THIS is a forum for questions and answers about blacksmithing and general metalworking.
Ask the Guru any reasonable question and he or one of his helpers will answer your question,
find someone that can, OR research the question for you.
This is an archive of posts from February 8 - 17, 2010 on the Guru's Den
I have just bought a 750lb Chambersburg 2 piece steam(converted to air)hammer,what size/depth should the foundation be? Thanks for any help and information.
I just went/slogged my way to the forge and re-covered the workbench, anvils and most of the tools. I left the eaves open for ventillation in the summer- no problem last year and VERY comfortable for ventillation during the spring, summer and autumn. THIS winter, the prevailing wind (NW) and continuing storms blow the snow in under the eaves and creates nice little 1" drifts over any uncovered horizontal surface in the windward half of the forge.
When the weather gets fairer, I really must work out screen and shutters for the eaves; 2' between each set of rafters, 24 shutters in all.
This weekend is supposed to be nice; we shall see, after we get past the Wednesday muddle.
Sunny and bright (really, really bright),and cold on the banks of the lower Potomac.
Dürer & metalworking homework. It is a policy of anvilfire.com not to do homework for students. The "NAVIGATE anvilfire" menu at the upper right might give you some clues.
Kiddies. . . Your IP 169.244.70.146 resolves to "ce-o-unet.unet.maine.edu" With the time and date stamp in our records it can be nailed down to exact PC you were using.
If you are curious and have legitimate questions that are not homework AND are blacksmithing/metalworking related AND are not just to get a bite, we will gladly answer them.
I was researching recently and ran across a test of modern steel vs roman era wrought iron that was pretty conclusive that the WI resisted corrosion much better than the modern material.
I'll see if I can dig out the cite---please remind me if I forget it in getting our conference running this weekend!
James Tyree: Good rule-of-thumb is two yards of concrete for every hundred pounds of hammer (ram) weight. Anvil and hammer should sit on 6 - 8 inches of timber. Pocket for anvil is made so you can wedge it in tight with wood. It's a project.
- grant Sarver
- Monday, 02/08/10 19:42:06 EST
Thomas P.
Like to see the Roman era tests. Did you know that the Romans knew how ( and did ) remove cataracts ? They had the knowledge to make aspirin ( or the equivalent ). They could make forms, pour cement and it would harden under water. My sister and brother in law went to Italy recently ( took videos ), the old Roman roads still exist today ( can the United States build a highway that will last over 2000 years ) ? When they attacked Germany, they built a bridge clear across the Rhine river in 2 weeks, using pile drivers !! Once on the other side they burned the bridge so the Germans couldn't retreat. We tend to think of ancient men as primitive, but they weren't as primitive as we sometimes think. The aquaducts were an engineering marvel, would be a challenge for architects of today. By the way I saw on TV the other day that nicotine and cocoa leaves were found in an Egyptian tomb, proving that goods from South America made it to other parts of the world. I think of it as sort of like the pony express, indians in South America, traded with indians in Mexico, indians in Mexico traded with North American indians ( all of whom had trade routes ), these goods then made it to the coasts and up into Canada, Nova Scotia etc. I don't know how far down the east coast the Vikings had settlements, but I believe they were also involved in trading. I believe world wide trading existed in ancient times. Also, the Vikings had the knowledge to work and forge iron, maybe supplying indians with metal tools. etc. Ancient Celtic writing has been found in caves in Arizona or N.M. can't remember which. I don't think they had snow cream though......poor souls.
Hammer foundations depend a lot on soil condition, sub strata and necessary vibration dampening. There are often published plans for foundations for small hammers but those for larger hammers simply show reference dimensions for locations of parts but beyond that it is up to the engineer.
I have a book full of Chambersburg information but no foundation plans.
The general plans given in old books recommend a pit with room outside the side of the anvil pocket so you can shim, adjust and wedge from both sides. The pocket as Grant noted should have a timber pad in the bottom. According to some manuals the wood is anchored to or grouted into the pocket. The anvil is fitted against the wood until level. This may require use of an adz or chiseling the wood to fit the bottom of the anvil which is often not very flat. When the anvil sits level it is wedged into the pocket. Then the hammer is set and also leveled and centered on the anvil. Pairs of wood wedges are used to hold the hammer centered on the anvil. For a really clean job the Massey manual recommends sawing off the wedges and fitting an angle iron ring "cap" over the wedges.
The starting place is to measure all the interfaces. There is a mark on the ram indicating its lowest safe position. I'd set the anvil a little higher. Then make a plan for the foundation and start digging. . .
Mike T., to be more exact, they found traces of nicotine and cocaine on the surface of the mummy. Later investigations showed that in the early 1900's (when the Egyptian tombs and the hey day of discovery was afoot), that (documented) parties of rich folk would gather around mummies. They speculate that people were smoking and doing coke (legal at the time) ON and around the artifacts. This is the only real explanation of the residues. No actual leaves were found, just traces of the respective chemical constituents. Modern marvel or not, a trans Atlantic journey is a serious feat, let alone a round trip. There would be NO way for the ancient Egyptians to get their hands on that stuff. Modern Egyptians, maybe...
- Nippulini
- Tuesday, 02/09/10 08:28:11 EST
Just to back this up (not to start stuff, just remembering the TV episode a little better), IF indeed trade routes existed as you describe there is NO evidence of tobacco or cocaine in Northern American Indian culture, Viking culture, or any other spot where the trading would have occured. Coke doesn't just magically appear half way around the world..... disappear yes.
- Nippulini
- Tuesday, 02/09/10 08:31:28 EST
Thomas, there is an iron pillar in India that is reputed to be several thousand years old and has no corrosion. I have learned that surface corrosion starts at microstructural differences, like carbides. No carbon = no carbides. We have many bridges in the US made of wrought that are in surprising condition for their age.
Located in the Mosque of Altamsh is a nearly pure iron forging. "The Sanskrit inscription fixes its date at A.D. 360-400" (1600 years old). It weighs about six tons and rises 22 feet above the ground. A taller pillar was erected near Dhar (Madhya Pradesh), India. The total height was 43.4" and is now broken into three pieces.
Made of Iron, Catalog of the Traveling Exhibition, University of St. Thomas Art Department, Houston, TX, 1966. Introduction by Stephen V. Grancsay paraphrased above. Includes "On the Nature of Iron" by Cyril Stanly Smith, MIT.
While these columns have been carefully maintained as religious artifacts they are rusted. If you do a search on them you will find several scientific studies of the surface rust and the role played by phosophorus in the slag.
Some reports mention the climate:
Proponents of the environmental theories state that the mild climate of Delhi is responsible for the corrosion resistance of the Delhi iron pillar. It is known that the relative humidity at Delhi does not exceed 70% for significant periods of time in the year, which therefore results in very mild corrosion of the pillar.
Dr. R. Balasubramaniam
Department of Materials and Metallurgical Engineering
IIT Kanpur, Kanpur
However, more critical than the mild somewhat dry climate is daily temperature swings (or lack of) and the resulting condensation. And nothing is mentioned of possible maintenance or coatings that may have been applied over the centuries.
Examples of Roman era iron are very rare considering how much they used. There are literally tens of thousands of brass Roman keys but not enough of ANY lock to determine their construction or what they looked like. It is also claimed that the Romans invented the wood plane but the supporting pieces of iron are almost impossible to judge what they are.
Under certain conditions wrought holds up OK but under others it rusts away to dust just as fast. I've seen a LOT of old wrought that was beyond repair or reclaiming.
Jamie, you dog! I guess I'll have to come down there and see that Chambersburg now. Biggest steam hammer I've seen in the flesh was a 350 lb Erie.
Mike T.: Remember the Vikings and the ancient Egyptians were a few thousand years apart, history-wise. And there's no ancient Celtic writing in a cave in AZ or NM. Ogham (said writing system) is a series of short lines on either side of a corner. Guess what corners in caves naturally look like if the bedding planes of the rock are fairly flat?
I was once called a liar and a member of the international conspiracy to suppress evidence of ancient ocean voyages because I had to tell a guy that the ca. 1880s Knights of Pythagoras (a fraternal organization kind of like the Masons) sword he had fished out of a river did not belong to the legendary Welsh prince Madoc. He insisted that it had to be that old because he'd had the metal of the pommel (shaped like an ancient greek helmet, remember they were about Pythagoras) tested to reveal it consisted of an alloy of 90% copper with 8% tin and some arsenic, antimony, and zinc making up the rest, an alloy found in ancient times.
I said "Yeah, we call it bronze and still use it today. So what does the "Cleveland, Ohio" maker's mark on the blade tell you about its antiquity?" He insisted that I did not see that...
I'm not opposed to the idea of ancient voyaging, but I need actual proof, not something that can be explained by any other possible scenario.
Oh yeah, that sword was found by trolling with a magnet under a bridge, and was as clean and shiny as a well-kept 120 year old sword should be. Oddly enough, someone had reported a stolen gun safe that had an old sword in it the week before...
The guy who found it never did explain why a supposedly Welsh sword from around 400 AD should have ancient Greek lettering on it either, but he was positive it was Madoc's and that I was trying to suppress the evidence. I told him to put it on TV for all I cared. For some reason he never did.
Thank you fella's for the information,that helps me alot.Now I've just got to get it home and start digging.I'll give you a call Mr.Longmire just as quick as I get it here,she is a beauty to behold.
I will later(after she's set up of course)need help in setting it up with a foot bell,I've seen the video's on youtube but don't fully understand the set up.This type of hammer is all new to me so I will be bending all the ears I can.Thank you all,Jamie Tyree
James, A friend of mine has a 750 Niles Bement that is setup with a treadle. He also has a 500 Chambersburg Utility and a bunch of mechanical hammers. Write to me if you would like to make contact.
I've got the 350 "little brother" to the 750. My dream is to have it setup one day. . . Takes a LOT of HP to run these big hammers. I've got a portable gasoline powered compressor to supply the air. Only thing that works in the sticks.
Visitors to the Americas: Genetic testing resulting in the documentary The Real "Eve" showed that there was no contamination in South America by ancient Egyptians. If there had been trade there probably would have been some intermixing.
The first Europeans to return from the Americas brought back samples of many plants that changed the diets of Europeans forever.
They also brought diseases to the Americas that decimated the native populations, particularly in South America, in just a few decades. Many of these diseases were also carried by every group of people during the time of the ancient Eqyptians and their contact in South America would have probably had the same results as that of the Europeans.
There is much more of this evidence that the Old World had no trade with the new, and probably no contact until the historically recorded contacts that are well known, than to the contrary.
THEN you have the problem of big corporations such as Disney/ABC trying to convince the world that the "Lost City of Atlantis" was off the Florida keys rather than the neart certainty that the "Atlantans" were the Minoans of Crete and the "sinking island" Thera. The facts of which Plato turned into a mythical story. . . but at least he didn't move it to the other side of the world. . . as Disney tried to do a few years ago.
I guess when it comes to ancient man, I am sort of a romantic. Even today, we push the limits of science and reach out to new unexplored places. It was a large step for mankind to reach the moon, now rovers to Mars. I just believe ancient men had these same desires to explore and go where they had never gone before, but the above posts have made good points and good observations.
sorry for the odd question but does anyone know how hard i should make masons chisels? i have a guy i know who needs a few made up, so i was wondering how hard i should temper them. i think that a blue or dark straw is about right. thanks for all the help
Alan L, that Madoc story is big stuff around here as there are claims of a large stone carved with... that was found just prior to the great 1937 flood that washed it away, and shortly after the area was taken by the ARMY for the Indiana Army Ammo plant etc...
The Falls of the Ohio park hosts a monthly meeting of enthusiats.
Quenchcrack, we run steel sheet that is "below limits of test method" for carbon for auto bodies. It will rust.
May have some other alloy content that makes those nasty intersetions. It has Managanese, and traces of Chrome and Ni from the scrap it was melted from.
It does have a uniquely fine soft rust but it does rust, and pretty quickly.
Ptree: I thought they were using higher alloys for bodies nowadays so they could get away with thinner material.
- grant Sarver
- Tuesday, 02/09/10 19:21:04 EST
Grant: In the early '90s car frames were still made from steel with .05% carbon max, My guess is that they still are. This is due to the need for ductility in the HAZ around welds.
Ptree's parts are strech formed, the material needs plenty of elongagation.
- Dave Boyer
- Tuesday, 02/09/10 19:56:20 EST
Grant Sarver,
The steel we run is stretch formed and also roll formed. Some goes through more than 80 roll stands to get the cross section. These parts are very highly formed and so need lots of ductility.
These are the door sashs.
Grant, at your 2 yards per 100# of ram weight, you can imagine the rough size of the foundation of the 25,000# Erie steam drop hammer we had at VOGT. Now add to that it was sitting on river sedimet that went down about 90' to a chip of devonion limestone that went from 7th and Magnolia to 32 and Broadway in down ton Louisville KY. That sat on more sedimet. Also we had a special Erie, extra stroke, and designed for 145#/345F steam. I suspect the foundation was more like 10 yards/100# in that case:)
It was also an anvil on a sub anvil on a subplate on a timber pryamid about 12' tall.
Greg, I thought so too. Jamie's shop is on heavy clay just above bedrock. My guess is the seismographs are gonna go nuts, the cows will be bouncing off the ground, and the spikes will come loose out of the railroad track (that runs about 100 yards from the shop). But that's just me...
And Ptree, the residents of New Johnsonville, TN will fight you Louisvillians for posession of Prince Madoc. Y'all can both have him. (grin!)
Machining question: I got a 2 hp Grizzly benchtop milling machine/drill press a while back, haven't used it much yet. I just wondered what rpms I should be running it at for drilling unhardened mid to high carbon steel. Also, if I set it at that speed, can I leave it at that speed for machining operations too, or will it not really work?
- Stormcrow
- Wednesday, 02/10/10 11:12:17 EST
In my first semester at college, I had a "discussion" class attached to my history class. First day of class, the TA asked what the students thought of Columbus. Several then proceeded to talk about what a terrible person he was. I commented that he had the bravery to travel across the ocean that no one ever had before without knowing what he would find. The TA interrupted me to say that Columbus had gotten directions from the Vikings, and besides which the continents were closer together at that point. I went home and figured up at 1/2" of drift per year (which was just a remembered number, but could be wrong) the continents had been slightly over 20 feet closer. Shaved months off the voyage. ;-)
- Stormcrow
- Wednesday, 02/10/10 11:17:25 EST
Stormcrow- buy yourself a nice cheap used copy of Machinery Handbook.
Its a little book about a million pages long, with all the info you could ever want about machining, feeds, speeds, bolts, taps, pulleys, and, in the older editions, even blacksmithing.
drill speed is based on two things- material to be drilled, and size of the bit.
so your question cant be answered without knowing what size hole you are drilling- but, generally, on a mill drill, if you are drilling anything bigger than a half inch, in mild steel, set it at its slowest speed.
For steel, you are probably pretty safe just drilling everything at its slowest speed.
In aluminum, you would want it faster, or if you are drilling a lot of tiny holes. But I keep both my drill presses on a default setting of the slowest possible, and very rarely change em.
- ries
- Wednesday, 02/10/10 12:25:31 EST
Historians often have little concept of things outside their particular area of focus. We have a copy of the "Encyclopedia of the Middle Ages" by a big name medieval scholar and it still has that canard about armour being so heavy that a de-horsed knight couldn't get up by himself! (I had a friend who was in Nam who was expected to travel and fight carrying 50% more weight than a typical knight did---and not nearly as well distributed!)
Funny I have just been asked to speak to a writing medieval history class at the local college on smithing...
RPM: Stormcrow, the critical parameter of all cutting methods is cutter distance traveled per unit of time. In the US we normally use FPM (Feet per minute) or SFPM (surface feet per minute). This speed varies with the diameter of the cutter or the work (such as in turning operations). A large diameter drill may only want to turn a few hundred RPM to produce a common steel cutting speed of 140 FPM. But a very small drill bit may need to turn thousands of RPM to achieve the same speed.
The SFPM varies with the type of material and type of cutter. Stainless is cut at 90 FPM with HSS drill bits and cutters. Annealled tool steel can be cut faster, mild steel faster and aluminium and plastics even faster.
The lowest RPM a spindle will turn determines the largest work or cutter that can be used. Many small drill presses cannot drill a hole any larger than 3/8" in mild steel and 1/4" in stainless and tool steel due to the high minimum speed.
SO, lets look at drill speeds that result in 100 FPM (a good conservative drilling speed).
A 1" drill has a circumference of PI, 3.1416". That is 0.262 feet. (PI/12). 100/.262 = 382 PRM
A 3/4" drill has a circumference of .196 feet. Divide that into 100 result in 509 RPM.
A 1/2" drill has a circumference of PI/2 or .131 feet. This results in 764 RPM = 100 SFPM.
A 3/8" drill has a circumference of .098 feet. This requires 1018 RPM for 100 SFPM.
A 1/4" drill has a circumference of .785" or .065 feet. This means it can turn 1527 RPM for drilling at 100 SPPM.
A 3/16" drill has a .049 ft. circumference and drills steel nicely at 2037 RPM
Normally machines have steps in their speed adjustments. Each step has a maximum size cutter that can be used for each material. Machining manuals often have speed and feeds charts. However, an apprentice machinist often makes their own custom chart for each machine. After a while you know what works and what does not but it is good to know the numbers.
Torque and feed pressure are also limitations for drilling but setting the right RPM is the main thing as well as knowing the machine limitations.
I have a nice old 1950's Craftsman drill press that I had bought for Paw-Paw before he died. Prior to that all he had was one of the little bench top drill presses that was very limited for metal work due to the speeds. However, the nice Craftsman floor model drill press is still limited to about 1/2" in mild steel with a perfectly sharp new drill bit and very careful feed pressure and a cutting lubricant. For common work about 3/8" is the limit. Not much for a metal worker but it will drill big 1" holes in wood no problem. . . This drill stays on the slowest speed all the time.
At the other end of the scale is the big old Champion drill which will drill up to 1.5" in steel using backgear. It goes slow enough to do larger but this must be done with a single point boring tool due to drive belt torque limitations. Common sized bits like 3/4" and 1" go through steel like a punch press. . . We change speeds on this drill constantly because we might be drilling 3/16" pilot holes one minute and 1" holes the next. Full speed on this machine is slow for the 3/16" bit.
In between these two we have an old production drill press with a small chuck and spindle. It gets run at slow speed on most work but I also use it with a sanding drum at higher speed.
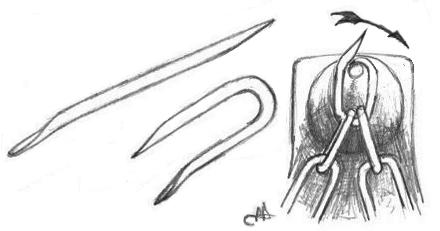
Hand made chain was made from 1" iron bar and hand forge welded by hand well into the 20th century. Small wire chain was made similarly by cold bending and shaping wire with special needle nose pliers (a tool that has not changed in detail in over 200 years). Very fine chain was made by young women with very good vision. Later magnifiers were used. Jewelers would weld fine chain using an alcohol blow pipe.
A curb chain is made like any other but with a 1/4 twist so it will lay flat. It is made in single, double and triple loop.
Stormcrow: a simplified version of the speed formula is:
4X cutting speed divided by diameter.
There are charts for suggested cutting speeds for various metals and different machining operations. 100 feet per minute is OK for free machining mild steel and it is an easy figure to use, altho slower is better for drilling in most cases. 50 feet per minute is a good easy figure for nasty tough alloys.
Example: 4X100 [cutting speed] divded by 1/2" [diameter of drill, endmill etc.]= 800 rpm
High speed steel cutting tools will not hold up if the chips are coming off blue from the heat. reduce the speed 'till the chips are no more than yellow or brown.
cutting oil helps prolong cutter life and improves surface finish on all metals except cast iron.
water soluable oil coolant is the most effective for drilling operations, but it is the most messy. You don't need a flood coolant system to use it, just put it in a plastic bottle with a small hole in the cap & squirt it in the hole once it is started.
If You need to drill a large hole a small pilot hole about the size of the web of the drill greatly reduces cutting pressure. Don't go more than 1/2 the finish size with the pilot drill.
Use enough feed pressure to keep the drill cutting, especially in stainless.
- Dave Boyer
- Wednesday, 02/10/10 19:46:11 EST
Bigfoot: Temper one at straw yellow and ask the mason waht He thinks of it. Too soft and it will wear rapidly or deform, too hard and it will chip. As the stone is extremely abrasive, these tools need to be as hard as possible without chipping.
- Dave Boyer
- Wednesday, 02/10/10 20:01:04 EST
Bigfoot: The struck end must be much softer, but I am guessing You knew that.
- Dave Boyer
- Wednesday, 02/10/10 20:03:02 EST
i guessed that (all chisels are that way!) i think the business end needs to be tough rather then hard, but i am not sure.
Guru,My e-mail is clinkerman1@yahoo.com.I would like very much to speak with your friend about his hammer,any help I can get is welcome.
Once again,thank you all for your help.
Stormcrow, what you are asking for is a cutting speed expressed in "SFM" (Surface Feet per Minuet)
The actual RPMs are dependant on several things but, for what you will be doing with your millem'/drillem' here would be some good rule of thumb to follow.
Drilling: cheap drills, good drills
Aluminum- 200-400 SFM same
Mild steel 50-80 SFM 80-140
High Carb 40-60 SFM 50-80
Soft tool 30-50 SFM 40-60
SST ----- 20-30
When ever possible use a good cutting oil/fluid/wax
To easily figure your SFM for a fixed set of spindle speeds such as with a step pully araingment like you probably have, you will take the Cutter Diameter times 3.14 (abreaviated PI)times the RPM divided by 12 so...
3/4 dia. drill/end mill = .75 X 3.14 = 2.355 X 300RPM = 706.5 divided by 12 = 59 SFM
If this resault meets your needs then use it, if not then try a different speed but, you should usualy stay to the low side rather than go too high.
Slow works just fine but, it's just time consuming.
DON'T FORGET THE CUTTING OIL!!
"Any old oil" is NOT cutting oil. Motor oil and lubricants are made to inhibit scoring and cutting actions.
Cutting oils and waxes are made to encourage them. They do not cross over.
Becarefull and good luck!
- merl
- Thursday, 02/11/10 03:39:34 EST
Stormcrow I forgot to mention, as Dave Boyer points out, you need to keep the feed pressure constant on SST ,tool steels, soft high carbon and anything else that will become harder when it gets hot (red hot)
Don't let your drills rub in the hole, and keep them sharp.
Dull tools cause rapid heat build up that will cause instant heat treatment in your holes...
"Slow speed and heavy feed" is the rule
- merl
- Thursday, 02/11/10 03:47:57 EST
Hey Guru, great video on chain makeing!
I wonder if those are CNC machines or cam operated?
- merl
- Thursday, 02/11/10 04:06:41 EST
Stormcrow Drilling
You will be a lot happier on that Grizzly using slower speeds. Try about 250 RPM for a 1/2" drill and about 800 RPM for a 1/4" in mild steel. Use coolant or cutting oil as suggested above. Keep cutting pressure but let the tool do its work. It is a drill, not a punch.
This will be a great opportunity to learn drill sharpening. Watch the chips coming from each flute. They should look about the same.
- Tom H
- Thursday, 02/11/10 06:30:47 EST
Pardon if I'm just missing something that has already been stated, but for drilling at least, do I *have* to step the speed up for a smaller bit, or can I run slow speed on small bits as well and just be a bit more patient?
Lots of good data here for me to absorb on the subject.
- Stormcrow
- Thursday, 02/11/10 10:12:25 EST
Drilling speeds: There is a limit on how slow you want to go with small bits. The problem is that it is easy to get too much feed pressure and too much torque and snap the drill.
I run bits down to 3/16" quite slow but sizes below that take a VERY gentle touch. Speeds that make blue chips with a 5/8" bit are fine for 3/16" bits.
It is all a matter of range, proportions and point of view. "Small" bits are number sizes which run down to .014" (0.35mm) - less than a 1/64th. "Large" are relative to your shop and equipment. I have 2" (50mm) bits on the shelf. . . But in most small shops a 1/2" (13mm) is "large" and 3/4" (19mm)is HUGE.
Blue Chips: In a job shop profits are measured in pounds of chips produced per hour. At profitable (IE competitive) rates the chips coming off most machines cutting steel need to be blue or you are going too slow. Blue chips are about the limit that HSS bits can produce and are actually a little cool when using carbide. Pushing a machine to make heavy blue chips is often the limit of the machine and you can tell by the noise of the gears it is working hard.
This is where the term "Blue Chip Stocks" come from. They are continuously productive or profitable.
In the small shop doing custom work where we have little competition OR we are working for our own satisfaction OR the art is more important than the production rate, we try to stay below the blue chip making range. But if you have to make a living from making chips and you have competition, then you need to make those blue chips.
In blacksmith shops chip making is a small part of the process so it it less important than in a machine shop. SO forging and finishing rates become the critical items. In knifemaking you can get away with small grinders until you have a production order, THEN you need that big high HP machine that goes through steel like a cutting torch. Different chips, different color, same goal of pounds per hour.
Yes, earlier versions of high speed steel were available at that time. Robert Mushet and others were experimenting with the addition of tungsten to maintain hardness at elevated temperatures. You can find references to forge techniques for cutting bits in some of the blacksmithing texts from that period.
Sintered Carbides came into commercial use in the U.S. in 1928. But it took until the 1940's for their durability to make them a common cutting tool material.
Shop Math: The above discussion on drilling speeds and RPM vs. Surface speed is a good example of needing to know a little math and how to apply it in the shop. The same applies to grinding and buffing wheels. The larger they are the slower they need to rotate and the very small want to rotate very fast. It is all just very simple multiplication and division if you understand the principles.
I had a surprising discussion with a adult professional blacksmith the other day about shapes and fits. He didn't understand that the corner to corner distance of a square was a side times the square root of two (1.4142. . .) OR after I explained it that is was simple multiplication. I always use the square root of two, √2 or sqrt(2) because it is easy to remember and can be punched up on any calculator in an instant. OR you could just remember 140%. But √2 is best.
But this simple multiplication was too much! Too mathematical! I really wondered how this fellow got to be over 40 and running a successful business. . . This was not the Pythagorean theorem. . which is still very basic shop math and is needed by carpenters and contractors as well. The Pythagorean theorem, A = √B² + C² returns the same results as B√2 when a shape is square but it is needed when a shape is rectangular.
The Pythagorean theorem is used to find a diagonal distance and thus can be used to determine if a corner is square OR to layout a perfectly square corner. When I laid out the foundation for my shop it was accurate to 1/32" across 50 feet. . . because I used the Pythagorean theorem the same as the Ancient Egyptians did to layout the pyramids. You cannot get this accurate with a transit (unless you do the math and measure the diagonal).
It is the simplest geometry that we should all be able to apply in our daily work along with knowing the circumference of a circle OR its area OR the volume of a cylinder. You need these simple mathematical tools to calculate weights (to bid a job), make parts square and many other daily tasks in the shop.
I was shocked that this fellow thought B√2 was complicated "higher" math.
Actually, a lot construction people use 3,4,5 not even knowing they're using the Pythagorean theorem.
I'm no math whiz, but in your theorem of Pythagoras, shouldn't the B2 + C2 be in parenthesis? It doesn't compute as shown, does it? I suppose hand written the sqrt line would go across the whole expression. People familiar with it might understand, but.........
- grant Sarver
- Thursday, 02/11/10 15:07:41 EST
"Blue Chip"? Well, I suspect it had more to do with the best quality being "blue ribbon" and the highest Casino chip being the "blue chip" (traditionally anyway).
- grant Sarver
- Thursday, 02/11/10 15:16:40 EST
Yep, I should have put the B² + C² in parenthesis. . .
3,4,5 is handy and so is 5,12,13 (the OTHER magic triangle).
I like 5,12,13 because a 5:12 pitch roof is a nice slope and all the rafter dimensions come out whole numbers. It's also about the limit one can walk on.
Here is an interesting & usefull link:
http://grail.csuohio.edu/~somos/rtritab.html
- Dave Boyer
- Thursday, 02/11/10 20:03:47 EST
One little observation on blue chips. For those who have not become intimate with a blue chip, they burn the skin to appear to have melted the surface.
At the valve shop we ran many old chip hoggers that used twist drills to machine c-1023 hot forged fittings, and that stuff was ductile, stringy and soft. Even with chip breakers all you got on those old steady feed machines was one long corkscrew shaving. When you are running in the tap drill for a 2" pipe thread, that is two big corkscrews per drill. They would turn blue as the coolant flashed off. We had a neat Christmas tre, used stainless steel corkscrew shavings for garland. Those were a lovely gold color.
One nice part about blue chips is they are a little more brittle once cold and the new chip chrushers handle them well. When you make a railraod car load a week, that is important.
Dave, Now THAT is an interesting chart. I discovered the 5:12:13 triangle myself and played with looking for others but not seriously. A simple iterative search routine would have found others easily.
I've got books with lots of odd mathematical tables but I do not remember coming across this one.
When I was writing Mass2 I wrote a number of routines that generated such tables. Even using iterative trial and error routines multi page tables could be generated in the same time that data tables could be retrieved and displayed and often with less program/data. The problem I had at the time was formatting for printing. ASCII formatted for dot matrix was easy. But the new Laser and ink-jet printers and windirt's variable pitch fonts made it hard to format and print. Today I would just format for HTML and let the local system take care of it. . .
You lost me on the mathematics, but lets say you are building a small shop and you want to check to see if it's
square. If you measure 3' from the corner down one side and make a mark, then measure 4' from the same corner down the other side, make a mark, then measure from mark to mark, it should be 5' ? 3-4-5 or multiples of that such as 6-8-10 or 9-12-15. ?
Mike, That is correct. But if you want as accurate a layout as possible you calculate the full corner to corner distance.
Say you have a 24 x 40 foot building.
Corner to corner = √( 24² + 40² )
Corner to corner = √( 576 + 1600 )
Corner to corner = √( 2176 )
Corner to corner = 46.6476. . . = 46'7-3/4"
Measure that distance across both diagonals and your building layout will be more square than can be measured. Do the same at the top of your walls before setting the roof. If its a framed building you can pull it to square before setting the roof.
This kind of squareness makes it much easier when putting up sheathing or hanging sheetrock. It can also make it easier when making additions.
Here again, in construction, if you can measure both diagonals, you don't need to do any math, you just compare the two measurements and adjust until they are the same. usually only use the triangular measurements when you're erecting a single vertical or can only work one corner.
- grant sarver
- Friday, 02/12/10 02:35:09 EST
Measuring both diagonals works fine but it can get into a bunch of trial and error and moving stakes around until you get close. Or, you can average the two measurements (more math). The logic of making these kind of corrections on large scale work is more difficult than the math for many folks. If you get the first corner square to start the rest is easy. The comparison method also doesn't work when a building has an extension making one side longer than the other. Then you need mid points or false corners and the proper logic for the layout. As mentioned, the need for good logic is often more difficult for many than doing the math. If you do the math you can send someone with few low mental skills to do the job.
Doing the math can also take elevation into consideration (more triangles and a bit of logic). Measuring a foundation on a hill can result in missed measurements unless the measuring tape is level - which is difficult to do in some cases.
The Bridge:
I had a project where we needed an accurate site layout of a existing structures on a dam in a river. There were hydro turbines with definite alignment issues. They were supposed to be parallel but were not. Much of the masonry work was 100 years old or more and other masonry 200 years old that all flowed with the landscape. Nothing was square, or true nor were there dimensioned layouts of any kind.
The goal was to have a layout for future reference and to place a 40 foot bridge from an existing foundation to a deck on the hydroturbine and to design decks and railings to fit several hundred feet of meandering fish ladder canal. The bridge had to carry 10 tons and had a center column resulting in a third anchor point.
I started with a rough sketch and marked reference points on the drawing which were then made into permanent punch and chisel marks on items in the field. We then measured between all these points including elevations. The points made many triangles that when corrected for elevation were accurate to a small fraction of an inch over hundreds of feet.
These triangles were then laid out to scale on a CAD layout using the same techniques you would use with a compass to find intersecting points. One line is drawn a measured distance apart, the circles of a specific radius drawn from each point and the intersection becomes the third point. In CAD dimensions in many feet and fractions of an inch produce intersecting points accurate far beyond the ability to measure.
After this grid of triangles and reference points was laid out then the items in the several acre job site were drawn to exactly perfect as-built scale and position.
The 40 foot bridge and support were shop built while its anchor points (1-1/4" studs) were set in concrete and welded onto the turbine deck. Each end of the bridge had odd angles to suit the existing structures. . . When it was time to set the bridge a crane was called in, the middle column set and bolted into place, then the bridge was lifted and set into place. It took about an hour and there was no shimming, grinding, cutting or "persuading" required. Prior to making this layout, operations like this had often taken days or equipment had to be removed and modified to fit. A couple days measuring and making the layout saved thousands of dollars in crane fees alone.
While this kind of survey and layout is more than common shop math it used nothing more complicated than the Pythagorean theorem (right triangles) and layout methods done with a compass or dividers. It was also cheaper than an aerial photo and/or hiring a surveyor. Knowing how to do this could also save a lot of effort when doing architectural ironwork. In fact, various articles on this subject have been written to show folks how to measure for such things. They all rely on simple geometry and the Pythagorean theorem.
Ptree, not only are they attractive, they are usually sharper than a mother-in-laws tongue. We generate similare curls on our threading machines in the pipe mills. Employees are not allowed to touch them, even with gloved hands. They are pulled off the pipe ends with hooks.
I a'm building a 7 foot tall 5 foot wide 30 inches deep vine arbor, the vines make up the whole arbor i want to make them look as real as i can, there are alot of vines any ideas on a finish for natural look!! thanks, Pat
Vines Pat, good texturing, long tapers and graceful lines are the keys to realistic vines. The best way to do this is with a power hammer and bark texturing dies. See
i'm sorry, i should have worded it differant. i was wondering about finish, like paint, patina or what wanted it to look like real grape vine, i use flat black and satin clear coat alot but really wanted this to match vine color, it's for a show wanted it to look as real as possable. thanks
Pat, See my note about Guilders Paste on Blacksmiths depot.
These are a hand applied finish in many colors. Applying these finishes can be done by hand, with a spray can, gun or air brush. Dry brush techniques work and so do sanding or scraping layers. Hand rubbing can be done with rags, paper, cloth. . .
There are many hand finishing methods that give good natural looking color. Hand rubbing is obvious. You can also apply layers of paint by spraying then sand the high surfaced to get a multi color result. Spraying as well as hand rubbing can also be used to create fades. Spraying can be used to create shading, shadows and such. Dry brush techniques also work in this respect to bring out texture.
Most of these finishing ideas rely on texture to start. If you have no texture you can create it with heavy fill paint like gesso. This is something I generally do not recommend for metal and especially outdoor work.
All these methods are art that must be experimented with and practiced. They take time, attention to detail and an artistic eye. No art, no artist blacksmith.
GURU
Thank u for takin the time to answer me , i will give this a try, it's kinda funny i can build it thats the easy part to me , there are some many differant finish's to put on it , and i don't no any of them . lol!!!! guess thats part of learning Thanks again
Pat
Yes quenchcrack these pretty blue steel shavings and gold SS shavings are indeed sharper than a mother-in-laws tongue. We also ran many screw machines, and had a couple thet made little horseshoes and staples of both steel and Stainless depending on the part. Those darn things were so fine that you felt them like a splinter but it often took 20 power magnifcation to find them. It helped if the metal was steel as it browned up pretty quick and you could find it to dig it out. The SS was a different matter and sometimes the wound would have to festerup and push the chip out. That meant a sore hand for a week or so.
I finally found some nifty tweezers that had a built in magnifier and needle sharp points. Those were a Godsend.
Thanks for the words on gilders paste. I ordered the whole palette from Blacksmiths depot. Should be here in another week or so. If you go to the manufacturer's links you will find a wonderful example of a vine coloured using Gilders paste.
While the Guilders paste can be used alone it should be applied over a base coat of primer (for out doors it should be a zinc powder primer followed by a thin neutral primer). I would paint the whole color that goes with the final finish.
If you use lacquer primers and base coats you can apply most things over top of it without softening or disturbing the base coats. Danish rubbing oil is a popular clear medium to apply under and with Guilders Paste.
I used to do a lot of painting with a spray gun. A standard gun designed for automotive work is suitable for custom painting if the work is not too fine. Then an air brush is needed. I would purchase extra paint canisters to use with the gun. When changing colors you need a canister for each color and one with thinner to rinse the gun inbetween.
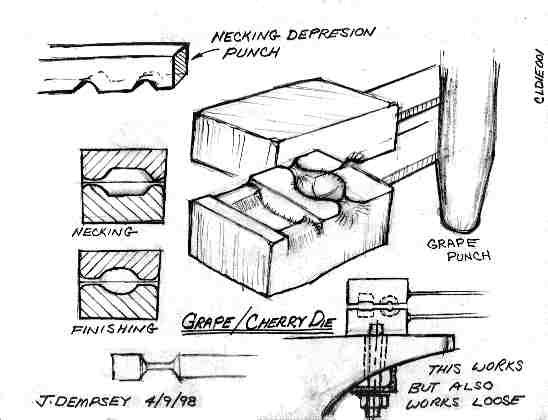
Dear Guru: I'm building a railing for my mom " she is 86 years old". She wants grape leaves, & grape clusters, the only thing I can't do is make a decent grape!! Could you show me how to make a swadge to make them ? Sorry to be a pest,but any information would be a Godsend ! Thanks Bob!!!
One change I would make in this article is to NOT put this die on an old wrought anvil or a small anvil hardy hole. You need to hit this thing HARD. Use it at the center of a small anvil or hardy hole of a large (over 250 pound) anvil.
we made a set for the air hammer , flapper die (top and bottom on a spring) it is just 2 mating half rounds ... easiest way to make one would be to use 2 peices of 1 1/4 square or so clamp them together and drill a 5/8" or 3/4"(depending on the size grape you want) hole were the two meet, radis the corner of one side and grind down the other an 1/8" (to leave a stem) on both blocks line then up attach the spring and go to town... if you need then to last longer you can super quench the dies but even under the air hammer they last a long time working with hot bar.
MP
For a power hammer I would make a different die. While a single depression works it can get choppy and create a lot of cold shuts especially in the stem. Instead of the blocking depression shown above I would make a narrow (3/4" - 19mm) flat top fuller like the narrow side of the Big BLU combo dies and a finishing depression next to it as shown above.
Then you would neck down on the narrow flat or low fuller, then finish in the depression. You could make grapes as fast as you could pull bar from the forge.
If you are going to make the depression cold is would be easiest to use a ball end mill and move it a little to make the depression a little ovoid then dress it with a die grinder or Dremel. To get a spherical shape with a big drill bit you can resharpen to a hemispherical shape. It will work but not quite as nice as a ball end mill. The cost is a toss up unless you resharpen the bit to a standard point and save the drill.
The important thing about this type die is to radius the edges of the depression a LOT. Open it up so that you do not form cold shuts. The results will be stronger, smoother, cleaner.
You can buy grape clapper dies made by Grant Sarver from Blacksmiths Depot.
Something I was thinking about....instead of hollow grinding a knife blade...use a power hammer with curved dies as wide as the desired hollow grind and hammer from ricasso to tip, actually making a concave on both sides at the same time, finishing as necessary. or being a poor boy, use a spring swage with half round steel on both sides, hammering in the same manner. The steel would then be compacted as well as thinned down.....making your own, just cut two pieces of a half round bar, attaching a spring to both pieces....hammering in the concaves, grinding and finishing to final tolerances.
Another idea for taper from spine to edge. Get two blocks of steel, have a hinge on one side. Place the knife steel between the blocks with the edge closer to the hinge. As you hammer,the steel would be compressed tighter on the hinge side, keep hammering until the desired taper is obtained. Also, a ricasso to tip taper could be made using the same method, working the middle more, the tip area even more. Grinding , sanding to even things out. Any comments, additions, deletions welcome.
first i'd like to take a moment to thank everyone here on anvilfire! i've learned so much here its unreal...i've researched other places but this is the best web site i've found for general and user friendly informantion. blacksmithing has been my dream probly before i could walk lol. and i have a question i cant seem to find an answer to in the faq's. i have a carbon steel o katana or great sword i know its carbon steel but im not sure what grade i presume its 1045 carbon. but i have a problem, the last time i cut with it it distorted and bent. that i accepted as inevatable. but i easily bent it back with my knee and hands... does this mean it wasent heat treated? im afraid to just go and temper it as i think heating a tempered blade messes up its temper and causes it to flake away im realativly new to smithing not experianced in the bigger projects i usally do small projects like making knives, tanto's and shurikens. should i temper it? and if so do i air cool it or water cool it? thank you for taking the time to help!
i recently made a knife out of D2 tool steel heat treated to HRC 59-60F degrees, deep frozen to -120F degrees, double draw tempered and features an epoxy powder coat with buff polished edges. i found the knife specs in a magazine and decided to recreate it and its pretty awesome. i was wondering how this steel would handle on a longer blade such as a sword considering i want to start on bigger projects like swords. should i try D2 tool steel or use 1095 carbon? any suggestions welcome =)
Jeff, While swords can be bent they should be springy enough to flex a considerable way then spring back. Bends and warps CAN be straightened cold in such a blade but it should be with considerable effort. So, I would say you have a soft sword.
Proper heat treating on such an item is very difficult and I do not recommend it as a first project or even a 10th. This is something you sneak up on with progressively larger blades that you have made yourself.
The traditional hardening on these blades hardens mostly the edge but the back should still be springy. However, I am not an expert on Japanese blades.
In a cheap blade that has not been properly heat treated there is a high probability that the steel is also an unknown, possibly not what you think it is.
Second question: The high carbon high alloy steels will make an excellent large blade but will need even more careful heat treating.
Note that there is MUCH hype about cryogenics and guys claiming their knives are so much better because they were frozen with dry ice. This does not get cold enough to have the desired effect. It requires liquid nitrogen and temperatures down to -300°F to make a difference. Treatment above such temperatures require a second high temperature temper. See the ASM book on Cryogenics for facts and details.
Mike T, both of your methods will give you a banana-shaped blade blank. It's been tried, and I know of at least one guy who uses the bevel dies you describe on a hydraulic press, but he still has to straighten the blade with a hammer afterwards. Remember, for every action there is an equal and opposite reaction, and that steel has to go somewhere.
The amount of grinding you'd need to do afterwards to get rid of the scale you just pressed deep into the blade also tends to suggest why this method has never been adopted by industry.
Get a copy of "The Complete Bladesmith" and "The Master Bladesmith" by Jim Hrisoulas. He describes the use of such specialized dies for certain blade profiles, along with a lot of other handy things to know.
What happened to your katana is normal for a traditionally hardened medium-carbon katana. They rely on perfect technique not to bend, even the antique ones worth thousands of dollars.
If you were to make one out of a higher carbon or higher alloy steel, you'd have a blade that wouldn't bend as easily, but which may also be more liable to fail by snapping instead of bending.
A gentleman named Howard Clark in Iowa makes katana out of either 1086M (a low manganese alloy he had made just for himself) or L6 treated to result in a full bainite structure that are nearly indestructible for all practical purposes, but are sneered at by the Japanese sword crowd because they are not "traditional."
I know a few other guys who make them from W1 or W2 tool steel. These take a beautiful hamon (temperline) but are still subject to the break vs. bend thing.
I even know guys who make their own steel from dirt and turn that into katana blades as good as or better than any original antiques, but these too must be used properly or they bend just like the originals.
D2 I don't think can be made springy enough to be a good sword blade. I prefer alloys like 5160 or 9260, as they are incredibly tough. Then again I don't do Japanese-style stuff, just European.
You can certainly learn to make decent katana, but be warned it'll take several years and much money.
Oh, and you'll also find that tempering is only half of the heat-treatment procedure, and won't do a lot if you leave out the hardening step first!
Ignoring the things Alan mentioned (not that you can), the mechanics of it would also defeat you. Nearly impossible to make a hinge that could resist the forces generated. And the power required would be far more than most folks have access to. Most people work on a small area at a time to concentrate the force they have. So, you would be working on a large area, which, in it's self wouldn't be too bad, but then you're adding the fact that it is quite thin. Thin is harder to deform than thick, by a bunch. Besides which, your hinged tool would not do anything better than a tapered bottom tool, except, maybe, break. And suck all the heat out of the part.
In this trade there is not a whole lot new under the sun. And there have been some really smart blacksmiths over the last few thousand years.
- grant Sarver
- Saturday, 02/13/10 16:46:17 EST
ah 9260 spring steel is an excellent steel! it hadent even crossed my mind! and its abundent here, i can easily go to my local junk yard and grab a bunch for free =3 thanks for reminding me! yeah i actually consider myself lucky that my katana is soft, it rather it warp than snap. (its easier to repair with a few hammer strikes than reforgeing it completely)besides it makes for a good beater, or waster. i think im going to order some aluminum and mold forge a simple katana, just the shape, and round the edges for a good sparring sword =) ah im about to turn 20 and my other dream is being a martial artist, i've trained for about 10 years in various martial arts and i love it about as much as i love smithing. =)
I am in the process of designing a hammer which the end product will be apx 3lbs with a fiberglass handle. Are there standards for design of hammers for the eye hole sizes and depths. Also when installing the fiberglass handle, does the top of the handle, where the smaller rod runs flush with the top of the hammer, does that rod have a lot of area around it, between the edges of the eye hole, so the epoxy can set there? Thanks so much.
Yes and no. The major early manufacturers designed hammers of all types and developed shape and proportions for the heads and handles then everyone else copied them. These were "standards" but they were not published. Some engineer or pattern maker would collect tools and reverse engineer them, possibly making changes and then the research would get stuffed away in a drawer. Reverse engineering is a full time occupation for many. You would not believe how much stuff like this I have from my former field.
I did some research a few years ago and posted it in our FAQ Hammer Eye Dimensions. It could use some more research and some drawings, table and such. But there are general rules for eye shape.
As a designer/engineer/manufacturer many of these issues are up to you. If you look at the Hofi hammer and the Australian cushioned hammer the eye is huge and filled with an industrial rubber cement to create a rubber cushion.
I've had numerous fibreglass handled hammers and only ONE had the right strength handle shank. Most are too rigid and have no spring. You REALLY need to match the strength of a slender wood handle to reduce shock to the hand and arm(the rubber grip is NOT enough). Those that are too stiff are about as good as a welded on pipe handle. So some serious R&D is necessary if you are going to make a good product.
Jock, you were too nice. NO fiberglass handle is allowed on anything I have to use with my hands. If given a brand new hammer signed by Francis Whitaker, Uri Hofi, AND Samuel Wellin, with even Weyland the smith and Thor, Vulcan, and Hephaistos themselves handing it over, if it had a fiberglass handle I'd cut it off and put a hickory one in its place. And I'd ditch the rubber stuff.
So, I have received a request from a performer to make skewers (for the human pincushion act, the real one). Hat pins are best pick, so what would be the closest course of action? I checked McMaster & Carr, I found spring tension wire (also called "Music wire", heh heh) listed as 1080 an/or 1090. I originally wanted to go with a stainless wire, but getting it hard and tough enough to not bend or flex at .051" is something I can't wrap my head around.
Any ideas?
- Nippulini
- Sunday, 02/14/10 19:50:38 EST
Nip, Look for stainless spring wire. It is one of the 300 series wires that is work hardened. You cold form it to shape and just USE it. McMaster used to sell it.
If You want a good fiberglass hammer handle check out Nupla. They are the best fiberglass handle I have ever seen.
- Dave Boyer
- Sunday, 02/14/10 21:33:42 EST
Fiberglass and steel handles: I grew up with one of those Sears Craftsman steel shanked carpenter's hammers with a heavy rubber grip. It was used for everything and all the wrong things (carving, wood and stone sculpture). I still have it even though the rubber grip rotted off years ago (sears does not warrant the "handles" of their hammers and does not have replacement grips). The hammer has a square hole where an eye could have been that is filled with some LIKE wood. I think this was some kind of attempt at reducing vibration or ringing. I think it DOES do something. When the grip failed I made a new one out of epoxy hand molded to fit. It was heavier than the rest of the hammer and you learned to hold it very lightly. When that failed I replaced it with one made from bondo which is about 40% less dense than the steel filled epoxy I had used previously. It was better but the hammer was never right after losing the rubber grip.
When I went to build forms to repair our dam and make repairs to the mill I purchased a new (Plumb I think) fiberglass handled carpenters hammer. I bought this one because I knew my old hammer was not right and at 12 oz. it was too small for the task AND it was the only hammer the lumber supply co. had. The new hammer was very nice. It had a slender fiberglass shank about the same size ans most old octogon wood handles and a well padded grip.
While I was building the shop I hired a teenage dropout helper. I bought the only hammer the construction supply place had at the time. It was a little heavier (18 oz?) and may have been a newer Plumb. The fibreglass shank was huge, nearly as big as one for a 3 pound smithing hammer. It was a HORIBLE thing. My helper didn't know a ball pien from a planishing hammer but he KNEW that my old hammer was much better by feel. I was constantly retrieving MY hammer. This was one of the first tools I'd seen that was designed by a designer and made by a manufacturer without asking ANYONE if it would be a good tool. It was not. This trend has taken over much of the hand tool industry with many tools not even suitable for their function much less feeling right when in use.
I MUCH prefer a wood handle. But a GOOD fibreglass handle can be as functional. The problem is that unless a manufacturer is willing to spend the tens of thousands of dollars doing the research and development the probability is its going to be a piece of s**t. Most are today.
But why do it when the best ergonomic handle is wood? They are inexpensive and easy to replace.
What is sad in the hammer business is that you used to be able to buy ball piens in ounce increments up to a couple pounds then fractional pound increments thereafter up to 5 pounds or more. Almost every one of these dozens of sizes had a different size handle. Today you can only buy about 4 handle sizes for them off the shelf. I've got little 1.5 or 2oz. ball piens and modest size ones at 8oz. The only way to buy these is used doing a lot of searching.
I picked up a half dozen Japanese hammers at a flea market in Kyoto for a couple of hundred Yen each. They were all well used and rusty, but cleaned up well. The head is formed as a cylinder or round bar, with a rectangular hole for the handles. The diameter is greatest at the center, then necks down behind the striking head. The wood handles appear to be like our ash or oak. They are typically used to drive wood chisels and are light weight by our standards. Their balance and feal is very comfortable, and according to our guide, the heads are hand forged. I was looking for a typical blacksmith hammer but did not find one, the ones with a long body and the handle attached well back from the striking head. I wondered how well they work; has any one use one to do some metal moving?
Japanese Hammers: While they are light weight I am surprised that metal headed hammers were used with wood working chisels unless the chisels were the all metal variety. Metal hammers or mallets are very destructive to wooden handled chisels and in Western tradition are only struck with wood mallets. In fact, while sold for the purpose the heavy hard lignum-vitae mallets are hard on the almost always less dense handles. I have a hard rubber faced mallet that is quite nice to use.
Many bladesmiths use the Japanese style hammers and the style was once very popular hundreds of years ago in Europe. The style persisted in file cutting until the end.
Many claim that the imbalance gives better control and others claim the imbalance is bad for control as well as ergonomics. I think they give you better visibility. I've never used one but do believe that its all in what you are accustomed to using.
i am going this new blacksmith group, this weekend is my first meeting with them, they have a trade item game they do and i don't have alot of time to spend on it. the theme is something riveted any ideas on somnething simple but nice!!! thanks
Menin Tools Anvils Sid, Neither anvil photo is of anvils that they claim they sell. The home page anvil is an old factory photo from Ridge Tools of the forged Peddinghaus anvil. These are top of the line and quite expensive. For an actual stocking dealer see BlacksmithsDepot.com or Centaur Forge. Since Menin Tools is not a dealer for these anvils the image is used without permission.
The anvil photo on their anvil page is a stolen image of a Fisher-Norris Eagle anvil, last manufactured in the 1970's and sold in even 10 pound increments, NOT converted from metric sizes.
Misrepresentation, stolen images. . . think about it.
Stolen Product Images: The reasons this happens is because the site owner does not provide actual product photos and/or has the webmaster in a bind to fill space OR they provide the stolen images. We have had images stolen from by ebay dealers and webmasters. One webmaster took our original anvilfire anvil logo and merged it into a clients web page logo. . . an ebay dealer stole a product review image and a heat treating company stole my temper color chart! The blacksmithing community is very small and and the web is a very public place.
This is compounded by the fact that all anvils look alike to the uneducated eye.
As a webmaster for several commercial sites I am confronted by this problem every day. Clients that provide no photos or bad photos, no artwork and expect design work for nothing. Its just as difficult building your own web site. Ideas have to be realized and artwork has to be created, photos taken and processed.
If you ask someone to build a web site for you its your job to provide professional quality photos, written copy, and product specifications. If not, you should expect to pay the webmaster for those services. Photos can easily cost $1000 each or MORE if travel is involved. Writing copy is an art that specialists do and writing web copy is even MORE specialized as it needs to result in good search engine listings. Product specifications can sometimes be researched or borrowed from a manufacturers web site, but if there are none then the product much be weighed, measured, standards met researched. . . All by SOMEONE.
But in the end, the content is the responsibility of the web site owner. If they have stolen images on their site then it was done by them or for them. Its their responsibility.
Ok I've been tinkering with forging a knife for awhile. Read several books and finally got to actually forging a knife. It actually came out pretty good. Did the normalizing, hardening the edge and tempering. I have a good idea how to make the handle but I'm stuck on how to make the hand guard. I can't find any good books or info on the web about making a hand guard. I have a good idea how to make the hand guard but don't know the proper procedure to make a hole for the hilt to go thru. I don't want to drill or cut the hole so I guess I need info on how to hot punch the hole. Any info would be greatly appreciated.
Pat, How about a key holder. I/8"x1"x6", textured flat stock. Back bend the tip of three #16 horseshoe nails, drill a small hole in the flat side of the head and bend the length of the nail into a hook. Drill 5 evenly spaced holes in the flat stock and rivet the the nails to the three center holes. For anyone wishing to mass produce these there are two jigs that make the two bends a cinch. Also each end of the flat stock can be decorated in any number of scrolls and twists.
1) Scribe the slot.
2) Drill holes close together.
3) Saw or file out remaining material.
4) File to fit snugly.
5) Silver solder to blade.
Others (including our resident experts) call for:
1) Layout the slot by scribing.
2) Drill a hole
3) Saw the slot using a jeweler's saw.
4) Dress to fit with a file.
5) Silver solder to blade.
In steel the slot could be hot punched with a punch the right shape. It could be done by hand OR in a press (arbor or flypress).
In non-ferrous material the guard could be cold punched but this requires using a top punch and bottom die of hardened and tempered tool steel.
On full tang blades guards are often too deep to be punched or sawed. Drilling or milling is the only way UNLESS you cast the part with a cored hole.
Drilling and broaching can be done at the ends of the slot but there will still be a lot of hand filing, scraping.
I would prefer to make a "near full tang" blade with a small radiused step at the shoulder of the blade then a slight drop just beyond the guard for a grip that surrounds the tang. Two piece wood, plastic or bone grips can be fitted and epoxied and riveted on.
The folks that do the best of this type work are either very meticulous artisans willing to put in the tedious hand labor OR they have machine tools like milling machines in their shop for these operations.
bigfoot and Rick both are good ideas thanks. i happen to have some chainsaw chain damascus left that i made would make a cool bangle, had to ask my wife what the heck that was LOL!!! rick the key rack is also a good idea,now i just got to decide which one !! Thanks again guys
thanks, Guru for the info on gilders paste i ordered several cans. will zinc primer made from zinc dust in a aerosal can, will that work for base , what is a neutral primer, sorry i'm new to all this, and i really thank every one here for all the help!!
Most primers designed to make a good surface for the the top coat or sanding primers used on automobiles are a "neutral" primer. Neutral means that it is not chemically reactive. Many anti-rust or etching primers are reactive and thus not "neutral". Zinc primer having pure zinc powder which is there to act by galvanic action is a "reactive" primer. Any chemically active primer can react with the pigments in your top coat and possibly cause problems in the long run. So you put a non chemically active or "neutral" primer between the active primer and the top coat.
The good grades of zinc powder paint are called "cold galvanizing" and have about 97 to 98% zinc solids. This is still far from galvanizing but it is much less trouble in general. Many other "zinc rich" primers are just hype and do almost nothing to protect the steel. Note that these zinc powder paints are fairly weak and should not be applied very thick.
He works the steel kind of cold at times, but it gets the idea across.
- Stormcrow
- Tuesday, 02/16/10 11:19:42 EST
Thanks guru,i thought that it was just sandable primer, but wasn't for sure , is alot of work to just screw it up with the finish, would hate to sale it and in a year some one be mad as hell at me because it was already rusting lol!!
It seems like there was a big discussion about silver soldering recently (but maybe it was on another forum). The consensus was that when knifemakers talk about silver soldering a guard, they're talking about the low-temp stuff that's ninety-some percent tin. Hard (high-temperature) soldering would temper the blade way too soft.
Mike, read "silver solder". The low copper high silver stuff is also lower temperature. You have to clamp the tang in the vise as a heat sink and then use a wet rag to cool the blade as soon as the joint is soldered. About 1200°F is the working temperature for high silver alloys but tin/silver alloys (95% tin, 5% silver) a lead free "soft solder" is only a 450°F solder (Silverbrite S). . . These lead free solders are used in refrigeration and claim to be bright non-oxidizing solders with 14,000 to 15,000 PSI strength (Aufhauser TinSilver4-5).
The more silver the higher the temperature and the higher the strength of the joint. The problem is that everyone wants to keep silver content LOW due to costs. Kapp Alloy makes a 7% silver tin alloy that has a 31,000 PSI joint strength in stainless and 14,000 PSI alone. However, while these are recommended for stainless they are very difficult to use on carbon steel. . .
Then there are tin–silver–indium solders. . . Not recommended for copper but for other uses.
I have come up with some ideas for some small garden gates but I suddenly realized that I don't know if there are standard sizes for them. If I build these, I would like to be able to sell them to people who already have a garden fence or wall. Does anyone know if there are standard sizes for garden gates? If there are, is there an online resource where I can look them up? I live in the U.S. so European standards would not apply. Thanks for any help.
Fence Standards: Bill, There are standard OSHA fence and railing heights such as required in factories and possibly apply to required fences such as around swimming pools. OSHA requires 40-42" I think. But there is no absolute standard fence height.
According to Architectural Graphic Standards 1st Edition, 1932, the following heights were standard for fencing:
According to the Architectural Graphic Standards landmark 7th edition of 1981.
"Typical Fences" 3' 6", to 6' 0"
Small House and Garden, 3' 0", 3' 6", 4' 0"
Large Estates, Schools, Commercial 5', 6', 7'
Tennis Courts, Security Fences, 8', 10', 12'
So 3 foot is typical short fence and 3' 6" (42") is typical for a tall garden fence.
But I have seen 5 and 6 foot stone garden walls and all kinds of variations.
Posts are normally set 2 feet in the ground but when the ground is hard they are often less and fences are made higher rather than trim the posts. . .
I have never found any "standard size" for garden or fence gates, but pool code is vary detailed and local code supersedes national so it is best to check with the local building inspector.
this is from memory so don't quote me on it but generally pool code is 48 high(min) 40 from the highest climb point with self closing hinges and a lockable latch at 40" 4" ball rule applies . it is that climb point rule that can be tricky horizontal elements even scroll work can be seen as a climb point as can some stone work or even raised planting beds. fun stuff... and permits are most times required even when replacing work.
- mpmetal
- Wednesday, 02/17/10 09:22:29 EST
Does anyone know any sources for pure iron? This material, which was so popular a few years ago, now seems to have vansished. I'd be most appreciative for some leads for dealers.
Greetings from the UK, I wonder if you could recomend a recipe for forge welding flux? I have always used Borax, but it would seem the powers that be in the EU have now banned it from retail sales outlets! Why, oh why can't they just let us be?! I have been told silver sand works, but thought I would ask here for some good advice. Thanks for any help you can offer.
Andi,. Im in the UK and Tescos recently started selling Borax! (I think they know that patternweldings going to be the next big thing :) )
The larger branchs of Wilkinsons also sell it. Both stores have it either in the Laundry section, or general household cleaning area.
Not heard of the EU ban.....
- John N
- Wednesday, 02/17/10 14:25:21 EST
Borax is also sold as a fertilizer in large bags (see our Borax FAQ for the brand). Very small quantities are used but when talking about farms a small amount is huge to a blacksmith.
Pure Iron is pretty much gone from North America. The first guys that imported it when out of business holding 10,000 pounds of 1/4" round bar. . . Tried to get mee to broker it but wanted to much. The fellow selling "Double Ought" iron died. I tried to keep up with the 10,000 pounds he had but nothing came of it. I have about 10 pounds of it. . somewhere. Then Wagner Industries picked it up and had no luck with it. Did anyone out their get their "free sample" from them? I didn't.
Its made and sold in Europe (France). That is where you will need to go to get it. Unless you can track down the 10 tons that WERE in existence. However, we had that huge spike in scrap prices and I'll bet its all gone to make steel.
Coondogger,
Lance Davis had a source of pure iron or new wrought iron.
The smith I worked for bought some,forged very easily and held a heat about 50% longer than mild steel. You can find
Lance Davis's contact info on the ABANA board of directors.
Greg S.