| WELCOME to the anvilfire Guru's Den |
|
THIS is a forum for questions and answers about blacksmithing and general metalworking. Ask the Guru any reasonable question and he or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from April 16 - 22, 2001 on the Guru's Den |
|
|
|
Old Forge: Erik, It sounds to me like the air originaly came in through the center of the forge or from the side. As these things were almost always custom built it may be a one off or a style only built by local masons or smiths. Obviously the concrete blocks are not original. It may take cleaning and more study to determine what else has been changed. Old brick forges did not have an ash dump. Most of these were designed for or derived from charcoal burning forges where most of the light ash would blow out of the way or be easily swept out. But they DID have a hollow to bring the air in. Most had a side blast immediately below the flue. But this sounds like a rather large fore and I am having some trouble picturing it. A picture would help. |
| - guru <guru at anvilfire.com> - Monday, 04/16/01 07:16:26 GMT |
|
Kitchen Utensils (again): Sorry I was rather brief this AM. Solder works on some metals but not well on others. Chrome plate is almost impossible to solder to and so is steel and stainless. To re-rivet you may need to drill out the old holes so that they are the same size and line up. Round head screws (or hex head bolts) can be cut off and used for rivets. They should fit snuggly in the holes. Rivets can be set hot or cold. Do not use zinc plated hardware with cooking utensils. Use plain steel, stainless or aluminium. Some of the construction supply "super" stores such as lowes carry a wide variety of fasteners you can pick from. Plain rivets are still made and most blacksmiths stock a few but they are generally not available in small quantities. Alternatives listed above will work fine with the insturctions mentioned on the iFroge page. |
| - guru <guru at anvilfire.com> - Monday, 04/16/01 07:24:43 GMT |
|
hi there a smith of more than 45 years i have a question on babbit bearings a sawmill freind of mine does not like them and claims they have to be run untill the friction warms them enough to take up any slack involved i say that if the correct tolerences are maintaind they will perform well hot or cold the babbit bearings in my cordwood saw do not reflect his thinking i have done bearings on occasion and do not agree with his thinking at all changing some peoples mind is like trying to change their religion what might you think thanks ray |
| raymond tilton <raynlen at megalink.net> - Monday, 04/16/01 11:24:45 GMT |
|
Hi, I am getting my little blacksmith shop set up and needed some ideas on how to vent my forge. I will go up thur. the roof. I need to know pipe size, how close does the hood need to be to the fire, to make it draft good. I need planes or ideas. is there a web page that I can go to? Thank you for any help you can give me. Jim |
| Jim R. Glines <jglines at kdsi.net> - Monday, 04/16/01 15:50:31 GMT |
|
Raymond, I have babbitt bearings on my bandsaw mill and have worked with many slow speed babbitt bearings on older equipment. Is your friends slack along the length of the shaft or radial? Either way, his bearings may be worn? Many Babbitt bearings are in split shells and are designed to be filed down to account for wear. If they are loose when cold, I�d guess the problem is wear or improper initial pour. Not all babbitt bearings were well designed either. Sometimes, not enough consideration was given to thrust loads. If this is a circular mill, is his blade bent and causing vibration? I do agree that the time for using thick poured babbitt in most (not all) new machine designs is past. Rolling element bearings and bronze bushings will work better than poured babbitt in many machine designs. Poured babbitt simply doesn�t have the PV rating and fatigue life of other materials. Obviously, this can be overcome by making the babbitt bearing bigger. Maybe your cordwood saw has better designed babbitt bearings than your friends equipment. But hey, if he won�t convert to your �religion�, let him follow his. Grin. |
| Tony <tca_b at mmmmilwpc.com> - Monday, 04/16/01 16:00:05 GMT |
|
Square Fullering... I am work right now and do not have my notes from the Flagstaff ABANA conference, but from memory Loreli Sims did a demo on forging pipe and tubing. She had some stuff from square tubing that had some fullering done to it. At least I think she did. She also has a web page. I will see if I can find it tonight, and post it here. Anyhow I am sure she would be glad to answer any email question about it....(?) |
| Ralph <ralphd at jps.net> - Monday, 04/16/01 16:01:25 GMT |
|
Erik, SO does the air pipe come in form the side? At least I think that is what you described. Sideblast forges we more common in Europe, but not unheard of here in the New World. From the reading and few samples I have seem the pipe came in from the side right at the top level of the hearth. but then the hearth would dip down a bit into a shallow bowl depresion a few inches from the tip of the pipe. I think this was to allow the air to swirl up and thereby make the 'sweet' spot or hot spot be about 3" away from the nozzle tip. Of course I am more than likely completely wrong. (smile) |
| Ralph <ralphd at jps.net> - Monday, 04/16/01 16:11:34 GMT |
|
I am setting up a small blacksmith shop at home and need to know How to vent my forge. I will go up thur. the roof, but need to know how far from the fire does the hood need to be, and any thing else you can tell me like size of pipe and that kind of things. Thanks Jim |
| Jim R. Glines <jglines at kdsi.net> - Monday, 04/16/01 16:31:35 GMT |
|
Babbit Bearing: Ray, Tell you friend that his trucks, car, stationary engines, lawn mower all have babbit coated plain bearings. The exception is motocycles and chain saws generally run roller bearings. Bearing clearances should be in the thousandths when right but plain bearings will work until the shaft or bearing housing is worn in two . . . of course this is a common problem resulting in sawmill fires. Roller and ball bearings will seize, fail and melt down in flames too. Often the failure is from stray welding arc burn, brinelling due to a shock load, incorrect installation or adjustment. . . The advantage of plain bearings is simplicity. Currently new pillow block types cost more than ball and roller bearings due to the higher production of the ball/roller bearings. They also carry more load for a given size. The disadvantage is that they require the shaft to be in good condition and old ones did not have seals. In both cases proper (clean) lubrication is key to long life and smooth running. In either case worn out is worn out. |
| - guru <guru at anvilfire.com> - Monday, 04/16/01 17:25:48 GMT |
|
Forge Hood: Jim, Overhead type hoods generaly do not work without HUGE flues or a fan. The best type is the "side draft" flue. See photos on our 1998 ABANA NEWS coverage (last pages) and AFC NEWS shortly afterwards. These are set level to the top of the forge or a little higher and 6" to 8" to one side of the center of the fire pot. You still need a minimum of a 10" stack. 12" is better. This is a repeat question that we need to post more details on but you may be able to get by with the photos above. |
| - guru <guru at anvilfire.com> - Monday, 04/16/01 17:52:35 GMT |
|
Thanks for the come back on the side draft hood. If I were to make a side draft hood do I need to have the smoke shelf in it , or will it work ok without. If I need the smoke shelf how much of the inside of the hood does it cover? I went to the pic's, and the drawing but it is hard to tell the size of the shelf. Thanks again for the help. Jim |
| Jim R. Glines <jglines at kdsi.net> - Monday, 04/16/01 18:22:29 GMT |
|
Guru, Thank you for your help with my clutch and flywheel question. As I said in my last post, I'm a vetran welder but new to blacksmithing other than tourch heating and flattening or bending. However, I am building a brake drum forge...(I found a drum that has an i.d. of 16 1/4"X 5" deep only had to give $12.50) but I need a little advice on using coal. How do you go about lighting the coal and how long would a fire in a pit the size I described last? Can it be smothered and re-lighted later? |
| Scott <scheersc at aol.com> - Monday, 04/16/01 19:39:57 GMT |
|
Side Draft: Jim, The shelf is half the depth of those units. The back slopes from the back (16 to 18") to the edge of the shelf. Many claim you don't need a shelf. |
| - guru <guru at anvilfire.com> - Monday, 04/16/01 21:39:19 GMT |
|
Coal Fire: If the coal is of good quality and DRY it can be lit with several sheets of balled up news print. Many of us just stuff a torch down in the coal. . . Coal fires vary a lot. Most of the time if you break open the center (break up the fire) it will go out. Sometimes you need to sprinkle a little water on it to be sure. That size fire pot will probably need to be replentished once or twice in a day if doing small work with a controlled fire or once every 1-1/2 to 2 hours if doing large work and keeping the forge at full blast. This is one area that you just have to "do-it". |
| - guru <guru at anvilfire.com> - Monday, 04/16/01 21:45:29 GMT |
|
Guru, I have enjoyed you web sight for several years but never posted a message. I am now considering the purchase of a power hammer and was hoping you could provide a general comparison between mechanical hammers and air hammers. Thanks |
| Patrick <nowak.28 at osu.edu> - Tuesday, 04/17/01 00:00:25 GMT |
|
Guru,Bruce.. I'm cutting thru the floor in my shop for a hammer foundation and I'm wondering what you guys would use as a gasket between the two? Before I pour I've thought of glueing to the sides of the cuts in the floor the tar based stuff that I've seen used in sidewalk joints or plain old 3/4" styrofoam insulation. I've seen this used in basements on the block walls before the floor is poured and it lasts forever. I know I need to do something here to keep the vibration from transfering but not sure what I'm going to use. |
| Pete <Ravnstudio at aol.com> - Tuesday, 04/17/01 00:20:16 GMT |
|
hiya guru et all sure has been a while...i would like to know how i should treat borax to dehyrdate it. As in oven temp and how long? thanks, Scotsman |
| Scotsman <albagonbragh99 at yahoo.com> - Tuesday, 04/17/01 02:45:17 GMT |
|
I am a machinist, among other things -- making service parts for antique machines, especially sewing machines. My question is: About a year ago a blacksmith told me about a heat treating (hardening) solution made up of, among other things, a dish detergent. I would like the formula, since I often get into HT work and would like an alternative to Kasenit (sp?). Your help will be appreciated. |
| Dick Torgerson <dicktorgerson at compuserve.com> - Tuesday, 04/17/01 02:52:56 GMT |
|
dear sirs I am seeking a good useable anvil between 150 to 200 lbs does anyone know where i might find one at a reasonable price sincerly rex bracy jr rbracy9173 at aol.com |
| rex <rbracy9173 at aol.com> - Tuesday, 04/17/01 03:12:19 GMT |
|
Pete, plain roofers felt paper if anything or perhaps form oil. Form oil is sprayed on concrete forms before pouring and it helps them release easier after the concrete sets. Myself I wouldn't use anything. Either method won�t stop vibration transfer. The only way to stop vibration is to build a very expensive spring mounted concrete foundation. |
| Bruce R. Wallace <WalmetaLwk at aol.com> - Tuesday, 04/17/01 03:20:26 GMT |
|
Borax: Scotsman, Our 21st Century page article on borax has dehydrating techniques. The method given provides semi anhydrous borax. Otherwise you have to melt it in a pan then grind the hard glassy mas to powder. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 03:47:08 GMT |
|
Isolator: Pete, I used a dozen layers of roofing felt but it compresses pretty thin with the pressure of the concrete. Blue foam weathers, and is flamable. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 03:47:27 GMT |
|
Heat TreatingRex, the suff is called "super quench" and it is used to squeeze a little hardness out of mild steel. It is NOT a case hardening agent and it is NOT recommended for anything with more carbon than mild steel. It is about equivalent to quenching in ice water. Forget it and use REAL steel. As a machinist you should know what I mean. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 03:48:29 GMT |
|
Anvil: Rex, Ask the guy that posted right after you did. He sells more used anvils and power hammers than just about anyone. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 03:49:41 GMT |
|
Vibration Isolation: Peter, for an absolute virbration transmission free foundation Bruce is right. It starts with a concrete lined pit. Then an isolation block about the mass of the hammer is set into pit on special rubber cushions. Deck plate is used to fill the gap of about 4" between the pit and the isolation block. The design is VERY expensive put works. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 03:53:23 GMT |
|
I AM INTERESTED IN FINDING OUT HOW TO MAKE A SMELTER FOR ALUMINUM SCRAP.OBVIOSLY I WOULD LIKE TO MAKE IT AS CHEEP AS POSSIBLE.PREFERRABLY ONE THAT WHOULD RUN ON USED OILS AND DIESLE FUEL.ANY REPLYS WHOULD BE APPRECIATED. |
| william clary <scrcore205 at aol.com> - Tuesday, 04/17/01 04:19:10 GMT |
|
Different Hammers: Patrick, First, for controlability and motor size efficiency you cannot beat a mechanical hammer. The BEST mechanical hammers were (none are manufactured today), Bradley, Fairbanks and Beaudry. Then there is Champion and Little Giant. The Little Giant is popular today because more were sold more than any other hammer but this was due to a combination of factors that had nothing to do with quality. Popularity asside they are at the bottom of my list. There is a lot of debate about which is best, the Bradley or the Fairbanks. They are both excelent well made machines. Bruce Wallace has several of both available. After the mechanicals come air hammers. I prefer a steam/air type but most of the world prefers the self contained hammers like the Nazels, Kuhn and the Chinese imports followed by the Big BLU, KA and other of the "NEW" hammers. Nazel made the abosolute best and 80 year old hammers still sell for more than a NEW Chinese hammer of the same size. The smallest (1B and 2B's) sell for more than $10K in fair condition and up to $16K in good condition. 3B's sell for less because of size and the larger hammers for scrap even though they couldn't be replaced for hundreds of thousands of dollars. The big old Nazels and Chambersburgs are being scrapped by American industry and are a good deal. The small hammers are far and few between. Kuhn has built a first class product for years. They are typical of German engineering and quality. They are probably the best money can buy today. The clones are NOT as well built. Definitly a case of getting what you pay for. Then we have the NEW air hammers and the Chinese hammers. The NEW hammers such as BIG BLU and the KA have the advantage of having support and replacement parts are available. Due to their construction they can be maintained by anyone. They are ready for immediate delivery and perform well but are a lot lighter than the old industrial hammers. The Chinese hammers are a big wild card. So far those importing them have little control over the product. Although they LOOK like copies of the Nazel/Chambersburg type they are much lighter built. The two piece versions seem to be OK hammers but we have seen some really bad castings. The one piece hammers have a much TOO light anvil bolted to a hollow grey iron casting. These hammers come from several different factories and they are NOT all alike. One of the biggest problems is that when the hammers were scaled down to make a small hammer they just scaled down the big hammer design proportionaly. This means they have dies 16 and 20 inches off the ground. The supplied foundation plans (even when they have a riser) are designed for use in Southeast Asia where the smith sits on the floor in fron of the hammer. Some work has been done to provide risers for use in the West but I have yet to see a well designed heavy duty riser. The quality of the documentation and the availability of needed installation dimensions is far short of what is expected in the U.S. I've tried to help the importers AND the manufacturers sort out this mess without much success. However, they are NEW and much cheaper than product built in the West. People are buying them and in a few years we will know if they were good deals. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 04:53:04 GMT |
|
Used Oil Furnace: William, You cannot use common commercial burners with used oil. The variable lubricity, impurities and just plain dirt, result in commercial burner pumps wearing out, jets clogging and general poor performance. Primitive burners are easy to make but the emmisions will not meet standards anywhere in North America. A centrifugal pump must be used (gear pumps are trashed by the dirt), A short coil of tubing in the burner preheats the oil before it is sprayed into the hot furnace. The injector and coil are in a tube were air is blown into the furnace. The nozzel cannot have a very small orifice (dirt again) and needs to be made of hard material. You can melt aluminium in a steel or cast iron pot BUT the metled aluminium rapidly disolves iron. The pot must be lined with refractory to prevent failure and contaminating the melt. The furnace is built around the pot and is on trunnions so that the pot AND furnace can be tilted to pour the melt. A refractory lining is required. Brick or Kayowool is easiest but castable refractory is cheapest. Check Centaur or Norm Larson for the foundry books by C.W. Ammen. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 05:08:28 GMT |
|
Smoke shelf; Jim; A rule of thumb is that the gap should be 3 to 4" max |
| Pete F - Tuesday, 04/17/01 06:33:42 GMT |
|
Smoke shelf; Jim; A rule of thumb is that the gap should be 3 to 4" max |
| Pete F - Tuesday, 04/17/01 06:40:50 GMT |
|
I am interested in becoming a blacksmith, I prefer to forge in the traditional style and am looking for information on apprenticships in the georgia area. I am also doing a high school senior research paper on resurgence of smithing in the twentieth century, comparisan between traditional and modern methods. I was wondering if you know anybody who might be able to come in as a speaker somtime in mid may. any information would be greatly appreciated. |
| Legolian <Legolian at the-lair.com> - Tuesday, 04/17/01 13:30:09 GMT |
|
Side Draft forges: part of the design is that the air nozzle has space below it in front of it so that clinker will drop down below the air pipe out of the hot spot letting you work with a "clean" fire. Also on claying cast iron forges: some cast iron forges are quite large and need a thick layer of clay or even a layer of firebrick to bring the floor up to around the firepot edges. Thomas |
| Thomas Powers <thomas_powers at my-deja.com> - Tuesday, 04/17/01 14:48:46 GMT |
|
Where can I get information on Blacksmith Hardies? I would like to know what the different hardies (shapes) are called. Thanks |
| William Moraski <billmor at ispchannel.com> - Tuesday, 04/17/01 15:06:26 GMT |
|
I have been attempting to forge a rose following Bill Epps tutorial on your Iforge page. Bill says that the rose petal disks are available from suppliers. I hand cut mine with a jeweler's saw, and was wondering if precut disks were available and if so from whom? |
| Mike Gillespie <gillespiemike at hotmail.com> - Tuesday, 04/17/01 17:20:45 GMT |
|
Hardie: William, There is only two basic shapes and two types. First, ALL hardies are a chisel type tool to fit the hardy hole. All other tools to fit the hardy hole are bottom tools, swages, set tools, and other devices generaly called anvil tools. Most are named for their function, sometimes their shape. Half penny snub end tool, Fishtail scroll tool. . . Small stakes are are also used in the hardie hole. This does NOT make them hardies, they are stakes. A great deal of these are specials and do not have names. Short fat hardies are for cold cutting. Taller and thinner hardies are for hot cutting. A cold hardy can be used for both but the edge of a hot cutter will not take cutting cold steel. Then there are curved hardies. These were designed as a special tool for farriers and are relatively rare but can be bought new. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 17:24:12 GMT |
|
Flower blanks: Mike, Jere Kirkpatrick sells them. They are laser or plasma machine cut. I have a pattern and should have posted it with the rose demo for those that want to do it the hard way. . That was a LOT of sawing. Should have made it from silver for all that effort! |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 17:30:23 GMT |
|
I would dearly like too know waht I need to get started as I would like to be able to make some simple wrought iron brackets myself,I am 60 years old and love working with my hands, now I have the time and the inclination can you please suggest were I start, any help would be really appreciated. I found your site on the internet as I also use this computer a lot. Many thanks in antisipation Mike Alais Grumpy Grandad. |
| Mike <grumpy58 at hotmail.com> - Tuesday, 04/17/01 17:38:26 GMT |
|
Apprenticeships: Legolian, These are a thing of the past. Few people can afford a newbie in their shop (even for free). The problem is that a busy smith's shop time is very valuable ($100 - $200/hr) and the possibility of the apprentice do work of any sort to make up for that time (besides providing room and board) is slim. There is also the tendancy of newbies to be hard on tools and machinery that the smith may have spent a life time collecting. THEN, the IRS insists that the room and board be taxed as income, putting both an economic and paperwork burden on the smith. Most old style apprenticeships were associated with an apprenticeship fee (like tuition) paid by the apprentice's parents, besides the apprentice being enslaved (bonded legaly) for 7 years in exchange for his education. Economicly, regular classes are much closer of a modern equivalent. There are numerous schools throughout the country. The classes in most are filled early. Then ABANA has a Journeyman program. The prerequisits are pretty demanding but it puts the labor/experiance exchange on a better footing. They also have a list of schools. You are lucky in one respect. There are quite a few smiths in Georgia and it was the home of author Alex Bealer (The Art of Blacksmithing) as well as other's that were instumental in establishing ABANA. OCMULGEE BLACKSMITH GUILD Currently their web page AND contact mail is down for some reason. Try: Dan Tull Alex Bealer Blacksmith Association 109 Laurelwood Dr. Newnan, GA 30263 Phone:(770) 253-8396 THEN there is the big annual conference coming up http://www.historicalenterprises.com/madison/ |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 18:09:49 GMT |
|
Getting Started: Mike, there is a link to our getting started article at the top and bottom of this page. It is constantly being edited and is due for another. However the references it provides still apply. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 18:35:20 GMT |
|
Guru, Thanks for the info on hammers. Here are a few more questions along the same line. 1. Are there limitations that mechanical hammers have that air hammers do not such as the use of spring dies, hot cutters, and punches? 2. Are you familiar with the American Novelty brand of hammer and if so, what is you opinion of it? Thanks, Patrick |
| Patrick <nowak.28 at osu.edu> - Tuesday, 04/17/01 20:59:06 GMT |
|
Hammer Tooling: Patrick, Use of hand held tooling under hammers works the same on mechanicals and both self contained and independent air hammers. Use of hand manipulated fullers and chasing tools requires both a hammer with good control and a practiced user. Most of this work is done on small hammers but a friend does it on a 500# Chambersburg Utility hammer. . . The best hammers for this type work are the mechanicals that have both stroke and height control. The other tooling you mentioned is used on all size hammer including huge multi ton steam/air hammers. If you are talking about the "Boss" hammer I only know of it from Pounding out the profits. Like most old odd hammers you are on your own when anything breaks. |
| - guru <guru at anvilfire.com> - Tuesday, 04/17/01 22:19:12 GMT |
|
My name is Cathie and I am trying to get some info for my 11 year old son who is doing a report on Blacksmiths. What are the main tools that a Blacksmith uses? Do you have any pictures availale of these tools? Is there much interest in this career in modern times? |
| Cathie <catwmnrc9 at yahoo.com> - Wednesday, 04/18/01 03:08:50 GMT |
|
Basic tools: Cathie, The blacksmiths basic tools are, hammer, tongs, anvil and forge. Hammers and anvils vary in style but have common features that make most look the same to the untrained eye. Tongs do not vary much but coal forges range from permanent brick affairs to portable ones that look like a barbeque. Check the new on-line catalog of Kayne and Son for hammers, tongs, and anvil pictures. On our 21st Century page see "Forge Lever" for a classic style forge. Then there is a review of two modern gas forges made by NC-TOOL. There is a tremondous resurgence in blacksmithing as a career and as a hobby the world over. This web site gets visited by people from over 100 countries every month! After blacksmithing almost dissapeared in the late 1950's it came back as an art form and as a back-to-the land skill in the 1970's and 80's. Today we have numerous blacksmith suppliers where 40 years ago there were none. Anvil, blacksmith tool and power hammer manufacturing has come back. There are numerous blacksmithing schools and some colleges and universities are including blacksmithing in their art and metallurgy programs. Please note that we are talking about blacksmithing, NOT horseshoeing. A horse shoer is called a farrier. As long as there are riding, racing and working horses there will be farriers. It is claimed that due to the number of riding horses that there are as many or more farriers in the US as there ever have been. |
| - guru <guru at anvilfire.com> - Wednesday, 04/18/01 04:00:02 GMT |
|
Guru, Hi, been a while since my last post, but I do log in and take a look daily. I was driving by a place today on a street I had never gone down and I noticed a large power hammer in the back of the building. it was in disrepair so I thought I might inquire as to whether it was for sale. To my surprise inside the building were four LARGE power hammers. One monster was a 6,000 lb. steam hammer they were forging a billet of something with a forklift holding the piece and rotating it to the commands of the "smith" who was looking at it from the front. They said the "little" hammer in the back was for sale. It is a 1,000 Chambersburg. My question is what is the biggest hammer that could possibly be used for Architectural, artist-Blacksmith work? Is this "little" hammer worth going after? It would probably cost $5,000 to install (or more) Your thoughts are appreciated. TC |
| Tim Cisneros <blacksmith at theforgeworks.com> - Wednesday, 04/18/01 04:06:31 GMT |
|
Ok here we go. Ive so far done leatherworking and chainmaile. Most Metal that i workwith is on the easy skill level. I considermyself a decent Leatherworker and decent at Chainmaile, But i want startinto blacksmithing. I understand mostly what i need to do but i want to make my own furnace. Can you tell me the best way to go about this? |
| Justin McCollum <QWERT5621 at hotmail.com> - Wednesday, 04/18/01 06:20:00 GMT |
|
Guru, Hello again. Thanks for your help thus far. I the drawings of the brake drum forge it shows an ash dump and blower port made from a 2x2x3 tee. Is there a significant purpose to the bell shape? Or is that what happened to work with that particular drum. The reason I ask is that the drum I am going to use has a flat bottom with a five hole, 10.75" hole pattern and a 9" center hole. To this I plan to frabricate a flange that can accept a straight 3" Tee. The blower port I would reduce down to fit the fan. Any input? |
| Scott <scheersc at aol.com> - Wednesday, 04/18/01 14:07:56 GMT |
|
REALY BIG HAMMER: Tim, 1000# is a serious hammer. It is considered the smallest real "industrial" hammer in many references however a LOT of REAL industry still use smaller hammers for production work. This size machine is also being scrapped at a high rate and can be found for low prices. Wheather or not you NEED a hammer this size is a good question. Probably NOT. But it depends on what kind of architectural work you are looking at. The first thing to consider is the Horsepower required to run this beast. I would guess 75-100 HP to run it at full capacity. The second thing is that most of the work done with a hammer this size requires a driver, a smith and one or more laborers. Bare minimum, two people, but four if the work is complicated open die work. A 1000 pound hammer will do quick work of medalions, top rail and other items using open face dies. Its the right size hammer if you are forging 5"x5" posts or huge pieces cut from plate al la' Benetton. Then, you may not need a forge manipulator (the modified fork lift device) but you WILL need a proper jib crane setup and probably a fork lift for recieving and moving stock. For BLACKSMITH work when you have this type machine everything in your shop needs to grow in scale. BIG forges, large weld plattens, really big anvils and swage blocks, a radial drill, hoists everywhere. . . That fork lift mentioned above. Probably, since you know guys that do this BIG work (the guys with the hammer), it would be best to contract out those really big jobs. You give these guys a drawing or a scale sample of some artsy piece that needs to weigh a few tons and they CAN make it. |
| - guru <guru at anvilfire.com> - Wednesday, 04/18/01 17:31:51 GMT |
|
Forges and Furnaces: Justin, look on our plans page. We have a plan for a brake drum forge and a gas burner as well as links to other sources on gas forges. The forge is the easy part. |
| - guru <guru at anvilfire.com> - Wednesday, 04/18/01 17:34:32 GMT |
|
2"x2"x3" - T: Scott, it just helps to keep from clogging. A plain T will work as shown in the other drawing. A 3x3x3 will work too. the point is to get air IN and be able to dump the ashes that get in the twyeer OUT. That big drum you have sounds like one of these huge truck drums I have. They are much too deep. You want a max of 6 to 10" of coal over the twyeer and THEN you want to be able to push the iron into the center of this fire (burried under 3 - 5" of burning coal). This usualy means the coal is mounded up so the iron is inserted level with the edge of the forge or a little down hill. If is IS one of those 10-12" deep things then raise the bottom with some fill or a steel plate. |
| - guru <guru at anvilfire.com> - Wednesday, 04/18/01 17:45:18 GMT |
|
I am from Eastern Arizona College Learning Resource Center and have an instructor who is trying to find info. on working with NIOBIUM. Do you know of this metal, it's chemical qualities or if it is possible to work with it in a jewelry class? Do you know of where I might find info. on it? I would appreciate any help you can give. Sincerely, Kathleen Converti |
| Kathleen Converti <converti at eac.cc.az.us> - Wednesday, 04/18/01 19:23:43 GMT |
|
Nb AKA Cb (Columbium): Kathleen, In the US this metal has long been known as Columbium and only recently we have accepted the name Niobium. Look under Columbium and you will find all kinds of information. Niobium is used primarily as an alloying ingrediant in steel and non-ferrous alloys. Niobium is used to stabilize carbon in stainless steels, especialy the cutlery grades. It is also used to make a niobium carbide, an abrasive. Niobium is a by-product of tin extraction. It is a refractory metal that closely resembles tantalum and occurs with it in tantalite. It is a dense metal with a specific gravity of 8.57 and melting point of 4474°F (2468°C), but burns when heated in air. So unless you work in a vacumme or an inert atmosphere you don't heat Niobium. It is very ductile when pure but impurities rapidly reduce the ductility. One of the interesting properties of Nb (I think) is that it is the only metal that flesh will attach itself to or is non-reactive to flesh. Inserts and screws for repairing bones and such are plated with it and I understand that it is used in jewlery in body piercings. There is more on chemical reactivity in Materials Handbook, Brady and Clauser, McGraw-Hill. |
| - guru <guru at anvilfire.com> - Wednesday, 04/18/01 20:11:12 GMT |
|
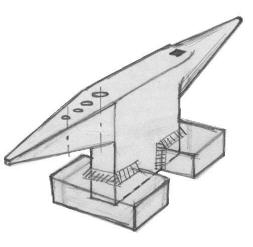
I saw pix of the Uri Hoffi anvil in one of your news bulletins. It had a very narrow face and what looked like a very slender forging table that was just asking to be snapped off by a misplaced hammer blow. What are the advantages of his design? Adam |
| adam <adam at whiteson.org> - Wednesday, 04/18/01 19:46:30 GMT |
|
URi Hoffi Anvil: Adam, This anvil is quite strong. There is also a drawing of it under making a fabricated anvil on our 21st Century page. The hoffi anvil is cast steel but the design could be easily fabricated as shown.
|
| - guru <guru at anvilfire.com> - Wednesday, 04/18/01 20:32:45 GMT |
|
Hi Jock, It's been a wile,so I thought I'd drop a line and say howdy. And I have a question, as long as I'm here. The old REO speed hammer has finaly given up the ghost, and I've decided to build an air hammer. But I can't find a place to buy the valves and controls. Where's a good on-line scorce for such. And is there someone who wouldn't mind answering some questions on pnumatics for me? Thanks Guy Sabrie |
| Guy <mgsabrie at journey.com> - Wednesday, 04/18/01 22:10:33 GMT |
|
Air Hammer Parts: Guy, I have a list of parts to order from McMaster-Carr but have not had the budget for it. . :( They list all the parts but McMaster-Carr is infamous for not giving ALL the details or stating specific brands. They stock everything industrial but are sometimes frustrating to order from due to lack of those specifics. SO, I have been lothe to publish the list. There is a link on our links page. Take/send photos of the monster before scraping it! One of my spring projects is to build an air hammer from junk cylinders and parts I've been collecting. However, the valves need to be new. THE plan was to build, then publish the specifics on ordering parts. |
| - guru <guru at anvilfire.com> - Wednesday, 04/18/01 22:53:17 GMT |
|
I seem to recall that at some point there were intaglio plates that had been etched, inked, wiped and then varnished for sale on this website. This was approximately around december. Do you know the method that was used to prepare these plates ( ie drying time for the ink, what type of varnish to use, if I should print an image first and then leave the ink, etc.) and if so could you tell me the method used? |
| Aaron <Ransom13 at yahoo.com> - Thursday, 04/19/01 03:11:43 GMT |
|
Niobium (more): Kathleen, Besides the above, try this link. http://members.aol.com/T2945/page1.html TITANIUM AND NIOBIUM: These metals start out silver-grey in color. They produce an exquisite range of colors when heated (torch) or anodized (electrolytic bath). This process DOES NOT INVOLVE THE USE OF PAINTS, DYES, ETC. Ti and Nb colors are true metallic colors, and are unequaled by paint, dye, etc. Whether making items for yourself, gifts, or shows, your items will be unique. The colors are produced by "Optical Interference". Heat or Anodizing creates varying thicknesses of oxide on the metal's surface. As light passes through these oxide layers, it is reflected and/or absorbed, producing permanent, no-fade color, much the same way in which butterfly wings display color. You are contouring light as well as metal. |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 03:25:54 GMT |
|
Intaglio Plates for Sale: Aaron, I don't recall seeing them. It may have been someone who posted on the V.Hammer-In. I don't follow what goes on there closely as I have other people do it for me. . . You might check the archives. |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 03:28:56 GMT |
|
Did I say I NEEDED that 1000 lb. Chambersburg? My mistake, must have been a typo. If I just move the 50 lb. Little Giant to the left a little....the air hammer to the right.... |
| Tim Cisneros <blacksmith at theforgeworks.com> - Thursday, 04/19/01 03:55:10 GMT |
|
hydraulics-- just got a 163-page jam-packed catalog from an outfit name of Surplus Center, with a humongous array of hydraulic stuff: valves, pistons, how-to books and tons of other goodies, some `used, some surplus, some brand new. Know nothing about them otherwise. Unsee a web address, but 24-hour phone is 1-800-488-3407/toll free fax 877-474-5198; address 1015 West "O" Street P.O. Box 82209 Lincoln, Nebraska 68501-2209 |
| Cracked Anvil <cracked at anvilfire.com> - Thursday, 04/19/01 04:44:12 GMT |
|
Hammer Space: Tim, That 1000# Chambersburg only needs about 3-4 times the width that the 50# LG takes. That's a good deal space wise for 200 times the power!!! Josh runs that 500# "Little Red Hammer" on the Power hammer Page on a 15HP air compressor with a HUGE reciever. The same setup has been used to test the 750# Bement and would probably run it just fine in short bursts. Hmmmmm he's got a 2000# Bement hiding in the bushes. . . For die forging 6" diameter medalions from 12" plate where it only takes a couple blows per part a 1000# hammer would probably work fine on a relatively small air compressor. Clean torch or plasma cut blanks could be turned into ichanthus leaves in a couple blows too. . . Than I have this anvil making project. . . :) |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 04:52:53 GMT |
|
Hello guru! After finishing my first wootz steel blades i asked myself if it is necessary to harden this material as most of the carbides are bond into the matrix-like structure of the carbide layers and won't be dissolved in the crystalline structure of the steel. Another problem i discovered is that after edge quenching the blades it was quiet difficult (but not impossible) to make the damascene designs visible in the hardened portion of the blade. I work with ferric chloride as an etchant. Is hardening of this material necessary and do you know a better etchant than FeCl3 for it? A remark about another question i read here. If you want to pass a real apprenticeship, maybe it could be useful to contact a german blacksmiths. Apprenticeships are normal over here and apprentices even get paid for working and learning. I think that this possibility is only suited for people who speak german, but who knows. Achim |
| Achim Wirtz <achim.wirtz.wuerselen at mail.aachen.de> - Thursday, 04/19/01 11:41:32 GMT |
|
Surplus Center: Cracked, that's a good place. I buy stuff from them occasionally and have always been satisfied. But their hydraulic/pneumatic stuff is pricey. You'll want to check your local hydraulic/pneumatic supplier or even farm supply before buying. In most cases you can get new cylinders that are industry interchangable for less money. In fact, I've never found Surplus centers cylinders, motors, pumps or valves to be priced under what I could buy them for locally. And many of the surplus you can't get parts for anymore. They also typically have the basic formulas in their catalog to help with design. I have not gotten any new catalogs from them in a while though. About a year ago I posted that they had some acme screws and nuts that could be used to replace old worn post vise screws. $8.99 if I remember correctly. No idea if they still have them. That's what I know about them. Vibration between slabs: Pete, if you are cutting and pouring a new slab for the machine, there is fiber based expansion joint material available from your concrete guy. It's like the older brown fibrous house sheathing. It does break down over time, but everything does. Or two layers of 1/8" hard masonite works too. The new pour will shrink enough to leave a small gap between the two layers. Use urethane construction caulk, (sikaflex) to caulk over the top of the joint to keep floor crud from getting in. None of this will stop all vibration transfer like Bruce said. |
| Tony <tca_b at mmmmilwpc.com> - Thursday, 04/19/01 12:07:01 GMT |
|
Guru, Where can I find the procedure to making a split cross? Thanks TC |
| Tim Cisneros <blacksmith at theforgeworks.com> - Thursday, 04/19/01 13:01:05 GMT |
|
Cross: Tim, We have two split cross demos on the iForge page. Both use the same basic procedure. #56 Cristoff Fredrick's Cross by Bill Epps #79 Celtic Cross by Glenn Connor |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 14:05:26 GMT |
|
tony-- yup, there it is on p. 16, item 1-1746, new 1 by 10 1/2-inch 5 thread to the inch acme screw mit der nut, 5/16 crosshole, 1/4-20 tapped on the other end, for $8.95 |
| Cracked Anvil <cracked at anvilfire.com> - Thursday, 04/19/01 14:34:39 GMT |
|
Tony & Pete: I don�t see the significance in separate the new hammer foundation from the slab unless vibration is a major concern. The problem with using something thick like expansion joint material in a hammer foundation is it will break down over time. Once it breaks down it will leave gaps and essentially make the foundation floating. If I were to use anything at all it would be one thin sheet of felt paper between the old slab and new foundation. The felt paper will stop the new foundation concrete from joining to the shop floor. Its only purpose would be to sever as an aid in helping to control cracks from forming in the existing floor when and if the hammer foundation moves. Expansion joints are used in floors to primarily control cracks. But, in my option thick expansion material is not a good choice in a hammer foundation. When we poured a new foundation for our Bradley we didn�t use anything to separate the old slab from the new foundation. We built the foundation big enough to assure that it will never move. It�s easier and cheaper to do it right the first time. It gets real expensive fixing mistakes. Our Bradley has been in service for years and it gets used harder then I�d like to admit with no problems. However, it does occasionally shake tools off a worktable across the shop. We will be pouring a new floor in a shop addition we have been working. Our new floor will have a massive 2-1/2� to 3� thick steel reinforced concrete pad set up as a temporary test area to run hammers on. We might separate the test slab from the rest of the floor using felt paper as a means of control cracks in the rest of the floor. But, then again we might not because I don�t see it�s really necessary. The only way to stop vibrations from transmitting to the rest of the shop is to build a foundation like the one stated above in a previous post. |
| Bruce R. Wallace <WalmetaLwk at aol.com> - Thursday, 04/19/01 15:36:23 GMT |
|
Wootz or Laminated Steel? Achim, Are you talking about crucible decarburized wootz or forge welded laminated steel? Laminated steels need heat treating and you usualy treat for the highest carbon or highest hardening alloy. Grandpa may know about Wootz. |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 19:37:06 GMT |
|
Vibration: Bruce's shop sets on bedrock. When the hammer shakes the shop it is shaking the ground (rock) under the shop! The only way to prevent this is with an isolated mass foundation. |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 20:18:34 GMT |
|
Mr. Guru: I'm a student who is doing his thesis about improvements for the local artisan brick industry at Cochabamba-Bolivia, I've seen your web page, my question is about designs of air forced and venturi kilns, I need what are the raw materials for making these, like types of materials (e.g, what kind of iron), dimensions for every piece including blowers; and, if it's possible, their process line. I will be glad if you help me, with best regards, Joel. |
| Joel Cruz <yojoel100 at hotmail.com> - Thursday, 04/19/01 20:52:04 GMT |
|
hi i wish to buil a gas forge with 4 blower type burners so would a cyinder with a 18inch diameter and 28 inches long be to large? |
| mike chartrand <mikewitchboy at aol.com> - Thursday, 04/19/01 23:11:59 GMT |
|
Kiln burner: Joel, answered your mail. |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 23:45:10 GMT |
|
Forge capacity: Mike, You only need ONE blower type burner for most furnaces including those much larger than you are building. Fuel/air distribution can be through a manifold. Matter of fact it is hard to balance the burners when you have multiple blowers. |
| - guru <guru at anvilfire.com> - Thursday, 04/19/01 23:50:02 GMT |
|
Good Day from the west coast. I'm 34 and started smithing about 1 1/2 yrs ago. Mainly do braided metal work and forged knives. I'm tring to find out how to color anodize aluminum wire to add some color to my projects. I'm electricly anodizing titainium but it's costing me to much. If you can bless me with this information it would be greatly appreciated. thank you vary much. rob.. |
| Robert Summers <RSUMFM777 at aol.com> - Friday, 04/20/01 01:41:25 GMT |
|
Guru Hi Iam trying to turn down a old bearing race on a lathe to make a seal driver would it help to heat the race up before hand to take the hardness out and make machineing more easy or do you have any ideas thanks! |
| Jason Jones <BobbieandJason at aol.com> - Friday, 04/20/01 02:49:18 GMT |
|
Gracious Guru, |
| coyote <Elmaii at aol.com> - Friday, 04/20/01 04:00:09 GMT |
|
Gracious Guru, May I have another try? Please let the lads know that Edward R. Hamilton, Falls Village, CT.06031-5000, has the following books on sale. The Art Of Blacksmithing" by Bealer at $ 9.95 Decorative and Sculptural Ironwork"by Meilach at $ 26.21 The Blacksmith by Watson at $ 11.16 These are pretty good prices and a cheap way to learn a lot. You Can review his listings at EdwardRHamilton.com too. Thank you kind sir, for the best site on the web! |
| Coyote <Elmaii at aol.com> - Friday, 04/20/01 04:11:13 GMT |
|
Anodized Aluminium: Rob, Aluminium anodizing is different than coloring Ti or Nb. Aluminum is colored with dyes in a lacquer base. |
| - guru <guru at anvilfire.com> - Friday, 04/20/01 04:17:14 GMT |
|
Machining Bearing Race: Jason, forget it, its not worth it. Because of the high carbon you would need to heat it and then cool it VERY slowly. So slowly that it takes a temperature controled furnace. Find something else to make your driver our of. I could almost always find a socket in my socket wrench sets that would fit. . . |
| - guru <guru at anvilfire.com> - Friday, 04/20/01 04:19:47 GMT |
|
Achim: The majority of historic "wootz" blades have a pearlitic matrix rather than martensite. The traditional etchant was a naturally occuring material called "Zag". You might try ferric sulfide or ferric sulfate instead of ferric chloride as an etchant. All the crystal forms of steel etch differently in any given etchant, so no matter which you use, the hardened edge will etch differently the the unhardened part of the blade. |
| grandpa <darylmeier at aol.com> - Friday, 04/20/01 04:29:34 GMT |
|
I'm currently making a 6' diameter globe (of the world) for a client and need to bend 3003-0 0.063" thick aluminum continents to said 6' diameter. I've done OK on the smaller ones (Australia and Antartica) but the sizes of the rest have resulted in the the English wheel I'm using putting bends that curl around the longest dimensions. (35"x45") I've tried to cut the material to a rough circle before 'wheeling' it but it still curls one way or the next no matter which way I wheel it. I'm new the the wheel and would appreciate any advice or resources that would help. Also this project is due for delivery by the end of next week so HElllllllLP!!! Thanks att |
| Matt Binns <mbinns at interaccess.com> - Friday, 04/20/01 04:37:54 GMT |
|
Need method of "rusting" mild steel quickley and uniformaly. Thanks Gary |
| Gary Wolf <Gnjwolf at aol.com> - Friday, 04/20/01 04:41:25 GMT |
|
English Wheel: Matt, we have only one contact that I know of for the wheel but I do not have a way of contacting HIM. The following is from someone with NO experiance with the wheel. Is it possible that your wheel has two much arc to it? You may also be working too fast (too much pressure) and need to sneak up on the curvature. . . maybe both? There are a number of custom car body sites that have English wheel information. They may be able to put you in touch with someone that KNOWS. |
| - guru <guru at anvilfire.com> - Friday, 04/20/01 05:22:14 GMT |
|
Quick Rust: Gary, Chlorox bleach does it REAL fast. Uniformity is directly proportional to surface uniformity. Uniformity of texture, temper, chemical composition and cleanliness. Varying temper and and chemical composition come from forging and welding. Without uniformity of the metal no chemical finish will be uniform. |
| - guru <guru at anvilfire.com> - Friday, 04/20/01 05:26:10 GMT |
|
Hello guru! No, i am not talking about classic pattern welded steel, but crucible melted wootz. I have made pattern welded steel for several years now and know the heat treating of it very well. I am experimenting with wootz since some months now, together with a friend who's a foundry engineer at a nearby university. What we've got so far is, if we believe the results of the metallurgic research at the university, exactly what you described as the material of the old wootz blades. It's a pearlitic matrix with carbide layering (or network) in it. I also knew of zag (or zamk, which is another name for the same stuff) before. It is a naturally occuring mix of ferric sulfide and ferric sulfate. I thought that there might be someone who knows another chemical or process i may use for etching it. Besides ferric chloride and sulfide we tried vinegar, alaun solution (hot and cold), sulfuric acid, onion juice, hydrochloric acid and nitric acid so far. Again, it would be great to hear about the heat treating (hardening) procedures others tried on this stuff, too. Achim |
| Achim Wirtz <achim.wirtz.wuerselen at mail.aachen.de> - Friday, 04/20/01 08:50:30 GMT |
|
hi trere i have always used a com welding flux thought i would try common borax straight from the package it seemed to scim coat the hot iron and the weld did not stick the item was at a proper welding heat what gives thanks ray |
| ray tilton <raynlen at megalink.net> - Friday, 04/20/01 10:57:50 GMT |
|
Ray, Are you sure it was plain borax? They sell borax soaps too, like Boraxo, that would mess up a weld. 20 Mule Team Borax is the stuff to use & it works fine for me right out of the box, the H2O vaporizes REALLY quick on red hot steel. Gary, another method of rusting steel I found out about recently is using 20 solution(not sure if that's the right term, something like % but not really) hydrogen peroxide, sold in hair salon supply places for perms & such. Cut the stuff in half with water & apply, supposed to work really good. Guru, A full time smith who hosted a hammer in last weekend told us about a clear laquer from PPG that has all the UV protectants used on car finishes. He has been using it with good results for outdoor ironwork. He applies it cut in half with laquer thinner. Just thought I'd pass this on. |
| Mike Roth <mcroth at adelphia.net> - Friday, 04/20/01 14:30:45 GMT |
|
Jock, On page 53 of "Werk und Werk...." Quote, "In splitting hot iron, the art-blacksmith opens the door upon undreamed-of possibilities for form." A few questions, first when i split through from one side I end up with a sharp edge on the bottom of the cut. Should I turn the piece over and cut from the other side and if so, what is the best way to cut exactly over the bottom cut. With your keen eye you probably just flip the work over drive on, but what would help the less fortunate among us. Also, how do you get at the slit off piece to work on it. Do you bend the main stock out of the way or use special hardy hole tools. also, What is the angle on the hot cutting tool edge, very acute or wide like a cold chisel. And lastly, do you have any helpful hint on raising ears on animal heads? Thanks, Larry |
| Larry Sundstrom - Friday, 04/20/01 14:34:59 GMT |
|
Larry, Hot cutting/splitting is done with a fairly thin bladed tool. You can make a hardie mounted tool for this or you can make a handled splitter. I use handled tools as they are easier for me to use. Also splitting is done the same as hot punching. I go about 1/2 thru the object then flip it over and finish the cut. It is easiest if while the metal is cold you layout the cut on both sides. make the start and stop of the cut with a center punch, this way it will eliminate the guess work. As to working the ends after being split.... you can bend the stock out of the way, or you can do as you said use various hardie tools and jigs..... It really depends on what it is you are doing. At least that is how I do it..... |
| Ralph <ralphd at jps.net> - Friday, 04/20/01 15:03:13 GMT |
|
joel-- "kilns design, construction, and operation," by daniel rhodes, chilton, 1968, 234 pp., is comprehensive, has detailed diagrams of various types of kilns and oil and gas burners, venturis, etc. bibliofind lists several copies available. |
| Cracked Anvil <cracked at anvilfire.com> - Friday, 04/20/01 15:17:59 GMT |
|
I am seeking information on the use of charcoal. Never used it before and would like to know things like how deep a fire I would need, best fire pot design/material, tricks on how to use charcoal efficiently, what to expect from it: heat, clinker, fuel consumption etc. And any other useful information I can gleen. Much thanks Matt Taimuty |
| Matt Taimuty <matt at fairhillforge.com> - Friday, 04/20/01 15:22:25 GMT |
|
Borax: Ray, be sure you have BORAX not BORAXO which is a detergent soap product made by the same folks. See the article on our 21st Century page. When raw hydrated borax is applied it does not immediately stick. As the water cooks off the borax does a little dance on the surface until enough water is gone and then what is left flows onto the surface. On some joints it may take several applications. To avoid this step some folks purchase anhydrous borax or cook their own and grind it. Another way to apply the borax is to dip a heated rod into the borax, let it melt onto the rod and then apply it in the fire by letting it drip off the rod. If you use a pointed bar with a bend you can also use it to test the surface. When the hot fluxed rod sticks to the surface the work is ready to weld. If the work is heated too fast or overheated the borax can be boiled off. When right the surface should have a melted butter look. If it looks dry then the borax has been boiled off. |
| - guru <guru at anvilfire.com> - Friday, 04/20/01 15:47:59 GMT |
|
Hot Splitting: Larry, Ralph covered it pretty well. On critical work I take a cold chisle and mark the work. This is mostly to make a starter cut so the hot chisel doesn't move while cutting. Cutting from both sides avoids the mess on the "back side". Yes, I generaly just "eye-ball" the location. After many years of drawing, layout and measuring you can hit the "center" of a bar within 1% or 2% and specific distances (fractions of an inch) to +/-.010". However, the biggest problem most folks have is that they can't judge a right angle within 20-30°!! Watch someone drilling a hole or lining up a punch. . . The shape of a hot cut depends on the steel it is made of. Modern high alloy hot work steels alow a very thin blade. The French made hot cut I have that I bought from the Kaynes is only about 1/8" thick and tapers to less with a 60° included angle point. Those made of carbon steel are thinner than a cold chisel but not nearly as thin as a hot work steel cutter. |
| - guru <guru at anvilfire.com> - Friday, 04/20/01 16:07:59 GMT |
|
Charcoal: Matt, charcoal takes about two to three times the fire depth of bituminous coal for average work. There are no clinkers, just white ash like in a charcoal grill. Due to its low density you use quite a lot more charcoal by volume. It tends to keep burning more than does coal so you need to rake open the fire and actually put it OUT. The old side blast forges work a little better with charcoal but it will work in standard bottom blown forges. Mostly you will just need to use it to learn the differences. |
| - guru <guru at anvilfire.com> - Friday, 04/20/01 16:13:27 GMT |
|
Jock, What happens to the hardness/temper of a air hardened hot cutter when it gets hot during the cut. does it need to be quenched? Is the part of the tool you hit with the hammer also air hardened. Another thing, one of the guys said he didn't temper tools meant for hot work since they would self temper during application. (I assume he didn't harden the hit apon end, just the cutting end.) Do you agree that they don't need tempering? Thanks, Larry |
| Larry Sundstrom - Friday, 04/20/01 21:46:14 GMT |
|
Guru and Matt, I just finished 8 hours at the charcoal forge. Vacation today to forge a mothers day project. That's what I use. Lump hardwood charcoal. I bust it up so it's about 3/4" size. In 8 hours of fairly hard work, and the blower on all the time, I used about 20 pounds. My forge is homemade with bottom blast. Tuyere is 4 inch round mild steel plate with many 5/16" holes. I stack big firebrick around the tuyere to get a bed depth of 8 inches or so. The firebrick work well for me to control fire size. I don't wet the fire. I usually heat the stock about 4 to 6 inches above the tuyere. I think a deeper conventional fire pot would be a plus. I DO get glassy "clinker". Not much, but I did have to clean off the tuyere after about 6 hours. The blast starts to wander sideways when I get the clinker. The biggest pain is busting the charcoal lumps up before use. I keep some of the really big slab lumps to build a "roof" in the fire when I want to weld. The charcoal does not "pack". It's a very loose fire. I do have to use that coal I got from Centaur one of these days. Just to see what the difference is. I've not yet tried the petroleum coke that I talked about getting a while back either. Weather has been so crummy, I have not gotten it yet. Wind was from the wrong direction today. I've got a bunch of flyash in my eyes from the charcoal. That's what I know about lump hardwood charcoal forging. Your mileage may vary.... |
| Tony <tca_b at mmmmilwpc.com> - Friday, 04/20/01 23:54:33 GMT |
|
Hot Cutter: Larry, Air hardening steel is AIR hardening. If you quench it in water there is a good chance it will shatter. Pull it out of the work and let cool then go back to it. Air quench steels are also dang tough at a low red heat. Many are tempered at 1,300°+F. In deep punching and cutting a lubricant is often applied to the cutter. As the lubricant burns off it cools the tool. Powdered coal does the same thing sprinkled in a deep hole. It also helps keep the punch from sticking. The problem with many punching jobs is that you need HELP or POWER. To keep the tool from overheating and hanging up in the work you need to work fast. That requires a striker or a power hammer. Working alone by hand often doesn't cut it and is the reason many folks have a lot of punching problems. IF you harden you should temper. The middle of the tool may never get hot enough. Most of the time when tools are made this way the struck end is not hardened. Often it is not even heated, just dressed cold with a grinder. Always read the specs for the steel you are using and try to follow the heat treating instructions as close as you can. The results will be longer lasting tools. |
| - guru <guru at anvilfire.com> - Saturday, 04/21/01 00:20:36 GMT |
|
Jock, Final question on splitting tools. I have plenty of six sided stock that came out of a jail. I erroreously thought it would make great tools but it turned out to be case hardened mild steel. I have some old leaf springs and mig welded a blade from it to one of these jail house bars slpit about 3/4 of an inch up one end. It seems to work very well, hardened and tempered to dark brown/blue (roughly speaking more or less) Here's my question: Using the jail bars as the long part of a cutting tool would you make the blade (cutting end) out of the leaf spring, air hardened steel or some other purchasable steel? Hope you don't think I'm harping on this but I am in a tooling up mode and wish to make some matching hot tools using the jail bar stock as the long section of the tool. Also, would mig welding the cutting end onto the striking end effect the hardening properties of the edge? Thanks as always for your patience and thoughtful answers. Larry |
| Larry Sundstrom - Saturday, 04/21/01 13:14:40 GMT |
|
Two Piece Tools: Larry, Sometimes arc welding these steels works, sometimes it doesn't. When arc welding medium and high carbon steels there is all kinds considerations to make. The biggest problem is the brittle zone that forms next to the weld. You have heated the metal to well beyond the transition temperature and then let is cool at a quenching rate. This is known as self quenching when the metal is cold or cool enough to "quench" the heated zone. Cracking often starts from this. Preventing this problem requires pre and post heats. The best thing to do is to heat to a forging temperature and forge the joint then gently cool (normalize) and heat treat as you would the higher carbon steel. There are special rods for welding high carbon and alloy steels. They usualy contain manganese but some have carbon in the coating to produce a higher carbon steel than plain rods. For high chrome or nickle alloy steels stainless rods work well. They also work well for combining dissimilar steels but then add a third material. The method of inserting a hardenable edge into soft iron was used when tool steel was rare and extreamly expensive. Today tool steels are cheap enough that tools are made of one piece. If you go to the flea market and purchase large old tools to recycle for the steel you can get real tool steel for pennies on the dollar. Besides leaf springs automotive sway bars, old torsion bars or axels are nice diameter steel bars that can be made into one-piece tools. I've had both good luck and bad luck with your process. Think about what is going on in that joint. Make a few tools this way and use them hard before spending a LOT of time making many. Also consider that every piece of "scrap" steel you use is different and will react differently to welding and heat treatment. |
| - guru <guru at anvilfire.com> - Saturday, 04/21/01 14:15:24 GMT |
|
Thanks for the excellent advice. Larry |
| Larry Sundstrom - Saturday, 04/21/01 14:56:25 GMT |
|
I have made a bunch of tools this way, using soft steel with and edge made of spring steel or H13. I use plain old 6011 arc welding rod. After welding, I forge work the tool and then cool it slowly. This gives the hydrogen a chance to disolve out of the weld. So far I have not had a problem. Apart from economy, there are advantages to having the tool body be soft steel. |
| adam <adam at whiteson.org> - Saturday, 04/21/01 17:21:11 GMT |
|
Hi. I am interested in working with copper for decorative or furniture applications. I have access to welding, torches, sheet metal tools and the like. But I need some basic information on how to cut, join and work with sheet and tube copper. Thanks for your help |
| dionne <dmb at sanctum.com> - Saturday, 04/21/01 19:14:05 GMT |
|
Copper: Dionne, Copper is one of the easiest of metals to work with. It is very ductile and takes numerous chemical colorings. There are several ways to join copper, all very similar. It can be soft soldered (lead, tin), silver (hard) soldered (silver, copper) or brazed using brass rod (copper, zinc). The difference is that with each step above the temperature required goes UP as does the strength of the joint. There is also the color of the joint to consider. Soft solder starts out silver colored and turns dark grey or black over time. Silver solder can match copper and brass fairly close in color (depending on the alloy) but it does not oxidize as rapidly as the copper so eventualy you have a bright area in the joint (unless the copper is sealed). Brazing is yellow and also does not oxidize as rapidly as the copper. If you are going to use an oxy-fuel torch for any of the above you should take a gas welding course before touching any of the equipment. Joints can be folded and soldered or not. Flanges can also be formed and soldered or brazed. Copper can also be riveted using copper or brass rivets. Copper is best cut with snips or by punching of shearing. It can also be sawed or laser cut. Copper is the easiest of metals (next to silver or gold) to form by raising. There are steps for raising in the Dona Meilach book, Decorative and Sculptural Ironwork (see our book reviews). There is also steps for raising in two of our armor articles in the anvilfire Armoury. The difference being that copper is worked cold and annealed occasionaly. The techniques used depends on the type of work. Much early copper work is the same as tinsmithing and uses flat stock that is bent and folded. The other class where a lot of raising, forming and shaping is done is the same as silversmithing and these techniques are also applied to making armor. Both of these are specialties unto themselves. A few of the tools overlap but few of the techniques. THEN there is an all new techniqe called "form folding" invented Charles Newton Brain. In this process sheet is folded and creased in varying patterns producing shrunk areas that cause the surrounding sheet to take a shape. It is probably the only truely NEW basic metalforming technique developed in millennia. Copper can also be forged like steel. Forging can be done hot or cold, by hand or using machinery. Centaur Forge and Norm Larson has detail books on these subjects. |
| - guru <guru at anvilfire.com> - Saturday, 04/21/01 21:14:36 GMT |
|
More about Copper: If you handle copper a lot you need to wear gloves and treat it like you would handling lead. The body easily absorbs copper and like all heavy metals IT IS a poison. When grinding buffing or polishing you should wear a close fitting resirator. If you taste that "copper penny" taste then you are ingesting copper. Copper can be formed into metal or wooden molds OR by repose' using a pitch backing (tar, wax, sand). Incredibly fine detail can be produced in repose'. Molds are used when multiple copies need to be made. We have a great variety of copper sheet, bar , foil and rod in our On-line metals store. |
| - guru <guru at anvilfire.com> - Saturday, 04/21/01 21:54:12 GMT |
|
Guru, does that mean that the people that buy copper arthritis bracelets are actually giving themselves small doses of poison? I assume it is such a tiny amount that it will not actually affect their health to any great degree. Right? |
| Stormcrow <No Nigerian spam for me, please.> - Sunday, 04/22/01 03:22:30 GMT |
|
Copper: Stormcrow, Copper oxidizes very quickly forming a protective coating. A small piece is not too much problem UNLESS you are chemicaly sensitive or have already been exposed to other metals such as lead that are cumulative. Copper pipes quickly produce a protective coating in most cases. However, under certain circumstances disolved copper from piping has been classified as a contaminant. When you are working copper you are constantly removing that oxide coating or exposing new surface. You are also dealing with larger surfaces than a piece of jewelery. The same applies when working brass or bronze. The biggest problem is from grinding, fileing, buffing of polishing. But producing vessles by raising also produces copper dust with every hammer blow and stretching the metal produces new surface. There are all kinds of ways to become over exposed to metals you are working. Most of us never have a problem. However, others have different sensitivities to metals and different work habbits. As I said before. If you can taste it you are probably doing something wrong. Think about what you are doing and there is much less likelyhood of trouble. |
| - guru <guru at anvilfire.com> - Sunday, 04/22/01 07:16:26 GMT |
|
Hello Guru, Iwould like to know if a common household cleaner{the WORKS, phosphoric acid} can be concentrated to use for cleaning steel. I make clayton knots and the like and these need to be cleaned well.Possibly you may know of something better to use. The phosphoric acid works well but it needs to be more concentrated,any information you could send my way would be greatly appreciated THANKS, DICK |
| Dick <dickmoeller at bright.net> - Sunday, 04/22/01 10:45:07 GMT |
|
Phosphoric acid: Dick, There is a commercial product called "Ospho" that converts red oxide (rust) into a black colored compound and also etches the surface. It does not remove scale. Ospho is used as a paint preprep and is avialable from paint suppliers. You brush it on, let is do its job then paint over it (supposedly). I'm not crazy about it as a paint preprep. Stronger acid is used to strip scale from steel. These are called pickling compounds. The problem with these is the acidic waste you are left with and its disposal. Enrust a different product comparing to Ospho. |
| - guru <guru at anvilfire.com> - Sunday, 04/22/01 15:48:42 GMT |
|
Guru, thanks so much for your prompt response ,I will look into pickling maybe I can find a business to do that at a reasonable price. Again thanks and keep up your valuable information site. Dick |
| Dick <dickmoeller at bright.net> - Sunday, 04/22/01 17:07:35 GMT |
|
Good Guru, yet another "whats this anvil ? for you... I rescued this anvil from becoming a floating dock weight (nope not a harbour freight one (grin)) by paying $1 a lb for it and promising to make up a couple of heavy duty mooring cleats.. the markings are as follows the first two lines(words) are to faint and paint filled (did I mention the 1/4" of paint on every surface) to read but the rest reads SHEFFIELD WARRENT (Y)? (what looks like the picture of a mouse) HOLE PATENT 1-1-11 on the front right foot (horn pointing to right) are stamped 14517 the wieght works out to 151 lbs (it actually wieghs 153) I am wondering is this a "mouse hole" and if so does the # give me a way to find out the date of manufacture? P.S. Ihave noticed the recipe for super quench posted a couple of times I assume that the messurements are in U.S gallons as appossed to imperial gallons ? Thanks Mark |
| Mark Parkinson <mparkinson2 at home.com> - Sunday, 04/22/01 21:25:30 GMT |
|
|
|
|