Casting and Patterns: Aussie Newbie,
One reason I suggested making resin copies using plaster is to gain mold making experience.
There are several ways a loose pattern is parted. One is by embedding and loosely building up sand around the pattern. This supports the pattern and is removed and replaced with properly rammed up sand after the first half of the mold is made. Shallow parts are often rammed into sand that has already been rammed and smoothed but this is difficult on large parts and can result in breaking a pattern. THIS is the art of the mold maker or "sand crab".
The second method is to use a follower plate. This is a carved wood or plaster cast of half the mold that supports the pattern while the first half of the mold is made. The advantage of a follower board is that it is fast and accurate, you only make it once AND it can include alignment buttons and gating.
The plaster follower plate is made by bedding the pattern in plasticine clay in a mold box. See iForge demo #98 Molds I. Then making a plaster half-mold. A sand mold is made for the other half, then the plaster removed and the second half of the sand mold is made.
The third method is a boarded pattern. You make a split pattern (wood, metal or plastic) OR spit a resin pattern and glue each half to a heavy plywood board (1") or a metal plate (usually 3/4" aluminium). The two halves are aligned using long dowel pins. The board or match plate has alignment pins to align the two halves of the cast when making the mold. They board also includes alignment buttons gating and risering.
While you may not want to make your metal castings in plaster molds you should learn how to make plaster molds because it is still part of the sand casting process in many cases. You can also use the same techniques to make multi-part investment (throw away) molds from a permanent pattern. Lost wax is NOT the only method using plaster molds to cast metal.
My first task when I plan to do any new casting is to find my plasticine clay and purchase a new bag of plaster of Paris. Second task is to dig out my mold boxes to see if they fit the job (never do) and make new mold boxes for the job.
Working from old pieces (as I mentioned earlier) often means making molds (plaster, rubber or resin). Casting the part and reworking its details. THEN making follower plates and casks. All this prior to working with metal.
Note that while there are some WONDERFUL rubber and resin molding compounds they are fairly expensive. Plaster or Paris or "molding plaster" is cheap and easy to learn to use. It is an important pattern and mold maker's tool.
|
|
- guru
- Monday, 03/24/08 23:45:35 EST
|
wow...thanks a million, very informative hence the "guru" title i spose hehe. Once again thankyou very much
|
|
AussieNewbie
- Monday, 03/24/08 23:59:07 EST
|
LG lubrication, I'm getting some conflicting information on the pitman. Oil vs. Grease. Is it possible that at a certain point in manufacturing there was a switch to putting a grease port on the part? My machine is a 1947 and its got a 1/2" opening on the bottom of the pitman that is threaded, though clogged and somewhat sheared at this point.
|
|
andy
- Tuesday, 03/25/08 00:28:26 EST
|
Andy, On the late models where they turned the pitman upside down it may need grease. Prior to that they were all oiled but many users may have greased them. I had one that had a large grease cup on it.
All the early pitmans were solid bronze and I believe the late models were the same. To repair these the bearing caps are machined down and then the assembly bored to the correct fit. If run dry long enough the crank pin may need to be replaced. You will need to measure it with micrometers to see if it is still round.
|
|
- guru
- Tuesday, 03/25/08 03:37:03 EST
|
Watch a program on the Military channel on the British Lightening. Remarkable plane. Made predominately from wood. Probably the first shealthy aircraft due to a low radar profile. As I recall, fastest fighter of its time. Also mentioned Hilter making a comment along the lines his AF was being destroyed by 10,000 British piano makers.
|
|
Ken Scharabok
- Tuesday, 03/25/08 05:19:14 EST
|
You sure about the Lightning? Wasn't that the 1950's Mach II fighter? Maybe the de Haviland Mosquito? That was wood and outperformed its all metal counterparts . . .
|
|
Peter Hirst
- Tuesday, 03/25/08 08:52:16 EST
|
Ken:
I believe you might be thinking of the Mosquito (the “Mossy”) as the British plane. The Lightning (P-38) was a U.S. bird. We had a cousin who aced in one in the Pacific.
One of the other factors that made the Mosquito so fast was that, with the wooden lamellar construction, there were no rivets; hence no parasite drag.
Sorry, to much time spent as a model rocketeer in my misspent youth (NAR 6413) :-) All of my references are at home, so I could be wrong and there could be a British version...
|
|
Bruce Blackistone (Atli)
- Tuesday, 03/25/08 12:07:52 EST
|
Thanks for the information on the number and letter stamps. I've decided not to bid on them, but perhaps someone on the PM would be interested. They are at Boeing Surplus in Kent, WA, see https://active.boeing.com/assocproducts/surplus/ItemDetails.cfm?auctionID=1212&pageID=m43402
Anyone can bid after registering, but they have to be picked up at the Kent warehouse within 7 days. I just can't get there in that timeframe.
Good luck on bidding.
|
|
Bob Johnson
- Tuesday, 03/25/08 12:26:40 EST
|
hello all
|
|
gears
- Tuesday, 03/25/08 15:54:11 EST
|
I've been enjoying the sight for a couple of weeks now Thanks and greetings
|
|
gears
- Tuesday, 03/25/08 15:56:03 EST
|
Ken, To my knowledge the English lightning was a jet fighter of the fifties. All Metal. The Mosquito was often reffered to as the " English equivelent" of the Lightning. The Lockheed Lightning, the P-38 was a twin engined fighter that also had great sucess as a recon and bomber. Just like the Mossie. Both were radical departures from the then current fighter format, both had two "Wacking great V-12s" both were blistering fast for the time. Both had issues being accepted by the users and both had a learning curve for how to use.
But one was aluminum and one was molded wood.
|
|
ptree
- Tuesday, 03/25/08 17:16:48 EST
|
In response to Tim in Orygun's inquiry about the Cini lathe. Look in Lindsay Publications. They are a book seller in the Chicago area. They have a web site, but I don't have the link handy.
|
|
kris W
- Tuesday, 03/25/08 17:23:57 EST
|
I stand corrected. Thank you.
As far as technology advances, say in Iraq, do their 'reconstituted' Air Force need jet fighters where would something like the Mustang or Mosquito might well suit their needs of local defense. I thought the A-10 had been retired, but read something recently is it also being reborn with new capabilities. Perhaps it is time to start producing F-5s again for foreign export.
Just like blacksmithing, sometimes the 'old' technology works just fine.
|
|
Ken Scharabok
- Tuesday, 03/25/08 17:27:17 EST
|
Ken the A-10 was reappraised and a new airframe hour limit assigned. they are programed to something like 2028 now.
Mustang would be an only ornamental item now. The mossies are all on parade duty now as well.
Burt Rutan did a design for a low cost fighter some time back Google the Aires fighter.
|
|
ptree
- Tuesday, 03/25/08 18:48:10 EST
|
Moron grease and oil: Over the years as Jock mentioned many oil lubed parts have been converted to grease cups or zerks by Morons and the uninformed. These friction bearings need constant lube if not from a drip oiler, from someome with an oil can on a several times a day basis.
While some modern machinery uses grease for friction bearings, it is pumped through lines by a meetering pump. small squirts pumped frequently, grease does not stay on a friction bearing long.
When a bearing is showing metalic residue in the grease or oil, it is pretty likely that at least one of the surfaces is no longer smooth. It is imperitive that at least the harder of the 2 surfaces be smoothed, preferably machined/ground to restore a round/flat and streight surface, at least polished if other methods can't be achived.
|
|
- Dave Boyer
- Tuesday, 03/25/08 21:20:11 EST
|
Well it looks like the anvil fairy has paid a visit to my backyard. He barely made it through the gate and drop it.
I didn't even know it was there, my wife came out to the shop to check on me and said " what's your anvil doing in the yard?"
Anvil----anvil hey that's not mine. I helped it into a new home. mine. It is amazing how something like that will put a little spring in your step. After a few calls I found that the anvil was delivered by my brother-in-law sent by one of my younger brothers. It's a PW around 125-130lbs in pretty good shape.It spent three nights alone and cold just inside the back gate. I had just looked at one today that a guy was selling by the road. The plate had been welded on and the hardy had been drilled through 1" dia. around 100lbs for $200.00 I passed on it. It was a no name as far as I could tell. It appears that after you get your first anvil others start popping up everywhere. Kind of like when I was single, couldn't get a girl to notice, then after I got married then were everywhere, but it was too late for them. Anyway I'm happy tonight.
|
|
daveb
- Tuesday, 03/25/08 21:47:18 EST
|
Is it possible to create an oxy-propane torch without using pressurized pure oxygen? Could you force air in the torch with a spuarrl cage blower or somthing? I'm tring to figure a way to get steel really hot really fast.
|
|
- troy
- Tuesday, 03/25/08 22:44:03 EST
|
Girls and Anvils: A few smiths call their collection of anvils their harem. . . As far as I know they do not get jealous but too many MAY lead to divorce. Just keep reminding SWMBO that anvils are a good investment. Used ones only appreciate even after much use and are a good hedge against inflation. When you are too old and tired to lift a hammer they may be your retirement fund.
|
|
- guru
- Tuesday, 03/25/08 22:46:11 EST
|
Oxy-Propane: Troy, part of the definition of an oxy-propane torch is Oxygen, pure oxygen. They burn much hotter than air-propane torches and burners.
You many not be familiar with blower type propane burners. They DO burn a little hotter than naturally aspirated (venturi) burners. Blower burners use a small blower on a pipe and fuel injected into the air flow. See our plans page and the Simple Gas Burner
There is getting steel hot fast and VERY fast. The problem with using fire to get steel hot VERY fast as with an oxy-acetylene flame is that the surface will melt and burn before the middle heats up. All common air-fuel forge types heat steel at a reasonable rate that soaks the part before the surface is overheated too much. This includes coal, charcoal, coke, oil and propane fueled fires. Increasing the oxygen percentage in the air will lead to excessive burning (scaling) and possible melting before the interior is well heated.
Oxy-acetylene torches are good for welding because they produce a heat sufficient to melt a small puddle on a larger piece of steel in a controlled manner. While they CAN be used for general heating they must be constantly moved and the piece heated evenly to prevent burning.
SO, for forging, Earth's 20% oxygen is almost perfect for ironworking. There is a good reason that many religions important gods are smiths.
|
|
- guru
- Tuesday, 03/25/08 23:02:50 EST
|
Troy, look into the commercially available oxy-propane torches; you want a "rosebud" tip.
Trying to roll your own with pure O2 can be a very darwinian process what with the extreme high pressures and the very oxidizing oxygen gas----with pure O2 asphalt can be used as a rocket fuel, just think what it would do with more normally flamable materials.
Now a blown propane burner using regular air works quite well, both for a forge or for melting metals upto and including steel.
In a regular forge the hot outside cold inside can be a real problem. One of my steps when welding billets in a coal forge is to take the room temp billet, get the forge real hot and turn OFF the blower and insert the billet and go get a glass of water, use the facilities, etc to let the billet come up to fluxing temp with *NO* O2 being pushed in the fire. It can help a lot with folks who are too excitable to let their metal warm all the way through...
As far as *fast* goes you would want an induction heater that will heat your steel to forging temps in seconds!
Thomas
|
|
Thomas P
- Wednesday, 03/26/08 09:47:27 EST
|
Heating: When I use a hand held torch for heating larger pieces I set the work on a couple fire bricks with a couple behind to make a corner. The brick is heated so that the heat reflects onto the back of the work. A combination of swirling gases at the back and moving heat on the front does a fair job of heating equally.
When I do this, I am in effect making a partially enclosed gas forge. Often it encloses on several sides and the top as well. It is much more efficient than heating the part in air or setting on a steel bench. The benefit is that it will fit work that will not fit the forge.
When industrial welders do large pre and post heat treating they often use bricks and/or kaowool blanket to hold the heat. Heat is provided by torches, weed burners or electric coils. The whole looks make do but is normal practice and suited to the needs of the work.
For general heating I prefer an oxy-propane rose bud to an oxy-acetylene rose bud because the oxy-propane flame is not nearly so noisy (OA is like holding onto a rocket engine) and has a softer flame. For not quite so intensive heat a propane weed-burner can be used.
|
|
- guru
- Wednesday, 03/26/08 11:50:07 EST
|
A lot of the heat loss in a gas forge is through the exhaust. I'd guess more than half in a well insulated forge, though I don't know for sure. Something like 3/4 of the heat value in the exhaust is nitrogen. Substituting oxygen for air would eliminate the nitrogen and, in theory, increase efficiency significantly.
Of course, oxygen is expensive relative to propane (and *very* expensive relative to air); increasing efficiency is not the same thing as increasing economy. And designing a forge that didn't self destruct (or even that only destructed itself) would be no easy task.
So this is a theoretical idea, not a practical one. But if I had an unlimited supply of free oxygen . . .
|
|
Mike BR
- Wednesday, 03/26/08 17:46:28 EST
|
Mike BR & Troy - There has been an oxygen generator/consentrater supposedly designed for welding use, and a compressed air and fuel torch on eBay recently. I agree with the others that a venturi or blown air/propane flame will do You more good, as the higher temperatures of oxy fuel is more than You need in a forge. As Thomas points out, induction is the way to get steel hot all the way through FAST, but not cheap enough for most tinkerers.
|
|
- Dave Boyer
- Wednesday, 03/26/08 20:12:00 EST
|
Alternative Heat: If you have lots of cheap electricity say from a small hydro project or big solar array you can make hydrogen and oxygen. An air hydrogen flame is more likely a better temperature than Oxy-Hydrogen for metal work so the O2 can be saved for cutting.
For small out of the way uses the small air plasma rigs are a trick and will cut most light duty structurals such as used in steel frame construction in the tropics. Combined with a small arc welder and you can build a sizable structure using a small generator to power both.
The small induction heaters are definitely the greenest forge imaginable. They are just pricey at this time. And green is only as green as your source of power. . .
There are lots of options but we most often fall back to natural wood charcoal and a little air with 20% O2.
|
|
- guru
- Wednesday, 03/26/08 20:56:28 EST
|
Dave Boyer, Is the oxygen generator still available? I couldn't find it. I have wanted one for years.
|
|
John Christiansen
- Wednesday, 03/26/08 21:26:59 EST
|
Not for forging. I do a lot of cutting.
|
|
John Christiansen
- Wednesday, 03/26/08 21:28:44 EST
|
Electric powered Oxygen Generators are made to provide medical oxygen but can be used for other purposes. I THINK the same devices also produce hydrogen. I saw literature on them a few years ago so I know they are still made.
Google "Oxygen Generator" and you will find a ton of info.
|
|
- guru
- Wednesday, 03/26/08 22:32:58 EST
|
I have a nice old Peter Write, London pattern of about 90lbs in nearly unused condition.
The only problem with it and probably the reason it shows so little use is that it's missing about half of the horn.
It looks like someone may have tried to cut the horn off at the counter junction and failed(only got about 1/32 deep)and then somehow broke the end half of the horn off.
There are two quarter size pock marks about a half inch deep on the table face as well.
Someone suggested it looks as though someone tryed to cut the anvil up with a torch but gave up.
My question is how would I go about repairing the horn and then the pock marks?
I had thought of grinding the jagged end of the horn smooth ,drilling a 1" diameter by 2-3" deep hole into it and shrink fit and weld in a replacement end stubb made of a 4350 or maybe 8620 then grind it to match the exsiting horn.
I'm using a Russion pattern cast steel anvil from Harbor Freight that I like very much but I do wish I could use The Ol'Pete.
Any advise?
|
|
merl
- Wednesday, 03/26/08 23:20:50 EST
|
Merl,
'Twere it me, I'd just get myself a decent cone mandrel or bick iron to handle the duties of the small end of the horn and use the anvil as is. That PW horn is wrought iron and you won't exactly have a great time trying to weld a replacement end on it. It CAN be done, but it can be tricky to weld to wrought. The alloy steels you're proposing to use are going to be much harder than the dead soft wrought, and they'll have a very pronounced heat-affected zone at the weldment, possibly causing problems in use.
You might just grind a nice hemispherical end on the stub, which could be handy for a number of tasks, and use the cone or bick for the smaller work. An alternative that appeals to me would be to drill the socket for the stub as you propose, but use it as a socket for different removable tips instead of welding just one in place - think of it as a horizontal hardy hole, maybe.
The gouges in the step can largely be ignored, but ifthe really bother you, fill them in using scrap wrought iron and an oxy/acetylene torch so you have a compatible filler metal.
|
|
vicopper
- Thursday, 03/27/08 00:54:03 EST
|
"but use it as a socket for different removable tips instead of welding just one in place - think of it as a horizontal hardy hole, maybe. "
That has to be the GREATEST idea I have ever seen on this board.... EXCELLENT!
|
|
- Nippulini
- Thursday, 03/27/08 07:37:16 EST
|
PW Repair As VIcopper noted the horn is soft wrought. Welding it is a trick but it CAN be done. The problem is that the layers of silicon inclusions in the metal melt out and mix with your flus resulting in ther being less metal there than when you started.
Being soft wrought means repairs can be made using mild steel and an easy to use rod like E6013. Stand the anvil on end and weld a layer over the entire horn break. Clean and descale often so you can see what is metal and what is not. Once you have a good solid zone of weld metal without undercuts at the edges then fit a mild steel replacement horn. This will need a deep weld prep so that you get nearly 100% penetration. I would make the V's from the sides so that there was solid metal at the top and bottom of the horn. Weld a few passes, clean, peen and weld a few more. Do not quench but do not let the heat build up as this make welding the wrought (if you break through) worse.
The divots in the step are very close to the welded on face and I might leave them to prevent possible damage to the face weld. The step being sodt is often used for chiseling and tend to get torn up. IF you do weld them the preheat the front couple inches of the face to no more than about 300 - 350°F. Weld a little, let cool to the preheat temp and weld some more. It does not need to be pretty. Most welds in wrought are going to shown some porosity.
I would not gas weld this close to the face but if you have TIG you could puddle some wrought or low carbon steel into the holes. Arc welding is the faster alternative.
Repairing old anvils is precarious and we generally recommend NOT to do it, especially edge chips or cosmetic damage. Wrought is often full of surprises and the face weld is irrepairable if you screw it up. Any welding on the hard face results in hard and soft spots. Edges should be round and smooth not sharp. Often chipping is just telling you how the edges should have been dressed.
One advantage to a PW is the high grade wrought they used. It is usually very fine grained.
|
|
- guru
- Thursday, 03/27/08 08:11:26 EST
|
what do y'all think about a forge with a wooden frame and table. i will be putting firebricks around the firepot.
but the actual table will be wood
andrew
|
|
- andrew
- Thursday, 03/27/08 08:27:53 EST
|
Divots on the table. One of my swage blocks has one small form filled with lead. Its great for occassional cold work on non-ferrous or thin ferrous stock. I can't remember the last time I used my anvil table for anything. If it were mine. I'd fill each of the divots with lead, and use em for those occassions when you need to give that thin piece a little adjustment without peening it
|
|
Peter Hirst
- Thursday, 03/27/08 09:37:46 EST
|
Andrew,
I've seen a couple of OLD forges in Western states that were made of a wood box with maybe 6" high sides. The firepot was supported by a deep layer of clay-like earth which also made up the hearth. I wouldn't recommend that.
Maybe a shallower concrete hearth, remembering that the firepot on large jobs, can get so hot, that it will ignite the wood.
|
|
Frank Turley
- Thursday, 03/27/08 09:38:43 EST
|
Whitaker on cutting table divots and marks.
Francis said at a workshop that he made sure the cutting table on the anvil was dead smooth, so that he could use the step area as a vee block. He didn't want marks on the hot steel. I've arc welded on some of my Hey-Buds and Trentons with success, 6013. Francis said that this was for ornamental work.
|
|
Frank Turley
- Thursday, 03/27/08 09:46:10 EST
|
I wouldn't say that a face weld was irrepairable as welding on a new face was a service offered by several anvil manufacturers in the day; It's just a heck of a big job needing special tools, equipment and skills!
The lack of the horn tip is probably not why it wan't used as probably 95% of my work on an anvil doesn't use the horn. It's probably the other way around; because the anvil wasn't being used the idjit had no compunctions about using it as a prop for O-A cutting and so gouged it.
Andrew, wooden frame and table has been used successfully in the past. You do have to make sure you have enough insulation between the wood and the firepot though and be careful about hot iron, and check the bottom side of the table at intervals.
I personally would not suggest it for a set up that would be used inside a garage or other frame structure due to failure mode.
Thomas
|
|
Thomas P
- Thursday, 03/27/08 09:53:56 EST
|
Wooden Frame Forge: As noted by others this has been done many times in the past ans is still occasionally done.
Standard firebricks are quite dense and conduct heat very well. They are NOT insulation and will burn the wood.
The old wood frame forges were often lined or trimmed on the edges with sheet metal. They were filled with several inches of dirt as insulation and the fire pot and reserve area covered with clay (what ever was available) to make a hard surface. Since the firepot is a depression below the general surface area (the fuel reserve area) it may be better to build the same into your wood frame.
If you use firebricks then insulate them from the wood with several inches of dirt or loose clay.
Soaking the wood with a borax solution will reduce its flamability but not 100%. As Thomas noted you may not want this forge in your home or an attached building.
|
|
- guru
- Thursday, 03/27/08 10:14:07 EST
|
I have a question for the metallurgists, Patrick and Gavain and Quenchcrack.
Currently 2 new Steel Mills are being built that will take iron ore and make them into slabs- One in Brazil, a joint venture of Thyssen Krupp and a Brazilian company, and another in the Mesabi range in Northern Minnesota, by ESSAR, an Indian steel company.
In both cases, coke is not mentioned in any of the press.
In the case of the Minnesota Essar plant, which, I believe, will be the first primary steel mill built in the USA in quite some time, they specifically mention longterm deals on cheap natural gas.
These are both modern, state of the art, computerised continuous casting mills- the "slabs" will actually be one continuous ribbon of slab, chopped up, as opposed to the individual crucible pours of the old days.
So my question is- does the modern steel manufacturing technique use coke at all?
Or is that as obsolete as Open Hearth Furnaces?
I know that remelted scrap steel is made in EAF's-Electric Arc Furnaces.
Has electricity and natural gas replaced the need for coal and coke?
|
|
- Ries
- Thursday, 03/27/08 10:58:13 EST
|
I was just given a Champion blower. Everything on it is clean and is turning well. I took it all apart and none of the bolts broke. Besides having to make a handle for it, there is one small problem. The fan is on a shaft that has a gear on the end which fits into the larger gears operated by the handle. When turning the handle the fan operates the way it should, but when you let go of the handle the fan shaft comes out and the fan scrapes against the housing. So the gear draws it in when turning but it goes out when stopping. I'm wanting to know what prevents this from happening. Is there a thrust washer on the shaft that is missing from mine? Thanks, Todd
|
|
Todd
- Thursday, 03/27/08 11:16:50 EST
|
Ries- Iron ore must be chemically reduced to iron since, in the ore form it is an iron oxide. A carbon source such as coke is the traditional way to accomplish this, but theoretically is should be possible to do it by other means. You need an element that has more affinity for the oxygen atoms than the iron AND you need the right conditions for the reaction to take place, namely heat. In the case of coke, the carbon takes the oxygen from the iron oxide and the products of the reaction are iron (Fe) and Carbon monoxide or Carbon dioxide. I don't know how you would accomplish this with natural gas, though that doesn't mean it can be done.
It is also possible that rather than ore, these mills are starting with a product like pig iron (cast iron). If that is the case, they could use the EAF method, but you'd have to have an awfully cheap source for the pig iron to make this a profitable approach.
Strand casters or continuous casters are not new. They have been in operation throughout the world for several decades. They are pretty neat to see, and for sheet and small bar they are a very efficient way to make steel becasue you are able to cast sections that are fairly close to the final size of you product which minimize the amount of hot work requried to get to final size. For large bar and heavey forgings, you genally start with ingot cast material, but we do use some strand cast if the parts are small enough. The mill we get our strand cast billet from makes them in 14x23 inch cross sections and they weigh about 16000 lbs. I do know of a mill in Japan I think that makes a strand cast billet 24x24. The biggets ingots we get are 69" in diameter and weight about 100K. There are a couple places in the US that can cast and forge larger ingots, but the absolute biggest in the world come from Japan Steel Works where they can cast ingots on the order of 600K lbs.
Patrick
|
|
Patrick Nowak
- Thursday, 03/27/08 12:44:55 EST
|
Both of these two mills are making steel from ore, not pig iron or scrap.
The Essar mill is located where it is because the Indian firm has purchased a big Taconite mine in the Mesabi Range.
The Brazilian mill will be feeding the new $3.5 Billion Euro Thyssen Krupp mill in Alabama, which, as I understand it, is primarily a sheet mill for the toyota, BMW, Mercedes, and Nissan car factories in the area- so continuous casting would be fine, as they will not be needing 69" diameter ingots for that.
But I wonder about the coke thing- I would guess they are using coke, but the natural gas mention is indeed confusing to me.
|
|
- Ries
- Thursday, 03/27/08 13:15:49 EST
|
What about the hydrogen process? Could they be grabbing the natural gas to crack it and use the H2?
Thomas
|
|
Thomas P
- Thursday, 03/27/08 14:24:27 EST
|
Soy colombiano y me gustaria aprender un poco mas de la foja artistica.se algunas tecnicas que e desarrollado durante algun tiempo espero su respuesta
|
|
JOHNN RODRIGUEZ
- Thursday, 03/27/08 14:55:45 EST
|
Johnn Rodriguez,
Yo entiendo, pero hablo solamente poco español. Go to "NAVIGATE anvilfire" lista. Click "iForge How-to". Tambien, click "Bookshelf Reviews". Scroll to el libro, "Guía Práctica de la Forja Artística," un libro maravillosso.
Mira: www.johancubillos.com
|
|
Frank Turley
- Thursday, 03/27/08 16:18:27 EST
|
On the face of it, it seems likely that natural gas -methane - CH4 - would be as good or better than carbon alone in sucking the O2 out of iron oxide ores. Four hydrogen atoms and a carbon atom have to have as much affinity for oxygen as hot carbon. Except maybe for temperature. As we all know, a modest airblast can easily heat a coke fire well past the melting point of iron, with available carbon to spare, whereas the hottest natural gas burner can just about get a very tight forge to welding heat, with no fuel to spare in the combustion environment. I am guessing that at the required temp, natural gas would be entirely consumed by the O2 in the airblast with nothing left to combine with the somewhat less available oxygen still bonded to the iron, as compared with the coke oven, where the O2 in the airblast is consumed long before all the available carbon is.
|
|
Peter Hirst
- Thursday, 03/27/08 17:11:55 EST
|
Ahhh I know that you can melt steel with natural gas, much hotter than smelting temps! And you can add additional gas to mess with the reducing/oxidizing atmosphere.
|
|
Thomas P
- Thursday, 03/27/08 17:51:37 EST
|
Fuel cell torches- One of the welding shops around here has a commercially made water splitter/oxy-hydrogen cutting torch set up. They say that it is slightly cheaper to buy electricity to operate than renting cylinders and buying A/O gas, but the upfront cost was WAY more than a torch kit and parts are harder to get. Next time I am in that neck of the woods I will stop into their shop and get the name of the manufacturer for those that are interested.
|
|
Jud Yaggy
- Thursday, 03/27/08 18:05:33 EST
|
There is a steel company in Brazil that can reduce FeO pellets with natural gas. It is done in a tall reactor tower where the gas is heated and placed under pressure without O2 in the vessel. The pellets are dropped through the gas which reduces them to Fe. I have no idea how they keep the O2 from reacting with the methane. The cost of natural gas made this a marginal process 5 years ago so I doubt it is any more cost effective today. The T-K mill in Alabama is an EAF if I recall correctly, and will not need coke.
|
|
quenchcrack
- Thursday, 03/27/08 19:00:18 EST
|
I have a 5inch leg vise that is missing the end cap. What can I do or where can I get one?
|
|
wayne
- Thursday, 03/27/08 19:22:44 EST
|
I made a batch of "super quench" the other day and it doesn't seem to be working. I used 5 gal water, just under 5 lbs of salt, 14 oz concentrated blue dawn dish soap, 8 oz Jet Dry. I put the hot bar in and pull it out and it is still red hot. I put it in and move it around a bit, pull it out and it still has a hot spot in the middle (5/8" round 8" long) After 3 or 4 dips it finely cools off. I think water would cool it faster. What am I doing wrong?
Thanks Brent
|
|
Brent H.
- Thursday, 03/27/08 19:24:06 EST
|
Brent,
One quench, keep it under, swish it a lot in a figure 8 fashion, bring it out at room temp. Quit checking it.
Wayne,
What is the end cap? The box screw (female)?
|
|
Frank Turley
- Thursday, 03/27/08 20:32:57 EST
|
The TK mill in Alabama will be supplied by the Brazilian TK joint venture mill I am talking about. And this is the mill, the Brazilian one, that is, that I am wondering about coke or no coke at.
The Minnesota Mill is a taconite to slab mill- and that is the one that is talking about their natural gas process.
I understand its called Direct Reduced Iron, and that it uses natural gas to create hydrogen and carbon monoxide, which then is used to reduce the ore to iron. At this point EAF's are used to roll the slab.
Supposedly the Indians are world leaders in this tech, and I would guess its the same tech the Brazilians are going to use. The Brazilian steel maker, CVRD, is evidently involved in building joint venture direct reduction mills in China, Abu Dhabi, and other places, as well as the TK joint venture mill.
So, I guess, to answer my own question, Yes, coke is now becoming obsolete in primary steel mills.
|
|
- Ries
- Thursday, 03/27/08 20:40:07 EST
|
Brent,
For any quenchant to work properly, you must AGITATE the quenchant and the part being quenched in order to avoid a steam jacket being created around the piece. When you quench oyur bar, move it VIGOROUSLY in a figure-eight pattern in the super quench. It needs to keep moving until it has cooled to the quenchant temperature.
In commercial applications, pumps are used to keep the quenchant continuously agitated, if that gives you an idea of how important it is to keep the piece moving fast enought to sweep away the steam jacket that is trying to form around the hot piece.
Also, are you sure you have your piece of steel heated above the transformation point? Did you use a magnet to check it? If it isn't heated hot enough, it won't get hard no mater what you quench it in.
|
|
vicopper
- Thursday, 03/27/08 20:44:41 EST
|
I just did a little more research.
It turns out that commercial Direct Reduction Iron mills have been around since 1969, when Oregon Steel put the first one on line, and there are over 60 of them operating now worldwide.
I found a figure that said, as of 2005, 60 million tons of steel a year worldwide was being made with the Direct Reduction Process.
Some use natural gas, others use methane gas produced from coal,but either way, no coke, no blast furnace, and the resulting Hot Briquetted Iron is then melted in an EAF, and then continuously cast into slab.
|
|
- Ries
- Thursday, 03/27/08 20:57:06 EST
|
Brent,
To add to what two much better smiths said, the end goal of a quench isn't cold steel, it's hard steel. Keep the piece in there and moving around. When it's cool, pull it out and see if it hardened. *Then* you'll know whether the quench worked.
|
|
Mike BR
- Thursday, 03/27/08 20:59:45 EST
|
vicopper and guru, thankyou for your prompt and learned responces.
vicopper, I had considerd something like what you suggest with the "interchangable horn ends" but , for no other reason then I did not want to try to weld on my nice anvil but, someone suggested that if I didn't weld the replacment horn end in place that it would get loose in the socket eventualy and come out.
I decided that I could probably cross pin the end in place after shrinking it in and then just be a little extra carefull with it. It is only a 0-3-15 after all but, it's so nice looking I wanted to use it when I demonstrate at our clubs annuale show. This "someone" I keep mentioning insists that it needs to be welded in place and, I disagree. It would seem that the learned folks here tend to support me so i'll follow your advise.
I thought some more about the pockmarks it the table...
I may just mill the "pocks" into nice round holes with a slight undercut and swage a chunk of hot mild steel into it and gind it flush.
I'll report back when this has been done.
Fantastic web site by the way!
|
|
merl
- Thursday, 03/27/08 21:22:44 EST
|
John Christian: Look under "completed listings" in the welding equipment section, You might have to go back a week or two. I didn't follow it to see if it sold.
|
|
- Dave Boyer
- Thursday, 03/27/08 21:23:48 EST
|
Peter Hirst: "whereas the hottest natural gas burner can just about get a very tight forge to welding heat".
Having used both propane and natural gas (mostly NG)for the past thirty years I find that statment suprising to say the least. I've never had a NG forge that had the least trouble getting to welding heat and well beyond, and I would'nt call any of them axactly "tight".
|
|
- grant
- Thursday, 03/27/08 21:43:44 EST
|
John C - With reference to the above mentioned Oxy machine, remember that You need 99% oxy to cut like You are familliar with. If that machine is a consentrator, It might not make pure enough Oxygen.
|
|
- Dave Boyer
- Thursday, 03/27/08 21:45:18 EST
|
Playing catch-up - yep DRI using natural gas started being investigated in the late 60's/early 70's usually in locations without a good source of coking coal. Issues typically run into at least early on were controlling the process, refractory life, etc. Usually more expensive at that time than iron units produced from a blast furnace. Control of a lot of processes has gotten better as computers have advanced. After all, don't forget that Bessemer had the idea to continually cast steel - it just never worked until you got decent plc's and has really taken off with computers. I've seen a lot more talk recently, but haven'y had time to read many of the papers.
I'd note that DRI is not in the least new - Hoganas Corp in the town of Hoganas Sweden started doing solid state reduction of iron ore with coal in I think the 1920's, maybe even earlier (I'd have to check the web site www.hoganas.com) The end source was large tubes of spongy reduced iron used to feed the EAF's of the Swedish steel industry. Then around 1940, they discovered they could mill the tubes into sponge iron powder and the beginnings of the iron powder industry began. Progressing from there to atomized iron powder. In the US, the start was probably Pyron Corporation in Niagara Falls, NY - shortly after WWII - a source of cheap electric power (Niagara Mohawk) cheap byproduct hydrogen (from Oxy Chemical who was/is making chlorine gas) and at the time inexpensive iron units from the scale generated by the Bethlehem steel plants making low carbon sheet steel for automotive and appliance use.
Regarding Oxygen - BE CAREFUL It's a lot friendlier than say chlorine, but it'll make things burn you never thought would, or make them burn a heck of a lot faster, or make them explosive. For example, check velocity in oxygen pipes - too high a velocity can create enough friction to initiate combustion of the pipe.
|
|
- Gavainh
- Thursday, 03/27/08 22:58:46 EST
|
Just wanted to elaborate a little on gas combution temperatures thing. Natural gas is rated at a little over 3500F (1945C) and propane just under 3600F (1977C) adiabatic combustion temperature at standard temperature and pressure. We often ran forges at 2600F and left turned up and unattended they could peg our 3400 degree optical pyrometer. Melted 3200 degree rated ceramic attested to the acuracy of those measurements.
I believe heat transfer is something like the square of the temperature difference. This means you can get a welding heat on a piece in about 1/4 the time in a 2800 degree forge as in a 2500 degree forge. Inability to weld is often from cooking in the fire for an extended period.
With 3500 degree flame temp the only reason a given forge can't get hot enough is that its loosing heat faster than you're putting it in. You either need a better forge design or more fire! Due to poor burner and forge design many forges are burning the fuel just before it exits the forge. Visual indicators (like dragon breath) don't reveal this.
|
|
- grant
- Thursday, 03/27/08 23:08:51 EST
|
OK I stand corrected on nay gas forges, but all the specs I have seen on commonly available ones seem to hover at around 100 degrees over welding heat as max temp. But even putting the max attainable temperature itself aside, the question remains whether at temperature there would be sufficient carbon and / or hydrogen in excess of burned fuel available to reduce the oxide ore.
|
|
Peter Hirst
- Thursday, 03/27/08 23:58:36 EST
|
Hammer-in coordinates, please!! : Most Estimable Guru-- I want to tell a friend in Virginia about your upcoming smite-in-- maybe what I need is already up here but I can't find it-- so, could you please post re: date(s), address, directions if it's a turn left at the big tree just past the old gas station sort of thing, and starting time, especially for tailgating if any, admission fees, etc. Thanks!!
|
|
Miles Undercut
- Friday, 03/28/08 08:24:52 EST
|
Andrew,
My first forge (back yard version) was a wooden box filled with sand with a clay fire pot. We also made one for the local state park before a class to show it could be done (cheaply). The trick is to oversize the box. Have at least a 3x3x2 box for a 12 inch "firepot" just leave about one foot of sand/clay between the outside of the clay ring and the wood box. Leave about 6-8 inches of sand/clay between the bottom of the clay dish and the "floor" of the box. A couple of threaded pieces of 1 1/2 or 2 inch black iron pipe (don't recommend galv) and a T (open @ the bottom blocked with a brick to serve as an ash gate) for air to travel from the blower to the fire. The heat will be far enough away from the wood to prevent ignition.
|
|
- Nathan
- Friday, 03/28/08 09:35:19 EST
|
Merl---you are talking about the cutting table and *not* the face of the anvil right?
IIRC, don't have my books to hand, for our bloomeries were were trying to get a bit above 1000 degC 1832 degF as we were getting wrought iron out using a direct reduction process with charcoal as the fuel and hand powered air supply it must have worked!
Thomas
|
|
Thomas P
- Friday, 03/28/08 11:15:44 EST
|
DIRECTIONS to the Hammerin : Miles and others, if heading south on I77 take the Jonesville/Boonville EXIT #82, traffic light is at the bottom of the exit ramp. turn LEFT, Crackerbarrel will be on your left, this is RT 67 follow this to Booneville aprox 9 miles. In Boonville take a LEFT at the only traffic light in town, this is HWY 601 go 1.5 miles. There is a trucking company on the left about 600 ft before the enterance ( slow down or you will miss the gravel driveway on the LEFT.) Look for signs and parked vehicles. hope that helps.
|
|
daveb
- Friday, 03/28/08 12:04:49 EST
|
More needed re: hammerin!!: Many thanks-- now how about the other details-- such as date(s), time, fees, etc. Thanks again.
|
|
Miles Undercut
- Friday, 03/28/08 14:43:15 EST
|
Wayne, You can make a new box screw, if you have a thread cutting lathe. You will need to look at a working vice to see what you are missing. It will not be a small job. If you have a lathe but don't know how to proceed, post again.
|
|
John Christiansen
- Friday, 03/28/08 17:09:03 EST
|
I am 64 years old and have a 113 lb. anvil on an angle iron stand which I inherited from my late father. I never use it and would like to sell it. I can make out the name Pete Rich on one side. There may be other letters after the word "Rich" that are not readable due to hammer marks, I really can't tell. Under the name it says "Solid Wrought". Is this a common, "run-of-the-mill" anvil or is it something special? About how much is it worth?
|
|
Arlen Johnson
- Friday, 03/28/08 19:31:29 EST
|
well this is a really dumb question but ill go ahead and ask so i know. im just an amatuer and have an old champion forge that i fired up for the first time today since switching from my old homemade cast iron sink one and ive only used the forge a few times but when i get a good fire built i end with these big chunks of this almost melted glass looking stuff in the hot part of my fire. what is this stuff, clinker, coke, im just not sure as im just starting this hobby. sorry for the dumb question
|
|
matt
- Friday, 03/28/08 22:24:00 EST
|
Arlen Johnson: Per Anvils in America by Richard Postman, you have a PETER WRIGHT. Under the name should be PATENT. SOLID WROUGHT should be in a circle. Would date from about 1885 to perhaps the very late 1800s. At some point in the very late 1800s or very early 1900s British law required ENGLAND to be place on exports. Value depends much on condition and weight. At 113 lbs, on the light side for general purpose blacksmithing, but a nice portable size for demonstrating. Peter Wrights are almost always of high quality and may be one of the most common anvil brands in the U.S. today.
|
|
Ken Scharabok
- Friday, 03/28/08 22:34:10 EST
|
Lumps of Glass: Matt, Those are first class grade a spring flue dragon boogers. . . AKA Clinker. In order to end up with that mush in a short time you have one or more of the the following problems:
1) Really bad coal
2) An old dirty fire bed with lots of small unconsolidated clinker from previous fires. This sometimes manifests itself as ash in a low temperature fire and then all melts together in a high temperature fire.
3) Sand mixed with the coal or ash bed. Sand and gravel often get mixed with coal if stored on sandy ground and then shoveled from the bottom of the pile. This can also be contamination from flooding inundating a coal pile. When this happens what may have once been good coal becomes bad coal. . . at least for blacksmithing.
If you start with a clean forge and new coal and get clinkers of any kind in an hour it is not very good coal. Usually you may get a doughnut ring of clinker after a good four hours of working at the forge burning a bushel or so of coal. Less with really good coal (should be able to go all day).
|
|
- guru
- Friday, 03/28/08 23:17:37 EST
|
I have designed and am building a treadle hammer, about 30 Lbs, and would like to know what is the best grade of tool steel to use for the dies. Do they need to be hardened and tempered?
Thanks
|
|
John Goodwin
- Saturday, 03/29/08 00:01:27 EST
|
Tool Steels: John, It depends on the job. Most treadle hammer dies are easily swapped and vary greatly. Mild steel is often used for the ram face and anvil cap. 1050 or 4140 would be better IF properly hardened and tempered.
These recommendations apply to most blacksmithing. Punches need to be hot work steels like H13 or S7 if you want the best but a high carbon like SAE 1095 will work if you use care and punch coolant. Many sinking dies can be mild steel but anything with a little more carbon like SAE 1050 or 4140 will hold up quite well in this service. Fullers, blunt hot-cuts and imprint tools without too fine of detail can be 5160. Fine edge chisels, detail imprint tools and small slender punches should be Atlantic 33 non-tempering high alloy steel (if you can find it).
Many smiths make all their tools from one steel such as S7. This saves a lot of effort learning how to handle different steels as well as stocking different steels. Often it is overkill but you almost never have to worry about it being good enough.
A lot also depends on what you have available and what you can afford. I have some 2" square and 1.5" round A2 I bought for some tool and die work. It will probably stay on the shelf for the same. I have some 3" and 4" round S7 I bought for a special project and I am unlikely to forge it. I have some 3/4" 5160 hex that I would probably use for non-critical punches and I have some Atlantic-33 flutagon that I will only use for hot work edge tools and fine detail hot work tools.
If I was going to make a bunch of tools I would look at what they were and buy the appropriate steels UNLESS they were too expensive then I would start scrounging or using junk yard steels.
Part of designing any machine is selecting and specifying the materials including bearings, bolt types and grades. . .
|
|
- guru
- Saturday, 03/29/08 00:36:20 EST
|
Grant, another reason many gas forges do not reach welding temperature is they are not correctly balanced. Combustion temperatures are maxed out at the precise point where there is just enough O2 to burn the gas (called the stoichiometric ratio). Excess air carries excess nitrogen which only absorbs heat and adds nothing to the combustion reaction. Unfortunately, most atmospheric burners cannot be adjusted and what you see is what you get.
|
|
quenchcrack
- Saturday, 03/29/08 08:05:56 EST
|
I have found a source for small quantities of tool steels in a wide variety of shapes and sizes. If I use the S7 for the dies does it need to be hardened and tempered for hot working and light cold working of mild steel? To get a proper hardening and tempering requires precise control which seems to be difficult to do with a torch and gas forge with no way to accurately regulate the temperatures, and very time consuming. If it is not done right it is all for nothing. It is my first prototype hammer so it will not be perfect but I want to work out as many issues as possible with the design and materials with the intentions of producing a larger hammer then a power hammer.
Thanks
|
|
John Goodwin
- Saturday, 03/29/08 08:21:11 EST
|
"Unfortunately, most atmospheric burners cannot be adjusted and what you see is what you get."
Disagree just a tad. If the outside end of your burner assemby has an adjustable baffle, that can provide some air adjustment. Fuel (pressure) can be adjusted a bit at the propane regulator or an on/off valve.
You can also partially block off the end opening. On the forge I use pretty well on a daily basis I added a ledge to the front opening. I took a piece of 2" x 3" angle iron, added 3/4" legs to the bottom side of the 2" and bolted on a piece of ceramic blanket to the upright 3" section. If I place this (using tongs) on the ledge about 3/4" to 1" away from the front opening it really seems to bump up internal 'glow'. I can burn metal using it if I'm not careful. With the legs I can slide much of the stock I use under it, say putting points on the end of long rods. For shorter stuff I can come in from one side.
Just rambling, but I may have found a solution to my problem with using metal buckets as quench tubs - hey eventually get a hole in them. I found one which just fits inside a 5-gallon plastic bucket. The metal one leaks, but the leakage is held by the plastic bucket. Provides a metal bottom and sides. I haven't had this combination freeze on me yet so don't know how it will perform there.
And a reminder to support anvilfire.com advertisers. That includes checking out new Google links at the right side, top and bottom, of the current comments. Each click on the link adds a bit of revenue to anvilfire.com.
|
|
Ken Scharabok
- Saturday, 03/29/08 08:41:00 EST
|
Arlen Johnson, does your anvil actually weigh 113 lbs, or does it say 1 1 3 on the side? Big difference! Peter Wrights are marked in the English Hundredweight system where the first number is hundredweight (112 lbs), the second is quarter hundredweights, (28 lbs), and the third is actual pounds left over. If that's the case with your anvil, it weighs 143 lbs, a much better size for general smithing. I used to have one that size, and it is a great anvil.
|
|
Alan-L
- Saturday, 03/29/08 08:51:18 EST
|
Ken, My Whisper Baby has no adjustment as you describe. Yes, blocking the air intake port would reduce the air into the burner but you run the risk of reducing it to the point that it begins to generate Carbon Monoxide due to insufficient O2. I suspect these burners are designed to pull in excess air to prevent CO from forming. The intake ports on my WB burner are very small and a slight restriction has a significant effect. I increase burner pressure to about 12-15 psi on mine but the venturi effect draws in even more air at increased pressures. I regret not coating it with ITC when it was new but that was 6 years ago. Might be time for a re-line.
|
|
quenchcrack
- Saturday, 03/29/08 08:52:44 EST
|
hey thanks alot now i know it was probaly cuz of the coal i was using but i did have it going pretty much all day. thanks for the info now i know to clean this stuff out and throw it away. and one more dumb question so what does coke look like.
|
|
matt
- Saturday, 03/29/08 10:26:50 EST
|
I have a Reil-style burner, to which I've added an extra line to bleed propane directly into the burner intake. This lets me richen the mixture at will (I used a main orifice on the small side so I get an oxidizing flame without the extra fuel). I think Dave Boyer's done something similiar.
It's an easy mod to do -- just add a tee, a needle valve, and a piece of soft copper tubing. With the line teed in downstream of the regulator, the mixture doesn't change dramaticaly when you adjust the burner pressure. (It really should be downstream of your shut off valve as well (grin)).
|
|
Mike BR
- Saturday, 03/29/08 11:25:07 EST
|
i man thanks alot you helped me out i am 13 and i had no idea how to get into blacksmithing but now i have a job saving for tools for making wooden swords try and get lessons and i am looking for those books I WILL FIND THEM
your site was so funny to read well thanks alot you rely helped me out
|
|
darcy
- Saturday, 03/29/08 11:27:21 EST
|
Darcy, study the books, then feel free to ask about what you don't understand. There are also a LOT more blacksmiths around than you would imagine and one will gladly help you if you have done your home work.
|
|
- guru
- Saturday, 03/29/08 11:31:48 EST
|
Coke: hmmmmmmm looks like. .. coke.
Coke is a dark gray to black similar to scale on steel. It is full of gas bubbles so it looks sort of like foamed coal (which is what it is). Being full of air space means it is generally much lighter than coal.
|
|
- guru
- Saturday, 03/29/08 11:34:29 EST
|
I had an idea involving pickling. In the case of a knife, where scale needs to be removed, but you dont want to take off too much material grinding off scale and then removing grind marks, could you just put the knife in a pickling solution to remove the scale.
|
|
- Hollon
- Saturday, 03/29/08 11:55:34 EST
|
Would there be anything wrong with using linear bearing shafting as the ram of a JYH, and enclosed linear bearings (ball or otherwise) as the ram guides? Much like these guys have done: http://www.knifemaker.tv/video/197943-iron-man-the-big-hammer.html
A 2" diameter shaft would need to be 24" long to give you about 21 pounds of ram weight. A few more pounds for dies and you have a 25 pound hammer. That'd be a long, thin ram, but would that necessarily be a problem?
|
|
Matt B
- Saturday, 03/29/08 12:31:12 EST
|
Hollon,
Sure, a lot of people (including me) use vinegar for that. But the scale will leave pits that'll still need to be ground out. Best to avoid scale as much as possible from the get-go, and avoid hammering it into the blade when you do get some scaling.
|
|
Matt B
- Saturday, 03/29/08 12:34:20 EST
|
thanks now i have a better ideal of wat im doing guess ill just have to go play with the forge some now thanks again
|
|
matt
- Saturday, 03/29/08 12:37:10 EST
|
Peter - you don't have to reach melting temperature to reduce iron ore to iron. The Pyron process I referred to is done in the range of 1800 to 1900 F, in an electrically heated furnace in a hydrogen atmosphere. Hydrogen is continually dried to remove water vapor generated by reducing the iron oxide, and recycled. The % hydrogen versus nitrogen is also measured to be sure enough reducing gas is available. Gas flow is counter to product flow - freshest gas near the exit while older gas is exhausted near the front of the furnace. These are continuous belt furnaces, and until recently, the belts were just 1010 grade steel.
|
|
- Gavainh
- Saturday, 03/29/08 13:34:33 EST
|
Alan L - The Peter Wright anvil (correctly ID'd by Ken Scharabok, thank you very much, Ken) actually weighs 113#. If I send you some high res photos could you guess its value?
|
|
Arlen Johnson
- Saturday, 03/29/08 13:37:43 EST
|
Alan L - After reading your post about the British hundredweight system I looked for the weight marks. There they were below the "SOLID WROUGHT" circle. They are 1 0 1. This translate to 113 lbs., which is exactly what my bathroom scale indicated. Thanks for the info.
|
|
Arlen Johnson
- Saturday, 03/29/08 14:03:50 EST
|
Gavainh: SOunds like an ingenious process. Im guessing the ore is fairly fine grain, pulverized, something like that? Otherwise, without melting, hoe is all the available oxide reached by the gas?
|
|
Peter Hirst
- Saturday, 03/29/08 14:10:58 EST
|
Peter, usually the ore is roasted to burn off sulfides, and other impurities, and to oxidize it all to Iron Oxide. The general reaction is FeO + H2 -> H2O + Fe. I believe it actually involves two monotomic hydrogen ions but I could not figure out how to type that here. I also suspect the FeO is pelletized into pea sized pellets after roasting to give them some mass and prevent random distribution of the fines. Your turn, Gavainh.
|
|
quenchcrack
- Saturday, 03/29/08 14:41:59 EST
|
DOn't know what I could add, except that the oxide ore is almost certainly not FeO. Probably a combination of ferric and ferrous oxides. The empiric equation, however, would be FeO + 2H -> H2O + Fe, indicating a hypothetical FeO molecule and two monatomic hydrogens. THis is roughly what happens, BTW, in electrolytic rust removal. The H is provided by eloctrolosis of the water at the cathode, which then sucks up an O from the rust. IF the process goes on long enough, theoretically all of the cathodic oxides reduce to elemental iron.
|
|
Peter Hirst
- Saturday, 03/29/08 16:23:57 EST
|
Gas Forge Temperatures: Besides the air/fuel ratio there is back pressure which increases the temperature, heat loss through venting and the efficiency of the insulation. Forge size makes a difference as well. Volume increases by the cube and surface area by the square. So the bigger the forge the less area there is to loss heat (proportionally).
Example, A 1 cubic foot forge has 6 square feet of surface (assuming no thickness). A 2 cubic foot forge has 10 square feet of surface area. That is 1/6th less surface PER cubic foot. So each time you double a forge in size, you reduce the area by 1/6. A forge 4 times the size of a Whisper Baby has 1/3 less surface area and is thus MUCH more efficient in retaining heat. That is why larger shop forges seem to run so much hotter given everything else is equal.
|
|
- guru
- Saturday, 03/29/08 17:16:46 EST
|
Hello, I am a dutch blacksmith working in the French Pyrenees near Perpignan and I have a conversion problem that you can possibly solve. Trying to forge the Bill Epps rose he uses 14,16 and 18 ga. sheets. Can you translate this for me (and other Europeans!)in milimeters? I did not find an answer in the math conversion page. Then I have a second question. Does there exist any book, workshop manual or whatever kind of practical guide dealing with TIG welding for beginners? I found a TIG welder, did a little bit TIG welding some years ago at a Tig welding demonstration of a manufacturer but I do not feel very sure anymore and could use some basic information to get started again in my own shop. Thanks a lot, your site is really amazing!
|
|
Maarten Scheepmaker
- Saturday, 03/29/08 17:30:22 EST
|
18 ga- .478" = 1.214mm
16ga- .598" = 1.51mm
14ga- .746" = 1.897mm
|
|
- Ries
- Saturday, 03/29/08 17:53:04 EST
|
Sorry- That should be
18 ga- .0478" - approx 1.25mm
16ga- .0598" - approx 1.5mm
14ga- .0746" - approx 1.9mm
|
|
- Ries
- Saturday, 03/29/08 17:54:39 EST
|
Jock: I see where you're going with that, but I don't think the (insulated) surfaces are where much of the heat is lost. Many small forges remain cool enough to put your hand on even after hours of operation (often just a couple hundred degrees). I don't think that accounts for much of the heat loss given the BTU's we're pouring in. The biggest losses are radiant through openings, next is convection losses through openings. The radiant losses skyrocket over 2000F, you can feel them from quite a distance.
Many forge designs make the mistake of trying to use the flame to heat the metal when the flame should be used to heat the wall which incandesce. It's that white glow that you can feel from many feet away that does most of the heating. You'll notice that it's usually hard to get the metal much hotter than the walls. That's why we usually wait for the forge to heat up. Like the trough forge we built for Josh (way back when) all the combustion takes place in the bottom. You don't want that combustion taking place "on" the steel. In the flame is unburned gas, superheated oxygen, superheated carbon monoxide (an oxidizer) and lord knows what all. It still comes down to putting more heat in than you are loosing (from whatever cause).
|
|
- grant
- Saturday, 03/29/08 18:06:46 EST
|
Hello im Josh cade of Wayne wv high and I havin some problems with making pattern welded or "Demascus" steel. If you can solve this delema I will be grateful. P.S. I'm not the smartest nor the dumbest kid in school but I think I spelled a few words wrong.
|
|
josh
- Saturday, 03/29/08 18:14:11 EST
|
I am planning to build a power hammer, the recomendations are to have a 10 to q avil to hammer ratio. My question is can I include the 3/4" thick plate on the bottom of the whole machine be included in this weight.
Thanks
|
|
- Mike C
- Saturday, 03/29/08 18:33:59 EST
|
Building a power hammer trying to keep a 10 to 1 ratio anvil to hammer, can i include the weight of the base plate?
Thanks
|
|
mjc273
- Saturday, 03/29/08 18:36:24 EST
|
Been thinking some more: One thing that does not scale down well is the flame itself. A large burner has a long flame meaning it's a long distance before combustion is complete. I've had the best sucess in small forges with a multi-port burner, kinda like a cutting torch tip. On a 1-1/4 inch pipe burner I had a 1/2 inch hole in the center with a circle of about six 5/16 holes. This gives a flame about two inches long or less. Some people use a concentric ring design to acomplish the same thing. Of course it's much eaiser for a blown forge to push the gases through such a burner, but a friend of mine does it with an atmosphereic design. He casts his burner heads using soda straws to form the holes. Dome people are starting to use what the glass blowers call a "ribbon burner".
In the above I said you need to put in more heat than you are loosing. This does not always mean more gas and air. If you have too long of a flame the gasses may be burning just before they exit or even outside the forge!
|
|
- grant
- Saturday, 03/29/08 18:39:21 EST
|
Not "Dome people", "some people".
|
|
- grant
- Saturday, 03/29/08 18:51:18 EST
|
As Grant correctly states, radiation from the refractory walls is the most efficient form of heat transfer. Most industrial gas furnaces design for this. Convection of heat from the hot gasses to the work piece is second and I think direct conduction of heat from the flame is least efficient. I think. Too many years since I took Thermodynamics. It explains why ITC coatings can improve the performance of a forge.
|
|
quenchcrack
- Saturday, 03/29/08 19:05:30 EST
|
All of the big industrial forges I have been around were blown, with mixer blowers. All had entry for the flames above the working area where the metal was to be heated. All had horizontal flame paths so that the flame did not impinge on the metal. Incadensecent refractory did the heating. With multiple flame ports, there was a lot of turbulance in the flame area, and then out the top on most. Dragon breath was not coming out the front, but out the top. I have seen these forges melt refractorys and the billits as well. And the flame did not hit the steel.
Ever see a forge to heat 6" round for a heat lenght of about 3' on the end of a 7' bar in production? A "waterfront" is placed in the area at the bottom of the forge door. The door is lowered to the top of the water front. The water front has 6.5" id pipe ports thru the front, and the front is about 6" thick. Water at great velocity is passed thru the inside of the waterfront to keep it from burning up. The bars are stuck thru the pipes. The forge was about 12' wide so about 20 bars were heating at once. 6 big Buffalo mixers, 12 3/4" gas burner orifices, at 20 psi. 12 4" burner ports. Lots of hot refractory! In 2005 $20,000 in Natural gas to run it for a month 5 days a week.
Induction replaced that forge. Much quicker heat, better control, and the bill for the electricity was MUCH lower.
|
|
ptree
- Saturday, 03/29/08 20:39:02 EST
|
Mixture controll: As Mike noted I have a similar system, I use a needle valve for flame size ajustment, and another that tees off after the first one and allows for mixture controll. Mine uses a .030" MIG tip, actual hole size about .037" My burner looks more like the one Jock shows as I have reducers laying arround but none of the Ward reducing "T" fittings.
|
|
- Dave Boyer
- Saturday, 03/29/08 21:59:13 EST
|
Matt B: If there was no side loading on the ram I think a linear recirculating bearing would hold up if You could keep the scale & dirt out. These bearings are not so good for heavy side loading, as the contact area is small. A single round ram doesn't offer any means of resisting torsional loading,so unless You used only flat dies and didn't draw with the edge radii You would need to incorporate a means to deal with the torsional load. With regard to the hammer in the video link, it looks like they may have a keyway on the side of the ram. Also in regard to this hammer I would rather see the ram guide bushing be at least 2x ram diameter in hight, preferably more, or a top & bottom bushing seperated to gain more guided length on the ram. Bronze , cast iron or a plastic with enough compresion strength and creep resistance, like Nylon or Turcite would be good wear surface materials. Any of the plastics need considerably more bearing area than the metals.
|
|
- Dave Boyer
- Saturday, 03/29/08 22:26:52 EST
|
I wanna make a sword. Just like this one. http://drghetto.com/phunny/Knives.mpeg
|
|
- Hank
- Sunday, 03/30/08 00:02:46 EST
|
From East Tennessee,
Dear Guru,
I saw some anvils of about 300 lbs. that were reproduced for the Blacksmith shop in Colonial Williamsburg, VA several years ago. When I was there they told me the anvils were cast to their specifications of the time in the 18th century by a foundry in Texas. I lost the information to this foundry, I actually talked to a representative who told me about these anvil castings that they made for Wiliamsburgh.
Could you possibly tell me the name and city of this foundry?
Thankyou, Bob
|
|
Bob
- Sunday, 03/30/08 00:17:00 EST
|
Thomas P,
No, I mean the "pock marks" or what look like blow holes from a torch, are in the face of the anvil.
The cuting table looks like new.
|
|
merl
- Sunday, 03/30/08 01:21:19 EST
|
josh: What specific problems are you having with welding up the Damascus billet? For example, layers won't stick together? Voids found while grinding? Less than desirable pattern? Are you doing this by hand (arm actually) or via powerhammer? What method of heating are you using?
|
|
Ken Scharabok
- Sunday, 03/30/08 04:08:45 EST
|
Mike/mjc273- It depends on the actual shape. The mass that counts is in a cone volume under the dies. Go to the Phoenix Powerhammer pages (I think they are Anvilfire advertisers) and dig around till you find their page about mass ratios- they have a very good write-up about it.
|
|
Jud Yaggy
- Sunday, 03/30/08 06:59:58 EST
|
When re-heating steel slabs for rolling, it is important not to let the flame impinge on the steel. It can readily burn the steel, decarb the surface and mess up 40,000 lbs of product. Of course, the slabs are in the furnace a lot longer than steel in a forge but the same problem can occur to a lesser degree.
Texas Foundry: Wonder if that would be Texas Farrier Supply? I know TFS makes a lot of cast anvils and I think they are in the Dallas area. I have never found a website for them.
|
|
quenchcrack
- Sunday, 03/30/08 08:26:23 EST
|
Forge/oven experts: your thoughts on this will be much appreciated: I have picked up (from Ed Grothus at Black Hole nuke lab surplus yard in Los Alamos) two ceramic semi-cylinders (I.D. 3 inches or so, approximately a foot long) designed to become a clamshell oven. Each has two embedded heating wires each rated 925 watts. Wiring and controls aside, what would be best arrangement for small heat-treat oven for blades? Ed says they will reach 1900 F. If possible, want to use them to build an oven with perhaps a bit more space, get the most bounce to the ounce, but not melt the heating wires. What about setting them instead of clapped together, maybe 6 or 8 inches apart, with good K rated stuff top and bottom and all around? In advance, many thanks!!
|
|
Miles Undercut
- Sunday, 03/30/08 09:49:52 EST
|
Matt B,
I remember reading that the folks designing tank armor were suprised to find that tungsten-rod type AT rounds flex all over the place on impact. (Ceramic chunk armor is supposed to work by encouraging that tendency).
A power hammer is obviously a much less extreme environment, but it seems to me that as the ram gets longer and thinner, flexing would become a problem at some point.
|
|
Mike BR
- Sunday, 03/30/08 10:12:44 EST
|
Texas Foundry: I don't have a clue but may be the folks from TFS as noted above. The Williamsburg "Colonial" pattern is an artless ugly pattern. Some of the real thing were also ugly but the best were a gorgeous organic shapes with compound curves on every part of the body. I have yet to see a modern pattern maker that had knowlege of thes anvils, the eye, or willingness to put the art in their pattern.
This goes for MOST of the current crop of anvils, not juet the colonial reproduction. The VERY VERY sad part of this is that you can make a foundry pattern any shape you want with much less effort than any other process. If you are going to have something cast start with a good pattern.
Many foundries insist that you work with THEIR pattern maker to fit their process. This is understandable. However, if you do so, take them a loose pattern as a go by. They can use it to make resin pattern parts to make mold boxes or to board (depending on their process).
The only new modern pattern that is well made is the one by the folks at Rat-Hole-Forge. The Nimba patterns are good but are too minimalist for my taste. If you are going to copy an old style then do it well OR create your own. The Hofi pattern is OK as it has a style of its own. However, there are details that do not follow the style so it is not quite there.
Carving the wood or clay pattern is EASY. Once it is cast it is too late of very difficult to change.
|
|
- guru
- Sunday, 03/30/08 11:08:48 EST
|
Miles Furnace: I would think placing the two halves at angles (45#&176;) pointing downwards with a gap between would give you the best usage. You might also want to jack then up about a brick or half a brick higher (vertical walls).
Wayne Goddard uses a rack to hold his blades with the edge up, supporting them to reduce warpage. Leaving some space for such a slide in and out rack would be a good idea.
I have thought that forge and high temp furnace floors should be ribbed so that parts only rested on a few points.
Somewhere in all the stuff I've been moving or am yet to move. . . I have some fiberglass and teflon insulated high temperature wire. This wire looks tined but it is nickel plated to reduce oxidation at high temperatures. It is what you wire electric heating elements with. I promised someone else some of this. . I guess I better look closer next time I make a tools and parts run.
|
|
- guru
- Sunday, 03/30/08 11:22:29 EST
|
Italian Hammer Video: Matt, While they have a nice little video a sharp look will tell you this machine is headed for the scrap bin. Any time the operator let the hammer run a LITTLE faster than shown (quite slow) the ram strikes the upper arm. There is no way to fix this design flaw in this arrangement which will destroy the machine in short order. AND despite what the text with the video says do you see ANY sign that this machine has been used? Any dirt or scale?
Recently I have had several folks send me photos or videos of hammers that they claim "work great". Yet the designs have obvious flaws and the hammers show no indication of use (while covered with dust, dirt, rust. . . but NO scale).
Linear ball bearings are generally not suitable for power hammer use. Their load rating is 1/10th of an equal size plain slide. On ALL mechanical hammers there is considerable side load transmitted from the crank THEN there are the sideways forces produced by hammering off center and on the edges of the dies (where all tapering occurs).
As Dave Boyer noted you would also have to deal with rotational movement. . .
Linear ball bearings also require that the shaft they run on be very hard so your entire ram would need to be hardened steel.
Columnar load leading to flexing could be a problem but I do not think it would be a problem in a 2" x 24", especially if about 1/3 was supported in a bearing.
As Dave also pointed out many slides now use plastics. I have seen problems with this but also some successes. Both BigBLU and Phoenix use plastic guide bearings. We are also using oil filled nylon in the hammers we are building for the Hammer-In.
Bearing length IS a problem. In order to get suitable support I found it necessary to use cutouts in the sides of the guide system similar to many commercial mechanical hammers. In design, everything is a compromise. We are trying to keep the amount of machining down and the height short. However, I have lost the battle on height, at least on this design. Maybe next time. . .
|
|
- guru
- Sunday, 03/30/08 12:11:06 EST
|
More Texas Foundry.
I agree with our guru that the Williamsburg anvils were pitiable in terms of appearance. They had an extremely wide face a dink horn and were clunky looking, all of which is visible in the 1960s Wmsburg video, "Hammerman". This means that they were cast probably in the 1960s, and if the foundry is still in business, I would be surprised. The Texas Farrier Supply is still in business, but I believe it is a retail outlet like many other farrier supply stores. They may be contacted: theanvilman@sbcglobal.net. His name is James Cox.
I get my information from an annual $30.00 "American Farrier's Journal 2008 Farrier Supplies and Services." This book is a huge 274 page effort on the part of the AFA, the American Farriers' Association; website www.americanfarriers.com. Because farriers are pros and not quite like the many blacksmith hobbyists WE have, the directory is divided into major categories: a list of all companies marketing farrier related products; an alphabetical list of companies and products; companies by state; brand names A-Z; farrier schools; clinicians (workshop presenters); shoeing rules & regs for horse shows; museums and places of interest.
Some of the listings may be of interest to artsmiths.
Rathole Forge was having turnaround problems with a western state foundry, so they switched to an Arizona foundry. The hardness and rebound appears to be pretty good.
|
|
Frank Turley
- Sunday, 03/30/08 14:05:58 EST
|
Well Ken I am using an old coal and charcoal forge and no powerhammer just a really strong friend with a sledge hammer.In my mind I kind of think of using a powerhammer is like cheating.However some people say I have been using too much borox in the welding process but thats not the problem.Some how the grain just won't appear I don't know what to do.Mabe it's the steel I have been using.
|
|
josh
- Sunday, 03/30/08 14:34:25 EST
|
Guru-- Thanks for the angled design suggestion, sounds good!-- I just bought just such a little high temp rack from texas Knifemakers Supply for $8 and s&h, and 6 feet of high temp wire (850F. intermittent, 500 F. continuous from BCS, Budget Casting (www.budgetcastingsupply.com/wire.php), for $24.99 plus postage.
|
|
Miles Undercut
- Sunday, 03/30/08 14:35:58 EST
|
Josh: Do all your woodworking with a hand saw instead of a power saw? Hand drill holes? Driving to work instead of walking might be cheating, huh? Everyong can choose how they want to do things, but is it cheating to do otherwise?
What mix of metals are you using? How are you etching? Too much flux is just messy, should'nt hurt the welding.
|
|
- grant
- Sunday, 03/30/08 15:14:20 EST
|
Come to that; maybe using a strong friend is cheating. BOG
|
|
- grant
- Sunday, 03/30/08 15:16:30 EST
|
josh: OK, you are now narrowing down the problem. You apparently aren't getting a satisfactory pattern. What is your definition of a satisfactory pattern and how does it vary from what you are getting? What steels/metals are you using in each layer? How many layers are you making? Are you acid etching just before final sharpening/finishing?
|
|
Ken Scharabok
- Sunday, 03/30/08 15:20:25 EST
|
laminated Steel: Josh, you are still not asking a clearly defined question.
What alloys are you using?
How many layers?
What did you do to define the pattern?
How are you etching?
What etchant are you using?
How well finished was the steel before etching and what did you clean it with?
All the above leads up to seeing the pattern. Every step has an effect.
SO, here is how your question reads in another area. .
"I cooked a chicken and it does taste good, what did I do wrong?"
Then later add. . . "was I supposed to remove the feathers first?"
Then even later. . . "someone suggested that I remove the innards but I didn't know how. Would that make a difference?"
If you don't tell us how you got to where you think you should have a pattern, we cannot help you.
|
|
- guru
- Sunday, 03/30/08 16:06:57 EST
|
Grant, Cheating is using a hammer, A friend, Billy Merrit makes gorgous pattern welded knives and he often demo's that he can get a good weld using just the hammer handle. He holds the handle verticlly, and just thumps the steel and bingo :)
|
|
ptree
- Sunday, 03/30/08 16:08:05 EST
|
We've recently bought a Victorian coach house in England. We would like to design a balcony railing in keeping with metalwork from the latter half of the 19th century. Is there a good reference source showing designs from this period from which we could formulate ideas? With many thanks. Karen Ferguson
|
|
Karen Ferguson
- Sunday, 03/30/08 17:08:53 EST
|
Frank, maybe the mistake is mine. Delta Horseshoes, Blacksmith Depot, and others offer TFS anvils. They claim they are from Texas Farrier Supply. I am assuming TFS has these anvils cast for them, probably somewhere in Texas. I expect to take delivery of mine next week and maybe I will do another anvil review if the Guru wants one.
|
|
quenchcrack
- Sunday, 03/30/08 17:13:57 EST
|
Karen Ferguson-- Go to http://www.countryside.gov.uk/NewEnterprise/Economies/craftpublications.asp and click on publications, check out the free pdf downloads of patterns for gates, grilles, etc. Also, British Artist Blacksmiths Association may have some help.
|
|
Miles Undercut
- Sunday, 03/30/08 17:20:58 EST
|
Sorry Ken as I explained in my first post that I was a "little" slow. In type's of steel I've been using anything I can get my hands on such as L6 round stock (I think),angle iron,RR-spike's,rebarb and car spring's. Now when it come's to folding I fold a billet of 5 different metal's 2 are of car spring's and 2 are of RR-spike's and the last one is of that round stock that I think is L6 and fold the billet 16 times"my coming age". When it comes to the pattern on the steel I honestly don't care what it looks like but what I have been doing to get a pattern is twisting every piece of metal and then turn it in to a billet. But I never heard of acid etching the metal. I was hoping the pattern would appear after the first grind. Come to think of it it really sounds like something I would expect myself to not of heard of.
|
|
josh
- Sunday, 03/30/08 18:55:37 EST
|
grant:Well when it come's to smithing I try to do all my project's how my great uncle and great grandfather did with all the tools they left me with. Plus I can't afford a powerhammer nor to build one.
|
|
josh
- Sunday, 03/30/08 19:15:43 EST
|
grant:good one about the strong friend.
|
|
josh
- Sunday, 03/30/08 19:16:59 EST
|
dear guru.please note that I'm trying my hardest to type as clearly as possible it would be easier if I could be talking instead of typing.
|
|
josh
- Sunday, 03/30/08 19:22:53 EST
|
P.S I inherited my speaking skill's from my dad so I'm not so good of a speaker as I am a typer.But I can read and hear clearly.
|
|
josh
- Sunday, 03/30/08 19:27:34 EST
|
I have a question concerning anvils. I am searching for a new anvil and of course, there are many choices. My experience consists of a three-week class which was excellent. I am setting up my own forge and have noticed most anvils have the hardee hole toward the heel of the face. However, TFS sells a "smithy special" which has a hardee hole right behind the horn. Why is this? Is there a particular reason for this or simply something new they wanted to try?
|
|
mark
- Sunday, 03/30/08 19:44:44 EST
|
Josh: Don't worry, just keep asking questions. I was just "joshing" you. Five layers folded sixteen times? If you fold it 5 times it will be 160 layers!!! 16 times is'nt folding thats homoginzing! Every time you fold it the number of layer doubles. So you got like, what, half a million layers!!!!!! You also have to realize that (like plywood) you'll only see the layers from the edge.
|
|
- grant
- Sunday, 03/30/08 19:52:08 EST
|
What IS 5 to the sixteenth power???
|
|
- grant
- Sunday, 03/30/08 19:53:18 EST
|
Just think about it josh: the first time you fold it you get 10 layers, the second time you get 20 layers, the third time 40, the fourth time 80, then 160, then 320, then 640, then 1,280. We're up to only 8 folds! Next is 2,560, then 5,120, then 10,240, then 20,480, then 40,960, then 81,920, then 163,840, then 327,680!! Sixteen folds!! Now if your billet is one inh thick, each layer is only 3 millionths of an inch thick!!!!!
|
|
- grant
- Sunday, 03/30/08 20:14:19 EST
|
grant:Im not sure im really bad at math so I wouldn't know, but what you just told me might explain quiet a bit about whay im not getting a pattern.:)
|
|
josh
- Sunday, 03/30/08 20:16:12 EST
|
ONE INH???? SHOULD BE ONE INCH, SORRY
|
|
- grant
- Sunday, 03/30/08 20:16:33 EST
|
So how many times would you suggest me folding 5 layers.
|
|
josh
- Sunday, 03/30/08 20:19:37 EST
|
I misspelled why and typed"whay"so don't feel so bad. plus I'm still a freshman in high school so that's pretty bad.
|
|
josh
- Sunday, 03/30/08 20:22:23 EST
|
Mark, The two horned anvil with the hardie hole near the horn is a old style copied from many European anvils used on the Continent. When using bottom tools, it gives more support and better feedback that the London pattern with the heel hardie hole. The tapered, quadrilateral horn is a nice feature.
|
|
Frank Turley
- Sunday, 03/30/08 20:28:13 EST
|
Williamsburg "Colonial" Pattern Anvils:
Jock & Frank: Did they look something like this?
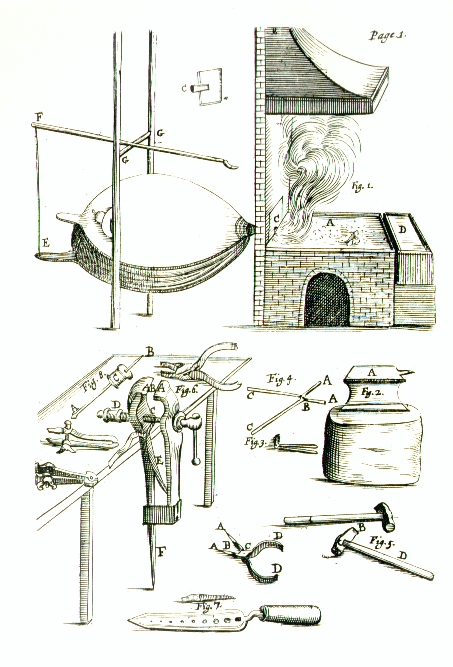
If so, it could truly be a case of life imitating art!
Cold and cloudy on the banks of the lower Potomac. More work on the new forge building today; east corner posts are in and wall plates are up!
Visit your National Parks: www.nps.gov
Go viking: www.longshipco.org
|
|
Bruce Blackistone (Atli)
- Sunday, 03/30/08 20:57:34 EST
|
Mark, Where are you? It makes a difference!
|
|
- philip in china
- Sunday, 03/30/08 21:38:51 EST
|
Josh, I don't know much about pattern welding, but I will tell You what little I know.
After the billet is ground and polished You have to etch it with an acid of some sort. You might get some results with lemmon juice, diluted toilet cleaner or diluted battery acid, but I think the echant for circut boards from Radio Shack is supposed to work better, might be Ferric chloride, but I am not sure.
To get patterns that really jump out at You the materials have to have different alloying elements, nickel is a good one and is usually present in bandsaw blades.
I suspect that the materials You are using will show a pattern, but not a whole lot of contrast, if done properly.
I saw a billet made from a carpenter's handsaw rolled up and flattened out. The rows of teeth made a pattern even tho the billet was all the same alloy.
How many layers depends on what You want it tolook like, get 2 colors of modeling clay and play around with it to see what it comes out like.
|
|
- Dave Boyer
- Sunday, 03/30/08 22:12:45 EST
|
Moxon Bruce, no they are not quite that quaint. They are just very bad (lazy) copies of the Colonial style. There are also two batches in CW. The early ones had welded hardfacing. The later were solid steel. I do not remember the shape of the early ones very well as it was a VERY long time ago that I saw them.
|
|
- guru
- Sunday, 03/30/08 22:25:55 EST
|
how would you make a file?
|
|
Denny
- Sunday, 03/30/08 22:34:11 EST
|
Bruce, Yeah, kinda' sorta'. I wouldn't call that imitating "art", more like imitating a crude drawing. By the bye, the bellows handle is a cow's horn, traditional in jolly old England.
|
|
Frank Turley
- Sunday, 03/30/08 22:38:23 EST
|
Denny,
Someone would need to twist my arm to make a file, but in the early days, a shaped, annealed blank was fastened to a table, and the teeth were cut at the proper angle with a small triangular shaped cold chisel. The files were hardened in liquid after reaching critical temperature. An old fashioned way to take the "snap out of a tool" was to draw a mild temper by boiling in water.
|
|
Frank Turley
- Sunday, 03/30/08 22:50:59 EST
|
Dave:Thanks for the tip on what echant's I should use but a funny thing about the colored clay was I did a demo for my grandfather about that and I folded the two colors way two many times and just got an ugly piece of clay.
|
|
josh
- Sunday, 03/30/08 23:29:37 EST
|
Math, language skills, What you "hear" about:
Josh, to learn, you must communicate. Not formulating a full question is not communication.
High tech blacksmithing is all about the math. .01% carbon is almost not steel and 1% is very high carbon. The numbers are important. Five doubled 16 times is 327,688! The layers are important, the heat treating is important. Degrees F and degrees C are very different and must often be converted.
Much of what people "hear" about blacksmithing, particularly the higher tech metallurgy such as laminated steel is BUNK taken from fictional sources, modern myths and misuse of language. To be successful you must rise above common rumor and study the art. BOOKS are the key and there are many on this subject, all good. There are also videos on the subject, many OK, others quite good. I like Wayne Goddard's, The Wire Damascus Hunting Knife. He covers a LOT of ground and discusses methods in detail.
Etching, or coloring by some method is almost always required to bring out the pattern. The Ferric chloride mentioned by Dave is most commonly used etchant and it darkens (blackens) plain carbon steel. Old unetched iron that shows a pattern is from decades of rust where higher carbon corrodes more than low. But abrasive wear produces the opposite by leaving the hard places high.
Grant's point about homogenizing is possibly the problem. There is a point were the eye can no longer see the layers AND the thinner the layers the more the carbon migrates making a nearly homogeneous product. Folks that do not understand the art often talk about thousands of layers. . .
Consider this. A human hair is about .001" (one thousandths of and inch). A layer of newsprint is about .008". If a billet of any thickness with 1,000 layers is reduced to blade thickness (about 3/16 to 1/8") then those layers will only be 1.8 to 1.3 ten thousandth of an inch (.00018 to .00013"). .
So imagine if your girl friend had each hair on her head colored with 8 stripes on each individual hair. Could you see the stripes? Tell what color? Nope, its in the math. . .
When you work the layers you need to do the math. One time you may start with 4 layers, the next 7.
Each "fold" results in
4, 7
8, 14
16, 28
32, 56
64, 128
But if you cut twice (tripling each time).
4, 7
12, 21
36, 63
108, 187
324, 567
972, 1701
Some smiths double, some triple and some even cut into fourths. Others start with shim stock and never "fold" at all.
Under certain conditions the same single laminated alloy will produce a pattern. This happens when Cable Damascus is made. In the welding process each wire and more so each bundle of wires is decarburized on the surface. This results in two steels (the original and decarburized) all in one solid billet.
Decarburization of an entire billet surface will also obliterate the pattern unless it is ground off. Grinding to clean up is important.
How you develop the pattern may not be important to you at this point but it determines how visible the pattern is. As noted above by others, a flat lateral billet has no pattern on two sides and only straight lines on the other two.
Twisting is often used to put pattern on all surfaces of a billet with large and small stripes.
Once you master the welding the pattern development becomes high art. There are named traditional and modern pattern as well as custom and combined patterns. The goal is to learn to predict the pattern and understand how you got it so that it can be reproduced. This is especially important when you come up with something origianl that no one has produced before.
The above is the tip of the iceberg. Find and study those books and videos. THEN you will REALLY have some questions. Many of which you will have to answer for yourself.
|
|
- guru
- Sunday, 03/30/08 23:37:37 EST
|
More about Files: Frank explained the basics well. However, just a few years ago there were still folks that had made a living for decades cutting files by hand in a factory. It has not been so long since many files were made by hand.
While hand cutting a file is a tedious task, especially to those who do not do so daily, a good file cutter could hand cut the teeth in an average double sided double cut file in about 5 minutes. That would be 12 files an hour if he really hustled. Considering the price of files and what would be the cutter's share he would be making very good money.
Part of the trick to file cutting is that the back side of the chisel is placed against the previous cut to set the spacing and alignment. Much of the spacing is determined by how hard a blow was applied so different sized hammers were used for different coarseness of files. Once that first good tooth was cut to the proper angle and depth the others follow almost automatically (after lots of practice).
Cutting files is one of the few things I have not tried that I would like to do. Not as a business or even a short job, but just to say that I had a set of files I had made.
|
|
- guru
- Monday, 03/31/08 00:11:01 EST
|
josh:
In the somewhat upper right look for the NAVIGATE anvilfire box. Click on down arrow and find Bookshelf: Reviews. Your local library may be able to obtain a copy of a book of interest on a inter-library loan program. May cost you a couple of bucks to cover shipping costs.
Essentually, the more folds, the finer the grain, and the less distinctive they are. Try doing one billet with no folding. Then try doing the same alloy/layer billet with two folds. Then three, etc. Find how many folds produce a satisfactory pattern for you.
On incorporating nickle, what many do is to use nickle welding rod to pad weld say mild steel, then grind flat. It then produces two layers in your billet. You can weld top to bottom or in a S shape to produce a variable pattern.
Why are you using railroad spikes when mild steel flat stock is readily available? Saves all that shaping prior to be incorporated into the billet. Check for flat stock at about any welding shop.
Layer math isn't that complicated. With each fold you lose one layer (as you are welding same stock to same stock). E.g., 5, 9, 17, 33, 65...
Sounds to me like you are folding WAY, WAY too many times (like about three times too much) for a nice, distinctive pattern.
Please update us occasionally on your progress. Who knows, someday you might be the next 'Damascus-pattern Guru'.
|
|
Ken Scharabok
- Monday, 03/31/08 00:24:43 EST
|
Josh,
To answer one of your specific questions, layer counts in the 300s to 400s often give a nice appearance, at least with steels that contrast well. You might start experimenting somewhere around there.
|
|
Matt B
- Monday, 03/31/08 10:34:10 EST
|
I was reading an earlier post (towards the top of the page) about Oxygen Producers. If you search for an electrolyzer, you will find some designs for some high quantity electrolyzer (I don't remember the exact but I think it was 2 lite of of H2 and O2 mixture in about 15 minutes). And yes they make both oxygen and hydrogen, as it just ionizes water.
|
|
- Hollon
- Monday, 03/31/08 11:44:12 EST
|
Layers These should to be specified in L/u (layers per unit (inches, cm, cubits. . .)). If you have 300 layers in a 1/4" thick billet then that is 1200 L/in. If those layers are forged down to 1/8" then you have 2400 L/in.
Blades vary from 3/16" (4.8mm) to 1/16" (1.6mm). That 1/3 difference is 3 times the layers per unit if forged from the same billet.
Alternately if you have 1000 L billet 1" thick (1000 L/in) and you forge it down to 1/8" then you have 8000 L/in. BUT, if you sawed that billet into 1/8" slices then each slice would only have 125 layers (assuming zero kerf).
As I said, it is all in the numbers and you cannot ignore them.
A lot of makers are reducing the number of welds and the resulting waste and chance of failures by welding stacks of thin sheets. Using .010" material you can get 100 layers in a 1" billet or 150 in a 1.5" billet. Starting with 150 you only need to make one "fold" to have 300. Of course you could also go with a 3" billet and only make the initial weld. Mike Norris does this in stainless foil using no flux. No fluxing, no cutting, no grinding before rewelding. . . . This greatly reduces waste and time and increases profits.
|
|
- guru
- Monday, 03/31/08 12:23:27 EST
|
A couple of points: on the price of items *WHERE* you are makes a big difference. Anvils go for about twice as much where I live now in the USA as where I lived previously in the USA---which price should I give you? How do I know if you live in the USA, UK, South Africa, China, ?????
Condition is important too: a chopped up cutting table is expected wear, damage to the face is a BIG downcheck that a mint cutting table affects not at all. many people who don't use anvils don't know how to judge the condition of them: an anvil with chipped edges and a slight sway might actually be a lot better anvil than one that has sharp edges and is polished with a dead flat face---but it got that way from milling the face down to where the anvil is pretty but useless due to the face being too thin.
Josh
Too many folds in laminated steel: the steel is just like the clay, fold it and work it enough times and it becomes a homogenous material with no differences to show up when etched. With thin layers 4 times to welding heat can homogenize the carbon content if you don't have carbon migration blockers as layers. More work can even blurr pure Ni layers.
Twisting material *before* welding doesn't help patterning---unless it is real wrought iron or pre-made pattern welded billets.
Twisting billets does change the pattern; but twisted billets are usually done with less layers than if you are going with forging other patterns---less than 20 layers for the sword of Sutton Hoo.
Note: when starting on a major project in an area you are not real familiar with *research* is your friend! "The Complete Bladesmith, The Master Bladesmith or the Pattern Welded Blade" by Hirsoulas would have answered all these questions and more and since you are in the USA you can ILL them at the local public library---costs me US$1 a book here in NM!
I have run across many people who tell me that they have no time to research; but research would have cut their project time down to one tenth of what it ended up to be; as they had to throw out their piece time and time again and start over!
|
|
Thomas P
- Monday, 03/31/08 12:30:17 EST
|
Research and clear thinking. . .
Besides researching these subjects thinking about where you are starting and where you want to end (your goal) is important. Often newbies go into the shop with no goal and the result is what they get. You must have a plan before lighting that fire. If it is to practice forging points, fine do that. Scrolling, welding. . . It doesn't matter as long as you have a plan.
In recent years I have watched a lot of Damascus makers and the general methods have changed a lot in just the past decade. It used to be that everyone worked long narrow (blade shaped) billets but now many makers are working cubes and thick billets because they hold the heat longer and have smaller weld areas. Reducing weld area reduces flaws. One smith I've talked to makes his billets relatively tall and narrow so that there is less weld. Of course much of this change in method is departing from the traditional hand methods and adapting to power methods. It IS changes in method that is producing better work but has taken time to evolve even though it seems very logical.
There is lots to be learned. When twisting billets most smiths now round the billet to prevent developing cracks or tears. After twisting, the section is made square again in order to weld it to another piece.
The discussion of layers has not discussed if the layers are for strength of just decoration. Many blades such as the one mentioned by Thomas had decorative slab sides and a fine strait lamination edge. Some fine grained edge stock has waves forged into it so that it replicates Wootz. When the edge with hard and soft spots is sharpened it makes a microscopic saw tooth edge that cuts better than a perfectly smooth edge in many cases.
|
|
- guru
- Monday, 03/31/08 13:19:31 EST
|
to everyone who offered advice:Well thanks guys for the help I think I got it.However I do have one of the books from the site and is one of several dozen books on smithing,knifemaking and some random hardback books published back in the "50's"on random crafting projects however the one book I have from the site is called"The Art Of Blacksmithing".Yes I have seached some of the public library's as well as some book store's like borders for any of the suggested books or anything that seems to be what I'm looking for.However the library's here are stocked with little or no book's to my need's and when I asked if they would order me one of the book's suggested they would tell me that they would see what they could do and got nothing.By the way here are some of my favorite books,suggestions for anybody else who happens to read this or to just be added on the bookshelf page"The Blacksmih"by Aldren A. Watson,"The Complete Modern Blacksmith"by Alexander G. Weygers and"Popular Mechanics DO-IT-YOURSELF Encyclopedia"author dosen't say but is a good book however this one is from the "50's" and I'm not sure it you can find these anymore.:(
|
|
josh
- Monday, 03/31/08 15:54:52 EST
|
Did you ask the library to consider purchasing them or Inter Library Loan them?
I live in a small town in NM, it's an 80+ mile drive for me to get to my Dr; only 50 to get to a big box lumber yard and our small public library can get stuff that Amazon.com has not been able to find for me in over two years of continuous book searches. The library won't *buy* anything I suggest; but they sure can ILL it for me!
If they won't ILL for you; ask a parent or other adult to ask for it.
Thomas
|
|
Thomas P
- Monday, 03/31/08 17:44:41 EST
|
Ive been patternwelding for 6 months now on and off (no prior blacksmiting experience,but forging industry by trade) and although ive got some of the trickier patterns sussed ( 'w's etc, constantly foging against your welds) I realise Ive still got a l o n g way to go before im 'good' at it.
Ive the luxary of a power hammer or two, so I like to really draw out my first 'stack' and then cut it into 6 or 8 for the restack. In a way I feel I get a better weld with an 8 stack than a 2 stack, as the core of the 8 pieces is much more likly to be at full welding heat (less soak time needed) because of the 'gaps' and thinner sections. If the conditions (heat, pressure, flux, atmosphere and techneque) are correct it doesnt matter how many layers your trying to stick, they will.
L6 is similar to 15n20 (high nickel) so should give great contrast with a plain carbon steel.
I have found over 800 layers is to subtle for me at the moment, and am quite fond of the really low layer stuff, 30 - 60 ish. you can see what youve done to the pattern then.
layers per inch is a pretty irelivent measure in pattern welding (for edged tools), as there are so many more variables, grind type (constantly variable thickness), depth of blade, stock removed or forged to finish shape etc etc. All of these have a massive effect on the finished workpiece.
if you ever think you are getting good at damascus take a deep breath, and look at this resource. It will make you realise (except maybee the top 0.01%, you know who you are :) how bad you are at it. Remember these folks were useing questionable materials, and no "modern" technology.
http://docs.google.com/View?docid=dfg2hmx7_186fpmvhzsb
enjoy :)
|
|
- John N
- Monday, 03/31/08 17:49:06 EST
|
Hello there.
I want to make a sword. I have made a copy of the sword forging scene from 'Conan the Barbarian' and play this to myself in bed every night before going to sleep. I have made a very good anvil by filling a biscuit tin with rocks and cement so that it is very heavy. It will certainly be good enough for this job.
It might interest you to know that I was a smithy in a previous life so have lots of experience in forming iron. If any of you have any questions about blacksmithing in the middle ages I could answer them easily mainly about a blacksmiths main job of shoeing horses.
|
|
- Louis Tordella
- Monday, 03/31/08 18:04:11 EST
|
Oh. I've just read the Guidelines. Further to my earlier post, I'm in London, in the UK.
|
|
- Louis Tordella
- Monday, 03/31/08 18:14:21 EST
|
Louis Tordella,
Good show, and I thought the British had a dull sense of humor!
|
|
Frank Turley
- Monday, 03/31/08 18:22:07 EST
|
louis, do you not remember you apprenticed under me in that pervious life, you should remember the lessons well or a sound flogging will ensue!!!
Im a manc myself, and diddnt think southerners had a sense of humor ;~
|
|
- John N
- Monday, 03/31/08 18:40:24 EST
|
Folding Steel: Let us not forget that the Japanese smiths folded the steel precisely to homogenize the carbon content. They were not attempting to create a nice pattern.
Major WOO-HOO: Got the new TFS anvil today. Very nice and harder than woodpecker lips.
|
|
quenchcrack
- Monday, 03/31/08 18:53:17 EST
|
Louis, smeshing, just smeshing! A talking building! Were you a brick smithy or an ordinary wooden one? My mother said I come from a long line of outhouses myself.
|
|
quenchcrack
- Monday, 03/31/08 18:56:21 EST
|
Well Thomas P im gonna take you up on that lil bit 'o' advice, and you sure you live in NM because of what you have just described is my home town in WV LOL.
|
|
josh
- Monday, 03/31/08 18:58:11 EST
|
Louis I may still be in high school but im not to young to be giving advice so where should I start.OK before you leap in asking everyone about how to make a sword I suggest you first an article called Getting started in blacksmithing just look at the top of the page and make sure you read the whole thing word by word and I'll give a some advise mmmK;)
|
|
josh
- Monday, 03/31/08 19:09:03 EST
|
Louis:by the way the actual name of the job of the craftsman who makes the shoes and shoes them is called a farrier both my greatuncle and great grandfather on my dads side of the family where farriers.
|
|
josh
- Monday, 03/31/08 19:16:57 EST
|
sorry Louis when I said them in the message above I ment to say the horses.
|
|
josh
- Monday, 03/31/08 19:20:44 EST
|
Quenchcrack, I love it when you talk all technical like. Piliated or Red Headed? :)
Josh, I live in S. Indiana, and have had ILL books from Michagan, New Mexico, Ohio and S. Caralina brought in for me for the grand sum of $1.00 each. Wirth every penny times 10.
|
|
ptree
- Monday, 03/31/08 19:28:27 EST
|
Well ptree I've got the books I'd like to take a look at written down and I'll go over to the library as soon as can and try and see if they can get the books for me.
|
|
josh
- Monday, 03/31/08 19:40:00 EST
|
In Louis' defence in England most blacksmiths were also farriers in the old days. Most villages were not big enough to support two separate businesses. If you see an old blacksmith's shop they were full of shoes. Any decent sized farm would also have a forge where pretty well everything would have been done.
|
|
- philip in china
- Monday, 03/31/08 19:50:40 EST
|
philip:True but it was the same for most of the world not just england was like it especially the same for america at the time.
|
|
josh
- Monday, 03/31/08 20:10:35 EST
|
It was true that almost anywhere in the Western world, a country crossroad shop would do just about anything you could drag up, including shoeing horses and sometimes oxen.
In the cities, specialization set in. My farrier mentor, Al Kremen, told me that after work, the draft horse farriers wouldn't go to the same saloon as the carriage horse farriers, and vice versa.
|
|
Frank Turley
- Monday, 03/31/08 20:17:30 EST
|
true it was like that back then however the point is that farriers aren't the exact same thing as a blacksmith. But in a way farriers and bladesmiths alike both came from the blacksmith so I could just be rambiling on about the same thing but is just pointing out the difference's between a farrier and a bladesmith.
|
|
josh
- Monday, 03/31/08 20:36:57 EST
|
Louis:If you really,really,REALLY want to know how to make a sword just go to the armory on the left side of anvil fire's home.
|
|
josh
- Monday, 03/31/08 20:40:57 EST
|
after you read Generation x sword making louis I will tell you step by step on how to make a sword.;)
|
|
josh
- Monday, 03/31/08 20:46:19 EST
|
There is a foundry in Gainseville, Texas called Gainseville Foundry that has cast anvils beforehttp://gainesvillefoundry.com/index.html
Also, Texas Farrier Supply
603 S New Hope Rd
Kennedale, TX 76060
Phone: (817) 478-6105
|
|
Sleepingbear
- Monday, 03/31/08 20:49:14 EST
|
Actually, with the Pyron process and the solid state reduction process used by Hoganas the oxides are milled to powder, the powder for the Pyron process is metered onto the continuous belt furnace. The Hoganas process mixes milled iron ore with milled coke & places it in ceramic retorts before running through the furnace. In both instances, you end up with a spongy product that is somewhat sintered together and has to be broken back down to powder trhough milling operations - typically rotating ball mills for PM grade powders. The Pyron process used to use an oxidizer to move all the mill scale to Fe3O4 before reduction, but I believe they've been able to eliminate that step through process improvement.
Actually QC, the fines were a very important part of the Pyron process - they did a lot of extra work to collect and screen the -325 mesh sponge iron (Basically baby powder fine or finer.). A couple of uses for that size are the disposable hand warmers us northern hunters have come to love, can also be used for self heating food packs, and since the plant is both kosher and hallal, it's used for iron enrichment of cereals and flours.
|
|
- Gavainh
- Monday, 03/31/08 20:49:38 EST
|
Josh, Louis was making a joke. Read his post closely in THIS (web site) context.
In the late 1800's early 1900's in urban areas there were all types of specialized blacksmith related shops. Those that shod horses did almost nothing else. Those that did wagon and carriage work did that alone and were often divided between light carriages and heavy wagons. Shops that did more general smithing were the precursors to the modern machine job shop and many had lathes, drill presses and other machine tools. These were the shops that manufactured heavier forgings and had small power hammers. THEN there were the industrial forge shops which have always been a specialty shop making steam engine cranks and parts. In the industrialized North (US) we had large and small chain makers shops, tool and instrument makers and other specialty forge shops.
It was only the pioneer blacksmith shop that was the general or "do it all" shop as popularized by Slone, Bearler and others. Most of these were rough make-do shops, not the places where artistic blacksmithing came from. As the saying goes these guys were jacks of all trades and master of none. That is not to say they were not excellent ironworkers, it is just that their work did not allow them to focus on one thing too long.
The great works have generally came from specialty shops that focused on one area.
|
|
- guru
- Monday, 03/31/08 22:34:37 EST
|
Has any one run across any books with detailed drawings of catapult and ballista hardware.I can't seem to find any that are detailed enough to scale down for copies. I was hoping to avoid trying to design one from scratch since it would consume loads of time. Thanks.
|
|
Robert Cutting
- Monday, 03/31/08 22:41:19 EST
|
Scientific American Magazine has run detailed drawings of the fixings for trebuchets, etc. Unknow issue dates, but if Reader's Guide to Periodical Literature still exists, it'll be in there. Somewhere.
|
|
Miles Undercut
- Monday, 03/31/08 23:34:07 EST
|
|
|
[
CSI - anvilfire MEMBERS Group |
Getting Started in Blacksmithing ]
|
