|
SWORDS OF IRON, SWORDS OF STEEL (PART I)
First Presented at the Miniver Cheevy Society for Early Medieval Studies, March, 1991
BRUCE EDWARD BLACKISTONE
The Mystique and Magic of the Sword The sword has always been a valued and honored weapon. The spear, axe and knife can all stab, hack and slice (sometimes with more efficiency, and certainly at less trouble and expense) but the sword has been seen throughout history as a weapon of nobility and magic. It is suitable for swearing oaths on or by. It has been a valued heirloom and a symbol of power to many people in many times and places. The Roman legionnaire probably regarded his sword more as a useful tool than as a mystical symbol. Beyond the care and respect that almost any soldier feels for a reliable and efficient piece of equipment upon which his life depended (and one that stayed at hand, unlike the pilum), the Roman would hew barbarians or brushwood with equal facility. His sword was issued to him. It was usually not an heirloom passed down through the family, nor an award for heroic service, nor was it purchased at great price and embellished with gold. It was just, well... a sword. At the other extreme, the Javanese kris has far more power as a magical talisman, cultural badge and work of art than it has as a weapon. Kris are reputed to leap into the hand when the owner is attacked; to rattle in the scabbard when danger approaches; to sigh in disappointment when sheathed. Many are said to be able to direct flames and help put out house fires, while some are so potent that merely stabbing an enemies foot print will ensure his demise. Meteoric iron is used in some kris not so much for its superior quality or contrasting beauty (although these are valid virtues) but because of its magical associations. For the Japanese the sword was venerated for its symbolic and mystical qualities and some of the finer ones were enshrined in Shinto temples. Today the Japanese sword is seen as a triumph of art and craftsmanship, but during turbulent times the sword smiths could also hammer them out in quantity. One smithy increased its rate of production from one every two weeks to ten a day! In Islam the sword was also highly honored and justly famed for its keenness of edge and strength, the result of the superior steel employed in its forging. (The earliest Islamic swords were very similar to the European broad sword, the familiar scimitar being adapted from Turkic and other steppe tribes.) Damascus became the most famed center of the craft, so that to this day any steel showing a pattern similar to the eutectic steel employed in Islamic swords is called "damascus". The northern European broad sword of pattern welded or homogenous construction inhabited the middle ground between the mystic and the utilitarian. Everybody knew stories about wondrous blades forged by god/smiths or giants or dwarves, but very few seemed to know anyone who had them. They would be given names like "Limb Biter" or "Wolf Tooth" or "Pierce" but this was probably more a case of affection for an animistic companion than for any noumenous power that might be invoked. Old swords were valued not the least because only good swords got to be old swords. As Odin says in the Hovamal:
I can personally attest that there is nothing so embarrassing as standing on the battlefield holding an empty hilt while the blade lies flopped on the grass behind you. SECRETS As I started to research this paper I came across a literary gap in the sources (at least as far as European swords are concerned). From Pliny the Elder (+AD79) until the 17th century the sources are remarkably tight lipped. The reason for this is that knowledge of smelting, forging and tempering techniques were important trade secrets to be kept within the confines of the family, guild or town. The market for a superior product could only be controlled if the resources and techniques were closely held. Others may stumble upon superior methods and products through empirical experimentation, but that was no reason to give it away. For a modern parallel observe the despairing reaction of any Marklandic blacksmith upon learning that another has taken up the hammer. The knowledge is available in the library, good steel litters the landscape as scrap, and the competition for a somewhat limited market is fierce. THE PROPERTIES OF THE SWORD The sword was a high technology weapon in its day. A spear could stab and if the point bent a bit on a bone you could work around it. An axe might be a bit heavy, but it was sturdy and powerful and one well directed blow could put an end to the most intractable dispute. The mace and, its variations, relied on brute, crushing force. None of these weapons required the amount and quality of valuable metal that the sword did. The physical requirements of the sword were special. It had to be long yet strong, hard and sharp yet tough, flexible yet sturdy. Think of it as a cold chisel with a cutting edge 30 inches long. As opposed to the swords used in recreation and thespian battles today, the edges were well sharpened, the better to cleave metal, leather and cloth armor. One of the Norse sagas recounts a king who had several mysterious, heavy chests hauled aboard before sailing off to a sea battle. At the crux of the battle, when he observed his men wearying and the swords not biting-in, he opened the chests to reveal newly sharpened swords, which were rapidly issued to the seamen. (Cutting steel with a dull chisel is no fun, and if you were to use a sword as an impact weapon a mace would do better. Interesting enough, against unarmored opponents, a sword could be too sharp. During the Indian Wars the U. S. Cavalry troops were ordered not to sharpen their sabers since the sharp ones tended to cleave into and get stuck in the bone.) To stay sharp a sword had to be hard, but the harder it is the more brittle it tends to be. Let's step back here and deal with the materials at this point. WROUGHT IRON: .00% to .04% (4 pts.) carbon, 3% silica. Characteristics: soft, malleable, welds easily, resists burning in the forge, resists rust, when bent tends to stay bent. STEEL: .04% (4 pts.) to 2.25% (225 pts.) carbon. Most modern steel runs from 20 point "mild steel" to 150 point "tool steel". Steel has a low silica content and usually various trace metals. In the period we are dealing with these trace metals were accidental. In the modern period they are intentional, creating various alloys for different purposes. Intentional or accidental, they will affect the performance of the steel, and ores containing different elements were used for different tools or weapons. Trial and error works even when you don't know why something works. Characteristics: harder, less malleable, difficult to weld, easy to burn in the forge, rusts, tends towards springiness, shatters when over-hardened, cracks when worked at wrong temperature - all in proportion to its carbon content. CAST IRON: Up to 8% impurities including 3.5% to 4.25% carbon, plus phosphorus, silica etc. Characteristics: hard, brittle, non-malleable, casts in liquid form, heat resistant, withstands compression, rusts, doesn't weld at all. Cast iron is produced (in useable quantities) by high heat blast furnaces. So here is the basic problem: wrought iron, available in classical and early medieval Europe, makes dandy door hinges but lousy swords. It won't hold an edge, it bends and deforms; it's actually worse than bronze. Cast iron, available in Asia because of the design of their smelting furnaces and the use of coal, won't work very well either. It is much too brittle. Only steel achieves the required balance of qualities, but there is no easy and sure way to smelt it in quantity. Further, it requires special techniques to create a reliable weapon in the high-stress environment that a sword must operate in, In the next sections I will go in depth into how separate societies with similar levels of technology solved this problem to create swords for defense, for beauty and for respect, honor or veneration. PART II
Methods of Construction There are seven methods of construction that we will deal with in the next several parts of this paper, so I will take this opportunity to list them and then explain them at length while describing their manufacture and the characteristics of the processes. They are: natural alloy iron, simple laminated welding, pattern welding, homogeneous tempered steel, crucible wootz steel, infused wootz steel, and complex laminated welding. Roman Swords Early blades of almost pure iron could be work-hardened to some extent, just as bronze was. The constant and skillful pounding of the smith's hammer tended to compact the mass, but overdoing this could lead to brittleness. These swords were no better than, and frequently inferior to, bronze. But iron ores were relatively plentiful as opposed to copper and tin, which were both more rare and widely dispersed. Interruption of trade for any reason would prevent the accumulation of either or both copper and tin and immediately halt further manufacture of bronze. Iron ore was not only more plentiful than those metals, but the other needed ingredient to smelt it -charcoal- stood in rich supply in the forests that blanketed Europe. Still, work-hardened iron was hardly the ideal material for weapons. But the advantage of having an empire is that you have a wide range of both human talent and material resources. We, unfortunately, know little of the talent involved in the making of their swords, but the end result indicates that it was more than competent. In terms of resources the main secret of the Roman sword was the quality of the ore from which the metal was smelted. These natural alloys were employed in tools, weapons or hardware according to their various virtues. The occurrence of manganese, nickel and tungsten in these ores benefited the hardness and toughness of the finished metal with manganese especially adding to the ability to work harden the edge. Interestingly enough Pliny the Elder attributes these superior properties not to the quality of the ore or the skill of the regional craftsmen but to the qualities of the water that they were quenched in. This is either a classic case of disinformation to obscure the processes used from the competition or reflects the tenacious belief that the constitution of the quenching medium is of the utmost importance to the quality of the finished object. "Magic" waters, secret formulas, milk, butter, wax, gusts of cold air, blood, and even (legendarily) living slaves were used to quench swords in the pursuit of both physical and magical virtue. In truth, all that a quenching medium does is to control the rate of cooling and therefore the hardness and temper of a blade. Water, with a low boiling point, cools quickly; brine will cool slightly faster (a point still in contention in several modern books which insist that brine cools more slowly); and oil cools slower. The results of the cooling rate will be discussed further on, but suffice it to say that you can get pretty much the same quenching performance from a barrel of tepid brine as opposed to plunging a red hot blade into a living slave, and at far less pain, expense and spiritual peril. It has also been noticed that the poor slave would tend to writhe a bit, which might put a bit of twist in the blade. Beyond regional ores the Romans would also import wootz steel from India via the Levant. Of course, in keeping with the normal level of subterfuge, the Romans were led to believe that these small (2 to 5 lbs.) ingots originated in China along with the silk they so eagerly sought. These ingots were apparently devoted exclusively to swords, daggers, shears or other cutting implements and were considered both high class and high priced. From at least the first century the Romans also employed laminated and complex pattern welding in some of their swords, a technique apparently devised by the Celts at about, or shortly before, this time. THE NORTHERN EUROPEANS In the north as in Rome the primary source of iron and steel was the bloomery furnace: a fairly simple device that relied on natural draft, prevailing winds or minimal bellows to supply the air to raise the temperature of the fire enough to reduce the oar to a mass of metal and slag, but not so much as to oxidize or melt the mass. In its early form it was a wide, low chimney with an opening at the bottom for feeding in air and manipulating the bloom. It was filled from the top with semi-mixed layers of ore and charcoal (and eventually limestone or some other appropriate flux to carry off or absorb impurities). The ore could consist of some high quality natural alloy with a nice proportion of manganese to strengthen it and remove impurities such as sulfur, phosphorus, and arsenic; or it could be plain old (and ever popular) bog iron (limonite). Bog iron is formed by bacterial action precipitating it from solution in the water. If the bog remains undisturbed the limonite will replenish itself in about twenty years. (If the local well water tasted heavily of iron, then the ore was probably pretty good; but if it tasted of sulfur, that might not be a good sign.) Limonite also occurs in "fossil" form, where a bog may once have existed. Now, if you carefully controlled your proportions and air flow and heat, the carbon in the charcoal would cause the iron to start to aggregate as the oxygen of the iron oxide was consumed in the reducing conditions of the fire and changed to carbon monoxide. Some impurities would burn away and others would melt as slag (taking a lot of iron with it). Eventually you would get a large, red hot, lumpish mass consisting mostly of iron with some silica. You would either drag this out of the front of the furnace or dismantle the furnace to get at it, depending upon the design. You would then take this "bloom", weighing from 5 to 50 pounds, lay it on a large flat rock or anvil and have three large friends with sledge hammers beat the ever-living aspirations and most of the silica and remaining impurities out of it until you were left with a large bar shaped piece of wrought iron; good for door hinges but not so great for swords. However, if you got careless or curious or distracted and put in too much charcoal, and you pumped the bellows too hard or the wind came up unexpectedly, and you kept feeding it and let it run longer than usual a funny thing would start to happen. At about 2400 degrees F the iron would start to absorb the carbon. Now when the bloom was removed from the furnace, those portions that hadn't absorbed the carbon would work like wrought iron. Those portions that had absorbed too much carbon would turn into cast iron, either to melt away in the slag or to shatter as the cooling mass was hammered into a billet. The metal between these two extremes was steel (or "hard iron" in the classical period). It looked different and worked different since the higher the carbon content the more "stiffly" it worked. Steel could be hardened and tempered, and it didn't take that much carbon to give a good cutting edge. Several cutting implements such as axes and chisels from the Mastermyr find were analyzed and the cutting edges were found to be only 40 pt. steel. This is low by modern standards but if you were to graph out the maximum quenched hardness of steel against the carbon content, you would notice a peculiar phenomenon: 10 pt. steel has a hardness on the Rockwell "C" scale of about 38; at 20 pts. the hardness is about 50, at 30 pts. it's about 58, and at 40 pts. the maximum hardness is about 61. From 40 pts. to 100 pts. the steel only gains about 7 more Rockwell "C" scale points in maximum hardness as the curve levels out. In terms of an axe with a 40 pt. cutting edge laid into it, this would mean that you may have to sharpen it more often, but it would still have the hardness of the steel and the durability and toughness of the wrought iron. You might not even have to temper it at this range. There are now two courses that you could take to make the sword. One is to accumulate enough of the right grade of steel to create a uniform, homogenous billet out of which to forge the blade. The other is to try to take several grades of steel and wrought iron and forge them into a sword so as to take advantage of their diverse properties. Both types of swords were used throughout the early medieval period. Of some 142 swords from the 5th through the 10th centuries, discovered in England and X-rayed by the British Museum, some 64% were patterned welded. A partial breakdown showed that pattern welded blades made up 44% of the finds in the 5th through 6th centuries, 77% in the 6th century, 100% in the 7th century, and was back down to 45% in the 9th through 10th centuries. (from: Swords of the Anglo Saxon and Viking Periods in the British Museum: A Radiographic Study) HOMOGENEOUS STEEL SWORDS We will deal with the homogenous steel sword first. Starting with an appropriate size steel billet of suitable carbon content (Probably about 60 pts. Too little carbon would lack the springiness as well as the hardness required; too much would be too brittle.) the metal is heated and the blade and tang are drawn out by hammering to sword-like proportions. A groove was frequently fullered down the midsection of the blade to both strengthen and lighten the blade in relation to its width. (This fuller is sometimes called a "blood gutter" today, but that's probably a bit of Victorian Romanticism. It's basically the same principle that tin roofs and corrugated cardboard rely upon for stiffness.) The sword is then brought to a smoother finish and the hammer marks removed by filing and/or the use of a grindstone. When all is ready except the final sharpening the blade is hardened and tempered. There are two methods of doing this: In the first the blade is heated to a cherry red and then plunged into a cooling medium, let's say brine. Assuming that the thermal shock is not too violent (which would either shatter the blade or leave stress cracks) the blade is now at maximum hardness, but also at maximum brittleness. This is where tempering comes in. The sword is carefully re-heated to reduce the internal stress and brittleness while retaining a sufficient degree of hardness. Tempering, of itself, is proof of a benevolent Deity: for as the metal is heated the surface is oxidized and reflects different colors at different temperatures. Starting with pale yellow at 420 degrees it goes to straw (470), bronze (500), purple (540), dark blue (590), and steel gray (650). When you get to gray the temper is completely drawn and you have undone your hardening. Depending upon how much carbon is in the metal and the use to which it is to be put, you chose the appropriate color to heat to. The result of drawing to a bronze in 100 pt. steel would be quite different than in 40 pt. steel. In the case of the sword of 60 pts.: a good blue will probably do the job. The other method is to vary the speed of the quenching. This may have been done by coating the center portion of the blade with clay or some other insulating material. When the blade is quenched the clay slows down the coolin4 of the center portion leaving the sword with hard edges but a softer, tougher center. Whether medieval European swordsmiths ever used this technique will remain speculative until comprehensive examination of the blades take place. There is no reason why it wouldn't work, (as it still does for the Japanese and several modern swordsmiths) and it may well have been one of those "trade secret" techniques. There are several potential problems with making and using a homogenous blade of uncertain steel: It may be hard to come by enough of the proper steel. Any oversized silica or slag inclusion would weaken the blade, leading to breakage. Because of the uniformity of the metal repeated blows in use could (in theory) work harden portions of it, leading to brittleness or breakage from metal fatigue. Finally, it's not as "fancy" looking as a pattern welded blade. PATTERN WELDED SWORDS The pattern welded blade is formed of strips and bars of varying carbon content, twisted and welded into a unified whole. The problem with pattern welding is that welding is a very touchy operation. Wrought iron enters the semi-liquid welding stage at about 2,500 degrees and starts to burn at about 2,750 degrees while the range for 100 pt. steel is between about 2,200 and 2,600 degrees. This leaves a very narrow range in which to weld one to the other; and over a forge fire only the critical eye of the smith could judge the right time to strike. Once the carbon in the steel started to burn it was all over and the piece could well be ruined. Skill and experience are the key factors. There were at least a good dozen patterns used, and the permutations are endless, so I will describe the making of one of the simpler types. Two strips of wrought iron and two strips of 40 to 60 pt. steel are welded together in alternating layers into a bar. The bar is drawn out to length, then heated and twisted with an S twist [////////////], then hammered square again. A second identical bar is welded, drawn, then heated and given an equal Z twist [\\\\\\\\\\\\] and hammered square. The two bars are welded to each other and a third strip of about 80 pt. steel is welded down the sides and across the tip for the cutting edge. The sword is then forged as above. 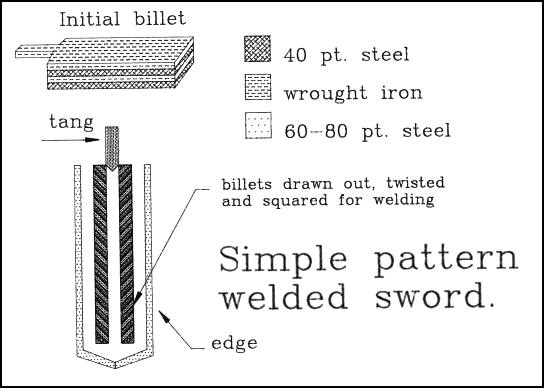
Tempering after quenching would possibly have been optional (depending on the carbon content of the steels) since the composite construction provides a hard edge and tough center. The blade is then polished and etched with a mild acid such as vinegar to bring out the V pattern of the welding down the center of the blade. The pattern welded blade was difficult to make but its composite construction gave it great strength and keenness. The analogy is between breaking a 1" pine board at a karate demonstration and trying to break a 1" plywood plank. The cross elements strengthened the whole. It also enabled the smith to utilize a wider range of materials produced during smelting. Although the pattern welded sword was beautiful, decoration was never the primary reason for its construction. It was made that way because that was the best way to make it. In the next part we will look at why this changed and also examine sword construction and materials in Islam. PART III EXPANDED PRODUCTION of STEEL When we last left the subject some 64 percent of the swords in the British Museum collection from the 5th through the 10th centuries were pattern welded. Starting in the 9th century, however, the proportion starts to fall and by the 11th century, except for the decorative technique of pattern welding symbols or letters into the blade, the classic pattern welded blade is losing out to the homogeneous steel blade. What happened? I suspect that there were two factors involved. The first is the cumulative experience in the making of natural steel by succeeding generations of smiths with their careful attention to the quality of the ore, the quantity of the charcoal, the intensity of the temperature and the length of the burn. With skill, and quality raw materials, steel could be smelted on a consistent basis. 
The second factor may have been the introduction and spread of the Catalan forge from Spain, possibly as a result of pressure from the Muslim invasions of this period. Where earlier forges could produce only 50 pounds per charge the Catalan forge could produce 350 pounds. The design is efficient and simple enough to have persisted into the late 19th century in Spain and France as well as North Carolina and Tennessee. This conjunction of superior technique and expanded production would have made good homogeneous steel available in economic quantities. Two similar carburizing processes, case hardening and cementation, are also used to produce steel. Case hardening produced a very thin layer of steel on wrought iron ("encasing it in steel," a possible derivation of the term) seldom more than 1/8" thick, and frequently only several one hundredths of an inch. The carbon content would vary with the depth of penetration. Carbonized bone (later, in the 19th and 20th centuries, potassium cyanide!) was packed around the iron object and sealed in an airtight case (an alternate derivation of the term). The assembly was then cooked at a red heat for several hours according to the amount of penetration desired. I don't have a firm date for the origin of this process. However, the 19th century "sword scandals" (which gave Wilkinson Sword. its start) pointed out the problem with this process for swords. The British military purchased case hardened blades from Solingen, Germany, for its sabers. When the English craftsmen would fit them for their regimental hilt some of the case hardening was ground away, and when a trooper applied said sword to a mail-clad dervish in Egypt he would be surprised by the spectacle of his worthy blade folding up instead of cutting in. Bad show! Carburization on a grander scale (known as cementation) produces blister steel, a great stand-by in the 18th and 19th centuries. When it was further refined it was known as "shear" steel and employed for the cutting edges of scissors, knives and axes. The iron is packed in an airtight coffer and cooked at high temperature for days. When removed it presents the blistered appearance that gives it its popular name. Unfortunately, the only date I have seen, so far, for its origin is 1600 but it may well have had a much earlier origin. In a third proposed method of carburization, the iron is supposed to pick up enough carbon to become steel by being "soaked" in the charcoal fire between being repeatedly worked on the anvil. I have found no analytical evidence that this works. In fact, you have to be careful about decarburizing good steel while forging it. You can heat and pound wrought iron all you want and it's still wrought iron. I suspect that, given the context that this was connected with, this is just scholarly speculation rather than a practical method of steel production. "DAMASCUS" STEEL The term "Damascus" is so misused that I will avoid it in the balance of the article. Today it refers to any sword, letter opener or shotgun barrel with a pattern in the steel. It is also sometimes called "watered" steel because the pattern resembled that of watered silk. (Another example of Loom-to-Boom technology!) To avoid further confusion we will use the term wootz steel (from a misprint of "wook", from the Canarese "(w)ukku" meaning, of course, "steel") of which there may have been two varieties: crucible and (highly speculative) infusion, or perhaps "co-fusion." It is now more certain that the crucible variety of wootz steel was manufactured in India since Roman times. Wrought iron was broken into small lumps and placed in a series of small ceramic crucibles along with pieces of wood and leaves. Each crucible was sealed airtight and a number of them were packed into a furnace and heated for nearly a week in a blast of flame. Upon cooling the crucibles were broken open to reveal the re-solidified cakes of steel with the carbon absorbed from the plant material. Now, where did the pattern come from? At room temperature iron and steel exist in several varying forms which are given such delightsome names as ferrite, pearlyte, martensite and cementite. Ferrite crystals are essentially pure iron; pearlyte contains enough carbon to be effected by heat treatment, after which it becomes martensite; and cementite crystals are at the saturation point for carbon, akin to cast iron in hardness and brittleness. What you get in crucible wootz steel is a mixed aggregation of these crystals, each with its own appearance and properties. 
Because of its unique consistency the cake of steel reportedly had to be first split radially and drawn out as if spreading a tire to force its tread into a straight line. The billet then had to be worked in a fairly narrow heat range with a minimum of hammering. Working outside the range was reputed to cause the steel to crumble along the crystal interfaces into its constituent parts. When finally formed, the swords were heated and then reportedly quenched in a blast of cold air blowing through a gap in the wall. (How one orders up these cold winds to blow through the gap in a wall in Damascus, Syria, has never been explained to me. I have enough trouble just keeping my sails full.) The end result of the process was a sword of legendary sharpness and flexibility, and we all know the legends. As with any other handcrafted article some were more flexible or sharper than others, and if King Richard could slice iron bars and Saladin could slice scarves or pillows, they were each using the top end "monarch grade" examples of two different schools of sword making. Neither of them would be able to both slice a pillow and sever an iron bar with the same sword, and I doubt that anyone ever will. (Not more than once!) In terms of decorative qualities, the patterns of crucible wootz steel could be modified and enhanced by filing through the striations and hammered flat producing such variations as "Mohammed's Ladder". Normal working and the innate pattern of the steel produced "Ant Tracks". On the whole the details were much subtler than in pattern welding. Acccording to what I would regard as speculative accounts, an infusion form of wootz steel was made possible by the conditions existing in China. The Chinese had an abundance of anthracite coal and built high tower smelters. (Remember the high tower smelters of Mao's "Great Leap Forward," about 12 to 20 feet tall?) I suspect that, since anthracite was much harder to crush than charcoal, the charge wouldn't "squash down," leaving plenty of air spaces and raising the heat far above that obtained in a European bloomery. Whatever the cause, the result was cast iron. Using the technology developed for bronze casting, the Chinese were turning out wonderful cast iron pots in 500 B.C., centuries before the Vikings were riveting hand hammered wrought iron sheets together. Cast iron, with its high carbon content, shattered much too easily for use as an edged weapon (although-it made dandy maces) but the Chinese also used bloomeries to produce wrought iron. In the infusion process as practiced in China and possibly the Middle East, bars or plates of wrought iron were placed in a container with cast iron and heated to the cast iron's melting point. The carbon would migrate out of the cast iron, lowering its carbon content, and into the wrought iron, raising its carbon level. In theory, because of the silica inclusions in the wrought iron, and the different depths of carbon depletion and penetration, the steel would have a variegated pattern that would appear when the blade was polished and etched. Once again the quality of the materials, the heat of the fire and the skill of the smith would be critical factors in the superiority of the blade. Interestingly enough it was the pursuit of an equivalent to crucible wootz steel, still a superior product for cutting edges in the 18th century, that led Benjamin Huntsman to develop a European form of crucible steel in 1740, which he used to make fine quality clock springs. In this method blister steel was cut up and re-melted in small airtight crucibles placed in an extremely hot coke fire. This produced a quality steel of homogeneous consistency and the method was used for fine steels until the invention of the electric furnace method in the 20th century. You can still find fine tools made in the late 19th and early 20th centuries marked "crucible steel." In the early 19th century Michael Faraday's investigation into the qualities of wootz steel led to his studies and development of steel alloys. Another century or so would pass before the full nature of wootz steel was understood, by which time the trail had grown cold and confused. The untangling goes on and some excellent work has been done recently. Ironically, the state of metallurgy has advanced to such a level that this pursuit, after stimulating some 200 years of development, is now done mostly for reasons of historical and intellectual curiosity. Part IV LOOKING EASTWARD In our last section we will look at how two divergent cultures, the Malay and the Japanese, created swords that balanced the requirements of toughness and sharpness, materials and methods, physical and cultural requirements and perceptions. Folks who write or talk about Oriental weaponry take an odd delight In terminology. This is to distinguish those of us "in the know" from the rest of the uncultured, Illiterate, linguistically incompetent rabble. One purportedly encyclopedic work of "all the worlds weapons" detailed the name and customary usage of the net bags in which samurai carried the head of a fallen opponent, but failed to list any entry under bowie knife or shillelagh. It is my firm intention not to drown anyone in jargon. Only the most important terms need their proper names, and we'll define the terms as we come to them. (i.e. one should know a swage from a fuller, and the Malay may call it a "peksi" but a tang is still a tang. Besides, if you want to know all the neat names, study the books. THE KRIS Kris range in size from large daggers to short swords, from about nine inches to two feet. They are widely divergent in details and widely dispersed over a large area of the southeast Pacific islands. They usually have double-edged thrusting blades, predominantly in a wavy pattern. These waves, called "lok," are always made in an odd number. Blades can have no lok at all, following a straight, thin profile, or have 17 or more lok depending on style, local custom, and personal desire. At its base the blade flares out asymmetrically in the "ganja" which serves in the office of a cross guard. The tang is relatively thin and is encased by the handle, which is frequently of a pistol grip design. Of greatest Interest to us is the "pamor" or texture of the blade. This is valued by the owners and creators for its beauty and originality. As the blade is forged, various steels are laminated together. These may include meteoric nickel-iron, wrought iron, truck spring, file, or stainless steel. The result is a strong blade with markings or textures running from subtle hues of steel on a highly polished blade to a distinctly and purposely rough outer side layers. (These blades are known as "5 sharps," referring to the point, 2 cutting edges and 2 abrasive sides.) The smith or "empu" may use various techniques to enhance the spiritual value and potency of the weapon. A smith may work on it just one day a year, or only by the full moon (or new moon). One smith quenched a kris by drawing It through his armpit and, then plunging it in the slack tub; a female smith went him one better by first drawing her kris through the lips of her nether regions! (In light of recent literature about fire walking, anxiety-induced moisture may explain the mechanism of these acts. But the symbolic significance holds the center stage: this smith was willing to give it everything.) Such a creation, and the acts- heroic or evil- committed with it, further enhanced its spiritual power. A friend's wife, while working in Indonesia, was allowed to examine the kris of the family she staved with. She was later informed that it held the soul of the family! A high honor indeed. In actual structure the kris is a relatively straightforward (despite the lok) laminated blade, using the various qualities of the steel and iron incorporated therein. It is sharp, durable, and deadly; and reflects the pride, skill, and wealth of its makers and bearers. JAPAN The Japanese sword may be considered a complex laminated blade. It too has its own mystique, but it is more one of technical perfection and skillful use as much as of symbols and ritual. The technique varied from province to province and from age to age based upon the quality of the raw materials available and the skills and traditions of the smiths. Many smiths of the past (and probably some today) wasted a lot of time trying to reproduce effects that were accidents of the local ore and the smelting process. Other techniques were developed to compensate for the poorer qualities of certain ore or the new-smelted steel. The steels for the sword are selected from the mixed bloom of the Japanese smelter. The smelter consumes about 13 tons of charcoal and 8 tons of fine ore in a closely supervised 72-hour run. The resulting two-ton bloom is knocked into fist-sized pieces with sledgehammers and sorted by eye according to carbon content. About half the bloom is 60- to 150-point steel. The best is dense and heavy with a bright, silvery color and a finer crystalline structure. The lower grades tend toward grayish black with a coarse grain. Back at the forge, steel with too high a carbon content can be decarburized by laying it in front of the tuyere in an oxidizing blast. Low carbon steel can be carburized by being stacked above the tuyere and enclosed by a deep pile of charcoal at the top of the forge; then slowly and deliberately cooked in a reducing fire. (Please note that this is different than "just working the carbon in" as proposed by some writers.) The end result is one pile of steel suitable for the jacket or the edge, and another pile suitable for the core. The blades themselves can consist of as many as five sections (edge, sides, back and core) or as few as two (edge/jacket and core). For the sake of clarity and relative simplicity, we will deal with 2. For the jacket/edge steel, four to seven pounds of square wafers of 100- to 150-point steel are stacked on a spatula-shaped piece, wrapped in rice paper, dipped in a clay slurry, thoroughly coated in rice straw ashes, (all this to prevent oxidation) and faggot welded into a single solid billet. The billet is drawn out, cut partway through, folded over (endwise or lengthwise, depending on the step), covered in clay and ashes and faggot welded again. This process proceeds for 14 or so folds, at a heat between a bright yellow and (no cooler than) a bright red. Two very important things are happening here: First, the billet is losing both mass and carbon content, so that eventually the smith ends up with a billet weighing two to three and a half pounds with a carbon content of around 70 points. Second, and most importantly, the smith is creating a billet of consistent, homogeneous steel. The metal is drawn out and folded much as bread dough is kneaded, to spread the various elements uniformly throughout the whole. If pattern welding may be likened to plywood, then this process may be closer to mixing concrete. To make the core steel, the smith starts with two pounds of 50-point steel and draws, folds and welds it into a bar of 20- to 30-point steel weighing, perhaps, one half pound. The jacket/edge steel is wrapped around the core steel and welded into a single billet. This is then carefully drawn out and shaped into a sword blank, which is then further refined Into a blade through skillful hammer work, working from a yellow heat to a cherry red each time. Too hot (a bright yellow), and the sword blank would be too plastic to control. Too cool, and the steel could crack under the hammer. The sword is worked into shape in six-inch sections, and the cutting edge is left about one- tenth of an inch thick to prevent stress-cracking during the hardening process. After forging is completed, the blade is smoothed with a hardened steel drawknife and a series of files. The blade is left rough and clean, and is not touched by bare hands to prevent any contact with oils. This is critical for the clay coating, which will create the "hamon" during the hardening process. Sometimes miscalled, a "temper line", the hamon is more truly a hardening line, and reflects the transition from the hard martensite structure in the fast cooling part of the blade to the softer, tougher pearlite of the slower cooling part of the blade. The crystalline pattern forms a definite boundary. Now considered part of the artistic aesthetics of the blade, originally it was a visible indicator of a proper hardening. Those swords with a wavy hamon also had the virtue of limiting the damage to those edges that had been chipped in battle, so that the sword could be resharpened without too much metal lost. The hardening process ("yaki-ire") begins with mixing a coating of clay, charcoal, and pulverized sandstone. Several coats, a thin one over the cutting edge, and thicker ones over the back and to define the hamon, are applied to the blade. After drying, the blade is heated to its critical temperature. This operation usually takes place at night, with only the forge fire for illumination, since the incandescent color, and hence the temperature, is so important. The blade is passed back and forth through the charcoal fire until it is well over 700 degrees C. (1,292 degrees F.), between a bright red and an orange on the edge, and red to bright red on the back. (As a memory and teaching device the colors can be described poetically: "autumn sunset" is one phrase I recall.) The blade is then reheated to 160 degrees C. (320 degrees F., in the pale to bright yellow oxidized color-tempering range), and quenched again, drawing the temper to a reasonable balance of toughness and hardness. Diluted acid is applied to reveal the hamon and confirm the success of the operation. At this point the blade may be warped. Straightening is performed by localized reheating and hammering, using a red-hot copper block as an anvil. If this is not successful, then the swordsmith can reheat the sword and start the hardening process all over again. A good blade will survive three to five such attempts. Modern Japanese swordsmiths, with their emphasis on perfection, reject one half to one third of all their blades as failures. After rough polishing, defining the planes and shape of the blade, the smith will cut fullers, and possibly engravings, with a variety of drawknives and chisels. The true secret of the beauty of the Japanese sword is revealed by polishing. This process can take from 10 days to two weeks for a single blade. Foundation polishing defines the planes of the blade and goes through six steps from about 180 grit to 3,000 grit or finer. With each level of fineness, the direction of the stroke is changed to reveal the removal of the striations from the previous grit. As in forging, the blade is done in 6-inch sections. As mentioned above, the smith may grind the sword initially, through the first three steps, down to the 400-600 grit level. For the final polishing the sword-polisher switches from stationary water stones to a series of wafer-thin natural stones, glued to paper backings, followed by powdered iron oxide scale, suspended in vegetable oil, triple filtered through rice paper. The back, fullers, and sides of the blade are then burnished to a mirror finish with a series of heavy steel needles and burnishers. This incredible polishing sequence brings out every crystalline feature of the steel in the blade. It will also reveal any flaw! In the current period perfection is paramount. In the feudal period the emphasis was on performance, and swords were sometimes tested by dispatching one, two, three, or, in an exceptional case, five condemned prisoners at a single stroke. The swords were meant for use, and the polishers and smiths were kept busy grinding out nicks and replacing shattered blades. The most amazing thing about the Eastern swordsmiths is the results achieved with the simplicity of the equipment. In the West the old techniques were lost; superseded by advances in technology, equipment, materials and fashion. In the East these techniques are still living traditions and livelihoods. Hand powered bellows, a simple forge, block anvil, hammers, tongs, assorted chunks of steel, clay, rice ashes, polishing stones, charcoal... All of these would have been familiar or comprehensible to the Western swordsmith. The ingredients and equipment are simple. The patience and skill are complex. As Jan Derry told me in a different context, you can't buy skill; you have to develop it yourself, over time. When you realize this, you can better appreciate the creations of the swordsmiths, both ancient and modern. After Words, A.D. 2001 I started this researching this series over 10 years ago and it took me about 4 years of somewhat dilatory effort to put the original papers together in comprehensive form. I have learned a lot since then, (some of which I have incorporated in this version) and I intend to learn more. If nothing else, you have learned a simple equation: no steel = no sword. (At least, no better than bronze.) Through much of history steel was as much a luxury as a necessity, and arcane methods were devised to create it and control it. A trade secret is money in the holder's pocket. Today, chunks of good steel litter the highways, good books abound (even if they contradict each other on certain points), and modern craftsmen have succeeded in reproducing all the "lost arts' and processes that have been discussed in the four papers consolidated and presented here. Some of these craftsmen and artists charge thousands of dollars for their skills, knowledge, and effort; and some are third-world craftsmen eking out a living while feeding commercial Molochs plying the fantasy markets of America with misinformation. Oh well; we'll handle that another day. As I stated before, read the works for yourself. A visit to your local library, and the resources available through the interlibrary loan system and the internet, are astonishing. Who knows what you may discover through research and observation. As we started, so we end:
Bibliography |
|
Copyright © 2001 Bruce Blackistone Copyright © 2001 Jock Dempsey, All Rights Reserved |

anvilfire.com home |
 |