did get a bit scary when she started to tote a 410 every time she went out side, though... ;-) That's when YOU should have called the Sherrif. "There's a crazy woman running around the neighborhood with a shotgun!" > He's happy, I'm happy... Life is good! Something for everybody! (grin) |
| Paw Paw - Saturday, 04/05/03 01:44:31 GMT |
|
Fire codes and neighbors: Max, You did not say what type of forge you built or the state/province. Gas, coal, charcoal? Do the neighbors have charcoal or gas grills? In most cases if the neighbors are not happy and there is ANY law on their side then you are stuck. If you are burning coal the smoke may have upset the neighbors and they don't really care about the forging or the fire just that you are making different smelling smoke. You can burn charcoal, its much cleaner, but you need the real stuff, not briquetts. Real charcoal can be gotten from resturant suppliers. It burns clean and the smell is familiar. But the neighbors may still complain. As previously mentioned you need to check on the local codes and TALK to the fire marshall. Generally I advise against going to the authorities. There is no sense in calling attention to yourself. But in this case if the fire marshall has already been there then there is no harm now. You CAN go to the public library and do a little research on the law and codes. Often the terms "open flame" are the critical words. If you enclose the forge, say with a 55 gal drum, and put a small hole in it with a door then you may get an OK from the fire marshall. I hadn't heard the "cooking fire" clause but that may get you by. Burn a few hot dogs now and then. . . Gas forges are very similar to gas grills in that they make no noticable smoke. Old gas grills do not make a forge but the stands are handy and the big ones with the cover could contain a small gas forge (and a teapot ;) ). There is some expense in building a gas forge but if you are a REAL scrounger you can find scrap kaowool at furnace rebuilding companies and the rest is not unaforable. In the worst case you will need to find a partner in your smithing adventure that has a more suitable place. A big garage, a lot with no nosey neighbors or outside your local fire district. Check with your local blacksmiths association. There may be someone that will let you setup in a corner of his shop in exchange for a little help. Just don't tell him/her that you "want to make a sword". |
| - guru - Saturday, 04/05/03 03:02:46 GMT |
|
Webster - so long as it's not Merriam :) |
| Adam - Saturday, 04/05/03 04:07:34 GMT |
|
Prior to the dictionarists (which is recent history) there was no standard spelling. In fact, the attempt to apply phonetics to many words resulted in some of the oddities of the English language where prounciation is identical but spelling is different. To make matters worse English is constantly changing and adopting new words as well as embracing forign ones. And here we are in the midst of a computer revolution where spellcheckers are old hat and browser input windows have no spell check. My Mother's 128Kb 1mhz Apple II had spell check. . . But a program that takes advantage of hundreds the times of the computing power of that now ancient computer doesn't have spell check as part of the OS. . . |
| - guru - Saturday, 04/05/03 04:50:08 GMT |
|
It'll sure be great when I can put my boat in the water and catch a ghoti or two. (did I spell that right?) (Smirk) |
| 3dogs - Saturday, 04/05/03 06:46:33 GMT |
|
I was recently approached by a "recruiter" who asked if I might be interested in a position with a company in the Peoples Republic of California. Napa Vally, no less. The company has a good reputation, is growing and is located in what seems to be a garden spot. I surprised myself when the first question that popped into my head was "can I continue blacksmithing without harassment out there?" After a few seconds, I declined the invitation. A curious dichotomy as it would certainly represent an area where hand forged ironwork could be sold at premium prices but could not be made locally due to the well known penchant of PRC citizens against anything that makes noise or smoke. |
| Quenchcrack - Saturday, 04/05/03 13:28:57 GMT |
|
Sorry Zero -- you even said you were doing it intentionally, and I didn't catch on. Guru's right about the language changing as well. For example, I give the apostrophe about another 20 years. Trying to stop it would be like trying to stop the tide with a broom. Maybe if we all swept. . . (Grin). |
| Mike B - Saturday, 04/05/03 14:55:15 GMT |
|
Napa: The town proper and surrounding area had quite a bit of small industry at one time. The first shop I every visited that was running a big steam/air hammer was in NAPA. The shop was using a gas forge on natural gas. A few miles away from the valley North of Sacremento there are lots of rural farm type places and folks do pretty much what they want. Also visited a smith there that was burning butane and ran a 100 pound Little Giant. On the same visit I helped a young lady set up a forge in her suburban back yard. The neighbor was so tickled to see someone with a forge that he GAVE us a 150# Peter Wright and delivered it with his tractor. . Most of Northern and Central California is not to be confused with L.A. and San Fransisco or siicon valley. There ARE a lot of smiths out there doing their thing. |
| - guru - Saturday, 04/05/03 18:18:21 GMT |
|
hi ! in a past question about a probleme of coal forge having loss of smoke, mr tony tell me about a low restriction chimney cap, but i don't find any plans or pics about that cap, can anybody can tell me where ican see that ... thanks !!! |
| machefer - Saturday, 04/05/03 18:30:35 GMT |
|
I've got another vocabulary question... Many of the iForge demos talk about cold shunts... what are these? I assume that the definition will answer why they should be avoided, but just in case it doesn't, why are they to be avoided? Thanks, guys. |
| Mike the Red - Saturday, 04/05/03 18:48:08 GMT |
|
Mike, Personally I think that every reference to "cold shunts" should be edited to read "cold shuts". They are normall an incomplete forge weld, and area of the weld that "did not take". They are a weakness in the weld, and in pattern welded steel they are also a flaw in the appearance. |
| Paw Paw - Saturday, 04/05/03 19:36:59 GMT |
|
normall = normally and area = an area PTP, PP, PTP! |
| Paw Paw - Saturday, 04/05/03 19:38:00 GMT |
|
where can i purchase a uri hoffi sytle hammer |
| - david - Saturday, 04/05/03 19:53:47 GMT |
|
Cold shuts: To expand a bit on Paw-Paws explanation, you can cause a cold shut by lapping an edge over, or causing the metal to fold over on itself without welding. Since both sides of the shut are covered with scale, they will not stick together and act as a crack. They are best ground out as soon as you see one. If left in, they usually cause a vital piece of metal to fall off in the final stages of forging. Napa Valley: Uh, Guru, so should I, like, call the dude back or what? I mean, like, it sounds really fat, nowaImean? |
| Quenchcrack - Saturday, 04/05/03 21:04:43 GMT |
|
An example, a little off topic on what can be done if you talk to the officals in California. Everyone knows about California's "assault weapon" ban. Well, my father owns ArmaLite Inc, and makes M15's and AR-10's. ArmaLite is the only such company that can still send rifles into California, to my knowledge. Dad spoke to the folk in charge, and figured how to get around the definition of "assault rifle." (Outlawing bayonette lugs reduces crime??? When's the last time you heard of a drive by beyonetting? - Microrant over) Anyway, the point is it worked for Dad because he was open, friendly and cooperative, so they responded in kind. |
| Monica - Saturday, 04/05/03 21:48:31 GMT |
|
Max - One more thing... Your age may work against you. Your parents would probably have to get in on the conversations to give the officials the warm fuzzy feeling that you're going to be working safely and responsibly. |
| Monica - Saturday, 04/05/03 21:51:19 GMT |
|
Last time I was in the Napa area it was starting to become San Fran East( that was in 1987)..... seems like all of Cali has gone nuts..... Of course Oregon is now doing the same decay into insanity as far as government control and rules.... :^( |
| Ralph - Saturday, 04/05/03 21:57:50 GMT |
|
Thanks for the explanation, but my question wasn't actually in reference to welding. In iForge article 26 (Texas Long-Horn Head), Bill Epps says that he uses a blunt punch to take off the sharp end of the cuts. Later, in article 62 (Dragonfly), he says This is to do away with the "Sharp" corner at the bottom of the slit, and to make a nice smooth radius so you don't get a cold shunt. Mr. Epps talks about this cold shunt in most of the demos where he hot splits something... is he referring to the same thing as what can happen when you're forge welding? Also, I've never had a problem leaving a sharp cut when I've hot split, even when I've needed to close it back down afterwards (as Epps does for the Dragonfly).. have any of ya'll had a problem with it / do you make it general practice to round the hard edge ? |
| Mike the Red - Saturday, 04/05/03 22:08:22 GMT |
|
Cold Shuts Mike, My helpers got a little off track. A cold shut is any seam or unwelded joint in any piece of steel. In forging they commonly occur when a fold occurs creating an unwelded but closed place in the metal. They often occur along ragged cuts or burred edges but can also be unwelded areas in bar or plate. These are bad for many reasons. One is that you may have a crack (hidden defect) in what appears to be solid metal. Even if it is not critical a small crack can lead to a bigger crack and part failure. Another is that forign material and liquids can penetrate and become trapped in a cold shut thus leading to internal corosion or seeps. Cold shuts can also make dangerous sharp edges at a later date if the part is bent or deflected. |
| - guru - Saturday, 04/05/03 22:39:25 GMT |
|
Low Loss Stack Cap: 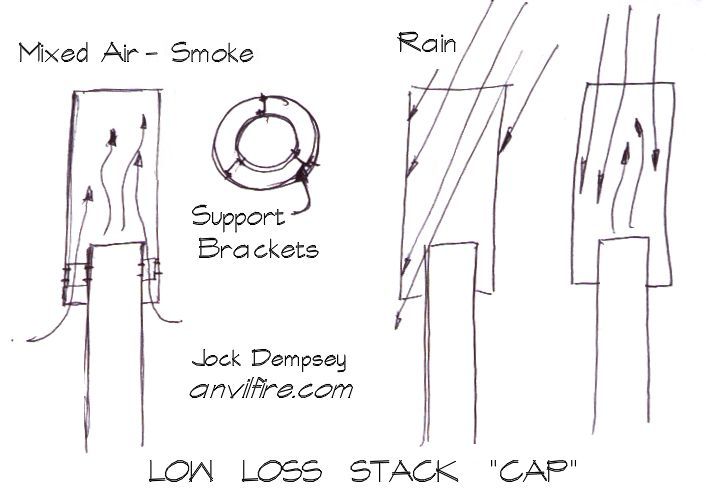
|
| - guru - Saturday, 04/05/03 22:42:03 GMT |
|
Hoffi Hammer: David, Call Uri Hoffi in Isreal. I understand he and Tom Clark had a falling out. You used to be able to get them from Tom at the Ozark School of Blacksmithing. |
| - guru - Saturday, 04/05/03 22:43:46 GMT |
|
Authorities: Monica, Very astute comment on dealing with the authorities. Ageism exists at all levels of society and especialy at the extreams. My general advice is to avoid confrontation and not to alert the authorities of your activities. First study the relevant law including zoning and building codes. Check to see how stringently EPA regs are enforced. Remember that often some things can be done as a hobby that cannot be done as a business. Hobby forges generally do not come under EPA regs. But as soon as you become a business then you may come under rules that require scrubbers and filters on coal burning operations. Then look at what the neighbors are doing and nearest businesses. Be alert to the fact that if local businesses are doing the same thing you want to that it could both go FOR or AGAINST you. If neighbors are already upset with noise or smoke from local businesses they may jump on you right away. Be sensitive to your neighbors. People like clean air, privacy and peace and quiet in their subburban neighborhoods. Of course to me this is an oxymoron. When your house is 50 feet away from your neighbor's there is no privacy and people burning leaves or air tight wood stoves in subburbia are often the worse pulluters in many cities and THAT doesn't include the poisions they apply to their lawns in quantities that would get ANY farm shut down. . . Many lawn mowers make much more noise than a little banging on an anvil BUT that is accepted noise. You have to fit in and go with the flow. After looking at all these things then you will be prepared IF a problem should occur you may be able to diffuse it with knowledge of the laws. When my new neighbors appologized about the noise of his late night parties and firing his muzzeloader I was tickled pink. . . They haven't heard NOISE yet. . . On the other hand I have already done some welding fot the neighbor and my apprentice sold him some nice smooth hooks to hang a gun from. A STORY: One time I was working in town using my portable forge. Our busy body neighbor that complained about everything called the police. The police came by and asked what I was doing. I explained that I was doing a little work while house sitting. They were impressed with my shop and noted that it was portable, and NOT permanent. I was not making sales so I needed no license. They also knew that half the homes in our neighborhood still burned coal and I was making less smoke than most home furnaces. I kept working as they checked things out. They also noted that bus and car traffic on the street 300 feet away was louder than what I was doing. . . When they left they said they thought it was a frivolous complaint. Under the circumstances it was. But things often don't go this way and it is better to be friends with your neighbors. I've known many craftsfolk that had completely harmless home businesses, wood working or sewing, quite, no smoke or traffic. But they were scared to death that their neighbors would turn them in for operating a business in a residential neighborhood if they found out. These were folks doing the same things that are done in thousands of households, except that they took their product to weekend craft shows to sell. Yes, its a sad state of affairs. But on the other hand you can drive 20 miles into the next county and there are dozens of blacksmiths operating out of garages and small shops near their homes, burning coal and maintaining nice healthy scrap piles. |
| - guru - Saturday, 04/05/03 23:34:08 GMT |
|
a lot of thanks for the low loss chimney cap draw. do you think that this cap is good for place that reiceive lot of snow ?? since snow fall straight very often,can it enter in the chimney and cause trouble like corrosion ? |
| machefer - Saturday, 04/05/03 23:59:07 GMT |
|
I have a 2 1/4" diameter truck axel. I would like to machine a hammer head out of it. But,I'm not sure what kind of steel it is. It seems like it's case hardened about .150 deep. Maybe 4140? Any ideas on what it is and how to heat treat it after it's machined? Thank you! |
| Ray - Sunday, 04/06/03 01:53:25 GMT |
|
MONICA. You blacksmith and your dad makes guns! Geez, I get goosebumps just thinking about that! :} How many guys out there would love that combination? I know I would. And a different subject: Met Richard Postman at a recent Michigan Blacksmith demo. Real nice guy. |
| Bob Harasim - Sunday, 04/06/03 02:28:59 GMT |
|
Guru, my brother in law gave me a 110 wire feed welder. Century brand if I recall. I've used it some, but it needs help (or I do! ha!).With bigger,flux core wire, it can only work on one speed setting. With smaller wire, it works alot better, (less sputter),but seems to be a much hotter weld, melting through some metals. It only has a high/low heat adjustment, no variation. It has a place inside the case that looks as if a gas hose might go there.What I'd like to do with it is to weld thin metal, if that's posible. As it is, it would blow holes right through sheet metal. Could I "Jerry-rig" a reostat in it to reduce the "heat"? Would sheilding gas help? It's probably obvious I'm a novice, thanks for any help, |
| Jim Donahue - Sunday, 04/06/03 03:04:56 GMT |
|
Truck Axel: Ray, do you have the spindle end or the tube section that goes between the spindles? Modern axels seem to be fabricated using a tubular center section that is friction welded to solid spindles. Older ones may be solid. Don't know what the spindles are made from, but the tubes are usually something like 1525, a .25C, 1.50 Mn steel. |
| Quenchcrack - Sunday, 04/06/03 17:15:07 GMT |
|
QC, A suggestion? Make a list of the common alloy ingredients, for the guru to post with the FAQ's? I'll assume that Mn is Manganese, but I'm not sure and I'd bet a lot of other folks aren't sure either. |
| Paw Paw - Sunday, 04/06/03 18:24:53 GMT |
|
Paw-Paw: I am still trying to finish my paper on Blacksmith metallurgy. That would be a good topic to cover, not only the abbreviations but why it was added and what it does for the steel. And you are correct, Mn is manganese, sorry for lapsing into metallurgese. |
| Quenchcrack - Sunday, 04/06/03 18:38:34 GMT |
|
QC, You have confused axel with drive shaft. Drive axels are solid steel forgings with splines machined on them. The spline ends may be flame hardened but the rest is usualy fully heat treated. 4140 and 4150 are common alloys but manufacturers can use ANY ALLOY they want and they commonly do so. Truck axel is good steel to make a hammer from but to machine it you will have to heat treat it (anneal to make soft). And then heat treat it again when you are finished. Most smiths forge hammers from this material, not machine. Even handle eyes are hot punched. |
| - guru - Sunday, 04/06/03 18:42:26 GMT |
|
Napa: Quenchcrack, I have no doubt that you could easily get away with blacksmithing in the California central coast region. The area is extremely left, and embraces the arts, so that would outweigh the noise/air pollution issue. We vacationed in the Santa Cruz area last spring. They had a narrow gage steam railroad that ran through a privately owned stand of old-growth redwoods. Their environmental claim to fame was that they burned USED MOTOR OIL in the steam engines! My gawd... Talk about SMOKE!! There were a bunch of tree-huggers (environmentalists for those who are P.C. challenged) riding with us, and they thought the idea was "fabulous". It's not the process... It's how you sell the process. |
| Zero - Sunday, 04/06/03 19:49:35 GMT |
|
Burning used motor oil. . . Ah, someone forgot to mention the long list of hydrocarbon carcenogens in the smoke as well as heavy metals like cadnium that is just plain poisionous. . . It is amazing what folks overlook when they they are having fun. More about axels and drive shafts. Old cars and trucks from the 1950's often had enclosed drive shafts. These were attached to the back of the transmission with a spherical swivel joint housing surounding the universal joint. These drives used long solid drive shafts with supporting bearings. In 1961 Pontiac built the Tempest with a curved solid drive shaft. The engine sloped down at about a 10 degree angle and the drive shaft curved under the floor through a series of bearings making a very low drive shaft hump. In some sports cars with independent suspension and rear wheel drive the differential is mounted to the frame and the axels are tubular with universal joints and splines like most drive shafts. But generaly axels are solid bar. They alloy determined by the splines when they exist. |
| - guru - Sunday, 04/06/03 20:10:18 GMT |
|
QC, the axel is solid and it is the spline end ... someone torch cut it. there were 4 halves (two fulls). two were drove in the ground until just the tops were visible. They were used as property stakes. The other two I rescued. Guru, Thanks. Annealing it sounds like a good idea. That way it should be machinable with HSS. And with the size of a hammer head it should be heat treatable in a coal forge... yes? Where would I go to get H.T. & anneal info for 4140 or 4150... crucible.com?? 4140 & 4150 are probably very similar. |
| Ray - Sunday, 04/06/03 22:33:50 GMT |
|
Guru, Also there are two "sets" of splines. They are in line with each other. |
| Ray - Sunday, 04/06/03 22:36:58 GMT |
|
Guru, maybe so on trucks. I do know that we make precision drawn TUBE for DANA, American Axel, Merritor, Dexter, and a few more I can't remember. The TUBE is friction welded to a solid piece. The push for mileage means that they must take weight out of the vehicle and swapping a heavy solid bar for a tube is common. Same goes for stabilizer "bars" which are mostly tubular now. The stabilizer tubes are the same alloy (4130) as when they were solid bars, proving that SAE is just as fixed in their ways as ASTM. |
| Quenchcrack - Sunday, 04/06/03 23:55:05 GMT |
|
HammerFall I'm not an experienced blacksmith. I still ask simple questions about simple things. I am however an experienced fencer. I am assuming you would like to make a weapon for yourself and would then like to use it. If you plan to use your weapon in practice I hope one of two things. First that you will change your mind. I say this because anyone who would ask where they could get info on forging a foil or any sword most likely has not learned to make a sword. The second thing I hope is that if you decide to go ahead and make your weapon and use it, is that you don't KILL anyone or even injure them. Accidents happen in fencing and many precautions have been taken to prevent the lose of life but once in a great while the weapons made by PROFFESIONAL sword smiths break and hurt some body. These weapons come from factories mostly in Europe where they make foils, epees, and sabres for a living. These people have been doing it for years and they have all of the testing equipment needed to ensure the relative safety of the fencers who will eventually stand at the business end of the weapons. If you're just interested in the process check your local library for books on sword making. The internet is not the end all be all for information. Another source would the USFA. Please consider very carefully what the consiquences of actually using a home made weapon would be. Jail time could be involved and a life time of grief. |
| - Will - Monday, 04/07/03 01:09:43 GMT |
|
I give blacksmith demonistrations at a local historical park. The historian and I would like to know when hand cranked metal bellows replaced the wood and leather belows for forges in California. |
| Gary Standke - Monday, 04/07/03 03:46:20 GMT |
|
Having dealt with Deed Restrictions, Covenents, Zoning and Code Enforcement for years professionally, here are some things to consider. If you live in a subdivision, or bought land from someone, or even inherited it, you may be subject to some sort of chain-of-title legal restrictions, with vague wording such as 'no offensive activities are to be conducted on the premises'. The good news is that the police have no power to enforce covenants, the bad news is that if one of your neighbors brings civil suit against you, it will cost big bucks even if you win. Yes, they will fight over things as trivial as clotheslines and shrubbery, a coal fire with drive them batty. Zoning and Code Enforcement are another thing entirely. The IRS definition of a hobby is well documented, local code may interpret you as a business if you charge somebody a buck to sharpen their lawnmower. Visible smoke, audible noise and outside storage of non-farm materials may not be permitted even in a Residential/Agricultural district 30 miles from the nearest city, becase many small counties copy the codes of their big-city neighbors to satisfy the commuters in bedroom communities. That said, once you have had a run-in with the Fire Marshall or other figure, being open and friendly will get you help, or at least understanding, most of the time. The guys in the field are usually blue-collar workers, and can be talked to most of the time. The suits-and-ties in the office can be another story. Examples of your polite work, artsy portfolios, pictures of you at museum or scout demos will not hurt your cause either. Leave out pictures of your Klingon/Ninja weapons and custom S&M gear. Oh, and if they schedule a visit, burn coke or charcoal only that day, and clean the place up. Not trying to play lawyer on the internet, just giving friendly advise. YMMV |
| John McPherson - Monday, 04/07/03 03:47:55 GMT |
|
I am modifying a gas forge for my school, it has an lpg burner which is directed into an old riveting forge. To get more heat the teacher asked me to somehow add a blower. I have done this by welding a Y piece with on on side the burner and on the other the Blower. The problem is that the blower is so powerful it blows the burner out. Now to solve this I am going to connect a dimmer switch to the fan so that its speed can be controlled. My question is, will the blower have affect and give a hotter flame or will I have to build a conventional gas forge blower and then nozzel/burner. If you could help please. |
| Mark de Jong - Monday, 04/07/03 05:14:05 GMT |
|
sorry, the mail address is wrong |
| Mark de Jong - Monday, 04/07/03 05:35:51 GMT |
|
Foil blades most if not all of the foil blade I have delt with, were made by drawing the blade out.. most likely cold, the same way wire is made. I think that from looking over broken blade the grain is finer along the skin and the skin is very hard were as the core is fairly soft, that along with the spring in the blade and the fact that most of the blades I have check have had a lowish carbon (I would guess by the spark for it to be about 20-30 points) also the serfice finish is looks fo be pulled to the pointas in drawing. |
| MP - Monday, 04/07/03 05:44:26 GMT |
|
I wish just re-reading the punching/drifting iForge demos and had a question about drifts... The only drifting I've done has been for eyelets which didn't have to be a particular size; I used the shopkeeper's drifts, which were only tapered on one end. He only uses them for drifting eyes for hammer heads. I see the advantage of tapering both ends for specific-sized holes (so the drift can fall through); but what do you think about single-taper drifts that allow various size holes to be drifted (eyeball method), based on the size of the hammer head / handle ? Obviously this is a specific use, but how often does a blacksmith make a tool for a specific use? = ) ..do you still use a double-tapered drift when making eyes for hammerheads? |
| Mike the Red - Monday, 04/07/03 05:46:32 GMT |
|
Guru, My anvill is 112 pound, probably British designed. The hardness of the face seems OK, as does the rebound, but the horn is easily marked, or, filed. Is this normal and if not can the horn be rehardened and tempered. |
| stephen - Monday, 04/07/03 06:18:29 GMT |
|
Stephen; I don't think the horn is hardened to any great extent on any anvil. The horn doesn't (or shouldn't) take the beating that the table takes, and being relatively unsupported, if abused, could be broken off. If you have access to a copy of the late Alexander Weygers' "The Modern Blacksmith" or its sequel "The Complete Modern Blacksmith", you can see where he anneals the horn of an anvil he has made from railroad track, after having hardened and tempered the table. So, I would say the horn on yours is as it should be. Best regards, 3dogs |
| 3dogs - Monday, 04/07/03 07:35:37 GMT |
|
Anvil Horns Stephen, on old anvils with a wrought body the horn is dead soft wrought iron. Even so it should not get marked unless you are bending cold steel or striking it with the edge of your hammer while forging. Heavy forging should NOT be done on the horn of this type anvil as the horn is butt welded onto the body of the anvil. This is a weak joint in many cases due to slag inclusions and is the reason for many anvils with missing horns. Cast iron body steel faced anvils such as the Fisher have a narrow ridge of steel onlong the top of the horn and a steel tip. Although these prevent breaking the cast iron I have seen many that the horn rienforcements had broken. I would not do heavy forging on the horn of these either. Late forged anvils have all steel upper bodies so the horn is all one piece with the body. When hardened the horn is left soft or tempered. Being tool steel these are more resistant to marking even when soft. These are the strongest of all the anvil types and it is common to use the horn as a bottom fuller when forging. However, this practice MAY damage other anvil types. Cast steel anvils are also all steel and one piece. The horn will be harder than wrought but like the forged steel anvil it is often tempered soft to still harder than wrought. |
| - guru - Monday, 04/07/03 13:47:46 GMT |
|
Foils: most organizations I have been involved with have an "accepted supplier" list and *any* blade not from a maker on that list cannot be used without a lengthy test process to see if fatigue effects, quality controll, etc make it a "safe" blade. This is generally much harder for foil blades than for sword blades as the failure modes tend to be more dangerous, (used at full speed against cloth covered targets with a broken end having at *best* a very small crossection---penetration wounds to the head, chest or abdoman are not your friends!) I had a neighbor, (never wanted to know *who*) who used to call the fire dept whenever they saw smoke over at my backyard. Luckily I have an old cast iron BBQ that burns wood and after the third or fourth time the fire dept roared up to see me cooking hamburgers or salmon I believe they talked to them about the mandatory fine for making false fire calls or something cause the fire dept stopped dropping by. In Columbus OH outdoor fires are forbidden without a permit, ($25 and a 10 day advance notice) *except* for heating or cooking---when I need to get rid of all the branches the locust trees drop I set up my "camp heater" I built and let the kids roast marshmallows---they even collect the wood for it! A student of mine ticked of his neighbor and the city came down on him telling him he needed an EPA permit to burn coal---being an enthusiastic new smith he called up the EPA and told them he needed a permit to burn coal. They asked him how much he was burning in a year---"3-4 hundred" "Tons?" they asked "no pounds" he replied when they got finished laughing they told him not to bother them until he was using over 100 tons in a year. He got a letter to that effect and then when he submitted it to the city that is when they slapped the "$25 burning permit with 10 days advance notice" on him. Being in a single income family---he stayed home to parent a child with developmental dissabilities---this was the end of his smithing at home. Thomas |
| - Thomas Powers - Monday, 04/07/03 14:03:00 GMT |
|
Eye Drifts / Tool Making: Mike, The double tapered drift is the standard traditional drift. There is a straight middle section with parallel sides at least as long the hole to be punched. Single end drifts work but just are not the standard shape. The double end is primarily so that you do not have to fumble with looking at which end to stick in the eye. It also helps them come out easily. The taper of the eye in tools such as hammers is a result of the punching process. A drift is used to keep the eye in shape while doing subsequent forging. If the tapers need dressing then the original punch is used again. Every size hammer or eyed tool should have a proportionate eye punch and drift. It is common when making a range of tools to use the same size eye for a range but not a wide one. However, in a small shop eyes are often punched with what is handy. Specific use tools are made every day. Most smiths would like to make every tool a universal tool but for practical purposes universal tools are not as good as specific use tools. So most tool making smiths have benches and shelves full of specific use tools that may have been made for one job or even a single use. These include drifts, punches, tongs, bending jigs. . . You can only hope that they will find some later use. I stated "tool making smiths" above because a great number of modern smiths or hobby smiths buy most of their tools and cringe at making tools or have little experiance at it. On the other hand there are those of us that make every tool that is practical to make and eschew "store bought" tools. I would guess that only 5% or less of my smithing tools were purchased new. One of the simplest tools to make is a drift. Forge a close sized bar to the desired section, taper the ends slightly in the same section, file or grind to finish then harden and temper. Following drifts are special purpose punches (usualy for descorative work). Both punches and drifts are tools that must be made before starting many jobs. When tool steel bar stock is not available then these tools can be made by recyling other tools (new or used). Tools like wrecking bars are nice LONG pieces of tool steel and often cost less than new steel when bought used. Punches and chisles are easiest to transform into specialized versions. I once purchased half a dozen 12" long 3/8" pin punches for this very purpose. I think I have ONE left as a plain punch the rest have been converted to character eye punches, special tapered point punches, ball end punches. . . I could have easily used two dozen in this size. Drifts do not need to be tool steel but most are. Scrap sources for punches and drifts are coil springs, torsion bars and car or truck axels. |
| - guru - Monday, 04/07/03 14:26:11 GMT |
|
SAE 4140/50 4340 Heat Treat: See our Heat Treating FAQ Gas Forge Blower Modification: Mark, there is a big difference in the design of atmospheric and forced air blowers. Your "Y" fiting is about the most unique I've heard of. . . If the original air inlet still exists then the burner is not going to work properly. Blower burners have a blower on one end of the pipe and gas is injected into the pipe. The end of the pipe often has a nozzle to prevent flash back. The gas pressure MUST be higher than the blower pressure. In the case of domestic natural gas the blower may prevent gas flow. ALL forge burners must be proportioned to the size of the forge enclosure and its design (doorless, vented, closed). Dimmer type controls are only suitable to VERY small blowers (usualy less than 1/4 HP) with shaded pole windings. Larger blowers must have gates or valves put in line to control the flow. Building gas burners is an art and most people use proven deisigns. Even then they often do not read the details for sizing the burner to a given forge size and have terrible problems getting them to operate properly. Currently the only engineering data suitable for small forges is on the Ron Reil page and it is all for atmospheric burners. Generally blower burners burn hotter and put out more BTU but they are also best suited to relatively large forges. But they must still be balanced to the forge design/capacity. |
| - guru - Monday, 04/07/03 14:59:06 GMT |
|
shameless testimonial- PPWilson has been touting the properties of B'laster penetrating oil for some time. i bought a really froze up lancaster #1 blower two weeks ago and it wouldn't unstick with oil, heat, incantations, etc. i bought a can of B'laster and it broke loose a half hour later. Thanks PPW! |
| mike-hr - Monday, 04/07/03 16:06:55 GMT |
|
Hand Crank Blowers Pattent Cast Iron hand crank blowers were being manufactured by Champion in 1902. However, Buffalo was establised in 1878 making similar forges much earlier. Steel blowers had been in use industrialy since the early 1800's in England and I suspect from as early as 1810 in the US. This was a time of revolutionary changes in machinery. Mills were being converted from manual hauling of grain to the use of belt elevators and screw conveyors. Steel fans were used to seperate grain from chaft and steam engines were alowing the use of mills that did not need water power. Exact manufacturers and dates are difficult to pin point without a lot of research. Many small manufactures came and went unnoticed. I do have an 1899 catalog that lists patents on hand crank blacksmiths drills as early as 1873. This indicates that there were manufacturers of this type of equipment earlier than Buffalo. Both hand crank and lever action blowers were made and sold along side of traditional bellows until the the 1950's. |
| - guru - Monday, 04/07/03 16:25:11 GMT |
|
Mike, My pleasure. Glad it worked for you. |
| Paw Paw - Monday, 04/07/03 18:25:28 GMT |
|
Champion 400 blower question: I'm trying to disassemble my blower to replace the worn out brass gear (~5" diam, angle cut teeth for the worm gear). I also need to clean out the ancient crud in the oil reservoir and repack all bearings, etc. Under the grease caps on the brass gear spindle are a pair of nuts (or threaded plugs) with center set screws for adjusting side-play. I removed the lock nut and set screw, but these nuts/plugs aren't moving. They have two pin holes (7/64" diam)in them, I presume for a pin-hole spanner wrench. My first fabricated spanner wrench didn't budge them. I'm now making a better tool that won't flex, but before I go doing irreparable damage I thought I'd ask the GURU about these nuts/plugs. Are they threaded? right hand threaded? Any hints for loosening them up (they've been soaking in WD40)? Are they bushings for the spindle, or are there bearings inside. I appreciate any insights you are anyone may have. Clearing a cold in northern Nevada. Thanks, Brian |
| Black Rock Brian - Monday, 04/07/03 18:52:27 GMT |
|
I'm wondering if it is possible to dress up the face of an old anvil by taking it to an machine shop and having it milled down 1/8" to 1/2" to remove the dings? Does this do more harm than good? How about filling the dings with face hardening welding rod and then milling it smooth? Would the welding heat affect the anvil's original heat treating? |
| the Duck - Monday, 04/07/03 20:22:33 GMT |
|
Guru - thanks for the info... but I'm still not clear on one thing.. If I'm reading your post correctly, you're saying to punch the full size of the eye, and only use the drift to "keep the eye in shape while doing subsequent forging." On a heavy hammer (or a light/medium weight hammer that has a brute like me swinging it hard), or a hammer that gets a lot of use, it seems like punching a hole this big would significantly weaken the hammer.. Or, at least, it seems like it would be stronger to punch a small hole and then drift it bigger (creating a swelled eye/hole).. Is the strength difference not enough of a concern? Or am I misinterpreting your post and I'm just re-stating what you did? Thanks again for all the info. |
| Mike the Red - Monday, 04/07/03 21:31:31 GMT |
|
Another question (thought I'd make it another post), this time about Guillotine Tools. Is there a limit to the size metal that can be drawn out with this tool? Specifically, I just made a Guillotine Tool out 1/4" mild steel (all I had to work with - would've preferred a high-carbon steel). I have some sort of high-carbon machine part (no idea what alloy) that's a 2" round rod.. I'd like to draw out a part of this HC rod to make a hardie tool.. can I use the Guillotine Tool for this, or should I limit my use of the G. Tool to smaller stock and/or mild carbon stock (since the G. Tool is made from mild carbon) ? I hope you don't mind all the beginner questions - this is the 1st place I've found to ask my smithing questions.. hopefully I'll get past the basic questions in a couple months... I'm in Florida, though, so I don't know how much longer I'll be able to work at the forge - summer is NOT the season to be forging in Florida! |
| Mike the Red - Monday, 04/07/03 21:39:50 GMT |
|
Black Rock Brian- I've got a disassembled 400 blower in a box... all the threads are right handed, the bearings are 1/4 inch balls, available at bicycle shops, if the auto store is out, feel free to e-mail me if you get stuck. where are you gonna find a new brass gear? |
| mike-hr - Monday, 04/07/03 21:41:05 GMT |
|
Mike the Red, I'll defer the drift question to those who have made hammers, but as for guillotine tool, I'll be happy to chip in my opinion. I make my guillotine tools from mild steel, generally A-36. I typ[ically make them out of 1/2" or even 5/8", but 1/4" should work. The key to success is to have the work at a high forging heat and quit before it drops down to a red heat. High carbon doesn't like being worked too cold, and gets pretty darn tough to move. That will quickly abuse the 1/4" mild steel. What do you mean it's too hot to forge in Fl in the summer? I forge here in the Virgin Islands all year around. I sweat a lot, too! (grin) |
| vicopper - Monday, 04/07/03 23:24:56 GMT |
|
the Duck's Anvil, Yes, it's possible. Yes, it does more harm than good. No, filling them in isn't a good idea. And finally, maybe the welding will affect it. I would just smooth it up a touch with a belt sander and use it. Check the archives for a plenitude of information on anvil repair. I gave you the condensed version. |
| vicopper - Monday, 04/07/03 23:28:44 GMT |
|
WILL. thanks a lot ont he info.... where are you located? I wasent planning on making my own i was more curious on the methods o making foils etc. just to see if there were any strange historical methods t doing such a thing other than the obvious methods. I'm starting my first fencing classes early in may. i hope to be able to continue them for years |
| - HammerFall - Monday, 04/07/03 23:55:28 GMT |
|
Facing Anvils: Many anvils only have a 1/2" steel face on them (before the factory grind) welded to a soft wrought iron body. Reducing the face by 1/8" will weaken the anvil and result in a sway backed anvil after use. They get this way often enough with the full face thickness on them. Remove 1/2". . . and this will wreck most anvils including all steel anvils. Anvil repairs should never be attempted by ANYONE that doesn't fully understand their history, manufacture and construction AND has the full knowledge and capabilities to repair high carbon tool steel parts. |
| - guru - Tuesday, 04/08/03 00:59:59 GMT |
|
Hot Punching holes removes only 1/2 to 1/3 of the material in the hole. The rest of the material is pushed aside as it flows around the punch. Hammers do not need a 100% cross section at the eye. However, tools that are struck such as punches, fullers and flatters need as much mass as possible at the eye but also usualy have very small eyes since they are only for positioning handles, not powering handles like a hammer. In fact, the old wythe (wrapped handle) design which is more commonly used in Europe is a much supperior handle for struck tools since they do not create a weak spot in the shank. These tools are commonly fullered slightly to keep the wrapped handle in place but this should only result in small lips to hole the handle. The rest of the tool can be the same size or smaller. |
| - guru - Tuesday, 04/08/03 01:07:56 GMT |
|
Guiloteen Tools: are used to fuller grooves for isolating stock and other light forging or die holding. They are not a drawing die tool. For making a hardy you would fuller narrow grooves around the work to produce the radius where the tang attaches. You would then forge out the tang from the isolated stock. The fullering assures a clean even reduction in the stock under the body of the tool. This is common forging practice. See our iForge demo on fullers and fullering for typical cases. Note that mild steel dies work great for forging hot mild steel but that they are often not much harder than hot tool steel. . . |
| - guru - Tuesday, 04/08/03 01:39:14 GMT |
|
Dear Mike HR, Re: Champion 400 threading; thanks for the response, its good to know before hand that the stuck nut is right-hand-threaded! I got a brand new brass gear from Dave Atwood, Somes Bar, CA, north of Willow Creek in the rainy Trinity Alps country, a long time pillar of the Jefferson Smiths up in Weaverville. He may have came across a parts box once upon a time because the gear he supplied me looks like its new and coated with cosmoline. But he also has quite a few of them for parts; a common malady is rusted out bearings and bearing cups. The 400 blower I'm rebuilding has had a long life, and will soon see plenty more action, and though the legs were rusted off the blower itself looks like it was never exposed to rain, just neglect. Someone must have been using it with the oil reservoir dry because the brass gear is so worn that the teeth are down to about 1/32" or so wide. So it seems pretty important to keep that oil pan full, which I think means you need a reasonably good oil seal on the fan output shaft. I'm going out to finish my pin wrench and get a look at the bearings. Also, the steel gear set screw is broken, I'm so lucky!, so I get to try to easy-it-out without doing any damage. Wish me luck! Clear and cold north wind in northwestern Nevada. -Black Rock Brian |
| Black Rock Brian - Tuesday, 04/08/03 02:33:08 GMT |
|
A while back, I believe I was reading the heat-treating FAQ and came across the suggestion to use peanut oil... sounds like a cool idea. Today, I was going through Northern Tool Catalog's newest issue, and I happened to come across these four-gallon jugs of peanut oil. If anyone needs some for their slack tub, check it out: http://www.northerntool.com/ |
| T. Gold - Tuesday, 04/08/03 02:44:14 GMT |
|
T. Gold, Your local Hardee's, McDonalds, Burger King will probably give you all the peanut oil you will ever need for free. Sometimes they have a difficult time disposing of their used oil. Filter it through a coffee filter, and you're good to go. |
| Paw Paw - Tuesday, 04/08/03 02:50:21 GMT |
|
Thanks, guru.. that clears it up for me - AND gives me another thing to do at the forge before making my hammer(s). (yay!) Yet another question: _The_Art_of_Blacksmithing_ refers to Blacksmith's Helpers - devices for quickly securing the hot metal so that a smith working alone can use both hands, most likely one hand for a set-type tool and one hand to strike it with. Do ya'll use these and/or have designs for any? From the iForge demos it seems like you've found spring-type tools/dies to replace most of the need for two free hands. As much as I'd love to make a whole slew of new tools for myself, money is kind of tight and it'd be cheaper to clamp the metal over the anvil and use the two-hand methods for which we have already have tools, rather than re-making all the tools in spring form. |
| Mike the Red - Tuesday, 04/08/03 03:23:26 GMT |
|
Mike, one easy to make clamp is shown on the 21st Century Page, under the title CLAMP, Paw Paw's. The same clamp is also shown in iForge Demo #11, and in Volume 12 page 4 of the NEWS. Another type of clamp is shown on my web site, on the email page. |
| Paw Paw - Tuesday, 04/08/03 03:49:11 GMT |
|
Mike - I second Vicopper on forging in Florida, as that's where I'm at. How well ventelated is your shop? As for the Blacksmith's Helper, it is somewhat like an inverted V, with one leg longer, that fits in the holes in the anvil relatively snugly. The short end has a "foot" to better hold the material. Your work piece is placed on the anvil, the foot placed on it, and the bend of the V struck, to wedge it in the hole. It takes about 5 minutes to make, and I'm no speedy expert. T Gold... I haven't forgotten about getting you anvil pics, I just haven't been able to borrow my friends camera yet. I'll try to get them to you this week. |
| Monica - Tuesday, 04/08/03 04:03:23 GMT |
|
HammerFall I'm located in Northern Kentucky. I don't get any more specific than that on a public access server. As far as the history goes, foils are direct decendants of the small sword which was a very lethal form of masculin jewelry for many years. Fencing is a wonderful sport that I don't get to practice often enough. I'm badly out of shape at this point. If you can stay with the sport you will never regret it. Be careful not to over extend your lunge and try to keep your rear foot flat on the floor. The rest is practice and speed and more practice. Learn the basics and refresh them often. They will win a bout more often than a flashy move. Good luck. |
| - Will - Tuesday, 04/08/03 05:02:43 GMT |
|
All wise and knowing Sieeb,A friend of mine said his son saw a knife blade which had nitric oxide on it or was used to make it,I don't what I am talking about obviously.Can someone attach some meaning to this?BUB |
| BUB - Tuesday, 04/08/03 05:25:28 GMT |
|
Thanks guru, It is indeed unique. My blacksmithing "mentor"reckons it might work and my tech teacher is really hoping it is cause his paying me to build it. I attached the dimmer switch, it isn't very precise but will control the speed of the blower. The burner is a piece that fits onto some configuration that looks like a oxy acetelene set up only for lpg. The forge itself is quite large but with small permanent openings. The burner/blower is positioned infront of a large round hole in the side of the forge. I haven't had the gas on with the dimmer yet. Oh the blower is off an old central heating system. My uncle used to work on a lot of them and saved some old blowers for me. They work perfect on a coke/coal forge. Thanks for your help! If this works the way it is I'll post a drawing somewhere or a photo so you can check it out! |
| Mark de Jong - Tuesday, 04/08/03 07:15:14 GMT |
|
Matthijs, I glanced at two of my favorite books for early smithing info "Divers Arts", Theophilus, 1120 A.D. and "Mechanicks Exercises", Moxon, 1703 and both talk of forge brazing---Theophilus with plain copper or with a bronze alloy. Moxon mentions that brazing "is used by Smiths only, when their work is so thin, or small, that it will not endure welding." To get it back earlier you will probably need to look at archeology reports on specific artifacts that show brazing was used. Please let us know how early you do track it down and the cite for the documentation! Thomas Thomas |
| - Thomas Powers - Tuesday, 04/08/03 12:46:02 GMT |
|
"Blacksmith's Helper" often made from a lug wrench in the "classical shape". Coming home from a SOFA meeting I scrounged the top jaw off a pipe wrench off the side of the road. I forged it down to fit the hardy hole of my travel anvil and drilled a hole at the base of it to hang a spring on---with a T handle added to the top it makes an acceptable helper. Thomas |
| - Thomas Powers - Tuesday, 04/08/03 12:57:53 GMT |
|
Punching: Punching is similar to drifting in that it mainly displaces the metal. Even with a large punch, not that much material is actually removed. Tool steel. Forging heavy sections of tool steel single handed is really an advanced project and I wouldnt recommend it to a beginner. Not only is it difficult to move, tool steel is much less forgiving than mild steel and has to be worked in much narrower forging range. If it's worked too hot or too cold it may burn or crack. Leaf spring will make very nice guillotine fullers. Use 7018 or stainless rod to weld them. |
| adam - Tuesday, 04/08/03 14:18:28 GMT |
|
LONG URLS: Folks, PLEASE stop posting long URLS (web links). They wreck our page, AND most of them are from dynamically generated pages that probably will not work in a week or so. Editing the page to fix them also costs me time and effort. |
| - guru - Tuesday, 04/08/03 14:30:24 GMT |
|
Nitric Acid Bub, Nitric acid as well as other other strong metal eating acids (sulphuric and hydrochloric) are used on metal for many purposes. Nitric acid is commonly used in gun bluing and for etching. |
| - guru - Tuesday, 04/08/03 14:48:45 GMT |
|
Moxon on Brazing: Thomas notes "Moxon mentions that brazing "is used by Smiths only, when their work is so thin, or small, that it will not endure welding." A lot of Moxon is over simplified. I have seen forge welds on Colonial era jewelery box hinges that were less than 1/32 inch (1/2 mm) thick. Most of us today would swear that it is impossible to do. . I have also seen forge brazed parts that were much larger. It is often the joint design or the amount of finishing on the parts before joining that determines the use of brazing. In locks it is more common to see parts of the case brazed than parts of keys. I have also seen brazed or silver soldered joints on reproductions of old pieces that were probably not of the type used historicaly. This is often done as a short cut rather than making an all forged part. When and where is was used historicaly is difficult to determine except by example. The weakness of that logic being that many old pieces were each unique and may not have followed set rules. . . |
| - guru - Tuesday, 04/08/03 15:09:29 GMT |
|
Dimmers on Motors: I have used these on little 1/30th HP fan motors with marginal success. They WILL control the motor but the speed is not always constant. The most nagging problem is that well within the controlable range the motor will not start. This can result in burning up the motor. This means either changing the adjustment or using a bypass circuit. On my big forge the automatic controls have a bypass circuit on a timer that starts the fan at full power for a few seconds and then when it drops to the adjusted speed the gas solonoid valve opens. Having the air moving first also prevents flashback in the burner. |
| - guru - Tuesday, 04/08/03 15:46:02 GMT |
|
Forging in Florida seemed a little out of place here, so I wasn't going to respond to vicopper's comment... but since there's another comment.... I'm a sculptor studying at the University of Florida in Gainesville. Our shopkeeper passed out one summer from heat exhaustion while forging during the summer. He admits that he wasn't drinking enough water, but the experience has made him a little over-cautious about people working at the forge during the summer months. I can probably talk him into letting me do some work, though. As for ventillation, it's probably sufficient, but not quite as ventillated as I would prefer. On forging the large section of tool steel I was talking about.... all was going great until I broke the spring fuller I'd made from some cold rolled stock.... ...we really need to get an oil quench in the shop = ) A project for tomorrow, I suppose. Thanks once again for all the responses to my basic questions. |
| Mike the Red - Tuesday, 04/08/03 15:57:44 GMT |
|
Mike, do not really need to quench the fuller to use it.... if you are using it on HOT metal it should be harder that that... now if you are looking at production runs then perhaps you might want to harden the fullers. |
| Ralph - Tuesday, 04/08/03 16:06:59 GMT |
|
Mike the Red, It doesn't get QUITE as hot here in N. Carolina as it does in Florida, but pretty darn close. I keep a LARGE fan in my forge area, and when it get's too hot to be comfortable, I set it up so that it blows across me, preferably without blowing across the forge or the workpiece. In other words, high enough to blow across my shoulders and head. It helps a LOT. |
| Paw Paw - Tuesday, 04/08/03 16:10:21 GMT |
|
Instead of dimmer switches to control electric motor speed, how about using fan controllers? They are made for controlling the speed of ceiling fans, and should take more current than a switch designed to control a light bulb. Thats what I'm using and seems to work fine. |
| Ellen - Tuesday, 04/08/03 16:39:39 GMT |
|
Hi Guru, I've finaly got my 50# Wisconsin Mayer Bro. hammer rebuilt and to the setup stage. I was adjusting the timing on it when the crosshead slipped off of the pitman! That adjustment had been welded shut by the previous owner and I had cut out the weld and built up the shaft with some braze to make it fit more snug but it looks like it is still slipping. Do you have any suggestions for other ways to make this repair, or should I just try to get better coverage with my braze and then rough up the inside surface of the crosshead?. TIA |
| Matt - Tuesday, 04/08/03 17:03:49 GMT |
|
Came up with yet another question... I was reading iForge #6 - Dippy Duck does Hammer Control. The article talks alot about how to / not to develop carpel tunnel in your hammer hand - but what about your tong hand ? After a few hours of forging, it's my tong hand (more specifically, wrist) that's saying hello. This might be because I broke me wrist a few years back, and occassionaly it lets me know it's not as strong as it once was - but it seems like it might be a technique issue, or the fact that I have to use a death grip to keep the tongs from dropping the work piece. |
| Mike the Red - Tuesday, 04/08/03 17:14:17 GMT |
|
Mike, should not have to have a death grip on the tongs. If the tongs are made correctly and are adjusted correctly you should only have to hold with a firm grip..... ALso the size tong versus stock size is important. If the tongs are too small or too large for the stock you will be fighting all the time..... My favorite tongs are made for 3/8 to 1/2 stock. They are what are called bolt tongs. As they are shaped such that you can hold a bolt so that the head is inside the tongs. They also have a notch in the tip so that I can hold stock perpendicular to the tongs... all in all the most usefull tongs to me..... |
| Ralph - Tuesday, 04/08/03 17:32:11 GMT |
|
motor controls: Most dryer, washing machine and furnace motors are 1/3 hp or 1/2 hp fixed pole induction motors. And the same goes for almost everything over 3/4hp. Induction motors are designed to run at a fixed speed which is some multiple (or fraction) of the line voltage frequency. For example 1800 rpm is half of 60 cycles/sec. They arent happy running at rpm significantly lower than their specified rate. Furthermore, like Guru says the kicker winding doesnt work properly either. Light dimmers and fan controllers arent really a lot better than rheostats - they just starve the motor of current by chopping out sections of the AC waveform. The motor is still trying to run at its rated speed but slipping severely which isnt good. AFIK the only "true path" method of speed control on these motors is make some kind of inverter to vary the supply frequency - not a trivial project even for an electronics person. Air gates are the way to go. Let the motor run at its natural speed and control the air flow. |
| adam - Tuesday, 04/08/03 17:45:55 GMT |
|
tongs: When I started, I too found that my tong hand needed to get stronger and more dextrous (is that an oxymoron? it has sinister implications :) ). I still sometimes find that my left hand is more tired than my hammer hand. |
| adam - Tuesday, 04/08/03 17:57:10 GMT |
|
Dimmer vs Van controls Ellen, That is what I normally use but they are made for those large slow overhead ceiling fans which are still very low HP. Some of the light dimmers have equal capacity. They work on shaded pole motors and not the standard induction type. Any motor with a capacitor start circuit cannot be used as a variable speed motor unless you change the frequency (complicated and expensive). A simple valve is the best route on forge blowers. |
| - guru - Tuesday, 04/08/03 19:27:54 GMT |
|
Mike the Red, That's a weakness in that demonstration that I never realized. Since I'm somewhat ambi-dextrous, my hands are almost equal in strength. (and my right hand has been broken more often than my left hand, which likewise tends to equalize them) But the points made by the others are all valid. Properly fitting tongs (fitted to the work piece) you will not have to have a "death grip" on. A relaxed grip will work. Another thing that would help is tong rein holders. There are a couple of different types, but the most common is a half moon shaped piece of metal with a series of notches on the inside edge. Second most common is just a piece of wire wrapped around the reins. These serve to apply the "holding pressure" so all you tong hand has to do is hold enough for guidance. |
| Paw Paw - Tuesday, 04/08/03 19:33:55 GMT |
|
Adam, Dexterous, sinister. Shame on you! You can do better than that! (grin) |
| Paw Paw - Tuesday, 04/08/03 19:35:38 GMT |
|
Tongs Hand There is no motion used in smithing tongs that will cause carpal tunnel problems. Generally if your tong hand is getting tired is is as Ralph pointed out, you are doing something wrong. Flat tongs are fairly universal but require a tighter grip than fitted tongs (V jaw, bolt. . .). The wrap around fit gives you a safe feeling as the work is not going to slip then you don't have to grip so tight. The reins on your tongs should spring in your grip. Oversized tongs or badly made tongs that do not spring are hard to use. If the tongs are the right size and you cannot spring them then you need to work on your grip strength. Even after a decade working at the desk my tongs hand does not get tired but I definitely feel pain in my the palm of my hammer hand after a long day. . . THINK about how you approach a job. Your body position (should have good posture), how you hold your tools, how you move and how many steps you make. In a properly setup work space your movements should be like a dance, flowing gracefuly from one position to another. Forced positions including grips are wrong. Find the right way and you will not tire so fast or hurt when done working. Pain is usualy telling you that you are doing something wrong. |
| - guru - Tuesday, 04/08/03 19:40:32 GMT |
|
LG adjustment: Matt, The fit you are speaking of must be a true and accurate slip fit (precision reamed) AND the locking bolt should clamp it tight. Often the bolt has been replaced and does not have the large support flanges that allow it to be really tightened TIGHT. These parts can be repaired but if replacements are available from Sid Sudemier they would be better/cheaper. It the brass shaft is damaged then it needs to be built up all over and then carefully machined to fit. There is a chance that the mating part is also sprung or worn. In that case you have two parts that do not fit each other. To refit the split bore a snug shim has to be fitted in the slot with a hole for the bolt. The bolt is clamped tight on the shim then the hole is reamed true with an adjustable reamer. The brass shaft must then be fitted to the oversize hole. On this diameter a snug slip fit of -.0005 (+/.0004 -.0000) is necessary. Finish should be an RMS 63 or better. Little Giants had few precision machined parts and these are at the top of the list. Folks treat these machines as if everything on them is HAMMER. They are not. They are machine tools. Repairing them requires precision tools and knowledge of their use. |
| - guru - Tuesday, 04/08/03 19:56:27 GMT |
|
Guru, I am thinking about working with stainless steel and maybe try to forge it into kitchen utensils handles. A freind says when forging stainless steel,the iron in the metal comes to the surface,if you try finishing the item and try to polish it,the item could rust due to the surface iron. He says soaking it in nitric acid dissolves the surface iron so a polished, rust free finish can be obtained. Is this the correct way of doing this kind of thing? Also about what strength nitric acid would I need? Thinking about this as I am writing this, a better question mite be is there a guide to what acid strentgh is needed for the kind of stainless steel being used? Warmest regards,BUB |
| BUB - Tuesday, 04/08/03 20:05:56 GMT |
|
Stainless: Bub, Most of the staining on forged stainless is from contamination from hammer, anvil and dies. However, if this are clean and smooth it is not too much of a problem. Iron from non-stainless scale is more of a problem. If you work hot on a clean anvil there is little problem. Using acid to etch the surface of stainless is called "passivating". This is done to to forgings and bar stock that is not going to be machined. If you are going to grind the stainless to a bright finish and then polish it then there is no problem as you have cut off the surface. Passivating leaves a semi-bright or white surface. It can be polished but if you file or grind and then polish there will be holes in the passivating. It is best if you bright finish to remove all the surface (and not worry about passivating). For "maximum" corrosion resistance stainless is supposed to be annealed (heat and quench 304). However, the maximum is for resistance to harsh chemicals. I have seen no trouble with as forged 304 parts with the natural black finish used out doors for over 25 years. I suspect that most people that have rust problems with stainless have contaminated the surface. All you have to do is wire brush the surface with a steel wire brush and you will have a mess of rust in a short time. Embedded grinder swarf from grinding steel nearby will do the same thing. |
| - guru - Tuesday, 04/08/03 20:21:58 GMT |
|
Mike - I understand once burnt twice shy, and heat exhaustion is a universal problem not just here in Florida. I've seen more days over 100 in Illinois than here, and we were just off the river, so we did have the humidity to go with the heat. Folks, DRINK. And I don't mean sugar, caffeine, or alchohol. Drink before you start working, during the work, and after. If you're thirsty, you're already starting to get dehydrated. If you're not swetting, or going to the bathroom, shut it down, cool off, and drink more. At that point, a cool drink is better than a COLD drink. |
| Monica - Tuesday, 04/08/03 22:00:39 GMT |
|
Monica, Good advice. I don't like the taste of water (live in the city, don't care for chlorine!) but I constantly drink All Sport, one of the augmented sports drink. I buy it in bulk, save the small bottles, re-fill them 2/3 full and freeze. They stay cold without being diluted and help to keep the body cool. Not cool it down from hot, keep it cool from the beginning. |
| Paw Paw - Tuesday, 04/08/03 22:25:49 GMT |
|
I am doing a Civil War Reinactment and my forg must be in the time period so my question for you is what kind of Tweer(airpipe from the forge to the blower) did they use ? what was it made of? can i use something else if they don't make that material anymore? thanks very much Young Blacksmith |
| young blacksmith - Tuesday, 04/08/03 22:52:34 GMT |
|
can anyone help me please? |
| young blacksmith - Tuesday, 04/08/03 22:54:24 GMT |
|
Young Blacksmith, Tuyere would have been made from Cast Iron. The small farrier's forge used in the cavalry had a hand crank blower. A small rivet forge with hand crank blower is frequently used by Civil War Re-enactors. (of which I am one, although I no longer use a rivet forge, I did for many years.) |
| Paw Paw - Tuesday, 04/08/03 22:55:17 GMT |
|
Too Hot in Florida? As Monica pointed out it gets pretty darn hot in all of the Central and Southern US. Florida is hot but I have worked craft shows in Virginia with 99.9% humidity at over 90°F and working in the direct sun. You lay a cold piece of black iron on the grass and in a few minutes it is too hot to handle. . . without having been in the forge! Although you KNEW it was hot it never really bothered me much using my outdoor shop. Maximum possible ventilation unless there was no breeze. If it were really too hot in Florida to forge they wouldn't have one of the largest blacksmithing groups in the country. I've worked indoors at much cooler temperatures and it was much worse. Back when I took welding it was January (15 to 20°F) and we had the ventilation system going AND a big rollup shop door wide open. A dozen welders running constantly kept it uncomfortably hot even with all that fresh air. . . The ventilation system was adequate for smoke and fumes but did not exchange enough air for cooling. The worst too hot to work situation I've worked in was in a Nuclear Power plant. Ambient temperature was not bad for California, maybe 90°F, but I was wearing double cotton anti-c's, a full face respirator, foundry gloves over the double rubbers and weilding a rocket motor sized rosebud torch. . . AND there was no forced air ventilation. The Nuclear weight loss plan. . . if the combined heat and respirator respiratory stress don't kill you. In my old age I have found it more comfortable to work in the forge wearing a light T-shirt and shorts. The scale burns are not as often or as frequent as when arc welding with full protective gear. We have had comments about the old images of ancients working at the forge naked or nearly so. It is really not that bad as one imagines. One thing to watch out for when working in the heat is that wet sweat soaked gloves and cloths DO NOT protect you from burns. In fact they make the situation worse. Water in gloves or cloth turns to steam and has no place to go except into your skin. The steaming clothing does not come off quickly either. This makes working bare skined safer than working wet. The false security of wearing those gloves also agrevates the problem. The same problem exists in the kitchen. Wet pot holders are a good way to get severely burned. Open air shops are the way to go. Shady, dry and LOTS of ventilation. Clothing is optional, but wear those safety glasses and feet protection! |
| - guru - Tuesday, 04/08/03 22:56:49 GMT |
|
Will the answer to your question : bellows were replaced by belt operated blowers around the revolutionary war becase the belt driven blowers were easier to take down and setup then traditional bellows were . the blowere worked on a small wheel to large weel ratio.( the smith cranks a big wheel which is belted to a small wheel which turns anotherlarge wheel that is belted to the blower this achieves a faster speed without cranking like a idiot) these blowers were eventually replaced by internal gear driven blowers which were smaller then the belt driven ones and then electric blowers. hope this answers your question young blacksmith |
| young blacksmith - Tuesday, 04/08/03 23:06:56 GMT |
|
dear Guru, i am doing a Civil War reinactment and my forg has to be historically correct so my question for you is : what material was the tweer ( air pipe from forge to blower) made of? Can i use something else if that material is not avialible to me? any info would be great Thanks young blacskith |
| young blacksmith - Tuesday, 04/08/03 23:10:02 GMT |
|
Paw Paw, would steel pipe be ok ? what kind of forge do u use at the reinactments? can u draw it for me thanks Young Blacksmith |
| young blacksmith - Tuesday, 04/08/03 23:11:02 GMT |
|
hey will does that answer your question? PawPaw get my question? |
| young blacksmith - Tuesday, 04/08/03 23:16:50 GMT |
|
hey Guru will you answer my question please |
| young blacksmith - Tuesday, 04/08/03 23:27:14 GMT |
|
young blacksmith Seems like cast iron could have been used. I know you can make a forge firepot from wood and clay. But you either need to get fire clay from a distrubitor or play with local clay and see if it works. |
| Ralph - Tuesday, 04/08/03 23:27:53 GMT |
|
Guru, Ahhh the good old days of Nuclear Pwr... While I did not come close to the type of work you did, I did have to make several 'rapid entry' entries into the Rx Comp to fix broken nuclear instrumentation stuff..... the requirement for a rapid entry was 10 mins a HIGH speed forced ventalation and ambient temps at 150 or less.. let me tell you wearing double anti-C's and a plastic dry suit and laying on a hot ( in both senses) primary coolant pipe as you attempted to solder broken platinum RTD leads was interesting to say the least... (grin) Oh yeah for got the forced air mask...... weight loss at it's finest. |
| Ralph - Tuesday, 04/08/03 23:33:16 GMT |
|
Ralph can i use steel pipe and rust it to look like cast iron pipe? u see i have a round riveter's forge that i cut a 12" hole and dropped a centaur heavy duty firepot into my blower is on a seperate stand about 2' away ( this is because my last blower got damage by the heat this is why i had to cut a 12" hole in my forge) so i need a tweer from my forge to this blower at a 30 degree angle can i do this with steel pipe and just rust it to make it look like cast iron? thanks for the reply hope to here from you again Young Blaclsmith |
| young blacksmith - Tuesday, 04/08/03 23:34:06 GMT |
|
Young Blacksmith, This is a message board, not a chat room. Sometimes it takes a little while for questions to be answered, but rarely is it more than a couple of hours. When I said cast iron, that's what I meant. Steel didn't come into really common usage until after the 1900's. There are pictures of rivet forges in the News, I'll see if I can find one. Ralph, by the Civil War, cast iron was in very common usage. Clay would have been used in the French and Indian War, as well as the Revolutionary War, but by the War of 1812, you would have been seeing a lot more cast iron, and not nearly as much clay. |
| Paw Paw - Tuesday, 04/08/03 23:46:14 GMT |
|
PPW I know that cast was readily avalible, I was just thinking that a young fellow ( I know I am making a major assumption here) might not have the $$$ to get a ci pot.... young, use the pipe as is.. pipe was around back then.... tho I would probably paint it black if it were me..... |
| Ralph - Wednesday, 04/09/03 00:07:12 GMT |
|
|
|
|