
|
WELCOME to the Guru's Den!
Ask the Guru any reasonable blacksmithing or metalworking question. He or one of his helpers will answer your question, find someone that can, OR research the question for you. This is an archive of posts from January 11 - 20, 2000 on the Guru's Den |
|
The Guru has four helpers that have been given a distinct colored "voice".
Please report any posting or retrieval problems to: After posting and clicking on return, the page will automaticly reload and display your entry. If not then, click on LastPost after the file reloads. Your question will be answered as soon as possible. Your input, answers and comments on questions to the Guru are welcome. -- guru Saturday, 08/01/98 00:00:00 EDT  anvilfire! hats are here!
anvilfire! hats are here!Or you can GO DIRECTLY TO ORDER FORM It works now! -- guru Guru..recieved the ball cap a day or two ago. It is very well made and the ANVILFIRE logo looks great. I will wear it proudly. I gladly support ANVILFIRE and have a really nice cap to boot. Randall Guess -- rdguess at bellsouth.net Tuesday, 01/11/00 00:06:54 GMT I TAKE OFF ON DAY to read a book. . . . MEYERS BROTHERS: That's an early Little Giant. Look for specs on the Power hammer Page. You didn't say what size but the price is very good unless it has a broken or frame. BIRCHWOOD CASEY: Jerry, Their gunsmithing products are very good. Do you expect your ironwork customers to clean and oil their hooks and trivets weekly? That is what all oxide gun blues expect. 'nuf said. Ralph, Thanks for covering Peg's questions. BIDDING: Paul, Pricing is always the big bugaboo. Blacksmiths trying to compete with fabricators doesn't work and trying to SORT of not fabricate the thing but you in direct competition at a higher labor cost. That said, Every job must be bid on its own. Some smiths bid $25-$50/ft for plain picket rail. I always make a bill of materials and determine the minimum orders and include all of the material cost. Time estimates are based on micro-guestimates of each and every step. Are you going to install? How many trips to install at what cost? How much DO YOU need to make? Another guy's rule of thumb may not work for your. Bids are just plain hard work. JYH EVENT, Tony, its still in progress ABANA 2000 JYH Event BITS: Noland, Centaur Forge and Norm Larson both have lots of books on related subjects. ARMOUR: Buddy, we have links to several armourer sites and there are even more on the Web-Ring Nexus. We have a couple articles waiting for me to do the scans and set them up. . . :( -- guru Tuesday, 01/11/00 00:49:47 GMT DENSITY OF STEEL: Alloy steels vary, and cast iron is much less dense. The .2835 lb/cuin number for mild and medium carbon steels is from MACHINERY'S HANDBOOK and has given me perfect results on huge parts (6 ton) as well as gram scale weights. Numbers used for estimates are funny. Almost EVERY engineering reference gives too high a value for friction. They ASSUME that you are trying to overcome it and fudge the factors higher. However if you applying friction like in a brake of metal to metal clutch the rules are different. -- guru Tuesday, 01/11/00 00:59:06 GMT Hi, I am from Yugoslavia, and I got a problem! I desperately need address of manufacturer for bird bands tools ( leg band tools, ringing tools ), anywhere in Europe. Thanks in advance. Best regards, Nenad. Nenad Bozic -- nbozic at yahoo.com Tuesday, 01/11/00 02:51:25 GMT Rust finish....What is the best way to get it and keep it? It takes me almost as long to get rust as it does to get the project that far. Also, are there any chemical suppliers you would recommend? Thank you very much. Richard Wettstein -- wettstein at blast.net Tuesday, 01/11/00 03:00:02 GMT Nenad: Try the Department of the Interior's Fish and Wildlife Service website (http://www.fws.gov/) You may be able to find bird-banding information there, or if you can contact their Office of International Affairs, their staff should be able to refer you to further resources in Europe. Good luck. Sunny, windy and cool on the banks of the Potomac. Visit our National Parks: www.nps.gov Bruce Blackistone (Atli) -- bruce_blackistone at nps.gov Tuesday, 01/11/00 15:25:51 GMT I am trying to find some good information on forging with several different metals. I am a teacher and I am trying to research the characteristics of [(1) steel alloys (2) titanium (3) aluminum alloys (4) magnesium (5) miscellaneous non-ferrous metals ] and how they behave during hot and cold forgings. I would really appreciate any help you may be able to give me. Thanks. Peter Johnson -- peterj at flightcraft.ca Tuesday, 01/11/00 17:17:34 GMT Who is it that sells ITC-100? I can not find a source near me. I know that I have seen the name of someone who sells it on here, but can not remember who? I looked at Kayne&Son's but did not see any.... thanks ralph -- ralphd at jps.net Tuesday, 01/11/00 19:46:59 GMT RUST: Richard, chlorox bleach and water make instant rust! Hundreds of years worth in days. Be sure to neutralize afterwards with a mild acid like vinegar or diluted muratic acid and neutralize THAT with baking soda solution. Keeping a RUST finish is not a problem. The problem is stopping the item from disapearig entirely. METALS: Peter, You ask a lot so I will send you to THE references. ASM (American Society for Metals International) publishes numerous books on the subject. The ASM Metals Reference Book will answer MOST of your questions. For forgability you will need whatever edition of The Metals Handbook (an encylopedia) that currently covers forging. It will pay to become a member to purchase these two books. . basicaly you get a year's membership with the books at non-member rates. ITC-100, Ralph I think Jere Kirkpatrick caries it. -- guru Tuesday, 01/11/00 20:03:29 GMT Hi Jock, it's Frank Hanenkrat at Lynchburg College. I'm still enjoying hammering, but I'll be moving cross country in a few months and I don't want to ship a 300+ lb. tire shrinker and a few other smithing things. Can you suggest how I might sell this (these) items? I would also part with almost brand-new machines: MIG welder, plasma cutter, 20-gal compressor. I hate to part with them, but by the time I pay freight on them I'd be better off to sell here and buy new there. Any thoughts you have would be appreciated. Thanks. Frank Frank Hanenkrat -- hanenkrat_f at mail.lynchburg.edu Tuesday, 01/11/00 20:18:01 GMT Ahhhh! Thats right! CRS! Thanks. ralph -- ralphd at jps.net Tuesday, 01/11/00 20:28:31 GMT Guru Regarding, the ITC 100, who is Jere Kirkpatrick? I couldn't find the name in your links. Jdickson -- TheIrony at worldnet.att.net Tuesday, 01/11/00 22:21:05 GMT Guru: I have a question, a little bit off topic, but that seems to be something some of us deal with from time to time. Okay, a little backgorund, about 2 years ago I got toknow a fammily, I began dating the daughter, and became close freinds with the son. after a while I gave, as a birthday gift to the son, a dagger (the son was a knife collector) well, eventually I stopped dating the daughter, but still remained close freinds with the family. I got an E-mail this morning telling me that Daniel (the son) had used the dagger that I had given to him, to kill his father, his stepmother and himself. To be honest with you, I don't know how to deal with this. questions keep going through my head, like "would he have done this anyways, or did I provide the only thing he would have used?" (he had gotten rid of the rest of his knife collection, but kept the one I had made for him because of the sentimental value) Or "should I have seen this coming?" Or "should I have ever given him the dagger in the first place?" I have to admit that I'm a bit vexxed, and I don't know if I'll be able to contiue making knives, PLEASE HELP! Youngsmith -- youngsmith at ccnmail.com Tuesday, 01/11/00 22:32:39 GMT Youngsmith: Sorry to hear that. I can certainly understand your dilema. I won�t offer any platitudes, you know all the reasons not to hold yourself responsible, doesn�t help much I guess. As you work through this, just remember you have lots of �virtual� friends out here who wish you the best. God bless. grant -- nakedanvil at forgetools.com Wednesday, 01/12/00 00:04:31 GMT Youngsmith - This type of insanity seems to have a strange grip on us in the US. It is not your fault. It could have just as well as been a kitchen knife, a poker or a claw hammer. We are tool makers. Tools are often abused and used for things they were not meant to be used for. Acts this violent are often unexplainable and the colateral damage to the survivors is often as great as to the victims. In this situation you are as much a victim as those murdered. Perhaps Daniel was a victim of some unknown act that caused HIM to do what he did. Modern knife makers are generaly artists as much as tool makers. They make beautiful things for collectors, tools for artists and hunters. During times of war they make weapons for warriors. Is it to be used for defence, offence or assassination? Society says it does not matter as it is the business of society. Whether the maker of the weapon takes responsibility for how it is used has been left as a personal decision of the maker. Or perhapd DUMPED on the maker. Perhaps he is proud he has helped the cause of his country. Perhaps he feels quilt for helping murder the innocent. But did he take part at all? Would the assassin make his own weapon if not otherwise provided? Humankind by nature has proven to be a violent species. We are capable of hunting and killing every other known species and have killed billions of our own kind. But humankind also knows and feels love, compasion and remorse and these have balanced our other natures. The fact that you care that something made by you was used in a violent act shows that you are a good person. If you had NO feelings of guilt then THAT might be something to worry about. The passage of time will help. From that distance you will be better able to make a decision for yourself. -- guru Wednesday, 01/12/00 00:08:16 GMT Jere Kirkpatrick's Valley Forge and Welding He is listed on Emile's links and our sample chapters links pages. -- guru Wednesday, 01/12/00 00:13:40 GMT Guru, Is there a formula to find the cfm of a given motor and a given size squirrel cage? I'm building a new forge and I picked up a blower and 1/3 hp motor combo at auction (1750 rpm). But there is no info on cfm. The plans call for 150 cfm unit but I'm making a double burner so I guess I'll need 300 cfm. Now this can't be in the machinest's handbook too can it? Pete -- Ravnstudio at aol.com Wednesday, 01/12/00 00:15:11 GMT Tony, I have a question, a little bit off topic, but that seems to be something some of us deal with from time to time.Off topic for the guru page, maybe a little bit. But as far as I'm concerned, perfectly acceptable to ask for help with a problem of this nature. I expect that most of the blacksmithing community will feel the same way. Okay, a little backgorund, about 2 years ago I got to know a family, I began dating the daughter, andOuch. Tough situation. And not easy to deal with. Be aware, that you are NOT alone. No less a blacksmith than Dr. Jim Hrisoulas has had his blades used to commit a crime on at least 12 different occasions. Last one was last year. Similar situation to yours, except that the owner of the blade used it to kill his wife. And the perpetrator and his wife were supposed to have dinner with Dr. Jim and his wife on the evening of the murder, if I remember correctly. So it happens to all of us in one way or another. To be honest with you, I don't know how to deal with this. questions keep going through my head, like "would he have done this anyways, or did I provide the only thing he would have used?" (he had gotten rid of the rest of his knife collection, but kept the one I had made for him because of the sentimental value) Or "should I have seen this coming?" Or "should I have ever given him the dagger in the first place?"One at a time. "Would he have done this anyway, or did I provide the only thing he would have used?" He'd have done it anyway. He'd have used a butcher knife out of the kitchen, gone to WallMart and bought a new Buck, or Case or an ax. "Should I have seen this coming?"How could you? You read minds on the side? Of course you don't. None of us do. And none of us can tell what anyone is going to do in the future with any degree of certainty. "Should I have ever given him the dagger in the first place?"Why not? HOW were you supposed to know? If you had given him a hammer, and he had used that, would you feel the same way? Of course not, he could have picked up a hammer anywhere. But you gave him a knife. So what? He could have picked up a knife anywhere. The fact that he used one that you gave him has no bearing. The question you're really asking, Tony, is; "Is it my fault?" And the answer is No, it is NOT your fault! In no way shape, form nor fashion are you at fault! There is absolutely NO way that you could have known that he would go off the rails and do this. What you cannot predict, you are not responsible for! I have to admit that I'm a bit vexed, and I don't know if I'll be able to continue making knives, PLEASE HELP! Are you upset? OF COURSE YOU ARE! Should you be upset? YES YOU SHOULD BE! WHY should you be upset? Because something you made with effort and skill was used improperly! By an irresponsible person. That SHOULD make you angry. But angry with HIM, not angry with yourself. Son, I'm almost 60 years old. I've been dealing with death since I was 7 years old. Sometimes the death came from other sources, the deaths of friends and family. Sometimes it came directly from me, (I'm a four and a half tour Vietnam Veteran) either from people that I personally killed, or from people who died because of orders that I gave. I carry the responsibility for those deaths because it is mine to carry. But you don't have ANY responsibility for these deaths. So don't take something that doesn't belong to you. I can't say it often enough, or loud enough. IT IS NOT YOUR FAULT! Jim (Paw Paw) Wilson Jim Wilson -- pawpaw at netunlimited.net Wednesday, 01/12/00 00:31:07 GMT Frank, Moving! NO! You can't DO that :) You are welcome to list your tools for sale on the V.Hammer-In. However, I had very good luck with our local paper that weekend I sold you the anvil. On the other hand, used equipment in NEW condition sells for half of new or less. You may find it worth while to move the newer stuff. Another way is to through the mess in a pickup truck and come to the next CVBG meeting.. . . And SHOOT! I'm the new webmaster and I can't find MY copy of the newsletter with schedule. . . Will post tonight. -- guru Wednesday, 01/12/00 00:38:07 GMT O.K. Guru! Here's my question: I have a special project in which I have to bend 100 pieces of wrought iron (1/4" x 1" flat) into angles with an approximate 30 degree pitch. (each piece is 24" long) The bottom of the angle is 13.5", the upper is 10.5". Here is my problem: I made a jig to bend the angle, and after the bend is made, the upper part of the angle torques, or buckles to the right. Is there anything I can do to negate the buckling? It' driving me nuts because it makes a lot of extra work straightening them out. (I bend them cold) Any suggestions would be greatly appreciated. Thanks! Larry -- larry10s at nni.com Wednesday, 01/12/00 00:58:12 GMT HP PER CFM: Pete, There is some complicated physics for calculating pump and fan HP. CFM (volume) is only one factor. Then there is pressure and piping resistance requiring more pressure. . . I would guess that the 1/3Hp is plenty. That's the HP for a 500CFM coal furnace blower. Since you didn't give the blower dimensions, inlet, outlet, wheel diameter (capacity??) or pulley sizes, I can't be of much help. However, CFM is almost directly proportional to RPM for a given size blower. Some are direct connect at 1800 or 3600 RPM but others may be run slower. If you don't get enough air change pullies and speed it up! -- guru Wednesday, 01/12/00 01:19:38 GMT Larry, Straighten your bender! Something is not square or parrallel. Get out a square and start checking. How do you apply the force? With a lever or a press? Are they square? It sounds like the bar is not square to whatever is doing the bending. You have a 10 to 1 multiplier. If the jig is out of square .010" then the part will be out of true .100" (nearly 1/8"). A sharp wack with a hammer should fix it! -- guru Wednesday, 01/12/00 01:26:09 GMT Thanks, Guru, for the info. You're probably right about the jig being out of square. I'm going to check it out carefully and see if I can reconfigure. In the meantime, I'll take your advice and give it a good wack with the hammer! (I do use a lever and since I'm a novice at this, I probably have a flaw in the design of the jig, namely, as you suggest, out of square) Thanks again, Guru! Larry -- larry10s at nni.com Wednesday, 01/12/00 01:46:52 GMT Jock, Tim Cisneros -- blacksmith at starsticker.com Wednesday, 01/12/00 01:48:20 GMT Jock, Back again. I just got my hands on a two way cylinder that came out of a small dump truck. It's the cylinder that 'lifts" the dump. I'm wondering if this is too large and if it will work with air for my air-hammer? Thanks TC Tim Cisneros -- blacksmith at starsticker.com Wednesday, 01/12/00 01:50:56 GMT Tony You did nothing wrong !! He kept one knife when he got rid of all others in the knife collection. That says a while lot about what he thought of you and or your work. You made a tool you were both were proud of. Later, HE chose to take another's life. Everyone would have felt the same loss if the victim had been killed with a rock, stick, or other weapon. It was unfortunate that he used your knife, but it makes you in NO WAY responsible for it's misuse. It was NOT YOUR FAULT !! Glenn -- Ntech at mindspring.com Wednesday, 01/12/00 02:12:42 GMT Tim, Its probably a little big. Most small air hammers run about a 2" cyliinder. There is also a question of seals. Hydraulic seals are designed to operate with high pressure lubricant (hydraulic oil). They also have more seals than needed in many cases. It won't hurt to try it. Big means MORE power! It just may be a little slow. Remember that in an air hammer the weight of the piston and rod are counted as part of the mass. You may already have a 20-30 pound start. -- guru Wednesday, 01/12/00 02:19:39 GMT Tim, you may also consider trading your BIG cylinder with another smith. There are a lot of guys out there building hydraulic forging presses that may have an intrest in your find! -- guru Wednesday, 01/12/00 02:21:54 GMT Youngsmith: He could have, just as easily, used the knife to protect himself or a member of his family. He could have forced a locked door had the house been afire. If it came to that point, and the knife I had made for someone had failed, then I would feel bad. If a tool or weapon is turned to evil, it was the intent of the user, and not of the maker. In December of 1998, my son was knifed at college. From the scars, it's pretty obvious that the "psycho" classmate who assaulted him with a 5" lockback knife seriously meant to take his head off. By the grace of God, superb medical work at the shock-trauma unit in Baltimore, and a small fraction of an inch, he lived. He has minimal damage (beyond some heavy scars) and no aversion to knives. He's forged several over the years. As for the perpetrator, he's no longer at the college and is under heavy treatment. Meanwhile, my Aunt was murdered a few years back, by person or persons still unknown, with a brass Williamsburg candlestick. We hold the knifemaker of the lockback no more responsible than we hold the foundry that cast the candlestick. In the 13th century literally everybody had knives. What was the weapon of choice for homicide (according to English court records from that period)? The cudgel. People were doing each other in with the equivalent of fire-wood! Al Capone chose a baseball bat for up-close and personal work. A knife is dangerous because it is efficient. So is a baseball bat. It's not what's in the hand, but what's in the heart or mind that determines whether something is used for good or ill. We've been on the receiving end, but from our point of view, you should put your heart at rest. Pax vobiscum. Atli Bruce Blackistone (Atli) -- asylum at us.HSAnet.net Wednesday, 01/12/00 04:15:28 GMT I plan to buy or build a stationary belt grinder around the motor I have. The nameplate lists it at 2500 rpm at 1.0 hp with a 5/8 shaft. I've used the Ickeis (spelling?)2.0 inch wide grinder, the one Centuar Forge lists in their catalog. The unit had a felt covered wheel. I see that they also sell a rubber contact wheel, but at higher price (worth the added cost?). My experience using it was good, and it is not expensive (relatively), but is there a recommendation for, or opinions on another grinder, or components (contact wheels, belt tension/tracking device)? Bob Johnson -- woodewe at earthlink.net Wednesday, 01/12/00 04:28:19 GMT Can anyone supply source of ball bearings of various sizes that could be used for making grape clusters for decorative work? Thanks for any help. Travis Travis Deen -- TRAVISDEEN at aol.com Wednesday, 01/12/00 05:02:27 GMT Travis At work, we get out ball bearings from the same supplier as our roller bearings. Have a look in your yellow pages for local suppliers or if you don't mind some extra work, contact salvage yards or local factories for used roller bearings and break them up. Might find a use for the bearing races which I have been told is 52100 alloy steel. Good hunting richard stein -- ironstein at atnet.net.au Wednesday, 01/12/00 10:34:39 GMT Everybody, Your comments have been more helpfull than you could imagine. I'm now sure that I'll be able to get through this, not on my own, but with the help of God and some close friends. Thank You all. Youngsmith -- youngsmith at ccnmail.com Wednesday, 01/12/00 13:59:34 GMT Youngsmith, None of us has the power of precognition. Quite normally, you are feeling guilty about something with which you had no logical relationship. With the passage of time, you'll be able to view the unfortunate incident a bit more dispassionately, but get it through your head right now that you were not at fault! You didn't let a friend drive drunk. You didn't furnish a friend with bad acid. You didn't expose him to a fatal disease. You gave him a gift and he chose to misuse that gift. He chose! You had no choice in the matter; having had no choice in the matter, you are logically absolved of any responsiblity. Tom Stovall stovall at wt.net Tom Stovall -- stovall at wt.net Wednesday, 01/12/00 14:42:55 GMT Travis, McMaster-Carr lists:
-- guru Wednesday, 01/12/00 16:56:45 GMT guru, Well, they've got their balls in order, don't they! (grin) Jim Wilson -- pawpaw at netunlimited.net Wednesday, 01/12/00 17:06:20 GMT I would like to find plans for a small shop built air hammer. Iam a welding teacher and think that this would be an excellent project. biazzio giordano -- biazzio at yahoo.com Wednesday, 01/12/00 17:17:00 GMT Hi everybody, Anyone out there that�s ever tried to build a linear (going back and forth) grinder? I would be happy if someone had, otherwise it is as usual: A pile of scrap-metal on the floor and me with an angle-grinder, an arc-welder and a vague idea about how to put it together. Olle Andersson -- utgaardaolle at ebox.tninet.se Wednesday, 01/12/00 18:07:28 GMT Youngsmith, I can't add much to what has already been said by the many friends you have on the net. Take heed of what they say, Take time to mend, Take God, the only real source of strength in this situation. Nolan -- Ndorsey at ck.tec.ok.us Wednesday, 01/12/00 18:48:16 GMT RECIPROCATING GRINDER: Olle, old worn out shapers can be converted into a great grinding machine for rough work. They have automatic horizontal feeds too! Hang a counter weighted angle grinder off the tool holder and away you go! -- guru Wednesday, 01/12/00 19:06:45 GMT AIR HAMMER: Biazzio, We are currently sponsoring the ABANA 2000 JYH Event and will be providing some information along that line. ABANA sells the Ron Kinyon SIMPLE AIR HAMMER plans and the Alabama Forge Council has plans for a modified air circuit. -- guru Wednesday, 01/12/00 19:14:59 GMT Does PABA have a web site? Or is there someone here that belongs? I have been trying to email help to a beginning smith today and now that I know he is in PA I thought one of you PABA folks might want to take him under wing as it were. Seing something is worth a million emails! ralph -- ralphd at jps.net Wednesday, 01/12/00 19:24:50 GMT Hi I'm rather a nebie to this subject but after recieving casting sand, crucible and a bag of 1600�C castable cement for christmas I think the time has come to build that backyard foundry! I've purchaced the book (The backyard foundry) in the hope that there would be some good descriptions of propane fired cast iron melting furnaces but to no avail. The only "designed" burner has references for parts that links to a company in London UK that has ceased to trade. Has anyone built their own burners with preheated air supply to them. I look forward to hearing form anyone on this subject. Thanks in advance. Andy Andy Jefferies -- Andy-J at phytolex.demon.co.uk Wednesday, 01/12/00 20:54:18 GMT PABA: Ralph, As of the 1st of 2000 ALL the ABANA-Chapters had web sites (with a little help from us)! However all the chapters are not yet maintaining them. PABA is one. They DO have chapter contacts you can e-mail. pa.abana-chapter.com -- guru Wednesday, 01/12/00 22:11:21 GMT Thanks Guru! BTW I am not sure if it is my server, or something at your end, or ABANA's site, but when I try to go via link( pa.abana-chapter.com ) to the site my browser locks up ralph -- ralphd at jps.net Wednesday, 01/12/00 22:41:44 GMT BACKYARD FOUNDRY: Andy, Most small crucible furnaces use the "simple gas burner" shown on our plans page. The second one I built was for a cricible furnace. The burner injected the fuel/air mix parrallel to the back of a rectangular enclosure with a half brick sitting the center as a 'crucible block'. The flame spiraled around the enclosure then around the crucible and out. The front was open and the small crucible lifted out sideways. The same arangement can be used with a top opening furnace. These are more traditional and a safer way to lift the crucible. You just need to make a removable lid with a vent hole in the center. To make such a furnace recoperative you need a heat exchanger in your vent pipe. The blower blows cold air into the heat exchanger and a pipe leads from their to the 'burner" inlet where the gas is introduced with about a foot of length to mix with the heated air. Since the outside of most furnaces get pretty darn hot you could pull hot air from a shell around the furnace. The problem with this is the long preheat delay before becomming recuperative. You also want to be sure that you do not recirculate exhaust gas into the burner. All devices of this type produce a small amount of CO (carbon monoxide). However, if you feed a hot furnace excess CO2 the amount of CO goes way up. -- guru Wednesday, 01/12/00 22:59:34 GMT My brother and I were looking for a instructor in the Chicagoland area who can teach blade forging. I was hoping to learn the folding technique that the japanese used to make their swords. I was wondering if you could help? Thanks, Alex Alex Palumbo -- john048 at ameritec.com Wednesday, 01/12/00 23:04:07 GMT ALEX, The first question is "Can you forge weld?" If you have to think about that question go to "Getting Started" at the top of this page. Try ABANA-Chapters.com for the chapter nearest you then try the ABA (American bladsmiths Association). . . Hmmm I should have a link to them but don't think I do. You can also try BladeForums on our links page. -- guru Wednesday, 01/12/00 23:22:50 GMT Thanks guru for information on steel ball balls. Found site as you suggested and balls. Do you think the carbon steel balls would be what I need to weld for grape clusters? Thanks Travis Travis -- TRAVISDEEN at aol.com Thursday, 01/13/00 00:21:34 GMT GRAPES, YES or the 302ss or the brass ones. . . :) The Carbon steel ones are case hardened but can be anealed. -- guru Thursday, 01/13/00 02:30:38 GMT i'm looking for metal monkeys. bas relief pressed tin, or cast iron? i need them for a multimedia project i'm undertaking. can you point me in the direction of anything in the ballpark? thanks :) pete pete matzdorff -- pjm at dcwis.com Thursday, 01/13/00 16:34:17 GMT Hi Guru, I am writing to you for my husband GARY who does not have access to the web most of the time, but we do have email at home the above address: lwreed at juno.com. Gary is a 40 year old man who has extensive Welding and brazing background, but almost no forge/blacksmith experience. He is interested in acquiring a forge (preferable a used one to start) and some of the other tools required to begin tinkering with some blacksmithing. His main question is how to find some used equipment to determine his interest and ability before spending hundreds of dollars on new expensive equipment. Gary is a diesel mechanic/foreman for a town bus company. He is great with his hands and can build or repair almost anything. He has been reading books and observing other blacksmiths, but would like to try it on his own. We live in Massachusetts, can you give him any details on how to acquire some used equipment. An additional question is what kind of anvil does he need and what size to begin? Thank you for your help in this and we look forward to hearing from you. Thanks again Lisa Reed Lisa Reed -- lwreed at juno.com Thursday, 01/13/00 18:00:49 GMT Hi I am interested in finding out about pouring my on anvil. I am a machinist and do a small amount of blacksmithing for my self. But plan on expanding with more practice. I need to know the best metal formula for pouring an anvil that would weigh in the 2-3 hundred pound range. Any information or a book on the subject would be appreciated. Thanks Norman NORMAN SLOAN -- NKSLOAN at BECHTEL.COM Thursday, 01/13/00 18:10:10 GMT As an update, The E-amil I recieved came under false pretenses, I didn't verify the information, and now have a large mess, Daniel and his family are fine, his sister (who I thought sent the E-mail) has no idea what's going on, and someone has managed to cause a great deal of emotional trauma to myself and those around me. I thank you all for your support, it has made a great impression on me just how much you guys care. Now the confusion is a different kind, I'm left wondering why anyone would do such a thing. or how they could live with themselves after doing so. Youngsmith out (and doing much better) Youngsmith -- youngsmith at ccnmail.com Thursday, 01/13/00 18:36:01 GMT Youngsmith: I am glad that it was all just a bad joke, I am sure you are releaved also. If you still have the e-mail you can trace it back to the source with a little work. It was pretty low of someone to do that to you. Thank God your friends are still around to be with. Wayne Wayne Parris -- benthar at pacbell.net Thursday, 01/13/00 19:52:35 GMT POURING ANVILS: Norman, The best anvils are forged. They are all made of tool steel or a tool steel face welded to a wrought iron or cast iron body. The welding to cast is a patent process that is done IN the mold. Many modern anvils are cast (except Peddinghaus). Some use 4140-50 others use 8150 (I think). The problem is not so much the casting as the heat treating. The face is generaly rock hard. Rockwell 60-64 or there abouts. The body, shelf and most of the horn wants to be dead soft to support the hard parts and take the abuse of being pounded on with sledges. Heating quenching tempering and not wrecking the casting is the trick. It is well worth the price of a good anvil. Don't get me wrong. Making our own anvil if a challange many of us think about. But it IS a challange and not one to be taken lightly. The best and near only book about anvils is Anvils in America by Richard Postman. See our book review page for details. -- guru Thursday, 01/13/00 20:17:30 GMT MONKEYS: Pete, I'm going to have to pass on that one. Searching for Brass Monkeys is out of our scope. But you never know, someone might see your post and just happen to know where to find what you seek. I'm sure there are a bunch of fellows here that would quote on manufacturing same. -- guru Thursday, 01/13/00 20:21:49 GMT Guru, Iam very interested in Nail and chain making, history and techniques. Can you recomend any publications that would be helpfull.Thanks. Peter Parry -- parry at forterie.com Thursday, 01/13/00 22:19:52 GMT Is there any websites on colonial whitesmith? L Thursday, 01/13/00 22:44:29 GMT NAIL & CHAIN: Peter, Alex Bealer's classic The Art of Blacksmithing is a start. The Americana books by Eric Sloane, A Museum of Early American Tools and Diary of an Early American Boy also have information on the subject. I looked in the popular rare book catalogs and didn't find anything specificaly on the subject. As complex as the subject of chain is I'm sure there must be a good reference. It may however be under jewelry making or another subject. Are you just intrested in the subjects as a study or intrested in making them by hand (forging and welding)? We had a technical question on chain a few weeks ago and I'm afraid I came up dry there too. Although chain seems simple is can be a broad subject. Roller chains come in a vast range of sizes and styles. . . I've got a little piece of triple wide that weighs 75 pounds per foot! Then at the other end of the spectrum are the fine chain made for jewelry that is as flexable as thread and nearly as fine. Just a study of the machines that make such a complex product would be a considerable task. -- guru Thursday, 01/13/00 22:52:03 GMT WHITESMITH WEB SITE?: I doub't it but. . . the key words whitesmith colonial resulted in 4 sites on Lycos (my favorite index). 1.Gunsmith Trade at Colonial Williamsburg - HOME; ALMANACK; COLONIAL LIFE; TRADES Gunsmith Colonial gunsmithing required the skills of a blacksmith, whitesmith, founder, and woodworker to do fine finishing work on iron and steel, to carve decor http://history.org/life/trades/tradegun.htm -- guru Thursday, 01/13/00 23:00:09 GMT Youngsmith, I'm sure that you are both relieved and angry. I would be. But do me one favor, please? If/when you find out who did this scurvey trick, do NOT kill him! The paper work would take forever to fill out. But if you get the chance to physically punish him, hit him a lick or two for me, will you? That said, I'm very glad it was a hoax. Bad as it is, it's better than it would have been if it were true. Jim Wilson -- pawpaw at netunlimited.net Friday, 01/14/00 01:30:01 GMT Youngsmith...i'm glad it is all just a bad joke as is everyone else i'm sure. It also angers me that some sicko would actually DO that to anyone. I'm with Paw Paw..if you get a chance to hunt this jerk down get in a few for us here as well as a few hundred for yourself. scotsman -- albagobragh99 at yahoo.com Friday, 01/14/00 01:51:08 GMT Are there plans for repairing anvils. I do not want to damage the hardened steel. There are cracks and chips in the top plate that will need to be welded. How do I keep from turning the hardend tool steel top plate into a soft steel top plate. Bob Bob Tjostelson -- randd at primenet.com Friday, 01/14/00 02:18:23 GMT Jock, I am making headway on the plans for the Power-hammer. Question: when measuring the length of the cylinder piston travel should the dies contact? How much? My friend at Alchemy Metalworks, Frank Trousil suggests 2 inches. If the dies don't contact then the piston will be damaged by the extension. I have made a scale drawing and think that your design of the ram guide for the EC-JYH will work well. I will send it in as well as some pictures of the developing hammer. Also, how to make the dies? Frank suggested buying them from the "Bull" as the prices are reasonable. I think it would cost $400 anyway to have a local machine shop mill them. Thanks TC Tim Cisneros -- blacksmith at starsticker.com Friday, 01/14/00 03:23:18 GMT Tim, The dies for the ECJYH, were hand ground from the bull head of two pieces of RR track. For Combination dies, that's plenty hard enough. The steel in RR track is a work hardening steel, so as long as the grinding doesn't raise the temperature too much, the dies will stand up to a lot of pounding. Jim Wilson -- pawpaw at netunlimited.net Friday, 01/14/00 03:37:20 GMT JYH-AIR: Tim, Yes, dies must contact to prevent damage to cylinder. However the problem is on the UPSTROKE. Many cylinders have built in 'snubbers', a closed area in the end of the cylinder with a small leak off orifice. The problem I've seen is that most are not designed for the high ineritia of a power hammer. Heavy springs are often used to absorb up thrust and the Chambersburg 'safety cap' was the precursor to modern snubbers except that it was larger in diameter than the cylinder and it was pressurized at system pressure. Due to being patented other manufacturers used springs. First below the cylinder in the space between cylinder and ram and then in caps that LOOKed like the Chambersburg safety cap (but were not). The amount of left over travel is not important but you do need some. A few cylinders do not 'lift off' very well when near full travel. Plan on a distance that allows using different height dies and special tooling. There are lots of ways to make dies, especialy since you are talking about bolt on dies. Dies made of unhardened 4040 or even hardened mild steel will hold up for a long time. There are hugh advantages to soft dies that you can shape with a grinder and a file. . Firedesign makes very nice dies out of machined H-13 welded to a mild steel base plate. They come in various patterns and are all interchangable. -- guru Friday, 01/14/00 03:47:01 GMT Hi, I'm JR from Fall River Mills, CA..I'm starting to set up for B-s'ing. I've got an old anvil I believe is a two piece 75-100#'s the top plate edges are chipped and rounded by a 1/4 to 1/2 " off.. Is there a simple method to build it back up (welding?) or mill off a 1/4" or so??? any suggestions or actual experienced knowledge would be appreciated. thanks jr JR -- jrandba at shasta.com Friday, 01/14/00 04:03:49 GMT ANVIL REPAIR: Bob and JR, I'll try to cover both in one response. First, I am generally against anvil repair. Mostly the weld repairs, unless the anvil is useless. Tool steel is tricky enough to deal with without arc welding it. First you have to realize there are at least 5 different types of construction.
My first recomendation is to grind it, dress it and work around it. Although sharp corners are nice you are NOT supposed to pound on them (we all do anyway) and there IS a school that takes and grinds them off the first chance they get. I have an old shop reference that recommends a 3/8" (10mm) chamfer on both sides! Power hammer dies the size of an anvil are supposed to have and eliptical edge about 1/4" x 1/2" (7mm x 13mm), the larger distance on top. If you MUST weld then cracks must be ground out until they stop. The anvil (all of it above the waist) needs to be preheated to 232.22�C / 450�F. Weld with a high manganese rod designed for tool steel repairs. Do not use hard facing rod. You will end up with a hard spot surrounded by softer steel. Peen each pass of the weld and clean with a power needle scaler (more peening). Weld up a little extra and then let cool as slow as possible. You may want to bury in an annealing medium and let cool 24hrs. Grind and finish. Do not try to heat treat. Anvils are GROUND not machined. A few modern era manufactures machine before heat treating but afterwards its all grinding. A belt sander (like for wood working) works great for final finish. Wet sand and the belts last a lot longer. -- guru Friday, 01/14/00 05:59:45 GMT ANVIL REPAIR II: Then there is the modern school of repair that warms the anvil in the sun and welds with E7018 or MIG and says, TA DA! . . . I'd rather live with it than wreck the anvil. -- guru Friday, 01/14/00 06:34:10 GMT Put a post on v.hammer-in recently re carbon content of steel for knives. Have now been able to source a steel called "K460" with .9% carbon. Still waiting for the spec sheet. Does this steel ring any bells and are there any 'watch outs' for it? richard stein -- ironstein at atnet.net.au Friday, 01/14/00 11:13:28 GMT Do you know where I could get or have someone make me a trail horse siloutte? Thank you. Sara -- karen at madbbs.com Friday, 01/14/00 14:36:06 GMT K460: Richard, this is one of those proprietary trade names that amounts to no more than a catalog number. It means nothing except to the manufacturer. Others may know of it but it is one in millions of such numbers. I have a huge reference called "Woldman's Alloys of the World". It is a global manufacturers list. It it out of date by the time it is published and is a very expensive book. . . I bought one and can't afford annual editions. . . All steels of this high a carbon are "watch outs". Even more so if they are alloy steels. Preheat slowly before putting it in the forge, don't forge too hot, too cold or soak too long. Draw the temper way back and double or triple tempering not a bad idea. This is one of those steels that Frank Turley says "Just laughs at you!" Any specifics about such steels should be gotten from the manufacturer. -- guru Friday, 01/14/00 15:08:03 GMT SILOUETTE: Sara, almost any welding shop can cut one out for you with a 'tracer' torch. If you have a clean line drawing in pencil of exactly what you want it is easy. You may get a half dozen volunteers from your post here. -- guru Friday, 01/14/00 15:12:12 GMT Jock, Thanks for the input, do you think I should build a "snubber" into the design since I don't know if the "built-in" snubber will work? I might be able to put a piece of spring at the top (between the die and cylinder to dampen the upstroke. Thats a design problem I wasn't anticipating though. The other option is try it without and then put it on if needed. Thanks TC Tim Cisneros -- blacksmith at starsticker.com Friday, 01/14/00 15:16:49 GMT AIR-JYH: Tim, One thought I had was a cross bar or plate with a hole in it to fit around the rod. The plate could have springs to the sides of the cylinder out of the way. Could also use auto shock absorbers on the same plate. :) Plan on guards around springs that may shatter. Don't plan on your controls stopping the up stroke. They may work under 'test' conditions but not so well when you are getting down on a BIG piece of hot steel. -- guru Friday, 01/14/00 16:10:06 GMT Youngsmith, please find out who this person is and MAKE HIS LOCAL POLICE DEPARTMENT AT LEAST START A FILE ON HIM AND LET HIM KNOW THEY KNOW ABOUT HIM. Sorry to shout, but anyone so out of touch as to pull a stunt like that is very likely dangerous. I'm glad your friends are all right. Rob. Curry -- curry at cts.com Friday, 01/14/00 16:59:33 GMT I found an old anvil at a local junkyard. it weighs 140 pounds. not cracked or anything. good shape except the horn is missing. bought it for fifty bucks. do you think I was foolish to try to do without a horn? jeff fogel -- onehorse at totalnetnh.net Friday, 01/14/00 19:59:01 GMT Dear guru and company, Keith Doms -- doms at udel.edu Friday, 01/14/00 20:14:47 GMT HORNLESS: Jeff, No. The horn is a relatively modern invention and was the mark of a horse shoer's anvil. What you have is a real nice sized anvil and to quote myself, "Any anvil is better than no anvil". Many anvils were made without horns during the US colonial period (1700's). If it is one of these then its a collectors item. Horns were often welded on. Attached with a rather badly designed joint. It is not uncommon to find these broken off. Then there is the "story" that a friend of mine made up about 'sappers' during the US Civil War breaking the horns off anvils. It IS a story and has yet to be proven. But it would explain why most ancient anvils found in the South are missing the horn. . If you don't want it I'll give you your $50. -- guru Friday, 01/14/00 20:17:32 GMT As was saying befor my computer hiccuped... Dear guru and company, Thank you for your help and information. Just one question, who is guru? The other contributors are listed. Are you the unknown smith? Keith Doms -- doms at udel.edu Friday, 01/14/00 20:19:02 GMT Keith, No, I'm the guy in the picture at the top of the page. Click it if you want to know way more about me than I should tell the public. . -- guru Friday, 01/14/00 21:05:26 GMT GURU In your response to Richard on the K460 steel you mentioned "Drawing the temper way back". I have always drawn temper to a specific color(but I knew what steel I was using), would you please explain what "way back" means. You have thrown an unknown into my brain processes. Thanks for your help and this site. John L. -- lecount at mindspring.com Saturday, 01/15/00 00:25:30 GMT Jock, The plate with a hole for the shaft needs to be attatched to the cylinder. I don't want to weld to the cylinder and damage it. Maybe a flange on two sides with set screws to hold it up? My cylinder hangs directly over the ram, in-line with the ram and die. I'm going to have to give it some thought before attempting this one. The plate with springs on the side is a good idea though. Thanks TC Tim Cisneros -- blacksmith at starsticker.com Saturday, 01/15/00 00:41:49 GMT if anybody is interested in manufacturing the aforementioned monkeys, let's talk. thanks for the response. peter matzdorff -- pjm at dcwis.com Saturday, 01/15/00 03:20:50 GMT also i'm in the middle of a firescreen and would love to know if there is a good how-to piece of literature about how to rivet and properly stretch screen, and if there is a place to get the tongs i'll need. thanks, pete peter matzdorff -- pjm at dcwis.com Saturday, 01/15/00 03:27:20 GMT DRAWING TEMPER: John, You can draw the temper a little, then a little more . . then WAY BACK! Spring temper in many steels is a blue. I avoid discussing temper colors (what is peacock blue?) due to the fact that they don't apply to alloy steels and most of what is common today are alloy steels. Yeah you can use it as a guide but can you see sunrise red in bright daylight???? Its all way to subjective. Since I didn't know exactly what kind of steel K460 is I guessed you want to draw it back (from full hard) as much as possible for the service. Some alloy steels temper in the +1000F range. No colors up there. . . -- guru Saturday, 01/15/00 03:33:42 GMT This is a low tech, somewhat unsafe method of dealing with dings and nicks in your anvil horn and on the faces of mistreated anvils. Especially with the latter, wear a heavy leather apron and face shield at least. If you blow it, chips may fly, hard. This is not the way to deal with chips or cracking flaws. Get a comfortable uncracked hammer with a hard, polished,gently buldging face and smoothly rounded edges. Strike careful modest blows around the ding with the hammer face level with the anvil at contact. Work inwards with overlapping blows, pushing the displaced steel towards the low spot. Because you get all the rebound to lift the hammer, this should be easy hammering but quit when you tire before you loose control. Stay away from the edges if possible. If you must hit these more fragile areas, direct your gentle blows towards the mass. While this method is limited, it can help considerably. Pete Fels -- ironyworks at netscape.net Saturday, 01/15/00 07:37:05 GMT Does anyone know a website or store in the virginia area that would sell a hand cranked blower? Or, if not, the type of store that might sell one? Bill -- ozzy1 at erols.com Saturday, 01/15/00 17:31:35 GMT Does anyone know a website or store in the virginia area that would sell a hand cranked blower? Or, if not, the type of store that might sell one? Bill -- ozzy1 at erols.com Saturday, 01/15/00 17:31:54 GMT Bill, the last time hand cranked blowers were sold new was during the bomb shelter building era of the 1960's right after the Cuban Missle crisis. Some of the survivalists may have a source but they are no longer manufactured for blacksmiths. -- guru Saturday, 01/15/00 19:34:03 GMT When did the bottom blast forge come into existence? We are rebuilding our forges and want them to be historically accurate as to side blast or bottom blast. Our time period is 1830s and 1840s. Thanks for any information you might have on this subject. Bill Bill DeBerry -- DeBerry_Bill at NPS.gov Saturday, 01/15/00 20:46:43 GMT I am going to be making a propane powered forge. I looked through the ones listed on this website. I was wondering what I should look for for a good all purpose forge. Which is easier to use, venturi or blast burners. thanks nico nico -- edienic at hotmail.com Sunday, 01/16/00 03:45:07 GMT I think I've solved the problem Jock. The spring can be put at the top of the ram, leaving the cylinder alone. It esentially does the same thing only simpler. i'll send in a picture to clarify later. Thanks for all the help. TC Tim Cisneros -- blacksmith at starsticker.com Sunday, 01/16/00 04:38:02 GMT Thanks for the answer Guru! What type of non-electrical blowers are sold now? Bill -- ozzy1 at erols.com Sunday, 01/16/00 14:08:41 GMT Bill, I don't know of anyone selling modern, newly manufactured non-electric blowers currently. Your best bet would be to go to the meetings of your local ABANA chapter and ask around. Someone might have one for sale. Jim Wilson -- pawpaw at netunlimited.net Sunday, 01/16/00 15:29:51 GMT So really, all of the blowers nowadays are electric? Anything not would probably be used correct? Bill -- ozzy1 at erols.com Sunday, 01/16/00 16:25:09 GMT BLOWERS: Bill, there really are no other blowers other than electrical unless you have really good lungs! You can get them both in 120 VAC and 12 VDC. You can run a blower using an air or hydraulic motor but then you would need to have a power source for them. Water wheel? Wind Mill? Internal Combustion? Steam? A bellows is non-electric. But you have to build your own. Hand cranked blowers have been built of wood and small metal parts. A few nails, some tin, rope belts to speed up the fan. And YES. All handcrank blacksmith blowers are old USED equipment. Most 50 to 100 years old. Some in good condition, some worn out. NO, there are no parts avialable! You have three choices in the blacksmith business when it comes to tooling up.
(1) If you want to seriously get into blacksmithing and make a living at it buying all new makes a lot of sense. For about $3,000 US you can purchase a pretty nice setup. Of course blacksmithing is a LOT more than just pounding hot metal and you need a fair metalworking shop to back up the blacksmithing portion. (2) Many of the OLD tools are still the best. However by the time you FIND that perfect Hay-Budden anvil you will have spent enough time and money to have saved and bought a new one. For many the chase is as important as the results. Most of us start this way. (3) Making your own has been central to the blacksmithing way of life. Alex Bealer wrote in The Art of Blacksmithing that the only tool the blacksmith couldn't make himself was his anvil. He was wrong. It was not common in the past but today it is becoming more and more common. Even if you do not make your initial core tools (anvil, forge and hammer) you must be capable of making hammers, tongs, punches, dies and jigs to be a blacksmith. Most blacksmiths make some sort of special tool for every job. Being capable of making ALL your tools is what blacksmithing is about. -- guru Sunday, 01/16/00 17:17:09 GMT SIDE vs BOTTOM BLAST: Bill, this is a hard question. Most things in the technology of blacksmithing did not change over night. The bottom blast was the result of changing from bellows to blower and charcoal to coal. Both changes occured roughly at the same time so it is hard to say which event triggered the change. I'm inclined to say the bellows, which was replaced by hand crank cast iron blowers with new cast iron (bottom blast) fire pots to match. In Britian side blast forges with water cooled twyeers are still common. They are used largely with coal breeze. They were sold in this country but did not catch on. Even today side vs. bottom blast can still be a personal choice when building forges. In M.T. Richardson's Practical Blacksmithing which records information from many smiths from the late 1800's the bottom blast was prefered but several side blast forges were included. All the masonry forges mentioned that had bottom blast also had manufactured cast iron twyeers with gates or clinker breakers. All relatively modern and coal era inventions. During the charcoal era all forges that I know of were side blast. The need for a deeper fire bed making the difference less noticable. You CAN build a masonry bottom blast but it will clog up rapidly. So, the questions to ask your self are, "Was a bellows used?" and "Would this builder have had access to commercial forge parts". Use of a bellows and no commercial ash dump almost requires the forge to be side draft. -- guru Sunday, 01/16/00 19:39:04 GMT GAS FORGES: Nico, Gas forges are best suited to specific sized work. Burners must be sized for the enclosed volume and the associated back pressure. Big gas forges are difficult to adjust down for small work. Some ARE built with that flexibility but it requires mulitple burners and an adjustable wall to shut off the portion of the forge not used. The advantage to venturi (atmospheric) burners is that they are quieter and they do not require electricity. The advantage to blower type burners is that they are simple to make and do not need to be so closely balanced of a design as atmospheric burners. You CAN get 12VDC blowers for portability. -- guru Sunday, 01/16/00 19:52:31 GMT Guru... I have seen a cheaper ball peen hammer out here that is madeout of impact resistant plastic with the hammer faces pushed into the melted plastic. Are these usable for general use around the forge, and can they be used with hot metals, or will they melt... There is a significant price difference between the two, so what should I do... I'm in the market for a 3lb ball peen Erik Erik -- sonic40 at the-pentagon.com Sunday, 01/16/00 20:00:59 GMT PLASTIC HAMMER: Erik, If most of the hammer is plastic, then where is the 3 pounds comming from? I'll bet its that pretty golden yellow transparent stuff. The fact is I've never seen these. I would love to test one to destruction. . . sorta doubt it would take long. I'm not against progress but this sounds like an idea designed to fail. You know the old saw, "You get what you pay for." ? Well. . with tools you usualy do. -- guru Sunday, 01/16/00 21:10:43 GMT Well, i'll give it a try Erik -- sonic40 at the-pentagon.com Sunday, 01/16/00 21:33:47 GMT Erik, Don't be embarased to let us know if it does't work out OR if it DOES. -- guru Sunday, 01/16/00 22:13:07 GMT My blower is a ROYAL model H. It works fine,but it does not operate as smooth as some I seen. I seem to remember reading somewhere that there is an adjustment that can to cut down on the noise. There is adequate oil because I fill it to the overflow. Joe -- jmarshok at dellnet.mail Monday, 01/17/00 00:28:26 GMT Guru...my back is against the wall again. i got an order for a rectangular pot rack. i don't have trouble with the basics except for one thing. the "base" for this thing is 1/4 by 1 inch strap. my problem is heating and shaping this to come out a nice rectangle. previous attempts leave a whole lot to be desired. this will be a large one , 2ft by 4ft. do i have to make an angle iron "form" or something to get it to come out square and even ? what's the secret to doing this ? Pein Pein -- IFORGEIT at prodigy.net Monday, 01/17/00 02:29:33 GMT My daughter has a project to do it says- as a community service project you are expected to create a metal system with moving parts to service the community. do you have any ideas because I am lost and just so you know she is only in the fourth grade! Gerline -- Gchocolate8 at aol.com Monday, 01/17/00 02:53:10 GMT CORNERS: Pien, To do this 100% traditional is a bitch. To make forged corners requires upsetting mass in the middle of the bar exactly where the bend it to occur. Getting ALL the corners right can strain your patience. SO, Design around the problem. Make individual corner pieces and cut to fit with a rivited splicer bar at the center of each run. The rose head rivits add a decorative motif. OR, Forge the corners on the two short sides (easier to handle and control). Then rivit the to long bars onto the sides with the forged corners. Let the front/back go all the way to the corner. Non-traditional solutions. Arc weld the corners. Dress in the forge. DO NOT grind! Grinding always shows. Use MIG if you have it. If you weld with stick be sure to power wire brush the flux off before dressing in the forge. The flux forges too and will fall out later leaving the visible forge seam. Non-traditional solution II. Use a torch to heat and bend the corners. If laid out with chalk it should be accurate to within +/- 1/32" -- guru Monday, 01/17/00 03:47:39 GMT METAL SYSTEM: Gerline, are you sure she is not talking about metal recycling? In that case it could be a cardboard box with hopper doors (like a public mail box) for aluminuum, steel and misc metals. Sorting is important in recycling. Use wallpaper or wrapping paper to make the box "attractive". . . fourth grade. Nine years old, she can do that! Write to me at guru at anvilfire.com if that is not the point of the project. -- guru Monday, 01/17/00 03:53:41 GMT guru, i am trying to get in touch with anyone who is currently practicing blacksmithing in the boston area, this is my second attempt to find out about this through you guys, anything anyone can tell me would be most appreciated particularly if you can give me the name of a local smith who is looking for an apprentice or a local organization that might be able to help me with the same question, i'm very eager to get back into metal fabrication (particularly the artistic variety) and any help would be much appreciated. also, anyone who is in the same predicament as myself please let me know of your existence! two heads are better than one! thanks Joshua Gilbert -- sweetdaddy666 at hotmail.com Monday, 01/17/00 05:05:13 GMT Guru.... Well, i asked that in the morning, went out and bought one of those hammers, and used it. The damn thing melted in my hands. Oh well, for ten bucks, it was worth it. Erik Erik -- sonic40 at the-pentagon.com Monday, 01/17/00 05:27:20 GMT Joshua, All I can do is put you in contact with the nearest ABANA Chapter. The President of the New England Blacksmiths is in Mass. mailto:mgilbert99 at mediaone.net Contact details can be found here: NEB -- guru Monday, 01/17/00 05:48:46 GMT What is electro-slag casting? How does it work? (Ford are used for the camshafts on their Indigo concept car). Thanks Brian Cumming -- me99bac at brunel.ac.uk Monday, 01/17/00 12:13:30 GMT Guru, My spec sheet for my knife steel came in - .95 C, 1.1 Mn ( seems high but assume it's for machinability).5 Cr, .1 V and .5 W. Several questions. Can you recognise that steel by any popular names (other than K460), what elements do the V and W refer to, and will that high % of Mn cause froblems in the forge, or with treating? The spec sheet also states that a hardness of 63-65 HRC can be obtained when heat treating. I've been led to believe that 63 HRC is ideal for maintaining a keen edge on hunters. Is 63 too hard for a hunting knife or am I going to have to be super careful tempering this steel (Or will it just laugh at me :) ) richard stein -- ironstein at atnet.net.au Monday, 01/17/00 13:25:05 GMT I have a neighbor who's putting in a bridge over a creek on his farm. We have no doubt that it's more than adequate for normal car and truck traffic, but he asked if I could determine what the maximum load would be, just for interest. I said I thought I could, but now I find I don't have any steel tables equivalent to the span tables and stuff I use for wood structures. The bridge is a 27 foot span with three I-beams on 4-foot centers. The middle beam is 16x6 inches and the two outer beams are 18x6 inches. I'm assuming, at least for now, that the decking will stand up to what ever the beams will, so I can ignore it...at least for now. Where could I find tables to tell me about the weight limits for these I-beams? Thanks. Great site. Steve Alford Monday, 01/17/00 15:12:39 GMT BEAMS: Steve, There are no tables of the type you are looking for covering steel beams. Every application is calculated. Among the information you are missing is the weight per foot of beam. You can select numerous beams with those dimentions that will vary from from 25 pounds per foot to perhaps three times that with coresponding differences in strength. When dealing with steel beams for supporting bridges, cranes and decks stress is not the determining factor. Deflection is the important factor. You could build a bridge that would sag a foot between supports and not be over stressed! 1/4" (7mm) is the normal limit. Years ago I wrote I wrote a mass and volume calculation program that included the AISC (American Institute of Steel Construction) database. It would calculate the weight and two simple cases of deflection beams in beams. It took two years to write (the entire program) and when I was done the entire market had switched to Windows (which would have taken another couple years to convert the program to). . . I had to give up on marketing it. You need to know the following: BEAM TYPE described as nominal height by weight/foot. 16W31 or 18W35 (these are light leams). Almost all modern beams are known as "wide flange" and do not have the heavily tapered flanges of an I-beam which is designated as an "S" section. You need the dimentions of the beam (height, width, flange thickness) to within 1/32" (0.8mm) to determine what type of beams you have. From this the 'section modulus' is determined for deflection and stress calculations.On this bridge that third beam is your limiting factor. Being one of three means its possible for it to take 50% of the total load. Normal bridges of this type have beams centered nearly under the wheel tracks OR have so many beams that the decking is almost not needed. The big problem is that *I* cannot tell you the answer. This is a public engineering problem that requires a PE (Professional Engineer) stamp which requires a PE license. If you figure out all the parameters I can tell you how much a given beam will deflect. Determining the loading and which beam will see how much is the trick. Suitability would be up to you (sorry about that). EXAMPLE: A 16W26 27' long center loaded at 10 tons will deflect 1.66" inches and be stressed at 43,040 PSI (in this case stress IS too high) EXAMPLE: A 16W96 27' long center loaded at 10 tons will deflect .388" inches and be stressed at 10,391 PSI (this beam is marginaly acceptable for the load. Equally distributed it is just right. This is the heaviest 16" beam made with a 12" flange.) MACHINERY'S HANDBOOK (see our review) has all the formulas and a few of the older beam sections. AISC sells the AISC Manual of Steel Construction which has ALL the current beams and more formulae than you care to know about. One of those easy questions. . . . ;) -- guru Monday, 01/17/00 16:40:49 GMT ELECTRO SLAG CASTING: This is a direct arc melting method where the slag covers the melt and prevents oxidation. It is used for certain alloys that are dificult to handle otherwise. I have not heard of casting parts this way. It was formerly used to make huge welds on things like nuclear reator pressure vessels and pumps. Small high performance engines habitualy wear out cams and then become VERY noisy. Ford had a huge lubrication problem on the two liter Pinto engines and it was a disaster on the 2400's! The engine would run perfect and then an instant later need a new cam. These were one of the first cars that were advertised as being economical because they didn't need an oil change for 12,000 miles. WRONG! Of course the car was our of warrenty by then. One of those better ideas from the American automotive world. Maybe they have found another 'better' way. -- guru Monday, 01/17/00 17:00:43 GMT K460: Richard, V is Vanadium and W is Tungsten (Wolfram). The Manganese is just right for a high performance steel. This would be what is often called a Chrome Vanadium cutlery steel. It is not the same as any of the standard tool steels as far as I can determine. It doesn't have enough Tungsten to be classified a Tungsten or Tungsten-Chromium steel. The closest AISI catagory would be Chromium-Vanadium 6195 but that is an abandonded SAE number. . . It is also close to 52100 or 51100. You will have to go by the manufacturers recomendations and your own testing. Hardness = Brittleness. The harder the blade the thicker it needs to be to take a given stress. One method to reduce stress is to make the blade shorter. In most cases a very hard short knife is a better working blade than a "mine is bigger than yours type". My point of drawing the steel "way back" is that it will harden a lot more than the recomended usability hardness. It all depends on how the 'tool' is going to be used. When you become a custom knifemaker all the design and engineering issues (and it IS engineering) fall on your shoulders. Who your customer is also makes a huge difference in knife design. -- guru Monday, 01/17/00 17:38:36 GMT Guru..I am making a small skinning knife for a friend. He wants a blade with a very hard edge that will hold a keen edge. It is a short blade and needs very little flexability. I am using 52100. It forged easier than I expected. After forging, I heated to non magnetic and placed in ashes alongside a larger hot bar to anneal. Grinding off the scale and hollow grinding the edge also wasnt as difficult as I had heard 52100 would be (this is my first experience with it). The problem arose when attempting to drill 1/8" pin holes for the handle. All the bits I tried, including cobalt, just spin, hardly even scratches the surface. I reheated the tang and soaked again in ashes. Still wont drill. I was told while in the slack tub that 52100, once annealed will not reharden. Im confused. The blade is still as hard as Chinese arithmetic. I dont have the spec sheet right in front of me, but the anealling temp is 1625, I think. I can blow holes in the tang with a tourch as a last resort, but I bring the question : Can 52100 be rehardened after annealing. My 11th Ed. Machinery's Handbook has a bfief section on this metal and its heat treatment. Randall Guess -- rdguess at bellsouth.net Monday, 01/17/00 18:50:01 GMT Randall, It is my understanding that 52100 reaches "critical" at 1800F which is well above non-magnetic. So your blade is till quite hard. Probably you should anneal it and reharden, and try tempering again. But you will have to judge whenyou get to 1800F so as to make it all work right. (leastwise it is what I remember? from older posting here) Ralph -- ralphd at jps.net Monday, 01/17/00 20:28:30 GMT 52100: (f) Predominately pearlitic structures are seldom desired in this steel ASM,, 2nd p.224 Annealing temp 1350-1450. Critical temperature on heating ac1 1340F Critical temperature on heating ac3 1415F Critical temperature on cooling ar3 1320F Critical temperature on cooling ar1 1270F More later, but this is really a question for grandpa! -- guru Monday, 01/17/00 21:50:22 GMT this is probably a dumb question, but has anyone ever used sawdust to start a forge? I have a woodshop, and I got to thinking, it was a good use for the sawdust, to start my forge up. Just pile a little over a newspaper. Whaddya think? jeff fogel -- onehorse at totalnetnh.net Monday, 01/17/00 22:42:36 GMT Randall: Heat the blade to 1200f and hold for a few minutes or one hour. This should "temper" the tang enough to drill the holes. The temperatures given by Guru above are correct, but only for one size of grain. With 52100, the critical temperatures varies with the grain size. 52100 can be hardened from the annealed condition, or any other condition for that matter. grandpa -- darylmeier at usa.net Monday, 01/17/00 23:39:31 GMT Thanks grandpa! Jeff, I've done it but the blast blows all the wood dust up and away. If you use a hand plane the curls off that are the BEST! I always saved mine but they go fast. -- guru Tuesday, 01/18/00 01:05:22 GMT Jock; I need advice regarding the safety of using a #9 shade lense when using a small MAGW welder. I have a hard time seeing the weld with a #10 lens. They guys at the local welding shop use 9,s and they do a lot of big stuff. The salesman at Linweld said today that I should use a 10. What are your thoughts Thanks Don Agostine Don Agostine -- agostine at nwidt.com Tuesday, 01/18/00 01:47:03 GMT Hello, I'm a freelance writer based out of Calgary, Alberta, Canada and I'm working on an article about blacksmiths. The article is for an online publication that is geared towards both Canadian and American students who are wanting more information on different types of careers. (see www.bridges.com)I was wondering if someone from your website might have time this week to answer a few questions for me. I'd like to know a bit more about the occupation of blacksmithing, why you chose it as a career, what the demand for blacksmiths is like, etc. Any information you can provide would be extremely helpful (including related associations, etc.) If you have a few minutes to chat, please email me and let me know what would be a good time to call. I work from my home office so I'm quite flexible -the only request I have is that we speak within the next few days as my deadline is less than a week away. Thanks for your help, I look forward to speaking with you. Sincerely, Maureen Stroulger Ph: (403)239-0878 Fx: (403)239-0282 Maureen Stroulger -- wordswork at home.com Tuesday, 01/18/00 03:25:16 GMT SHADES: Don I always used a #10 but #12 was recommended. MIG is brighter than stick and #12's are recommended all the time but they are also recommended for heavy welding. We have discussed the merits of the automatic lenses recently and the fact that they are quite expensive. I had one when the technology was new and didn't like it. Everyone claims it is better. But it has gotten no cheaper in 15 years. The option (and it will help you too) is brighter ambient light. Setup spot lights where you are welding. Ever go out in the bright sunlight with your helmet on? You can see pretty well. Spotlights where you are working will do the smae thing and are less likely to produce back glare like skylight does. The key thing about reducing the shade is the light you CAN'T SEE, the UV. You also can't feel its effects. Cataracts are supposedly the result. The same goes for forge welding. I know smiths that go on and on about dididium glasses but then don't put on a fliter lens when using a cutting torch. . . Ambient light is the solution to saving your eyes and doing better work. -- guru Tuesday, 01/18/00 04:09:04 GMT Hi folks: I was wondering if anyone knows the background behind the little tin can/MAPP gas forges that I've seen. Is Jim Robarr the original designer? Has anyone seen any construction articles on these? The reason I ask is that I'm planning on building one for the Volume 8 #2 issue of the Hammer's Blow, and I wanted to give credit where it's due. Also, I wanted to ask everybody about suggestions for articles/ content for the HB� what sorts of things would you like to see? Thanks- BG Brian Gilbert -- hammerguy at mindspring.com Tuesday, 01/18/00 04:09:31 GMT Brian, I think what you are looking for is on Donnie Fullwood' page as the The Bean-O-Matic Propane Forge By Ed (1 Anvil - No Marbles) Halligan. Bean-o-Matic Micro Forge -- guru Tuesday, 01/18/00 05:14:53 GMT Good Morning: By some sort of luck I have just acquired a Peter Wright in Pristine conditon, I mean I don't think it's ever been hit with a hammer,at least the edges are clean no chips and there are no hammer marks as far as I can tell. I was wondering if you could tell me how old that it may be? the markings are as follows, Peter Wright Patent England, 116 at least I think it's a 116 and the letter H underneath all this. Once again thanks so much for all your help. C Soave -- cesdaveyboy at yahoo.com Tuesday, 01/18/00 14:06:41 GMT Guru; Thanks for your answer yesterday about the bridge. I dug out my copy of Machinery's Handbook (I'm moving right now) and it had what I needed. Thanks. Steve Alford Tuesday, 01/18/00 15:06:15 GMT Jeff, in response to your question; I used to fire the forge with sawdust (make a cone, press it down, light, cover with coke and coal dust, pump air with ash dump half open), until I discovered those little propane torches with a self lighting tip. Oddly, I could forge and weld for 4 hours, and still find unburnt sawdust in the forge. Mike -- WCFarm at parod.com Tuesday, 01/18/00 15:06:18 GMT Guru; I need to bend 3/4" iron rod into a circle 17.4" in diameter. I've done almost 20 of them by (first) bending them in a vise with a big wrench, until I broke the vise, (second) by jamming them in a tractor drawbar and jumping up and down on them. (The machine shop that gave me the job tore up their press on them.) By the time I have the ends welded, the ring is nowhere close to round, so I have to heat it a little at a time and pound it out without stretching it. Any ideas on how to save time and my coal supply? Mike -- WCFarm at parod.com Tuesday, 01/18/00 15:42:54 GMT Mike, That is a pretty heavy bending job. It sounds like you have a lot of them to do. . . A motorized set of rolls would be best but they would have to be pretty heavy duty. I've rolled 3/4" square in an old champion tire bender almost that tight. The tractor may be your solution. The best way to make a lot of rings is to wind up a coil on a mandrel and then cut the individual rings off the coil. Sawing at an angle to make an over lapping joint is best but this size job would require one of those hand held band saws. . . Make a flange to fit the tractor wheel flange from plate. Weld a heavy wall tube to the plate. Use the tractor to wrap the bar around the tube. Let the earth hold the end of the bar DON'T try to do it by hand. A little hair brained 'eh. Next option is to build a tunnel gas forge for those long pieces. 54" is a long heat but you could use a relatively light duty bending jig and the parts would be ROUND. For a good job you would want to heat and pre-bend the first couple inches of each end. This could be done with hammer and anvil, or a press. Arbor presses bend hot work easily. It would take a 50ton Hydraulic press to bend the ends cold. I would use a stacked brick forge about 3 bricks tall (not including the top and base). The width would be just a couple inches shorter than one brick. Single bricks are used for the top except where the burners feed in. You are going to need at least three outlets on a blower type burner mainfold with 1-1/2" outlets OR four individual atomospheric burners. The blower type would be cheaper to build on short notice. On Ron Reil's page there used to be a modular forge setup. A whole series of short tubular sections each with their own burner. It was a good design except I think it used Kaowool. The Kaowool is not the right material to have long heavy pieces sliding back and forth on. Otherwise you just take long heats in the coal forge and bend what you can in a jig with the right radius. Would you believe that cone mandrels were made big enough for this job? Short hollow large diameter ones were sold for wheelwrights. Probably came in nesting sets. -- guru Tuesday, 01/18/00 17:32:59 GMT I am writing a story involving a blacksmith who uses his forge to melt down a good piece of steel that he finds abd turn it into an axe-head. My question is, what kind of steel would be best for such a task? Would it be possible to create a damascus axe-head and what kind of steel would be need to do it? eric -- eprobe at hotmail.com Tuesday, 01/18/00 17:52:59 GMT PETER WRIGHT: C Soave, I've seen more unused Peter Wrights than any other anvil. . . I wonder why? Its almost like they were given to someone that had no use for them and they just sat around waiting for some lucky blacksmith. I've seen these sell for +$4/lb US. The 116 is the weight in hundred weights, 112 + 28 + 6 = 146# Its probably made after 1860 and could have been made as late as 1930. You have to see the slight variations in style to know. A copy of Richard Postman's Anvils in America would answer your question more specificaly. -- guru Tuesday, 01/18/00 17:53:20 GMT ERIC: You have a LOT of research to do. Blacksmiths do not MELT steel (except accidentaly). They heat it to an orange or yellow orange heat where the metal becomes plastic and they FORGE it. Even though the steel is softened it still takes great force to shape the steel so the smith uses a relatively heavy hammer (3 to 4 pounds) to forge steel to shape. Foundries melt and cast iron and steel in molds. Early tools (pre 1860) were almost always made of wrought iron with a blister steel or later a crucible steel insert for the cutting edge. Wrought iron is soft and cannot be hardened. Later (modern) tools of this sort would be made of a single piece of medium carbon steel. Damascus is a very complicated subject. True Damascus is a product of crucible and forge. The Japanese and later the Europeans produced variations of so called Damascus which were actually 'laminated' steels. Early laminated steel was a combination of wrought iron and steel or hard iron. Pieces are stacked and then forge welded then cut and stacked and welded over and over again. This is erroneously called FOLDING. In this process MORE is NOT better. Do not believe what you hear in the movies. The soft ductile wrought iron acts as a support for the hard brittle steel and the combination is superior to both. If too many layers are used the product becomes uniformly steel without detectable layers. THIS is where the art comes in. The layers can be seen in the steel with a little etching. Producing desired patterns in the steel became a high art. Click on the link to MEIER STEEL for information on art of mythical proportions. The above is a very breif discription of what takes a small library to fully answer. Not only are you talking about basic technology that all the rest of technology is based on you are also talking about 3000 years of history in your simple question. See our review of Alex Bealer's The Art of Blacksmithing it covers most of what you want to know. NOTE: Although I differ in the use of the terms Damascus and Laminated Steel everyone calls the laminated product Damascus. -- guru Tuesday, 01/18/00 18:28:08 GMT On the subject of automatic welding helmets. I just looked at the papers on mine for a friend who's wanting to buy one and they claim it provides UV and IR protection both in the clear and the dark state equal to a #16 filter. Philippe Habib -- phabib at well.com Tuesday, 01/18/00 19:01:32 GMT Sawdust: Where I demo at a steam engine museum, we use newspaper to start the forges. I would think that if you took your sawdust and stirred in a little parafine to hold it together it would work fine. You know like to campfire starters your kids make for scouts. At home in my personal forge I bypass all this newspaper, wood etc. I know it isn't "tratitional" but I just take a propane "weed burner" and point it at about 2 inches of coke at the bottom of the forge, add a small blast with the blower and in a miniute or so, I have a nice start on a fire, no smoke, no muss, no fuss. Hey it works :-O Wayne Parris -- benthar at pacbell.net Tuesday, 01/18/00 20:42:30 GMT Hi, I'm living in Belgium and looking for a power hammer, but it seems that nobody sells it here. Please help. Tnx. olivier -- oliviercr at skynet.be Tuesday, 01/18/00 21:25:32 GMT POWER HAMMERS: Olivier, Kuhn is made in Germany and a clone the Sahinler is made in Turkey. Beche' a sister company of Chambersburg is also in Germany. B&S Massey is made by Mosston Engineering in Britian. I also understand that Firedesign exports the BULL hammer. I know there must be more, in Sweden they made the fj�derhammare. A spring helve hammer. There are also the used machinery dealers. In the U.S. at least half or more of the hammers in use are ancient relics of another age. Let me know what you find. We will add it to or manufacturers list on the Power hammer Page. -- guru Tuesday, 01/18/00 22:09:49 GMT Mike: As Guru said rolling would be the best. Pretty easy job to do on a hausfeld bender too. Need a form of 7 to 8 inch radius as it will spring open some if done cold. Best to cut the material about 4" long too as it's hard to get the ends bent - just cut two inches off each end when you're done. If you're talking 17.4 inside, you'd want to cut the pieces exactly 61 inches long, bend it pretty close, cut exactly two inches off each end and weld it together. Should come out 17.4! I bend small bar like this up to six feet in diameter on the Hausfeld. Depends on quantity of course, I wind THOUSANDS of rings on a mandrel as Guru described too. grant -- nakedanvil at forgetools.com Wednesday, 01/19/00 00:55:22 GMT which is more fuel efficient, venturi or blast? if I were making mostly knife blades and nothing huge, how big a forge would i need? thank you for your help. nico nico -- eadienic at hotmail.com Wednesday, 01/19/00 02:46:07 GMT Nico, NC-TOOLS makes a "Knife Makers" forge doors on the small ends. It is a two burner atmospheric (venturi) forge. Both type of forges should be equally efficient but the small atmospheric forges are really good. Here's a similar forge NC-TOOL Whisper Momma Product Review -- guru Wednesday, 01/19/00 04:36:17 GMT Ok one simple question. What is Damascus? I have found a ton of sights that make and sell damascus blades, at prices out of my range. Then there are affordable priced knives but I have heard that although "technicaly" they are damascus the process used is not the same. some are etched steel, some are folded steel others are high and low carbon layers welded together,and also cable wrapped damascus. What is the thing to look for in a good damascus blade? and is there a web sight that details the process? Stu -- jarrodax at gateway.net Wednesday, 01/19/00 05:44:56 GMT DAMASCUS: Stu, First, look up a few posts to my response to ERIC: You . . There are many web sites that discuss Damascus but I have not visited them to be able to say who's is best. Maybe one of our knife makers will report. All modern 'Damascus' is laminated steel. Hard and soft, alloy and non-alloy. The alloy types make the highest contrast as chrome and nickle brighten the color and resist the etch and bluing of the non-alloy steel or iron. It starts out as alternating layers of steel forge welded into a billet. The billet is then cut in two (or thirds) and stacked up and forge welded again. This process is commonly and mistakenly called 'folding'. In order to produce specific patterns the final billet may be treated as below (illustration from Decorative and Sculptural Ironwork by Dona Meilach) 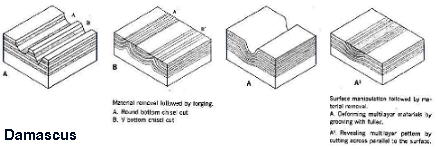 'Cable' Damascus is steel cable welded together and in sort of a curiosity. For really strange look for some 'roller chain' Damascus. It is usualy made by forge welding the chain from your favorite Harley into a billet and making a knife out of it. This is a metalurgical disaster but pretty neat if you are into those type of things. The highest art of making pattern welded steel is Mosaic Damascus. See the link to MEIER STEEL above for one of the world's finest examples. Probably the most important thing to 'look' for is bad welds. These will show as a crevice or black area where it shouldn't be. The other is too coarse a pattern at the cutting edge. The fancier blades designed to be USED have a tight pattern edge welded to a more decorative center or body. Swords often have a thin layer of Damascus over a solid ductile and more structuraly sound core. Besides Daryl Meier's MEIER STEEL site check our links for Don Fogg's web-site. He has some beautiful work and explains a lot of the technology. -- guru Wednesday, 01/19/00 06:56:53 GMT Thanks for the tips. You answered all my questions, and quickly. Your web-site is very user-friendly, too. Will check out "Art of Blacksmithing" for further info. eric -- eprobe at hotmail.com Wednesday, 01/19/00 09:23:50 GMT Hi! My 8yr old son is doing a report on pioneers, but specificly his report is to encompass the job of a cutler. He understands that this is a specialty of blacksmithing with steel, making cutting tools or armaments. But, we have been unable to find any resources on it. It's not even mentioned in encyclopedia's. I thought you might have some ideas on where we could look. I do understand if you are too busy to respond. Just thought I'd take a chance. Thanks Wanda Wanda -- Starbase at netcom.ca Wednesday, 01/19/00 15:53:01 GMT I need to know what material to use to cement the fire brick together. steve -- sforbes at bit-net.com Wednesday, 01/19/00 17:23:11 GMT I need to know what material to use to cement the fire brick together. steve -- sforbes at bit-net.com Wednesday, 01/19/00 17:25:23 GMT Wanda, Although 'cutler' is the proper technical term most went under the title knife-maker, bladesmith or armourer. Also, when speaking of the 'pioneer blacksmith' you are speaking of a jack-of-all-trades that did it ALL. There were not enough skilled workers during the pioneering era so the blacksmith took on many jobs that were otherwise considered specialties. To quote from a recent letter on the same subject: During the pioneer era of most of the New World and in Australia, South Africa and New Zealand, the blacksmith was a key figure. There are museums and parks with 'living' displays celebrating the blacksmith in all of these places. For illustrations of how the specialists of the 1700's did their work find Diderot's "Encylopedia of Trades and Industries" at your local library. It has engravings of every trade of the time including the cutler. Then find the Americana series by Eric Sloane. His Museum of Early American Tools and Diary of of an Early American Boy, Noah Blake will have a few references of value. And last, I've written two pieces of historical fiction ilustrating the era, A day in the Life of an Apprentice and Blacksmith of 1776 that can be found on our 21st Century page -- guru Wednesday, 01/19/00 17:29:31 GMT Steve, You need 'refractory' cement. It is available from foundry suppliers but is a little pricy. The other option is to mix about 75% fireclay with portland cement. In many cases the fireclay is used alone depending on the strength needed. I've found that I much prefer NOT to cement firebricks together but to stack them or make metal frames to hold them together. Good refractory brick is expensive and very often the first attempt at building a forge or furnace is not satifactory. -- guru Wednesday, 01/19/00 17:34:53 GMT Question: I have some old wrought iron fencing which is in poor condition (extensive rust) but, I would like to repair it. I've heard that it can be restored and coated (dipped) in protective plastic coatings. Do you have any experience with these materials, and what is your opinion of them? Any suggestions would be greatly appriciated. Thanks Frank Frank Nigro -- FPNJATC at AOL.com Wednesday, 01/19/00 18:50:24 GMT O Guru, Some time ago you ansvered a question about chain-mail, and mentioned "braided" rings. I�ve seen large-ringed mail (east-european bajdana-mail) where the overlapping ends of the rings seems to be punched halfway through from one side instead of riveted. Is this braiding, or do you know another method? Olle Andersson -- Utgaardaolle at ebox.tninet.se Wednesday, 01/19/00 19:06:29 GMT Olle, That was my bad terminology trying to expain the complex (mind boggling) interlinking of some types of mail. Sorry for the confusion/ RUST: Frank, The top is almost irrevelent. What is important is to get the iron clean. Sandblasting it the best method although many historic districts do not allow it. I do not understand their reasons but I expect it is from the experiance of removing the paint and rust and finding nothing underneith. . . Plastic coatings and sealants NOR so called 'high zinc' paints prevent future corrosion damage. Pure zinc powder paint which is nearly the equivalent of galvanizing is the best corosion preventive. It is used inside public drinking water tanks. The other so-called rust proofing paints are a joke. The zinc 'ions' move by the same process as rust to cover any breaks in the finish and prevent future rust. Steps for a long life paint job on iron/steel:
See my rather old article Corrosion and Its Prevention on our 21st Century page. -- guru Wednesday, 01/19/00 19:34:52 GMT Thank you, Your information was most enlightening and much appreciated. We will pursue your information and suggestions further. Wanda Wanda -- Starbase at netcom.ca Wednesday, 01/19/00 19:58:14 GMT GURU Thanks for your answer about ambient light level needing to be raised around a welding setup. I think you solved a problem for me. One other thing that someone told me about was the use of a magnifier lens inside my helmet and I bought a 2.25 power lens yesterday late, but have not used it yet. John L -- lecount at mindspring.com Wednesday, 01/19/00 22:12:41 GMT Dearest Guru, Having scoured the resources available to me at both this and other well known web-sites related to metalworking, I am at a loss to find an equation that I know exists (I saw it SOMEWHERE) and defer to your vast wealth of innate knowledge and useful references for an answer. Here goes ... I need to "wrap" a table top with either bar or rod and don't know the exact lenth of bar/rod required to accomplish said task. What is the equation used to determine the length of either rod or bar that is required to curcumscribe a circle or square of known circumference? The equation goes something like this: To circumscribe a circular item of X circumference in round stock multiply the circumference X times the diameter of round stock times 2/3. To circumscribe a circle of x circumference in square stock multiply the circumference x times the thickness of the square stock times 3/4. Or something like that. I have read the formula in either a FAQ, a How To, or a reader Forum somewhere but am at a loss to locate the original source. Can you help? Bio facts just FYI ... I recently just began working with mild iron stock (1/2" round, 1X1X1/4 angle iron, etc) creating tables, stepping stools, and wine racks with a recently purchased oxy-acetylene rig and a railroad track anvil mounted on a stump after taking a class at the Craft Center at the University of California at San Diego called Steel Fabrication 1. I live in San Diego and hope in the future to set up a more appropriate "shop" complete with chop saw and small forge ... not to mention a "real" anvil! Matt Nickson -- mnickson at san.rr.com, nicksonmatt at hotmail.com Wednesday, 01/19/00 22:26:08 GMT I am a highschool tech teacher. My school is a vo-tec for basic level students. My budget is a joke. I need project ideas for scap bits of plate, roundstock, tubing, etc. that I pick up in industial backyards. Please help me help my kids. John John Oliver -- techtea at netcom.ca Wednesday, 01/19/00 23:36:59 GMT Dearest Guru! I have been trying to find any blacksmithing courses in the northwest area of the country.... Canada included... I have talked with Pawpaw about the John C. Campbell Inst. and it seems their classes are filled to capacity. That is great news for them... pretty bad for me... I have a dated background in blacksmithing from days as a child in my grandfather/father's blacksmith shop in TN... I need to knock off the rust and brush up on long forgotten skills plus learn some new skills hopefully.... any help is appreciated. Randy -- rndyprks at aol.com Wednesday, 01/19/00 23:49:37 GMT Randy, The school I keep forgetting is Peters Valley in New Jersey. There is a brief article in the Eternal Flame edition of the NEWS. You local ABANA Chapter will have workshops and demos almost every month. See www.abana-chapter.com -- guru Wednesday, 01/19/00 23:58:44 GMT I am a novis trying to locate a source for equipment to make scrolls with 1/8 to 1/4 inch round stock. Thanks Ken Slattery -- kslattery1 at hotmail.com Thursday, 01/20/00 01:52:29 GMT Guru Thanks for the information, and your time. It's great to have a place to come to for answers without the hassels. Stu -- jarrodax at gateway.net Thursday, 01/20/00 03:43:49 GMT Looking for any technical specs. For Nazel 2B hammers.Any info. would be helpfull. Thank you. Jeremy Andersen -- j.s.andersen at worldnet.att.net Thursday, 01/20/00 04:09:10 GMT SCROLLS: Ken, look on the 21st Century page under benders and then the scroll layout demo on the iForge page. -- guru Thursday, 01/20/00 05:10:08 GMT LENGTH of STOCK: Matt, I think you use the diameter at the center line of the bar to calculate the circumference, PI x Dia. And then add one material thickness to the length. Most blacksmiths just wind up a little extra and trim the ends to make a perfect fit. Most of the time when bending circles in a jig you can't get the bend right to the end so it is better to plan on trimming the straight section. When talking about making a ring to FIT something else the calculation isn't going to take into account the little imperfections in the fit and you will be too short. -- guru Thursday, 01/20/00 05:21:53 GMT John Oliver, You are really trying to hurt the guru's imagination tonight! I can tell you what your kids WANT to make. Knives, swords, armor, crossbows and anything else pointed or dangerous. . . NO, I'm not being sarcastic, that's what all the guys that ask questions HERE want to make. . . been watching too much "Highlander". Projects based on scrap are strictly designed around the scrap AND the kind of tools you have (or are allowed to use). If you are alowed to heat metal and forge it, you can do almost anything. Old car springs are good for making tools like punches and chisles (knives, swords). Axels are big enough to make hammers. Any bar stock can be turned into fire tools, kitchen sets. . . Scrap stainless sheet from resturant equipment makes great spatulas and serving spoons. . Heavy chunks of flame cut plate should be turned into anvils, stakes or benchplates. If you are intrested in THIS route your local ABANA Chapter would be glad to help. We have over 30 step by step blacksmithing projects on the iForge page. Now Junk Yard Hammers would be a REAL intresting project. Where are you in Canada? Kinda' far to haul em to Flagstaff, AZ :) If you can't "heat it and beat" it then a lot can be done with sheet metal. Raised vessles take a LOT of time but can teach a lot about the behavior of metal and take few tools. Tree stumps, home made stakes and ball pien hammers. Reposse' can be done using car body material, flashing or the stainless mentioned above (very stuborn to work though), copper is easiest. If I were teaching a metals class the whole first year (or semester depending on the hours in class) would be tool making with the point that every student would leave with a tool kit at the end of the course. Second year (or semester) would be applying those tools. But this assumes access to forges (or torches and refractory bricks). The REALLY intresting thing about making tools from scrap is that you have to become a metalurgical detective. Just WHAT is it and how do I heat treat it???? -- guru Thursday, 01/20/00 06:19:15 GMT I am looking for information on a Fiarbanks "E" hammer. Any pictures or technical data would be greatly apprieciated. Ken Zitur -- KjZitur at aol Thursday, 01/20/00 12:23:18 GMT just a thought on lighting forgefires. When i start my forge i allways use charcoal (you would need say 1 liter). To start I take a few pices of charcoal and smash them on the anvill (giving me a large handfull of really small pices, allmost dust). I then set fire to a small (just large enough to keep it from falling down the tue) wadd of cloth(cotton or linen)/paper put it in the forge (flames down) and give it a little air. now i add some air, I just want the flames to catch real good. now I pour the charcoal powder on the burning cloth/paper and let it catch, when it has caught it is time for some larger pieces. Finaly when all the charcoal is glowing i start feeding in coal/coke. Using charcoal to start the fire actually shortens the timne between lighting the fire and starting smithing. if i use only charcoal for the first 10 min i can smith allmost at once. just a friendly ip (to be tried or ignored as it pleases the readewr) Kindly (and i hope helpfully) OErjan OErjan -- pokerbacken at angelfire.com Thursday, 01/20/00 13:29:11 GMT I WAS SEEKING INFO FOR THE BEST WAY TO BEND COPPER TUBING FOR CRAFTS, SOME WOULD BE AT 45 DEGREE ANGLES OTHERS SPIRALS. I WOULD GREATLY APPRECIATE ANY ADVICE. THANK YOU X4FUNCJ at AOL.COM CINDY -- X4FUNCJ at AOL.COM Thursday, 01/20/00 14:37:29 GMT I AM LOOKING FOR TIPS TO BEND COPPER INTO 45 DEGREE ANGLES, SPIRALS ETC, ANY ADVICE WOULD BE HELPFUL THANK YOU, CINDY CINDY -- X4FUNCJ at AOL.COM Thursday, 01/20/00 14:40:28 GMT FAIRBANKS: Ken, I'm not sure what a model "E" is but here is a Fairbanks flier. Fairbanks Flier JPG 97Kb -- guru Thursday, 01/20/00 15:44:22 GMT COPPER TUBING: Cindy, If you need specific shape bends wooden jigs can be made. The angular bends will need a radius at the bend to prevent crimping (flatening) the tubing. For spirals, see our articles on benders on the 21st Century page. For soft tubing these same style jigs can be cut from wood (pine shelving) using a jig saw. -- guru Thursday, 01/20/00 15:53:26 GMT OErjan, good discription. Lighting a coal forge fire is sort of an art. Everyone comes up with a method that works well in their forge. I would have the best luck using wood curls made by a hand plane. A supply of which was always short. . . Most of the time I just used a torch. Frank Turley was doing a wonderful demo at CanIron II where he used (count them) 5 sheets of newsprint, balled and twisted into a mushroom shape. The "stem" was lit and but into the twyer, a little air applied and coal shoveled on. Everything was going great, heat, smoke . . . until the paper was burnt up and the COKE had not lit! His method worked great normally with good coal but the coke needed a torch to get it going! Anthracite (hard coal) is about the same. It almost takes a bituminous (soft coal) fire to get it going. Once lit it is like coke in that it takes a lot of air to keep it going. In a friend's shop where there are a lot of big power hammers which get demonstrated on pieces of wood quite often there is almost always enough smashed splintered wood laying around to start the forge. A little trash (paper or carboard) is placed under the wood to get it started, coal shoveled on and away you go! Probably the most important thing to remember about starting a forge fire is to have dry fuel. If you work outdoors and your forge gets rained on it can be dificult to get a fire started. Soft coal absorbs moisture and if kept dry lights easier. The big problem is that coked down or semi coked down coal is very poras and soaks up a LOT of water. IT is almost imposible to light. Now days I don't worry much about it. Both of my GAS forges start instantly! One has electronic ignition, the other a push button igniter. Now if I just had heat in the shop. . . -- guru Thursday, 01/20/00 16:28:14 GMT Well..... i'm building a new forge, and the idea was to make it like a table, with the firepit sitting on top of the "table". The legs WERE going to be wood, and the top a 3 foot by 4 foot by 1/4 inch piece of sheet. The firepit was to be made out of brick. Just before I went out to pick the steel top up, my mother, bent on saving me some money, proposed that I scrap the whole thing and go with an old BBQ, lining the inside with the brick, and using the inside as the firepit. Nothing is making sense to me anymore about this thing, so do you have any suggestions??? Thanks Erik Erik -- sonic40 at the-pentagon.com Thursday, 01/20/00 20:35:11 GMT hello I am an apprentice looking for information on forged anchors - i would like to make one as an excersise but cannot find any information on designs etc. I would greatly appreciate any help on this. regards gerry gerry bobsien -- matthewspradbery at hotmail.com Thursday, 01/20/00 20:40:48 GMT Matt Nickson: If you live in San Diego, I am here by inviting you to our basic 1 classes at the Antique Gas and Steam Engine Museum in Vista. It is in the northern part of SD county. We are a C.B.A. chapter and the basic 1 class meets the first Saturday of each month at 8:00 am. All are welcome to come. Bring safety glasses and a hammer if you have one. The cost is $5.00 per class to cover the cost of coal and stock. If you join us, You will be required to Join the Muesum and C.B.A. $65 per year total for both memberships. We have people of all levels of experence and if you are willing to learn, we are willing to teach. Wayne Parris -- benthar at pacbell.net Thursday, 01/20/00 20:48:34 GMT Erik, I've got an old BBQ forge sitting in my yard that I used for years. Made a tuyere for it out of standard plumbing parts, a cart out of the same stuff, lined it with fire brick held together with refractory cement. Worked fine, still does. It's about 7 years old now. Jim Wilson -- pawpaw at netunlimited.net Thursday, 01/20/00 21:28:04 GMT ERIK's FORGE: Sorry, I frustrated you. Forges are nothing more than a place to contain a fire and blow air on it. A hole in the ground works. Your original idea is a style that a lot of people like but I've never had a chance to try. A flat surface with a hole in the middle OR a pipe from the side was also popular. Normaly the surface is rectangular, about 2 x 3 feet and the hole for the blast is centered equidistant at one end. Most folks end up putting a "guard" around the edge. This type forge is shown made in metal on the Yucaipa Forge Web Site. Your wood frame might have needed some insulation between the brick and the wood. Refractory bricks withstand high temperature but are NOT insulators. There IS a type of insulating refractory brick but they are hard to find and purchase. Most wood frame forges are filled with dirt and that lined with clay. The dirt is the insulator (see my Blacksmith of 1776 story for a description). Paw-Paw is right about the BBQ working fine. In most the sheet metal is too thin but you can line it with dirt and clay like a classic wood frame forge. The refractory bricks are a little heavy for that sheet metal pan but if you have them they are great for all kinds of uses in blacksmithing. Build your first forge cheap and then see what happens. At the current wholesale price of forged "S" hooks being about $3 each you should be able to make a little money on week ends. . -- guru Thursday, 01/20/00 22:56:04 GMT Erik, Guru is right about the sheet metal. I failed to mention that the BBQ grill that I converted to a forge is a cast aluminum one. Insulated with fire brick, the outside doesn't even get hot. Jim Wilson -- pawpaw at netunlimited.net Thursday, 01/20/00 23:11:32 GMT Ken and Guru. Model "E" is reference to the size of Fairbank hammers. A size "E" is 125#'s. Bruce R. Wallace -- Wallace Metal Work Thursday, 01/20/00 23:30:26 GMT GURU... Not at all. You did nothing to annoy me at all, I was just a little swamped with options. "NOTE"... Something seems to be screwy. I posted that message once, and its been listed 2 times.. Might want to look into that.. Thanks Erik Erik -- sonic40 at the-pentagon.com Friday, 01/21/00 01:04:47 GMT |
|